Zgrzewanie
Definicja i podział
Zgrzewaniem nazywamy proces łączenia tworzyw sztucznych poprzez ich docisk z podgrzaniem do stanu
plastycznego miejsca styku łączonych elementów, bez dodawania spoiwa. Na skutek wywierania nacisku zachodzi
wzajemne przeplatanie się łańcuchów polimeru w wyniku ich częściowego przenikania z łączonych elementów.
Splątane segmenty makrocząsteczek tworzą, po ochłodzeniu (pod naciskiem), trwałe połączenie.
Proces zgrzewania jest determinowany przede wszystkim przez:
- temperatura (do jakiej nagrzewa się tworzywo łączone)
- docisk wywierany na łączone części
- czas zgrzewania
- czas i warunki chłodzenia złącza
W zależności od miejsca doprowadzenia lub powstawania ciepła w procesie zgrzewania rozróżnia się następujące
metody:
- zgrzewanie w którym ciepło doprowadza się do zewnętrznej strony elementów łączonych (zgrzewanie za
pomocą nagrzanego drutu, taśmy, listwy - zgrzewanie impulsowe)
- zgrzewanie w którym ciepło doprowadza się do wewnętrznej strony elementów łączonych (zgrzewanie przy
użyciu nagrzanego klina lub płyty)
- zgrzewanie w którym ciepło jest wytwarzane w warstwach wierzchnich tworzyw łączonych lub małej masie
tworzywa (zgrzewanie tarciowe,drganiowe,pojemnościowe, ultradźwiękowe lub indukcyjne)
Zgrzewanie kontaktowe
Nazywane często zgrzewaniem oporowym lub zgrzewaniem metodą gorącej elektrody. Metoda ta polega na
dociśnięciu elementów nagrzaną listwą do zimnego podłoża lub na ściśnięciu elementów między dwiema
nagrzanymi listwami. Jest to jedna z najbardziej rozpowszechnionych metod łączenia folii. Niekiedy stosuje się
elementy grzejne w postaci noży, taśm lub drutów. Temperatura elementu grzejnego zależy od rodzaju spajanej
folii i wynosi 300 - 400
o
C. W miejscu przecięcia folii powstaje charakterystyczne zgrubienie zapewniające dobrą
wytrzymałość złącza.
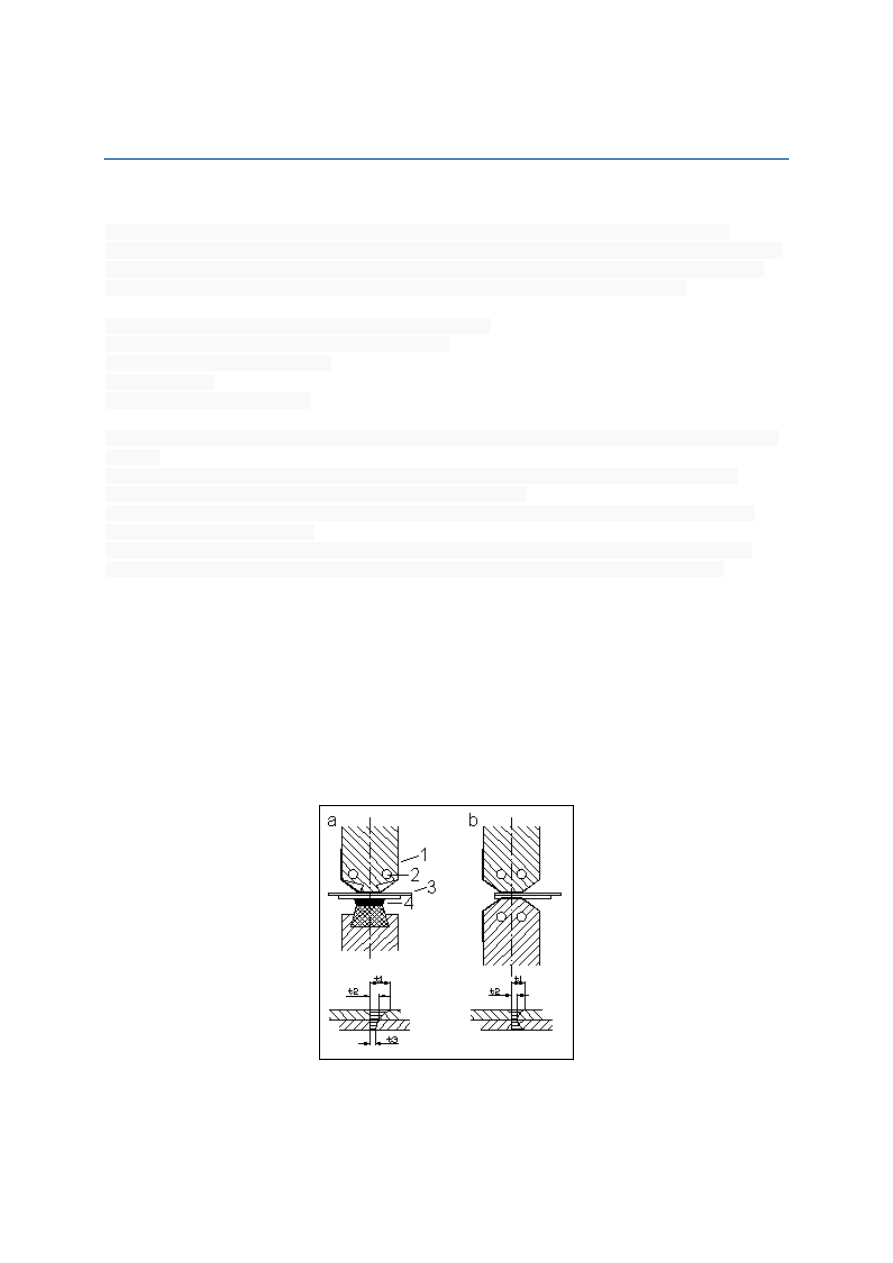
Schemat oraz rozkład temperatury w łączonych foliach podczas zgrzewania kontaktowego. a) ogrzewanie jedną elektrodą b) dwiema
elektrodami, 1-elektroda, 2-elementy grzejne, 3-podkładka z PTFE, 4-podkładka z gumy, t1-temperatura elektrod, t2-temperaturą
zgrzewania, t3-najniższa temperatura folii
Zgrzewanie impulsowe
Polega na ściśnięciu i uplastycznieniu tworzywa łączonych elementów między szybko nagrzewającymi się i
następnie ochładzanymi listwami. Podobnie jak w zgrzewaniu kontaktowym, ciepło dopływa od elementu
grzejnego poprzez folie do miejsca spojenia, z tym że element jest ogrzewany nie w sposób ciągły, lecz przez
krótki impuls prądu elektrycznego o dużej mocy. Zaletą metody zgrzewania impulsowego jest chłodzenie złącza
pod dociskiem (przy zwartych listwach ściskających), co eliminuje możliwość jego uszkodzenia przed całkowitym
schłodzeniem np. w czasie napełniania świeżo uformowanego opakowania. Przy zgrzewaniu jednostronnym
możemy zgrzewać impulsowo folie o grubości do 0,2 mm, a przy dwustronnym do 0,5 mm. Proces zgrzewania
impulsowego znajduje zastosowanie głównie w produkcji opakowań z jednoczesnym ich napełnieniem.
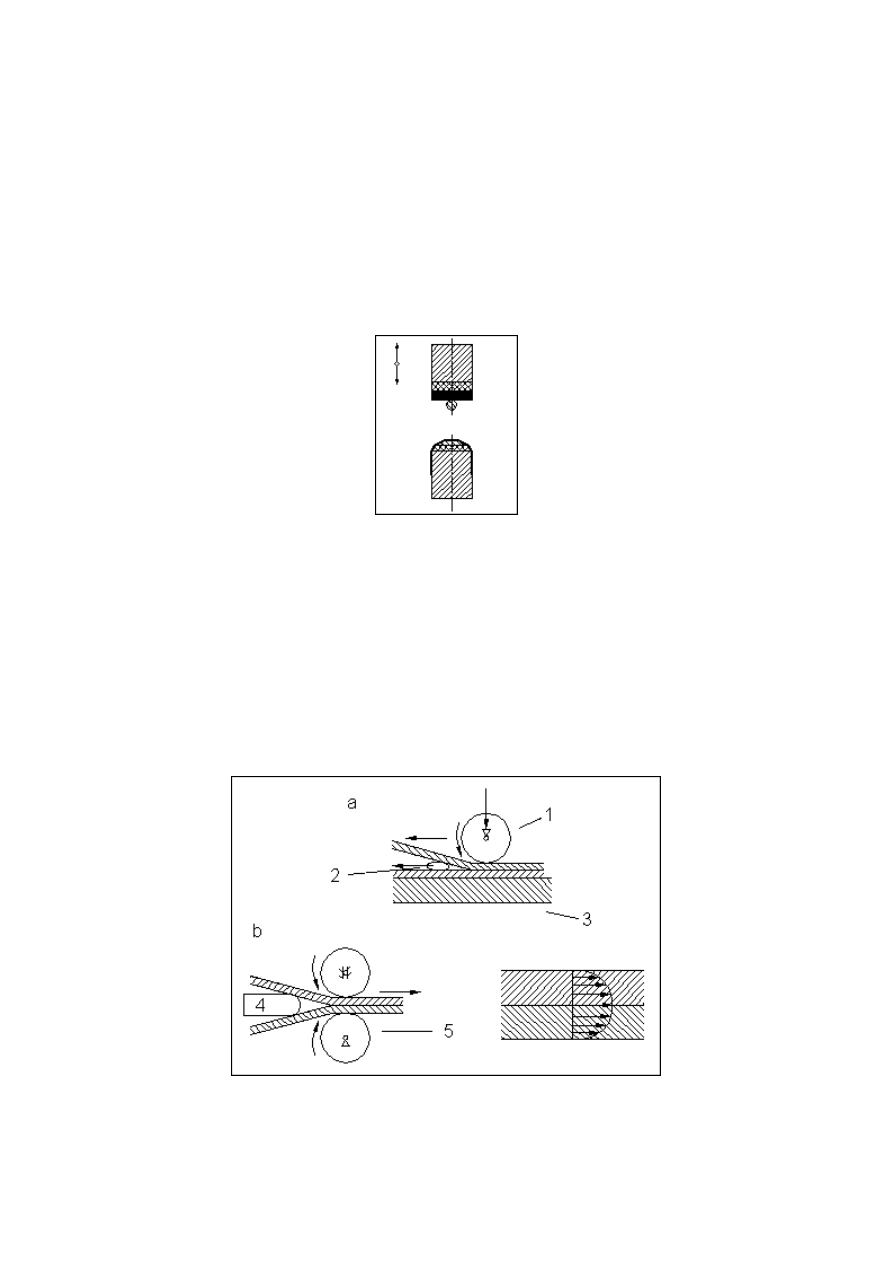
Schemat zgrzewania metodą impulsową z odcinaniem:1-listwa dociskowa, 2-przekładka z gumy porowatej, 3-przekładka z PTFE, 4-drut,
5-taśma impulsowa.
Zgrzewanie gorącym klinem
Polega na uplastycznieniu tworzywa elementów łączonych poprzez kontakt z nagrzanym klinem, przesuwanym
wzdłuż miejsca łączenia(z zachowaniem styku) i docisku do siebie elementów łączonych, np. przy użyciu rolki.
Zgrzewanie gorącym klinem jest stosowane najczęściej do łączenia folii i cieńszych płyt z PVC oraz z polietylenu i
poli (metakrylanu metylu). Metodą tą wykonuje się złącza zakładkowe. Temperatura klina przy zgrzewaniu z PVC
powinna wynosić 250-300
o
C, PEdg - 220-260
o
C, PEmg - 190-220
o
C, PMMA - 260-300
o
C.
Schemat zgrzewania oraz rozkład temperatury w łączonych foliach podczas zgrzewania gorącym klinem: a) zgrzewanie ręczne, b)
zgrzewanie mechaniczne, 1-wałek dociskowy,
Zgrzewanie nagrzaną płytą
Tą metodą spajania uplastycznia się powierzchnie zgrzewanych elementów za pośrednictwem gorącej płyty
wprowadzonej między łączone powierzchnie, usuwa się płytę i dociska do siebie spajane elementy. Otrzymuje się
w ten sposób doczołowe złącza rur, profili, kształtowników i prętów z twardego PVC, poliolefin, PMMA i innych
tworzyw. Do zgrzewania elementów o średnicy do 250 mm płyta ma zwykle kształt koła, natomiast przy
większych średnicach elementy zgrzewane mają kształt pierścienia. W celu przeciwdziałania przywieraniu
uplastycznionego tworzywa powierzchnia płyty grzanej jest pokryta materiałem antyadhezyjnym, np. tkaniną
impregnowaną PTFE.
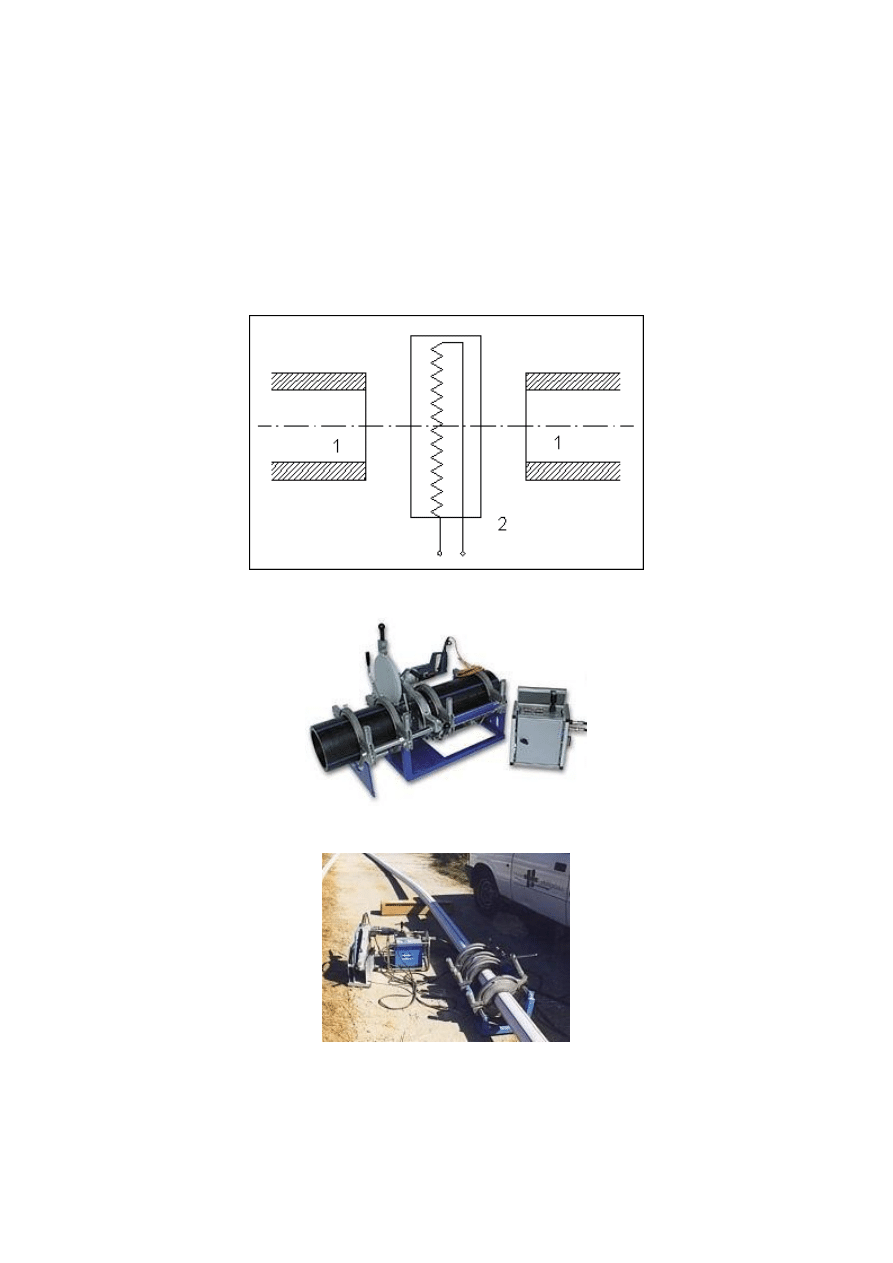
Schemat zgrzewania za pomocą nagrzanej płyty; 1-łączone elementy (rury), 2-płyta nagrzewająca (plaska).
Zgrzewarka do doczołowego zgrzewania rur.
Zgrzewanie rurociągu z rur PE.

Elementy lampy tylnej samochodu oraz zgrzewarka sterowana numerycznie, zgrzewająca nagrzanym elementem lampę tylną
samochodu
Zgrzewanie indukcyjne
Jest ono możliwe wówczas, gdy w strefie łączenia umieszczony zostanie przewodnik elektryczny, który nagrzewa
się w zmiennym polu magnetycznym. Wokół przewodnika tworzywo ulega uplastycznieniu wskutek przewodzenia
ciepła od niego do tworzywa. Wadą tej odmiany zgrzewania jest m.in. pozostawanie przewodnika w obszarze
zgrzeiny.
Zasada zgrzewania indukcyjnego: 1-płyty dociskowe, 2-cewka indukcyjna, 3-pierścień metalowy, 4-przedmiot zgrzewany.
Zgrzewanie pojemnościowe
Polega na ściśnięciu i uplastycznieniu tworzywa łączonych elementów pomiędzy listwami, będącymi elektrodami
kondensatora, w którym wytwarza się zmienne pole elektryczne, powodujące nagrzewanie się tworzywa w całej
masie, i następnie ochłodzeniu złącza oraz wyjęciu elementów spod elektrod. Tworzywa sztuczne jako typowe
dielektryki wykazują w polu elektrycznym zjawisko polaryzacji ( uporządkowane ustawienie się różnoimiennych
ładunków elektrycznych, zgodnie z kierunkiem linii sił pola). W wyniku zmian kierunku działania pola, zmieniają
się orientacje makrocząsteczek. Na skutek tarcia związanego z tymi ruchami, wydziela się ciepło. Jeśli do okładzin
doprowadzi się prąd o dostatecznie wysokiej częstotliwości, makrocząsteczki zostaną wprowadzone w
szybkozmienne drgania. W takich warunkach ilość wydzielonego ciepła jest wystarczająca do uplastycznienia
niektórych tworzyw. Wydajność procesu ogrzewania, zależy głównie od częstotliwości prądu przemiennego oraz
od współczynnika strat dielektrycznych. Ze wzrostem wartości tg Ro zwiększa się stopień przemiany energii
elektrycznej cieplną, a tym samym korzystniejsze są efekty zgrzewania. Metoda ta znajduje zastosowanie przede
wszystkim do łączenia folii PVC, ze względu na jej wysoki współczynnik strat dielektrycznych. W odróżnieniu od
innych metod metoda ta umożliwia wykonywanie dowolnych złączy o najbardziej skomplikowanym kształcie i
wytrzymałości równej wytrzymałości folii z PVC .Ze względu na możliwość przebicia elektrycznego nie zgrzewa się
pojemnościowo folii o grubości poniżej 0,1 mm.
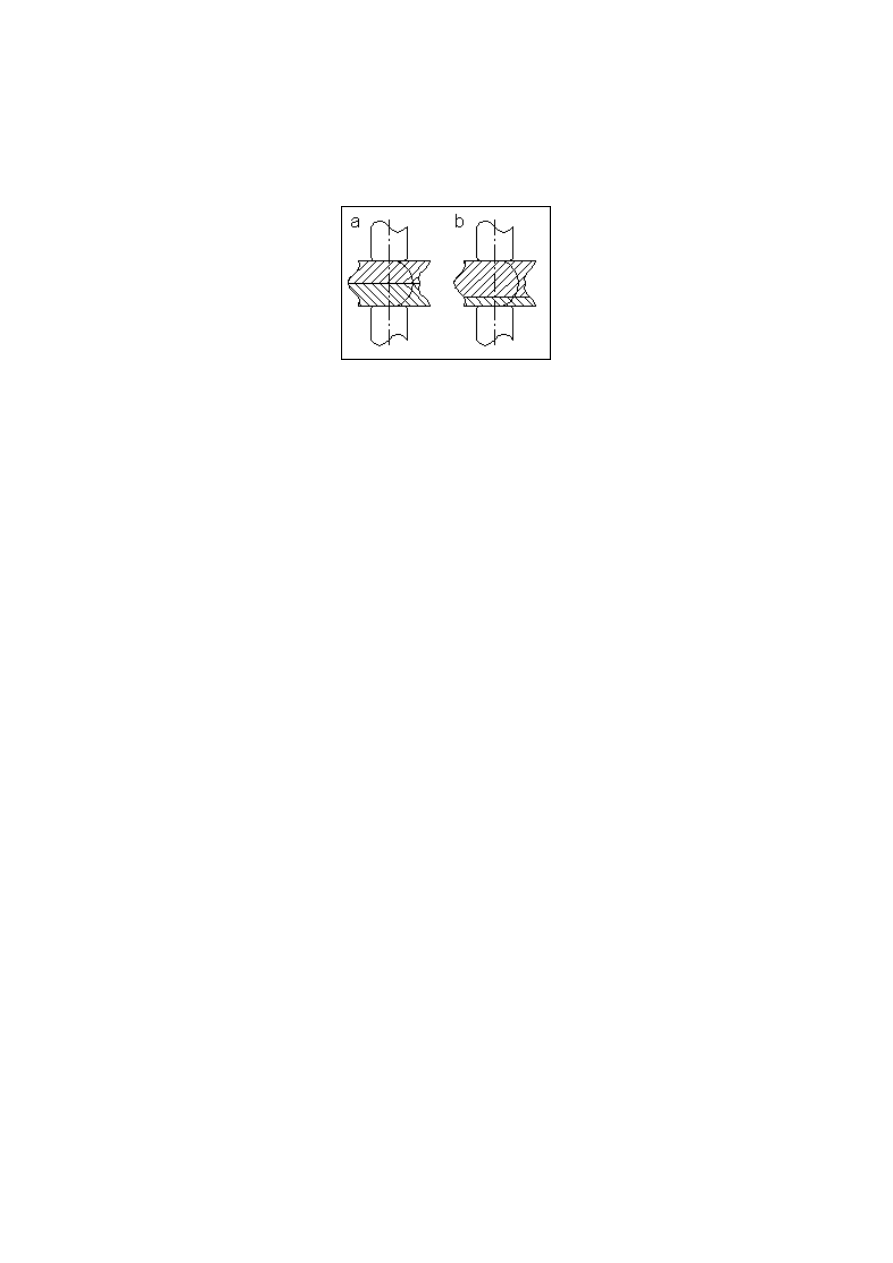
Rozkład temperatury w procesie zgrzewania pojemnościowego folii o równym współczynniku strat dielektrycznych: a) zgrzewanie folii o
jednakowej grubości, b) zgrzewanie folii o różnej grubości, 1-elektrody, 2-folie zgrzewane, 3- krzywe rozkładu temperatury.
Zgrzewanie ultradźwiękowe
Zgrzewanie ultradźwiękami elementów z tworzyw polega na wprowadzeniu ich w szybkie drgania mechaniczne z
częstotliwością ok. 20 kHz. Wskutek tego następuje nagrzewanie powierzchni styku spajanych elementów do
temperatury uplastycznienia. Wywierany jednocześnie nacisk na miejsca spajania powoduje zgrzewanie
elementów. Ciepło, niezbędne do uplastycznienia tworzywa, wydziela się na powierzchni złącza oraz wewnątrz
zgrzewanych materiałów wskutek tarcia cząstek polimeru wprowadzonych w mechaniczne drgania. Czas
zgrzewania ultradźwiękowego nie przekracza 1-2 s i zależy od rodzaju tworzywa oraz grubości i kształtu
łączonych
elementów.
Zasadę procesu zgrzewania ultradźwiękowego przedstawia rysunek. Do przetwornika drgań jest doprowadzony z
generatora prąd wysokiej częstotliwości. Przetwornik zmienia drgania elektryczne w mechaniczne o tej samej
częstotliwości. Z przetwornikiem jest połączony trzpień drgający (sonotroda) , który przenosi drgania
mechaniczne na zgrzewane materiały. Umieszczony naprzeciw sonotrody trzpień służy do przejmowania jej drgań
oraz
do
odprowadzania
wytwarzanego
ciepła.
Do łączenia tą metodą nadają się tworzywa odznaczające się wysoką zdolnością przenoszenia drgań
mechanicznych, czyli materiały o dużym module sprężystości (poliwęglan, polimetakrylan metylu, poliestry
termoplastyczne, tworzywa styrenowe, acetalowe oraz politlenek fenylenu). Aby przyspieszyć proces zgrzewania
ultradźwiękami oraz uzyskać złącze o wymaganej wytrzymałości mechanicznej, należy odpowiednio ukształtować
powierzchnie łączonych elementów, np. przez wykonanie w jednej z nich trójkątnego występu. W takim występie
zachodzi intensyfikacja procesu wydzielenia ciepła, dzięki czemu następuje szybkie uplastycznienie materiału.
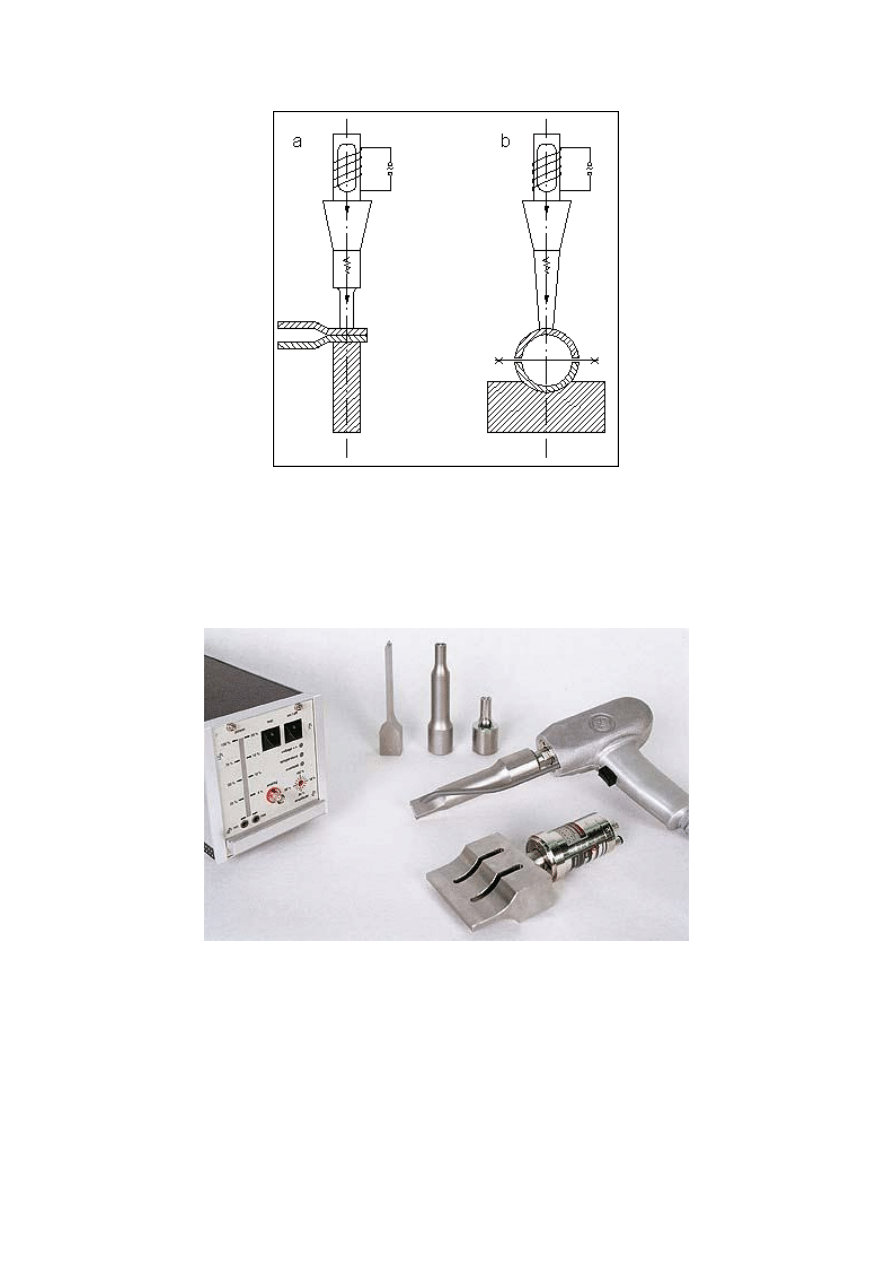
Zasada zgrzewania ultradźwiękowego bezpośredniego (a), oraz zgrzewania ultradźwiękowego pośredniego (b): 1- sonotroda, 2-
kowadło, 3-transformator ultradźwiękowy, 4- elementy zgrzewane, 5- przetwornik ultradżwiękowy.
Często do łączenia części z tworzyw z częściami z metalu wykorzystuje się zgrzewanie ultradźwiękowe
Zgrzewanie izolacji do obicia wewnętrznego drzwi samochodowych.
Przyrząd do ręcznego zgrzewania ultradźwiękami.
Wyszukiwarka
Podobne podstrony:
polaczenia zgrzewane id 371136 Nieznany
Polaczenia zgrzewane id 371134 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
więcej podobnych podstron