Systemy wspomagania
planowania produkcji i sterowania
produkcją
(przedsiębiorstwem, łańcuchem dostaw)
Prowadzący: Dr hab. Radim Lenort, Prof. AGH
dr hab. Radim Lenort, prof. AGH
Treść wykładu
• Zdefiniowanie logistyki produkcji
– Czym zajmuje się zarządzanie logistyczne produkcji?
• Powody szukania rozwiązań w zakresie logistyki
produkcji
– Dlaczego pojawiają się nowe systemy i koncepcje?
• Systemy wspomagania planowania produkcji i
sterowania produkcją
– Które systemy stosowane są w logistyce produkcji?
• Zastosowanie systemów w czeskiej i polskiej
produkcji przemysłowej
– Jaka jest sytuacja w naszych przedsiębiorstwach?
• Treść następnych wykładów
– Z którymi systemami zapoznamy się bardziej szczegółowo?
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie logistyki produkcji
Czym zajmuje się zarządzanie logistyczne produkcji?
• Logistyka (zarządzanie logistyczne) jest procesem planowania,
realizacji i kontrolowania sprawności i ekonomicznej efektywności
przepływu surowców, produkcji nie zakończonej i wyrobów gotowych
oraz związanych z tym informacji od miejsca pochodzenia do miejsc
konsumpcji w celu zaspokojenia wymagań klientów.
• Logistyka procesu produkcyjnego zajmuje się planowaniem, realizacją
i kontrolowaniem ekonomicznie efektywnego przepływu i
składowania surowców, produkcji nie zakończonej, wyrobów gotowych
oraz związanych z tym informacji w procesach produkcyjnych
przedsiębiorstw w celu zaspokojenia wymagań klientów.
dr hab. Radim Lenort, prof. AGH
Powody szukania rozwiązań w zakresie
logistyki produkcji
Dlaczego pojawiają się nowe systemy i koncepcje?
• Odpowiedź na to pytanie można znaleść na podstawie przykładu
przemysłu samochodowego:
– Rewolucyjny sposób produkcji Henriego Forda (początek 20.
wieku, USA) – Produkcja masowa:
• „Właściwy sposób produkcji samochodu jest robić ciągle taki sam,
wtedy samochód dotrze do ludzi jako przedmiot codziennego użytku i
nie tylko jako ozdoba arystokracji albo zabawka ekshibicjonistów.“
dr hab. Radim Lenort, prof. AGH
Powody szukania rozwiązań w zakresie
logistyki produkcji
Dlaczego pojawiają się nowe systemy i koncepcje?
• Odpowiedź na to pytanie można znaleść na podstawie przykładu
przemysłu samochodowego:
– Rewolucyjny sposób produkcji Henriego Forda (początek 20.
wieku, USA) – Produkcja masowa:
• jedyny produkt
• głęboki podział pracy: „U mnie każdy robotnik nauczy się swojej pracy
za godzinę.“
• wymuszany ruch produktu dzięki taśmie produkcyjnej
• wynikiem było powstanie „Modelu T“ („Blaszanej Elżbietki“): sprzedane
zostało 15 milionów (1910 – 1927)
dr hab. Radim Lenort, prof. AGH
Powody szukania rozwiązań w zakresie
logistyki produkcji
Dlaczego pojawiają się nowe systemy i koncepcje?
• Odpowiedź na to pytanie można znaleść na podstawie przykładu
przemysłu samochodowego:
– Rewolucyjny sposób produkcji Henriego Forda (początek 20.
wieku, USA) – Produkcja masowa:
• idealny sposób zwłaszcza dla ekonomiki produkcji: osiąganie dużych
oszczędności w wyniku korzyści skali, niska cena samochodów (1908:
825 $, 1913: 440 $, 1927: 250 $), wysokie zyski (1914: 30 mil. $, 1916:
60 mil. $)
• również jednak dla logistyki – planowanie i sterowanie przepływów
materiałowych i informacyjnych było relatywnie proste: w 20. latach
produkowało 42 000 pracowników Forda wg jednego centralnego
planu
• warunkiem jego stosowania był jednak tzw. „Rynek producenta“:
przewaga popytu nad podażą
dr hab. Radim Lenort, prof. AGH
Powody szukania rozwiązań w zakresie
logistyki produkcji
Dlaczego pojawiają się nowe systemy i koncepcje?
• Odpowiedź na to pytanie można znaleść na podstawie przykładu
przemysłu samochodowego:
– Wzrost konkurencji i wymagań konsumentów – przejście do
zindywidualizowanej produkcji na zamówienie:
• około lat 60. ostatecznie już powstaje „Rynek konsumenta“ (General
Motors, Chrysler, Toyota)
• dla sukcesu na rynku niezbędne jest oferowanie szerokiego
asortymentu samochodów wysokiej jakości i w krótkich terminach
dostaw, i to wszystko po akceptowalnej cenie
• dochodzi do radykalnych zmian w sposobu produkcji, gwałtownie
rośnie ilość potrzebnych komponentów i części a więc także złożoności
logistyki produkcji
• bez nowych rozwiązań w tym obszarze nie można spełnić
nieustannie rosnące wymagania konsumentów przy zachowaniu
akceptowalnej wysokości kosztów
dr hab. Radim Lenort, prof. AGH
Systemy wspomagania planowania
produkcji i sterowania produkcją
Które systemy stosowane są w logistyce produkcji?
• W latach 70. powstają się i są w praktyce w różnym stopniu stosowane
następujące systemy PPS / PPC
(Produktionsplanung und –steuerung /
Production Planning and Control):
– systemy MRP
(Material Requirement Planning / planowanie potrzeb
materiałowych, Manufacturing Resource Planning / planowanie zasobów
produkcyjnych)
– system OPT
(Optimized Production Technology / technologia optymalnej
produkcji)
– koncepcja JIT
(Just-in-Time / dokładnie na czas)
– system Kanban
– system BOA
(Belastungsorientierte Auftragsfreigabe / sterowanie
obciążeniowe)
– FZ system
(Fortschrittzahlen / sterowanie na postawie numerów
postępowych)
dr hab. Radim Lenort, prof. AGH
Systemy wspomagania planowania
produkcji i sterowania produkcją
Które systemy stosowane są w logistyce produkcji?
• Za przełomowe można uważać dwa podejścia:
– „Droga amerykańska”:
• Systemy MRP, których pierwotnym zadaniem było stworzenie planu
zamawiania materiału i przekazywania półproduktów do produkcji tak,
żeby został spełniony harmonogram główny produkcji i
zminimalizowano powstanie zapasów.
• Rozwój wymienionych systemów poszedł drogą poszerzania ich
funkcjonalności aż do postaci systemów ERP (planowanie zasobów
przedsiębiorstwa – np. SAP), SCM (zarządzanie łańcuchem dostaw) i
APS (systemy zaawansowanego planowania i harmonogramowania).
– „Droga japońska”:
• Powstanie systemu TPS (systemu produkcyjnego Toyoty), którego
celem było maksymalne skrócenie czasu produkcji i eliminacja
wszystkich strat w procesie produkcyjnym.
• Rozwój TPS prowadził do powstania systemów i koncepcji znanych
jako Kanban, Just-in-Time albo Szczupła produkcja.
dr hab. Radim Lenort, prof. AGH
Zastosowanie systemów w czeskiej i
polskiej produkcji przemysłowej
Jaka jest sytuacja w naszych przedsiębiorstwach?
• Po przejściu Czech i Polski do gospodarki rynkowej radykalnie
zmieniły się warunki dla producentów:
– konieczność wielokrotnego poszerzenia asortymentu
produkcyjnego
– nacisk na obniżenie czasów dostaw
– obniżające się wielkości zamówień
– akcent na zwiększanie jakośi i produkty z wyższą wartością dodaną
• Przedsiębiorstwa przemysłowe powoli rozpoczęły z rozwiązywaniem
problemów logistycznych, najpierw częściowo, jednak póżniej już coraz
bardziej kompleksowo – stosując nowoczesne systemy
wspomagania planowania produkcji i sterowania produkcją,
przedsiębiorstwem oraz całym łańcuchiem dostaw.
dr hab. Radim Lenort, prof. AGH
Zastosowanie systemów w czeskiej i
polskiej produkcji przemysłowej
Jaka jest sytuacja w naszych przedsiębiorstwach?
• Najczęściej stosowane rozwiązania należą do kategorii systemów
MRP/ERP. Systemy te do skutecznego planowania i sterowania
wymagają ogrąmnej ilości danych produkcyjnych. W związku z tym w
dużej ilości przedsiębiorstw funkcjonują bez możliwości planowania
zaawansowanego (np. optymalizacji planu, szybkiego
przeplanowania, harmonogramowania produkcji).
• Podejścia japońskie (JIT, Kanban) znajdują najlepsze zastosowanie w
produkcjach zsynchronizowanych (stopnie produkcyjne o
jednakowej zdolności produkcyjnej, proces produkcyjny bez zaburzeń).
• Nowoczesnym rozwiązaniem, które potrafi zwalczyć problemy
poprzednich systemów jest zastosowanie Teorii ograniczeń (Theory
of Constraints, TOC) – zwłaszcza systemu DBR (Drum-Buffer-Rope /
bęben-bufor-lina).
• Stosowanie systemów klasy SCM jest wciąż raczej wyjątkiem.
dr hab. Radim Lenort, prof. AGH
Treść następnych wykładów
Z którymi systemami zapoznamy się bardziej szczegółowo?
• Systemy MRP
• Systemy DRP (zastosowanie zasad MRP w
dystrybucji)
• Systemy SCM, SCOR
• TOC / system DBR
• Koncepcja JIT / system Kanban
Systemy MRP
dr hab. Radim Lenort, prof. AGH
Treść wykładu
• Zdefiniowanie systemu MRP I
– Co jest jego celem?
• Struktura systemu MRP I
– Jakie są jego podstawowe części?
• Przykład zastosowania systemu MRP I
– Jak działa?
• System MRP II i inne…
– Jaki był rozwój systemu MRP I?
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie systemu MRP I
Co jest jego celem?
• MRP I – Material Requirement Plannig / planowanie potrzeb
materiałowych.
• Założycielem i twórcą pojęcia MRP jest Joseph Orlicky (1975, książka
na temat MRP).
• MRP I szuka odpowiedzi na trzy pytania:
– Jaki materiał jest potrzebny?
– Ile go potrzeba?
– Kiedy jest potrzebny?
• Celem jest stworzenie planu zamawiania materiału i jego
przekazywania do produkcji, który umożliwi wykonanie
harmonogramu głównego produkcji i minimalizację stanu
zapasów (jak najkrótszy czas ich składowania).
dr hab. Radim Lenort, prof. AGH
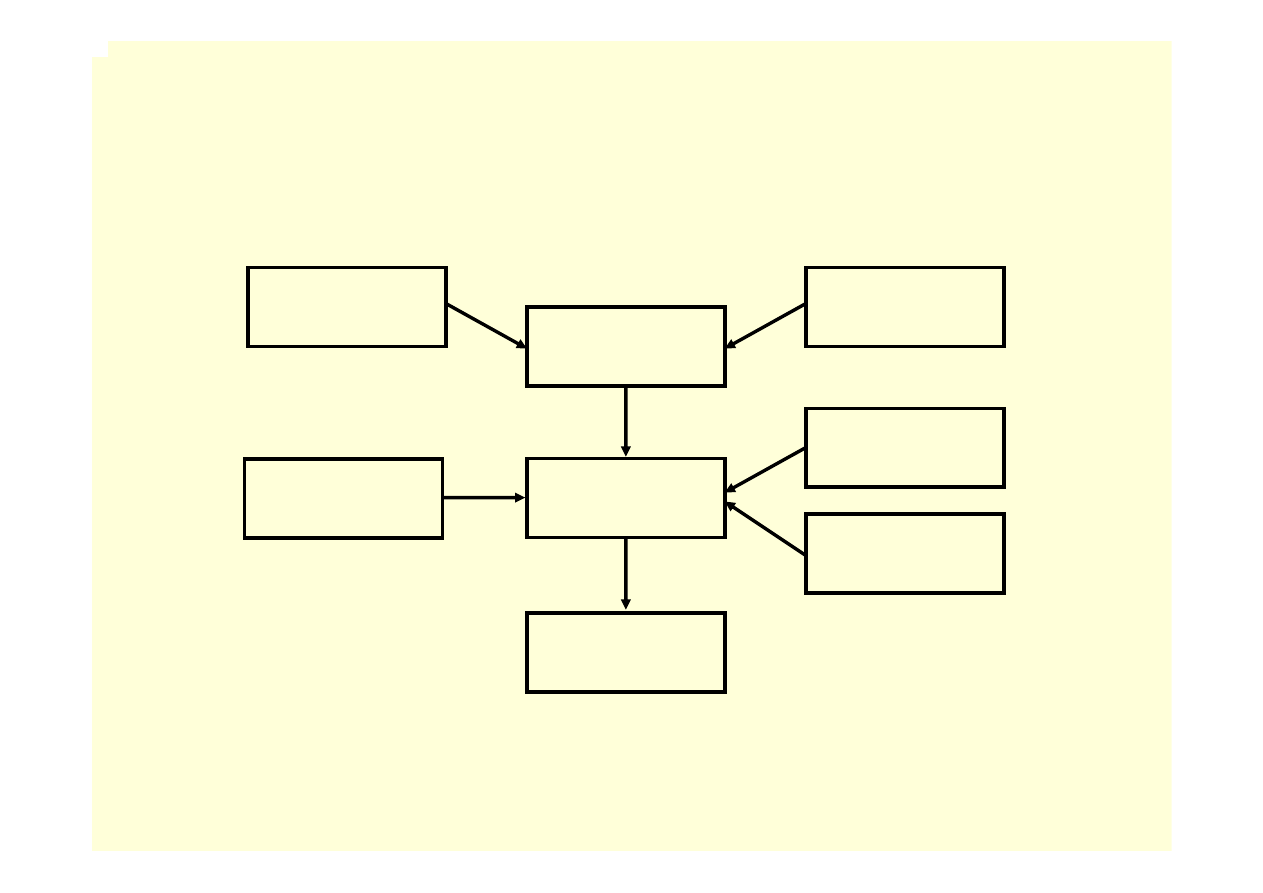
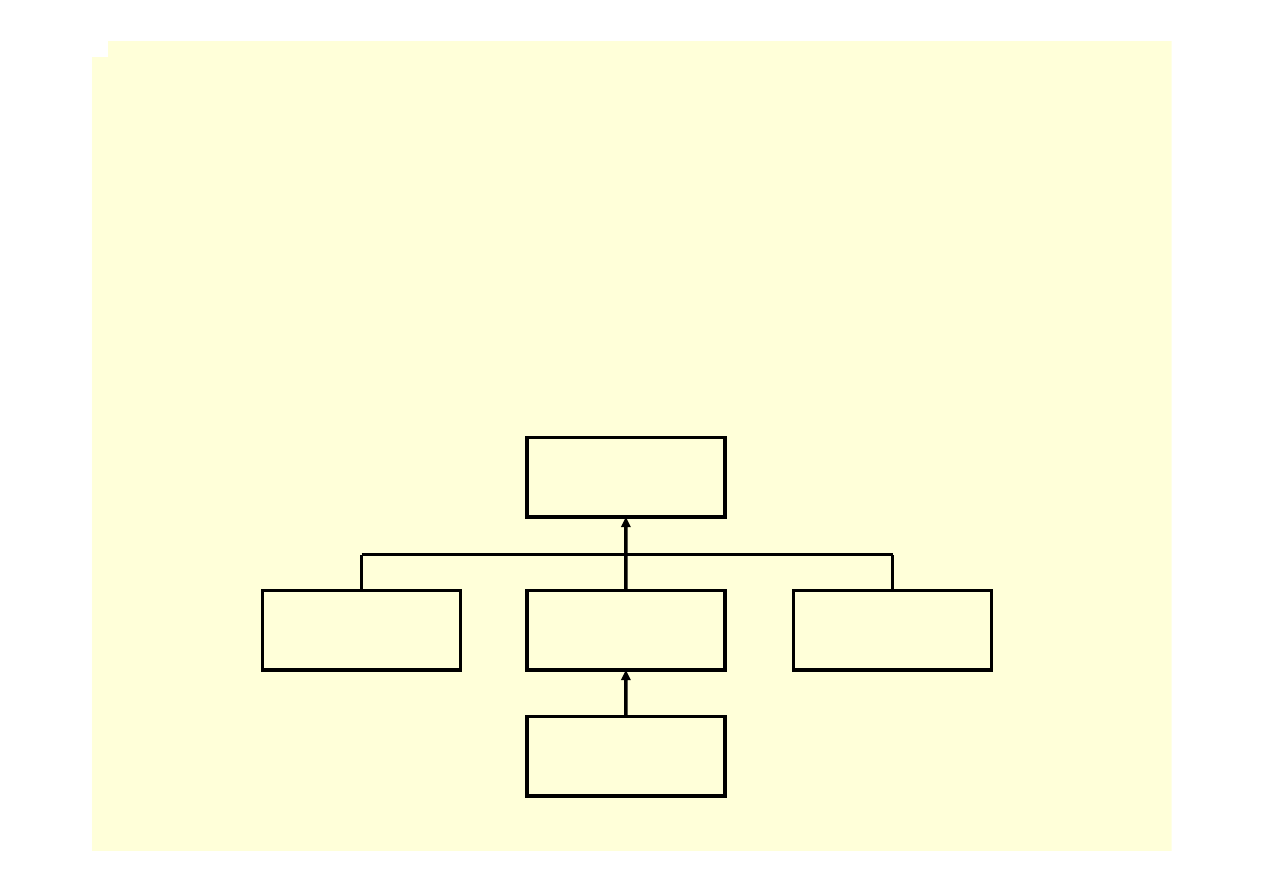
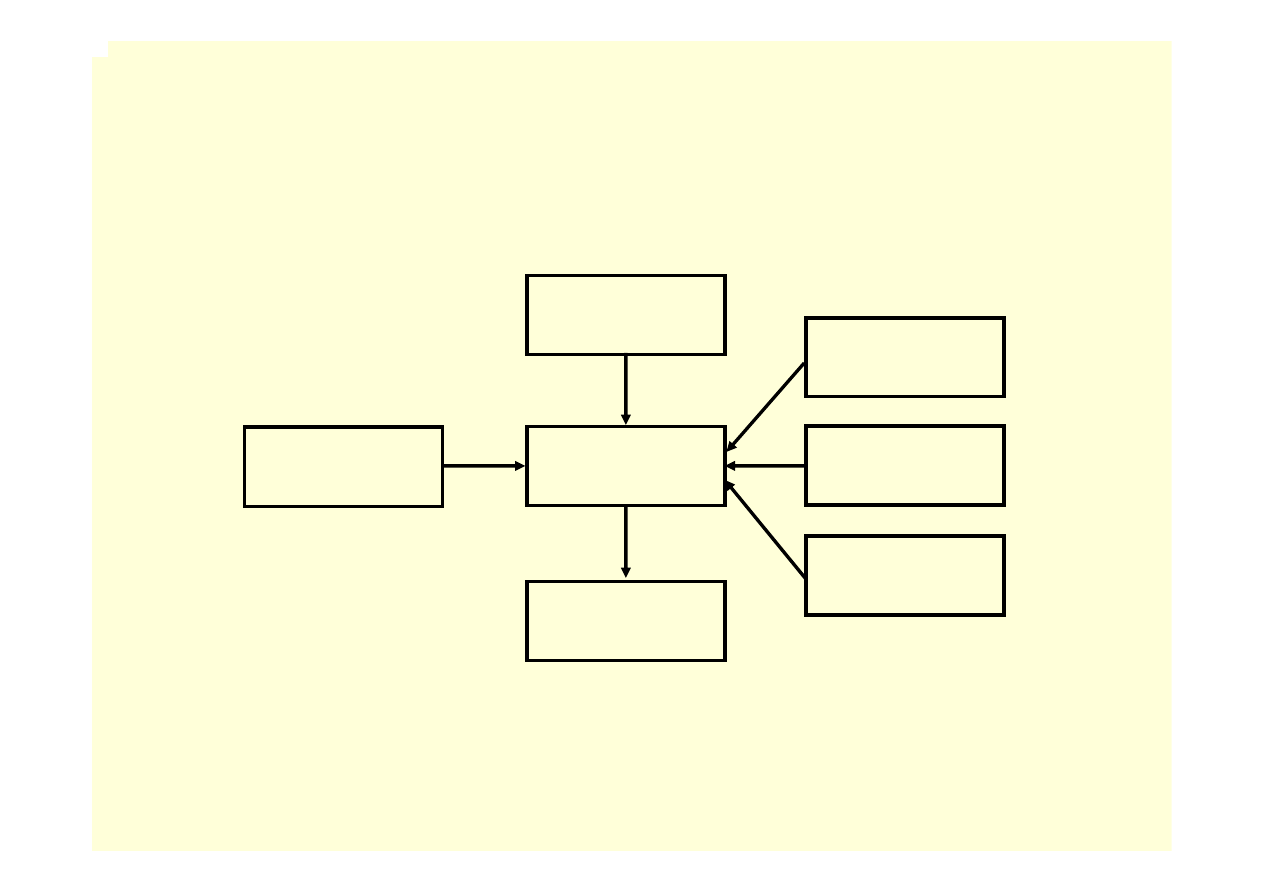
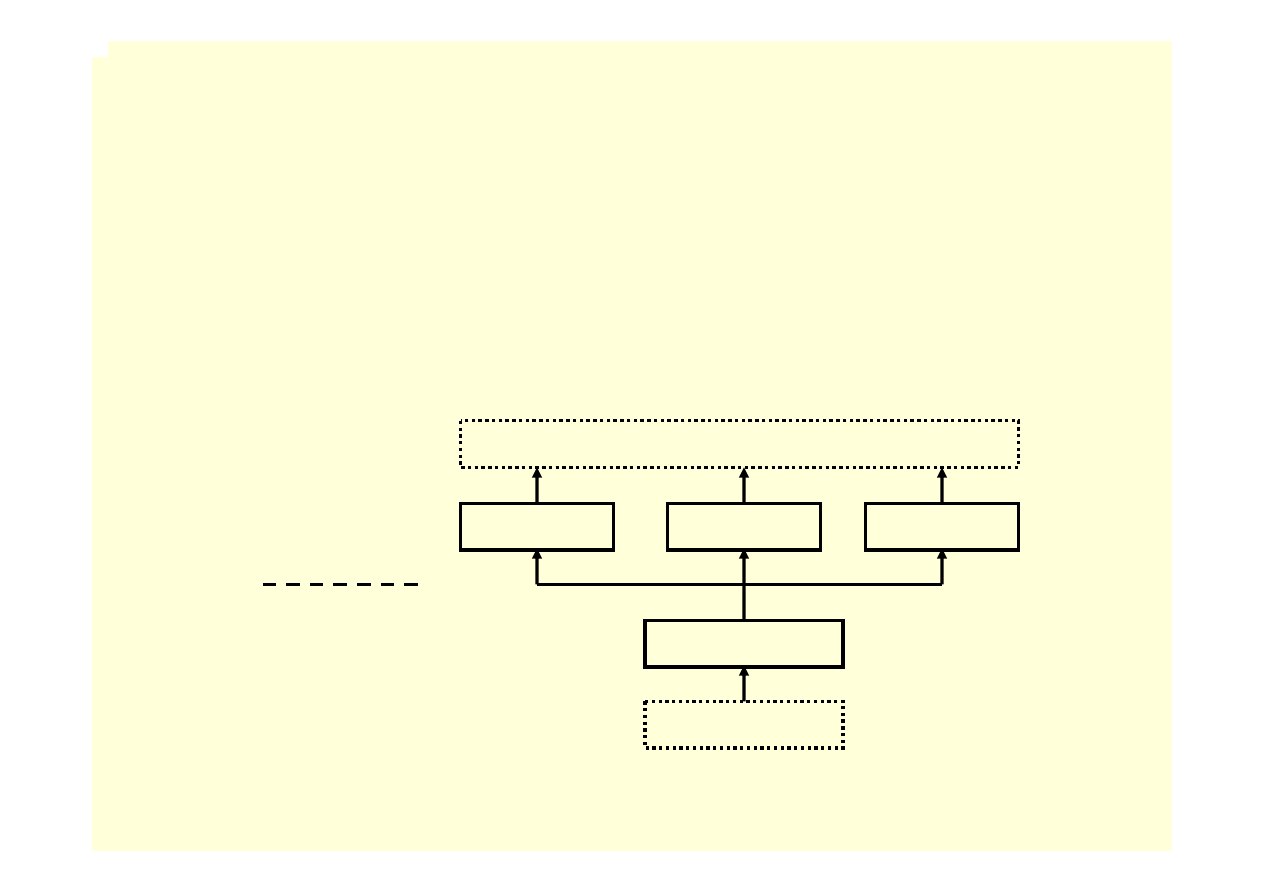
Struktura systemu MRP I
Jakie są jego podstawowe części?
Harmonogram
główny prod.
Zestawienie
materiałów
Procedura
MRP I
Prognoza
popytu
Zamówienia
klientów
Stan zapasów
Czasy
realizacji
Plan potrzeb
materiałowych
dr hab. Radim Lenort, prof. AGH
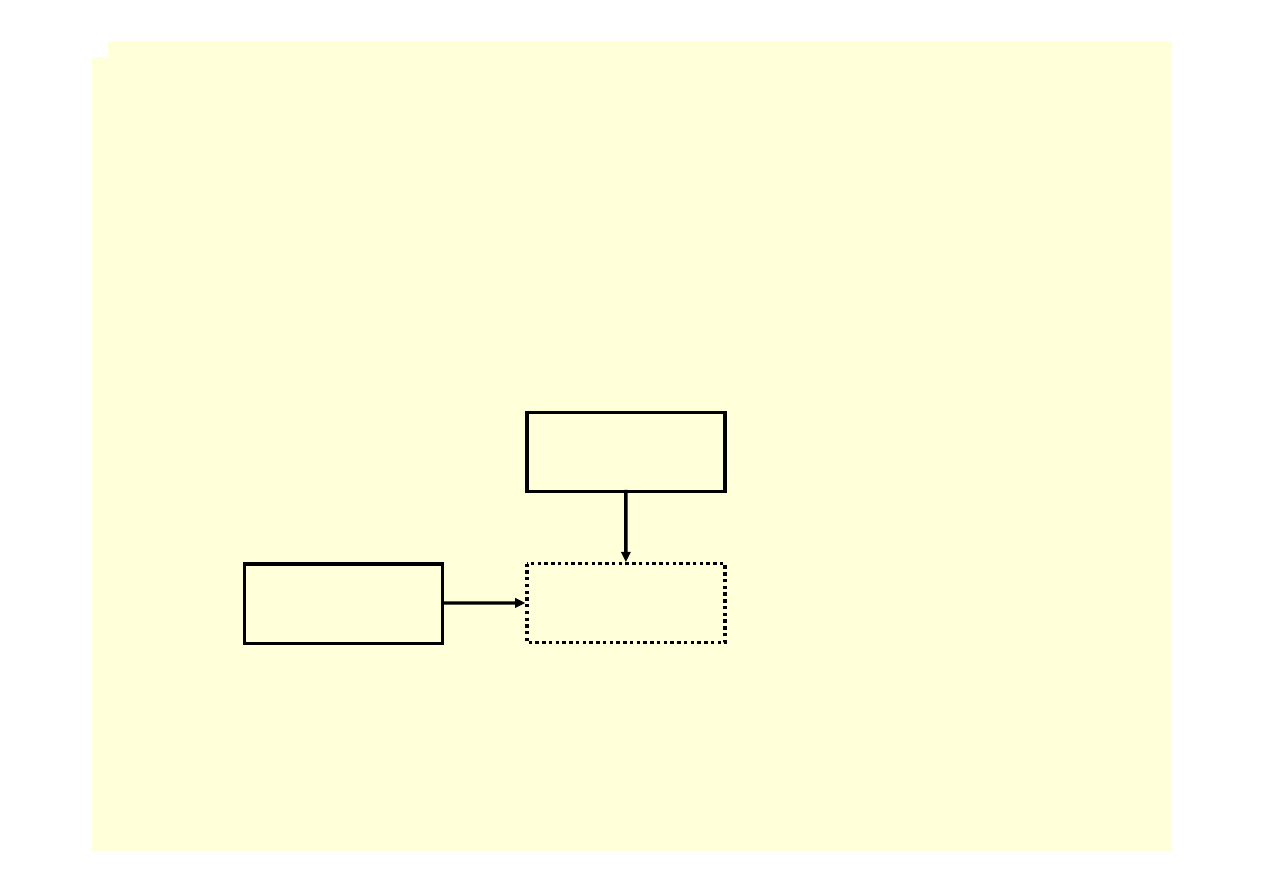
Struktura systemu MRP I
Jakie są jego podstawowe części?
Harmonogram
główny prod.
Prognoza
popytu
Zamówienia
klientów
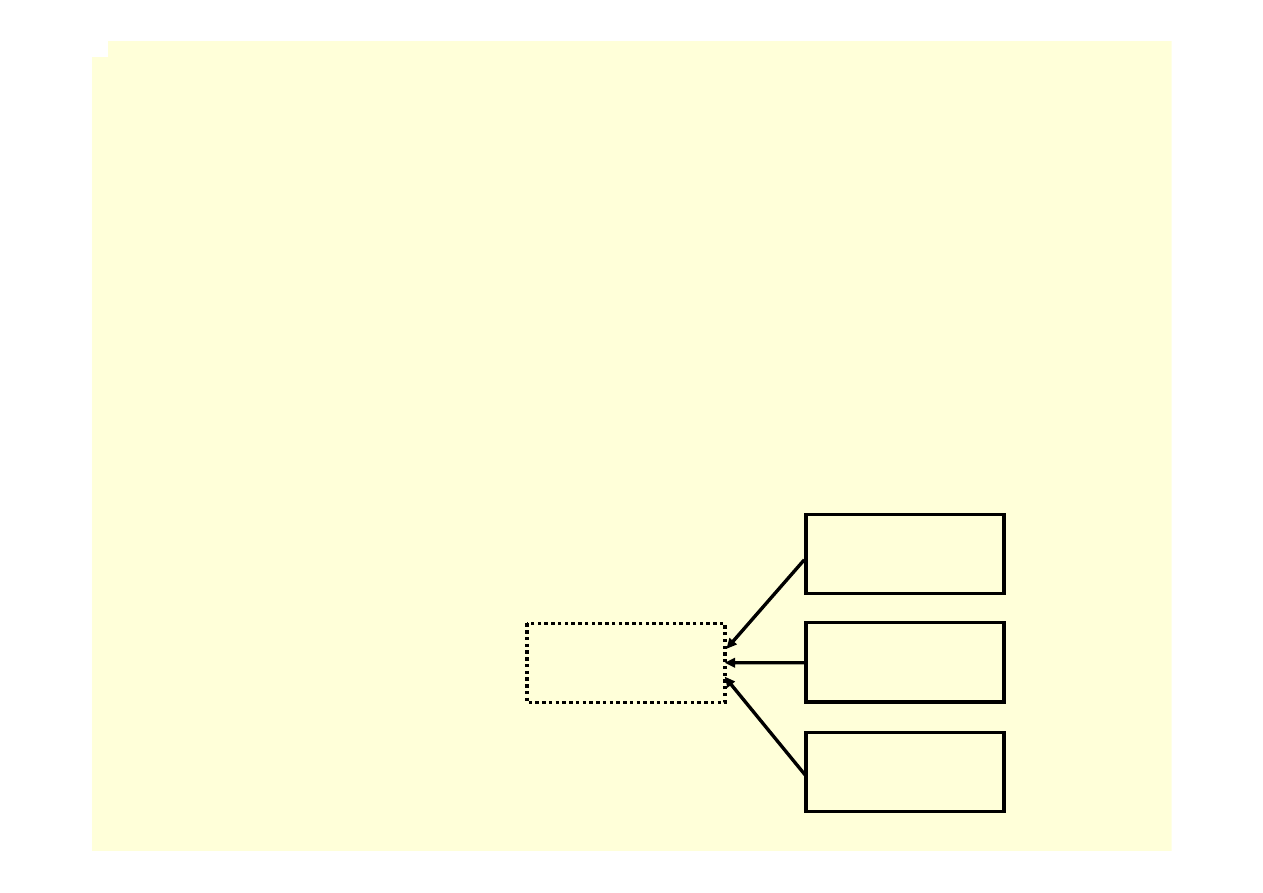
• Harmonogram główny produkcji – operatywny plan produkcji
wyrobów końcowych, tzn. ile, czego i kiedy wyprodukować. Powstaje
na podstawie zamówień klientów i/albo prognozy popytu.
dr hab. Radim Lenort, prof. AGH
Struktura systemu MRP I
Jakie są jego podstawowe części?
Zestawienie
materiałów
Procedura
MRP I
Stan zapasów
Czasy
realizacji
• Zestawienie materiałów – zbiór wszystkich materiałów, półproduktów
i części, które potrzebne są do produkcji wyrobów końcowych i ich
ilość.
• Stan zapasów – zbiór i ilość materiałów, półproduktów i części, które
ma firma w danym czasie do dyspozycji w magazynie. Nie ma potrzeby
zamawiania wymienionych materiałów u dostawców.
• Czasy realizacji – do określenia planu zamawiania i produkcji
półproduktów konieczna jest znajomość czasu realizacji zamówień
od dostawców i czas produkcji pojedyńczych półproduktów.
dr hab. Radim Lenort, prof. AGH
Struktura systemu MRP I
Jakie są jego podstawowe części?
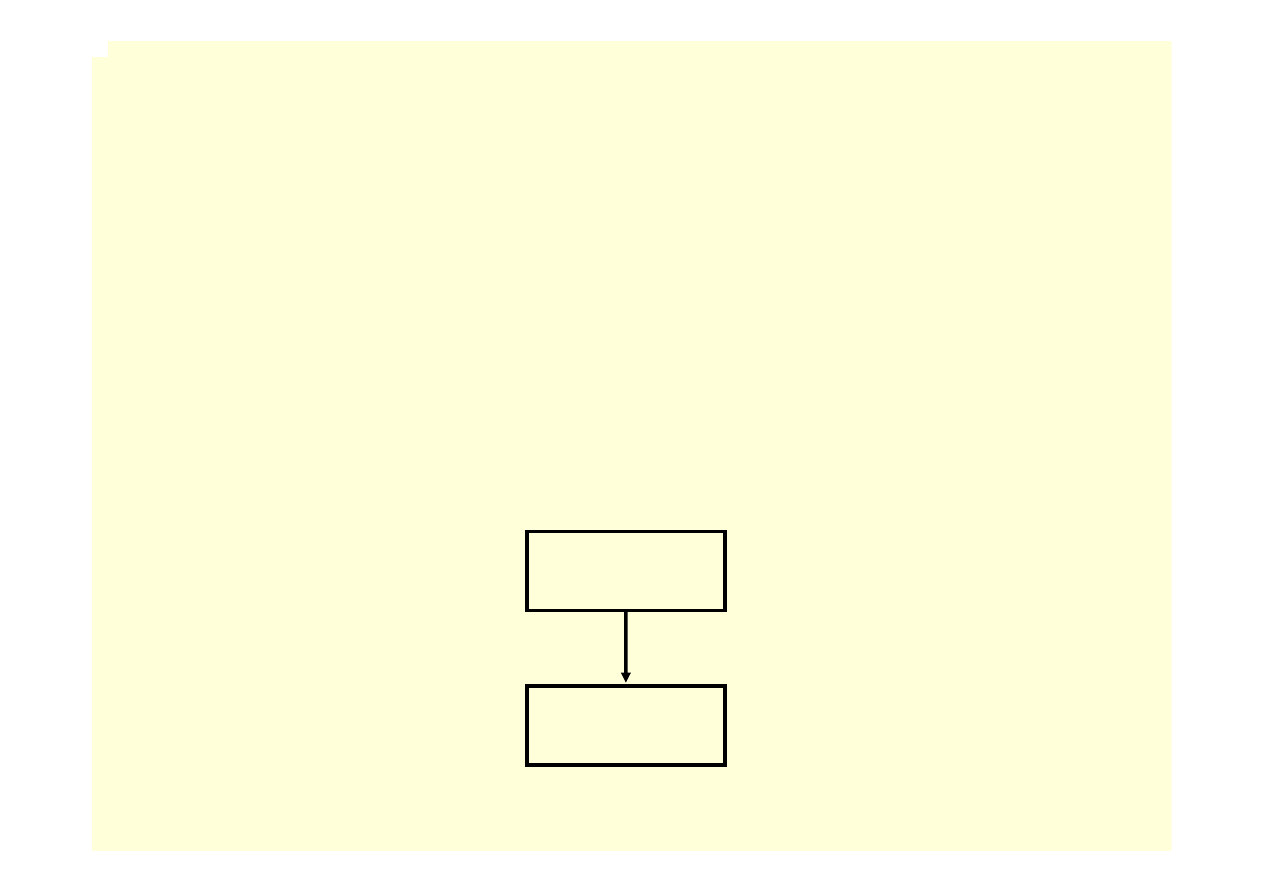
• Procedura MRP I – określenie potrzeb materiałowych zawierające:
– ustalenie potrzeby brutto materiałów, półproduktów i części (co,
ile i kiedy jest potrzebne do produkcji),
– obliczenie potrzeby netto (odliczenie stanu zapasów),
– opracowanie planu zamówień materiału i przekazywania
półproduktów do produkcji – planu potrzeb materiałowych.
Procedura
MRP I
Plan potrzeb
materiałowych
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu MRP I
Jak działa?
• Firma XY produkuje minutniki do gotowania jajek (w postaci
klepsydry).
• Do opracowania planu potrzeb materiałowych ustalone zostały
następujące informacje wstępne:
– harmonogram główny produkcji – pod koniec 8 tygodnia okresu
planistycznego powinien być wyprodukowany 1 minutnik
dr hab. Radim Lenort, prof. AGH
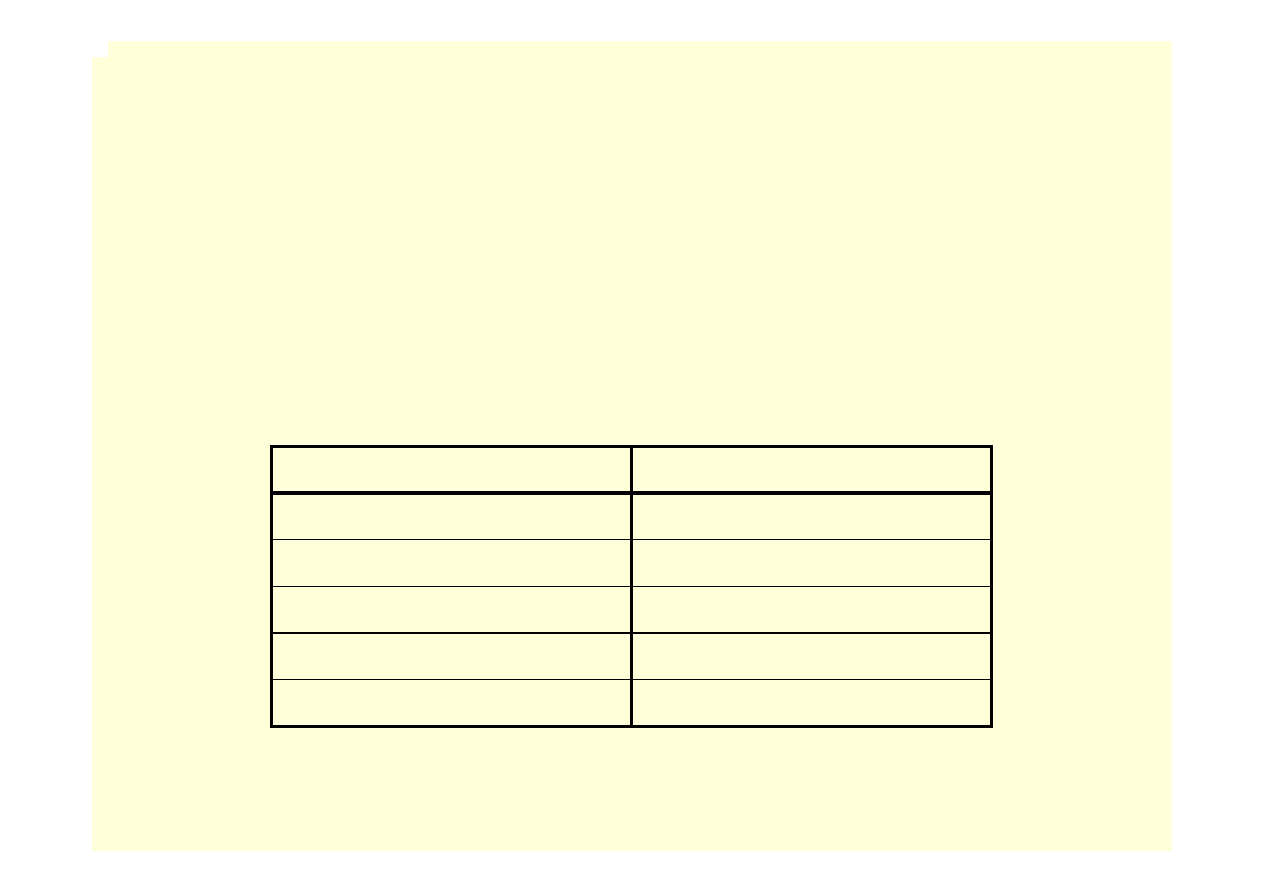
Przykład zastosowania systemu MRP I
Jak działa?
• Firma XY produkuje minutniki do gotowania jajek (w postaci
klepsydry).
• Do opracowania planu potrzeb materiałowych ustalone zostały
następujące informacje wstępne:
– zestawienie materiałów:
Bańka
1 szt.
Piasek
1 g
minutnik
1 szt.
Podstawki
3 szt.
Końcówki
2 szt.
dr hab. Radim Lenort, prof. AGH
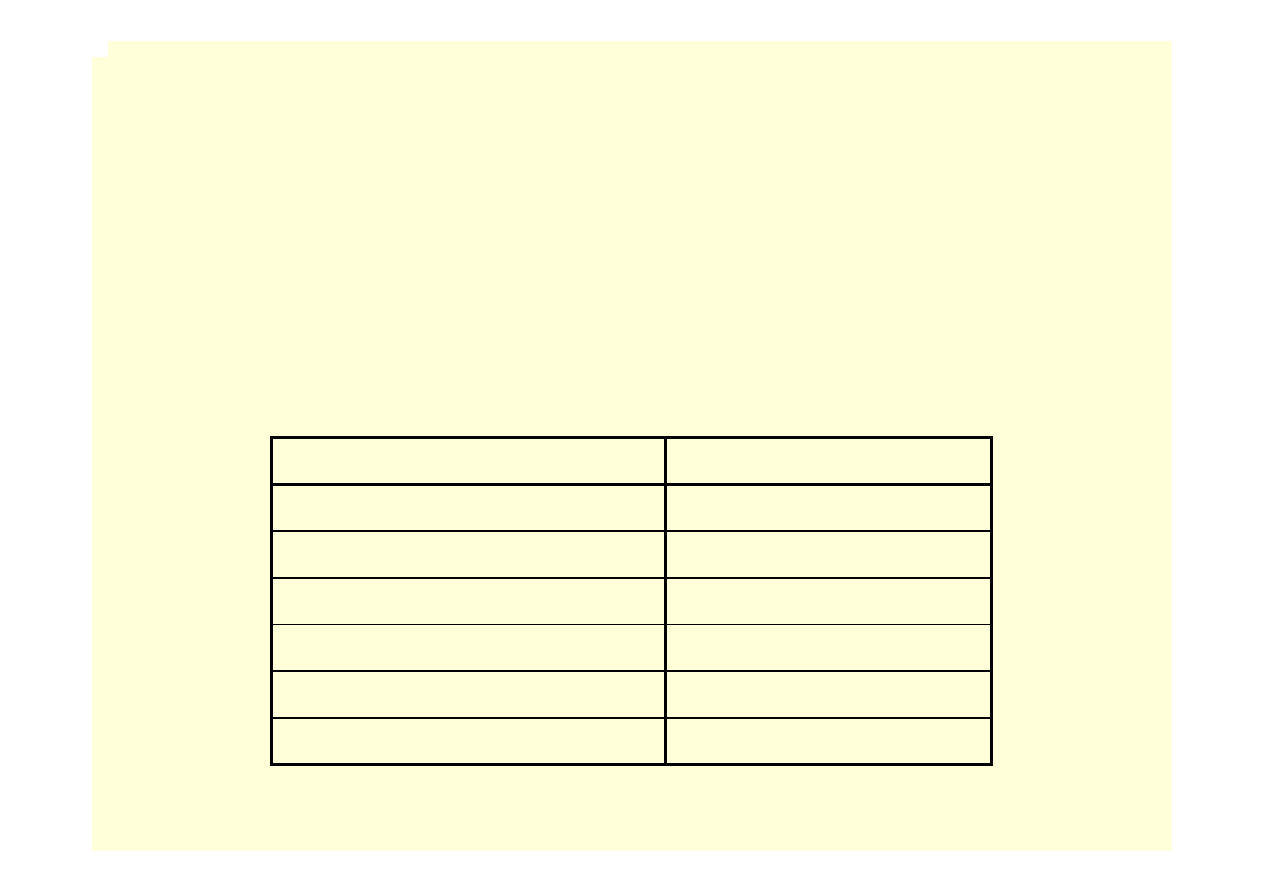
Przykład zastosowania systemu MRP I
Jak działa?
• Firma XY produkuje minutniki do gotowania jajek (w postaci
klepsydry).
• Do opracowania planu potrzeb materiałowych ustalone zostały
następujące informacje wstępne:
– stan zapasów:
Pozycja
Stan zapasów
Czasomierze
0 szt.
Końcówki
0 szt.
Bańki
0 szt.
Podstawki
2 szt.
Piasek
0 g
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu MRP I
Jak działa?
• Firma XY produkuje minutniki do gotowania jajek (w postaci
klepsydry).
• Do opracowania planu potrzeb materiałowych ustalone zostały
następujące informacje wstępne:
– czas realizacji:
Pozycja
Czas realizacji
Montaż minutnika
1 tydzień
Napełnienie bańki piaskiem
1 tydzień
Dostawa Końcówek
5 tygodni
Dostawa baniek
2 tygodnie
Dostawa podstawek
1 tydzień
Dostawa piasku
4 tygodnie
dr hab. Radim Lenort, prof. AGH
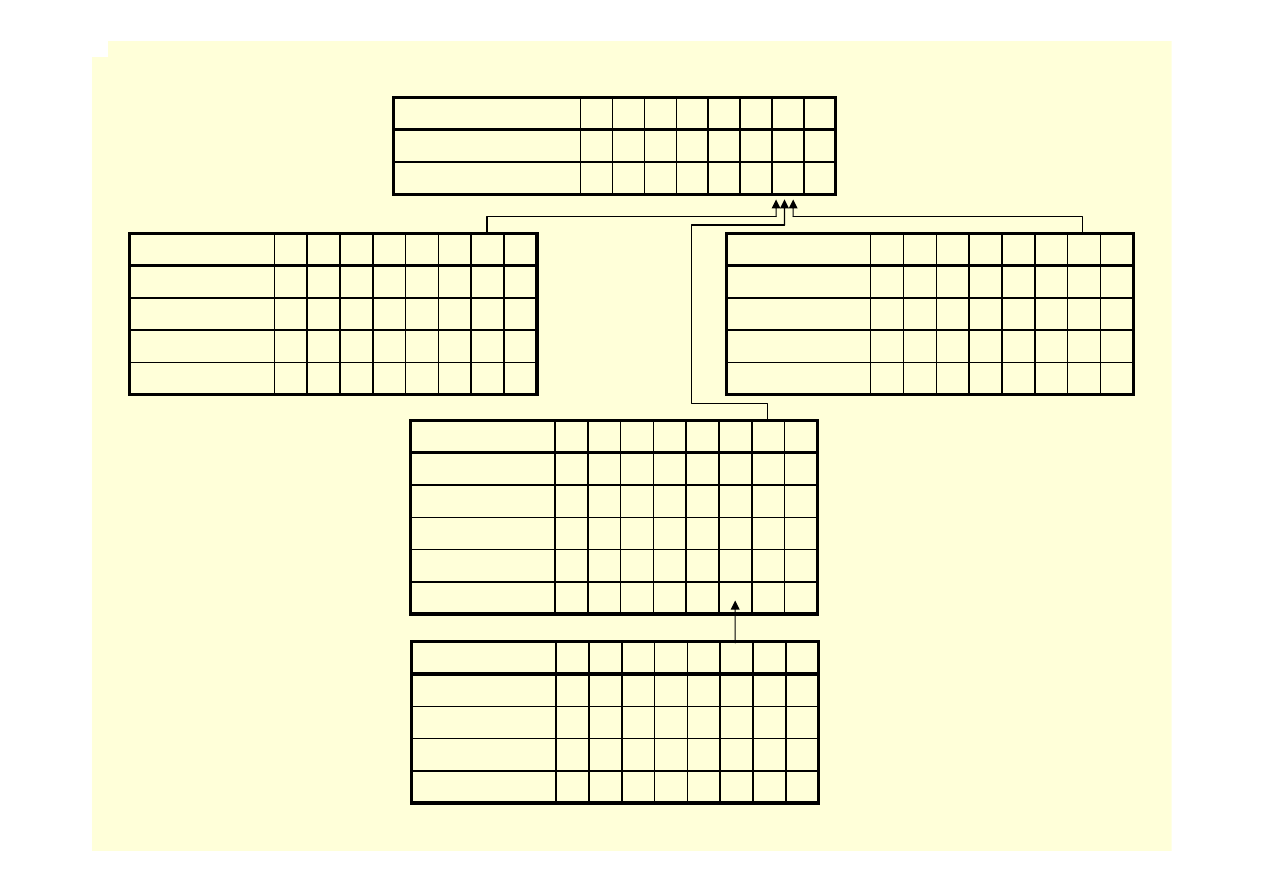
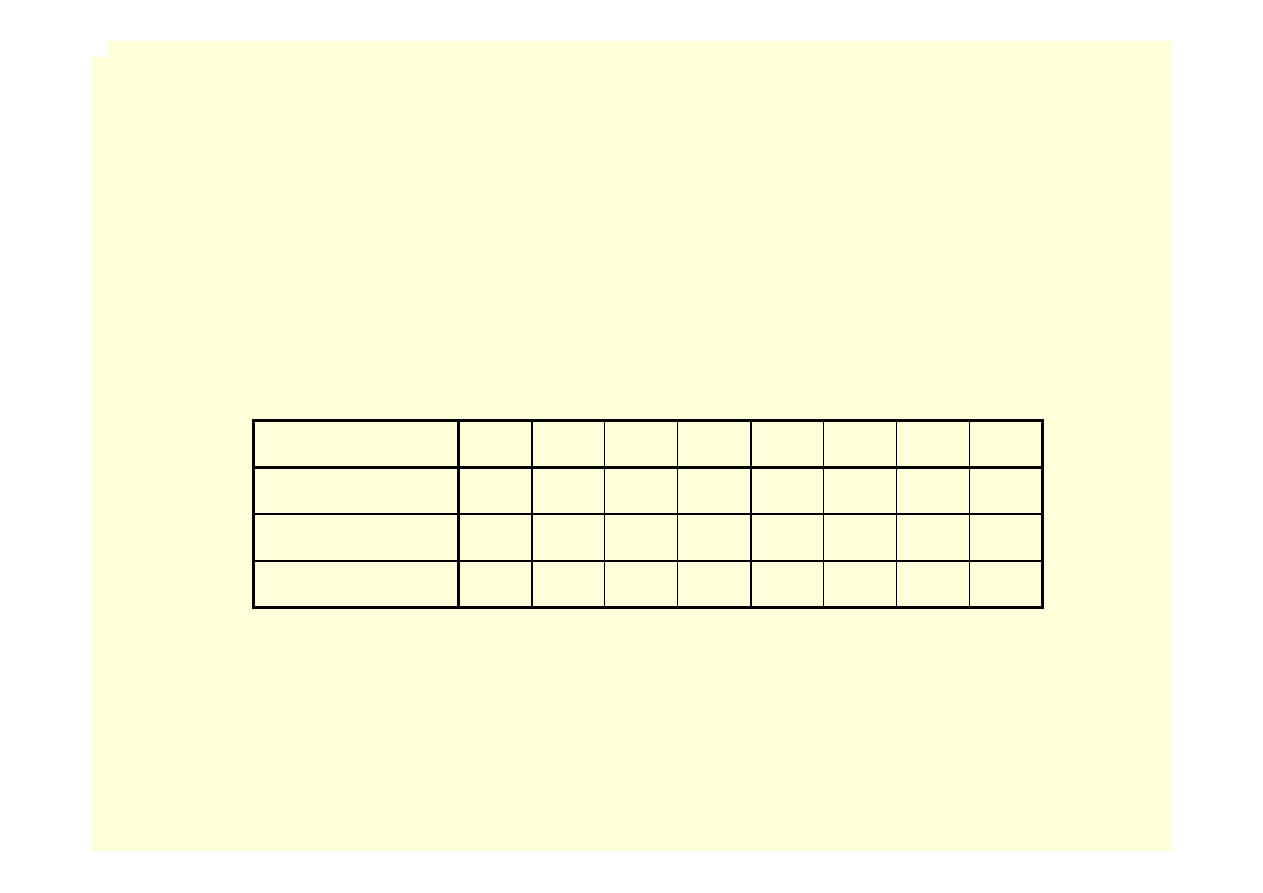
Minutnik
1
2
3
4
5
6
7
8
Wymagana ilość
Harm. produkcji
Końcówki
1
2
3
4
5
6
7
8
Potrzeba brutto
Zapas
Potrzeba netto
Plan zamówień
Podstawki
1
2
3
4
5
6
7
8
Potrzeba brutto
Zapas
Potrzeba netto
Plan zamówień
Bańka
1
2
3
4
5
6
7
8
Potrzeba brutto
Zapas
Harm. produkcji
Potrzeba netto
Plan zamówień
Piasek
1
2
3
4
5
6
7
8
Potrzeba brutto
Zapas
Potrzeba netto
Plan zamówień
1
1
2
1
3
0
0
0
0
0
0
0
2
2
0
0
0
0
0
0
1
1
2
2
2
2
2
2
2
1
1
1
1
1
0
0
0
0
0
0
1
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu MRP I
Jak działa?
• Firma XY produkuje minutniki do gotowania jajek (w postaci
klepsydry).
• Wyjściem zastosowania procedury MRP I jest następujący plan
potrzeb materiałowych:
– zamówienie 1 g piasku i 2 końcówek pod koniec 2-go tygodnia,
– zamówienie 1 bańki pod koniec 4-go tygodnia,
– zamówienie 1 podstawki pod koniec 6-go tygodnia,
– początek pełnienia bańki piaskiem pod koniec 6-go tygodnia,
– początek montażu minutnika pod koniec 7-go tygodnia,
– przekazanie minutnika do ekspedycji pod koniec 8-go tygodnia.
dr hab. Radim Lenort, prof. AGH
System MRP II i inne…
Jaki był rozwój systemu MRP I?
• Closed Loop MRP / MRP z zamkniętą pętlą – stworzenie sprzężenia
zwrotnego między planem i rzeczywistością, które umożliwiło
elastycznie reagować na zmiany w produkcji.
• MRP II – Manufacturing Resource Planning / planowanie zasobów
produkcyjnych , tzn. poszerzenie o planowanie kolejnych zasobów
produkcyjnych:
– CRP – Capacity Requirement Planning / planowanie potrzeb
zdolności produkcyjnych – określenie potzreb na zdolności
produkcyjne i ich porównanie z dostępną mocą wytwórczą,
– sterowanie zakupami, produkcją, zapasami i ekspedycją.
• ERP I – Enterprise Resources Planning / planowanie zasobów
przedsiębiorstwa, tzn. rozszerzenie na całe przedsiębiorstwo:
– sfery utrzymywania, zarządzania jakością, kadrami, sprzedażą,
dystrybucją, finansami…
dr hab. Radim Lenort, prof. AGH
System MRP II i inne…
Jaki był rozwój systemu MRP I?
• ERP II – rozszerzenie poza granice przedsiębiorstwa do dostawców i
odbiorców.
• SCM – Supply Chain Management / zarządzanie łańcuchem dostaw,
tzn. planowanie i zarządzanie wszystkimi ogniwami
(przedsiębiorstwami i firmami) w łańcuchu dostaw.
• APS – Advanced Planning and Scheduling / zaawansowane
planowanie i harmonogramowanie produkcji (optymalizacja planu i
harmonogramowania produkcji).
Systemy DRP
dr hab. Radim Lenort, prof. AGH
Treść wykładu
• Zdefiniowanie systemu DRP I
– Co jest jego celem?
• Struktura systemu DRP I
– Jakie są jego podstawowe części?
• Przykład zastosowania systemu DRP I
– Jak działa?
• System DRP II
– Jaki był rozwój systemu DRP I?
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie systemu DRP I
Co jest jego celem?
• DRP I – Distribution Requirement Plannig / planowanie potrzeb
dystrybucyjnych.
• Zastosowanie zasad MRP I w obszarze dystrybucji – zamiast materiału
w produkcji zajmuje się wyrobami gotowymi (towarem) w sieci
dystrybucyjnej.
• DRP I szuka odpowiedzi na trzy pytania:
– Jakie produkty są potrzebne?
– Ile ich potrzeba?
– Kiedy są potrzebne?
• Celem jest stworzenie planu zamawiania produktów i ich
dystrybucja do sieci magazynów, który pozwoli na zaspokojenie
popytu klientów i minimalizację stanu zapasów (jak najkrótszy czas
ich składowania).
dr hab. Radim Lenort, prof. AGH
Struktura systemu DRP I
Jakie są jego podstawowe części?
Prognoza
popytu
Schemat sieci
dystrybucyjnej
Procedura
DRP I
N. sterowania
zapasami
Początkowy
stan zapasów
Czasy
realizacji
Plan potrzeb
dystryb.
dr hab. Radim Lenort, prof. AGH
Struktura systemu DRP I
Jakie są jego podstawowe części?
• Schemat sieci dystrybucyjnej – lista wszystkich magazynów w sieci i
ich wzajemne powiązania
• Prognoza popytu – ilość produktów, którą powinni klienci odebrać z
pojedyńczych magazynów dystrybucyjnych.
Prognoza
popytu
Schemat sieci
dystrybucyjnej
Procedura
DRP I
dr hab. Radim Lenort, prof. AGH
Struktura systemu DRP I
Jakie są jego podstawowe części?
• Początkowy stan zapasów – ilość produktów, która jest na początku
okresu planowania do dyspozycji w pojedyńczych magazynach.
• Czasy realizacji zamówień od producentów i magazynów
dostarczających (centralnych).
• Normy sterowania zapasami – wysokość parametrów stosowanych
do sterowania zapasami w sieci dystrybucyjnej (stosowane normy
zależą od dobranej metody sterowania zapasami).
Procedura
DRP I
N. sterowania
zapasami
Początkowy
stan zapasów
Czasy
realizacji
dr hab. Radim Lenort, prof. AGH
Struktura systemu DRP I
Jakie są jego podstawowe części?
• Procedura DRP I – określenie potrzeb dystrybucyjnych zawierające:
– określenie stanu zapasów produktów w okresie planowania na
postawie znajomości początkowego stanu zapasów w
pojedyńczych magazynach i prognozy popytu.
– opracowanie planu zamówień produktów i ich dystrybucji do sieci
magazynów – planu potrzeb dystrybucyjnych, który odpowiada
stosowanej metodzie sterowania zapasami.
Procedura
DRP I
Plan potrzeb
dystryb.
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu DRP I
Jak działa?
• Firma XY zajmuje się dystrybucją minutników do gotowania jajek.
• Do opracowania planu potrzeb dystrybucyjnych ustalone zostały
następujące informacje wstępne:
– Schemat sieci dystrybucyjnej:
Brno
Bohumín
Producent
Praha
Ostrava
K l i e n c i
Magazyny
regionalne
Magazyn
centralny
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu DRP I
Jak działa?
• Firma XY zajmuje się dystrybucją minutników do gotowania jajek.
• Do opracowania planu potrzeb dystrybucyjnych ustalone zostały
następujące informacje wstępne:
– Prognoza popytu (szt.):
Mag. / Tydz.
1
2
50
50
25
115
20
115
Ostrava
Brno
Praha
3
4
5
70
80
30
125
20
120
60
15
120
6
7
8
70
25
125
60
50
15
30
125 120
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu DRP I
Jak działa?
• Firma XY zajmuje się dystrybucją minutników do gotowania jajek.
• Do opracowania planu potrzeb dystrybucyjnych ustalone zostały
następujące informacje wstępne:
– Początkowy stan zapasów (szt.) i czasy realizacji (tygodnie):
Parameter / Mag.
Ostrava
Brno
352
140
2
2
Początkowy stan zap.
Czas realizacji
Praha
Bohumín
220
1250
2
3
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu DRP I
Jak działa?
• Firma XY zajmuje się dystrybucją minutników do gotowania jajek.
• Do opracowania planu potrzeb dystrybucyjnych ustalone zostały
następujące informacje wstępne:
– Normy sterowania zapasami – przy założeniu metody stałej
wielkości zamówienia:
Norma / Magazyn
Ostrava
Brno
55
35
150
500
Zapas alarmowy
Wielkość zamówienia
Praha
Bohumín
115
300
800
2200
dr hab. Radim Lenort, prof. AGH
Ostrava
0
1
2
3
4
5
6
7
8
Prognóza poptávky
50 50 60 70 80 70 60 50
Plánované dodávky
Stav zásob
Plán objednávek
352 302 252 192 122
500
500
542 472 412 362
Brno
0
1
2
3
4
5
6
7
8
Prognóza poptávky
20 25 15 20 30 25 15 30
Plánované dodávky
Stav zásob
Plán objednávek
140 120 95 80 60
150
150
180 155 140 110
Praha
0
1
2
3
4
5
6
7
8
Prognóza poptávky
115 115 120 120 125 125 125 120
Plánované dodávky
800
Stav zásob
Plán objednávek
220 905 790 670 550 425 300 175
800
800
855
Bohumín
0
1
2
3
4
5
6
7
8
Celkové požadavky
Plánované dodávky
Stav zásob
Plán objednávek
1250
650
800
0
0
0
0
0
0
1250 1250 600 600 600
2200
2200
2000 2000 2000
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania systemu DRP I
Jak działa?
• Firma XY zajmuje się dystrybucją minutników do gotowania jajek.
• Wyjściem zastosowania procedury DRP I jest następujący plan
potrzeb dystrybucyjnych magazynu centralnego w Bohumíně:
– zamówienie u producenta na 2 200 szt. minutników pod koniec 3-
go tygodnia,
– ekspedycja 500 szt. do magazynu regionalnego w Ostravě i 150
szt. do magazynu w Brně również pod koniec 3-go tygodnia,
– ekspedycja 800 szt. do magazynu w Praze pod koniec 6-go
tygodnia.
dr hab. Radim Lenort, prof. AGH
System DRP
Jaki był rozwój systemu DRP I?
• DRP II – Distribution Resource Planning / planowanie zasobów
dystrybucyjnych , tzn. poszerzenie o planowanie kolejnych zasobów
dystrybucyjnych:
– przestrzeni magazynowej, bazy transportowej, pracowników,
przepływów finansowych…
– prognozowanie popytu (właściwość opracowanych planów zależy
od dokładności prognozy).
• Dzisiaj jest DRP II (również jak MRP II) składową systemów ERP –
Enterprise Resources Planning / planowania zasobów
przedsiębiorstwa.
Systemy SCM, SCOR
dr hab. Radim Lenort, prof. AGH
• Zdefiniowanie systemów SCM
– Do jakich zadań są przeznaczone?
• SCOR
– Czym jest SCOR i do czego służy?
• Struktura SCOR
– Co zawiera SCOR?
• e-SCOR
– Jak wygląda komputerowe wsparcie SCOR?
• Przykład zastosowania e-SCOR
– Jak funkcjonuje e-SCOR?
Treść wykładu
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie systemów SCM
Do jakich zadań są przeznaczone?
• SCM – Supply Chain Management / zarządzanie łańcuchem dostaw
• Systemy SCM to zestaw narzędzi do planowania i zarządzania całym
łańcuchem dostaw – od dostawców surowców do klientów końcowych
• Dla uproszczenia przyjęto podział narzędzi SCM na dwa obszary:
– narzędzia SCP – Supply Chain Planning / planowanie łańcucha
dostaw:
• analiza, ocena i projektowanie łańcucha dostaw
• planowanie potrzeb materiałowych i dystrybucyjnych wszystkich ogniw
• planowanie transportu między pojedynczymi ogniwami…
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie systemów SCM
Do jakich zadań są przeznaczone?
• SCM – Supply Chain Management / zarządzanie łańcuchem dostaw
• Systemy SCM to zestaw narzędzi do planowania i zarządzania całym
łańcuchem dostaw – od dostawców surowców do klientów końcowych
• Dla uproszczenia przyjęto podział narzędzi SCM na dwa obszary:
– narzędzia SCE – Supply Chain Execution / realizacja zadań w
łańcuchu dostaw:
• sprawdzanie i ewentualne zapewnienie dostępności materiałów i
wyrobów gotowych
• koordynacja procesów produkcji i transportu (elastyczna reakcja na
zmiany w łańcuchu dostaw)
• monitoring i pomiar wydajności w całym łańcuchu…
dr hab. Radim Lenort, prof. AGH
SCOR
Czym jest SCOR i do czego służy?
• SCOR – Supply Chain Operation Reference-model / model
referencyjny łańcucha dostaw
– Referencyjny = zapewniający powszechną porównywalność
– Analogia z fizyki:
• żeby był możliwy pomiar długości albo masy różnych przedmiotów i
następnie je porównywać, zdefiniowane musiały zostać standardowe
mierniki – 1 m, 1 kg (Konwencja Metryczna – umowa 17 państw z 1876
r.)
• żeby było możliwe mierzyć wydajność łańcuchów dostaw i
porównywać ją wzajemnie, zdefiniowany został SCOR
– SCOR to standardowy język służący do opisu, pomiaru i oceny
łańcuchów dostaw, który został sformułowany przez Supply-Chain
Council (Radę ds. Zarządzania Łańcuchem Dostaw), korporację
niedochodową utworzoną w 1996 r.
dr hab. Radim Lenort, prof. AGH
SCOR
Czym jest SCOR i do czego służy?
•
Proces stosowania SCOR:
1.
Określenie obecnego stanu
– struktury łańcucha dostaw, stosowanych
strategii logistycznych, przepływów materiałowych i produkcyjnych,
podstawowych procesów odbywających się w łańcuchu dostaw…
2.
Wyobrażenie realnego łańcucha dostaw w postaci
standardowego modelu i ocena jego wydajności
3.
Benchmarking – porównanie wydajności z liderami
4.
Identyfikacja „luk“ i szukanie możliwości doskonalenia:
•
symulacja różnych sposobów funkcjonowania łańcuchu dostaw –
strategii logistycznych
•
symulacja wprowadzenia praktyk, które prowadzić mogą do
osiągania najwyższej wydajności – best practices
5.
Reengineering – przeprojektowanie łańcucha w celu zwiększenia
jego wydajności
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• Do stworzenia modelu łańcucha dostaw, jego analizy, oceny i
doskonalenia SCOR zawiera:
– I. Standardowe procesy realizowane w łańcuchu dostaw i
określenie ich wzajemnych powiązań
– II. Standardowe wskaźniki do pomiaru wydajności pojedynczych
procesów i całego łańcucha
– III. Zestaw najlepszych praktyk – best practices
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
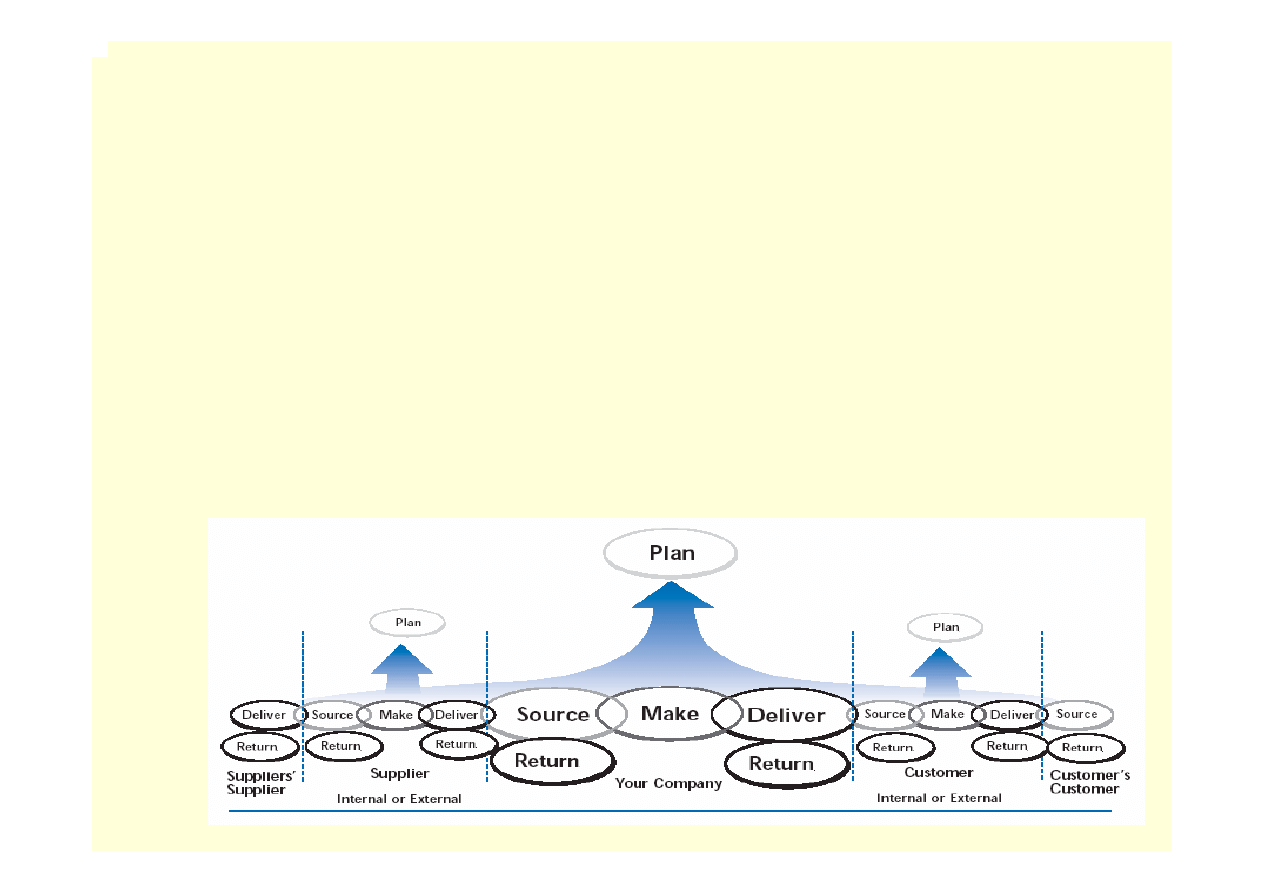
• I. Procesy zdefiniowane zostały na trzech poziomach:
– Top Level / Poziom najwyższy – określa 5 podstawowych, tzw.
SCOR procesów:
• Plan / Planowanie, Source / Nabywanie, Make / Produkcja, Deliver /
Dostarczanie, Return / Zwrot
– Za pomocą wymienionych procesów można opisać jakiekolwiek
ogniwo łańcucha dostaw
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• I. Procesy zdefiniowane zostały na trzech poziomach:
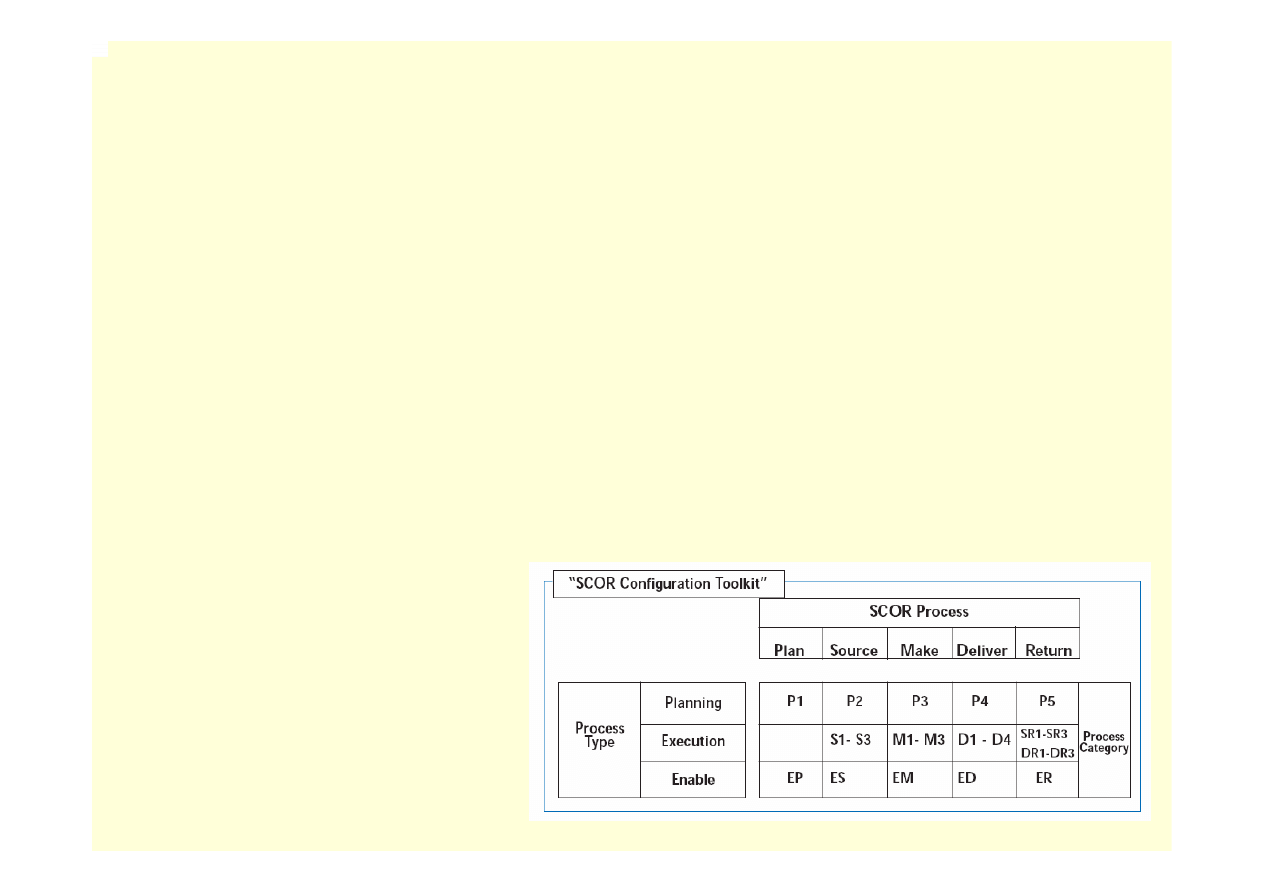
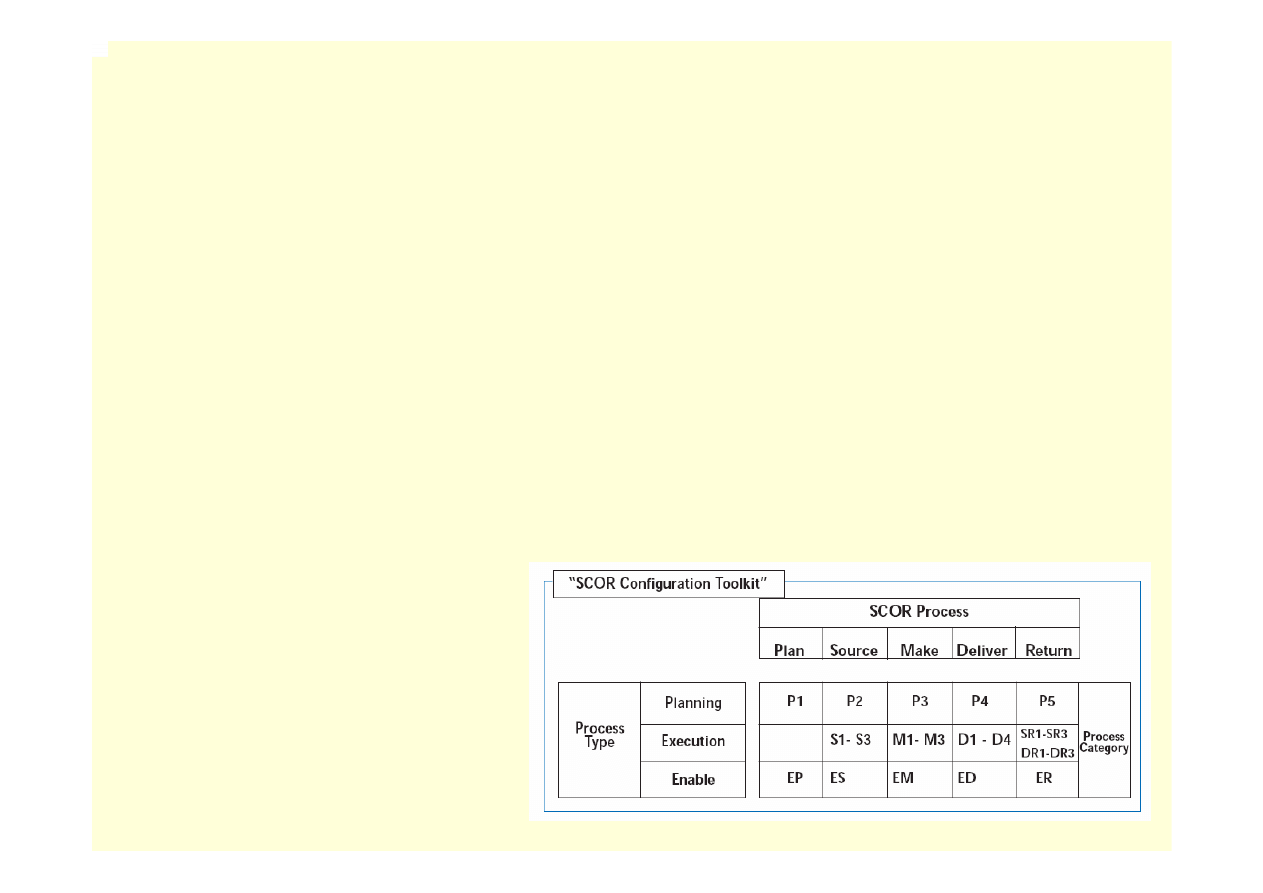
– Configuration Level / Poziom konfiguracyjny – oferuje tzw.
kategorie procesowe, które wyrażają odmienny sposób
funkcjonowania SCOR procesów (stosowanie różnych strategii
logistycznych). Np.:
• S1 = nabywanie materiałów / produktów na magazyn (na podstawie
prognozy zużycia / popytu)
• S3 = nabywanie materiałów / produktów na podstawie przyjętych
zamówień z produkcji / od klientów
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• I. Procesy zdefiniowane zostały na trzech poziomach:
– Configuration Level / Poziom konfiguracyjny – doborem
odpowiednich kategorii procesowych można skonfigurować
funkcjonowanie pojedynczych ogniw:
• podobnie, jak w przypadku konfiguracji komputera dla określonego
celu (skomplikowane obliczenia matematyczne, wsparcie graficzne…)
– To pozwala na stworzenie modelu odzwierciedlającego realny
łańcuch i na następną symulację alternatywnych strategii
logistycznych
(zmianą kategorii procesowych albo ich parametrów)
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• I. Procesy zdefiniowane zostały na trzech poziomach:
– Process Element Level / Poziom elementów procesowych –
pokazuje, jak pojedyncze kategorie procesowe funkcjonują, tzn.
jakie procesy częściowe zawierają, jakich danych wejściowych
wymagają, jakie są wyjścia, powiązania…
– Wymienione procesy częściowe nazywane są elementami
procesowymi
– Np. kategoria procesowa S1 – Nabywanie na magazyn zawiera
elementy:
• S1.1: Harmonogramowanie dostaw produktów
• S1.2: Odbieranie produktów
• S1.3: Kontrola produktów
• S1.4: Przemieszczenie produktów (do odpowiedniego magazynu)
• S1.5: Zezwolenie na opłatę dostawcy
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• II. Dla każdego z poziomów zdefiniowane zostały konkretne
wskaźniki do pomiaru:
– zewnętrznych celów logistycznych = zaspokojenia wymagań
klientów:
• terminowość
• czas reakcji
• elastyczność
– wewnętrznych celów logistycznych = efektywności przepływów:
• koszty
• majątek obrotowy
• Wskaźniki pozwalają na ocenę bieżącej wydajności łańcucha dostaw
i określenie konsekwencji możliwych udoskonaleń
dr hab. Radim Lenort, prof. AGH
Struktura SCOR
Co zawiera SCOR?
• III. Dla poziomu elementów procesowych wymienione są best
practices:
– Np. dla S1.1: Harmonogramowanie dostaw produktów:
• wykorzystanie EDI (Electronic Data Interchange / elektroniczna
wymiana danych) do skrócenia czasów dostaw i obniżenia kosztów
• umowa o VMI (Vendor Managed Inventory / zarządzanie zapasami
przez dostawcę), która pozwoli dostawcy sterować uzupełnianiem
zapasów
• wprowadzenie systemu Kanban, który zawiadamia dostawcę o
potrzebie dostawy produktów itp.
– Na tym poziomie następnie można przeprowadzać symulację
wprowadzenia pojedynczych best practices zmianą
wejściowych parametrów elementów procesowych
(zmiana czasów
dostaw, wielkości dostaw, wysokości zapasu alarmowego…)
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
• e-SCOR – oprogramowanie firmy Gensym Corporation, które
dostarcza interaktywne środowisko symulacyjne dla aplikacji SCOR
w praktyce
• Procedura modelowania i symulacji łańcucha dostaw w e-SCOR:
1.
Stworzenie podstawowej struktury modelu
2.
Nastawienie SCOR procesów pojedynczych ogniw
3.
Realizacja eksperymentów symulacyjnych
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
1.
Stworzenie podstawowej struktury modelu:
–
Dobór charakteru pojedynczych ogniw łańcucha. Do dyspozycji
są cztery tzw. role, które mogą spełniać ogniwa (każda rola
zawiera inne SCOR procesy i z góry nastawione kategorie
procesowe):
•
Base Manufacturer role / Rola producenta podstawowego –
produkcja i dostarczanie wyrobów do kolejnych partnerów
•
Distributor role / Rola dystrybutora – dystrybucja materiałów,
surowców i produktów, tzn. nabywanie i dostarczanie
•
Manufacturer role / Rola producenta – nabywanie materiału i
produkcja i dostarczanie wyrobów gotowych
•
Consumer role / Rola klienta – źródło popytu na wyroby końcowe,
tzn. tylko nabywanie
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
1.
Stworzenie podstawowej struktury modelu:
–
Połączenie dobranych ogniw przepływami materiałowymi i
informacyjnymi
–
Przyporządkowanie odpowiednich produktów do każdego z nich
–
Przyporządkowanie źródeł do ogniw produkcyjnych – określenie
ich dostępnych zdolności produkcyjnych
–
Nastawienie podstawowych parametrów modelu
(np. okresu
czasu przeznaczonego do oceny wydajności łańcucha)
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
2.
Nastawienie SCOR procesów pojedynczych ogniw:
–
Zmiana z góry nastawionych kategorii procesowych tak, żeby
odzwierciedlały funkcjonowanie modelowanego łańcucha
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
2.
Nastawienie SCOR procesów pojedynczych ogniw:
–
Nastawienie parametrów kategorii procesowych i elementów
procesowych
(np. czasów trwania procesów, kosztów związanych z
procesami)
–
Nastawienie parametrów produktów i źródeł
(np. początkowego
stanu zapasów, maksymalnie możliwej wysokości zapasów, wielkości
zapasu alarmowego, zdolności produkcyjnych)
dr hab. Radim Lenort, prof. AGH
e-SCOR
Jak wygląda komputerowe wsparcie SCOR?
3.
Realizacja eksperymentów symulacyjnych:
–
Analiza i ocena wydajności bieżącej konfiguracji łańcucha.
–
Analiza i ocena wydajności realizacji możliwych zmian – „What-
If“ analysis / analiza typu „co się stanie, jeżeli…“
dr hab. Radim Lenort, prof. AGH
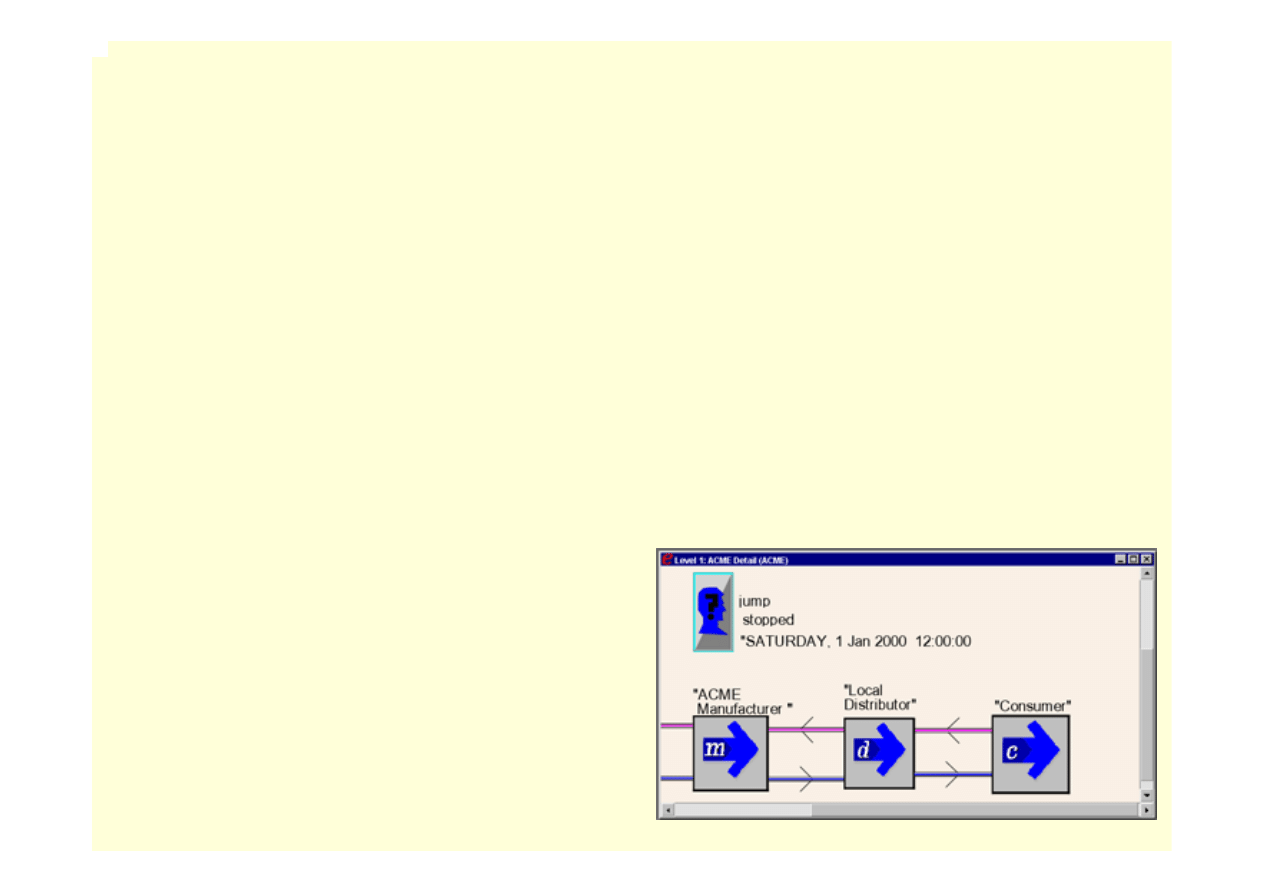
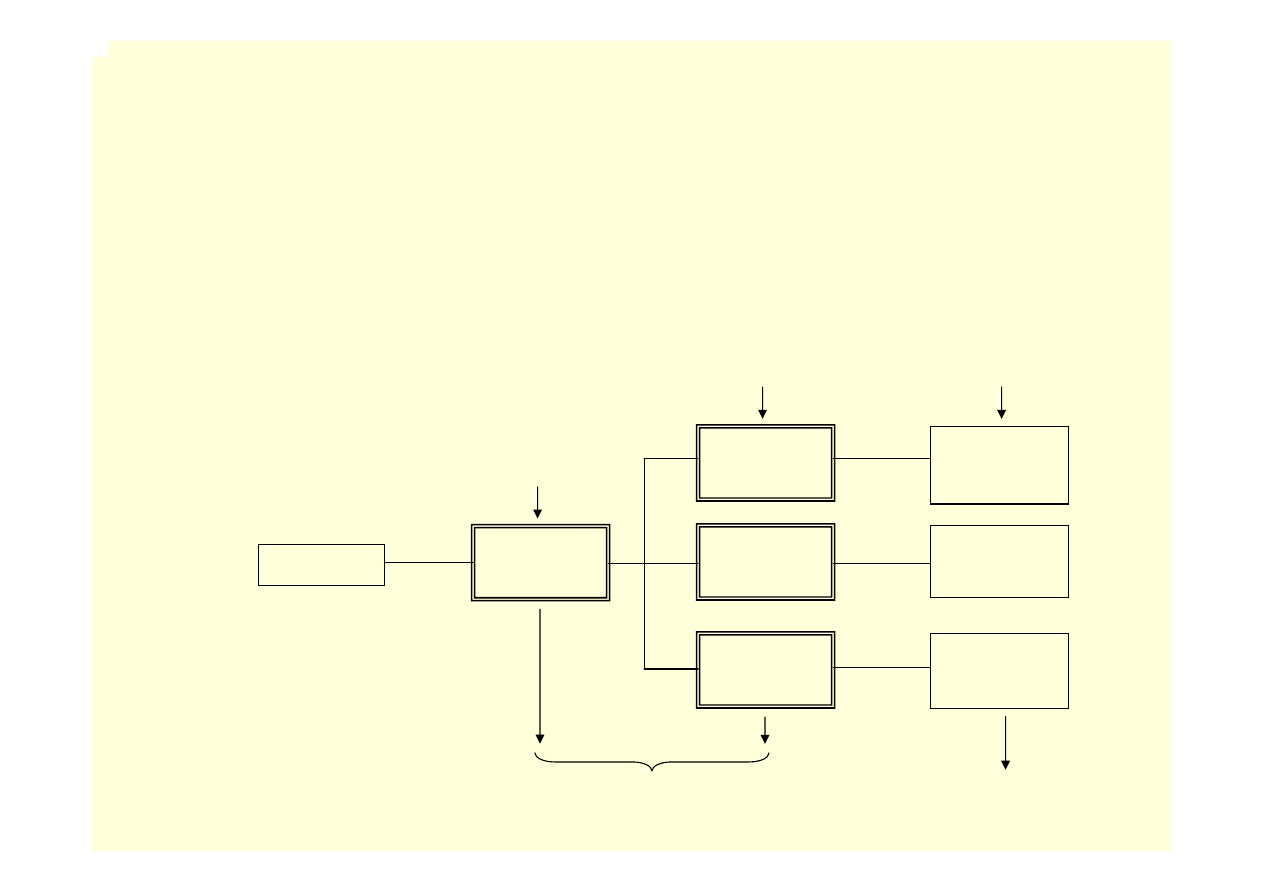
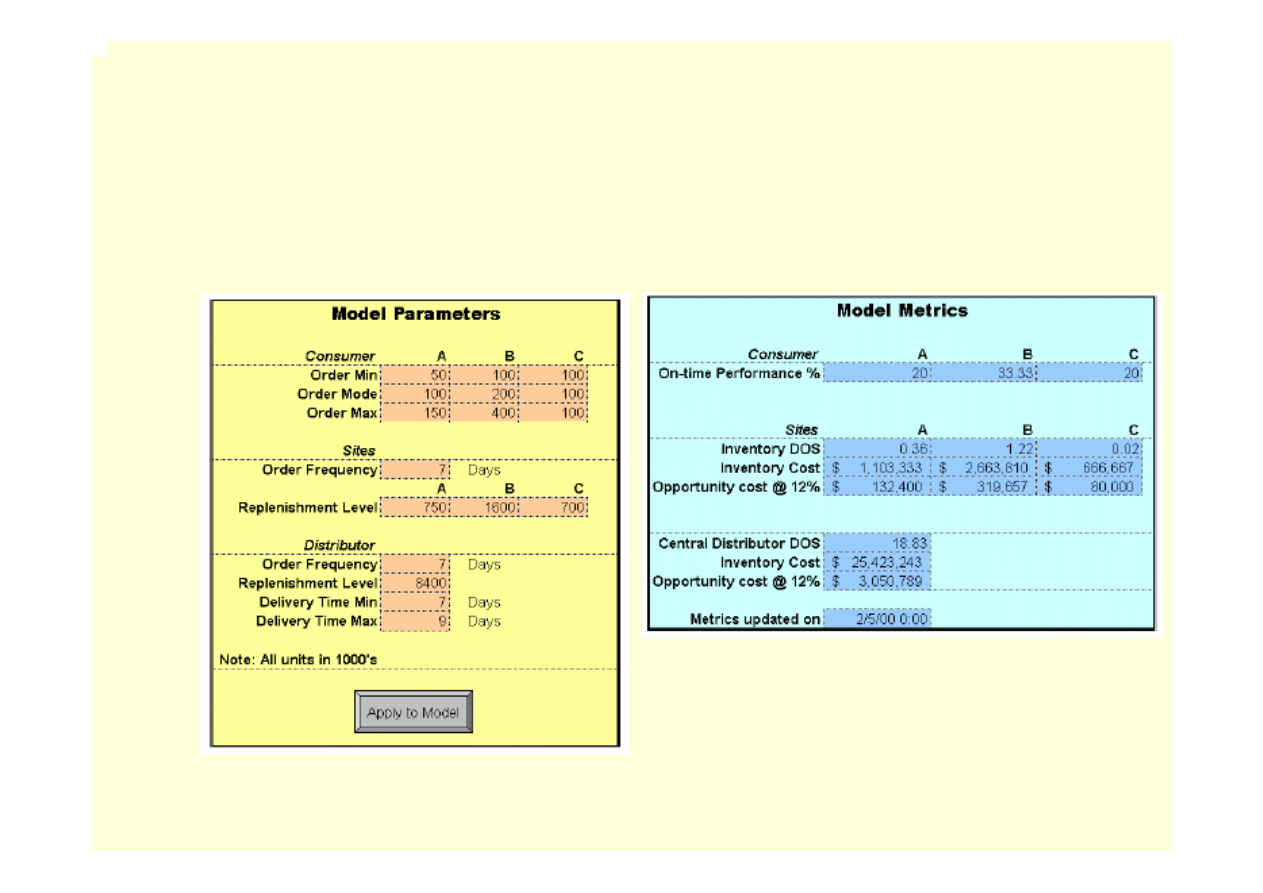
Przykład zastosowania e-SCOR
Jak funkcjonuje e-SCOR?
• Przykład modelowania i symulacji łańcucha dystrybucyjnego, który
zawiera magazyn centralny i trzy magazyny regionalne:
dystryb.
centralny
magazyn
region. C
magazyn
region. B
magazyn
region. A
Parametry modelu:
Wskaźniki wydajności:
• koszty utrzymywania zapasów
• poziom zaspokojenia popytu
• popyt (WL)
• cykl zamawiania (w dniach)
• wielkość zamówienia
• cykl zamawiania (w dniach)
• wielkość zamówienia
• czas dostawy (WL)
klienci
końcowi C
klienci
końcowi B
klienci
końcowi A
producent
dr hab. Radim Lenort, prof. AGH
Przykład zastosowania e-SCOR
Jak funkcjonuje e-SCOR?
• Przykład modelowania i symulacji łańcucha dystrybucyjnego, który
zawiera magazyn centralny i trzy magazyny regionalne:
• Celem jest optymalizacja systemu sterowania zapasami, tzn.
określenie takich długości cyklów zamawiania i takich wielkości
zamówień w ogniwach dystrybucyjnych, które pozwolą na osiągnięcie
wymaganego poziomu zaspokojenia popytu klientów końcowych
przy minimalnej wielkości zapasów w całym łańcuchu
dr hab. Radim Lenort, prof. AGH
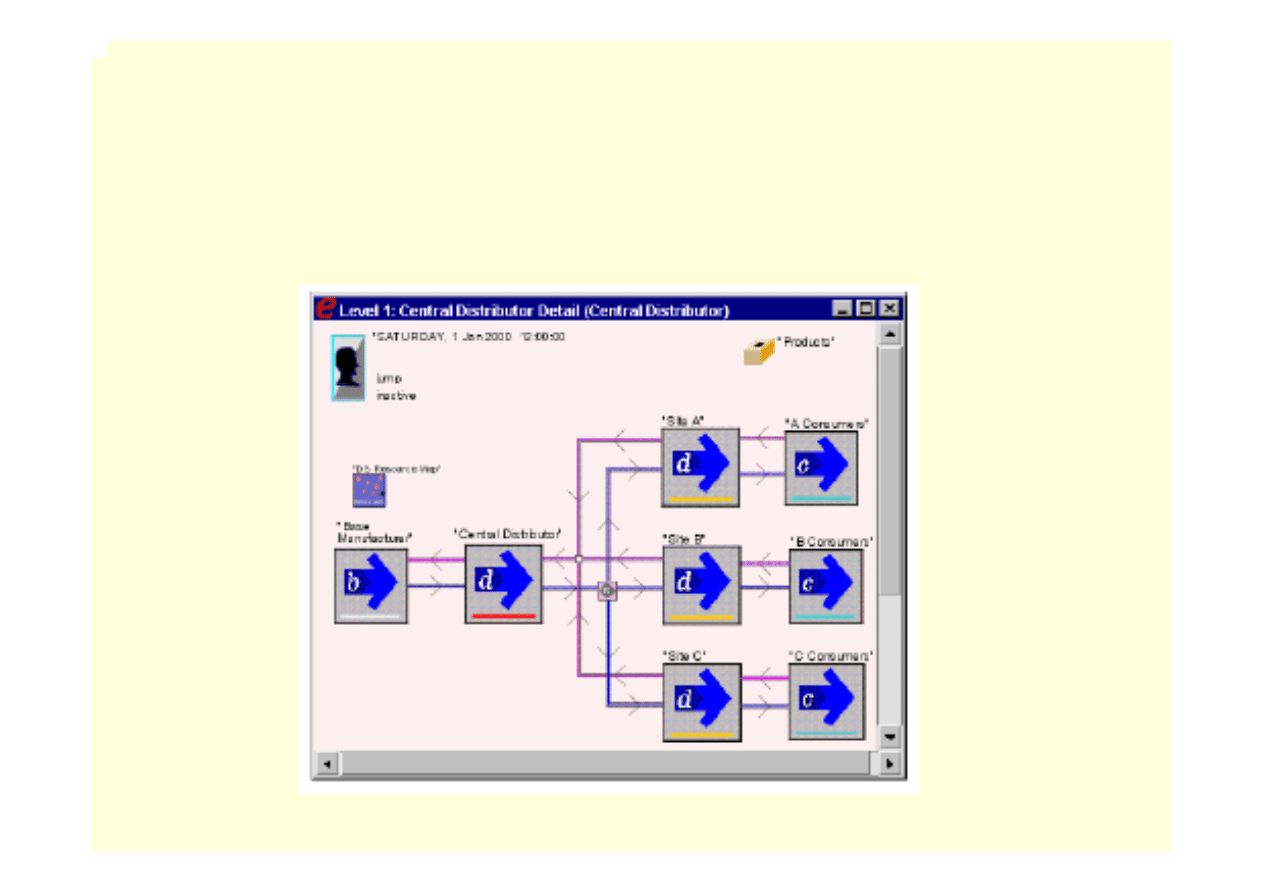
Przykład zastosowania e-SCOR
Jak funkcjonuje e-SCOR?
1.
Stworzenie podstawowej struktury modelu:
dr hab. Radim Lenort, prof. AGH
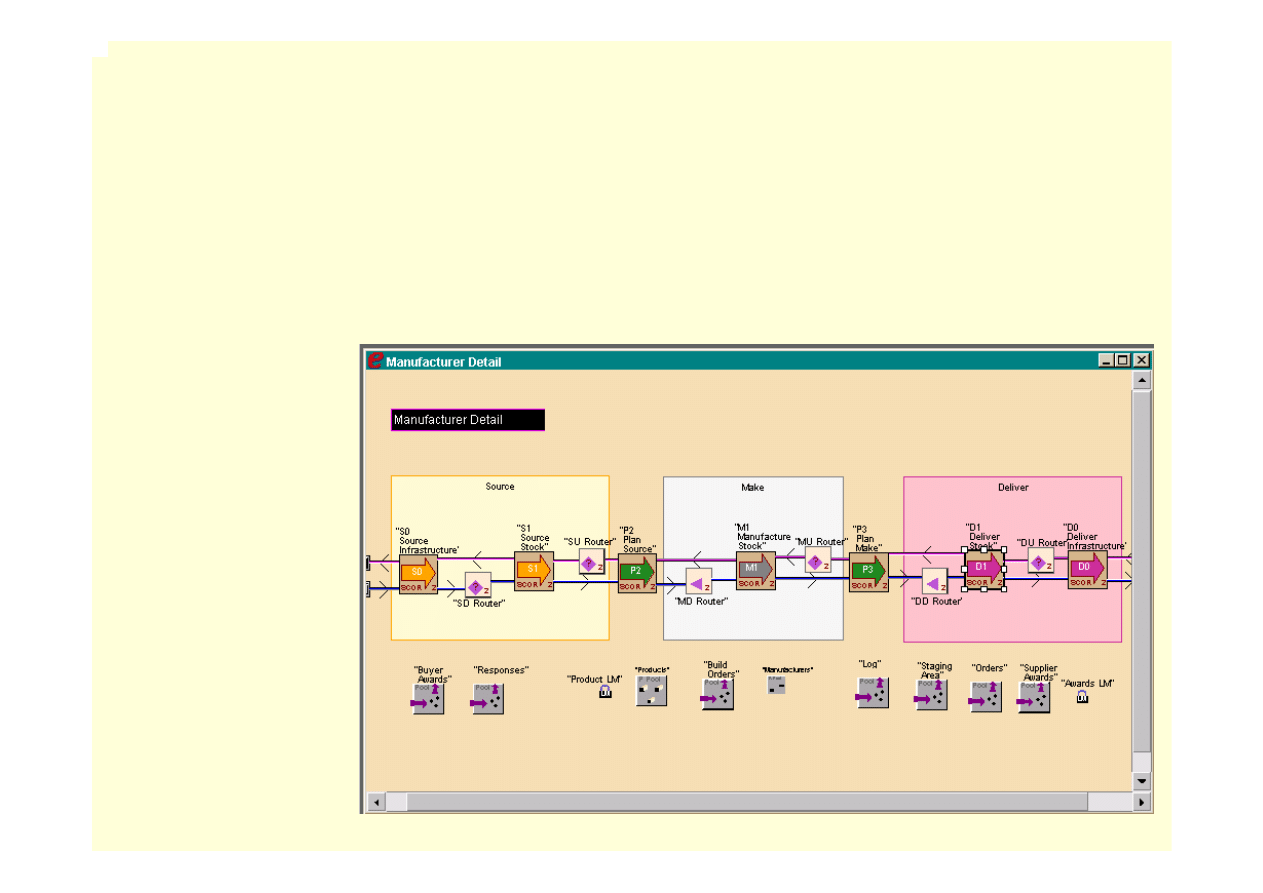
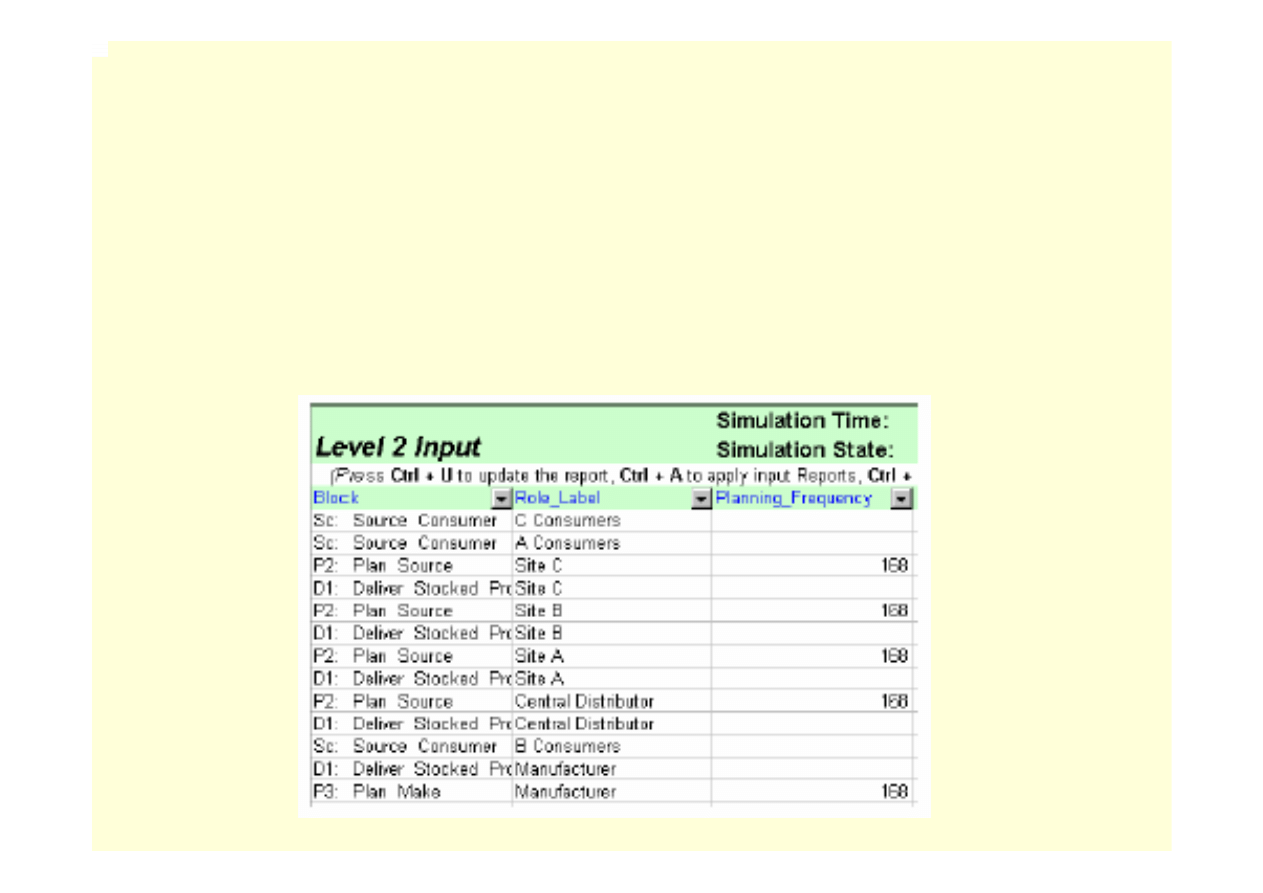
Przykład zastosowania e-SCOR
Jak funkcjonuje e-SCOR?
2.
Nastawienie SCOR procesów pojedynczych ogniw:
–
Cały łańcuch dystrybucyjny korzysta ze strategii logistycznej
nabywania i dostarczania na magazyn – z góry nastawiona
strategia
dr hab. Radim Lenort, prof. AGH
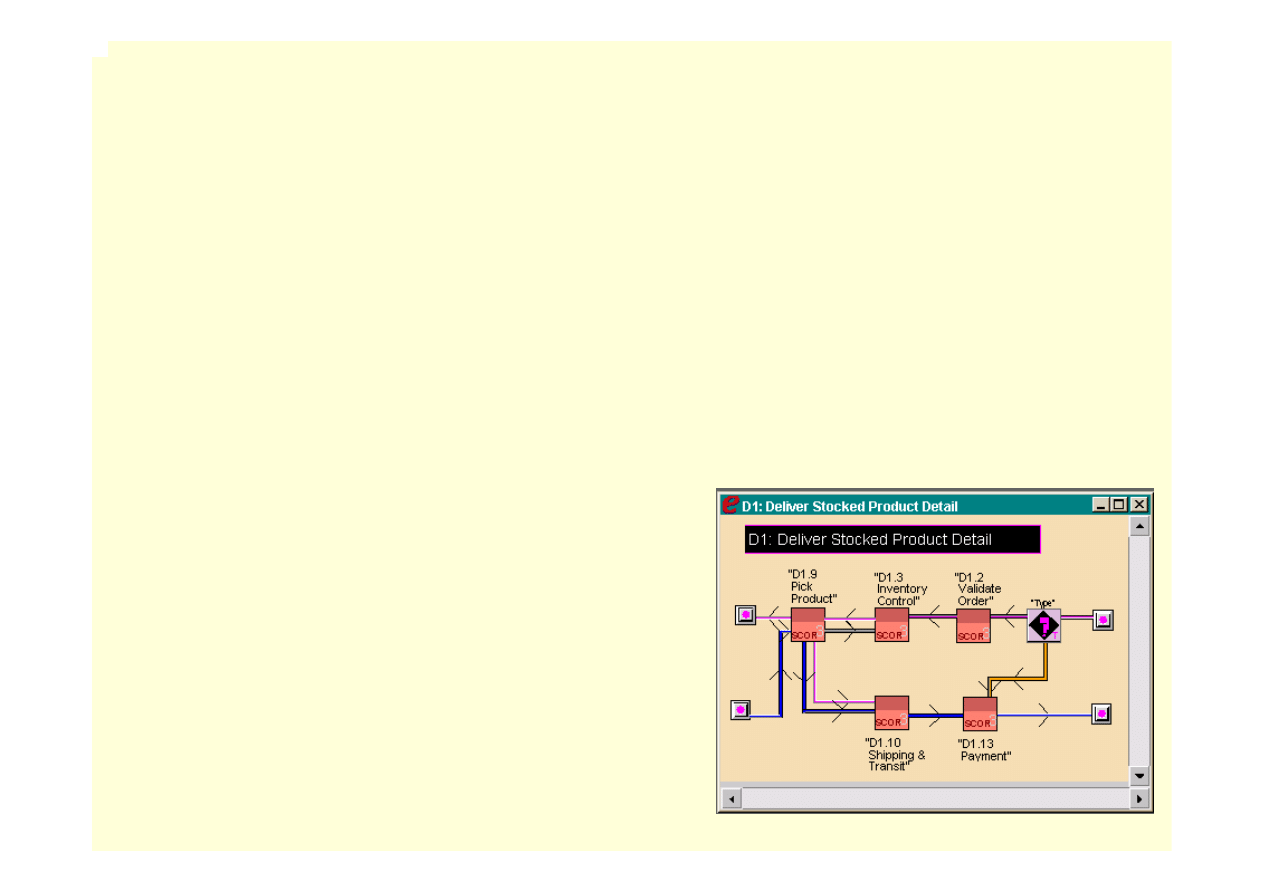
Przykład zastosowania e-SCOR
Jak funkcjonuje e-SCOR?
3.
Realizacja eksperymentów symulacyjnych:
Teoria ograniczeń (TOC)
i system DBR
dr hab. Radim Lenort, prof. AGH
• Powstanie Teorii ograniczeń
– Co poprzedzało TOC?
• Zdefiniowanie Teorii ograniczeń
– Jaka jest główna myśl TOC?
• Proces ciągłego ulepszania
– Jak nieustannie zwiększać wydajność przedsiębiorstwa?
• System DBR
– Jak efektywnie planować produkcję i sterować produkcją?
• Możliwości zastosowania systemu DBR
– Jakie są zalety i ograniczenia systemu DBR?
Treść wykładu
dr hab. Radim Lenort, prof. AGH
Powstanie Teorii ograniczeń
Co poprzedzało TOC?
• Twórcą TOC jest Izraelczyk Eliyahu M. Goldratt – fizyk, który zajoł się
zarządzaniem tylko przez przypadek…
• Powstanie TOC poprzedzały dwa podstawowe wydarzenia:
– Stworzenie systemu OPT (Optimized Production Technology /
optymalna technologia produkcji):
• przyjaciel Goldratta pracował w przedsiębiorstwie produkującym klatki
dla drobiu, gdzie rozwiązywał problemy z zakresu planowania
produkcji i sterowania produkcją
• Goldratta zainteresowały jego problemy na tyle, że stworzył własne
rozwiązanie, którego zastosowanie spowodowało dramatyczne
zwiększenie produkcji przy minimalnym wzroście kosztów
• na tej podstawie zbudował system OPT, wyjechał do USA i założył
firmę, która sprzedawała oprogramowanie
dr hab. Radim Lenort, prof. AGH
• Twórcą TOC jest Izraelczyk Eliyahu M. Goldratt – fizyk, który zajął się
zarządzaniem tylko przez przypadek…
• Powstanie TOC poprzedzały dwa podstawowe wydarzenia:
– Wydanie książki Cel (The Goal):
• akcjonariusze firmy wymagali od Goldratta zwiększenia sprzedaży
• Goldratt nie wierzył w tradycyjne metody marketingowe i wybrał do tej
pory nie spotykaną drogę – uogólnił swoje myśli i napisał „powieść o
produkcji“
• pomimo sceptycyzmu wydawców książka stała się bestsellerem –
Goldratt otrzymywał mnóstwo listów z firm, które wdrażały jego
pomysły z sukcesem
• Goldratt uświadomił sobie, iż wymienione firmy osiągnęły sukces i nie
potrzebowały do tego jego systemu OPT
• po 10 latach rozwoju sprzedaje prawa do oprogramowania i zakłada
własny instytut do rozwijania wiedzy w tym zakresie – powoli stwarza
TOC
Powstanie Teorii ograniczeń
Co poprzedzało TOC?
dr hab. Radim Lenort, prof. AGH
Zdefiniowanie Teorii ograniczeń
Jaka jest główna myśl TOC?
• Goldratt utrzymuje, iż każdy realny system (produkcja albo cała firma)
zawiera w sobie jedno albo kilka ograniczeń – wąskich gardeł, które
nie pozwalają na osiąganie większej wydajności (większych dochodów)
• Jeżeli celem jest zwiększenie wydajności systemu, powinna być
powiększana wydajność wąskiego gardła – zwiększanie wydajności
pozostałych elementów systemu jest bezsensowne:
– Wymieniona myśl zilustrowana jest na podstawie analogii
klasycznego łańcucha i systemu produkcyjnego:
• łańcuch ma określoną wytrzymałość tak samo, jak system produkcyjny
zdolność produkcyjną
• jeżeli chcemy zwiększyć wytrzymałość łańcucha, to powinniśmy
zwiększyć wytrzymałość najsłabszego ogniwa (wąskiego gardła)
• wzmocnienie pozostałych ogniw nie doprowadzi do zwiększenia
wytrzymałości łańcucha
• przy następnym zwiększaniu wytrzymałości łańcucha, niezbędne jest
odkrycie nowego najsłabszego ogniwa i powtórzenie postępowania
dr hab. Radim Lenort, prof. AGH
Proces ciągłego ulepszania
Jak nieustannie zwiększać wydajność przedsiębiorstwa?
•
Na podstawie wymienionej myśli Goldratt w książce Cel zdefiniował
pięć kroków do ciągłego ulepszania, tzn. proces pozwalający na
przezwyciężenie ograniczeń systemu:
1. Identyfikuj ograniczenie systemu
2. Zdecyduj, jak eksploatować określone ograniczenie
3. Podporządkuj wszystko podjętej decyzji
4. Wzmocnij ograniczenie, jeżeli kroki 2 i 3 nie są rozwiązaniem
5. Kiedy przezwyciężysz ograniczenie, powróć do kroku 1
•
Większość menadżerów uważa wymieniony proces za coś
oczywistego – niestety w praktyce 90% z nich nie kieruje się nim!!!
dr hab. Radim Lenort, prof. AGH
• Kluczowym punktem procesu jest krok 2: Zdecyduj, jak
eksploatować określone ograniczenie – najpierw zrealizować
rozwiązania proste i mniej kosztowne
• W zakresie logistyki procesu produkcyjnego uważane są za wąskie
gardła najczęściej zdolności produkcyjne urządzeń:
– skrócenie bezczynności wąskiego gardła z powodu przezbrojeń i
konserwacji (wzmocnienie obsługi, racjonalizacja postępowań,
łączenie zadań do partii produkcyjnych…)
– wyeliminowanie produktów wadliwych przed wąskim gardlem i
zapobiegnięcie ich powstaniu bezpośrednio w wąskim gardle
– motywacja pracowników wąskiego gardła do efektywnego
wykonywania zadań
– produkcja ekonomicznie najkorzystniejszych produktów na
wąskim gardle
Proces ciągłego ulepszania
Jak nieustannie zwiększać wydajność przedsiębiorstwa?
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• System DBR jest rozwiązaniem z zakresu planowania produkcji i
sterowania produkcją polegający na TOC, który Goldratt przedstawił
także w książce Cel:
– Do jego wytłumaczenia skorzystał tym razem z analogii drużyny
skautów na wycieczce i systemu produkcyjnego:
• drużyna skautów idzie w szeregu ścieżką, jeden za drugim = proces
produkcyjny składa się z prostego łańcucha miejsc pracy
• każdy ze skautów idzie w innym tempie (miejsca pracy mają różną
wydajność)
• tempa chodzenia (wydajności miejsc pracy) ulegają zaburzeniom i
wahaniom
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• System DBR jest rozwiązaniem z zakresu planowania produkcji i
sterowania produkcją polegający na TOC, który Goldratt przedstawił
także w książce Cel:
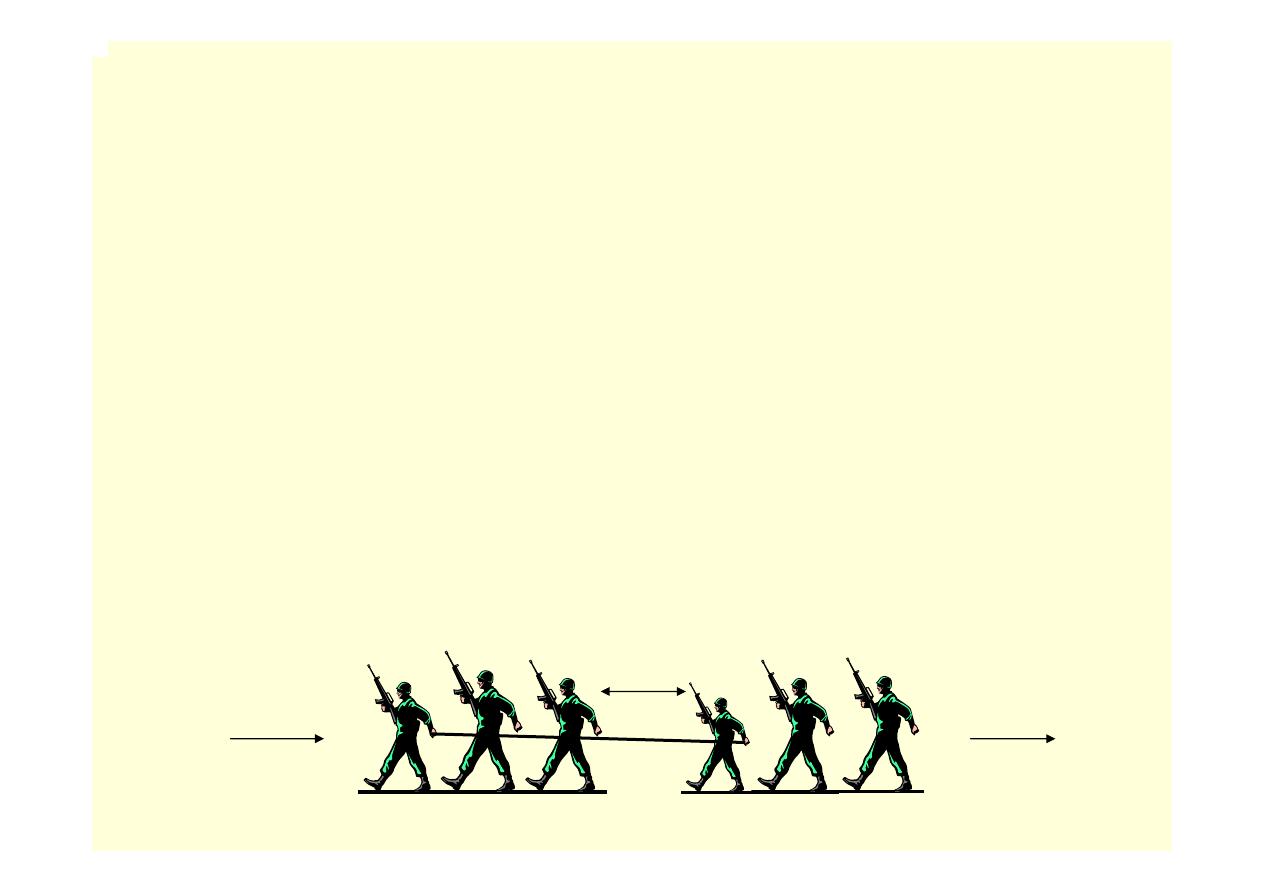
– Do jego wytłumaczenia skorzystał tym razem z analogii drużyny
skautów na wycieczce i systemu produkcyjnego:
• wejściem dla skautów jest trasa, która jest przed nimi (materiał) a
wyjściem pokonana trasa (wyroby gotowe)
• odległości między skautami reprezentują produkcję nie zakończoną
pokonana
trasa
trasa do
pokonania
wyroby
gotowe
materiał
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• System DBR jest rozwiązaniem z zakresu planowania produkcji i
sterowania produkcją polegający na TOC, który Goldratt przedstawił
także w książce Cel:
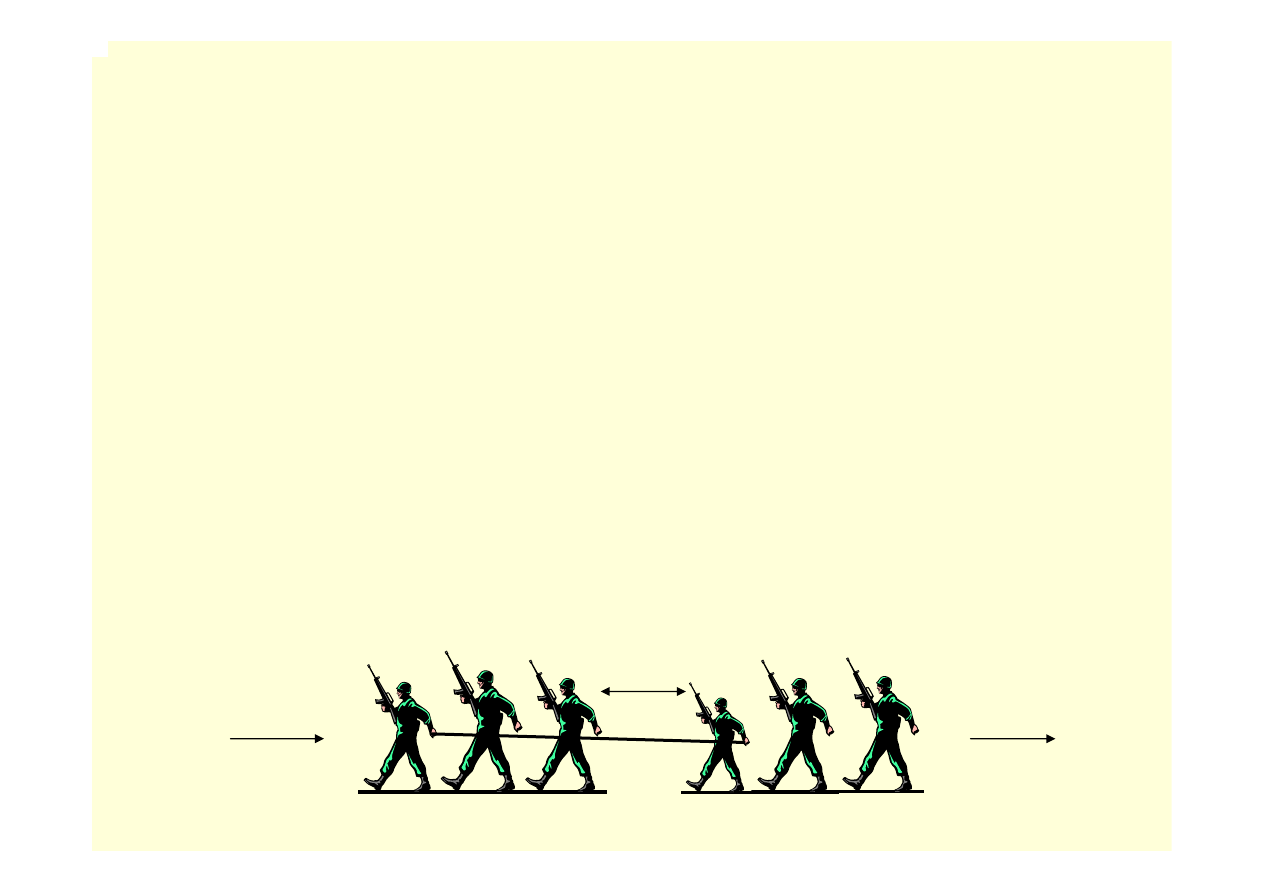
– Do jego wytłumaczenia skorzystał tym razem z analogii drużyny
skautów na wycieczce i systemu produkcyjnego:
• jeżeli nikt nie będzie sterował drużyną, dystans miedzy skautami
będzie ciągle wzrastał (zapasy produkcji nie zakończonej będą rosły)
• rozwiązujemy zatem problem „zwartości“ drużyny – celem jest
pokonanie trasy w określonym czasie z minimalnymi odległościami
między skautami (wykonanie zadań produkcyjnych w określonym
czasie z minimum zapasów produkcji nie zakończonej)
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jakie są możliwości rozwiązania?
– Uporządkowanie skautów według ich tempa:
• w praktyce prawie zawsze niemożliwe dzięki powiązaniom
technologicznym
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jakie są możliwości rozwiązania?
– Związanie wszystkich liną albo podawanie jednakowego rytmu
chodzenia:
• takie same rozwiązanie jak linia montażowa albo podejście
JIT/Kanban
• jakiekolwiek zakłócenie pracy któregokolwiek z miejsc pracy
spowoduje całkowite zatrzymanie produkcji (drużyny)
• w produkcjach, gdzie pojawiają się zaburzenia i wahania mogłoby
dojść do sytuacji, iż zadania produkcyjne nie zostaną zrealizowane na
czas (drużyna nie dotrze do celu na czas)
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jakie są możliwości rozwiązania?
– System Drum-Buffer-Rope / bęben-bufor-lina:
• związanie liną pierwszego i najwolniejszego skauta – ograniczenie
tempa pierwszego skauta do tempa najwolniejszego (obniżenie
wydajności pierwszego miejsca pracy do wydajności wąskiego gardła)
• najwolniejszy skaut (wąskie gardło) w taki sposób nadaje tempo całej
drużynie (produkcji) – zostaje bębnem
• ponieważ wszyscy skauci przed i za najwolniejszym skautem są szybsi
(wszystkie miejsca pracy mają większą wydajność aniżeli wąskie
gardło), znikną odstępy między nimi (zapasy produkcji nie
zakończonej)
bęben
bufor
lina
pokonana
trasa
trasa do
pokonania
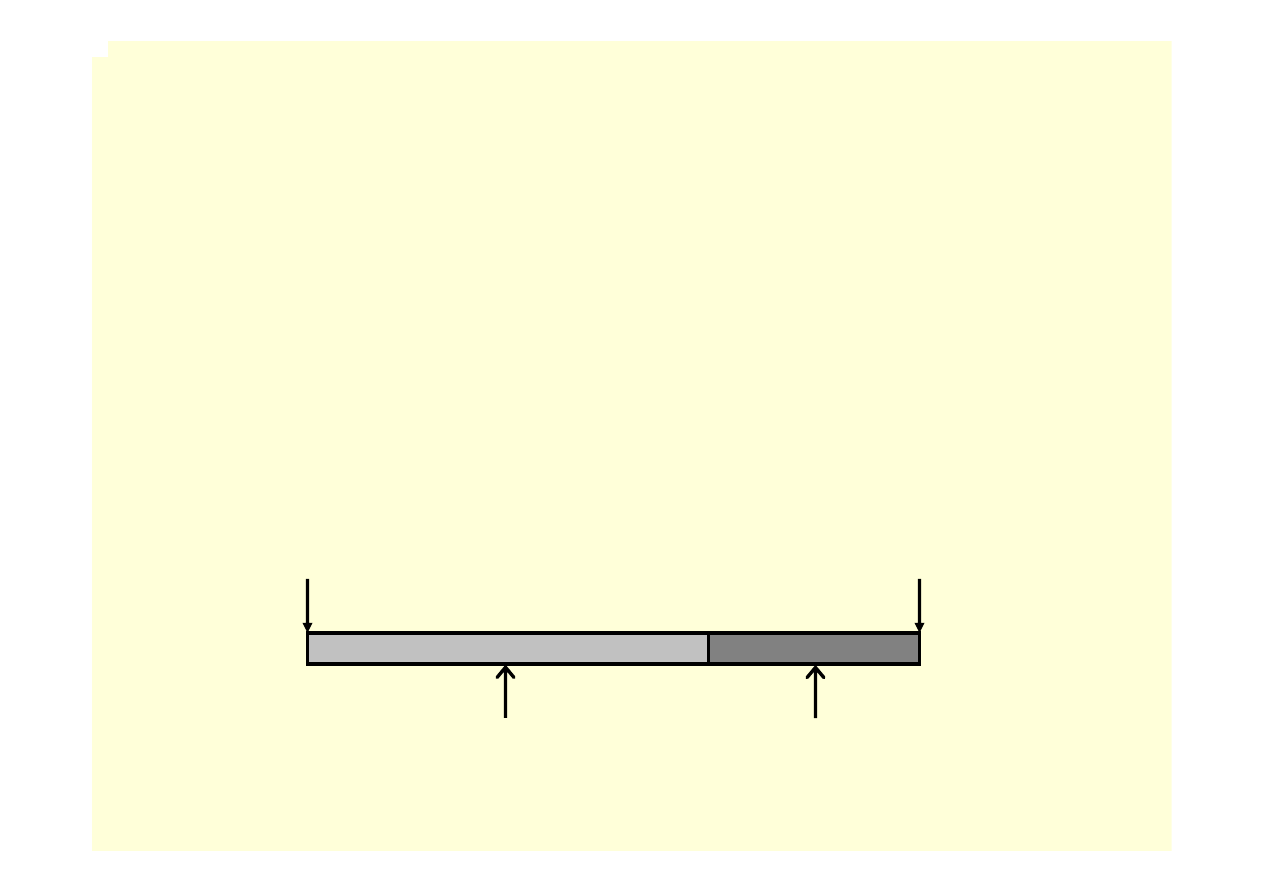
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jakie są możliwości rozwiązania?
– System Drum-Buffer-Rope / bęben-bufor-lina:
• przed najwolniejszym skautem otwiera się pewna przestrzeń (zapas),
która chroni całą drużyne (produkcję) przed zaburzeniami i wahaniami
– powstaje bufor
• jeżeli zatrzymają się skauci za najwolniejszym skautem (wąskim
gardłem), zlikwidowanie odstępu (przerobienie zapasu) nie będzie dla
nich problem
• jeżeli zatrzyma się któryś ze skautów przed najwolniejszym skautem,
to będzie jeszcze jakiś czas trwało, zanim najwolniejszy skaut dogoni
grupę prze sobą (zanim wąskie gardło przerobi zapas buforowy) i
zatrzyma postępowanie całej drużyny (produkcji)
bęben
bufor
lina
pokonana
trasa
trasa do
pokonania
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jak funkcjonuje to w praktyce?
– Planuje się w trzech krokach:
• stworzenie bębna – harmonogram produkcji wąskiego gardła , który
odpowiada terminom zakończenia zadań produkcyjnych i zapewnia
maksymalne wykorzystanie wąskiego gardła
• określenie wielkości bufora – dla potrzeb planowania pracuje się w
jednostkach czasu, np. w dniach (dwudniowy bufor więc oznacza, że
zadania produkcyjne powinny znaleźć się przed wąskim gardłem dwa
dni wcześniej – dwudniowy zapas produkcji nie zakończonej)
• określenie liny – na podstawie harmonogramu wąskiego gardła
(bębna) ustalony jest harmonogram produkcji na pierwszym miejscu
pracy, tzn. stworzony jest harmonogram przekazywania materiału
do produkcji
dr hab. Radim Lenort, prof. AGH
System DBR
Jak efektywnie planować produkcję i sterować produkcją?
• Jak funkcjonuje to w praktyce?
– Dla każdego zadania produkcyjnego określona jest lina
następująco:
• jeżeli jest bufor dwa dni, może dojść aż do dwudniowego opóźnienia
na miejscach pracy przed wąskim gardłem i produkcja się nie zatrzyma
• opóźnienia za wąskim gardłem są dzięki większej wydajności miejsc
pracy stopniowo nadrabiane
Czas przekazania
materiału do
produkcji
Planowany początek
wykonywania zadania
produkcyjnego na WG
Czas wykonywania zadania
produkcyjnego na
miejscach pracy przed WG
Bufor
dr hab. Radim Lenort, prof. AGH
Możliwości zastosowania systemu DBR
Jakie są zalety i ograniczenia systemu DBR?
• Atuty:
– uwzględnia różne wydajności pojedynczych miejsc pracy (zastosowanie
w produkcjach, gdzie nie można korzystać z podejścia JIT/Kanban)
– radzi sobie z zaburzeniami i wahaniem wydajności miejsc pracy
– umożliwia proste sterowanie przepływami materiałowymi (w prostych
„liniowych“ produkcjach kontroluję się tylko wykonanie harmonogramów
pierwszego miejsca pracy i wąskiego gardła – np. systemy MRP/ERP
oceniają harmonogramy produkcji wszystkich miejsc pracy)
• Ograniczenia:
– nieodpowiedni dla produkcji procesowych (nie pozwalają na tworzenie
buforów)
– trudny do zastosowania w produkcjach ze „zmiennymi“ wąskimi
gardłami (zmieniającymi swą pozycję w zależności od wykonywanego
asortymentu)
Document Outline
- Systemy wspomagania planowania produkcji i sterowania produkcją(przedsiębiorstwem, łańcuchem dostaw)
- Treść wykładu
- Zdefiniowanie logistyki produkcji Czym zajmuje się zarządzanie logistyczne produkcji?
- Powody szukania rozwiązań w zakresie logistyki produkcji Dlaczego pojawiają się nowe systemy i koncepcje?
- Powody szukania rozwiązań w zakresie logistyki produkcji Dlaczego pojawiają się nowe systemy i koncepcje?
- Powody szukania rozwiązań w zakresie logistyki produkcji Dlaczego pojawiają się nowe systemy i koncepcje?
- Powody szukania rozwiązań w zakresie logistyki produkcji Dlaczego pojawiają się nowe systemy i koncepcje?
- Systemy wspomagania planowania produkcji i sterowania produkcją Które systemy stosowane są w logistyce produkcji?
- Systemy wspomagania planowania produkcji i sterowania produkcją Które systemy stosowane są w logistyce produkcji?
- Zastosowanie systemów w czeskiej i polskiej produkcji przemysłowej Jaka jest sytuacja w naszych przedsiębiorstwach?
- Zastosowanie systemów w czeskiej i polskiej produkcji przemysłowej Jaka jest sytuacja w naszych przedsiębiorstwach?
- Treść następnych wykładów Z którymi systemami zapoznamy się bardziej szczegółowo?
- Systemy MRP
- Treść wykładu
- Zdefiniowanie systemu MRP I Co jest jego celem?
- Struktura systemu MRP I Jakie są jego podstawowe części?
- Struktura systemu MRP I Jakie są jego podstawowe części?
- Struktura systemu MRP I Jakie są jego podstawowe części?
- Struktura systemu MRP I Jakie są jego podstawowe części?
- Przykład zastosowania systemu MRP I Jak działa?
- Przykład zastosowania systemu MRP I Jak działa?
- Przykład zastosowania systemu MRP I Jak działa?
- Przykład zastosowania systemu MRP I Jak działa?
- Przykład zastosowania systemu MRP I Jak działa?
- System MRP II i inne… Jaki był rozwój systemu MRP I?
- System MRP II i inne… Jaki był rozwój systemu MRP I?
- Systemy DRP
- Treść wykładu
- Zdefiniowanie systemu DRP I Co jest jego celem?
- Struktura systemu DRP I Jakie są jego podstawowe części?
- Struktura systemu DRP I Jakie są jego podstawowe części?
- Struktura systemu DRP I Jakie są jego podstawowe części?
- Struktura systemu DRP I Jakie są jego podstawowe części?
- Przykład zastosowania systemu DRP I Jak działa?
- Przykład zastosowania systemu DRP I Jak działa?
- Przykład zastosowania systemu DRP I Jak działa?
- Przykład zastosowania systemu DRP I Jak działa?
- Przykład zastosowania systemu DRP I Jak działa?
- System DRP Jaki był rozwój systemu DRP I?
- Systemy SCM, SCOR
- Treść wykładu
- Zdefiniowanie systemów SCM Do jakich zadań są przeznaczone?
- Zdefiniowanie systemów SCM Do jakich zadań są przeznaczone?
- SCOR Czym jest SCOR i do czego służy?
- SCOR Czym jest SCOR i do czego służy?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- Struktura SCOR Co zawiera SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- e-SCOR Jak wygląda komputerowe wsparcie SCOR?
- Przykład zastosowania e-SCOR Jak funkcjonuje e-SCOR?
- Przykład zastosowania e-SCOR Jak funkcjonuje e-SCOR?
- Przykład zastosowania e-SCOR Jak funkcjonuje e-SCOR?
- Przykład zastosowania e-SCOR Jak funkcjonuje e-SCOR?
- Przykład zastosowania e-SCOR Jak funkcjonuje e-SCOR?
- Teoria ograniczeń (TOC)i system DBR
- Treść wykładu
- Powstanie Teorii ograniczeń Co poprzedzało TOC?
- Powstanie Teorii ograniczeń Co poprzedzało TOC?
- Zdefiniowanie Teorii ograniczeń Jaka jest główna myśl TOC?
- Proces ciągłego ulepszania Jak nieustannie zwiększać wydajność przedsiębiorstwa?
- Proces ciągłego ulepszania Jak nieustannie zwiększać wydajność przedsiębiorstwa?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- System DBR Jak efektywnie planować produkcję i sterować produkcją?
- Możliwości zastosowania systemu DBR Jakie są zalety i ograniczenia systemu DBR?
Wyszukiwarka
Podobne podstrony:
PLANOWANIE I STEROWANIE PRODUKCJĄ projekt
PLANOWANIE I STEROWANIE PRODUKCJĄ, Zarządzanie i Inżynieria Produkcji - studia, Proces produkcyjny
Planowanie i sterowanie produkcją projekt
baruk, zarządzanie produkcją, PLANOWANIE OPERATYWNE I STEROWANIE PRODUKCJĄ
Planowe postarzanie produktu To dlatego wszystko się psuje!
planowanie operatywne produkcji (13 stron)
1b wyklad Strategie sterowania produkcja
Komputerowe systemy sterowania produkcją żywickiopracowanie
konspekt cw 1 planowanie, sterowanie
Metody sterowania produkcja, Pojebuda MBM
Programowanie sieciowe, Edukacja, Metody i Systemy Sterowania Produkcją
MRP (Planowanie Zasobów Produkcyjnych) dla MSP
Komputerowe systemy sterowania produkcją
Planowe postarzanie produktu
projekt metody sterowania produkcją
Komputerowe Systemy Sterowania Produkcją
więcej podobnych podstron