
STEROWANIE PRODUKCJĄ
STRATEGIE STEROWANIA PRODUKCJĄ
STRUKTURY SYSTEMÓW STEROWANIA
Podstawowe cele sterowania produkcją, to m.in.:
¾
skrócenie czasu realizacji zlecenia klienta,
¾
zmniejszenie zaangażowania kapitału,
¾
zwiększenie szybkości obrotu kapitałem.
Realizacja:
¾
zmniejszenie zapasów,
¾
zmniejszenie kosztów wytwarzania i magazynowania,
¾
skrócenie cykli produkcyjnych,
¾
optymalne wykorzystanie zdolności produkcyjnych,
¾
najkorzystniejsze ukształtowanie dostaw do odbiorców.
Spełnienie powyższych wymagań staje się możliwe poprzez
ścisłe
powiązanie przepływu materiałów i informacji
, którą
należy uznać za czynnik produkcyjny.

Strategie sterowania produkcją
Zadanie – realizacja zlecenia produkcyjnego
, określone jest
głównie przez następujące parametry:
•
czas (termin realizacji),
•
koszt,
•
będące do dyspozycji zdolności produkcyjne.
Decyzje podejmowane są na etapie:
PLANOWANIA
-
zachowanie zgodności z oczekiwaniami klientów
STEROWANIA
-pogodzenie parametrów określających zadania, aby rozwiązać
problem konkurencyjnego dostępu do ograniczonych zasobów
produkcyjnych.
Systemy Planowania i Sterowania
Production Planning and Control (PPC)
Działają w obszarach związanych z przepływem materiałów
i informacji w systemach wytwarzania.
Realizują:
1. Proces planowania
– dobór środków do realizacji
wyznaczonych zadań produkcyjnych w zadanym horyzoncie
czasowym i osiągnięcia podstawowych celów.
2. Proces sterowania
– uruchamianie, nadzorowanie i
zapewnianie realizacji zadań produkcyjnych.
Współdziałają z innymi systemami informatycznymi
przedsiębiorstwa, takimi jak:
Computer Aided Design (CAD)
komputerowo wspomagane projektowanie
Computer Aided Planning (CAP)
komputerowo wspomagane planowanie
Computer Aided Manufacturing (CAM)
komputerowo wspomagane wytwarzanie
Computer Aided Quality Control (CAQ)
komputerowo wspomagana kontrola jakości
Są podstawą systemów CIM
CIM (Computer Integrated Manufacturing)
Komputerowo zintegrowane wytwarzanie
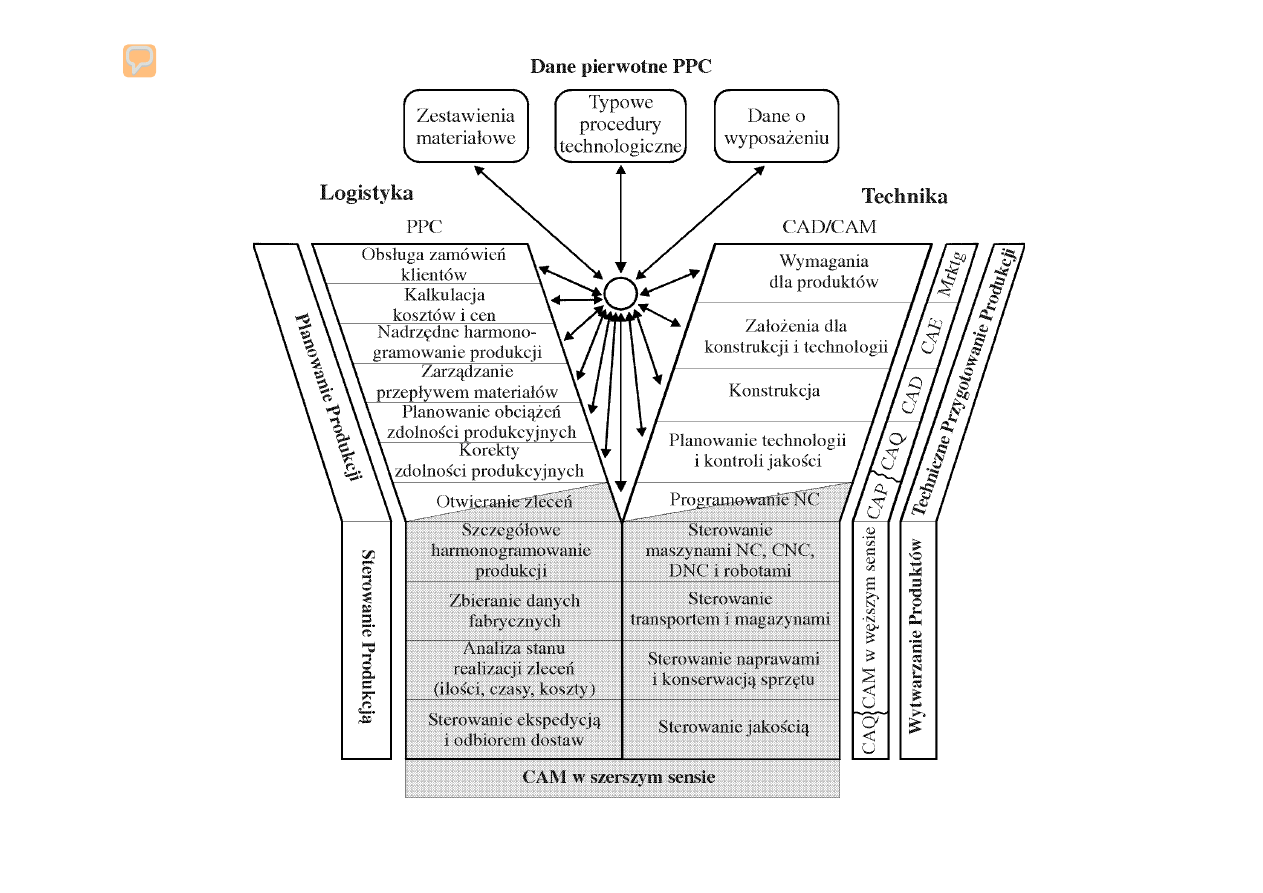
Model Y (Scheer’a) struktury funkcjonalnej systemu CIM
Można wyróżnić następujące strategie sterowania produkcją:
1. Istniejące zdolności produkcyjne i termin dostawy są
nieprzekraczalne
.
Krótkoterminowe wykorzystanie obcych zdolności
produkcyjnych lub zwiększenie własnej wydajności
prowadzi do zwiększenia kosztów.
2. Koszty i zdolności produkcyjne traktowane są jako stałe.
Jedynym możliwym krokiem są przesunięcia terminów,
które mogą dotyczyć wielu zleceń.
3. Termin i koszt traktowane są jako stałe.
Istnieje możliwość krótkoterminowego uruchomienia
będących do dyspozycji rezerw zdolności produkcyjnych,
które nie mogą zwiększać kosztów produkcji.
Strategia 1
Strategia 2
Strategia 3
Termin
Będące do
dyspozycji
zdolności
produkcyjne
Koszty
Koszt
Będące do
dyspozycji
zdolności
produkcyjne
Termin
Koszt
Termin
Będące do dyspozycji
zdolności produkcyjne
Produkcja poprzez zlecanie
(zadanie wyprodukowania
określonej ilości w określonym
czasie)
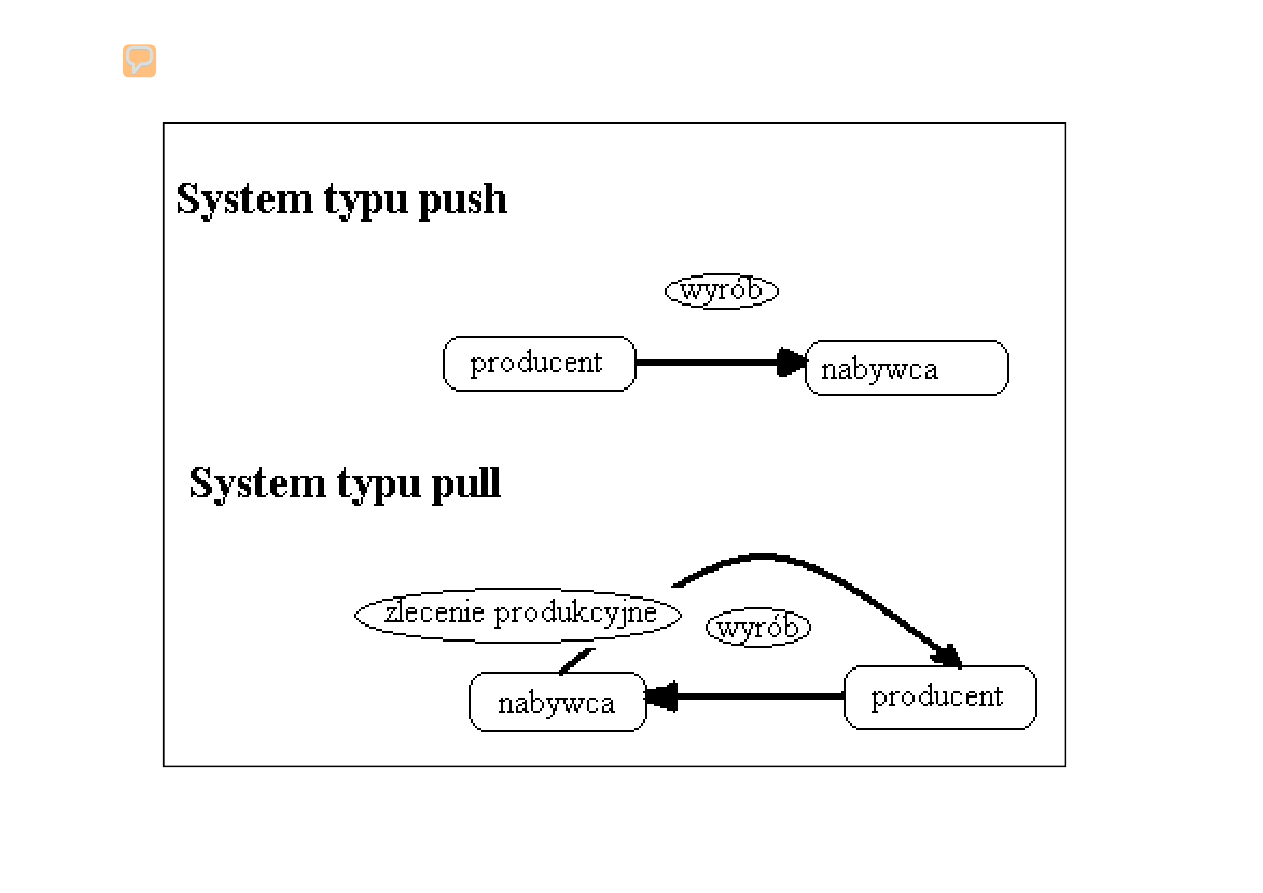
System typu „push” -
tłoczący
Wymuszony przepływ produkcji
System typu „pull” - ssący
Produkcja realizowana na
żądanie
(indywidualne zlecenie klienta)
System nadążnego
sterowania produkcją
Zlecanie zorientowane na
optymalne wykorzystanie
zdolności produkcyjnych

Strategia 1
- typ produkcji jednostkowej lub krótko-seryjnej
realizowanej na zlecenie, przy wykorzystaniu pojedynczych
maszyn w konwencjonalnych systemach wytwarzania oraz
w pełni zautomatyzowanych, elastycznych systemach
wytwarzania FMS (Flexible Manufacturing System).
Maksymalizacja obciążenia zdolności produkcyjnych może
ograniczać swobodę decyzji w zakresie obciążenia
zdolności produkcyjnych dla innych zleceń.
Krótkoterminowe
wykorzystanie
obcych
zdolności
produkcyjnych może zwiększać koszty stałe (konieczność
zawarcia umowy gwarantującej udostępnienie ich w
pożądanym przez nas terminie) .

Strategia 2
- produkcja masowa
Zbyt dostosowuje się do zasad określonych przez spływ
produkcji zakończonej.
Ewentualne wahania zapotrzebowania wyrównywane są
przez zapasy magazynowe.

Strategia 3
- produkcja realizowana na żądanie
- produkcja powtarzalna
Zwiększenie potencjału dostępnych zdolności
produkcyjnych odpowiednio do aktualnych potrzeb bez
zwiększania kosztów stałych.
Źródła rezerw:
•
zapasy
•
„niegospodarności” w organizacji przepływu produkcji
oraz w strukturze produkcyjnej.

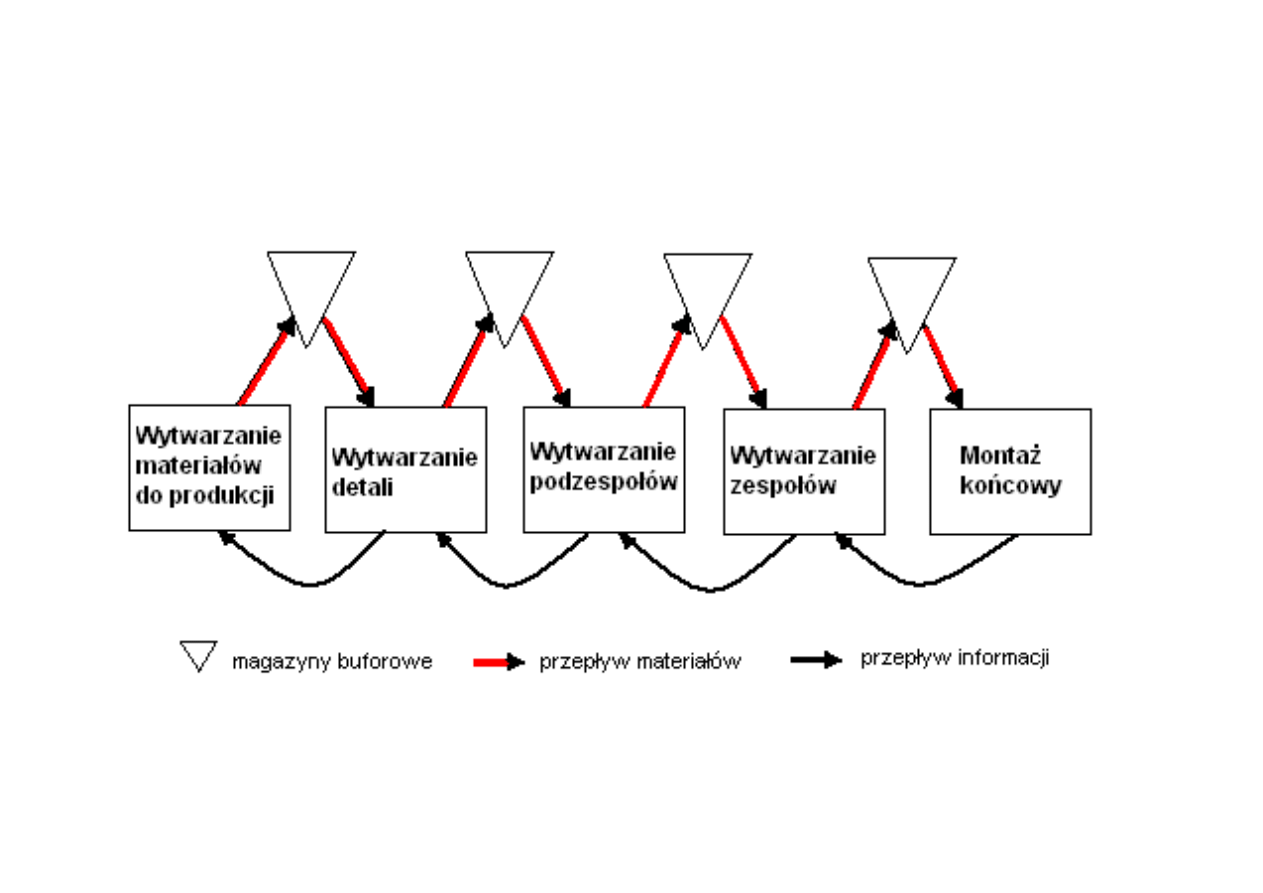
Zaopatrzenie przedsiębiorstwa w materiały do produkcji
kształtowane jest w ścisłej synchronizacji i integracji
współpracy w układzie
Odbiorca – Dostawca
. Dzięki temu
możliwe jest zminimalizowanie ewentualnych strat (zapasów)
i właściwie reagowanie na dynamiczne potrzeby rynku.
Każde uruchomienie produkcji u dostawcy – dokonywane z
odpowiednim wyprzedzeniem – następuje po otrzymaniu
przez niego polecenia od bezpośredniego odbiorcy jego
wyrobów (system typu pull – ssący). Tak, więc każdy
produkt, bez względu na miejsce jego powstawania,
wykonywany jest w odpowiedzi na konkretną, występującą w
danej chwili potrzebę (w odróżnieniu do systemu typu push
– tłoczący, w których producent najpierw wytwarza swój
wyrób, a następnie poszukuje dla niego potencjalnych
nabywców).

SYSTEMY STEROWANIA
PRODUKCJĄ
STRUKTURY SYSTEMÓW
STEROWANIA
15
STRUKTURY SYSTEMÓW
STEROWANIA
Strategia PUSH. Systemy MRP i ERP
Strategia PULL. Systemy JIT
Strategia SQUEZEE. Systemy OPT
Inne strategie: CAW, CRS
Ogólne zasady funkcjonowania systemów ssących i tłoczących
17
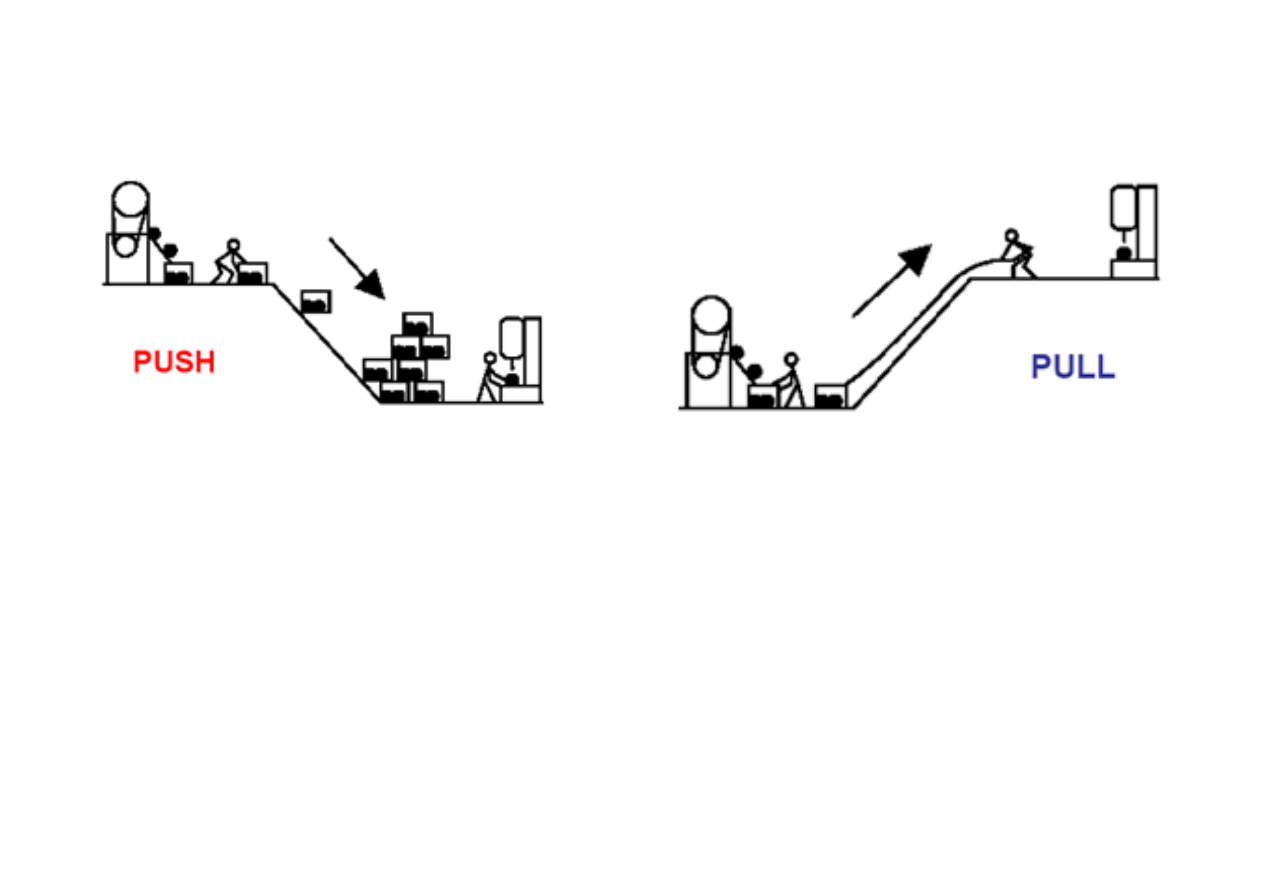
Porównanie systemów PUSH i PULL
Porównanie systemów PUSH i PULL
•Wtłaczanie” pracy bez względu
na możliwości przerobowe
systemu
•Zagrożenie jakości
•Zagrożenie bezpieczeństwa
•Praca w stresie (konflikty)
•Ogólny wynik pogarsza się
•Zasysanie” pracy zależnie od
możliwości przerobowych zasobu
mniej wydajnego
•Poprawa jakości
•Poprawa bezpieczeństwa
•Praca bez stresów
•Ogólny wynik poprawia się

18
Cechy systemu :
1. praca ma być wykonana tak wcześnie, jak to możliwe,
2. konflikty przydziału zasobów nie są rozwiązywane na wczesnym etapie opracowania
harmonogramu, nadawanie priorytetów zadaniom realizowanym przez poszczególne zasoby
jest wyjątkowo trudne,
3. harmonogram wymaga szybkich zmian, jeśli sytuacja się zmieniła.
4. ważne są terminy zakończenia poszczególnych zadań
Organizacje w systemach PUSH działają następująco:
•czasy realizacji zadań, przyjmowane w planie są wydłużane,
•wszystkie zadania rozpoczynają się ASAP
As Soon As Possible
(ang.), czyli "Tak szybko jak to
możliwe",
•mając więcej planowanego czasu, pracownicy muszą akceptować wykonywanie większej liczby
zadań jednocześnie (multitasking).
1. Utrudnione rozwiązywanie konfliktu przydziału zasobów,
2. Śledzenie (przeglądy) projektu dokonywane jest często, aby rejestrować nieprzewidziane
zdarzenia,
3. Niektóre elementy wstępnego planu są zaniedbywane, bo z góry wiadomo, że plan będzie się
zmieniał,
4. Konflikty przydziału zasobów są niekiedy rozwiązywane przez wprowadzanie sztucznych
zależności między zadaniami lub nakładanie sztucznych ograniczeń,
5. Kierownicy projektów muszą walczyć o konieczne zasoby.
PROJEKTY REALIZOWANE W SYSTEMIE PUSH SĄ CZĘSTO SPÓŹNIONE, PRZEKRACZAJĄ BUDŻET I NIE OSIĄGAJĄ
CELÓW
System PUSH

19
•Praca wprowadzana jest do systemu tak późno, jak to jest
praktycznie możliwe (ALAP
As Low As Possible
) przy
uwzględnieniu możliwości całego systemu.
•W danej chwili wykonywana jest tylko niezbędna praca
W zarządzaniu projektami system PULL ujawnia następujące
cechy:
•estymaty czasu równe są wartościom przeciętnym (dokładnie
medianom),
•„ochronie” podlega cały projekt i jego ścieżki, a nie poszczególne
zadania,
•ochrona polega na wprowadzeniu odpowiednich buforów,
•harmonogramy nie wymagają zmian, gdyż są chronione przez
bufory,
•pracownicy są zachęcani do wykonywania zadań możliwie szybko.
System PULL
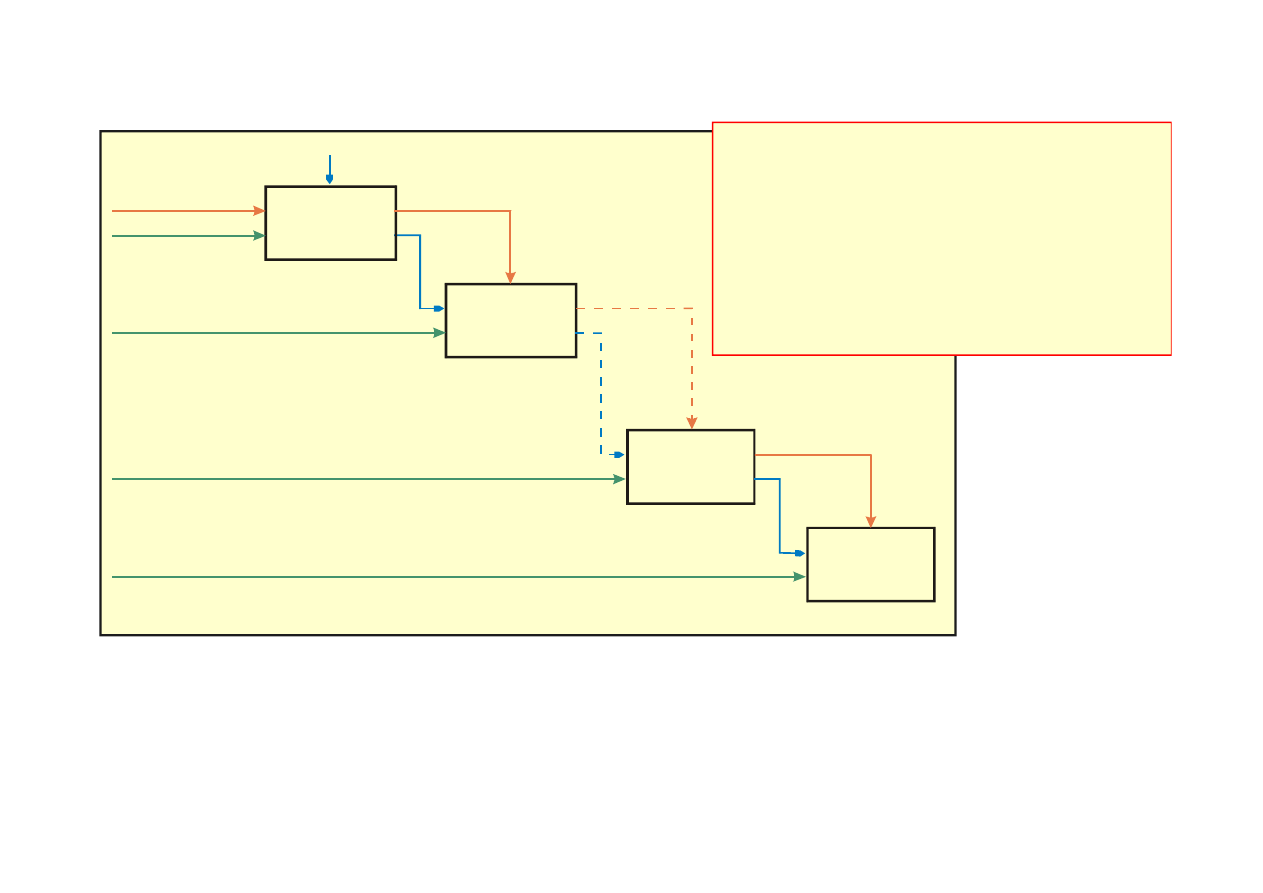
Systemy typu „PUSH”- tłoczące
Stanowisko
robocze 1
Stanowisko
robocze 2
Stanowisko
robocze M-1
Stanowisko
robocze M
planowany
termin wykonania
czas wykonania
materiał
czas wykonania
czas wykonania
przedmiot
produkcji
przedmiot
produkcji
przedmiot
produkcji
czas wykonania
planowany
termin wykonania
planowany
termin wykonania
planowany
termin wykonania
Według harmonogramu
działań (schedule)
opracowywanym kolejno, w
kierunku od pierwszej do
ostatniej operacji !
MRP
(
Material Requirements Planning
)-
s. planowania potrzeb materiałowych
wada-sterowanie przepływem produkcji na zasadzie wtłaczania zleceń produkcyjnych:
duże zapasy produkcji w toku, wydłużenie czasów przepływu-za długie cykle produkcyjne
MRPII
(
Material Resources Planning
)-
s. planowania zasobów produkcyjnych

Strategia PUSH. Systemy MRP i ERP
Strategia PUSH zakłada, że żądania wytwórcze
(zamówienia na produkt końcowy) zostały „przetłumaczone”
na żądania materiałów i półproduktów w określonych
punktach wewnętrznych
i na wejściach systemu, dając
szczegółowy bilans żądań materiałowych (MRP).
Materiały dostarczone na wejście systemu są
przepychane (PUSH) za pomocą sterowań stopniowo w
kierunku wyjścia systemu, według ustalonego harmonogramu
działań określającego dla każdej zaplanowanej operacji,
termin rozpoczęcia i zakończenia oraz zbiór zasobów
przydzielonych do jej realizacji.
Monitorowaniu
podlegają
wszystkie
stanowiska
wytwarzania.

Strategia PUSH. Systemy MRP i ERP
MRP nie rozdziela ograniczonych zasobów do realizacji
zadań lecz określa jedynie ich dostępności i zapotrzebowania
a ostateczne decyzje o końcowym harmonogramie produkcji
podejmuje człowiek.
MRP II – system zarządzania zasobami produkcyjnymi,
rozdziela zasoby do realizacji zadań tworząc nadrzędny
harmonogram pracy systemu (master schedule) bilansujący
możliwości wykonawcze i zamówienia.
ERP
(Enterprise
Resource
Planning)
-
system
zarządzania
wszystkimi
zasobami
produkcyjnymi
przedsiębiorstwa, rozdziela zasoby do realizacji zadań.
Można zastosować klasyczną teorię szeregowania
zadań i rozdziału zasobów.
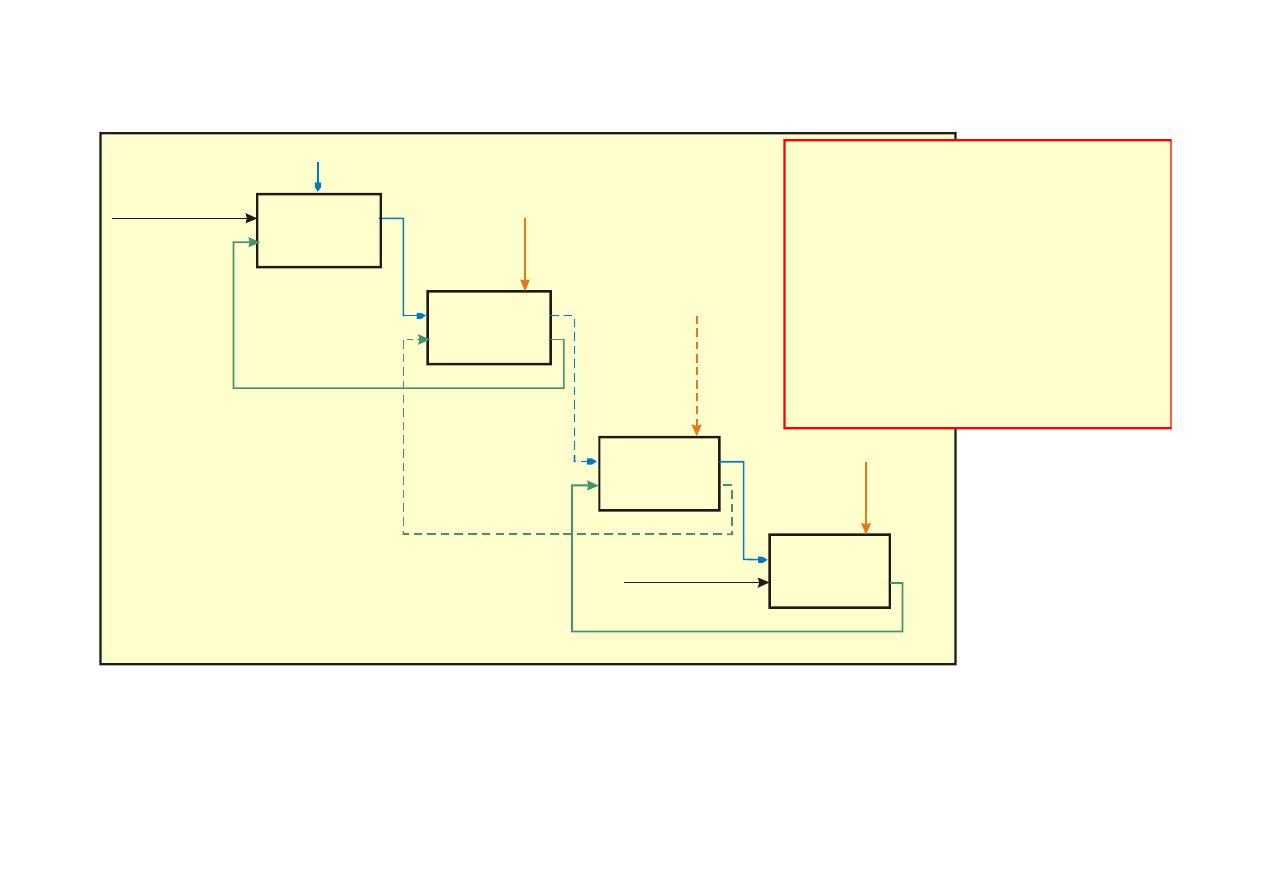
Systemy typu „PULL”- ssące
Stanowisko
robocze 1
Stanowisko
robocze 2
Stanowisko
robocze M-1
Stanowisko
robocze M
planowany
termin wykonania
czas wykonania
materiał
czas wykonania
czas wykonania
przedmiot
produkcji
przedmiot
produkcji
przedmiot
produkcji
czas wykonania
planowany
termin wykonania
planowany
termin wykonania
planowany
termin wykonania
Proces jest określany z
perspektywy jego
ostatniej operacji.
Wyznaczane są czasy
wykonania kolejnych,
poprzednich operacji.
System Produkcji Toyota (SPT) z systemem Kanban.
Jeżeli części nie są
dostępne na stan. montażu finalnego to są ściągane ze stan. poprzedzającego itd.
„Ssanie” jest realizowane również w zakresie dostaw do produkcji.
Przykład systemu ssącego:

Strategia PULL. Systemy JIT
Strategia przyjmuje za podstawę produkcji zgłoszoną
wielkość zapotrzebowania na określony produkt finalny, który
powoduje powstanie ssania (PULL) na wyjściu systemu
wytwarzania. Ssanie to jest następnie „tłumaczone” na ssanie
materiałów i półproduktów, skierowane do stanowisk
poprzednich i rozprzestrzenia się od wyjścia systemu w
kierunku jego wejścia.
Brak ssania oznacza bezczynność systemu i stanowisk
wytwarzania, zapobiegając zbędnemu wytwarzaniu produktu
na zapas.
Informacyjne
sprzężenie
zwrotne
pozwala
na
samosterowanie systemu i jego adaptację do żądań
zgłoszonych na wyjściu. Celem systemu jest możliwie szybka
adaptacja aktualnego wyjścia do wyjścia zadanego, przy
czym wszystkie wyjścia maja charakter dynamiczny.
26
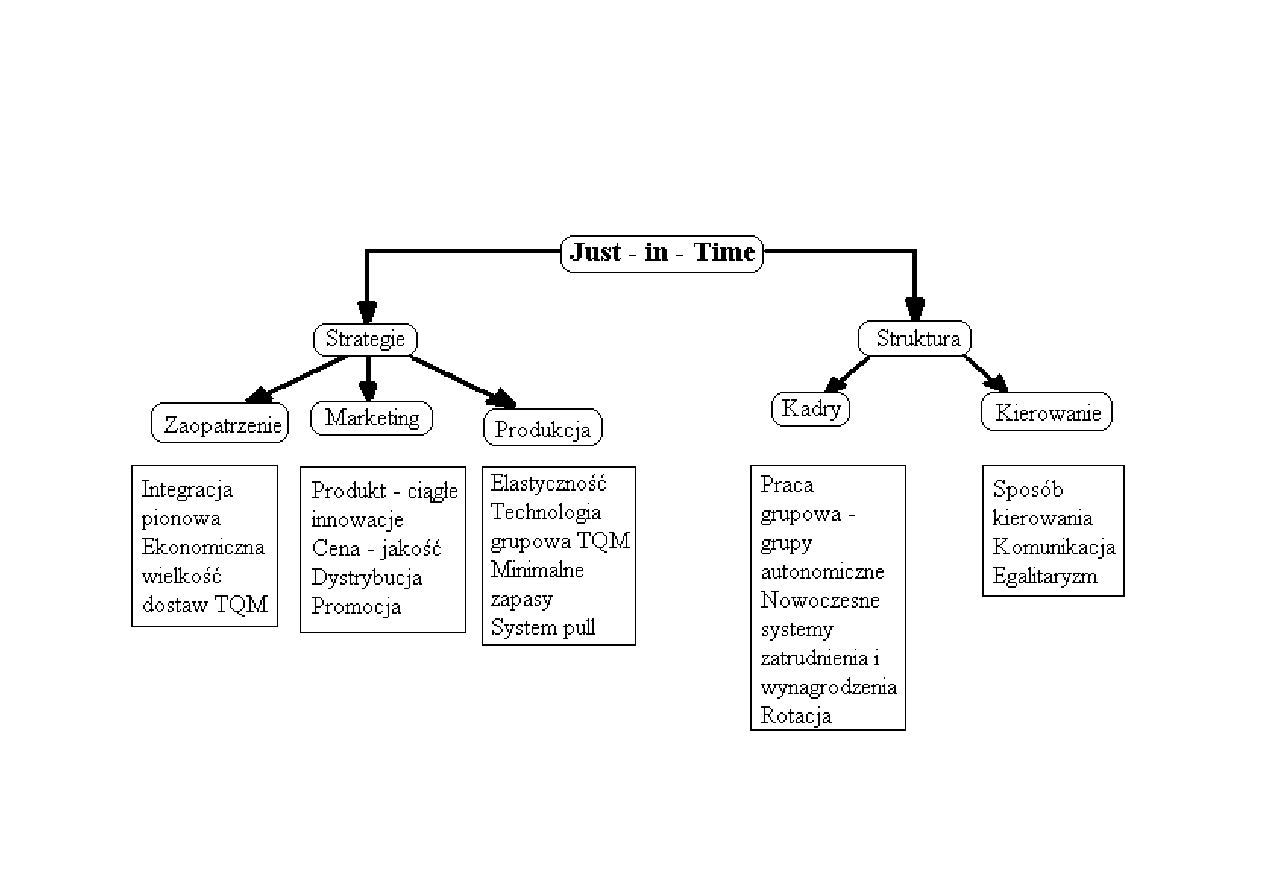
Just In Time (JIT)
Metoda planowania i kontroli produkcji oparta na określonej
filozofii działania, której celem jest wyeliminowanie z
procesu produkcyjnego wszelkich strat przez produkowanie
właściwych wyrobów, w żądanej ilości i terminie oraz
dostarczenia ich do miejsc, gdzie sa potrzebne dokładnie
wtedy gdy potrzeby występują.
Nie akumuluje (ZI, zero inventory) lub minimalizuje zapasy
produkcji w toku poprzez dostarczanie produktów „na
żądanie” i „dokładnie na czas”.

27
Just In Time (JIT)
Niezależnie od rozmiarów przedsiębiorstwa, unikalności i
złożoności produkcji, filozofia JIT jest taka sama.
W systemach JIT podstawowym celem funkcjonowania firmy
jest: „…perfekcyjne dostosowanie wyjść systemu
produkcyjnego do potrzeb rynku, przy eliminacji wszelkich
przestojów i marnotrawstwa
1)
”
1)
Marnotrawstwo określa się jako zbiór wszelkiego rodzaju zdarzeń
produkcyjnych, podnoszących koszt wyrobu, ale nie podnoszących jego wartości
(mogą to być np. przestoje produkcyjne czy zbędne pomiary jakości)
Elementy charakterystyczne dla rzeczywistego
funkcjonowania systemu JIT

29
Just In Time (JIT)
Podstawy
:
1.
Produkt
powinien być
zaprojektowany
pod kątem
modularności, łatwości wytwarzania i eliminowania wszelkiej
zbędnej złożoności.
2.
Zastosowanie produkcji potokowej
(odejście od produkcji
dużymi partiami).
3.
Synchronizacja procesów produkcyjnych
w warunkach
równomiernego obciążenia, przy pewnym poziomie
niedociążenia, umożliwiającego natychmiastową reakcję na
wszelkie nieprawidłowości przez zatrzymanie całej linii
produkcyjnej.

4.
Eliminowanie
wszelkich
strat
powstających w procesie
produkcyjnym. Do strat zalicza się:
- produkcję nadmiernej liczby wyrobów w stosunku do
zapotrzebowania,
- produkcję części na zapas (nie wiadomo czy i kiedy zostaną
wykorzystane w dalszym procesie produkcyjnym, a na razie
stanowią zamrożony kapitał),
- zbędny transport,
- oczekiwanie (na materiał, na narzędzia, na zakończenie
wykonywania poprzedniej operacji), a także bezczynność
pracownika w okresie, gdy wyrób jest obrabiany na
stanowisku bez jego bezpośredniego udziału,
- braki (strata nie tylko materiału, energii, pracy człowieka i
maszyny, ale także straty wynikłe z kosztów napraw, z
obsługi serwisowej, itp.)
- zapasy zabezpieczające (jako zamrożony kapitał)
- zbędne procesy oraz bezużyteczne działanie robotnika.

5. Zastosowanie w procesie produkcyjnym robotów i
manipulatorów, umożliwiających
automatyzację operacji
produkcyjnych
.
6. Precyzyjna
kontrola jakości na każdym stanowisku pracy
-
przeniesienie odpowiedzialności za jakość na bezpośrednich
wykonawców. Kompleksowe sterowanie jakością (TQC –
Total Quality Control).
7.
Sprawny i niezawodny system transportowy.
8.
Stabilność dostaw
- dostawcy materiałów i kooperanci muszą
gwarantować wysoką jakość i terminowość dostaw.
9.
Redukowanie wielkości partii produkcyjnej
. Zredukowana
partia produkcyjna umożliwia osiągnięcie potokowej formy
organizacji produkcji, co prowadzi do minimalizacji zapasów
produkcji w toku. Jednocześnie należy dążyć do redukcji
zapasów zabezpieczających przez przewidywanie przyczyn
powstawania przestojów, które są kompensowane tymi
zapasami.

Cechy JIT:
jakość – 0% braków (produkcja bezbrakowa);
ilość – nie mniej, nie więcej (nie produkować ani zbyt małej ,
ani zbyt dużej ilości);
terminowość – nie za wcześnie, nie za późno (dotrzymywać
dokładnego terminu dostarczania gotowych wyrobów do
odbiorców).
Osiągane w wyniku realizacji celów cząstkowych :
minimalizacji cykli produkcyjnych;
minimalizacji wielkości partii produkcyjnych;
minimalizacji czasów przygotowawczo-zakończeniowych;
redukcji lub eliminacji czynności transportowych i
manipulacyjnych;
minimalizacji liczby braków;
redukcji lub eliminacji przestojów pracowników i maszyn.
33
Just In Time (JIT)
JIT -„dokładnie na czas”:
w szerszym sensie:
Zespół
przedsięwzięć
technologiczno-
organizacyjnych, umożliwiających produkcję i
zaopatrzenie
w
małych
partiach,
a
w
konsekwencji
likwidację
magazynów
w
przedsiębiorstwie, skrócenie cykli produkcyjnych
i szybszą reakcję na zmiany popytu.
34
Just In Time (JIT)
JIT -„dokładnie na czas”:
w węższym sensie:
system
sterowania
produkcją
powtarzalną
generującym
zlecenia
produkcyjne
i
zaopatrzeniowe w chwilach powstania potrzeb,
nie pojedynczo lecz małymi partiami – metoda
Kanban, a nie z wyprzedzeniem jak w systemie
MRP (planowania potrzeb materiałowych).
35
Produkcja powtarzalna
•
skończona liczba wariantów uzbrojenia
maszyn,
•
skończona liczba wariantów wykonawczych,
•
warianty powtarzają się w na ogół
nieregularnych odstępach czasu,
•
przezbrojenia dotyczą całych komórek
produkcyjnych,
•
od przezbrojenia do przezbrojenia pracujemy
w określonym wariancie produkcji.

36
Just In Time (JIT). Kanban
W wielu systemach JIT przyjmuje się, że przepływ
zadań produkcyjnych odbywa się na zamówienie, nie
pojedynczo lecz małymi porcjami.
Żądanie (ssanie) na materiały lub półprodukty
wewnątrz systemu ma postać karty zamówienia o
określonej wielkości partii
(Kanban)
, przesyłanej
cyklicznie pomiędzy stanowiskami.
Liczba krążących kart oraz wielkość partii zamówienia
ustalana jest przez nadrzędny system sterowania.

37
Just In Time (JIT). Kanban
Dzięki wprowadzeniu kart Kanban, pomiędzy
poszczególnymi stadiami procesu technologicznego
pojawiają
się
niewielkie,
ściśle
kontrolowane
niewielkie zapasy produkcji w toku (WIP), które
pozwalają m.in. na:
wygładzanie naturalnej fluktuacji procesu,
zapewnienie ciągłości realizacji zamówień,
szybkie reagowanie na zgłoszone zamówienia.
38
Porównanie JIT i MRP
MRP
mówi:
CZY CHCESZ CZY NIE, MASZ
JIT
mówi:
NIE DAJ MI, ZAWOŁAM NA CIEBIE,
KIEDY BĘDĘ POTRZEBOWAŁ
39
Porównanie JIT i MRP
1. Planowanie produkcji
MRP
– okres planistyczny jest dłuższy i jest podzielony
na fazy ze względu na stałe cykle realizacji zleceń.
JIT
– rozmiary serii są generalnie mniejsze, a
produkcja zaczyna się niemal natychmiast po
pojawieniu się zapotrzebowania

40
Porównanie JIT i MRP
2. Planowanie zdolności produkcyjnych
MRP
– ze względu na szacunkowe planowanie
zdolności produkcyjnych, nie jest możliwe ustalenie
dokładnego czasu trwania operacji technologicznych
dla danej maszyny, ani kolejności realizacji
poszczególnych zadań produkcyjnych.
JIT
– krótsze czasy realizacji zadań produkcyjnych,
dzięki czemu szacunkowe planowanie zdolności
produkcyjnych jest dokładniejsze oraz możliwe jest
również bardziej równomierne obciążenie stanowisk
produkcyjnych w czasie (min. przeciążeń).

41
Porównanie JIT i MRP
3. Zarządzanie zapasami
MRP
– ustala dokładne potrzeby materiałowe, które są
systematycznie porównywane ze stanem rzeczywis-
tym. Mogą pojawić się nadmiary lub niedobory
zapasów w pewnych okresach.
JIT
– nie jest konieczne administracyjne obsługiwanie
systemu zapasów. Przepływ materiałów jest auto-
matycznie zsynchronizowany z zapotrzebowaniem
klienta.

42
Strategia SQUEZEE. Systemy OPT
Wydajność systemu jest ograniczona przepustowością
wąskiego przekroju (wąskiego gardła) systemu
wytwarzania
TOC (Theory of Constraints – Teoria Ograniczeń –
zsynchronizowane wytwarzanie).
Przekrój – zestaw stanowisk wytwórczych, przez które
produkcja się przeciska (SQUEZEE) powodując spiętrzenia
i kolejki zadań.
OPT (Optimised Production Technology) ustala optymalnie
harmonogram pracy stanowisk wąskiego przekroju, a
następnie dostosowuje harmonogram pracy pozostałych
stanowisk w celu uzyskania rozwiązania dopuszczalnego.
43
Strategia CAW
(Constant Average Workload)
steruje zleceniami produkcyjnymi w celu zapewnie-
nia stałego średniego obciążenia stanowisk,
wspomaga MRP II w produkcji seryjnej.
Polecana gdy:
terminy dostaw są stałe,
zdolności produkcyjne są niezmienne,
realizacja zadań na stanowiskach jest monitorowana,
dostawy materiałów są stabilne.

44
Strategia CRS
(Continuous Replenishment of Stocks)
Dąży do uzupełniania zbilansowanych stanów
potrzeb materiałowych.
Polecana dla produkcji :
w przeważającej części seryjnej lub powtarzalnej,
płynnej,
monitorowanej,
ze stałym, niezależnym od długości serii,
zapotrzebowaniem materiałów.
Document Outline
- STEROWANIE PRODUKCJĄ
- Slide Number 2
- Strategie sterowania produkcją
- Slide Number 4
- Slide Number 5
- Slide Number 6
- Slide Number 7
- Slide Number 8
- Slide Number 9
- Slide Number 10
- Slide Number 11
- Slide Number 12
- Slide Number 13
- SYSTEMY STEROWANIA PRODUKCJĄ
- STRUKTURY SYSTEMÓW STEROWANIA
- Slide Number 16
- Slide Number 17
- Slide Number 18
- Slide Number 19
- Systemy typu „PUSH”- tłoczące
- Strategia PUSH. Systemy MRP i ERP
- Strategia PUSH. Systemy MRP i ERP
- Systemy typu „PULL”- ssące
- Slide Number 24
- Strategia PULL. Systemy JIT
- Just In Time (JIT)
- Just In Time (JIT)
- Slide Number 28
- Just In Time (JIT)
- Slide Number 30
- Slide Number 31
- Slide Number 32
- Just In Time (JIT)
- Just In Time (JIT)
- Produkcja powtarzalna
- Just In Time (JIT). Kanban
- Just In Time (JIT). Kanban
- Porównanie JIT i MRP
- Porównanie JIT i MRP
- Porównanie JIT i MRP
- Porównanie JIT i MRP
- Strategia SQUEZEE. Systemy OPT
- Strategia CAW (Constant Average Workload)
- Strategia CRS (Continuous Replenishment of Stocks)
Wyszukiwarka
Podobne podstrony:
Strategia wyklad 9, Zarządzanie i inżynieria produkcji, Semestr 5, Zarządzanie strategiczne
Strategia wyklad 6, Zarządzanie i inżynieria produkcji, Semestr 5, Zarządzanie strategiczne
Wykład 7 Sterowanie produkcją
WYKŁAD 02 SterowCyfrowe
Wyklad 3 Strategia a zarzadzanie strategiczne
Wykład 3 Usługa jako produkt
Wykład 3 Strategie kosztowe
Materiały z wykładu strategie marketingu
LOGISTYKA JAKO STRATEGIA ZARZĄDZANIA PRODUKCJĄ
wykłady procesy i techniki produkcyjne
baruk, zarządzanie produkcją, PLANOWANIE OPERATYWNE I STEROWANIE PRODUKCJĄ
strategia firmy cateringowej-zarz[1][1].strateg., Strategia przedsiębiorstwa produkcyjno-handlowego
Strategie marketingowe, alianse , Strategia nowego produktu
Strategie marketingowe, alianse , Strategia nowego produktu
wykład 3 strategia
TRB, 1B, Wykład, 24
więcej podobnych podstron