
ARCHIWUM ODLEWNICTWA
289
36/19
ŻELIWO NA FORMY SZKLARSKIE
M.S. SOIŃSKI
1
, T. WARCHALA
2
Katedra Odlewnictwa Politechniki Częstochowskiej,
42-200 Częstochowa, Al. Armii Krajowej 19.
STRESZCZENIE
Przedstawiono warunki pracy form szklarskich i wynikające stąd wymagania
materiałowe. Na tym tle dokonano oceny porównawczej żeliwa szarego niestopowego,
niskostopowego, wermikularnego ferrytycznego oraz sferoidalnego ferrytycznego.
Wykazano zasadność preferencji żeliwa wermikularnego ferrytycznego.
Key words: moulds for glassmak ing industry, grey cast iron, nodular cast iron, ver-
micular cast iron, cast thermal conductivity, elevated temperature, the r-
mal shock
1. WPROWADZENIE
Formy szklarskie stanowią specyficzną grupę odlewów, najczęściej żeliwnych,
charakteryzujących się względnie dużą grubością ścianki (> 40 mm) w stosunku do
wymiarów gabarytowych oraz trudnymi warunkami pracy. Temperatura masy szklanej,
wprowadzanej do wnęki roboczej przedmiotowej formy, mieści się w granicach
1100
o
C do 1200
o
C. Powoduje to nagrzewanie się jej warstwy wierzchniej do temperatur
powyżej 700
o
C, a więc powyżej krytycznych z punktu widzenia utleniania zewnętrzn e-
go i wewnętrznego oraz przemian w stanie stałym. Wzrastają wewnętrzne naprężenia
cieplne, wynikające z gradientu temperatury na grubości ścianki. Wynikające, z rytmu
produkcyjnego, cykliczne zmieniające się temperatury podczas napełniania i opróżnia-
nia formy, powodują występowanie efektu wstrząsów cieplnych. Powstające na tym tle
problemy ujawniają się ze szczególną siłą w warunkach masowej produkcji opakowań
1
Dr hab. inż., prof. PCz
2
Doc. dr inż.
Rok 2006, Rocznik 6, Nr 19
Archives of Foundry
Year 2006, Volume 6, Book 19
PAN - Katowice PL ISSN 1642-5308
290
szklanych. Stąd też, omawiane odlewy, wyróżniają się szczególnymi wymaganiami
materiałowymi, niekiedy wzajemnie się ograniczającymi.
Do wymagań tych E. Piwowarsky [1] zalicza (bez rangowania ważności):
-
drobnoziarnistą i zwartą strukturę,
-
dobrą skrawalność i zdolność do polerowania,
-
dobrą przewodność cieplna,
-
odporność na utlenianie w podwyższonych temperaturach,
-
mały współczynnik rozszerzalności cieplnej,
-
małą skłonność do rośnięcia w podwyższonych temperaturach,
-
odporność na zmęczenie cieplne,
-
brak skłonności do przywierania masy szklanej,
-
odporność na zużycie mechaniczne.
Nawet pobieżna ocena wymienionych wymagań wykazuje, że nie jest możliwe spełnie-
nie wszystkich wymogów na równie wysokim poziomie.
2. OPTYMALNA STRUKTURA ŻELIWA
Bez wątpienia, dotrzymanie większości oczekiwań wymaga zapewnienia od-
lewom form jednorodnej, drobnoziarnistej i stabilnej struktury, o dobrej przewodności
cieplnej i znaczących właściwościach wytrzymałościowych. Pewną miarą jakości żeli-
wa, pracującego w podwyższonych temperaturach, może być współczynnik Decropa,
określający odporność na wstrząsy cieplne [2]:
m
m
R
E
A
R
k
,
(1)
gdzie: k – współczynnik odporności na wstrząsy cieplne,
R
m
- wytrzymałość doraźna na rozciąganie, MPa,
A - wydłużenie względne, %,
- współczynnik przewodności cieplnej, W/(m
K),
E - moduł sprężystości podłużnej, MPa,
- współczynnik liniowej rozszerzalności cieplnej, K
-1
,
R
m.
- spadek wytrzymałości na rozciąganie ze wzrostem temperatury, MPa
K
-1
.
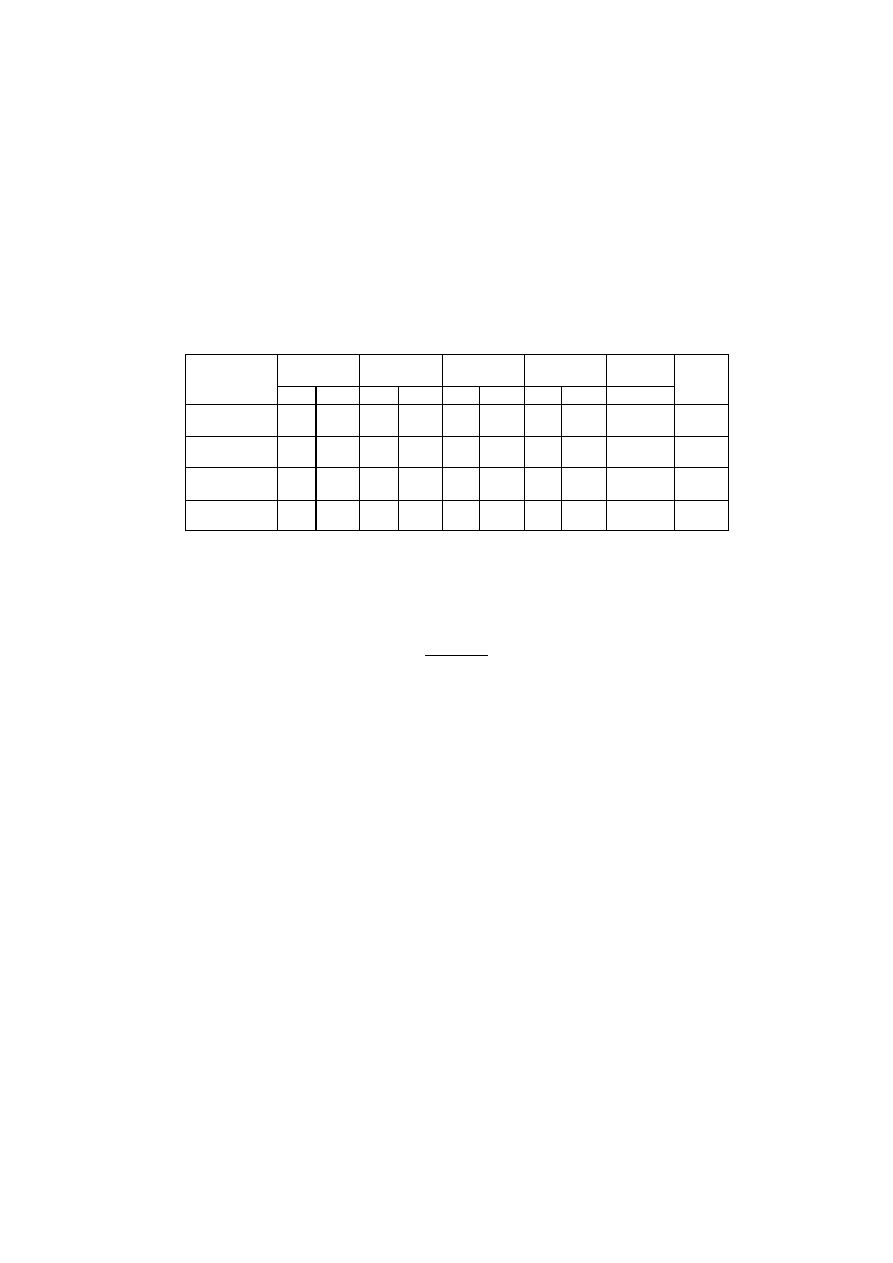
Ze wzrostem temperatury właściwości te, poza A i
, maleją, co uwidacznia tabela 1.
Zawarte w niej liczby są przybliżone, zwłaszcza w podwyższonej temperaturze. Obli-
czone na ich podstawie wartości współczynnika k podstawowych rodzajów żeliwa uj-
muje kolumna ostatnia. Przewaga żeliwa z izolowanymi wydzieleniami grafitu jest tu
bezsporna. Komentarza wymaga jednak dosyć duża przewaga żeliwa sferoidalnego nad
żeliwem wermikularnym. To prawda, pęknięcia spowodowane wstrząsami cieplnymi
w odlewach z żeliwa sferoidalnego pojawiają się po większej liczbie cykli nagrzewania
i chłodzenia niż w odlewach z żeliwa wermikularnego (mniejsza R
m
i A). Jednakże, na
ARCHIWUM ODLEWNICTWA
291
skutek mniejszej przewodności cieplnej, powstające w odlewach z żeliwa sferoidalnego
gradienty temperatur są większe i odlewy zaczynają się trwale odkształcać, jeszcze
przed pojawianiem się pęknięć. Przekreśla to możliwość dalszej ich eksploatacji.
Tabela 1. Porównanie wybranych właściwości podstawowych rodzajów żeliwa (na podstawie [3])
Table 1. Comparison of selected properties of main cast iron types (based on Ref. 3)
Rodzaj żeliwa
R
m.
, M Pa
A, %
, W/(m
K)
E
0
, GPa
,
x10
-6
K
-1
k
20
0
C 500
0
C 20
0
C 500
0
C 20
0
C 500
0
C 20
0
C 500
0
C 0
500
0
C
Szare niesto-
powe
220
170
0,7
1,4
52
43
130
102
13,0
26721
Szare nisko-
stopowe
1)
320
280
0,6
1,2
44
40
140
121
13,1
29345
Wermikularne
ferrytyczne
300
230
6
10
45
40
140
112
12,2
176245
Sferoidalne
ferrytyczne
400
295
18
21
38
35
169
140
13,2
250665
1)
Cr <0,5%, Mo ≤ 0,5%
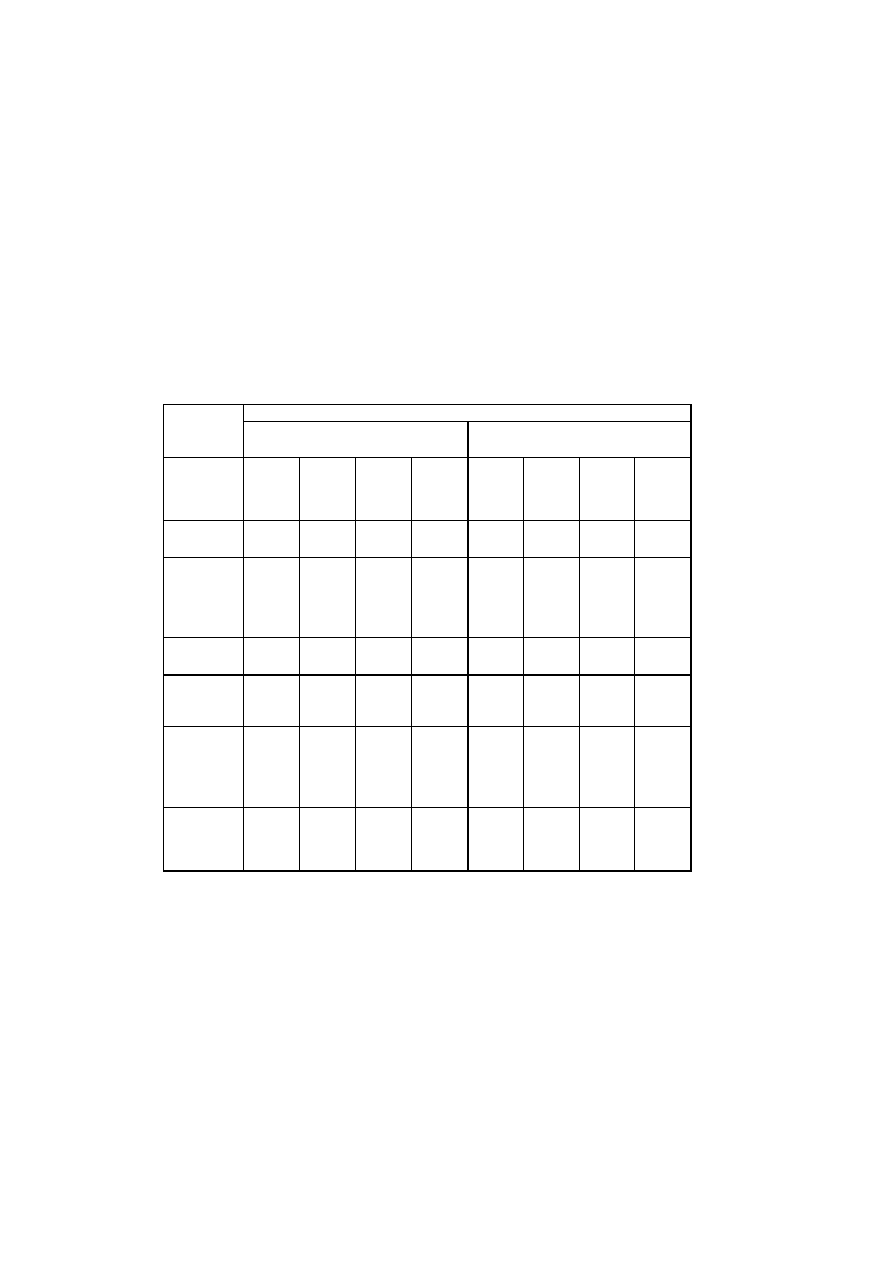
Uzasadnieniem tych rozważań może być przybliżona ocena różnicowania się
naprężeń cieplnych w odlewach z rozpatrywanych wyżej rodzajów żeliwa, zamieszczo-
na w tabeli 2. Wielkość naprężeń cieplnych obliczono w oparciu o wzór [3]:
1
2
T
E
th
(2)
gdzie:
σ
th
– naprężenia cieplne, MPa,
E, β i ΔT – jak we wzorze (1),
μ
- współczynnik Poissona.
Przyjmując, jako punkt odniesienia, przewodność cieplną żeliwa szarego nie-
stopowego, otrzymano współczynniki wzrostu naprężeń c, będące ilorazem współczyn-
nika przewodności cieplnej tegoż żeliwa i każdego z pozostałych jego rodzajów, od-
dzielnie. Żeliwo sferoidalne wykazało największą wartość omawianego współczynn ika.
Większa przewodność cieplna żeliwa wermikularnego aniżeli żeliwa sferoidalnego
wynika, między innymi, z faktu, iż to pierwsze charakteryzuje się około dwa razy więk-
szą liczbą komórek eutektycznych [4]. Tym samym, odległości między wydzieleniami
grafitu, głównej przyczyny dobrej przewodności cieplnej żeliwa, są tu znacznie mniej-
sze niż w przypadku żeliwa sferoidalnego Należy tu dodać, że współczynnik przewo d-
ności cieplnej grafitu wynosi (średnio) 220 W/(m
K), podczas gdy ferrytu 72,5
W/(m
K), perlitu 53,5 W/( m
K), a cementytu tylko 7 W/(m
K) [2].
Z badań A.E. Sztejnbacha i in. [5] nad odpornością na zmęczenie cieplne n i-
skostopowego żeliwa szarego, wermikularnego i sferoidalnego wynika, że najlepszą
odpornością na udary cieplne cechuje się ferrytyczne żeliwo wermikularne i sferoidalne
292
zawierające – w obu przypadkach – molibden. W pracy [6] stwierdzono, że formy
szklarskie z żeliwa wermikularnego ferrytyczno-perlitycznego wykazały dwukrotnie
większą trwałość aniżeli analogiczne formy z żeliwa szarego gatunku 200 z dodatkiem
niklu i miedzi (temperatura kształtowania masy szklarskiej 1000 ÷ 1100
o
C).
Tabela 2. Ocena porównawcza wielkości naprężeń cieplnych w zależności od rodzaju żeliwa
i temperatury otoczenia (na podstawie [3] )
Table 2. Comparative assessment of values of thermal stresses depending on the cast iron type
and ambient temperature (based on Ref. 3)
Właściwości
Temperatura / Różnica temperatur (
T
0
C )
100
0
C
100
0
– 20
0
= 80
0
C
500
0C
500
0
– 20
0
= 480
0
C
Rodzaj
żeliwa
Szare
niesto-
powe
Szare
nisko-
topo-
we
1)
Wermi-
kularne
ferryty-
czne
Sfero-
idalne
ferry-
tyczne
Szare
niesto-
powe
Szare
nisko-
stopo-
we
1)
Wermi-
kularne
ferryty -
czne
Sfero-
idalne
ferryty -
czne
M oduł E,
GPa
120
132
136
155
102
121
112
140
Współczyn-
nik rozsze-
rzalności
cieplnej
,
10
-6
K
-1
9,8
9,9
9,8
11,4
13,0
13,1
12,2
13,2
Liczba
Poissona
0,26
0,26
0,275
0,265
0,25
0,25
0,27
0,26
Naprężenia
cieplne
th
,
M Pa
59,3
70,6
73,5
96,2
424,3
507,2
449,2
599,3
Współczyn-
nik prze-
wodności
cieplnej
,
W/(m
K)
52
44
45
38
43
40
40
35
Współczyn-
nik wzrostu
naprężeń
c =
1
/
x
2)
1,0
1,18
1,16
1,37
1,0
1,07
1,07
1,23
1)
Cr < 0,5%, M o≤ 0,5%
2)
1
– współczynnik przewodności cieplnej żeliwa szarego niestopowego,
x
– współczynnik
przewodności cieplnej danego żeliwa.
Bardzo interesującą, pogłębioną analizę porównawczą struktury żeliwa na fo r-
my szklarskie produkcji czeskiej, niemieckiej i amerykańskiej, przedstawił J.W. Gawri-
lin [7]. Badania prowadzono w odległości 5 mm oraz 30 mm, licząc od powierzchni
surowej wnęki formy, ukształtowanej w kokili. Pierwsza odległość odpowiada wielko-
ARCHIWUM ODLEWNICTWA
293
ści naddatku na obróbkę, natomiast druga – strefie najpóźniej krzepnącej, a więc naj-
mniej zwartej, limitującej przewodność cieplną formy jako całości. W strefie tej nie
dopuszcza się występowania pęcherzy oraz porowatości skurczowej, pożądane są nat o-
miast duże wydzielenia grafitu płatkowego, zapewniające najlepszą przewodność ciep l-
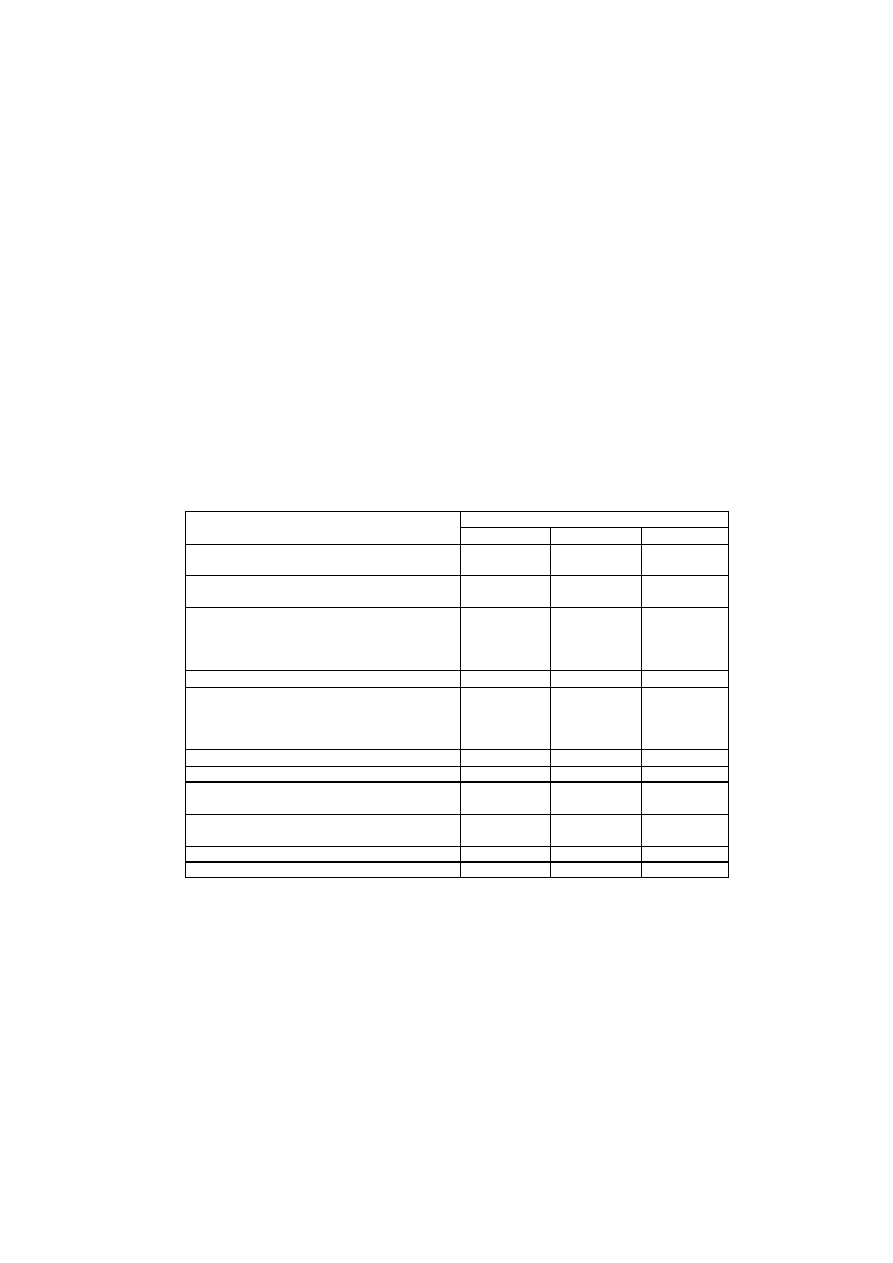
ną. Rezultaty badań ujmuje tabela 3. Jednorodność mikrostruktury oceniano jako stos u-
nek wielkości najmniejszych komórek eutektycznych do komórek największych,
w trzech różnych polach widzenia. Powierzchnia wydzieleń grafitu wewnątrz komórek
eutektycznych określa skłonność żeliwa do wypalania węgla w podwyższonych tempe-
raturach, zanieczyszczenia w ferrycie charakteryzują odporność na inicjowanie pęknięć,
natomiast jednorodność struktury jest miarą stabilności oraz poziomu technologicznego
wytopu żeliwa. Można się zgodzić z tezą autora pracy [7], że żeliwo firmy BRK należa-
łoby, póki co, przyjąć jako standard w przemyśle szklarskim.
Tabela 3. Cechy struktury badanego żeliwa na formy szklarskie [7]
Table 3. Characteristics of cast iron used for moulds for glassmaking industry
Cecha
Żeliwo
„czeskie”
OM CO
BRK
Osnowa metalowa na głębokości: 5 mm
30 mm
ferrytyczna
ferryt.-perlit.
ferrytyczna
ferryt.-perlit.
ferrytyczna
ferryt.-perlit.
Kształt wydzieleń grafitu na głębokości: 5 mm
30 mm
wermikularny
płatkowy C
wermikularny
płatkowy C
wermikularny
wermikularny
Maksymalna wielkość grafitu na głębokości:
5 mm [μm]
30 mm
[mm]
30 ÷ 50
< 1
15 ÷ 18
< 1
6 ÷ 10
< 1
Powierzchnia zgładu zajęta przez grafit, %
40 ÷ 45
26 ÷ 30
20 ÷ 25
Eutektyka fosforowa
pseudo-
podwójna,
równomiernie
rozmieszczona
pseudo-
podwójna,
równomiernie
rozmieszczona
nie stwier-
dzono obec-
ności
Odległość między dendrytami, μm
120
90
60
Odległość między gałęziami dendrytów, μm
13
12
8
Maksymalny wymiar międzydendrytycznych
kolonii grafitu, μm
1
0,3
0,2
Powierzchnia zajęta przez grafit wewnątrz
kolonii, %
70 ÷ 80
51 ÷ 72
45 ÷ 64
Zanieczyszczenie ferrytu wtrąceniami, %
10 ÷ 16
3 ÷ 10
2 ÷ 8
Jednorodność mikrostruktury
0,001
0,03
0,02
3. PODSUMOWANIE
Na podstawie rozważań teoretycznych, a także w oparciu o wyniki szeregu
prac badawczych można stwierdzić, że najodpowiedniejszym, w chwili obecnej, mat e-
riałem, spełniającym wymagania stawiane żeliwu na formy dla przemysłu szklarskiego,
jest żeliwo o pośrednich formach grafitu, np. żeliwo wermikularne o osnowie ferrytycz-

294
nej. Jego skład chemiczny powinien być bliski składowi eutektycznemu, zapewniają-
cemu w miarę drobne i liczne wydzielenia grafitu wermikularnego, bez wydzieleń eu-
tektyki fosforowej i z możliwie jak najmniejszą ilością wtrąceń niemetalicznych. Za-
wartość węgla powinna być możliwie wysoka (3,6 ÷ 3,9%), przy względnie małej za-
wartości krzemu (1,9 ÷ 2,5%). Z uwagi na korzystną dla form szklarskich rolę grafitu,
należałoby preferować udział węgla na górnej granicy przy jednocześnie mniejszej
zawartości krzemu. Także mangan nie jest składnikiem korzystnym i utrudnia otrzyma-
nie ferrytycznej osnowy, wykazuje skłonność do segregacji, stanowiąc jedn ocześnie
źródło wtrąceń niemetalicznych w postaci tlenków i siarczków. Ilość manganu nie p o-
winna przekraczać 0,4%. Zawartość siarki powinna być jak najmniejsza (≤ 0,01%),
zawartość fosforu także należy ograniczyć (poniżej 0,07%). Przy ustalaniu ostatecznego
składu chemicznego żeliwa należy uwzględnić także grubość ścianki odlewu formy.
LITERATURA
[1] E. Piwowarsky: Hochwertiges Gußeisen. Springer Verlag. Berlin-Götingen-
Heidelberg. 1961.
[2] C. Podrzucki: Żeliwo. Struk tura, właściwości, zastosowanie. Tom II, Wydawnic-
two ZG STOP, Kraków 1991.
[3] E. Nechtelberger: Gußeisenwerk stoffe. Eigenschaften unlegierter und niedrigl e-
gierter Gußeisen mit Lamellengraphit/Kugelgraphit/Vermiculargraphit im Temp e-
raturbereich bis 500
o
C. Teil 1, 2, 3. Fachverlag Schiele & Schön GmbH, Berlin
1977.
[4] J. Riposan, L. Sofroni, M.Chisamera: Verschließverhalten von Gußeisen mit Ver-
miculargraphit bei trock ener Reibung. Giesserei-Praxis. 1978 nr 21 s. 351-357
[5] A.E. Sztejnach i in.: Opyt primenenia czuguna s vermik uljarnym grafitom dla sti e-
k loform. Litejnoje Proizvodstvo 1987, nr 5, s. 31.
[6] S.P. Korolew, V.M. Korolev, D.N. Chubokormov: Czugun s vermik uljarnym grafi-
tom – matrerial dla stiek loform. Litejnoje Proizvodstvo 1996, nr 1, s. 6÷8.
[7] I.V. Gavrilin: Struk tura i svoistva żarostoik ovo i iznosostojk ovo czuguna dla izog o-
tovlenija stiek loform. Litejnoje Proizvodstvo 2001, nr 8, s. 5÷6.
CAST IRON MOULDS FOR GLASSMAKING INDUSTRY
SUMMARY
Operating conditions for moulds for glassmaking industry and resulting mat e-
rial requirements have been presented. Taking this into account, the comparative a s-
sessment of non-alloyed grey cast iron, low-alloyed cast iron, vermicular ferritic cast
iron, and nodular ferritic cast iron has been performed. It has been proved that prefe r-
ence of vermicular ferritic cast iron is justifiable.
Recenzował: prof. zw. dr hab. inż. Jan Szajnar
Wyszukiwarka
Podobne podstrony:
CIEPLO WLASCIWE id 117049 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
D20031152Lj id 130579 Nieznany
więcej podobnych podstron