Cechy konstrukcyjne nowoczesnych obrabiarek CNC.
Uchwyty przedmiotu obrabianego.
Urządzenia wymiany narzędzi
.
Materiały szkoleniowe.
Opracował:
mgr inż. Wojciech Kubiszyn
1. Cechy konstrukcyjne nowoczesnych obrabiarek
Obrabiarka sterowana numerycznie – jest to obrabiarka w której obróbka odbywa się
w trybie automatycznym w układzie otwartym lub zamkniętym z symbolicznym zapisem
informacji. Celem jest wykonywanie określonych zadań technologicznych.
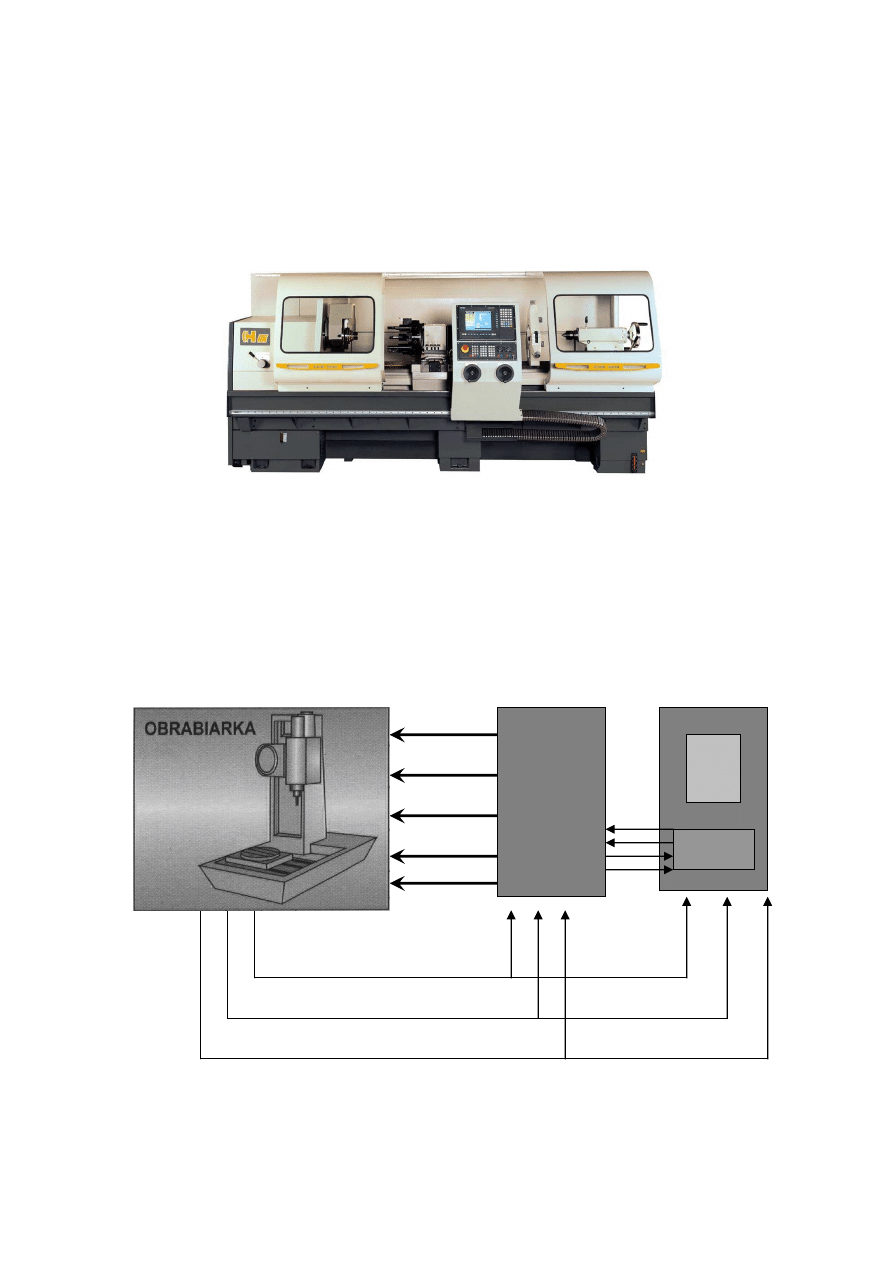
Rysunek 1. Obrabiarka sterowana numerycznie
.
Konfiguracja obrabiarki CNC obejmuje wymianę informacji pomiędzy:
• układem sterowania numerycznego NC który odczytuje zapisane w formie
symbolicznej kody opisujące ruch oraz informacje technologiczne.
• programowalny sterownik logiczny PLC interfejs przetwarzający sygnał z układu nc
na język UDS
• układ dopasowująco sterujący UDS steruje układami wykonawczymi obrabiarki.
• obrabiarka
Rysunek 2. Poglądowy schemat działania obrabiarek cnc.
1
Sterowanie w układzie zamkniętym w układzie tym występuje sprzężenie zwrotne
pomiędzy czujnikami pomiarowymi obrabiarki a układem sterowania NC.
Inne
Sterowanie
chłodziwem
Zaciski prowadnic
Napędy
wrzeciona
Napędy suportów
Inne
Wyłączniki krańcowe
Sygnały z przetworników pomiarowych
NC
PLC
UDS
Powoduje to iż wszystkie zakłócenia zewnętrzne mające miejsce w czasie obróbki są
wychwycone wcześniej dzięki czemu system sterowania może wprowadzić korekty
obróbcze.
Sterowanie w układzie otwartym nie posiada sprzężenia zwrotnego w wyniku czego
wszystkie czynniki zewnętrzne powodujące błędną obróbkę możemy usunąć po
wykonaniu detalu. Elementy odróżniające obrabiarkę cnc od konwencjonalnej
przedstawia rysunek
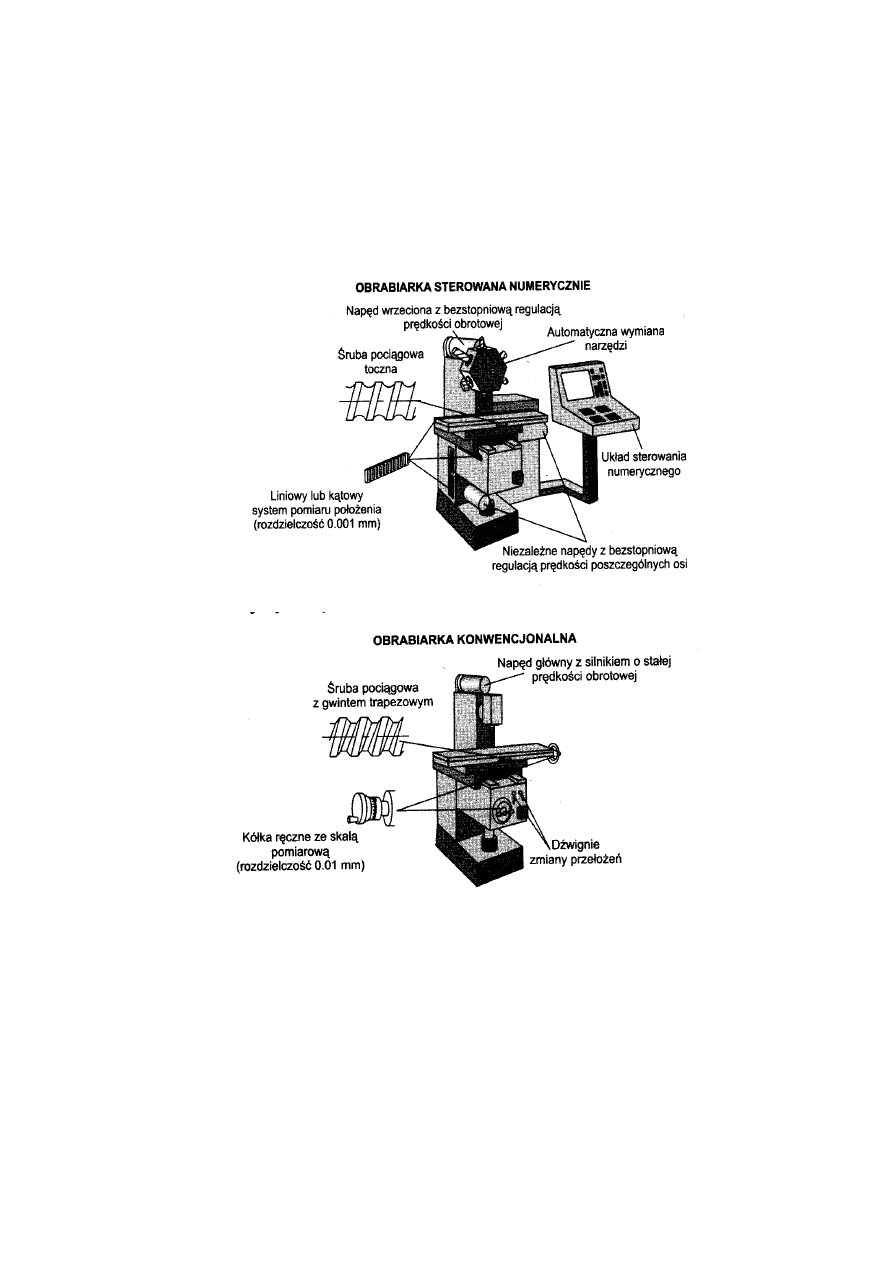
Rysunek 3. Różnice pomiędzy obrabiarką CNC a konwencjonalną
.
1
Obrabiarki sterowane numerycznie- układ sterowania numerycznego przetwarza sygnały
sterujące odpowiednimi mechanizmami i zespołami maszyny, każdy zespól, suport czy
wrzeciono są napędzane oddzielnymi silnikami z bezstopniową regulacją obrotów.
Dokładność wymiarowa uzyskiwana jest przez pomiar położenia narzędzia powiązanego z
układem sterowania za pomocą sprzężenia zwrotnego. Powoduje to iż wszystkie
nieprawidłowości pomiarowe są wychwycone i przekazane do układu sterowania jeszcze
przed obróbką. Powoduje to iż błędy obróbki są korygowane jeszcze przed obróbką.
Obrabiarki konwencjonalne - układ sterowania ręczny wszystkie wymiary uzyskujemy
przez ręczne ustawienia pokręteł dźwigni obrabiarki. Do napędu suportu czy wrzeciona
stosowane są silniki z zapewniające stała prędkość obrotową zaś jej zmianie uzyskujemy za
pomocą odpowiednich przełożeń w skrzynkach przekładniowych.
Zalety obrabiarek sterowanych numerycznie:.
• Bezstopniowa regulacja prędkości obrotowej i posuwów,
• Osiąganie znacznych parametrów obróbki,
• Obróbka z wykorzystaniem wielu wrzecion i suportów narzędziowych,
• Złożona kinematyka: uchylne głowice narzędziowe, stoły obrotowo uchylne,
obróbka pięcioosiowa,
• Magazyny narzędziowe z automatyczną wymianą narzędzia,
• Automatyczny pomiar przedmiotu obrabianego,
• Automatyczna wymiana narzędzia itp.
1.1 Zasada sterowania numerycznego
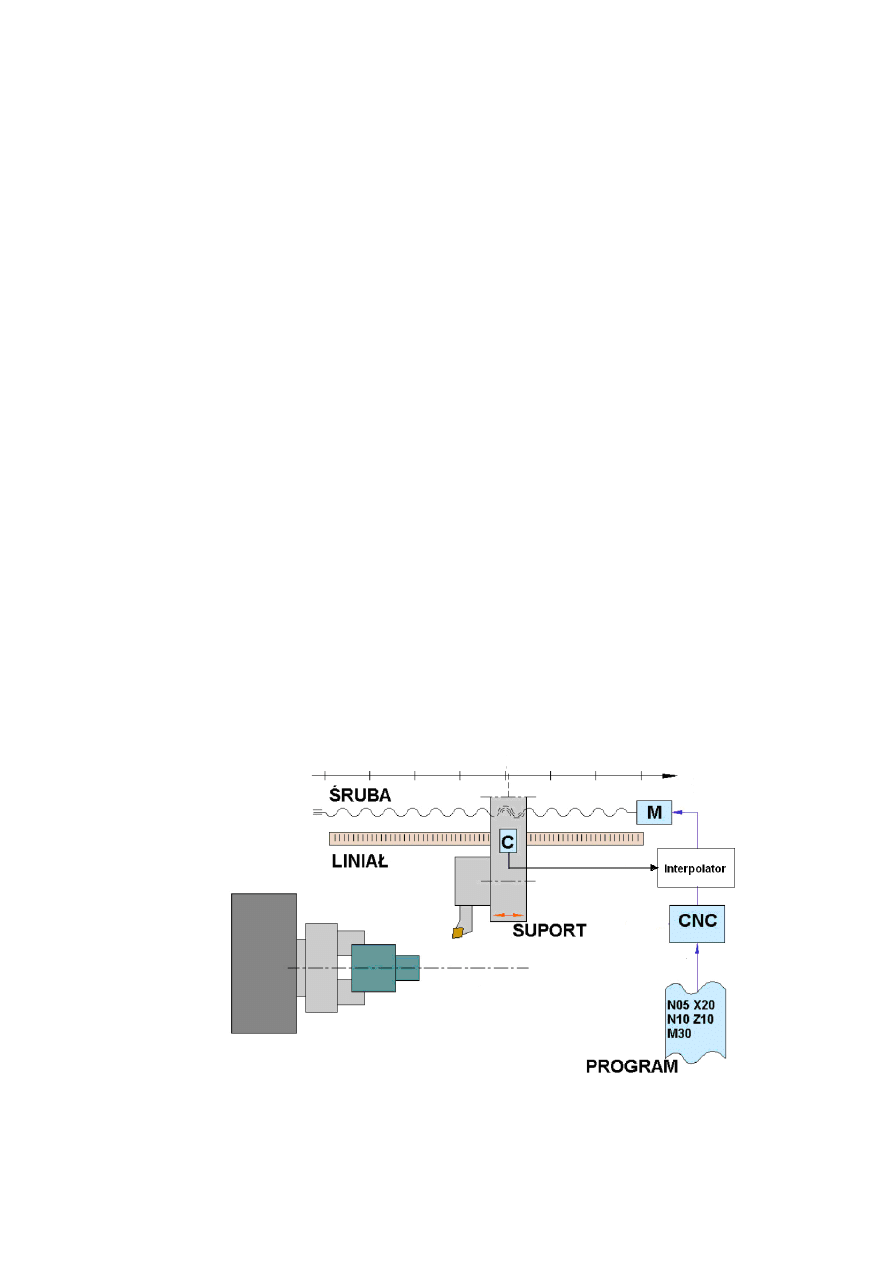
Najprostszy sposób sterowani numerycznego w dwóch osiach przedstawia
rysunek 4. Program sterujący rozkodowywany jest w układzie cnc i przesyłany za pomocą
odpowiednich impulsów do interpolatora który przekształca te impulsy na określone
przyrosty współrzędnych w osiach z i x. Położenie suportów mierzone jest w danej chwili za
pomocą układów pomiarowych. W przypadku wystąpienia różnicy pomiędzy położeniem
zadanym przez interpolator a położeniem odczytanym z urządzeń pomiarowych silnik
odpowiedzialny za położenie w danej osi zaczyna się obracać i przesuwa za pośrednictwem
przekładni śrubowej odpowiedni suport do uzyskania odpowiedniej wartości położenia. W
przypadku osiągnięcia położenia zadanego następuje zatrzymanie posuwu. Układy
napędowe stosowane w cnc pracują w układzie automatycznej regulacji zwane serwo
mechanizmami lub serwonapędami. Zasada działania takich urządzeń polega na tym ze
potrzebują do wykonania ruchu niezerowej różnicy pomiędzy chwilowym położeniem
zadanym a rzeczywistym Powoduje to ze stół lub suport obrabiarki opóźniają się względem
punktu określającego ich zadane położenie. Wielkość tego opóźnienia nosi nazwę uchybu
nadążania. Ważne jest aby uchyb nie przekraczał wartości dopuszczalnych czyli tolerancji
wymiarowej oraz był jednakowy we wszystkich osiach.
Rysunek 4 Zasadza działania układu numerycznego.
3
Obróbka przedmiotów wymaga stosowania regulowanych osi posuwowych
napędzanych niezależnie przez silniki serwopędne. Obecne obrabiarki sterowane
numeryczne posiadają od dwóch, trzech i więcej osi ruchów posuwowych. Dzięki
którym można wykonywać różne skomplikowane kształty.
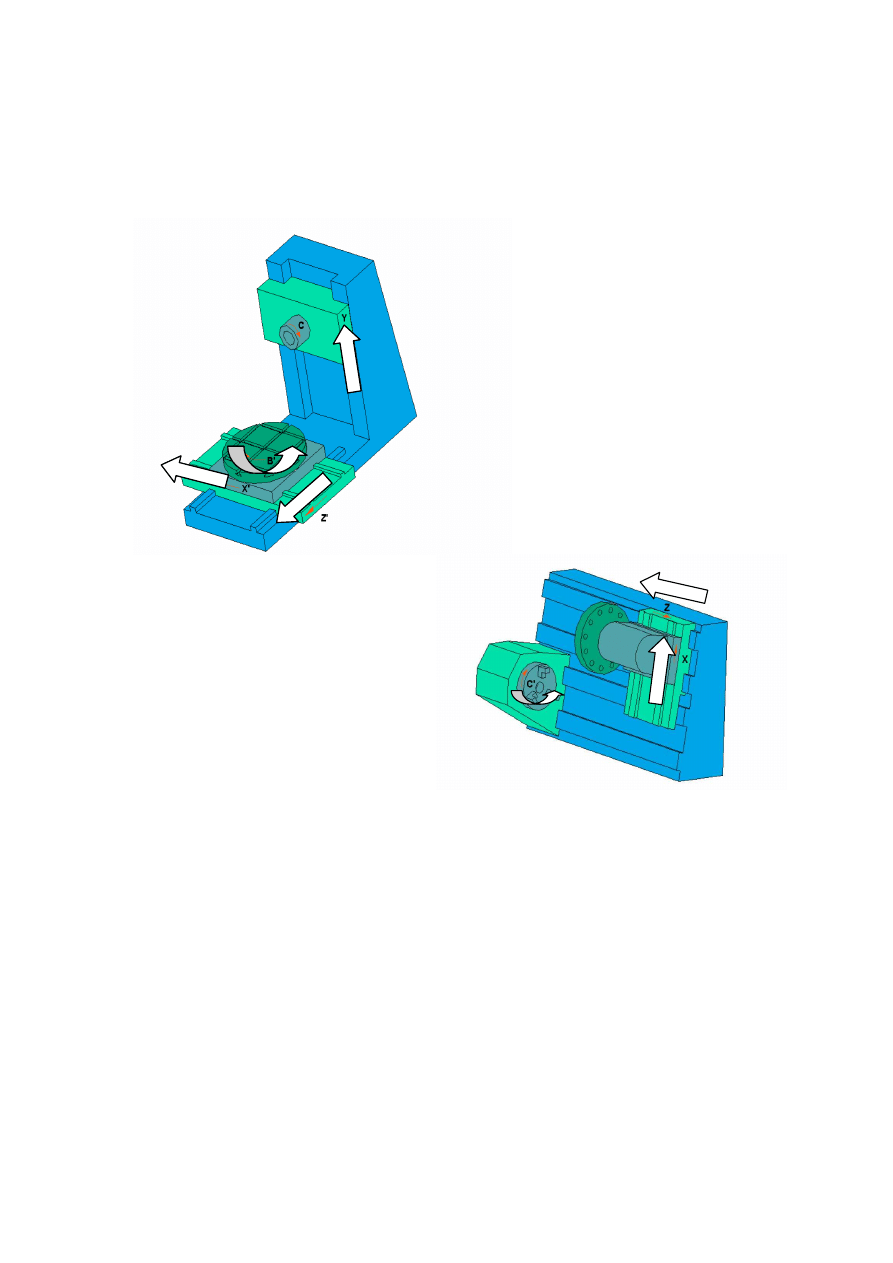
Podstawowe ruchy osi przedstawiają rysunki:
Rysunek 5. Ruchy osi obrabiarek CNC
3
Poza ruchami wzdłuż osi X Y Z stosowane są ruchy obrotowe wokół tych osi realizowane
przez wrzeciennik suport czy stół oznaczamy jest literami A,B,C.
Podczas obróbki sanie narzędziowe i stół z przedmiotem obrabianym przemieszczają się
w założonych kierunkach. Urządzeniom tym stawia się wysokie wymagania zmierzające
do uzyskania dużej dokładności i powtarzalności w krótkim czasie obróbki. W celu
spełnienia postawionych kryteriów napęd obrabiarki musi składać się z następujących
elementów:
• Silnik, sprzęgło przeciążeniowe , układ sterowania elektronicznego,
• Przekładnia śrubowo – toczna,
• Czujnik pomiarowy ( pomiar przemieszczenia),
• Wzmacniacz mocy.
W celu właściwej i funkcjonalnej pracy obrabiarek sterowanych numerycznie napędy ruchu
posuwowego muszą być połączone z układem pomiarowym.
Każda oś musi posiadać swoje urządzenie pomiarowe (układ pomiaru przemieszczenia) z
automatyczną oceną sygnału pomiarowego. Dokładność pomiarowa wynosi od 0,001
wymiary długościowe w tokarkach, wymiary średnicy 0,0005 zaś w przypadku szlifierek
precyzyjnych dokładność pomiarów wynosi nawet 0,0001. Pomiar dokonywany jest na
podstawie przesuwu śruby tocznej przesuwającej sanie narzędziowe lub sanie stołu
przedmiotu obrabianego.
1.2 Pomiary położenia w osiach sterowanych numerycznie
Obrabiarki sterowane numerycznie posiadają własne narzędzia „pomiarowe” mówiąc
pomiarowe mamy na myśli odczytujące położenia narzędzia w danym momencie w celu
ustawienia go do wykonywania obróbki zgodnej z napisanym programem obróbkowym.
Możemy wyróżnić pomiary pozycji bezpośrednie i pośrednie, absolutne czyli całościowe oraz
inkrementalne czyli przyrostowe.
Pomiar bezpośredni- czujnik pomiarowy mierzy bezpośrednio na umieszczonej np. na stole
obrabiarki skali położenie stołu. Czujnik zamienia odczytane wartości w odpowiedni sygnał
i przekazuje do układu sterowania ( rys.6).
Rysunek 6 Schemat pomiaru bezpośredniego
3
.
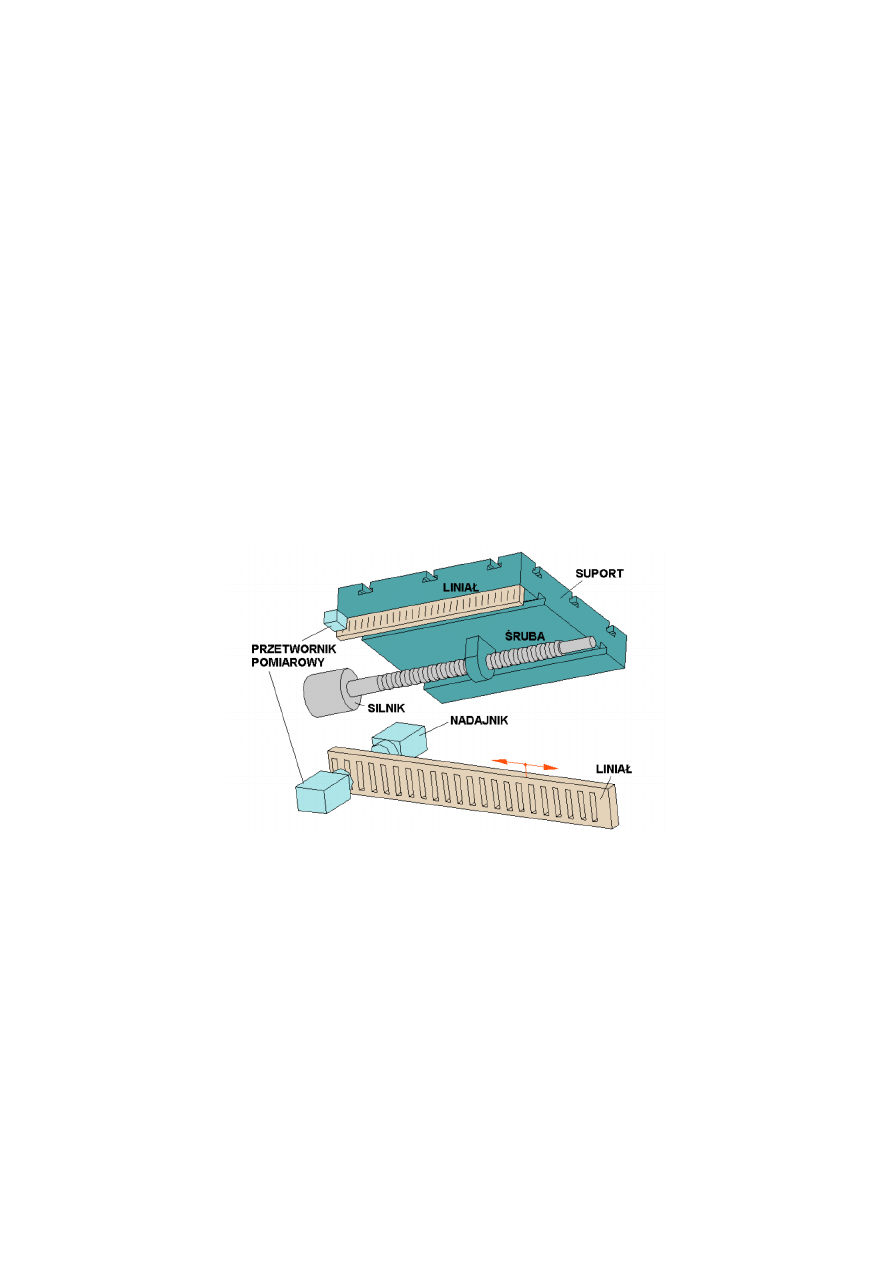
Pomiar pośredni - czujnik pomiarowy mierzy wielkość związaną z położeniem danego
elementu na podstawie której wielkość pożądana jest obliczana przez układ pomiarowy.
Na rysunku 7 przedstawiono pomiar położenia suportu liniowego. Pomiar położenia odbywa
się za pomocą znajomości położenia kątowego śruby i skoku gwintu śruby. Dane te służą do
obliczania przez przetwornik pomiarowy położenia stołu z materiałem do obróbki.
Absolutne układy pomiaru położenia – położenie suportu narzędziowego lub stołu
obrabiarki jest odczytywane na podstawie stałego ptk zerowego obrabiarki która zaopatrzona
jest w skale odpowiednio zakodowaną (rys. 8 a)
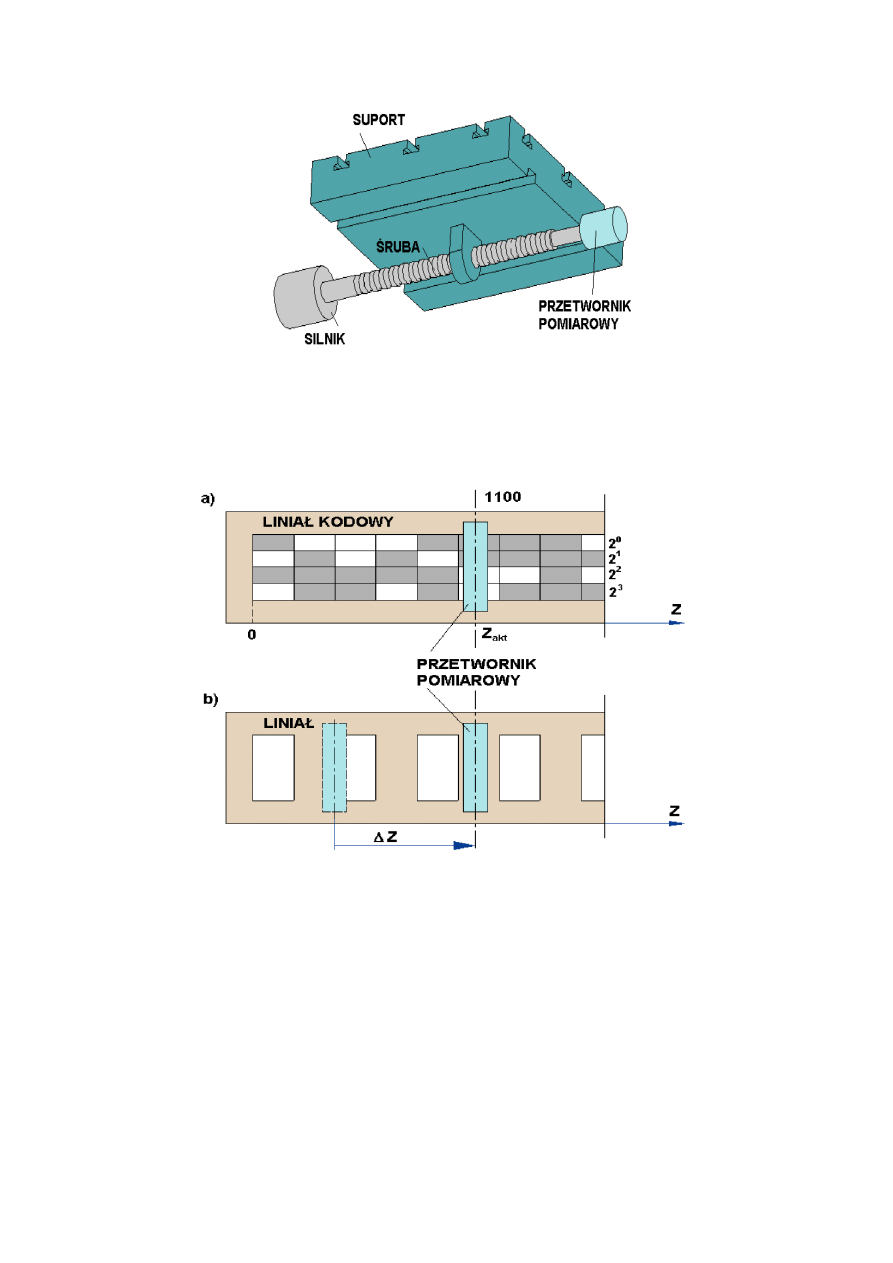
Rysunek 7 Schemat pomiaru pośredniego
3
.
Inkrementalne ( przyrostowe) układy pomiaru położenia przy pomiarze stosuje się skale
kreskową zawierającą jasne i ciemne pola podczas ruchu czujnik odczytuje liczbę jasnych i
ciemnych pół wyliczając położenie san z różnicy poprzedniej pozycji (rys 8 b).
Rysunek 8. Pomiar absolutny a), pomiar przyrostowy b)
3
.

2. Uchwyty przedmiotu obrabianego .
Uchwyty przedmiotu obrabianego służą do sztywnego i stabilnego zamocowania
przedmiotu we wrzecionie obrabiarki w przypadku toczenia oraz na stole frezarki podczas
frezowania. Istnieje dużą liczba uchwytów zapewniająca pewność zamocowania
( pozbawienie luzów, przeciwstawianie się siłom obróbki).
Do uniwersalnych uchwytów tokarskich zaliczamy:
• Uchwyty szczękowe z zamocowaniem ręcznym,- obr. konwencjonalne.
• Uchwyty szczękowe z zamocowaniem mechanicznym,- obr. cnc,
• Trzpienie tokarskie,
• Uchwyty z tulejami zaciskowymi,
• Uchwyty obrotowe elektromagnetyczne i magnetyczne,
• Uchwyty obrotowe do zamocowania za pomocą próżni.
Rysunek 9. Uchwyty tokarskie.
Uchwyty szczękowe z zamocowaniem mechanicznym
Z tyłu wrzeciennika umieszczony jest siłownik hydrauliczny lub pneumatyczny który
przenosi napęd na szczeki. Ruch siłownika powoduje przesuniecie szczęki.
Trzpienie tokarskie stosowane do obróbki zewnętrznych powierzchni walcowych
dzielą się na:
• Trzpienie tokarskie stałe
• Trzpienie tokarskie rozprężne
• Trzpienie z tuleją rozprężną,
• Trzpienie ze sprężynami krążkowymi,
• Trzpienie z tuleją cienkościenna
• Trzpienie z wkładkami płytkowymi.

Uchwyty z tulejami zaciskowymi służą a do mocowani prętów lub wałków krótkich.
Uchwyty obrotowe elektromagnetyczne i magnetyczne wykorzystywane są do obróbki
powierzchni czołowych, zaś uchwyty do mocowania za pomocą próżni stosowane do obróbki
materiałów nie magnetycznych.
Przy frezowaniu najważniejszą funkcją uchwytów jest właściwe ustalenie przedmiotu
obrabianego dlatego przedmiot powinien być tak umocowany aby w każdej chwil można było
w sposób łatwy, szybki, właściwy i dokładny ustawić przedmiot zachowując jego powtarzalną
wymianę. Najczęściej do prostych prac frezarskich wykorzystujemy uchwyty o
hydraulicznym ścisku szczęk. Przy obróbce wielu powierzchni powinno się dążyć aby
zminimalizować ilość zamocowań przedmiotu obrabianego. W przypadku bardzo
skomplikowanych przedmiotów wytwarza się uchwyty lub zestawia z gotowych zestawów
takie uchwyty które doprowadzą do jak najmniejszej liczby przemocowań detalu.
Do podstawowych uchwytów frezarskich zaliczamy:
Uniwersalne uchwyt frezarskie
• Imadła maszynowe – stałe maszynowe, uchylne w trzech osiach, do wałków.
• Uchwyty magnetyczne
• Uchwyty z zamocowaniem za pomocą podciśnienia.
• Stoły podziałowe i obrotowe - podstawową ich cechą jest ciągły lub indeksowy ruch
obrotowy uzyskiwany za pomocą napędu mechanicznego
Rysunek 10 Imadła maszynowe.
Uchwyty magnetyczne przedstawia rysunek 11.
Rysunek 11. Uchwyty magnetyczne
4
.

Uchwyty specjalne – stosowane do obróbki seryjnej lub wielkoseryjnej, wykonywane do
obróbki konkretnego przedmiotu.
Uchwyty składane wykonywane są z kilku elementów takich jak podstawy, elementy
ustalające, zamocowujące, złączne czy podzespoły. Poszczególne elementy służą do ustalenia
przedmiotu obrabianego, zamocowania lub prowadzenia narzędzia.
Stoły obrotowe i urządzenia podziałowe sterowane numerycznie umożliwiają wykonanie
obróbki frezowania obwodowego, rowków obwodowych i obróbki powierzchni dokonując
różnego rodzaju podziału kątowego. Dzięki tej możliwości możemy zyskać dodatkowe osie
sterowane co zwiększa możliwości technologiczne obrabiarki.
Rysunek 12 Urządzenia podziałowe
4
.
3. Urządzenia wymiany narzędzi
Obecnie stosowane obrabiarki cnc zaopatrzone są w system wymiany narzędzi. W
zależności od typu obrabiarki w magazynie narzędziowym lub głowicy narzędziowej może
znajdować się różna ilość narzędzi które będą przez program wybierane, ustawiane w
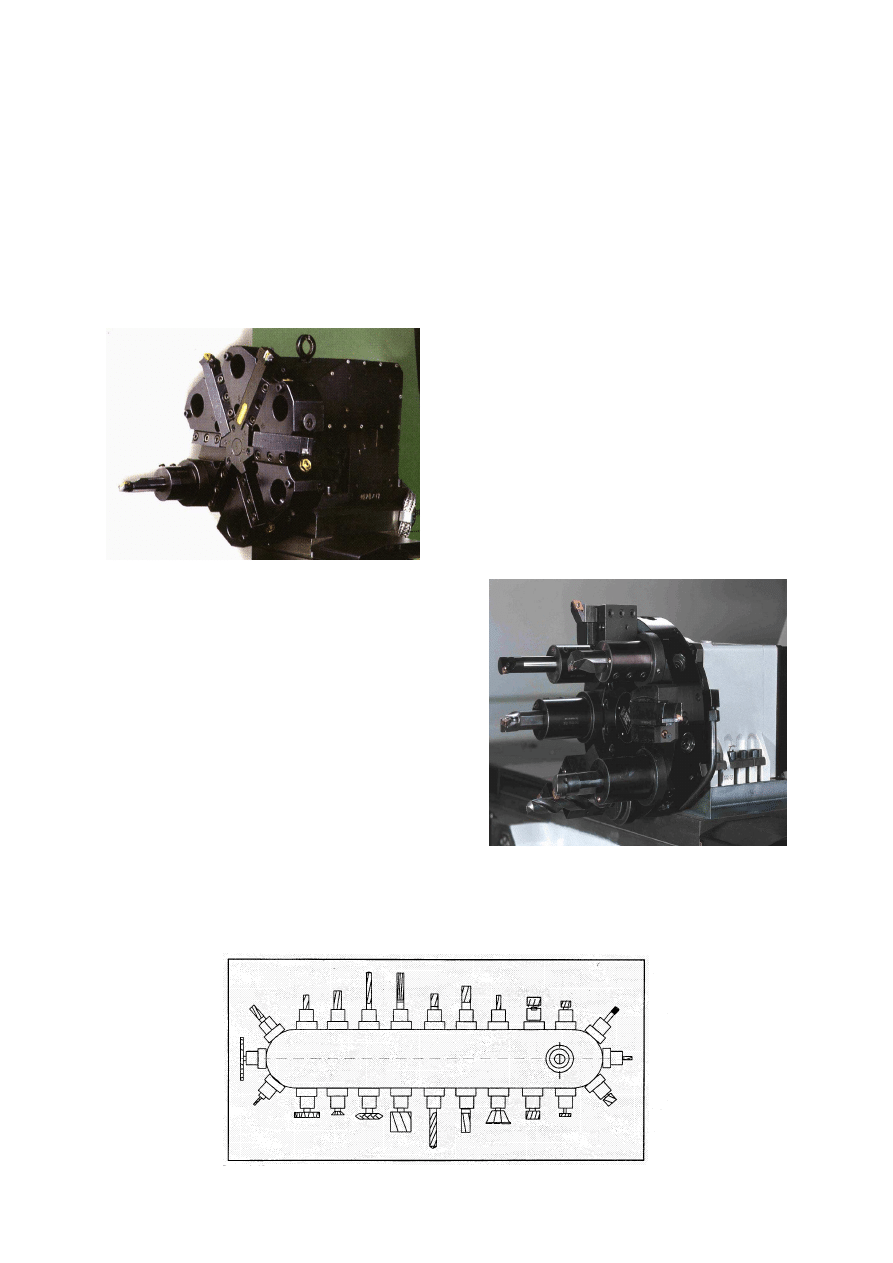
położenie wyjściowe i robocze. W tokarkach są stosowane głowice rewolwerowe w której
wywołanie i przygotowanie narzędzia do obróbki odbywa się przez jej obrót. Głowice
rewolwerowe zawierają od 8 do 16 miejsc na narzędzia. Wygląd standardowej głowicy
rewolwerowej przedstawiają rysunek 13.
Rysunek 13 Głowice rewolwerowe
4
.
W większych obrabiarkach stosuje się nawet po trzy głowice rewolwerowe zaś jeśli zachodzi
potrzeba posiadania ponad 48 narzędzi stosuje się magazyny narzędziowe o pojemności do
100 i więcej narzędzi. Magazyny mają postać bębnową ,tarczowe , łańcuchowe, kasetowe
(rys.14.)
Rysunek 14. Magazyn narzędziowy stosowane w obrabiarkach cnc.- magazyn bębnowy
2
.
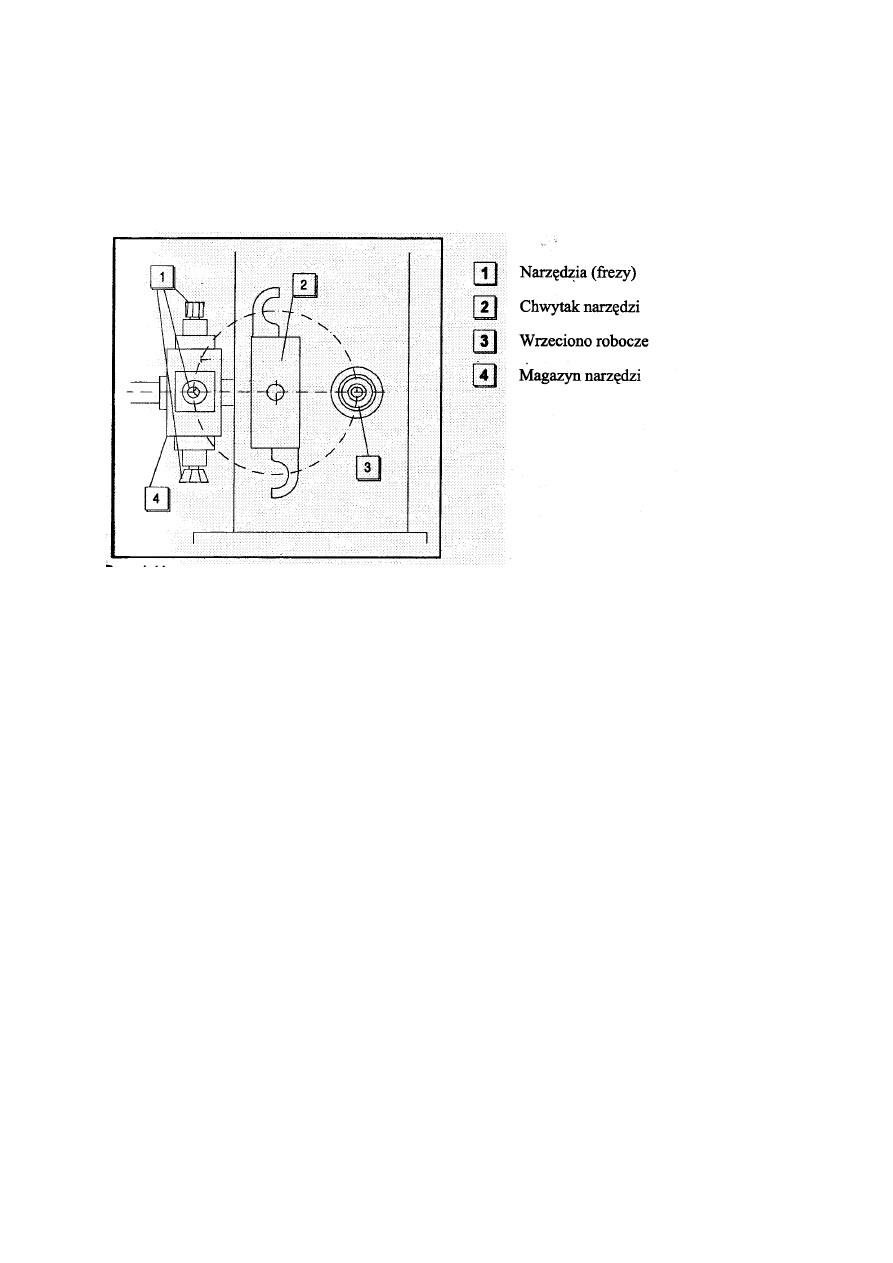
W obrabiarkach posiadających magazyny wymiana narzędzi odbywa się za pomocą
chwytaków czyli urządzeń do automatycznej wymiany narzędzi. Na rysunku 15
przedstawiono podstawowy chwytak służący do wymiany narzędzia czas tej czynności waha
się od 6-15s.
Rysunek 15 Urządzenie do automatycznej wymiany narzędzia
2
.
Dzięki dużej ilości narzędzi które może pomieścić głowica rewolwerowa lub magazyn
narzędziowy można wykonywać wiele pozycji bez wymiany narzędzi. Powoduje to skrócenia
czasów przezbrajania obrabiarki do produkcji innych pozycji.
Literatura:
1. „OBSŁUGA I PROGRAMOWANIE OBRABIAREK CNC Podręcznik operatora”
Zbigniew Habrat Wydawnictwo Kabe Krosno 2007.
2. „PODSTAWY OBRÓBKI CNC” Wydawnictwo REA s.j.
3. „PROGRAMOWANIE OBRABIAREK CNC NA PRZYKŁADZIE UKŁADU
STEROWANIA SINUMERIK 810D/840D” instrukcja obsługi.
4. System ZERO-OSN
Wyszukiwarka
Podobne podstrony:
Cechy Konstrukcyjne masowców w porównaniu do kontenerowców
krawiec,podstawy konstrukcji maszyn I,cechy konstrukcyjne zasady konstrukcji
Cechy konstrukcji wsp+-+érz¦Ödnych, Filologia Polska, Gramatyka Opisowa
wyklad2 cechy konstruktora i hermetyzacja
8JCZAPLINSKI CECHY CHARAKTERYSTYCZNE NOWOCZESNEJ STERYLIZACJI
2 - Stale Konstrukcyjne Obrabiane Cieplnie, ZiIP, Semestr 2, Nauka o Materiałach z Elementami Chemii
wpływ komponentu, Studia, Nowoczesne mat konstr
nowoczesne materialy konstrukcyjne, PG, Mechaniczny, sem7
Rura szklana, nowoczesna konstrukcja (artykuł)
nowoczesne materialy konstrukcyjne pytania zaliczeniowe
Kompozyty ablacyjne, Studia, Nowoczesne mat konstr
Nowoczesne rozwiązania konstrukcyjne dźwigów osobowych, Dźwigi
Nowoczesne środki ogniochronne do drewna i materiałów drewnopochodnych, Konstrukcje ciesielskie word
Nowoczesne technologie pomiarowe w monitowaniu konstrukcji mostowych
now mat kon ceramika, Studia, Nowoczesne mat konstr
10.Cechy nowoczesnej edukacji, Zdrowie publiczne, W. Leśnikowska - Ścigalska - ĆWICZENIA I sem, cz.
więcej podobnych podstron