ZGRZEWANIE ZGNIOTOWE
Proces zgrzewania w stanie stałym poprzez odkształcenie
plastyczne pod wpływem bardzo dużych nacisków i zgniotu,
przebiegający w temperaturze otoczenia, rys1.
Przebieg zgrzewania
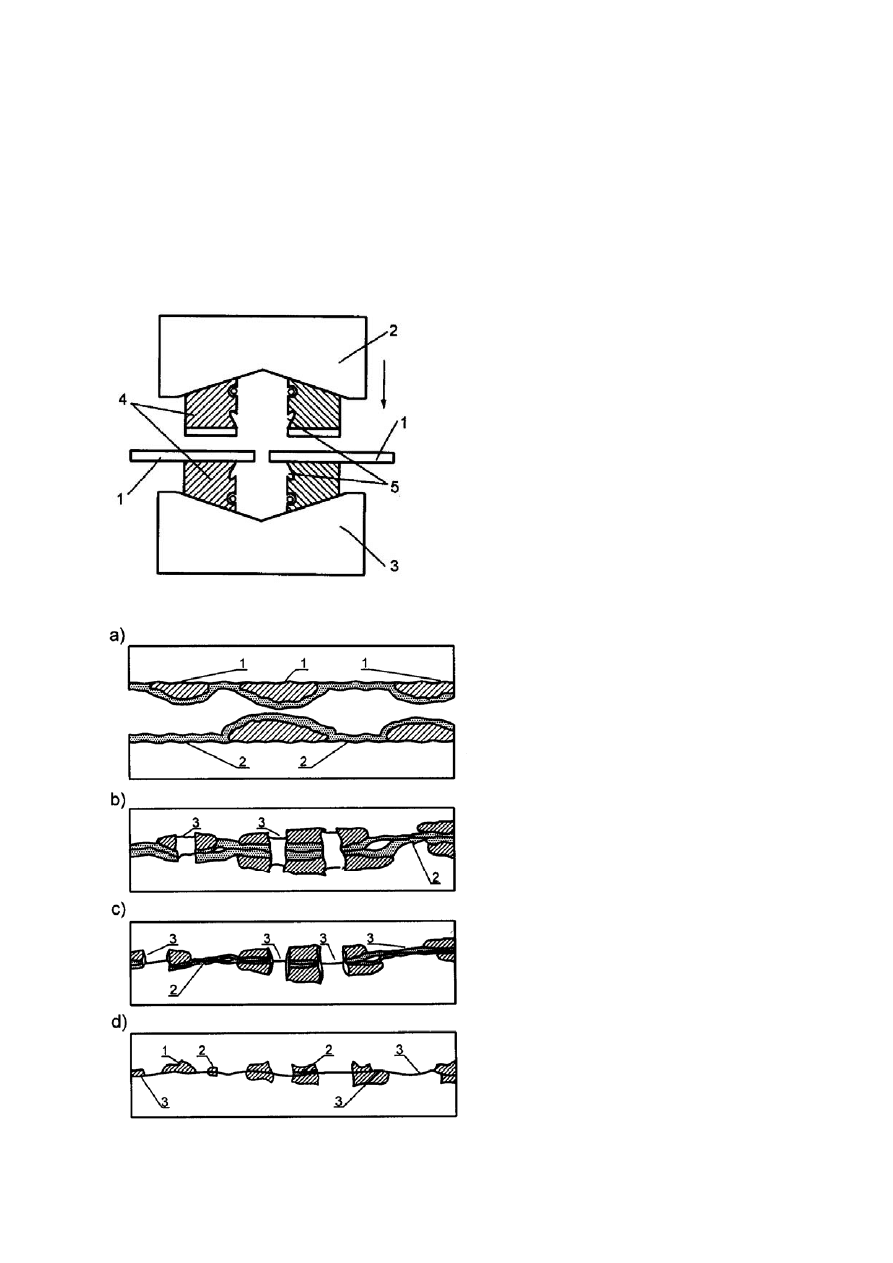
Rys.1. Schemat zgrzewania
doczołowego zgniotowego;
l - zgrzewane pręty, 2 - ruchoma
głowica prasy, 3 - nieruchoma
głowica prasy, 4 - szczęki
mocujące, 5 - wgłębienia w celu
pomieszczenia wypływki
Rys.2.
Mechanizm procesu:
a)
stan wyjściowy z utwardzoną
warstwą powierzchniową (1) i
warstwą tlenków (2),
b)
docisk zgrzewania, miejscowe
wyciskanie czystego metalu (3)
poprzez pęknięcia w warstwie
powierzchniowej i zmniejszanie
się grubości warstwy tlenków i
zanieczyszczeń,
c)
tworzenie połączeń (3)
metalicznych poprzez pęknięcia
i usuwanie warstw tlenków oraz
zanieczyszczeń (wypływka)
d)
połączenie czystych
powierzchni metalicznych z
pozostałościami warstwy tlenków
i metalu utwardzonego poprzez
zbliżenie atomów na odległość
parametru sieci krystalograf.
1
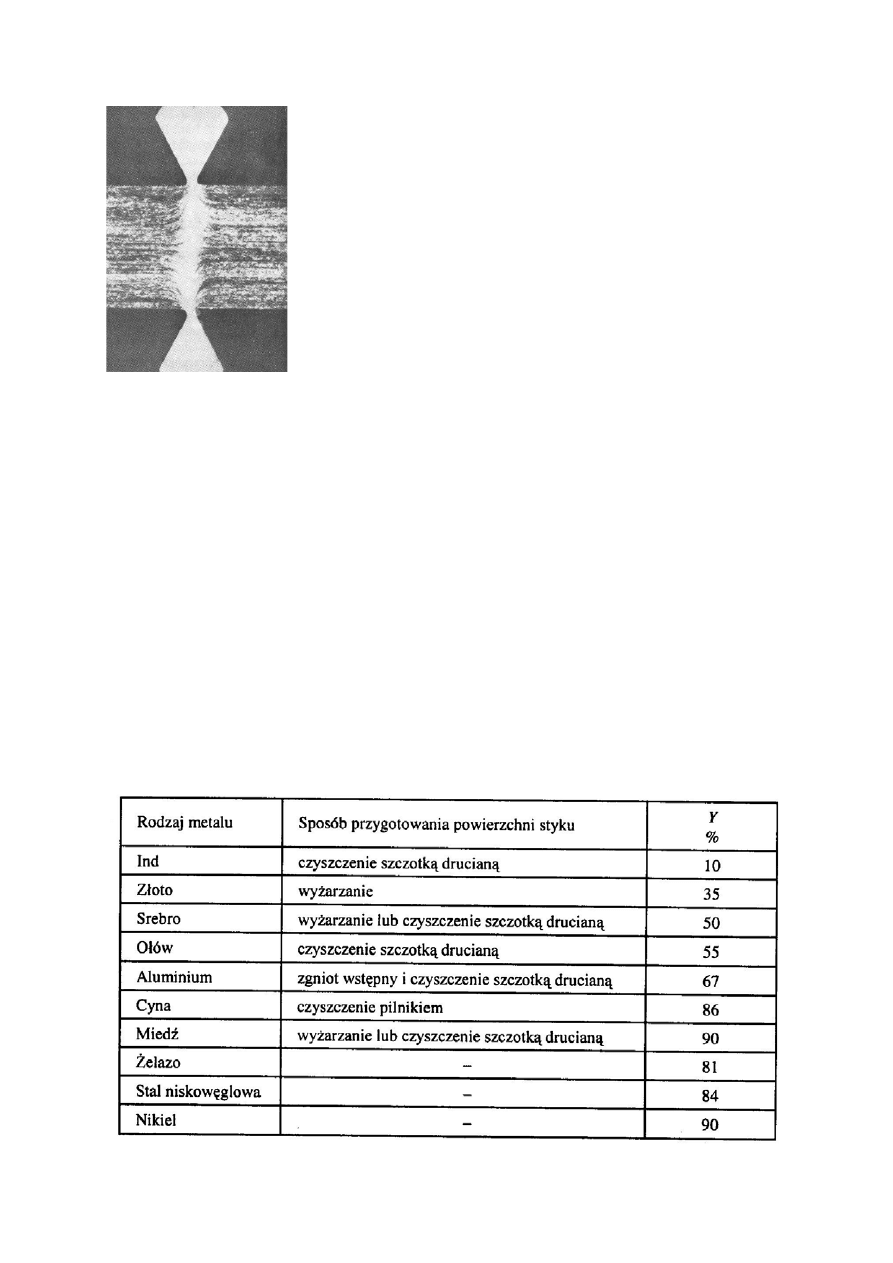
Rys.3. Makrostruktura złącza
doczołowego drutu ze stopu
aluminium o średnicy 16 mm
zgrzanego zgniotowo, pow. 2,5x
Przedstawiony mechanizm procesu wskazuje, że z względu na
konieczność zbliżenia powierzchni metalicznych, uzyskanie
połączenia metalicznego jest uwarunkowane odkształceniem się
(„zwiększeniem”) powierzchni styku powyżej pewnej wartości
granicznej zależnej głównie od rodzaju zgrzewanych metali
(stosunku twardości tlenków do twardości metalu). Im stosunek
ten jest mniejszy tym odkształcenie musi być większe.
Stopień odkształcenia powierzchni styku (Y) określa zależność :
Y = [(A1 – A0) / A1]
× 100 %
gdzie: A0 – powierzchnia przed zgrzewaniem, A1 – powierzchnia
styku po odkształceniu pod wpływem docisku zgrzewania
Minimalne wartości Y, dla zgrzewania zgniotowego- punktowego
blach z różnych metali o grubości 1 mm podaje tab.1
Tab.1
2

Parametry zgrzewania
¾ siła docisku zgrzewania w kN – dla każdej metody,
¾
długość mocowania
przy zgrzewaniu doczołowym w mm,
¾
wielkość powierzchni roboczej stempla
przy zgrzewaniu
punktowym w mm
2
¾
szerokość powierzchni roboczej
krążka lub walca w mm,
¾
prędkość zgrzewania
przy zgrzewaniu liniowym i
zgrzewaniu (platerowaniu) przez walcowanie w m/min.
Siła docisku zgrzewania – musi zabezpieczyć minimalne,
wymagane odkształcenie względne Y. Dla Al i stopów naciski
jednostkowe 1000 do 5000 MPa, dla Cu nawet do 20000 MPa.
Długość mocowania – 1do 3 średnice lub grubości zgrzewanych
elementów.
Przygotowanie powierzchni
Przygotowanie powierzchni jest niezwykle
ważne i decyduje o
jakości złącza.
Wszelkie zanieczyszczenia, jak brud, smary, oleje,
zaabsorbowane gazy i wilgoć lub warstwy tlenków na powierzchni
styku, muszą być usunięte przed zgrzewaniem. Najpowszechniej
stosowaną metodą jest czyszczenie
szczotkami z drutu ze stali
austenitycznej o średnicy O, l mm, po uprzednim odtłuszczeniu
.
Zgrzewanie należy wykonać możliwie w jak najkrótszym czasie po
czyszczeniu (
max 30 min
). Nie zaleca się też
czyszczenia
chemicznego i przez szlifowanie
, gdyż pozostałości na powierzchni
zgrzewanej substancji chemicznej lub cząsteczki ściernic mogą
uniemożliwić utworzenie poprawnej zgrzeiny. Przy zgrzewaniu
doczołowym zgrzewarki zwykle są wyposażone w specjalne
gilotynki, które odcinają tuż przed zgrzewaniem końce łączonych
przedmiotów.
Niekiedy stosuje się pokrycia
np. aluminium
anodowane lub pokryte cienką warstewką miedzi, chromu lub
niklu można zgrzewać przy wyraźnie mniejszych siłach docisku.
Korzystne jest pokrycie miedzi, żelaza, cyny i ołowiu
warstewkami niklu lub chromu. Najlepsze wyniki uzyskuje się
przy zgrzewaniu metali
o sieci płasko centrycznej
, nie
utwardzających się po zgniocie.
3
Techniki zgrzewania i zastosowanie
Zgrzewanie zgniotowe umożliwia wykonanie połączeń
doczołowych (rys.1), zakładkowych punktowych (rys.4) i
liniowych (rys.5) oraz platerowanych przez walcowanie (rys.6) i
wyciskanie, rys.7. Stosując odpowiednio wymienione techniki
zgrzewania można uzyskać szereg bardzo interesujących
rozwiązań, które przedstawiono na kolejnych rysunkach.
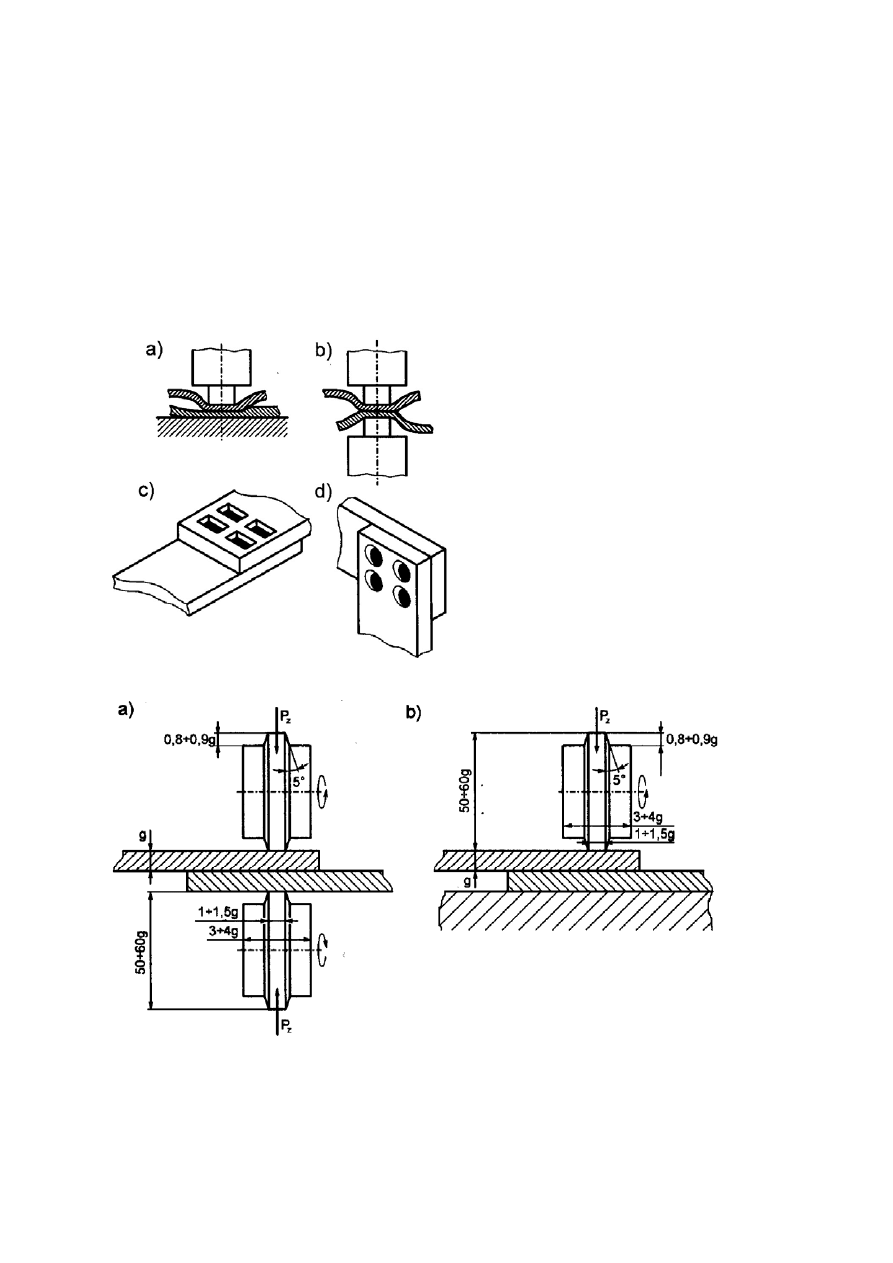
Rys.4. Przykłady złączy
zgrzewanych zgniotowo
punktowo: a) zgrzewanie
jednostronne, b) zgrzewanie
dwustronne, c) zgrzewanie
stemplem prostokątnym,
d) zgrzewanie stemplem
okrągłym
Rys. 5. Przebieg procesu zgrzewania zgniotowego liniowego: a) zgrzewanie
jednostronne, b) zgrzewanie dwustronne; g - grubość górnej blachy, Pz -
sila docisku zgrzewania
4
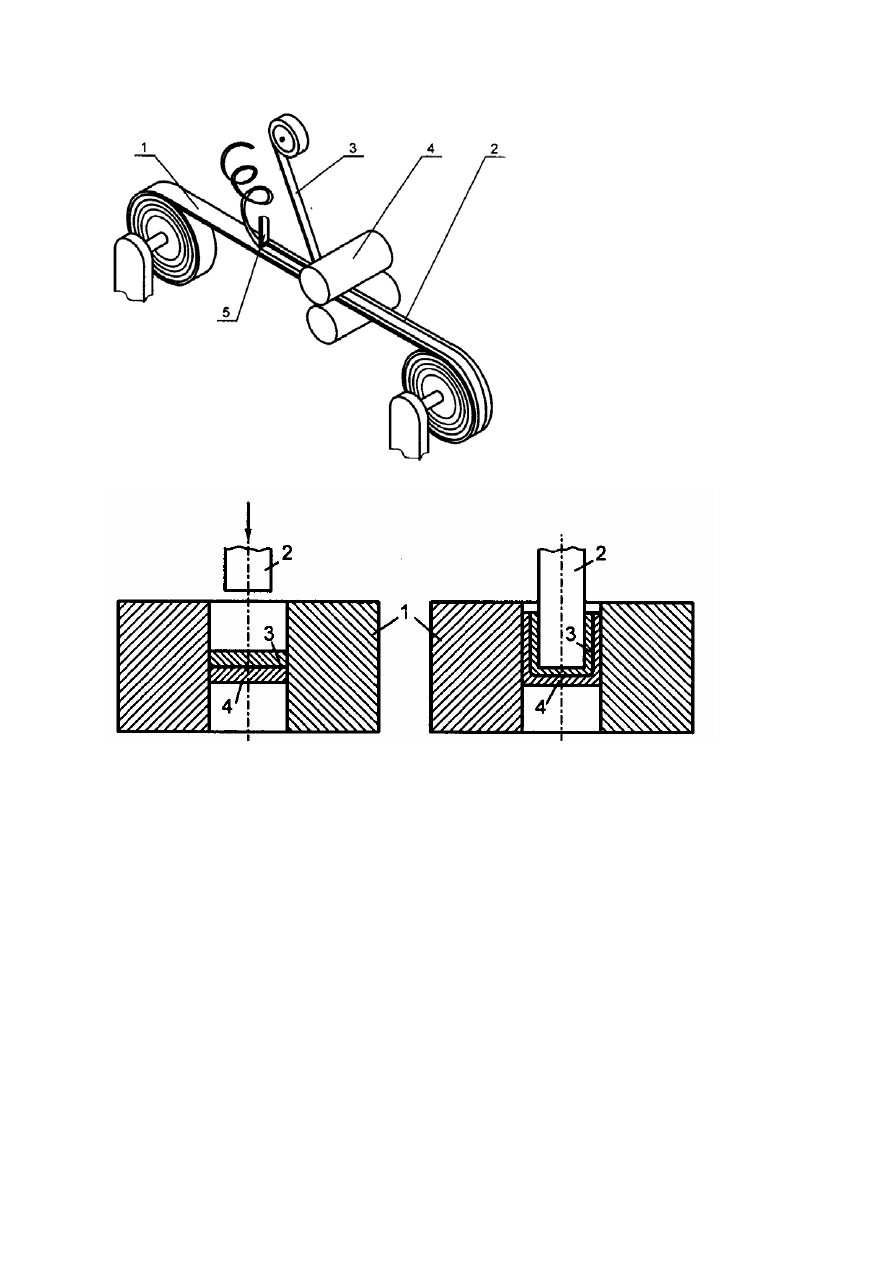
Rys.6. Przebieg procesu
zgrzewania zgniotowego
przez walcowanie;
l - platerowany materiał,
2 - plater z metalu
szlachetnego,
3 - taśma metalu
szlachetnego,
4 - rolki zgniatające,
5 - nóż wycinający rowek w
celu pomieszczenia plateru
Rys.7. Przebieg procesu platerowania puszki przez wyciskanie i zgrzewanie
zgniotowe; 1 - matryca, 2 - tłoczysko, 3 - plater, 4 - materiał platerowany
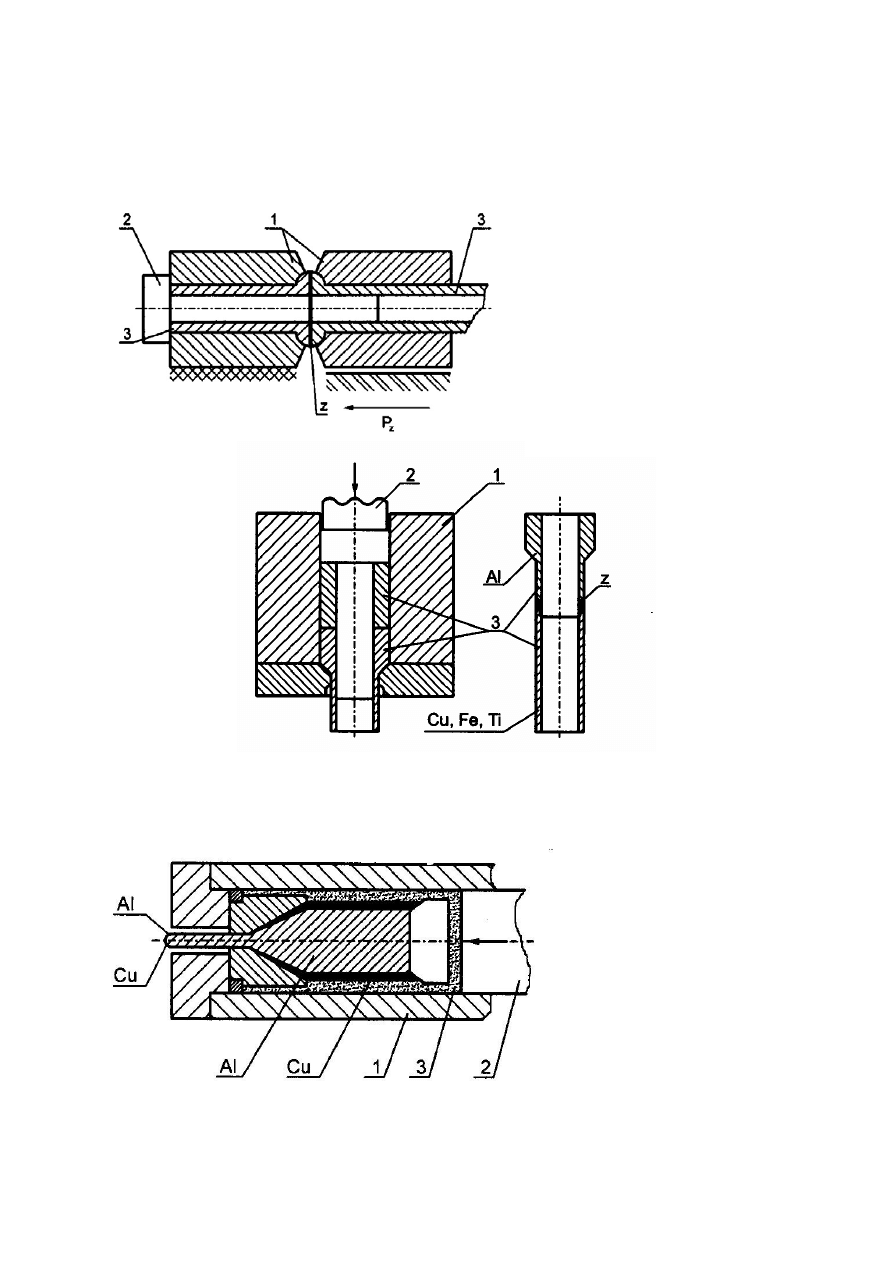
Zgrzewanie doczołowe zgniotowe jest stosowane do łączenia
drutów, prętów, rur, kształtowników lub przewodów
kompozytowych, o powierzchniach przekroju od kilku do ponad
1500 mm2.
Podstawowe
zalety
zgrzewania zgniotowego to bardzo
prosty i
łatwy
do sterowania i kontroli
przebieg procesu
zgrzewania,
wysoka jakość złączy, prosta budowa i obsługa urządzeń oraz
znacznie mniejsze zużycie energii, zwłaszcza w porównaniu do
zgrzewania oporowego.
Wadą
jest ograniczenie wielkości
zgrzewanych przekrojów oraz możliwość zgrzewania tylko metali
i stopów o stosunkowo niskiej granicy plastyczności.
5
Przykłady różnorodnych konstrukcji zgrzewanych zgniotowo
przedstawiono na rys.8 – 12.
Rys.8. Przebieg procesu
zgrzewania zgniotowego
złącza doczołowego rur;
l - szczęki mocujące i
dociskowe, 2 - trzpień
zapobiegający utworzeniu
się wypływki wewnętrznej,
3 - zgrzewane rury, Pz-
siła docisku zgrzewania,
z - zgrzeina
Rys.9. Przebieg procesu zgrzewania zgniotowego doczołowego rur z
jednoczesnym ich kształtowaniem; l - matryca, 2 - tłoczysko, 3 - zgrzewane
rury, z - zgrzeina
Rys.10. Przebieg procesu platerowania przewodu ze stopu Al warstwą Cu
przez wyciskanie hydrostatyczne z jednoczesnym zgrzewaniem
zgniotowym; l - matryca, 2 - tłoczysko, 3 - ciecz
6
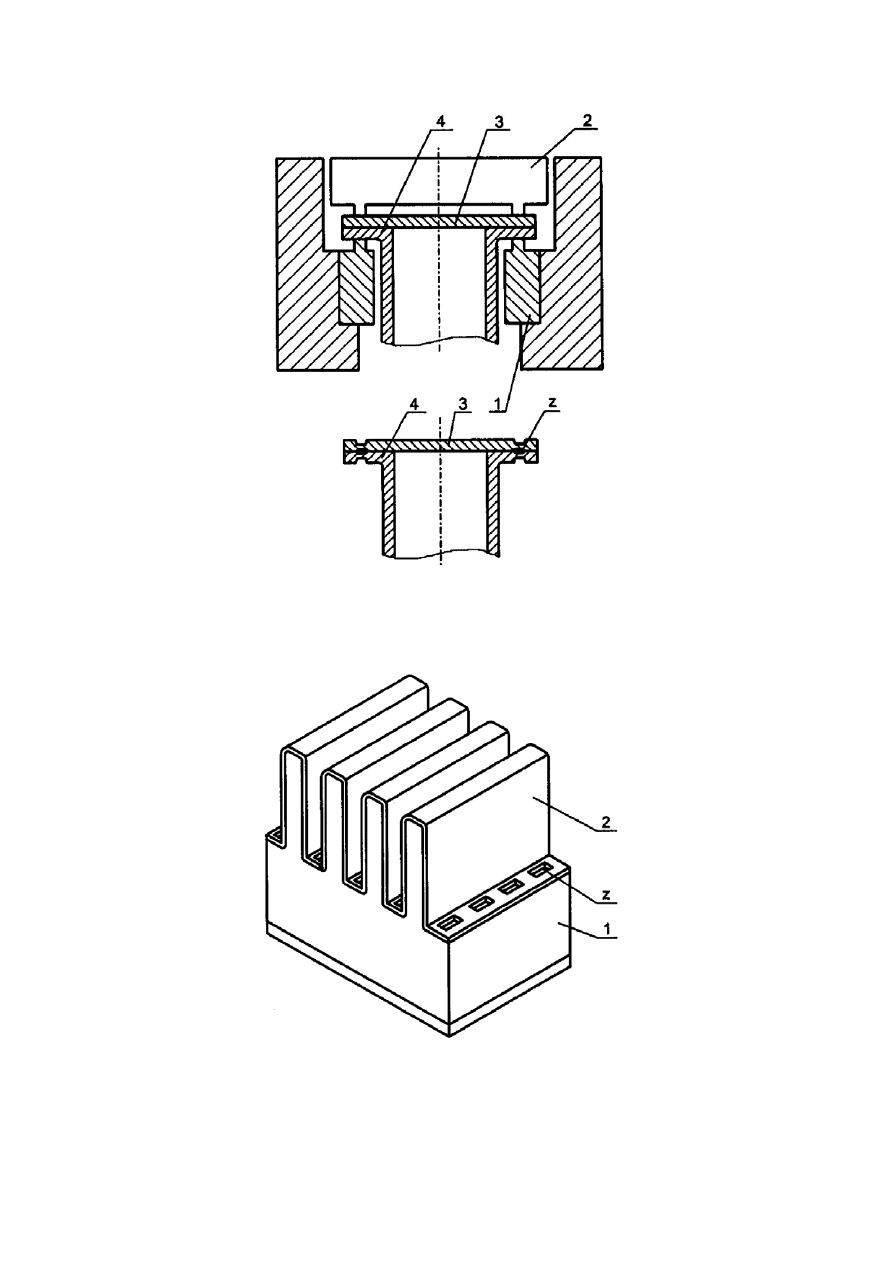
Rys.11. Przebieg procesu zgrzewania zgniotowego pokrywki zamykającej
pojemnik;l - matryca, 2 - stempel pierścieniowy, 3 - pokrywka,
4 - pojemnik, z – zgrzeina
Rys.12.
Żebra chłodzące z blachy Al o grubości 2 mm (I), przygrzane
zgniotowo punktowo do obudowy tyrystora ze stopu Al (2); z - zgrzeina
7
Document Outline
Wyszukiwarka
Podobne podstrony:
1 12g ZGRZEWANIE DYFUZYJNEid 88 Nieznany
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
Zgrzewanie id 590033 Nieznany
1 11h ZGRZEWANIE PRADAMI WIELKI Nieznany
1 11e ZGRZEWANIE ELEKTRYCZNE OP Nieznany
polaczenia zgrzewane id 371136 Nieznany
biomass chp catalog part6 id 88 Nieznany (2)
Polaczenia zgrzewane id 371134 Nieznany
1 11f ZGRZEWANIE ELEKTRYCZNE 0P Nieznany
43 Appl Phys Lett 88 013901 200 Nieznany (2)
88 Nw 06 Budujemy latawce id 47 Nieznany
88 Nw 10 Dioda tunelowa id 4776 Nieznany
88 Nw 02 Proste uklady elektron Nieznany
zgrzewanie Nieznany
91 Nw 10 Zgrzewarka do folii id Nieznany (2)
1 12e ZGRZEWANIE ULTRADZWIEKOWE Nieznany (2)
więcej podobnych podstron