ZGRZEWANIE DYFUZYJNE
Zgrzewanie dyfuzyjne jest procesem łączenia w stanie stałym,
w podwyższonej temperaturze i pod działaniem docisku
. Proces
zgrzewania nie powoduje odkształcenia makroskopowego i
przesunięcia wzajemnego zgrzewanych przedmiotów. Zgrzewanie
dyfuzyjne jest prowadzone w komorach próżniowych lub
zawierających osłonę gazową redukującą lub obojętną. Typowe
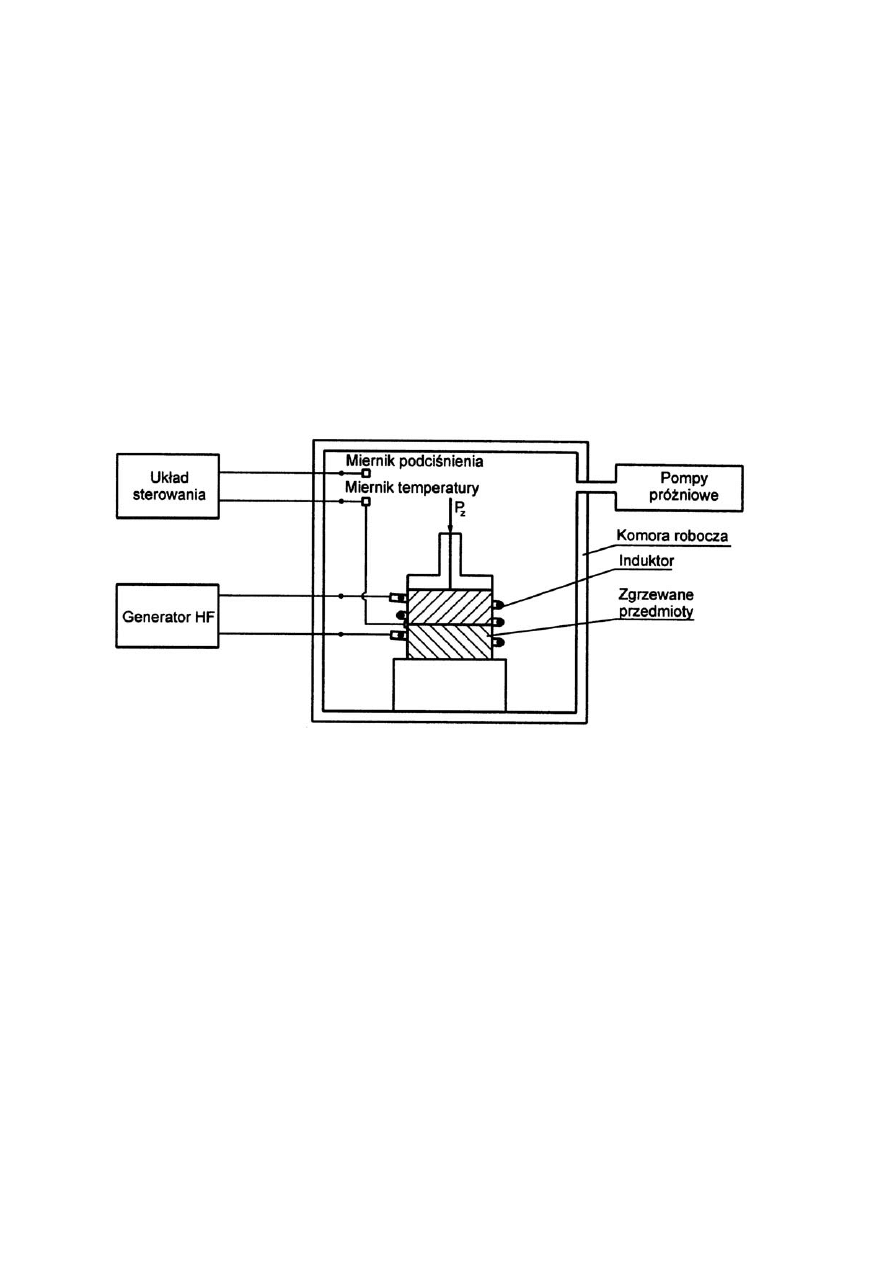
urządzenie do zgrzewania dyfuzyjnego zawiera jedną lub kilka
komór roboczych, układ grzewczy, układ docisku, układ
pompowania lub osłony gazowej i układ sterowania
Przygotowane do zgrzewania przedmioty są ustawione w
komorze. Włączane jest odpompowanie próżni i układ
nagrzewania bezpośredniego: oporowego lub indukcyjnego bądź
pośredniego: radiacyjnego oporowego lub lampami jodowymi,
wiązką elektronów, laserem lub w polu wyładowań jonizujących.
Po osiągnięciu wymaganej próżni komory roboczej i
temperatury zgrzewania na zgrzewane przedmioty jest wywierany
stały docisk układem mechanicznym lub pneumatycznym. Po
upływie ustalonego czasu zgrzewania jest wyłączany układ
grzewczy i następuje schładzanie zgrzanej konstrukcji do
temperatury pokojowej, po czym odejmuje się docisk zgrzewania,
likwiduje próżnię i konstrukcję wyjmuje się z komory
1
Zgrzewanie dyfuzyjne przebiega w dwóch etapach
:
zapewnienie odpowiedniego styku czystych metalicznie łączonych
powierzchni i następnie stymulowanie dyfuzji atomów, jonów i
wakansów poprzez powierzchnię międzyfazową zapewniające jej
czyste metaliczne połączenie.
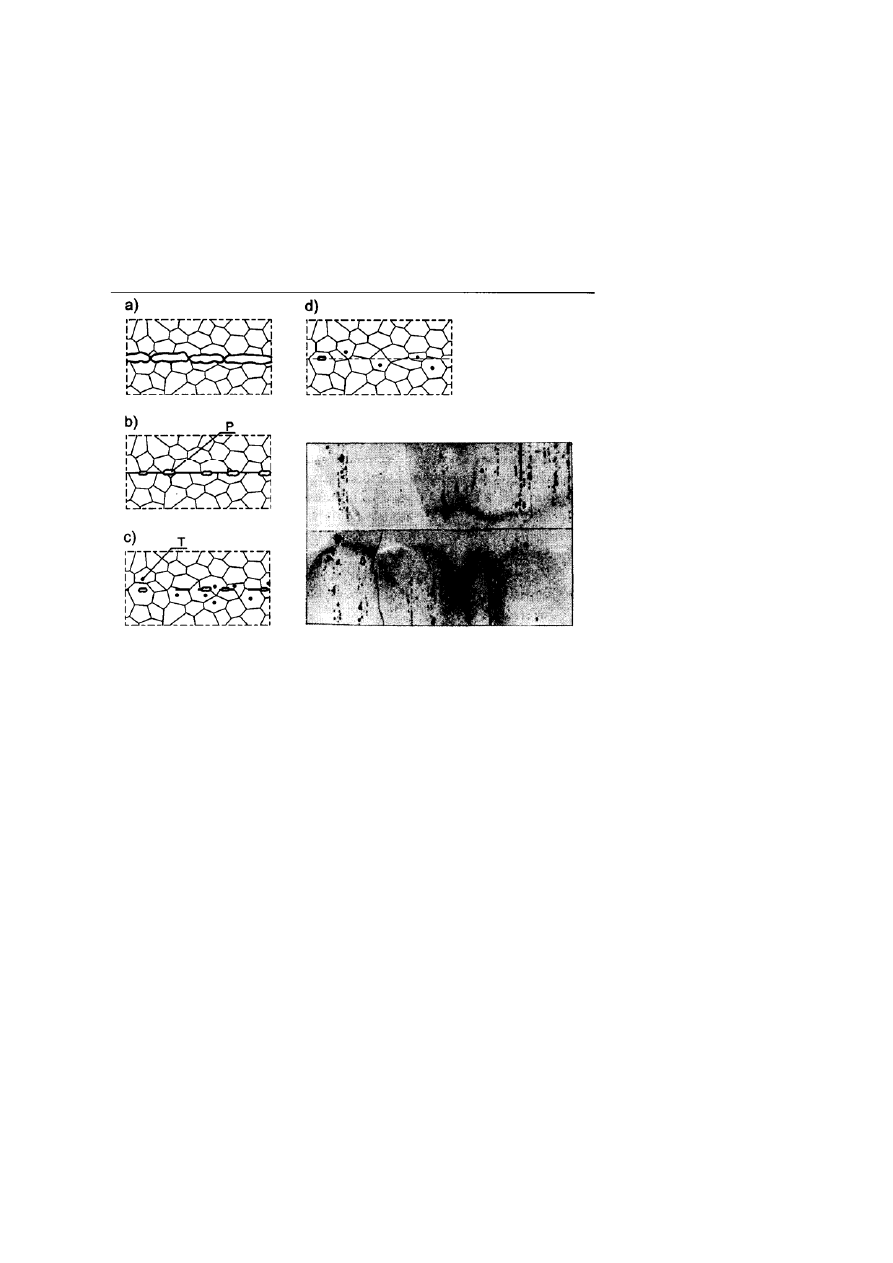
⇐
złącze doczołowe
prętów ze stopu Ni-
Co, temp.1170
0
C,
nacisk 7 MPA, czas
4h. Pow. 250
×
Mechanizm:
a) faza wstępna – tlenki i zanieczyszczenia pokrywają
powierzchnię,
b) odkształcenie i pełzanie – maleje grubość warstwy tlenków
tworzą się międzyfazowe granice ziaren,
c) migracja granic ziaren i eliminacja pustek z obszaru granic,
d) eliminacja pustek wewnątrz ziaren - drobne pozostałości
tlenków
.
Przygotowanie powierzchni:
Powierzchnie stykowe zgrzewanych
przedmiotów muszą być bardzo starannie przygotowane do
zgrzewania. Operacje przygotowawcze zawierać muszą: dokładne
wyrównanie powierzchni przez obróbkę mechaniczną lub
chemiczną, usunięcie tlenków, smarów i innych zanieczyszczeń
oraz zaadsorbowanych gazów i wilgoci. Poprawnie przygotowane
powierzchnie powinny być płaskie lub dokładnie odpowiadać
wymaganej krzywiźnie.
Przedmioty czyszczone fizycznie
wymagają magazynowania w próżni lub w atmosferach
ochronnych, aby nie utracić efektu czyszczenia.
2
Parametry:
¾ temperatura zgrzewania w oC,
¾ czas zgrzewania w min,
¾ siła docisku zgrzewania w kN,
¾ rodzaj warstwy pośredniej
Rodzaje połączeń:
Połączenie może być wykonane bezpośrednio między łączonymi
przedmiotami lub za pomocą warstwy pośredniej. Możliwych jest
kilka rodzajów połączeń:
*
Materiały o podobnych własnościach mogą być połączone
bezpośrednio i tworzą złącze w stanie stałym.
*
Materiały o podobnych własnościach mogą być połączone przy
użyciu warstwy pośredniej, z metalu o wyraźnie różnych
własnościach. W tym przypadku warstwa pośrednia może
przyśpieszać procesy dyfuzyjne.
*
Materiały wyraźnie różniące się własnościami mogą być
połączone ze sobą za pomocą warstwy pośredniej.
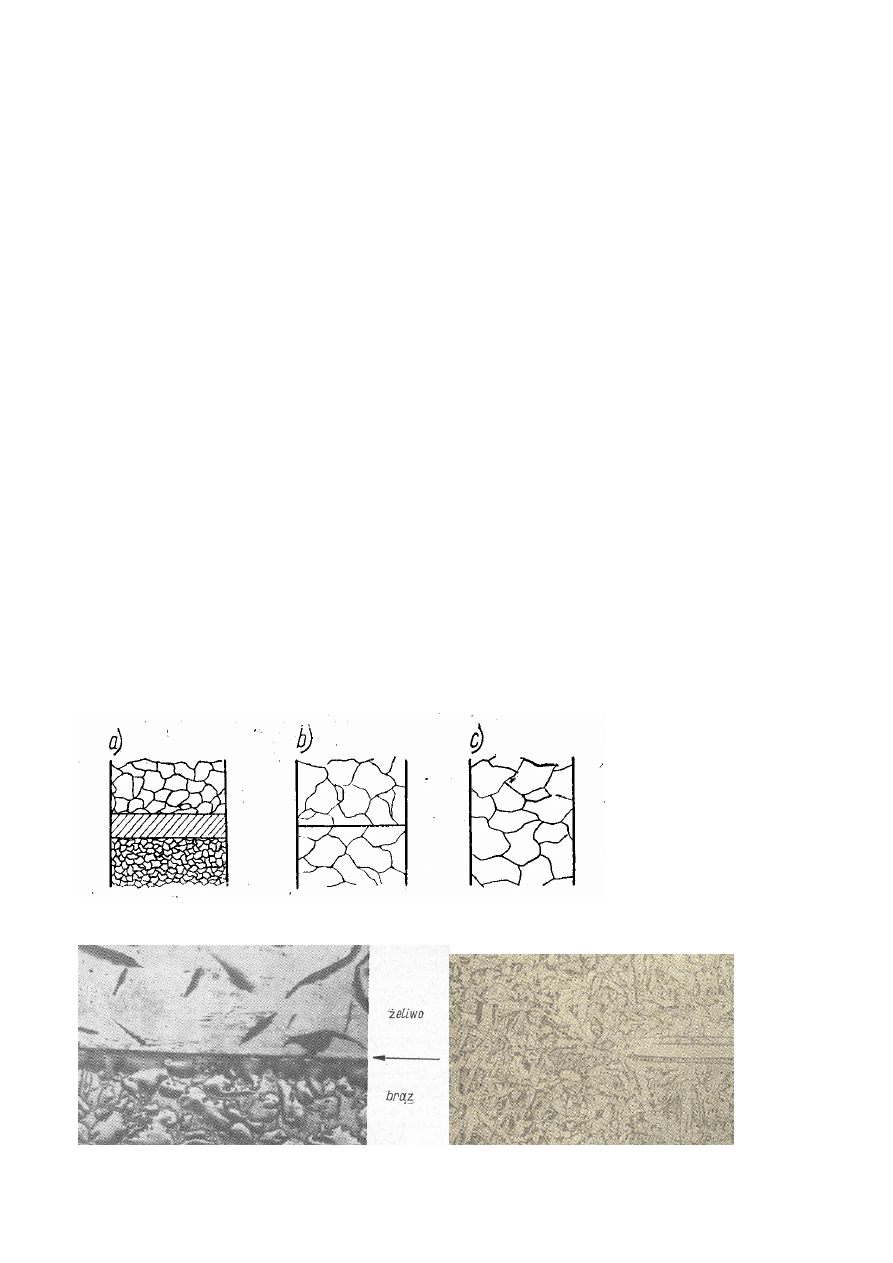
W połączeniach tych mogą występować różne struktury:
a) z warstwą pośrednią,
b) o liniowej granicy styku,
c) przy zaniku granic podziału
Przykłady struktur:
stal
3
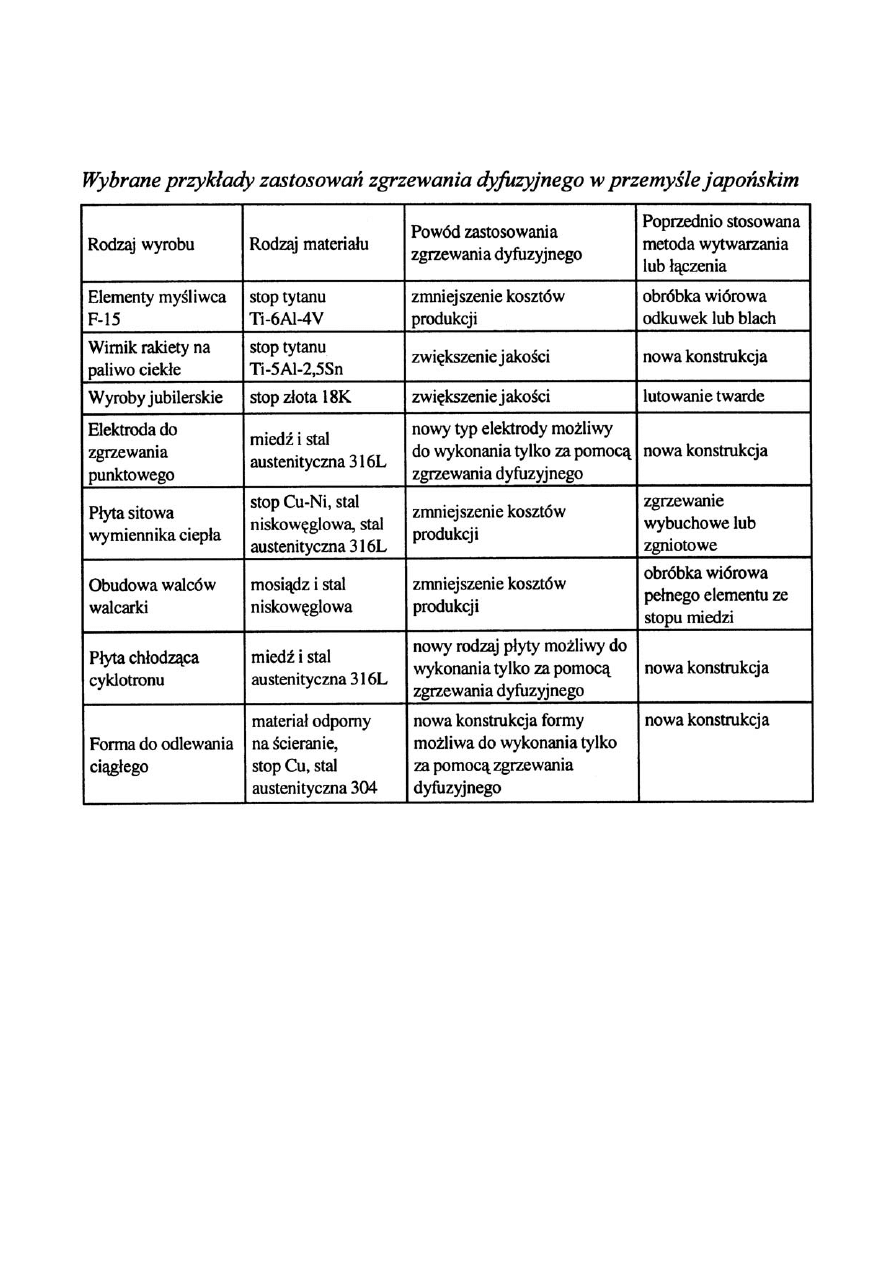
Zastosowania:
4
Wyszukiwarka
Podobne podstrony:
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
Zgrzewanie id 590033 Nieznany
1 11h ZGRZEWANIE PRADAMI WIELKI Nieznany
1 11e ZGRZEWANIE ELEKTRYCZNE OP Nieznany
polaczenia zgrzewane id 371136 Nieznany
biomass chp catalog part6 id 88 Nieznany (2)
Polaczenia zgrzewane id 371134 Nieznany
1 11f ZGRZEWANIE ELEKTRYCZNE 0P Nieznany
43 Appl Phys Lett 88 013901 200 Nieznany (2)
88 Nw 06 Budujemy latawce id 47 Nieznany
88 Nw 10 Dioda tunelowa id 4776 Nieznany
88 Nw 02 Proste uklady elektron Nieznany
zgrzewanie Nieznany
91 Nw 10 Zgrzewarka do folii id Nieznany (2)
1 12e ZGRZEWANIE ULTRADZWIEKOWE Nieznany (2)
więcej podobnych podstron