ZGRZWANIE ELEKTRYCZNE OPOROWE
ZWARCIOWE
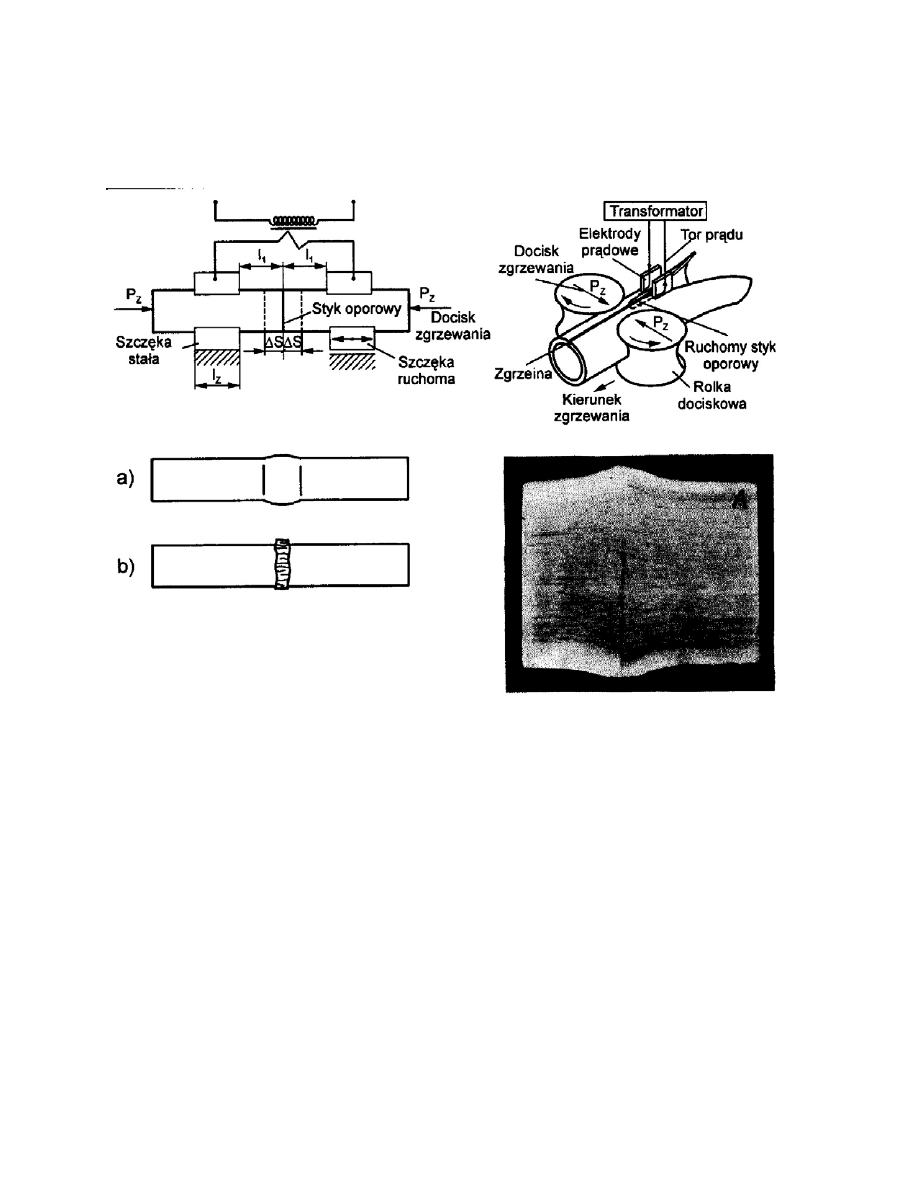
Rys.1. Schemat zgrzewania doczołowego zwarciowego prętów i doczołowo-
liniowego rur: a) złącze doczołowe prętów zgrzewane oporowo zwarciowo w
stanie plastycznym, b) złącze doczołowe prętów zgrzewane oporowo
zwarciowo ze stopieniem metalu w obszarze styku; l
1
- długość mocowania,
lz - długość zamocowania, Pz - siła docisku zgrzewania,
Δs - naddatek na
spęczanie, A - makrostruktura złącza
Z definicji:
nagrzanie do stanu plastycznego (1200-1300
0
C)
+ docisk.
Dopuszczalne:
nagrzanie do stanu płynnego i wyciśnięcie
roztopionego metalu
Klasyczny przebieg zgrzewania:
⇑P
const
→⇑I
const
→⇓I
1200-1300
→spęczanie→⇓I
1
Parametry zgrzewania
podstawowe:
♠ natężenie prądu I
z
[A]
♠ siła docisku P [kN]
♠ czas przepływu prądu [s]
pomocnicze:
♥
długość mocowania l
1
[mm]
♥
naddatek na spęczanie
Δ
s
[mm]
Dobór parametrów zgrzewania:
Eksperyment oparty na
doświadczeniu ze zgrzewania podobnych złączy lub nomogramy
parametrów zgrzewania różnych metali i stopów oferowane przez
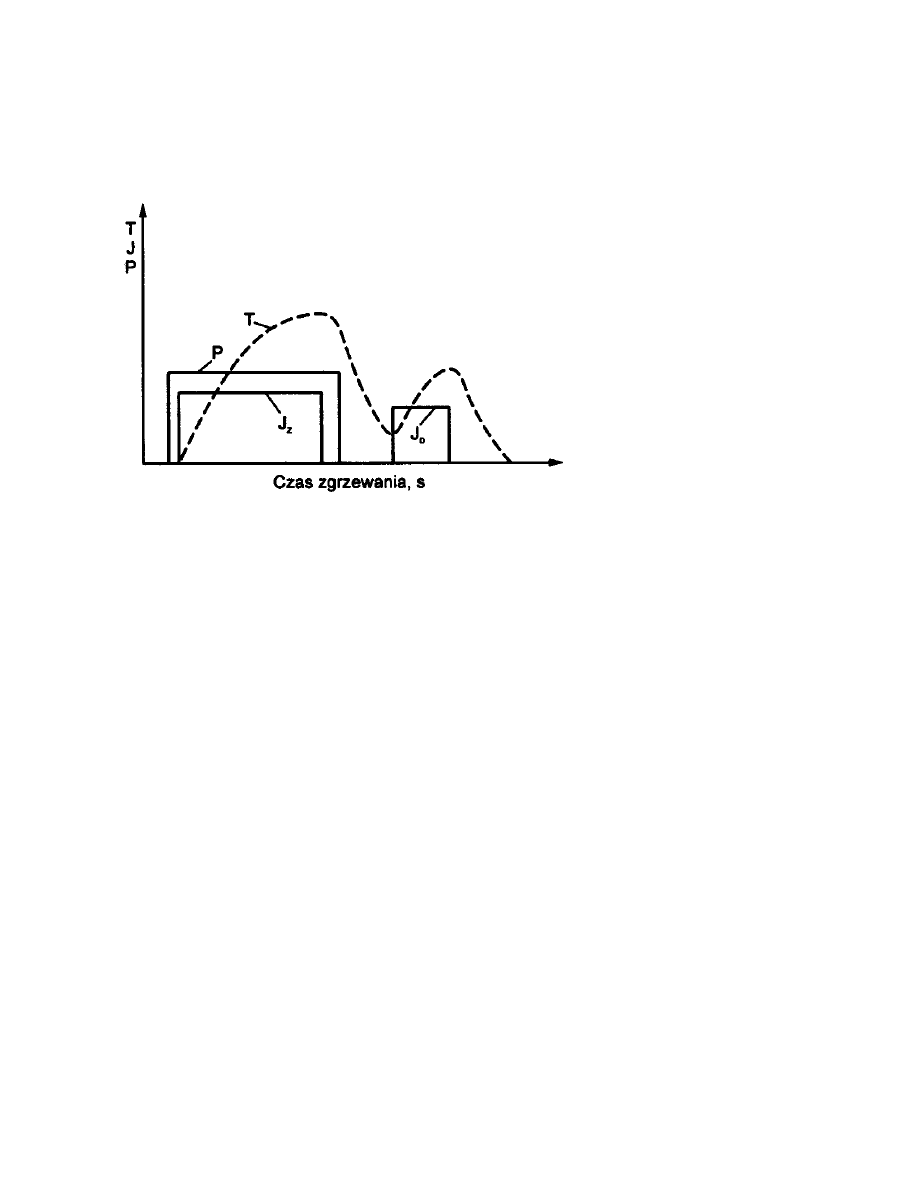
firmy produkujące zgrzewarki. Przykładowe zalecane parametry
zgrzewania zwarciowego zestawiono w tab.1.
Tab.1. Zalecane parametry zgrzewania zwarciowego
I
z
⇒
prędkość nagrzewania, mechanizm tworzenia i czas zgrzewania
I
z
↑- stale nisko węglowe, nisko stopowe, Al i Cu oraz ich stopy,
I
z
↓- stale o dużej hartowności i stale wrażliwe na dużą V
nagrzewania.
P
⇒
rodzaj metalu, kształt i wymiary złącza (zapewnić równomierne
nagrzewanie i odpowiednie spęczanie) - stały lub stopniowy
P
↑↑- wyboczenie i przesunięcie przedmiotów
P
↓↓- przyklejenia w zgrzeinie.
2
Parametrami zgrzewania można odpowiednio, świadomie
sterować tworząc tzw. programy (cykle) zgrzewania, rys.2,3 i 4.
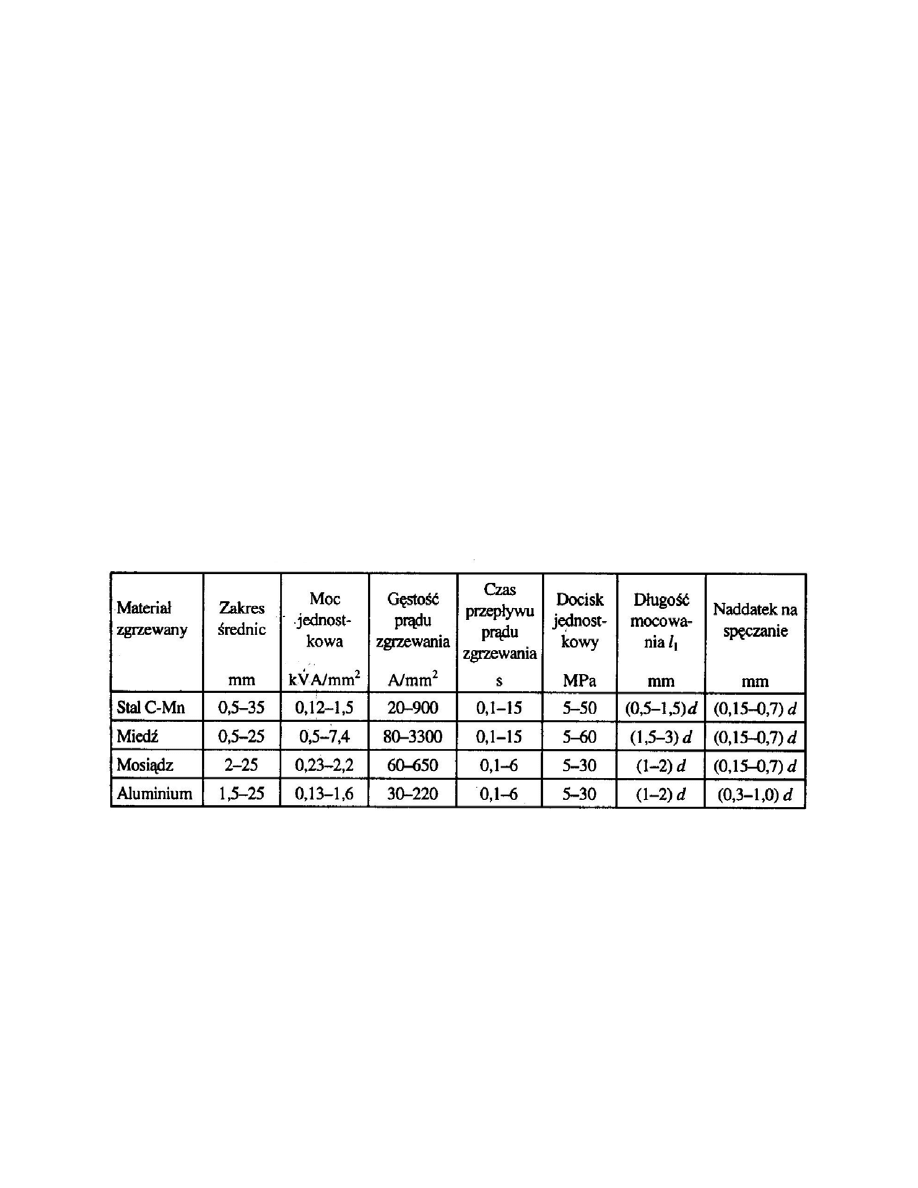
Rys.2. Program zgrzewania
oporowego doczołowego
zwarciowego ze stałym (I) i
stopniowym (II) dociskiem
zgrzewania; T - temperatura
obszaru styku zgrzewania, J
-
natężenie prądu
zgrzewania, P - siła
docisku zgrzewania
Program (cykl) zgrzewania ze zmiennym dociskiem jest
stosowany dla zwiększenia początkowej oporności stykowej a tym
samym szybkości nagrzewania.
Rys.3. Program zgrzewania
oporowego doczołowego
zwarciowego z impulsowym
przepływem prądu zgrzewania
(J
i
);
T- temperatura obszaru
styku zgrzewania, P -
siła docisku zgrzewania
Program impulsowy (I) jest stosowany dla elementów o dużych
przekrojach z metali wrażliwych na duże prędkości nagrzewania.
Pozwala na równomierne nagrzanie nie powodując przegrzania
obszaru styków zgrzewanych elementów.
3
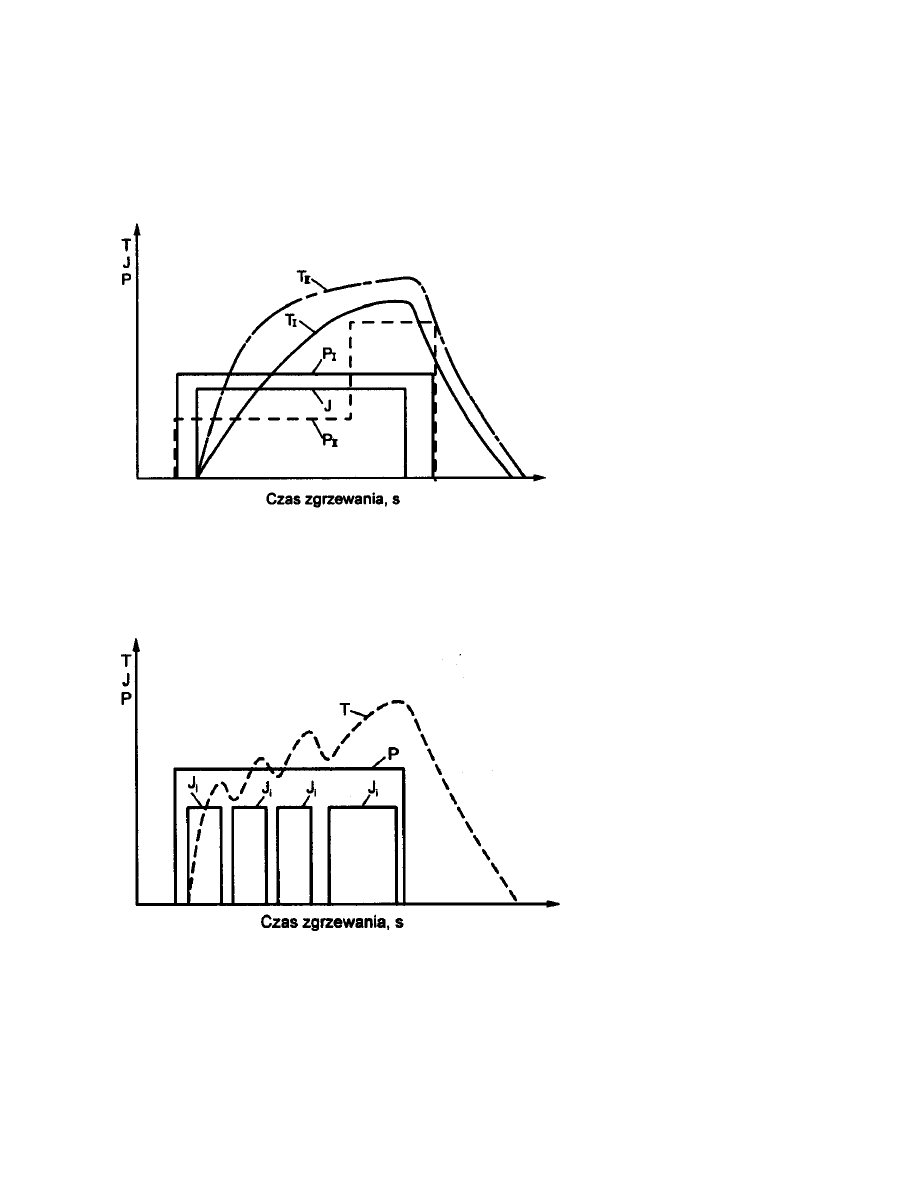
Rys.4. Program
zgrzewania oporowego
doczołowego zwarciowego
z dodatkowym
nagrzewaniem złącza
impulsem prądu obróbki
cieplnej (Jo);
Jz - natężenie prądu
zgrzewania,
T- temperatura obszaru
styku zgrzewania, P - siła
docisku zgrzewania
Program (rys. 4) jest stosowany dla materiałów wymagających
obróbki cieplnej np. stali o zawartości powyżej 0,3% C. Impuls
prądowy podgrzewa materiał zmniejszając prędkość chłodzenia.
Przygotowanie elementów do zgrzewania
1. Oczyszczenie powierzchni zewnętrznych w obszarach
zgrzewania i mocowania w szczękach (jest to zabieg bardzo
istotny ze względu na przewodzenie prądu i ewentualne
przegrzanie obszarów styku elektrod z przedmiotem);
2. Oczyszczenie i dopasowania powierzchni stykowych –
powierzchnie powinny być czyste i dobrze do siebie
przylegające (zwykle poddane obróbce skrawaniem);
3. Przygotowanie elementów ze względu na ich kształty i
wymiary, tabl. 2.
4
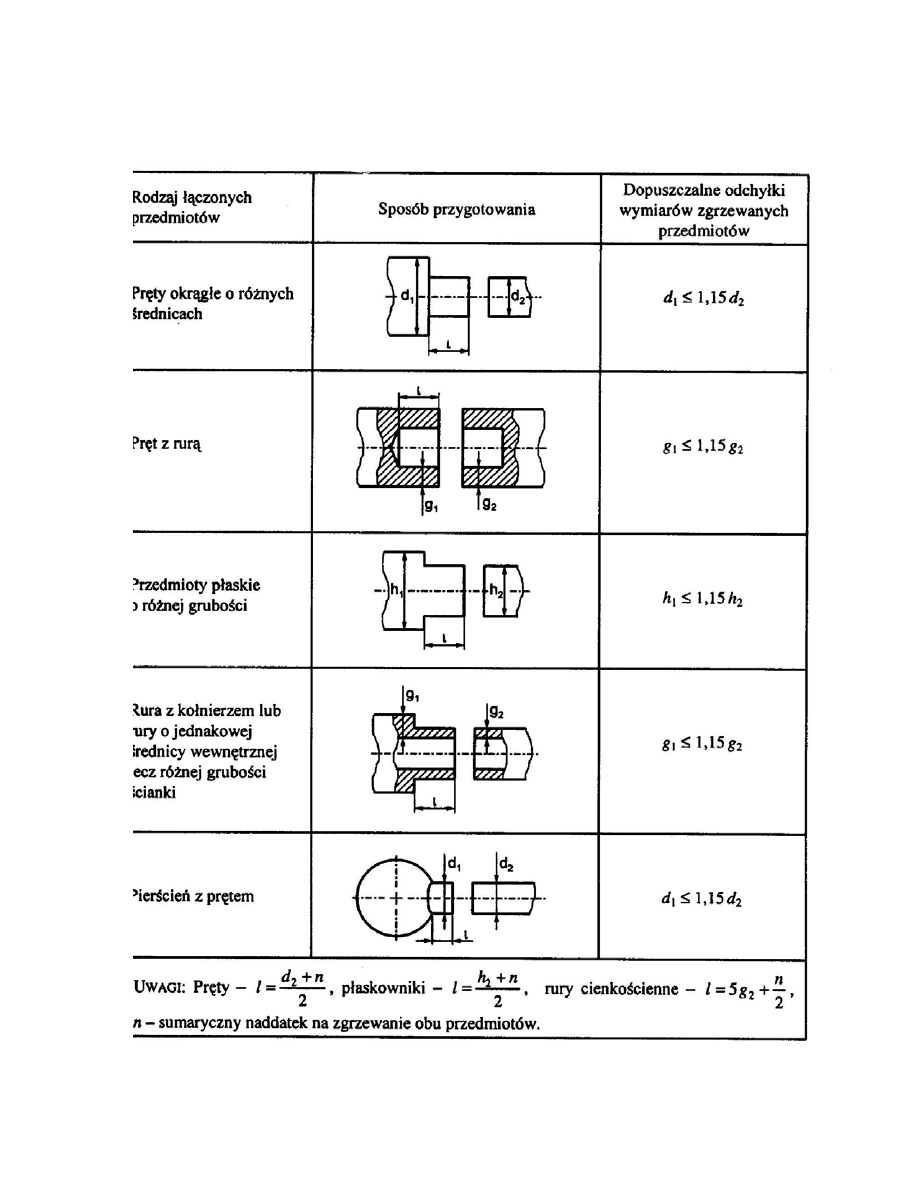
Tab.2. Przykład poprawnego przygotowania przedmiotów do zgrzewania
doczołowego zwarciowego i iskrowego
5

Zastosowanie
Zgrzewanie oporowe zwarciowe jest stosowane do łączenia
elementów o mniejszych przekrojach
(od 0,05 mm2 do 1000+1500
mm2)
, wykonanych ze stali węglowych, niskostopowych,
wysokostopowych, stopów oporowych, stopów niklu, miedzi,
aluminium, stopów miedzi i stopów aluminium oraz metali
szlachetnych.
Zgrzewane są:
⇒
pręty i kształtowniki,
⇒
rury i małe zbiorniki,
⇒
obręcze,
⇒
ogniwa łańcuchów.
Ze względu na małą sprawność energetyczną procesu
zgrzewania zwarciowego i większe koszty do łączenia doczołowego
przedmiotów o większych przekrojach zaleca się zgrzewanie iskrowe
lub tarciowe.
Ogniwa łańcuchów
o średnicach do 20 mm zgrzewa się
oporowo zwarciowo w zgrzewarkach automatycznych, które ze
względu na intensywne bocznikowanie przez ogniwo wymagają 50+
100% nadmiaru mocy w stosunku do zgrzewania oporowego
zwarciowego tych samych prętów bez bocznikowania.
Zgrzewanie oporowe zwarciowe jest stosowane do łączenia
doczołowego
rur cienkościennych
o średnicy do 40 mm, z użyciem
atmosfery ochronnej oraz z usuwaniem rąbka wewnętrznego
zgrzeiny przez nadmuch mieszanki tlenowo-powietrznej wypalającej
metal rąbka po zakończeniu zgrzewania.
Stosowane są również automatyczne urządzenia do zgrzewania
zwarciowego doczołowo-liniowego rur cienkościennych o grubości
ścianki do 20 mm i średnicach 10-300 mm, z prędkościami do 30
m/min, a wymagane moce zgrzewania wynoszą do 300 kVA .
6
Wyszukiwarka
Podobne podstrony:
1 11f ZGRZEWANIE ELEKTRYCZNE 0P Nieznany
9) Powinowactwo elektronowe id Nieznany (2)
elektroenergetykacykl1 Ogniwa P Nieznany
1 12f ZGRZEWANIE ZGNIOTOWEid 88 Nieznany
01 wstepny elektrycznyid 3080 Nieznany
93 Nw 10 Elektryczne wiertarki Nieznany
Instalacja elektryczna escort m Nieznany (2)
Elektryka i Elektronika Amper i Nieznany
15 elektrostatykaid 16020 Nieznany (2)
1 INSTALACJE ELEKTRYCZNEid 1031 Nieznany (2)
20031208!ELEKTRRid 25140 Nieznany (2)
1 11a ZGRZEWANIE OPOROWE PODSTA Nieznany (2)
dobrucki,systemy operacyjne, op Nieznany
Instalacja elektryczna galaxy m Nieznany (2)
więcej podobnych podstron