Wiadomości ogólne
Błędy kształtu są to różnice między kształtem otrzymanym po obróbce a
geometrycznym kształtem przedmiotu, który powinien być otrzymany. Rodzaje
i odmiany ważniejszych błędów kształtu :
-
błąd prostoliniowości lub kształtu,
-
błąd kołowości,
-
błąd walcowości,
W przypadkach gdy wartości liczbowe odchyłek kształtu określających błędy
kształtu, nie są podane lub mieszczą się w granicach całego pola tolerancji
wymiarowej, można ograniczyć się do sprawdzenia tych odchyłek
sprawdzianami granicznymi. Sprawdzian przechodni powinien być wzorcem
dla sprawdzanej powierzchni, a sprawdzian nieprzechodni powinien mieć z
tą powierzchnią tylko styk częściowy. Gdy odchyłki kształtu są ograniczone
tylko częścią pola tolerancji wymiarowej, wówczas powinny być
kontrolowane przez pomiar. W tym celu można wykorzystać większość
przyrządów pomiarowych stosowanych do mierzenia wymiarów
długościowych. Do sprzętu używanego podczas kontroli odchyłek kształtu
zalicz się :
-
pryzmy,
-
płyty,
-
liniały wzorcowe i przybory do płytek wzorcowych,
-
kątowniki,
-
suwmiarki,
-
mikrometry,
-
czujniki,
-
poziomice,
-
mikroskopy projektory pomiarowe.
Przy doborze sprzętu do pomiarów odchyłek kształtu, należy uwzględnić
jego czułość graniczną, tj. najmniejszą zmianę wskazania spowodowaną
najmniejszą zmianą mierzonej wielkości oraz dopuszczalny błąd pomiaru
danego przyrządu.
Pomiary i sprawdzanie prostoliniowości
Błędy prostoliniowości określa się przez porównanie danego przedmiotu z
krawędzią liniału wzorcowego lub za pomocą pomiarów.
Pomiary prostoliniowości przeprowadza się w sposób następujący :
-
wyznacza się prostą wzdłuż której dokonywane będą pomiary.
-
linię pomiarową dzieli się na szereg równych odcinków o długości w
granicach 100-500 mm.
-
Dokonuje się pomiarów współrzędnych poszczególnych punktów
pomiarowych( można tego dokonać bezpośrednio lub przez pomiar kątów
pochylenia).
Sposoby pomiaru prostoliniowości
-
Pomiar za pomocą liniału krawędziowego,
-
Pomiar za pomocą liniału prostokątnego,
-
Pomiar za pomocą struny i lunety,
-
Pomiar za pomocą zwierciadła wodnego i mikrometru,
-
Pomiar za pomocą liniału powierzchniowego użebrowanego,
-
Pomiar za pomocą poziomicy,
-
Pomiar za pomocą przyrządu czujnikowego z poziomicą,
-
Pomiar za pomocą liniału optycznego,
-
Pomiar za pomocą autokolimatora,
-
Pomiar za pomocą kolimatora.
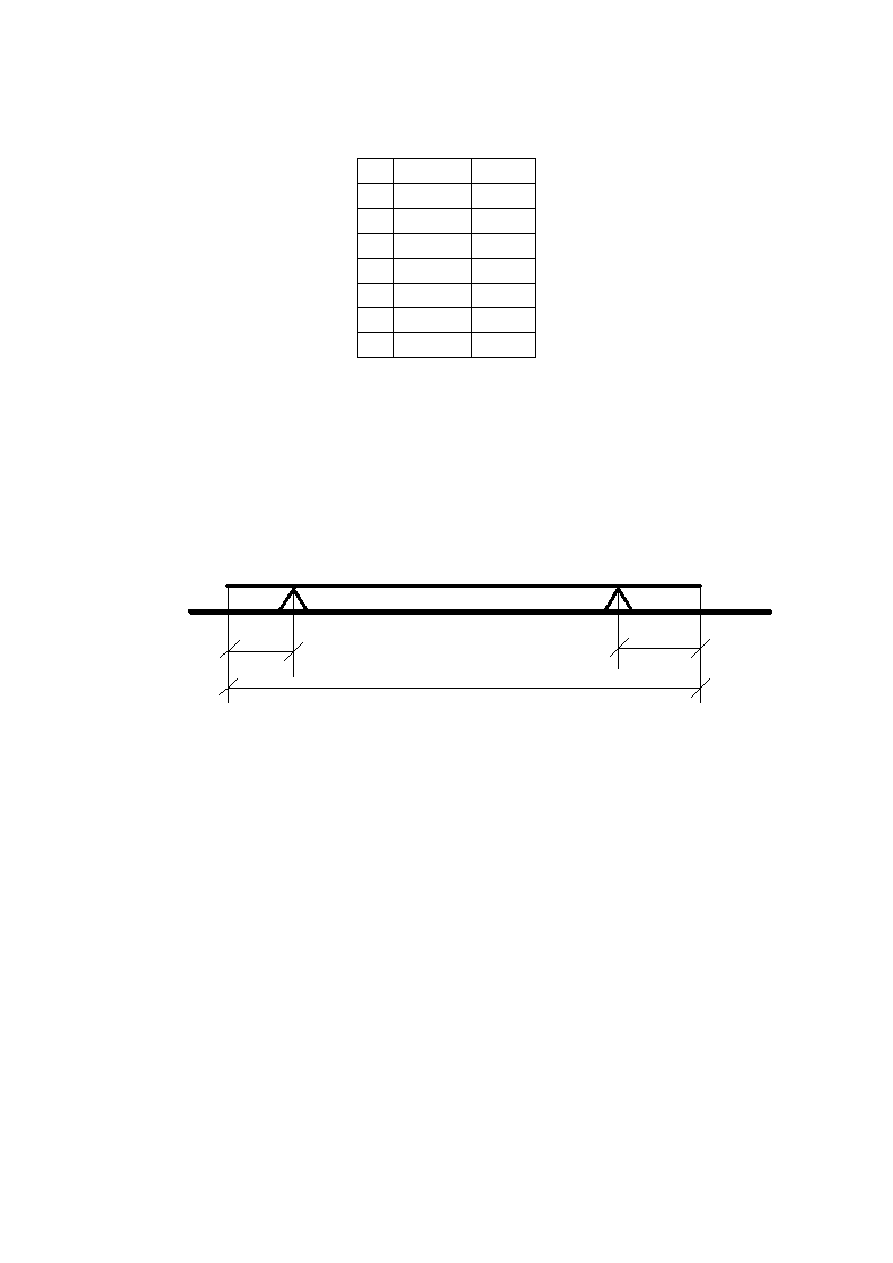
Dokonano pomiaru prostoliniowości cownika stalowego za pomocą
poziomicy optycznej o długości 152 mm. Wstępne ustawienie elementu za
pomocą poziomicy o dokładności 0,05 mm.
Wyniki pomiarów :
1
-3
2
-2
3
-1
4
0
5
-1
6
-3
7
+3
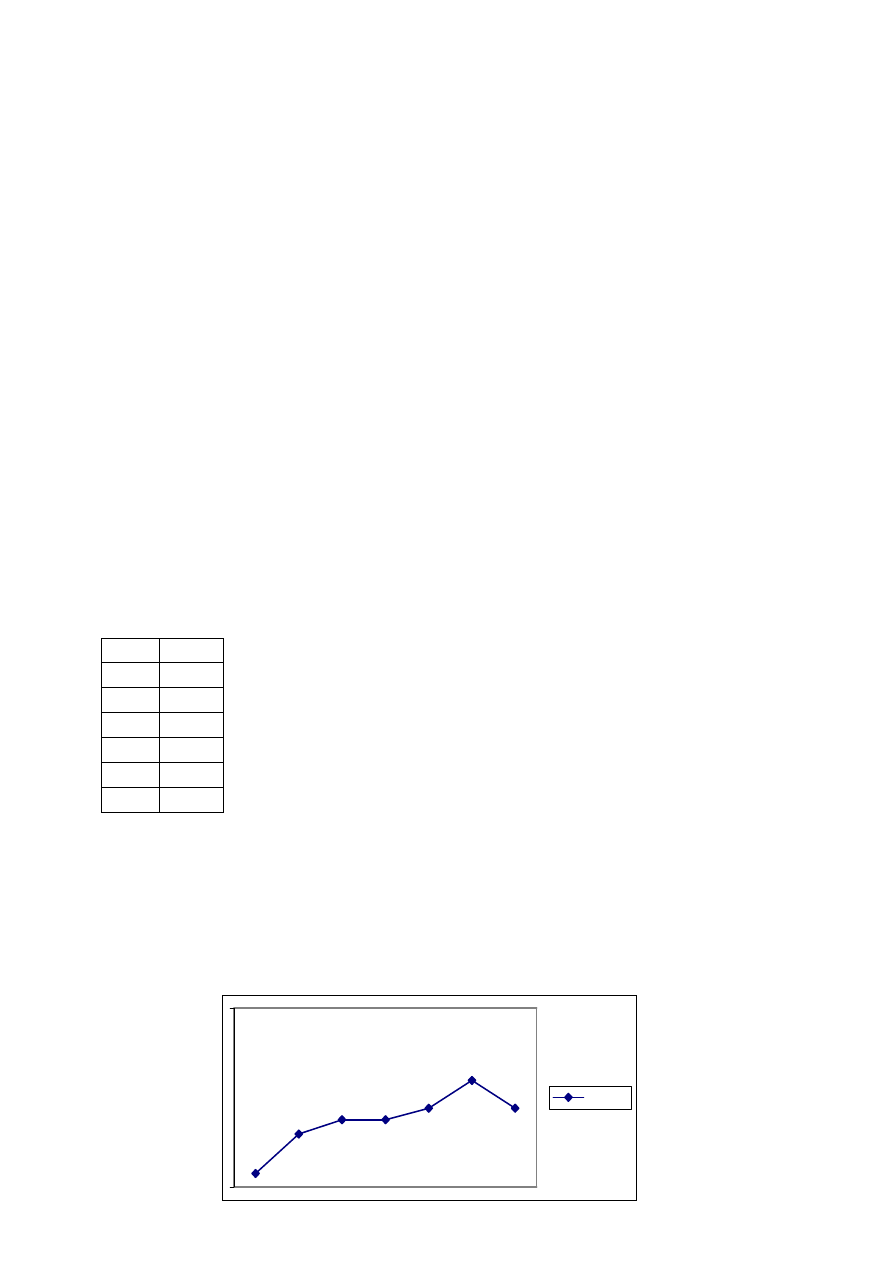
Wykres itd.
Serie1
Lp.
x
Y
1.
152
0,119
2.
304
0,198
3.
456
0,237
4.
608
0,237
5.
760
0,276
6.
912
0,395
7.
1064
0,276
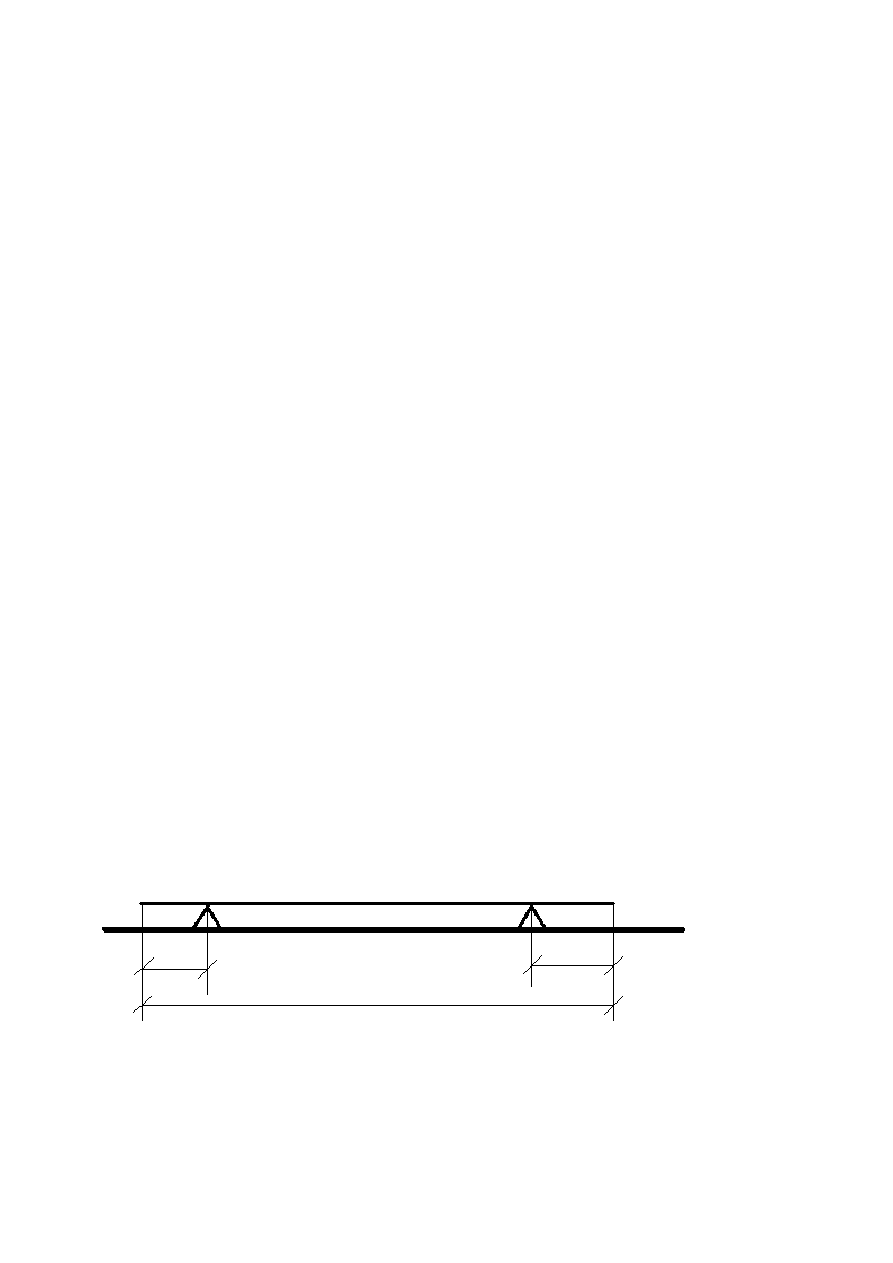
Sprawdzenie prostoliniowości za pomocą liniału prostokątnego i
płytek wzorcowych
Płytki wzorcowe użyte podczas pomiaru były klasy I i II co daje dokładność
0,05 mm
Wyszukiwarka
Podobne podstrony:
metrologia - błędy kształtu, ZiIP, II Rok ZIP, Metrologia, metrologia, Sprawozdania
Błędy kształtu, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
Błędy kształtu wałka
metrologia - błędy kształtu, ZiIP, II Rok ZIP, Metrologia, metrologia, Sprawozdania
Błędy w wychowaniu, Pliki, Teoretyczne podstawy kształcenia
Kształcenie ruchowe i metodyka naucznia ruchu
p 43 ZASADY PROJEKTOWANIA I KSZTAŁTOWANIA FUNDAMENTÓW POD MASZYNY
koncepcja kształcenia wielostronnego
bledy lekarskie
reforma ksztalcenia zawodowego(1)
2 8 Błedy pomiarów
WYKL 5b zmiana kształtu odlewu
Logistyka Zaopatrywania Metody ksztaltowania zapasow
TREŚĆ KSZTAŁCENIA2
Poł kształtowe cz 1
więcej podobnych podstron