
PODSTAWY ROBOTYKI
PR W 11
Charakterystyki robotów przemysłowych i ich badanie
1
Powody dla których prowadzone są badania robotów można sprawdzić do dwóch
najważniejszych:
Uzyskanie charakterystyki umożliwiających porównanie różnych typów robotów, lub
w przypadku jednego typu robota- charakterystyk poszczególnych egzemplarzy
Kontrola jakości
Charakterystyki umożliwiają wybór właściwego robota do wykonania określonego zadania.
Jak do tej pory jest to jedyna możliwa metoda selekcji odpowiednich robotów, gdyż
dotychczas nie istnieją powszechnie przyjęte metody określania parametrów robotów.
1. Przemieszczenia, dokładności i powtarzalność pozycjonowania
Badanie pozycjonowania przeprowadza się, mierząc i rejestrując położenie oraz jego
zmiany w wybranych punktach przestrzeni roboczej.
Przybliżmy tutaj budowę jednego ze stanowisk używanych do badań parametrów
mechanicznych. Będzie to stanowisko używane w Instytucie Techniki Wytwarzania i
Automatyzacji w Stuttgardzie, pozwalające określić statyczne i dynamiczne błędy
pozycjonowania. W celu łatwiejszego zrozumienia opisu zasady działania stanowiska
najpierw przedstawmy jego budowę na rys. 1.
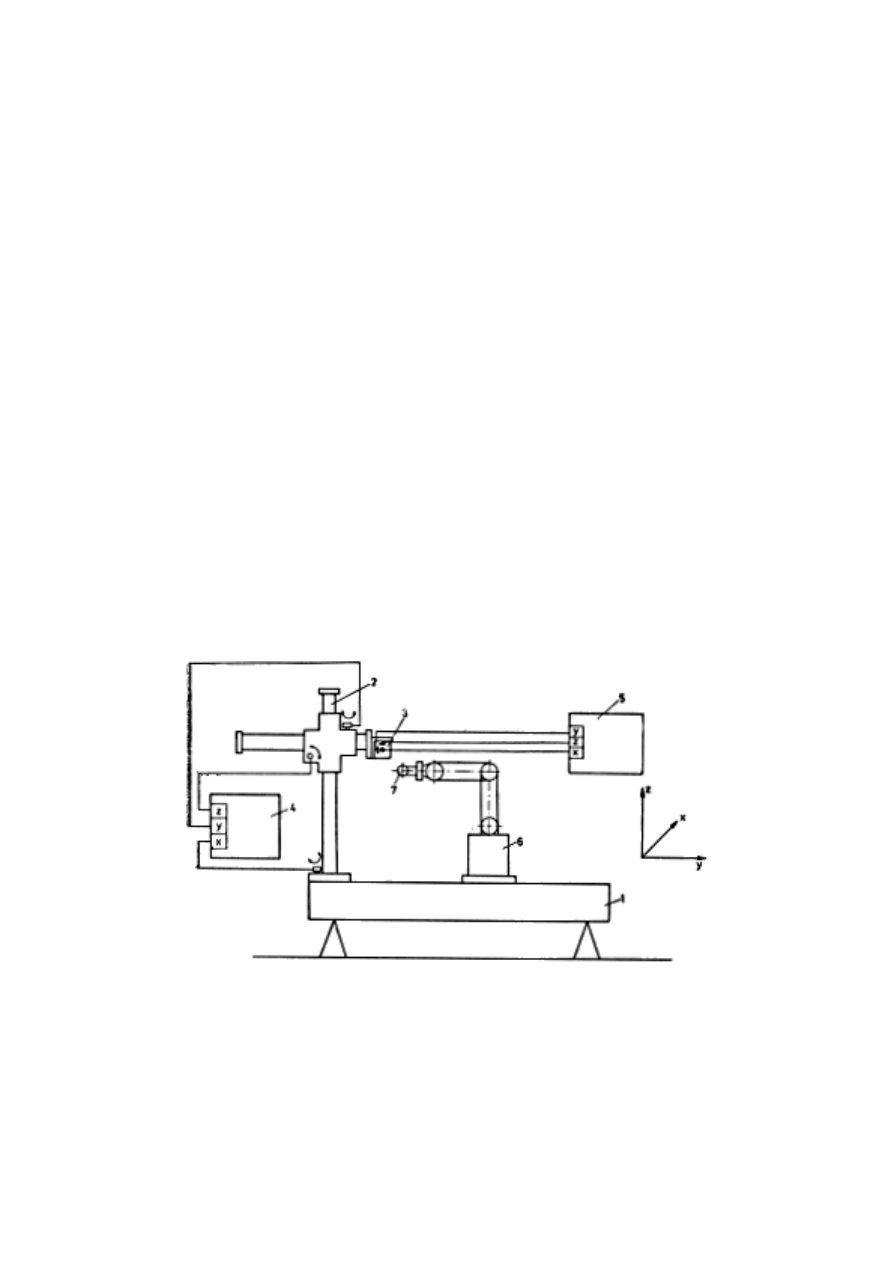
Rys. 1. Stanowisko do badania parametrów mechanicznych robotów
1 – płyta, 2 – stojak pomiarowy, 3 – głowica z czujnikami, 4 – monitor stojaka,
5 – monitor czujników, 6 – robot badany
Na płycie stanowiącej podstawę robota umieszcza się badanego robota. Na tej samej
płycie znajduje się także stojak pomiarowy z umieszczonymi w niej 3 indukcyjnymi
2

czujnikami położenia dla 3 osi przestrzennego układu x, y, z. Ramię robota ma na końcu
zamocowaną końcówkę pomiarową w postaci kuli. Układ pomiarowy mierzy
przemieszczenia tej kuli na końcowym odcinku odpowiednio zaprojektowanej trajektorii
ruchu robota. Wyniki, zależnie od przeznaczenia mogą być wskazywane, rejestrowane bądź
poddawane przetworzeniu. Jeżeli zaś chodzi o głowicę to może być ona ustawiona w
dowolnym punkcie przestrzeni a to za sprawą poziomego i pionowego przesuwania
elementów stojaka a także przesunięcie całego stojaka na płycie.
Metodą tą, jak już wspomniano można określać zarówno statyczne jak i dynamiczne
błędy pozycjonowania. W przypadku zaś określenia samych błędów statycznych używa się
prostszych metod. Jedna z nich może polegać na umieszczeniu w przestrzeni roboczej tzw.
czujników zegarowych przemieszczenia. Do ruchomej wskazówki takiego czujnika dotyka i
przemieszcza ją , na krótkim odcinku końcowym ruchu, robot, wskazywane jest to zaś przez
wskazówkę na jego tarczy.
W celu pomiaru ruchu każdej z osi robota instaluje się osobne czujniki, odpowiednio
programując ruchy robota.
Wyniki pomiarów mogą być różne zależnie od:
Wyboru punktów w przestrzeni roboczej w której przeprowadzane są pomiary
(szczególnie ich oddalenia od maksymalnego zasięgu ruchu)
Zaprogramowania trajektorii ruchów robota
Obciążenia robota
Prędkości robota
Otrzymane w wyniku statycznych pomiarów pozycjonowania liczby, służą do określania
dokładności oraz powtarzalności pozycjonowania.
Określenie dokładności wymaga obrania punktu odniesienia względem którego będziemy
liczyć błąd. Wadą tej metody jest jednak brak konkretnych powodów wyboru punktu za punkt
odniesienia. Z tego też powodu częściej przy badaniu parametrów mechanicznych określa się
powtarzalność pozycjonowania.
Powtarzalność pozycjonowania określa się jako różnicę pomiędzy poszczególnymi
wartościami pomiaru (nie ma konieczności wyznaczania punktu odniesienia). Metody
określania powtarzalności pozycjonowania:
Określenie maksymalnego błędu bezwzględnego jaki wystąpił podczas pomiarów
Obróbka statystyczna wyników pomiarów- określenie błędu bezwzględnego oraz
wartości odchylenia średniego
Według wzoru
3

max
min
2
X
X
S
−
= ±
z założeniem, że
S- powtarzalność pozycjonowania
X
max
- maksymalna wartość pomiaru w serii
X
min
- minimalna wartość pomiaru w serii
Warto jednak nadmienić iż zarówno w badaniach statystycznych pozycjonowania
robotów jak i praktycznym użytkowaniu robotów mogą wystąpić długotrwałe, powoli
zmieniające się błędy statyczne wiążące się z powolnym stabilizowaniem się temperatury
poszczególnych części i zespołów robota.
Podstawę określania błędów dynamicznych pozycjonowania stanowi zarejestrowany
przebieg przejściowy zmian położenia na końcowym odcinku toru, zawierający zjawiska
oscylacyjne, które występują przy zatrzymaniu się robota. Można z niego określić:
czas odpowiedzi
maksymalny błąd dynamiczny w stosunku do stanu ustalonego
Są to dwa podstawowe parametry charakteryzujące dynamikę pozycjonowania.
Inną z metod określenia błędów dynamicznych pozycjonowania jest badanie
pozycjonowania w ruchu po określonej trajektorii. Wyznacza się odchyłki występujące w
kierunkach prostopadłych do trajektorii oraz zmianę długości między określonymi dwoma
punktami spowodowaną tymi odchyłkami.
Do ogólnego scharakteryzowania powtarzalności pozycjonowania stosuje się także
test przebicia tarczy igłą. W określonym miejscu przestrzeni roboczej umieszczamy tarczę
podobną do tarczy strzeleckiej, na której narysowane są współśrodkowe okręgi. Na końcu
ramienia robota umieszcza się igłę i programuje taki cykl pracy robota, by robot trafiał igłą w
tarczę. Rozkład przekłuć mówi bardzo dużo o powtarzalności pozycjonowania badanego
robota.
Badając powtarzalność pozycjonowania nie można pominąć tak ważnej kwestii jak
badanie sztywności części manipulacyjnej, od której zależą odkształcenia części
manipulacyjnej pod wpływem obciążeń. Przeprowadza się je poprzez obciążenie
nieruchomego robota określonymi siłami.
4
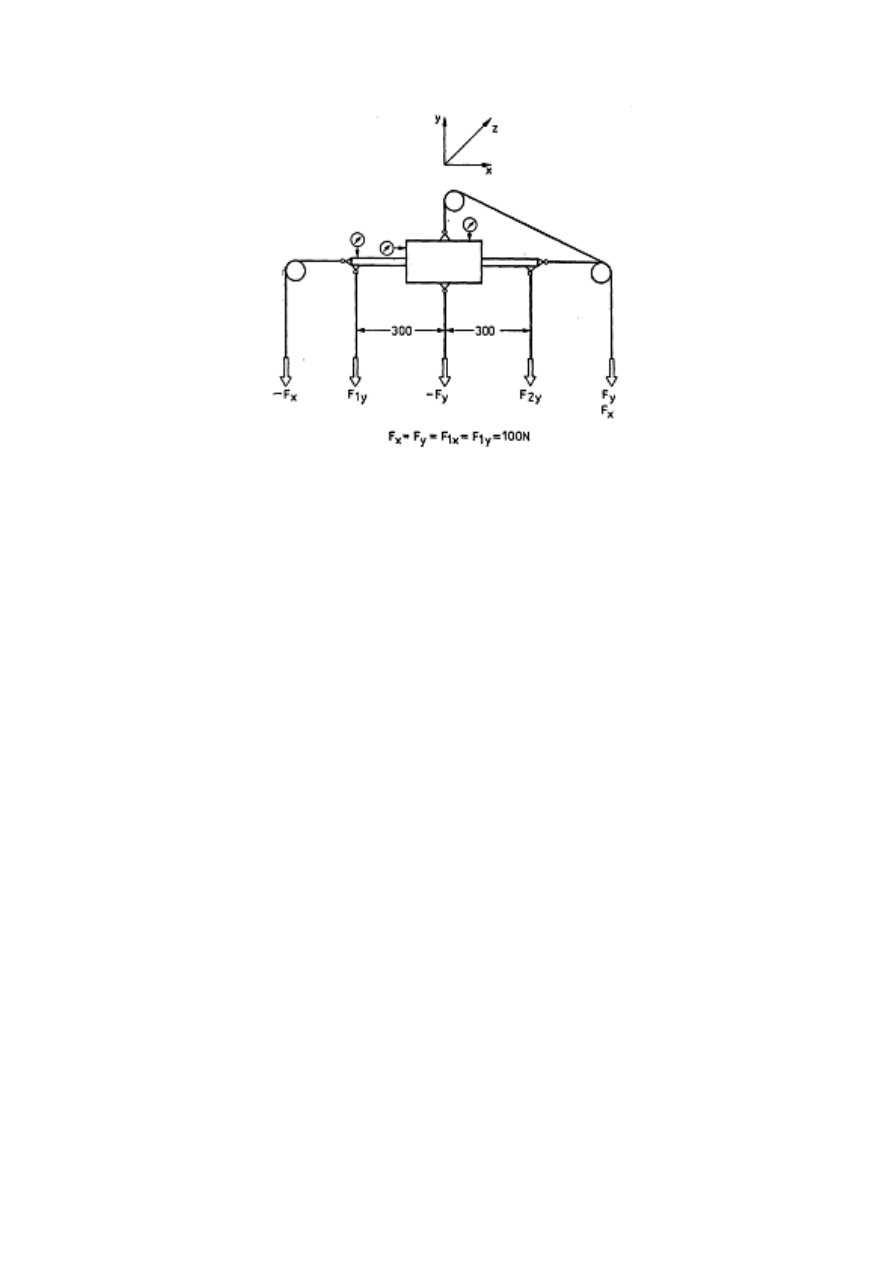
Rys. 2. Rozmieszczenie obciążeń i czujników odkształcenia podczas badań kontrolnych
sztywności części manipulacyjnej robotów PR-02.
2. Prędkość
Metody pomiaru prędkości osiąganej przez robota wymagają z reguły użycia
dodatkowych czujników zainstalowanych na robocie lub też na stanowisku badawczym. Do
najczęstszych z nich należą:
umieszczenie czujników przyspieszenia w ramieniu robota; rejestrujemy w ten sposób
przebieg przyspieszenia w funkcji czasu który po scałkowaniu dostarczy nam
informacji o prędkości robota
użycie układu mierzącego i rejestrującego przebieg drogi ramienia np. przetwornika
położenia kątowego bębna pomiarowego, którego obrót jest wywołany nawijaniem
lub odwijaniem się cięgna przytwierdzonego do ramienia robota; prędkość
wyznaczamy jako pochodną drogi względem czasu; przebiegi te pozwalają uzyskać
przebiegi prędkości oraz określić na ich podstawie występującej podczas ruchu
wartości maksymalnej, minimalnej i średniej. Na rys. 3. przedstawiono przykładowy
przebieg drogi X i prędkości V jednej, pozycjonowanej zderzakowo osi robota o
napędzie pneumatycznym:
5
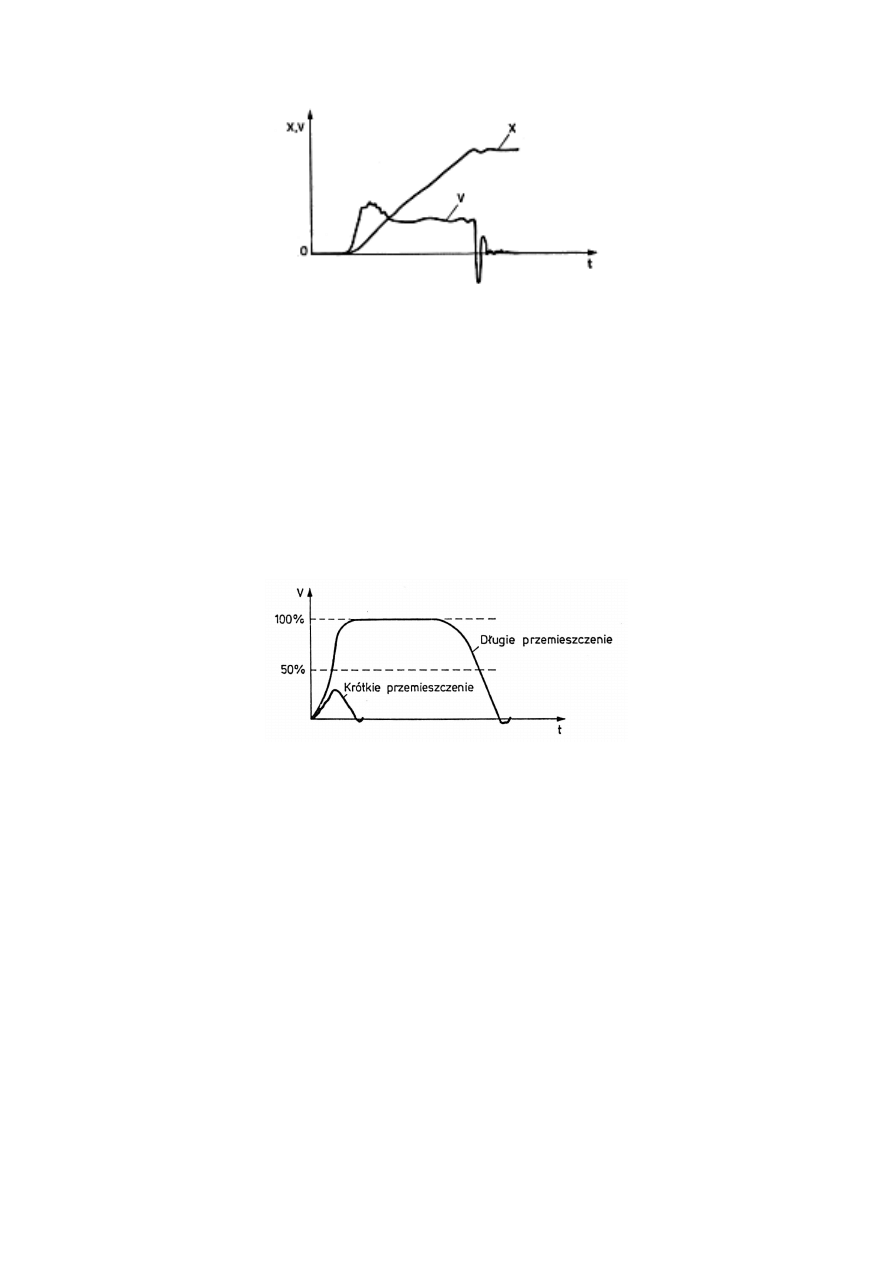
Rys. 3. Przebieg drogi X i prędkości V w ruchu pozycjonowanej zderzakowo osi robota o
napędzie pneumatycznym
określenie przebiegu prędkości przez pomiar wewnętrznych sygnałów
serwomechanizmu robota np. sygnału sprzężenia zwrotnego w prądnicy
tachometrycznej ( ma zastosowanie tylko w robotach wyposażonych w
serwomechanizmy napędowe); na rys. 4. pokazano typowy przebieg prędkości robota
z serwomechanizmem napędowym
Rys. 4. Typowy przebieg prędkości w ruchu osi robota wyposażonej w serwomechanizm
napędowy
Warto zauważyć iż podczas krótkich przemieszczeń nie jest rozwijana maksymalna
prędkość( zasada ta dotyczy wszystkich typów robotów, także tych o pozycjonowaniu
zderzakowym).
Prędkość średnią określamy przez pomiar czasu ruchu (gdy droga jest znana).
3. Wytrzymałość i odporność na narażenia środowiskowe
Zależnie od stanowiska pracy robot podlega różnym zagrożeniom. Najczęstsze z nich to:
wysoka temperatura
duża wilgotność
6

atmosfera wywołująca korozję (gł. zawartość amoniaku)
zapylenie powodujące przyspieszone zużycie części ruchomych
zalanie, zachlapanie, uderzenie części stałych (w tym o wysokiej temperaturze) oraz
działanie strumienia pary
udary i wibracje
zakłócenia elektromagnetyczne
Dodatkowo roboty podlegają narażeniom podczas transportu spowodowanych:
działaniem wysokich i niskich temperatur
wilgotnością
wstrząsami transportowymi
W tym miejscu należy podkreślić różnicę pomiędzy odpornością i wytrzymałością.
Mówiąc, że na pewne narażenia robot powinien być odporny mamy na myśli, że powinien on
poprawnie działać podczas występowania narażenia. Jeśli zaś powinien on być wytrzymały to
znaczy że powinien on wytrzymać bez uszkodzenia działanie czynników wymuszających. Za
przykład okoliczności, które wymagają tylko wytrzymałości bez odporności jest na przykład
transport.
Typowymi próbami środowiskowymi, którym poddaje się robota są:
próby wytrzymałości i odporności na działanie temperatury i wilgotności
Polegają na sprawdzeniu czy robot może poprawnie pracować w przyjmowanym
powszechnie przedziale temperatur 5
40
lub 50
o
o
o
C
C
C
+
÷ +
+
przy wilgotności
względnej 90% lub 95% a także czy może on być transportowany i
przechowywany w temperaturach ujemnych.
Przykładowo w programie badań robotów PR-02 ujęto następujące próby
wykonywane w komorach klimatycznych, wykonywane wg Polskiej Normy
PN-73/E-04550 „Wyroby elektrotechniczne. Próby środowiskowe.”
Narażenie na zimno. Próba wytrzymałości w temperaturze -25
o
C w czasie 8
godzin oraz próba odporności w temperaturze +5V
Narażenie na suche gorąco. Próba wytrzymałości w temperaturze +55
o
C w
czasie 8 godzin oraz próba odporności w temperaturze +40
o
C
Narażenie na wilgotne gorąco. Próba wytrzymałości w temperaturze +40
o
C przy
wilgotności względnej 90 95%
÷
w czasie 4 dób. Podczas prób uruchamia się
okresowo robota, aby sprawdzić jego odporność.
próby odporności na zakłócenia elektromagnetyczne
7

Ich celem jest sprawdzenie odporności robota na zakłócenia pochodzące zarówno
z sieci zasilającej jak i od strony wejść i wyjść. Próba ta ma wielkie znaczenie,
gdyż to właśnie zakłócenia elektromagnetyczne mogą być powodem wykonania
przez robota nie zaprogramowanych ruchów, które mogą być przyczyną
uszkodzeń na stanowisku pracy a nawet wypadku. Z doświadczeń Przemysłowego
Instytutu Automatyki i Pomiarów wynika, że wymagana jest odporność na
zakłócenia:
Impulsowe o amplitudzie 1500V i czasie narastania 5ns- od strony sieci
zasilającej
Impulsowe o amplutudzie1000V i czasie narastania też 5ns- od strony wejść i
wyjść
Próby dokonuje się z użyciem symulatorów zakłóceń wytwarzających
odpowiednie impulsy.
próby wytrzymałości i odporności na wstrząsy i drgania
Wymagania dotyczące tej próby zależą od przeznaczenia i zakresu zastosowań
robota. We wspominanych wcześniej robotach PR-02 przeprowadza się próbę
odporności na drgania sinusoidalne o amplitudzie 0.15mm i częstotliwości
10 55 Hz
÷
. Z kolei doświadczenia przeprowadzane przez firmę Unimation
wskazują że bardziej niebezpieczne dla robotów są udary powstające w wyniku
pracy pras i młotów, ze względu na ich wielką energię i niemożność skutecznej
izolacji, która to jest możliwa w przypadku drgań. Należy pamiętać, że próba ta
związana jest głównie z narażeniami transportowymi robota, czyli podlega im
robot w opakowaniu. Dlatego też należy rozważyć, czy lepiej zainwestować w
solidne opakowanie dla robota, oszczędzając przy tym parę groszy na transporcie
czy z kolei sprecyzować formę przewozu, nie stawiając wysokich wymagań co do
formy opakowania.
4. Niezawodność
Niezawodność określa się zazwyczaj podając średni czas między uszkodzeniami, czyli
MTBF (z ang. Mean Time Between Failures), który dla współczesnych robotów powinien być
nie mniejszy niż 400h. Wartość ta wynika z założenia, że robot powinien pracować poprawnie
przez 98% swojego czasu oraz że naprawa uszkodzenia powinna zabierać nie więcej niż 8
godzin pracy robota.
8
Typowy model pracy robota to praca 2-zmianowa z konserwacją wykonywaną
podczas 3-ciej zmiany i naprawie uszkodzeń, wykonywanej przez służbę serwisową nie
później niż na drugi dzień po wystąpieniu uszkodzenia.
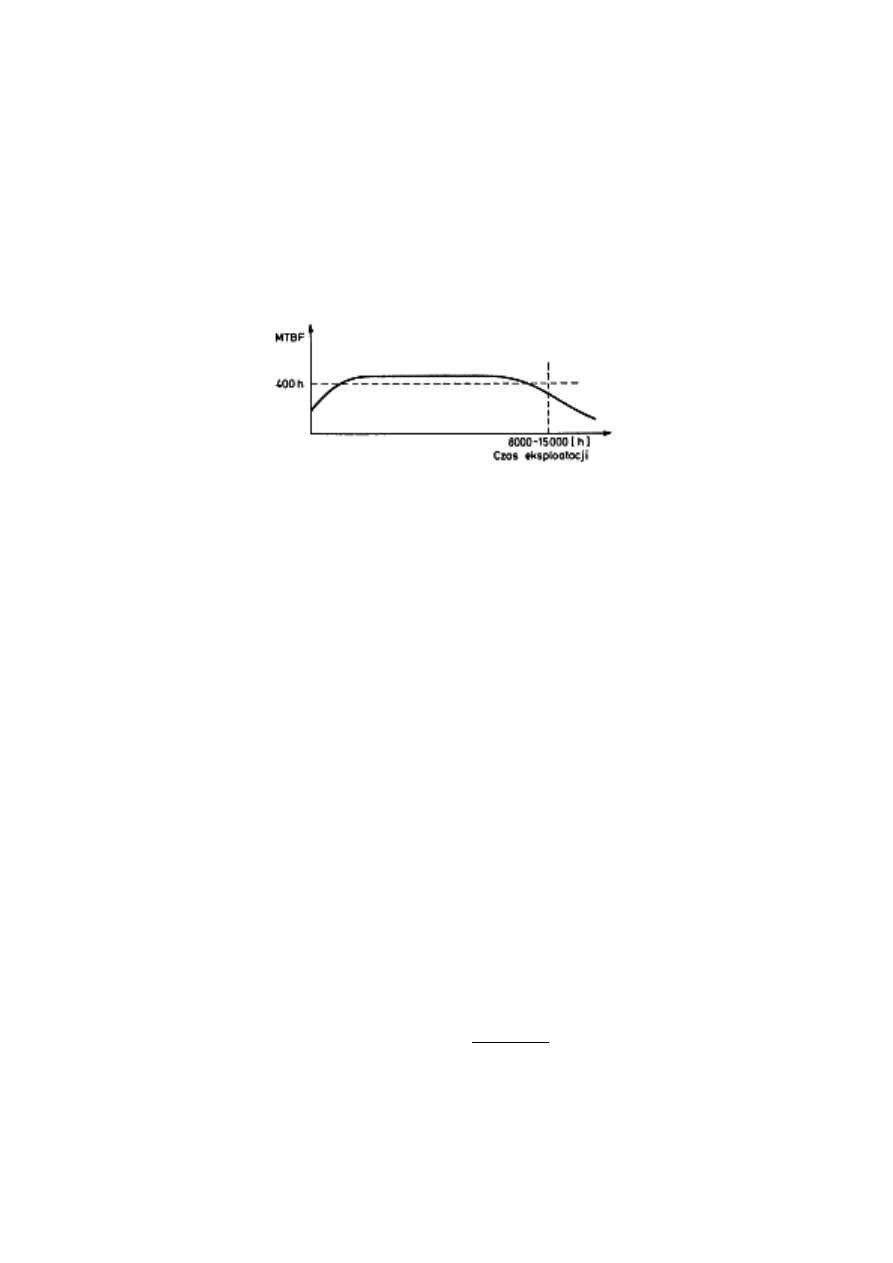
W czasie eksploatacji niezawodność robotów zmienia się wg typowej krzywej
niezawodności przedstawionej poniżej. Jak można zauważyć w początkowej i końcowej fazie
uszkodzenia są częstsze, zaś przez większość czasu częstotliwość występowania uszkodzeń
jest mniej więcej stała.
Rys. 5. Krzywa niezawodności robotów (na podstawie informacji o robotach Unimate)
Niezawodność robotów bada się metodami eksploatacyjnymi i laboratoryjnymi.
Metoda eksploatacyjne:
Polega na zbieraniu danych o uszkodzeniach powstających podczas normalnej pracy u
użytkownika
Dane gromadzi zazwyczaj służba serwisowa dokonująca napraw u klientów
Metoda laboratoryjna:
Polega na gromadzeniu danych i uszkodzeniach podczas badań długotrwałych
Można też stosować specjalne badania niezawodności
Wprowadzone zostały one do badań robotów PR-02. Sprawdzeniu poddawano
zarówno poszczególne moduły jak i kompletnego robota. Zostało ono oparte o
Polską Normę PN-77/N-04021 „Niezawodność w technice. Plany badania w
przypadku rozkładu wykładniczego”, posłużono się w nim planami badania
ustalonej liczby uszkodzeń bez wymiany. Polega ono na tym, że bada się pewną
liczbę urządzeń tak długo, aż nie wystąpi jego uszkodzenie. Wynik uznaje się za
pozytywny jeśli spełnia on warunek:
1
2
3
3
T T
T
C
+
+
ł
gdzie:
9

T
1
, T
2
, T
3
- liczba cykli pracy poszczególnych urządzeń zrealizowanych od chwili
wystąpienia uszkodzenia
C- stała krytyczna określona według wymienionej normy
Dla kompletnego robota stałą C oblicza się przy założeniu, że kwalifikująca liczba
cykli to 100000 a dyskwalifikująca 20000. Przy tym prawdopodobieństwo przyjęcia partii
urządzeń o kwalifikującej liczbie cykli wynosi 0.9 a o dyskwalifikującej liczbie cykli
wynosi 0.1. Dla takich założeń stała C wynosi 36700 cykli. Kwalifikująca liczba cykli dla
modułów wynosi 400000).
W praktyce przemysłowej cykle pracy robotów są bardzo zróżnicowane, ich
długość wynosi od kilku sekund (częściej) do kilkunastu minut.
Kwalifikująca liczba cykli 100000 dla kompletnego robota odpowiada 400h przy
cyklu długości około 15s. Dla modułów jest to 400000 cykli, co odpowiada 1600h przy tej
samej długości cyklu.
Niezawodność jest niezwykle istotnym parametrem charakteryzującym robota i
przesądzającym o jego praktycznej przydatności.
5. Badania kontrolne u producenta
Producenci dokonują badań robotów w celu kontroli ich jakości. Badania te obejmują:
Sprawdzenie podstawowych parametrów robota
Sprawdzanie wytrzymałości i odporności na narażenia
Próbę pracy długotrwałej ( trwa ona zwykle
100 300h
÷
robot realizuje na stanowisku
badawczym program testujący obejmujący ruchy wszystkich osi)
W Polsce obowiązuje zasada, że wyroby produkowane seryjne lub masowo powinny mieć
Normy Zakładowe, określające wymagania techniczne jakie wyrób musi spełniać a także
sposób badania wyrobu. Dlatego też w 1979 r. w Przemysłowym Instytucie Automatyki i
Pomiarów powstał zestaw norm zakładowych dla robotów PR-02. Obejmują one wymagania i
metody badań poszczególnych modułów w części manipulacyjnej, szaf sterowniczych oraz
kompletnego robota. Określono w nich zestaw prób składających się na badania pełne którym
poddaje się prototypy (oraz co pewnie czas losowo wybrane egzemplarze produkcyjne) oraz
zestaw prób składających się na badania niepełne, którym poddawany jest każdy
wyprodukowany egzemplarz wyrobu. Określonym próbom poddaje się każdy z modułów i
kompletny robot zestawiony z modułów. W poniższej tablicy 1. zestawiono wykaz tych prób.
Znakiem „+” oznaczono próby wykonywane, znakiem „-” próby pomijane w badaniach.
10
Tablica 1. Wykaz prób robotów PR-02 podczas badań pełnych i niepełnych
Lp.
Nazwa próby
Szafy
sterowniczne
Moduły części
manipulacyjnej
Kompletne
roboty
B
ada
ni
a
pe
łne
B
ada
ni
a
ni
epe
łn
e
B
ada
ni
a
pe
łne
B
ada
ni
a
ni
epe
łne
B
ada
ni
a
pe
łne
B
ada
ni
a
ni
epe
łn
e
1
Oględziny
+
+
+
+
+
+
2
Sprawdzanie głównych wymiarów
(i przestrzeni roboczej dla
kompletnych robotów)
-
-
+
-
+
-
3
Sprawdzanie materiałów
-
-
+
-
+
-
4
Sprawdzanie masy
-
-
+
-
+
-
5
Sprawdzanie rezystancji izolacji
+
+
+
+
+
+
6
Sprawdzanie wytrzymałości izolacji
+
+
+
+
+
+
7
Sprawdzenie poboru mocy
elektrycznej
+
-
+
-
+
-
8
Sprawdzenie odporności na zmianę
napięcia zasilającego
+
-
-
-
-
-
9
Sprawdzenie odporności na
zakłócenia elektromagnetyczne od
sieci energetycznej
+
-
-
-
-
-
10
Sprawdzenie odporności na
zakłócenia elektromagnetyczne od
strony wejść i wyjść
+
-
-
-
-
-
11
Sprawdzenie odporności na
krótkotrwałe zaniki napięcia sieci
energetycznej
+
-
-
-
-
-
12
Sprawdzenie poziomu emitowanych
zakłóceń radioelektrycznych
+
-
-
-
-
-
13
Sprawdzenie stopnia ochrony
obudowy
+
-
-
-
+
-
14 Sprawdzenie szczelności
-
-
+
+
+
+
15 Sprawdzenie poziomu hałasu
-
-
+
-
+
-
16 Sprawdzenie działania
+
+
+
+
+
+
17 Sprawdzenie powtarzalności
-
-
+
+
+
+
11
pozycjonowania
18 Sprawdzenie prędkości
-
-
+
-
-
-
19
Sprawdzenie odporności na drgania
sinusoidalne
+
-
+
-
+
-
20
Sprawdzenie wytrzymałości na
narażenia mechaniczne występujące
podczas transportu
+
-
+
-
+
-
21
Sprawdzenie pracy (próba 15000
cykli pracy)
-
-
+
+
-
-
22
Sprawdzenie stałości parametrów
(próba 100h pracy)
-
-
+
-
+
+
23 Sprawdzenie niezawodności
-
-
+
-
+
-
24
Sprawdzenie wytrzymałości i
odporności na zimno
+
-
+
-
+
-
25
Sprawdzenie wytrzymałości i
odporności na suche gorąco
+
-
+
-
+
-
26
Sprawdzenie wytrzymałości i
odporności na wilgotne gorąco
+
-
+
-
+
-
Bibliografia
A. Kaczmarczyk: Roboty przemysłowe lat osiemdziesiątych. Warszawa, Wydawnictwo
Komunikacji i Łączności, 1984.
12
Document Outline
Wyszukiwarka
Podobne podstrony:
Programowanie robotów przemysłowych FANUC
CHRAPEK,podstawy robotyki, Urz dzenia chwytaj ce i g owice technologiczne robotów przemys owych cz 2
(URZYDZENIA CHWYTAJYCE ROBOTÓW PRZEMYSLOWYCH)
9 Efektory robotów przemysłowych
ĆWICZENIE 501, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mullera i
Ćwiczenie 1, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mullera i b
LABORATORIUM FIZYKI cw1, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera
ĆWICZENIE 501LAST, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mulle
fiza2, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mullera i badanie
3 Mechanizm powstawania odruchów warunkowych oraz metody ich badania
CHRAPEK,podstawy robotyki, Przyk ady konstrukcji robotów przemys owych
Poprawa sprawozdania kwant gamma cw 15, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka l
Ćwiczenie 1 2, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mullera i
Sprawozdanie nr 1, MIBM WIP PW, fizyka 2, laborki fiza(2), 50-Charakterystyka licznika Geigera-Mulle
NAPĘDY ROBOTÓW PRZEMYSŁOWYCH
ekonomia, TEORIE INFLACJI I ICH CHARAKTERYSTYKA, TEORIE INFLACJI I ICH CHARAKTERYSTYKA
Charakterystyka materiałów i ewidencja ich zakupu
więcej podobnych podstron