Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
1
Funkcja
OPIS FUNKCJI SPECJALNYCH
Nr maszyny:
276-43, 44, 45, 46, 47, 48
Typ maszyny.:
FZ15 W Basic
Dokumentacja
bazowa: Informacje_ogólne_SIEMENS_V07-13-DE.PDF
Klient:
BREMBO S.p.A.
Via G.M.Scotti 66
24030 MAPELLO BG W
łochy
Dokumentacja typu:
FZ-DZ15-pos-WZ_Siemens840D_CD02-
01-DE.pdf
Dokumentacja dodatkowa:
Inter-
fejs_podajnika_Informacje_ogólne_V03-01.pdf
Oprogramowanie
PLC:
Tekst alarmu PLC:
CD333St1
CD333St0-IT
Dokumentacja projektu: 27643eko2DE
Schemat
obwodowy:
276 431 11 00
Ozn.skrót.:/Data: BRB / 21.07.2008
PCU20, NC572.5 E3-Plan
1
UCHWYT MOCUJĄCY: .............................................................................................................................................. 2
1.1
S
YGNAŁY SPECJALNE Z UCHWYTU
: ........................................................................................................................... 2
1.2
U
CHWYT ZWOLNIONY
: .............................................................................................................................................. 2
1.3
U
CHWYT ZAMOCOWANY
: .......................................................................................................................................... 3
1.4
K
ONTROLA CZĘŚCI UCHWYT UZBROJONY
: ................................................................................................................. 3
2
PRZEDMUCHIWANIE UCHWYTU: ......................................................................................................................... 4
2.1
S
TRONA ZAŁADUNKU
: ............................................................................................................................................... 4
2.2
S
TRONA ROBOCZA
: ................................................................................................................................................... 4
2.3
S
TRONA ZAŁADUNKU
: ............................................................................................................................................... 4
2.4
S
TRONA ROBOCZA
: ................................................................................................................................................... 4
2.5
K
ONTROLA
: ............................................................................................................................................................... 5
3
INTERFEJS PODAJNIKA: .......................................................................................................................................... 6
3.1
W
YBÓR PODAJNIKA
: ................................................................................................................................................. 6
3.2
I
NTERFEJS PODAJNIKA ZA POŚREDNICTWEM
2
WTYCZEK NA SZAFIE STEROWNICZEJ
: ................................................. 7
3.2.1
Elementy sterownicze: ...................................................................................................................................... 7
3.3
T
ABELE SYGNAŁÓW
: ................................................................................................................................................. 7
3.3.1
Sygnały: podajnik --> maszyna: ...................................................................................................................... 7
3.3.2
Sygnały: maszyna --> podajnik ........................................................................................................................ 8
3.3.3
Opcje: ............................................................................................................................................................... 8
3.3.4
Zmienne czasowe: ............................................................................................................................................ 9
3.4
W
YMIANA SYGNAŁÓW PODAJNIK
/
MASZYNA
: ......................................................................................................... 10
3.4.1
Opis sygnałów z podajnika do maszyny „CHIRON“: .................................................................................... 10
3.4.2
Opis sygnałów z maszyny „CHIRON“ do podajnika: .................................................................................... 11
3.5
K
OMUNIKAT DODATKOWY
: ..................................................................................................................................... 13
4
KONTROLA KUBŁA NA WIÓRY: .......................................................................................................................... 15
4.1.1
Opcja:............................................................................................................................................................. 15
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
2
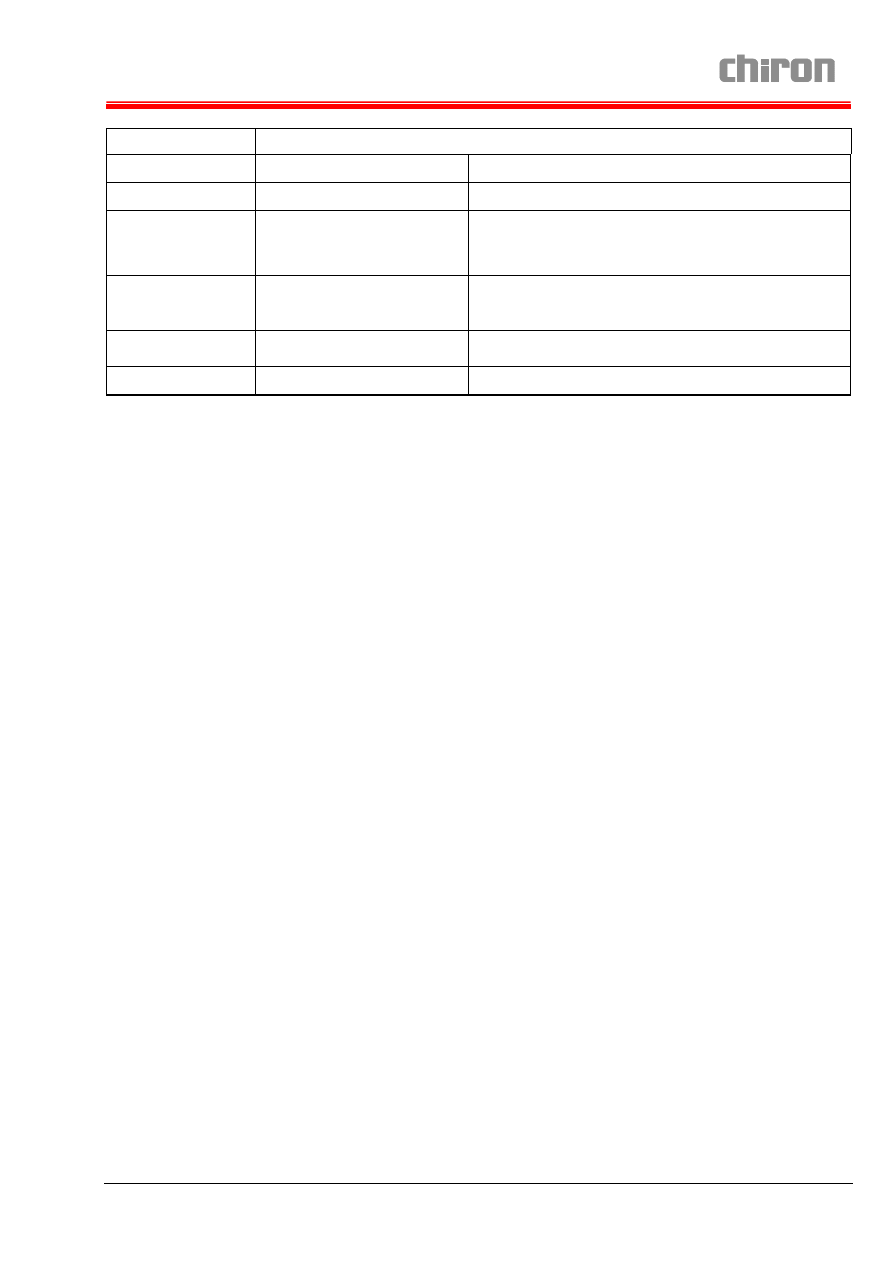
1 Uchwyt mocuj
ący:
Dla ka
żdej strony stołu przewidziano pneumatyczny obwód mocujący A/B.
Uchwyt sygnalizuje „zamocowany“, kiedy włączone są wyjście i wyłącznik ciśnieniowy (przewód A).
Wyj
ście
Wej
ście
Znacznik
Stół 1
A83_Y2 (A1) = A43.6 + A83_S2
= E46.2 = „1“
M162.1
Stół 2
A83_Y4 (A2) = A44.0 + A83_S4
= E46.3 = „1“
M162.2
Uchwyt sygnalizuje „zwolniony“, kiedy wyjście jest włączone, a wyłącznik ciśnieniowy (przewód A) nie jest
w
łączony.
Wyj
ście
Wej
ście
Znacznik
Stół 1
A83_Y2 (B1) = A43.5 + A83_S2
= E46.2 = „0“
M162.6
Stół 2
A83_Y4 (B2) = A43.7 + A83_S4
= E46.3 = „0“
M162.7
Je
żeli w położeniu „zwolniony“ również zostanie nabudowany wyłącznik ciśnieniowy, wówczas należy ustawić
parametr maszyny.
str.sto
łu 1
14510USER_DATA_INT[
28
] bit 3
(+8) (DB20.DBX57.3) = „1“ = Z wyłącznikiem ciśnieniowym (przewód B)
zwolniony
str.sto
łu 2
14510USER_DATA_INT[
29
] bit 3
(+8) (DB20.DBX59.3) = „1“ = Z wyłącznikiem ciśnieniowym (przewód B)
zwolniony
1.1 Sygna
ły specjalne z uchwytu:
Klient przewidzia
ł jeszcze dodatkowe sygnały z uchwytu mocującego.
Je
żeli dana opcja jest ustawiona, sygnały te przetwarzane są dodatkowo do opisanych.
Strona sto
łu 1
zwolniona
E35.4
Zamocowana
E35.6
Paleta uzbrojona E37.1
Strona sto
łu 2
zwolniona
E35.5
Zamocowana
E37.0
Paleta uzbrojona E37.2
1.2 Uchwyt zwolniony:
Na
życzenie wejścia E35.4 i E35.5 muszą być połączone przewodem.
Sygna
ł „Uchwyt mocujący zwolniony“ kontrolowany jest dodatkowo za pomocą odpytywania położenia (Uchwyt
mocuj
ący otwarty).
Funkcja ta mo
że być aktywowana za pośrednictwem parametru maszyny.
str.sto
łu 1
14510USER_DATA_INT[
28
] bit 1
(+2) (DB20.DBX57.1) = „1“ = Z kontrolą położenia końcowego Otwarty
na uchwycie
str.sto
łu 2
14510USER_DATA_INT[
29
] bit 1
(+2) (DB20.DBX59.1) = „1“ = Z kontrolą położenia końcowego Otwarty
na uchwycie
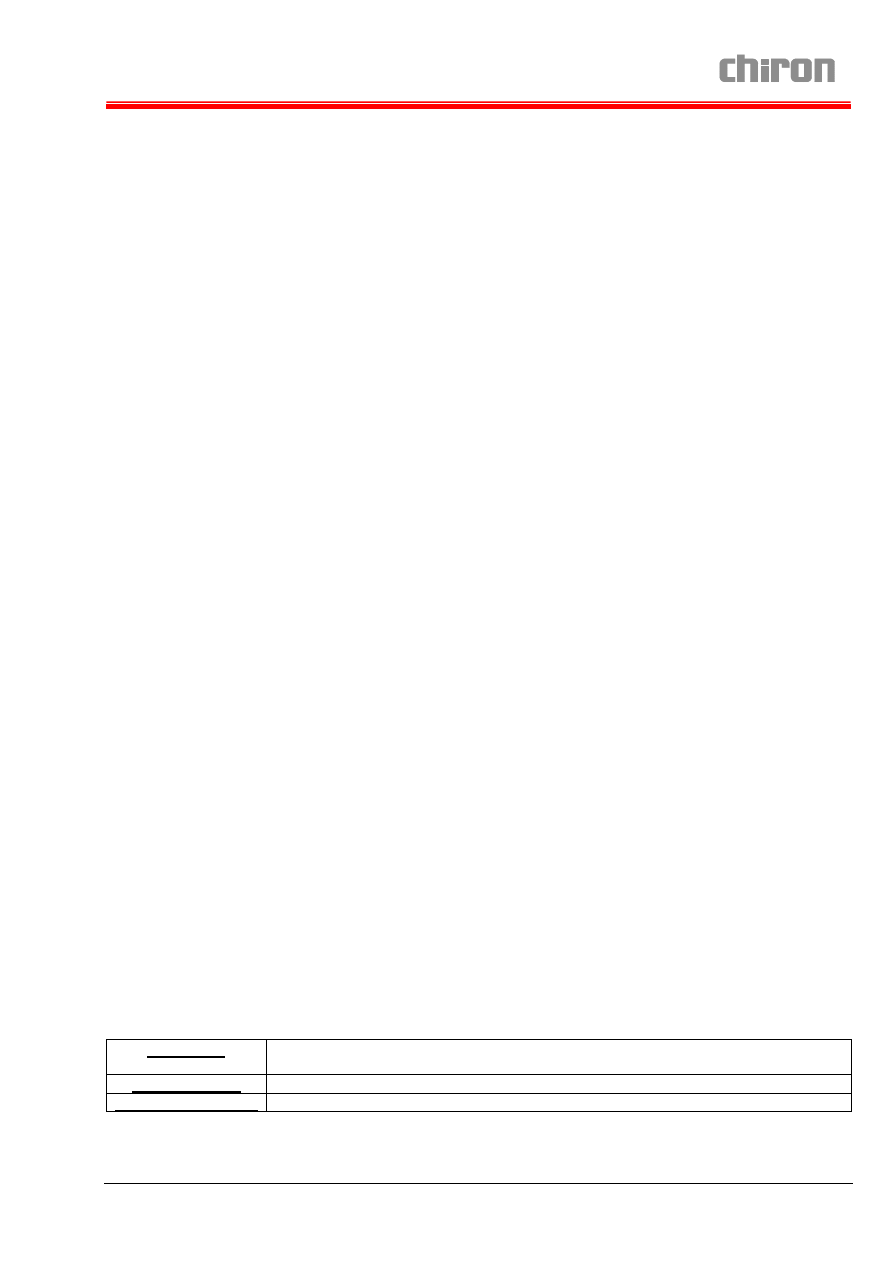
Tekst alarmu:
701447
UCHWYT MOCUJACY NIEZWOLNIONY
Przyczyna:
Uchwyt mocuj
ący nie jest całkowicie zwolniony
(M162.6 lub M162.7 nie jest „1“)
Oddzia
ływanie:
Mocowanie jest zablokowane
Czynno
ść zaradcza:
Skontrolowa
ć wszystkie łączniki krańcowe / wyłączniki ciśnieniowe
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
3
Blokad
ę można usunąć przyciskiem [Start posuwu]
.
Wskazówka:
1.3 Uchwyt zamocowany:
Na
życzenie wejścia E35.6 i E37.0 muszą być połączone przewodem.
Sygna
ł „Uchwyt mocujący zamocowany“ kontrolowany jest dodatkowo za pomocą odpytywania położenia
(Uchwyt mocuj
ący zamknięty).
Funkcja ta mo
że być aktywowana za pośrednictwem parametru maszyny.
str.sto
łu 1
14510USER_DATA_INT[
28
] bit 2
(+4) (DB20.DBX57.2) = „1“ = Z kontrolą położenia końcowego Zamknięty
na uchwycie
str.sto
łu 2
14510USER_DATA_INT[
29
] bit 2
(+4) (DB20.DBX59.2) = „1“ = Z kontrolą położenia końcowego Zamknięty
na uchwycie
Tekst alarmu:
700051
UCHWYT MOCUJACY NIEZAMOCOWANY
Przyczyna:
Uchwyt mocuj
ący nie jest całkowicie zamocowany
(M1
62.1 lub M162.2 nie jest „1“)
Oddzia
ływanie:
Obróba z niezamocowanym uchwytem jest niemożliwa.
Czynno
ść zaradcza:
Skontrolowa
ć wszystkie łączniki krańcowe / wyłączniki ciśnieniowe.
Wskazówka:
1.4 Kontrola cz
ęści uchwyt uzbrojony:
Na
życzenie wejścia E37.1 i E37.2 muszą być połączone przewodem.
Mocowanie i wymiana przedmiotu obrabianego mo
żliwe są przy aktywnej kontroli części tylko z przedmiotem
obrabianym w uchwycie lub z sygna
łem z podajnika „opróżnić“. Sygnały „Jest przedmiot obrabiany na stole 1“ i
„Jest przedmiot obrabiany na stole 2“ przekazywane są dalej za pośrednictwem interfejsu podajnika.
Funkcja ta mo
że być aktywowana za pośrednictwem parametru maszyny.
str.sto
łu 1
14510USER_DATA_INT[
28
] bit 0
(+1) (DB20.DBX57.0) = „1“ = Z kontrolą części przedmiot obrabiany
w uchwycie
str.sto
łu 2
14510USER_DATA_INT[
29
] bit 0
(+1) (DB20.DBX59.0) = „1“ = Z kontrolą części przedmiot obrabiany
w uchwycie
Tekst alarmu:
701438
PRZEDMIOT OBRABIANY NIE ZOSTAL ODLOZONY (PALETA 1)
701454
PRZEDMIOT OBRABIANY NIE ZOSTAL ODLOZONY (PALETA 2)
Przyczyna:
Przy próbie mocowania stwierdzono, że w uchwycie brak przedmiotu
obrabianego
Oddzia
ływanie:
Mocowanie jest zablokowane
Czynno
ść zaradcza:
Skontrolowa
ć łącznik krańcowy kontroli części.
Anulowa
ć wybór opcji lub włożyć obrabiany przedmiot.
Wskazówka:
Tekst alarmu:
702143
Cz
ęść niewyjęta Strona stołu 1
702144
Cz
ęść niewyjęta Strona stołu 2
Przyczyna:
Przy próbie mocowania stwierdzono, że w uchwycie jest jeszcze przedmiot
obrabiany, który nie został wyjęty.
Oddzia
ływanie:
Mocowanie jest zablokowane

Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
4
Czynno
ść zaradcza:
Skontrolowa
ć łącznik krańcowy kontroli części.
Anulowa
ć wybór opcji lub wyjąć obrabiany przedmiot.
Wskazówka:
2 Przedmuchiwanie uchwytu:
Wed
ług wytycznych Chiron Niemcy:
14510USER_DATA_INT[
27
] bit 2 (-
4) = „0“
Kontrola
zaworów
2.1 Strona za
ładunku:
Przy wybranym
M28
W
łączenie spłukiwania uchwytu
A47.1
ch
łodziwie
M29
Wy
łączenie spłukiwania uchwytu
Przy niewybranym
M28
W
łączenie spłukiwania uchwytu 1
A37.5
E37.6
ch
łodziwie
M29
Wy
łączenie spłukiwania uchwytu 1
A36.3
Niezale
żnie od
M928
W
łączenie spłukiwania uchwytu 2
A37.6
E37.7
ch
łodziwa
M929
Wy
łączenie spłukiwania uchwytu 2
A37.7
2.2 Strona robocza:
Przy wybranym
M128
W
łączenie spłukiwania uchwytu
A47.2
ch
łodziwie
M129
Wy
łączenie spłukiwania uchwytu
Przy niewybranym
M128
W
łączenie przedmuchiwania uchwytu 1
A37.3
E37.4
ch
łodziwie
M129
Wy
łączenie przedmuchiwania uchwytu 1
A36.1
Niezale
żnie od
M228
W
łączenie odsysania lub przedmuchiwania części 2
A37.4
E37.5
ch
łodziwa
M229
Wy
łączenie odsysania lub przedmuchiwania części 2 Aus
A36.2
W przypadku pracy bez ch
łodziwa należy wyłączyć kontrolę chłodziwa.
14510USER_DATA_INT[
2
] bit 5
(+32) (DB20.DBX5.5) = „1“ = Wybór Bez kontroli chłodziwa
przy M07/M08
Wed
ług wytycznych Chiron Włochy:
14510USER_DATA_INT[
27
] bit 2
(+4) = „1“
Kontrola
zaworów
2.3 Strona za
ładunku:
Paleta 2
M918
W
łączenie przedmuchiwania uchwytu A37.5
E37.6
M919
Wy
łączenie przedmuchiwania uchwytu A36.3
Paleta 1
M918
W
łączenie przedmuchiwania uchwytu A37.6
E37.7
M919
Wy
łączenie przedmuchiwania uchwytu A37.7
2.4 Strona robocza:
Paleta 2
M938
W
łączenie przedmuchiwania uchwytu A37.3
E37.4
M939
Wy
łączenie przedmuchiwania uchwytu A36.1
Paleta 1
M938
W
łączenie przedmuchiwania uchwytu A37.4
E37.5
M939
Wy
łączenie przedmuchiwania uchwytu A36.2
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
5
2.5 Kontrola:
Przedmuchiwanie jest nadzorowane. Je
żeli przy włączeniu ciśnienie nie rośnie lub przy wyłączeniu nie spada,
wy
świetlany jest komunikat.
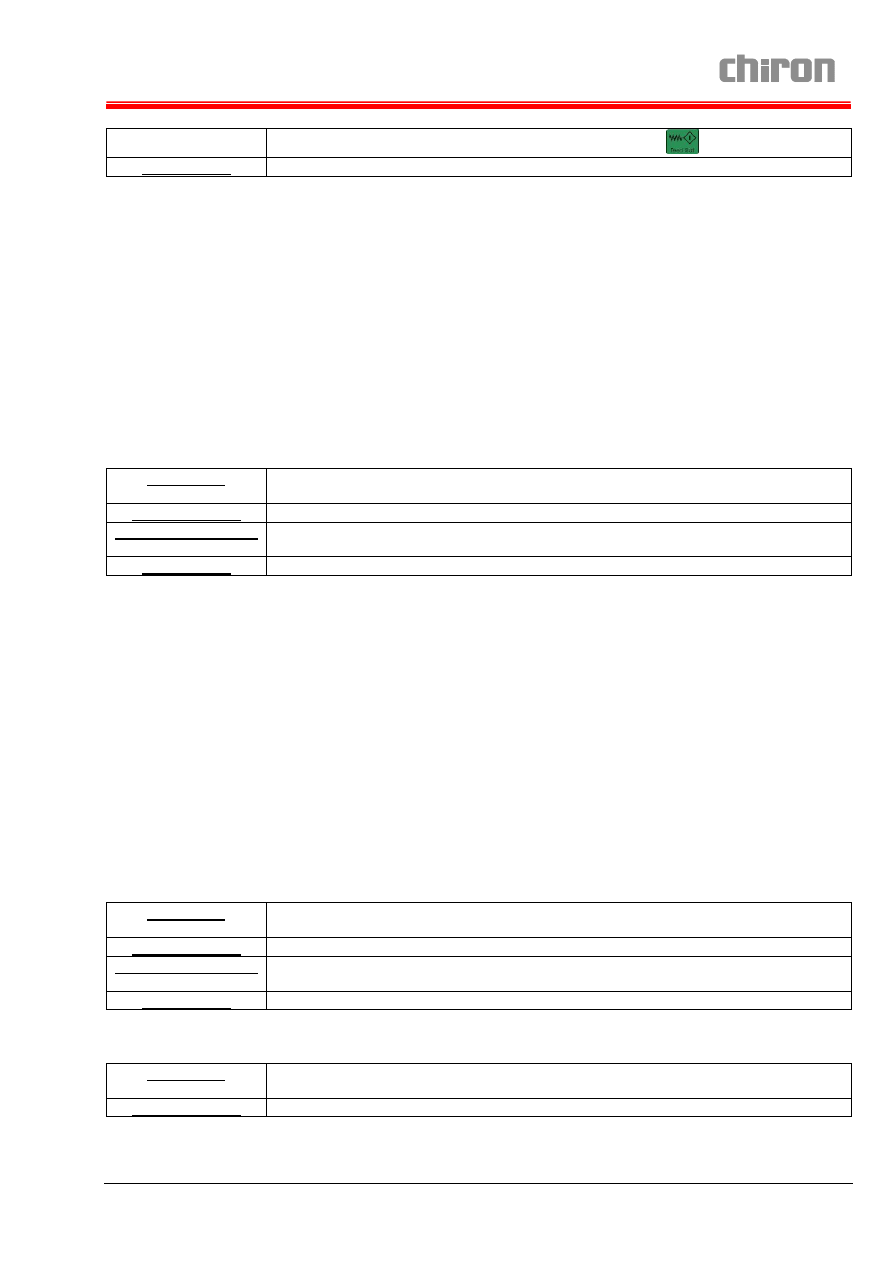
Tekst alarmu:
7004832
Wy
łącznik ciśnieniowy Kontrola przedmuchiwanie/ssanie
Przyczyna:
Komunikat ten wy
świetlany jest, kiedy wyłącznik ciśnieniowy nie sygnalizuje
prawid
łowo.
Oddzia
ływanie:
Tylko komunikat
Czynno
ść zaradcza:
Skontrolowa
ć wyłącznik ciśnieniowy i przewody.
Przewód zatkany lub usterka wyłącznika ciśnieniowego.
Je
śli wyłącznik ciśnieniowy jest OK, komunikat można usunąć przyciskami
[Start cyklu]
lub [Start posuwu]
.
Wskazówka:
Wybór kontroli można anulować za pomocą parametru maszyny.
14510USER_DATA_INT[
27
] bit 1
(+2) (DB20.DBX55.1 = „1“)
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
6
3 Interfejs podajnika:
Obs
ługa interfejsu podajnika opisana została w opisie dodatkowym
Interfejs_podajnika_Informacje_ogólne_V03-01.pdf.
3.1
Wybór podajnika:
Prze
łącznik na kluczyk
„Z podajnikiem“: E 5.6
Wybór i anulowanie wyboru możliwe jest tylko w trybie pracy
“JOG” i przy “przełączniku sterowania
numerycznego na kluczyk
”
stopie
ń 1 – 3 i za pośrednictwem przełącznika na kluczyk
„Podajnik“ WŁĄCZ/WYŁĄCZ.
Wska
źnik lampa
„Z podajnikiem“: A 5.6
Wy
łączenie: Tryb podajnika niewybrany
Światło ciągłe: Tryb podajnika
Uchwyt mocuj
ący otwiera się w stacji załadunku, z programu obróbki programowana jest funkcja M11.
(Tylko przy zamkni
ętych drzwiach załadunkowych lub kiedy ustawiona jest opcja „Tryb podajnika przy
otwartych drzwiach“)
Drzwi otwieraj
ą się, jeśli dodatkowo zaprogramowana zostanie funkcja M20 (tylko w przypadku drzwi
automatycznych).
Je
żeli uchwyt mocujący nie został napięty za pośrednictwem interfejsu systemu podajnika, sygnał “Start
maszyny” lub „Koniec załadunku“ działa jako impuls mocujący. Sygnałem „Podajnik poza obszarem
zak
łóceń“ zamykane są teraz również drzwi. Jeżeli drzwi są zamknięte, następuje potwierdzenie ze
zmieniarki przedmiotu obrabianego (tylko w przypadku drzwi automatycznych).
Pierwsze uruchomienie programu obróbki podaje zezwolenie “Rozładunek i załadunek” i występuje tekst
„Podajnik w cyklu załadunku“. (Program sterowania numerycznego musi być przetwarzany)
Ze wzgl
ędów bezpieczeństwa podajnik nie może polegać na sygnale „Doprowadzić surowiec“.
W przypadku manipulacji r
ęcznej sygnał nie zgadza się. Dla bezpieczeństwa podajnik powinien zawsze
najpierw pobra
ć części, zanim poda części. Sygnał „Doprowadzić surowiec“ jest wiążący tylko bezpośrednio
po sygnale „Część gotowa wyjęta“, jeśli tryb podajnika nie został przerwany.
Je
żeli maszyna ma być „opróżniona“ przez podajnik, można to wyrazić za pomocą sygnału „Nie
doprowadzono surowca“ lub „Opróżnienie“. Za pomocą „Koniec załadunku“ informacja ta pobierana jest pod
wrzeciono. W celu obrotu sto
łu uchwyt musi być zamocowany pusty lub ustawiona musi być opcja „Obrót
zmieniarki przedmiotu obrabianego przy otwartym uchwycie mocuj
ącym“.
Uwaga!
Również w trybie podajnika!
Po WY
ŁĄCZENIU urządzenia lub WYŁĄCZENIU AWARYJNYM wyjścia uchwytu mocującego
s
ą wyłączane (przepisy BHP). Miga dioda LED nad przyciskiem „mocowanie/zwalnianie“ na
pulpicie sterowniczym.
Po w
łączeniu maszyny na ekranie monitora urządzenia sterowniczego wyświetlany jest komunikat
700051 UCHWYT MOCUJACY NIEZAMOCOWANY
.
Nale
ży nacisnąć jeden raz przycisk “zamocować” na pulpicie sterowniczym, aby
ponownie aktywowa
ć wyjścia (zawory). Kasowany jest tekst komunikatu i miganie.
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
7
3.2 Interfejs podajnika za po
średnictwem 2 wtyczek na szafie sterowniczej:
W opisie podajnika nale
ży
zast
ąpić wejścia E+00.0 do E+01.4 przez E240.0 do E241.4.
Wyj
ścia A+00.0 do A+01.4 zastąpić przez A240.0 do A241.4.
Te wej
ścia i wyjścia mogą być wprowadzone w celu kontroli interfejsu na ekranie monitora urządzenia
sterowniczego. (prze
łączyć na stronę podstawową = diagnoza stan PLC)
3.2.1
Elementy sterownicze:
Rozkazy steruj
ące: M11
Otwarcie uchwytu mocuj
ącego (jeżeli nie jest oczekiwany sygnał z podajnika)
M20
Otwarcie drzwi ochronnych (tylko w przypadku drzwi automatycznych)
M60
Dodanie licznika liczby sztuk i wyprowadzenie sygna
łu „Część obrobiona pra-
wid
łowo“.
3.3 Tabele sygna
łów:
3.3.1
Sygna
ły: podajnik --> maszyna:
wtyczka
Harting
X 105
wej
ścia
Chiron
Maszyna
Sygna
ł
Styk 1´
Wy
łączenie awaryjne K1
Styk 2´
Wy
łączenie awaryjne K2
Styk 3´
Wy
łączenie awaryjne K1
Styk 4´
Wy
łączenie awaryjne K2
Styk 5´
+ 24 V
Styk 6´
E 240.4
ŁADOWARKA GOTOWA DO PRACY
Styk 7´
E 240.1
ZWOLNIENIE UCHWYTU MOCUJ
ĄCEGO
Styk 8´
E 240.2
UCHWYT MOCUJ
ĄCY NAPIĘTY
Styk 9´
E 240.5
KONIEC ZA
ŁADUNKU
Styk 10´
E 240.6
P
ŁUKANIE WŁĄCZ /
PRZEDMUCHIWANIE 1 W
ŁĄCZ
Styk 11´
E 240.7
ŁADOWARKA POZA STREFĄ KOLIZJI
Styk 12´
E 241.3
NIE DOPROWADZONO SUROWCA (
Opróżnianie
)
Styk 13´
E 240.3
URZ
ĄDZENIE ZABEZPIECZAJĄCE PODAJNIKA ZAMKNIĘTE
Styk 14´
E 241.0
ZATRZYMANIE MASZYNY
Styk 15´
Drzwi parkanowe K1
Styk 16´
Drzwi parkanowe K1
Styk 17´
Drzwi parkanowe K2
Styk 18´
Drzwi parkanowe K2
Styk 19´
E 241.1
PRZEDMUCHIWANIE 2 W
ŁĄCZ
Styk 20´
E 241.2
CZ
ĘŚĆ GOTOWA WYJĘTA
Styk 21´
E 241.4
Rezerwa (cz
ęści wyjęte ręcznie)
Styk 22´
E 241.5
Rezerwa
Styk 23´
E 241.6
Rezerwa
Styk 24´
E 241.7
Rezerwa
Uwaga: Przy pod
łączeniu podajnika parkan ochronny prowadzony jest przez wejście sprzętowe E51.5.
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
8
3.3.2
Sygna
ły: maszyna --> podajnik
wtyczka
Harting
X104
wyj
ścia
Chiron
Maszyna
Sygna
ł
Styk 1´
Wy
łączenie awaryjne K1
Styk 2´
Wy
łączenie awaryjne K2
Styk 3´
Wy
łączenie awaryjne K1
Styk 4
´
Wy
łączenie awaryjne K1
Styk 5´
+ 24 V
Styk 6´
A 241.7
Z podajnikiem
Styk 7´
A 240.1
MASZYNA W TRYBIE AUTOMATYKI GOTOWA DO EKSPLOATACJI
Styk 8´
A 240.3
UCHWYT MOCUJ
ĄCY ZWOLNIONY
Styk 9´
A 240.4
UCHWYT MOCUJ
ĄCY NAPIĘTY
Styk 10´
A 241.0
POLE ROBOCZE 1 PO STRONIE ZA
ŁADUNKU
Styk 11´
A 241.1
POLE ROBOCZE 2 PO STRONIE ZA
ŁADUNKU
Styk 12´
A 241.5
PRZEDMIOT OBRABIANY 1 UZBROJONY
Styk 13´
A 241.6
PRZEDMIOT OBRABIANY 2 UZBROJONY
Styk 14´
A 240.2
ZWOLNIENIE ROZ
ŁADUNEK / ZAŁADUNEK
Styk 15´
A 240.0
MASZYNA JEST ZATRZYMANA
Styk 16´
A 241.2
CZ
ĘŚĆ GOTOWA WYJĘTA
Styk 17´
A 241.3
DOPROWADZIC SUROWIEC
Styk 18´
A 241.4
CZESC PRAWIDLOWO OBROBIONA
Styk 19´
A 240.5
DRZWI ZALADUNKOWE OTWARTE
Styk 20´
A 240.7
ZWOLNIENIE POSUWU PODAJNIKA
Styk 21´
A 240.6
Rezerwa
Styk 22´
Rezerwa
Styk 23´
Rezerwa
Styk 24´
Rezerwa
3.3.3
Opcje:
parametry maszyny 14510 z wprowadzeniem dziesi
ętnym (1 – 255)
parametry maszyny 14512 z wprowadzeniem szesnastkowym (1
– FF)
14510USER_DATA_INT[
41
]
bit 2 (+4)
„1“ = Opcja z interfejsem podajnika
14512USER_DATA_HEX[
6
]
bit 0 (+01H)
„0“ = Interfejs podajnika za pośrednictwem łącznika DP-
DP. (Profibus)
„1“ = Interfejs podajnika za pośrednictwem modułu
Wej
ścia/Wyjścia (wtyczki)
14512USER_DATA_HEX[
6
]
bit 1 (+02H)
„1“ = Tryb podajnika przy otwartych drzwiach
za
ładunkowych
(konieczna zmiana sprz
ętowa)
14512USER_DATA_HEX[
6
]
bit 3 (+08H)
„1“ = Płukanie podajnika przy otwartych drzwiach
ochronnych
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
9
3.3.4
Zmienne czasowe:
14510 USER_DATA INT[10] = zmienna czasowa 1
= uchwyt 1
zamocowany z opóźnieniem
(1010) = 1 s
14510 USER_DATA INT[11] = zmienna czasowa 2
= uchwyt 2
zamocowany z opóźnieniem
(1010) = 1 s
14510 USER_DATA INT[24] = zmienna czasowa 8
= uchwyt 1 zwolniony
z opóźnieniem
(1010) = 1 s
14510 USER_DATA INT[25] = zmienna czasowa 9
= uchwyt 2 zwolniony
z opóźnieniem
(1010) = 1 s
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
10
3.4 Wymiana sygna
łów podajnik / maszyna:
3.4.1
Opis sygna
łów z podajnika do maszyny „CHIRON“:
bajt E0 EW240
E 240.0
Rezerwa
E 240.1
Zwolni
ć uchwyt mocujący
Sygna
ł ważny tylko wówczas, gdy drzwi załadunkowe są otwarte. (impuls co najmniej 100
ms)
E 240.2
Napi
ąć uchwyt mocujący
jak Zwolni
ć uchwyt mocujący
E 240.3
Urz
ądzenie zabezpieczające podajnika zamknięte
(sygnalizacja b
łędu dla sprzętu)
Wszystkie drzwi parkanu ochronnego wysepki obróbkowej są zamknięte.
E 240.4
Podajnik gotowy do eksploatacji
Podajnik zg
łasza gotowość eksploatacyjną wszystkich swoich systemów.
E 240.5
Konie
ć załadunku (Maszyna Start)
Sygna
ł przygotowuje zamknięcie drzwi załadunkowych, napięcie uchwytu
i potwierdzenie. Kontrola, czy przedmioty obrabiane zosta
ły załadowane realizowana jest
przed
napi
ęciem uchwytu.
Musz
ą występować sygnały “Podajnik gotowy do eksploatacji” i “Podajnik poza strefą kolizji”.
E 240.6
P
łukanie Włącz
lub Przedmuchiwanie 1 W
łącz
Ch
łodziwo wybrane: Podajnik uruchamia na stacji załadunku dysze spłukujące do spłukania
przedmiotów obrabianych (płukanie trwa, dopóki występuje sygnał).
Ch
łodziwo wyłączone: Podajnik uruchamia na stacji załadunku listwę przedmuchującą 1
(przedmuchiwanie trwa, dopóki występuje sygnał)
E 240.7
Podajnik poza stref
ą kolizji
Podajnik zg
łasza, że wszystkie jego systemy są poza strefą zakłóceń maszyny
bajt E1 EW241
E 241.0
Maszyna zatrzymana
Wyst
ępuje żądanie „Zatrzymać maszynę“. (M01 jest aktywna)
E 241.1
Przedmuchiwanie 2 W
łącz
Podajnik uruchamia na stacji za
ładunku listwę przedmuchującą 2 (przedmuchiwanie
trwa, dopóki występuje sygnał)
E 241.2
Cz
ęść gotowa wyjęta
Sygna
ł potwierdza pobranie przedmiotów obrabianych. Dopiero po wyjęciu części z maszyny
sygna
ł zmienia się z “Wyjąć część gotową“ na „Doprowadzić surowiec”.
Musz
ą występować sygnały “Podajnik gotowy do eksploatacji” i “Podajnik poza strefą kolizji.
E 241.3
Nie doprowadzono surowca
(Opróżnianie)
Sygna
ł zgłasza, że w uchwycie nie znajduje się żaden przedmiot obrabiany.
E 241.4
Rezerwa
E 241.5
Rezerwa
E 241.6
Rezerwa
E 241.7
Rezerwa

Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
11
3.4.2
Opis sygna
łów z maszyny „CHIRON“ do podajnika:
bajt A0 AW240
A 240.0
Maszyna jest zatrzymana
Wyst
ępuje żądanie „Zatrzymać maszynę“. Maszyna została zatrzymana w programie
za pomoc
ą M01.
A 240.1
Maszyna w trybie AUTOMATYKA gotowa do eksploatacji
(maszyna zatrzymana w trybie automatycznym, a program jest przetwarzany)
A 240.2
Zwolnienie roz
ładunku / załadunku
program sterowania numerycznego jest przetwarzany, drzwi za
ładunkowe otwarte / drzwi
boczne zamkni
ęte,
podajnikowi w trybie „Automatyka“ zwolnienie udzielane jest sprzętowo.
A 240.3
Uchwyt mocuj
ący zwolniony
Sygna
ł zgłasza: Wyłącznik ciśnieniowy uchwytu jest „zwolniony“ + upłynął czas zmiennej.
A 240.4
Uchwyt mocuj
ący napięty
Sygna
ł zgłasza: Wyłącznik ciśnieniowy uchwytu jest „napięty“ + upłynął czas zmiennej.
A 240.5
Drzwi komory za
ładunku otwarte
Sygna
ł zgłasza się, kiedy drzwi komory załadunku są całkowicie otwarte.
A 240.6
Rezerwa
A 240.7
Zwolnienie posuwu podajnika
Sygna
ł zgłasza się, kiedy stół zmieniarki przedmiotów obrabianych jest zaryglowany, a drzwi
komory za
ładunkowej
s
ą całkowicie otwarte, a drzwi boczne są zamknięte.
(Sygna
ł ten jest wycofywany zawsze, kiedy występuje zagrożenie dla robota)
bajt A1 AW241
A 241.0
Pole robocze 1 po stronie za
ładunku
W maszynach ze zmieniark
ą przedmiotów obrabianych strona stołu 1 ustawiona jest na
pozycji do za
ładunku.
W maszynach z d
ługim łożem pole robocze 1 jest gotowe do załadunku.
A 241.1
Pole robocze 2 po stronie za
ładunku
W maszynach ze zmieniark
ą przedmiotów obrabianych strona stołu 2 ustawiona jest na
pozycji do za
ładunku.
W maszynach z d
ługim łożem pole robocze 2 jest gotowe do załadunku.
A 241.2
Wyj
ąć część gotową
Sygna
ł następuje po uruchomieniu obróbki lub kiedy części zostały rozpoznane
w maszynie. (Cz
ęści są obrobione na gotowo tylko z sygnałem „Część prawidłowo
obrobiona“,
w przeciwnym wypadku w maszynie znajduje si
ę część nieobrobiona na gotowo lub zostało
„Narzędzie złamane“,
lub program zosta
ł w części przerwany)
A 241.3
Doprowadzi
ć surowiec
Sygna
ł następuje po 1. uruchomieniu, kiedy maszyna została rozpoznana jako pusta lub
wyst
ępował
sygna
ł „Wyjąć gotową część“.
A 241.4
Cz
ęść prawidłowo obrobiona (lub Części OK)
Sygna
ł zgłasza, że przedmioty obrabiane zostały prawidłowo obrobione (M60).
A 241.5
Przedmiot obrabiany 1 uzbrojony
Uchwyt po stronie sto
łu 1 ma część w uchwycie.
A 241.6
Przedmiot obrabiany 2 uzbrojony
Uchwyt po stronie sto
łu 2 ma część w uchwycie.
A 241.7
Z podajnikiem
Prze
łącznik na kluczyk ustawiony jest na „Tryb podajnika“

Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
12
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
13
3.5 Komunikat dodatkowy:
Tekst alarmu:
700019
OS Z NIE NA POZYCJI
700020
OS Y NIE NA POZYCJI
700021
OS X NIE NA POZYCJI
700143
OS 4. NIE NA POZYCJI
700144
OS 5. NIE NA POZYCJI
Przyczyna:
Powinno zosta
ć wykonane polecenie rozładunku/załadunku przedmiotów obrabianych
przez podajnik, ale któraś z osi maszyny nie jest w prawidłowym położeniu do
za
ładunku.
Skutek:
Nie
wygenerowano polecenia „Załadunek / wyładunek".
Nie wygenerowano sygna
łu „Posuw zwolnienie podajnika".
Usuwanie:
Sprawdzi
ć aktualną pozycję odpowiednich osi.
Je
śli oś jest już w poprawnej pozycji, ale komunikat o błędzie nie może być usunięty
przyciskiem [Start posuwu]
, nale
ży sprawdzić „przełącznik software’owy pozycji“
osi.
P
atrz również Rozdział:
(patrz kontrola pozycji osi „Programowe krzywki pozycyjne“)
Tekst alarmu:
700154
DRZWI OCHRONNE NIEOTWARTE
Przyczyna:
W
łączono funkcję „Z podajnikiem“
i aktywny jest sygna
ł „Załadunek/wyładunek”,
ale drzwi ochronne zg
łaszają stan nieotwarty.
Nie jest dost
ępny sygnał wejściowy PLC “Drzwi ochronne (lewe/prawe) otwarte”.
Nie jest dost
ępny sygnał wejściowy PLC “Test drzwi ochronne (lewe/prawe) otwarte”.
Oddzia
ływa-
nie:
Pojawi si
ę komunikat o błędzie.
Wykonanie aktywnych funkcji nie jest kontynuowane.
Gdy sygna
ł “Drzwi ochronne otwarte” jest ponownie dostępny, funkcje są
kontynuowane.
Nie jest ju
ż możliwa praca podajnika.
Czynno
ść
zaradcza:
Sprawdzi
ć wysterowanie “Drzwi ochronne otwarte”, odpowiedni wyłącznik zbliżeniowy
„Drzwi otwarte” oraz odpowiednie wejścia PLC.
Sprawdzi
ć sygnały „Test drzwi ochronne (lewe/prawe)” wyłączników bezpieczeństwa
oraz odpowiednie sygna
ły wejścia PLC.
Tekst alarmu:
701414
PODAJNIK NIEGOTOWY DO EKSPLOATACJI
Przyczyna:
W
łączono funkcję „Z podajnikiem“
,
maszyna jest „gotowa do pracy w trybie
ładowania“, ale podajnik nie jest gotowy do pracy.
Sygna
ł wejścia PLC “Podajnik gotowy do pracy” nie jest dostępny.
Oddzia
ływa-
nie:
Komunikat o b
łędzie pojawia się ale nie ma żadnego oddziaływania na maszynę.
Miga di
oda „Z podajnikiem”
Czynno
ść
zaradcza:
Sprawdzi
ć awarię na podajniku.
Sprawdzi
ć sygnał wyjściowy z ładowarki do maszyny i sygnał wejściowy PLC
„ładowarka gotowa do pracy”.
Wskazówka:
Wskazówki dotyczące zakłóceń pracy podajnika można znaleźć w instrukcji obsługi
podajnika.
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
14
Tekst alarmu:
701415
PODAJNIK W STREFIE KOLIZJI
Przyczyna:
Funkcje „KONIEC ZAŁADUNKU“, „bez WYŁADUNKU/ZAŁADUNKU“ lub „PŁUKANIE
ZA
Ł“ są aktywne, ale podajnik znajduje się jeszcze w strefie kolizji maszyny.
Sygna
ł wejścia PLC “Podajnik poza strefą kolizji” nie jest dostępny.
Oddzia
ływa-
nie:
Pojawi si
ę komunikat o błędzie.
Wykonanie aktywnych funkcji nie jest kontynuowane.
Gdy sygna
ł “Podajnik poza strefą kolizji” jest ponownie dostępny, funkcje są
kontynuowane.
Czynno
ść
zaradcza:
Sprawdzi
ć awarię na podajniku.
Sprawdzi
ć sygnał wyjściowy z podajnika do maszyny i sygnał wejściowy „podajnik poza
stref
ą kolizji”.
Wskazówka:
Wskazówki dotyczące zakłóceń pracy podajnika można znaleźć w instrukcji obsługi
podajnika.
Tekst alarmu:
701446
UCHWYT MOCUJACY NIEWYBRANY
Przyczyna:
W
łączono funkcję „Z podajnikiem“
, ale odpowiednie urz
ądzenie mocujące nie
zosta
ło jeszcze wybrane.
Oddzia
ływa-
nie:
Pojawi si
ę komunikat o błędzie i aktywne jest “Zatrzymanie posuwu”.
Miga dioda „Z podajnikiem”
Czynno
ść
zaradcza:
Wybra
ć funkcję „urządzenie mocujące“
.
Wskazówka:
Funkcja „Z podajnikiem“ działa wyłącznie, gdy wybrano urządzenie mocujące.
Tekst alarmu:
701542
Siatka ochronna niezamkni
ęta (podajnik)
Przyczyna:
W
łączono funkcję „Z podajnikiem“
, ale siatka ochronna podajnika nie jest
zamkni
ęta.
Nie jest dost
ępny sygnał wejściowy PLC “Siatka ochronna zamknięta”.
Oddzia
ły-
wanie:
Nap
ędy maszyny są wyłączane.
Nie jest ju
ż możliwa praca maszyny.
Czynno
ść
zaradcza:
Sprawdzi
ć siatkę ochronną podajnika i zamknąć.
Sprawdzi
ć sygnał wejścia PLC “Siatka ochronna zamknięta”.
Je
śli siatka ochronna jest zamknięta, można usunąć komunikat przyciskami [Cycle
Start]
lub [Start posuwu]
i ponownie w
łączyć napędy.
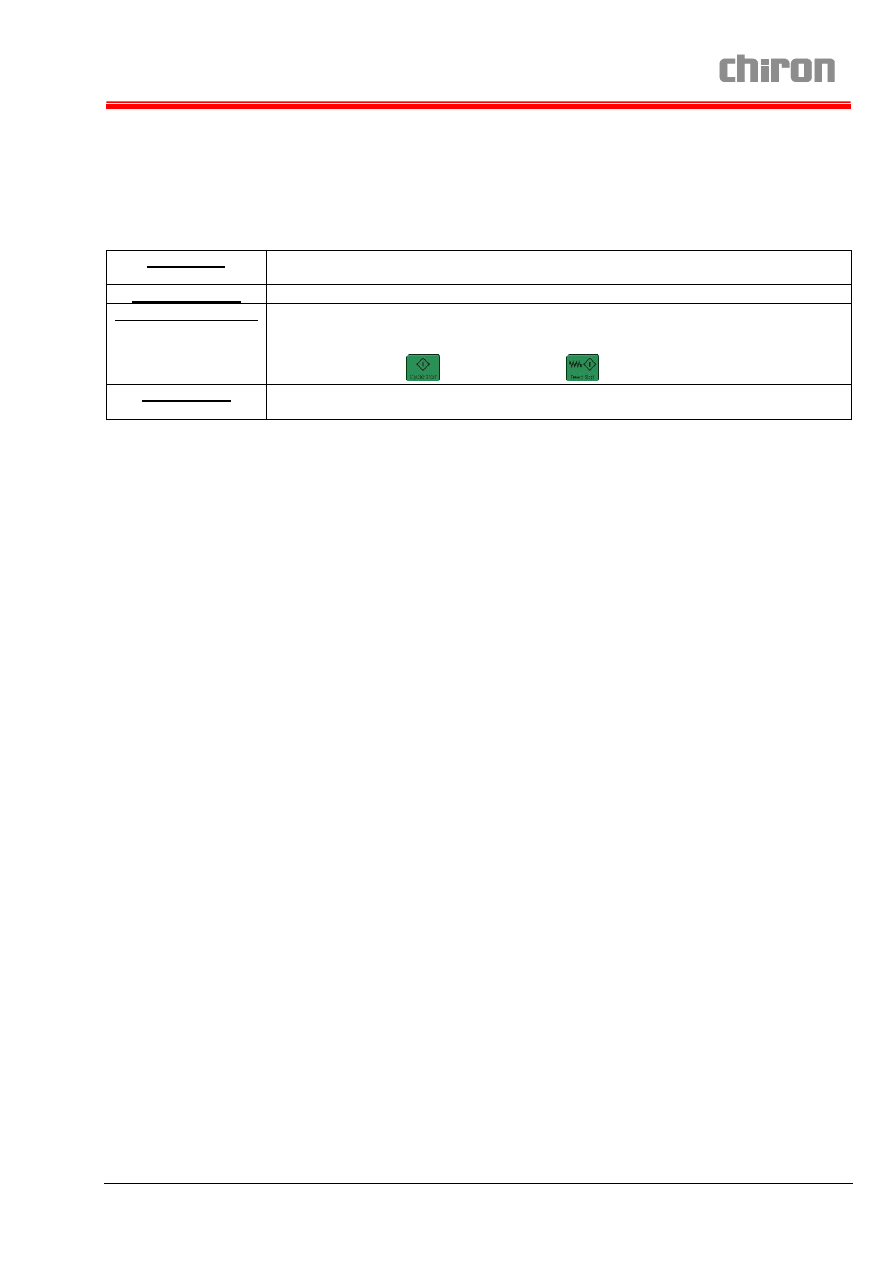
Tekst alarmu:
701543
Urz
ądzenie zabezpieczające podajnika niezamknięte
Przyczyna:
W
łączono funkcję „Z podajnikiem“
, maszyna jest „gotowa do pracy w trybie
ładowania“, ale zabezpieczenie podajnika nie jest zamknięte.
Nie jest dost
ępny sygnał wejściowy PLC “Zabezpieczenie podajnika zamknięte”.
Oddzia
ływa-
nie:
Nap
ędy maszyny są wyłączane.
Nie jest ju
ż możliwa praca maszyny.
Czynno
ść
zaradcza:
Sprawdzi
ć zabezpieczenie podajnika i zamknąć.
Sprawdzi
ć sygnał wejścia PLC “Zabezpieczenie podajnika zamknięte”.
Je
śli zabezpieczenie jest ponownie w porządku, można usunąć komunikat przyciskami
[Cycle Start]
lub [START posuwu]
i ponownie w
łączyć napędy.
Dodatkowa dokumentacja maszyny
Rozdzielnik: Progr, SE, DS
(04.09.2002) 02.04.2011
Chiron Werke GmbH & Co. KG
MT - 27645_27646_27647_27648eko2pl.doc
15
Tekst alarmu:
701544
Nie doprowadzono surowca (podajnik)
Przyczyna:
Po wy
ładunku gotowego elementu podajnik musi wysłać do strony stołu / pola
roboczego sygna
ł „Nie dostarczono surowca”.
Oddzia
ływa-
nie:
Komunikat s
łuży jako wskazówka.
Strona, na której wygenerowano sygnał, nie jest teraz opracowywany po zmianie strony
sto
łu lub zmianie pola roboczego.
Czynno
ść
zaradcza:
Komunikat wygasa automatycznie po ponownej zmianie sto
łu lub pola roboczego.
Tekst alarmu:
701545
Podajnik w cyklu za
ładunku
Przyczyna:
Aktywny jest sygna
ł „ZWOLNIENIE WYŁADUNKU / ZAŁADUNKU".
Oddzia
ływa-
nie:
Komunikat wy
świetlany jest jako wskazówka, dopóki sygnał jest aktywny.
Czynno
ść
zaradcza:
4 Kontrola kub
ła na wióry:
Kontrola za pomoc
ą bariery świetlnej. (E36.7)
Kiedy kube
ł zostanie wyjęty, przenośnik wiórów zostanie wyłączony, maszyna powinna produkować dalej jeszcze
przez 10 minut, nast
ępnie przy zakończeniu cyklu lub obrocie stołu maszyna zostanie zatrzymana. Nie następuje
kolejne uruchomienie sterowania numerycznego (NC-Start).
Kiedy kube
ł na wióry znajdzie się ponownie pod przenośnikiem wiórów, przenośnik wiórów włączy się ponownie i
mo
żliwe jest kontynuowanie produkcji.
Tekst alarmu:
7004842
Brak wózka na wióry lub wózek pełny
Tekst alarmu:
7004843
Brak wózka na wióry lub wózek pełny (Zatrzymanie posuwu)
Przyczyna:
Bariera
świetlna nie wykrywa kubła na wióry
Oddzia
ływanie:
Po 10 minutach, przy zako
ńczeniu cyklu lub obrocie stołu, występuje
zatrzymanie posuwu
Czynno
ść zaradcza:
Skontrolowa
ć barierę świetlną.
Ustawi
ć wózek na wióry pod przenośnikiem wiórów.
Kiedy kube
ł zostanie rozpoznany, przenośnik wiórów włączy się ponownie, a
komunikat b
łędu zostanie skasowany.
Wskazówka:
4.1.1
Opcja:
14510 USER_DATA_INT
[27]
bit 0 (+1) =
„1“ = Bez kontroli wózka na wióry
!!! Wa
żne !!!
W momencie dostawy maszyny, parametry maszyny ustawione s
ą na „ZERO“.
14510 USER_DATA_INT
[28
] = 0 Bez kontroli
14510 USER_DATA_INT
[29
] = 0
Wyszukiwarka
Podobne podstrony:
Prośba o dosłanie dodatkowych dokumentów
Dodatkowo , dokumenty
OFERTA 2 godziny dodatkowe, Dokumenty(1)
Wniosek o podjęcie pracy w trakcie dodatkowego urlopu adopcyjnego - wzór dokumentu
Wniosek o dodatkowy urlop macierzyński - wzór dokumentu
Wniosek o podjęcie pracy w trakcie dodatkowego urlopu macierzyńskiego - wzór dokumentu
Wniosek o przydział dodatku na mieszkanie, Wzory dokumentów
deklaracja o wysokosci hodow do dodatku mieszkaniowego, Wzory dokumentów
CELE KSZTAŁCENIA, Dokumenty- pedagogika, psychologia, emisja głosu, dodatkowe materiały dla nauczyci
Jednym z podstawowych obowiazkow pracodawcy jest prowadzenie dokumentacji pracowniczej, Prawo pracy(
dydaktyka---cwiczenia - pedagogika, Dokumenty- pedagogika, psychologia, emisja głosu, dodatkowe mate
WNIOSEK o przyznanie dodatku mieszkaniowego, Dokumenty (pigers)
Wniosek o dodatkowy urlop adopcyjny - wzór dokumentu
Rozkład pracy dodatkowej godziny edukacyjnej, Dokumenty do szkoły, Liceum
lekarski i rok przedmioty dodatkowe 2012 2013, Moje dokumenty, Downloads
więcej podobnych podstron