
Kompleksowa kontrola procesu wytwarzania
betonu towarowego oraz problemy związane
z zapewnieniem jakości w świetle wymogów
regulaminu znaku jakości SPBT „Dobry Beton”
COMPREHENSIVE CONTROL OF PRODUCTION PROCESS OF READY
MIXED CONCRETE AND THE PROBLEMS CONNECTED WITH QUALITY
ASSURANCE IN ACCORDANCE WITH THE REGULATIONS OF QUALITY
MARK SPBT „GOOD CONCRETE”
Streszczenie
Niniejszy referat przedstawia procedurę uzyskiwania „Znaku Jakości SPBT – Dobry
Beton”. Opisane zostały wymagania, jakie musi spełnić węzeł betoniarski starający się
o przyznanie tego znaku. Ponadto porównano wymagania regulaminu przyznawania
znaku Dobry Beton z wymaganiami normy PN-EN 206-1.
Abstract
This paper presents the recive procedure of quality mark SPBT “Good Concrete”. Below
described requirements for ready mixed concrete plant applying for this mark. Moreover
the requirements for the Regulation of Quality Mark Good Concrete have been compared
with European Norm PN-EN 206-1.
Grzegorz Bajorek
Marta Kiernia
dr inż. Grzegorz Bajorek – Centrum Technologiczne Budownictwa przy Politechnice Rzeszowskiej, Stowa-
rzyszenie Producentów Betonu Towarowego w Polsce
mgr inż. Marta Kiernia – Centrum Technologiczne Budownictwa przy Politechnice Rzeszowskiej, Stowa-
rzyszenie Producentów Betonu Towarowego w Polsce

Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
3

Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
3
1. Wprowadzenie
Po wieloletnich, żmudnych przygotowaniach – na drugie półrocze 2003 i początek roku
2004 przypadł okres pierwszej edycji Kampanii „Dobry Beton”, uwieńczonej uroczystą galą
w Warszawie, w dniu 26 lutego 2004. Cykl weryfikacji wytwórni betonu, pretendujących
do uzyskania znaku jakości, zbiegł się w czasie z przyswajaniem przez środowisko nowej,
europejskiej normy do betonu, ogłoszonej ostatecznie w kraju – w czerwcu 2003 roku.
Znak Jakości „Dobry Beton” jest znakiem Stowarzyszenia Producentów Betonu
Towarowego w Polsce i jest formą potwierdzenia kompetencji, a jednocześnie uznania
wysokiego poziomu wytwórni betonu towarowego. Nie jest to znak wyłączny i we-
wnętrzny Stowarzyszenia – może być nadawany zakładom niezrzeszonym. Formą ze-
wnętrzną wyróżnienia jest „Certyfikat Znaku Jakości SPBT – Dobry Beton” oraz pieczęć
o zastrzeżonym wzorze (rys. 1), umożliwiająca stemplowanie dokumentów firmowych
danej wytwórni.
Rys. 1. Symbol graficzny Znaku Jakości SPBT „DOBRY
BETON”
Cel i rola znaku najlepiej zdefiniowane są we
wstępnych punktach regulaminu przyznawania, tzn.:
„Znak Jakości SPBT – Dobry Beton” jest szczególnym wyróżnieniem dla wytwórni be-
tonu towarowego, której odpowiedni stan usprzętowienia technicznego w połączeniu
z praktyką fabrykacji, poziomem technologicznym i transportowym – zapewniają wspólnie
warunki dostaw produktu, w określonej przez zamawiającego, ustabilizowanej jakości.
Uwzględnia on również troskę wytwórni o ochronę środowiska naturalnego”. Dla po-
twierdzenia wdrożenia i stosowania tak określonych wymagań, wytwórnia musi poddać
się specjalnej procedurze weryfikacyjnej.
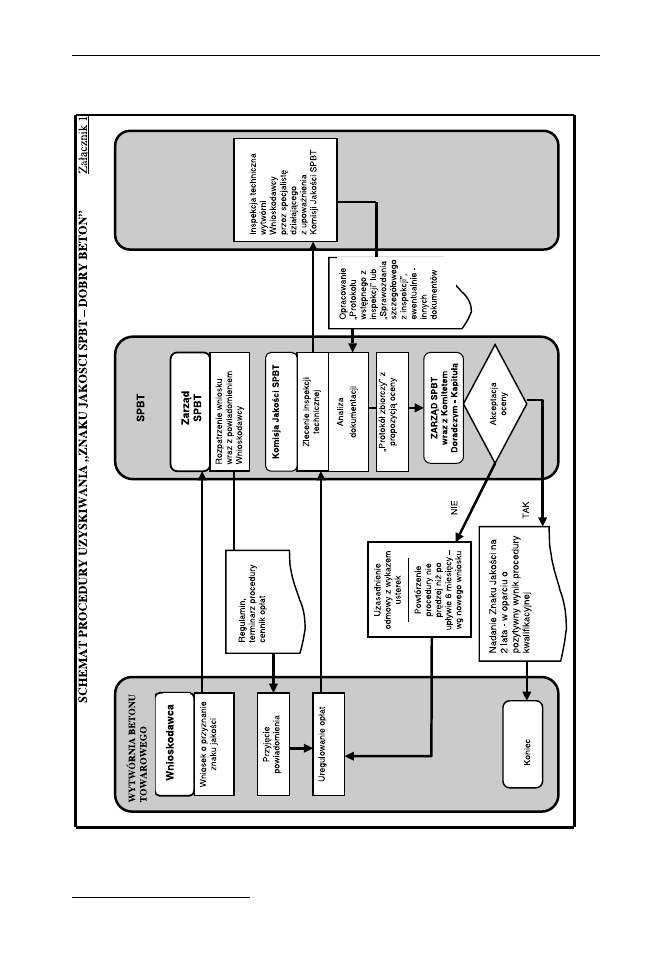
2. Procedura uzyskiwania „Znaku Jakości SPBT – Dobry
Beton”
Na rys. 2 pokazano schemat postępowania w celu uzyskania „Znaku Jakości SPBT – Dobry
Beton”. Wnioskodawcą w procedurze jest wytwórnia betonu, która na podstawie ogólnie
dostępnych informacji o ogłoszeniu naboru do kolejnej edycji Kampanii „Dobry Beton”,
zgłasza swój udział poprzez złożenie wniosku do Zarządu SPBT o przyznanie znaku
jakości na specjalnym formularzu akcesyjnym. Załącznikami do wniosku muszą być:
• zwięzła charakterystyka wytwórni,
• dokumentacja fotograficzna wytwórni,
• zakładowa lista oferowanych produktów,
• referencje od klientów z wyszczególnieniem zrealizowanych obiektów z udziałem
własnego betonu towarowego,
• inne dokumenty zaświadczające o wysokim standardzie zakładu.
4
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
5
Rys. 2. Schemat procedury uzyskiwania „Znaku Jakości SPBT – Dobry Beton”

4
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
5
Zarząd SPBT na swoim posiedzeniu rozpatruje wniosek i powiadamia wnioskodaw-
cę o uruchomieniu procedury, przekazując mu regulamin, terminarz oraz cennik opłat.
Warunkiem kontynuacji dalszych czynności ze strony SPBT jest uregulowanie przez
zainteresowanych – aktualnych w danej edycji opłat. Gdy jest to dopełnione, Komisja
Jakości SPBT zleca przeprowadzenie auditu, którego dokonuje Inspektor. Inspektorem
upoważnionym przez SPBT do kontroli wytwórni betonu towarowego może być specja-
lista wywodzący się z ośrodka badawczo-laboratoryjnego, świadczącego usługi na rzecz
sektora betonu towarowego.
Efektem kontroli wytwórni betonu jest opracowanie przez Inspektora odpowiedniej
dokumentacji sprawozdawczej – może to być „Protokół wstępny z inspekcji” lub „Spra-
wozdanie szczegółowe z inspekcji” (ewentualnie notatki z auditu, jeśli wytwórnia nie
spełnia wymaganych kryteriów). Trafia ona z powrotem do Komisji Jakości SPBT, skąd po
zweryfikowaniu i sformułowaniu „Protokołu zbiorczego”, wraz z określeniem propozycji
oceny, trafia do rozpatrzenia przez Zarząd SPBT. Po zapoznaniu się z treścią dokumen-
tacji, posiłkując się również innymi opiniami, Zarząd podejmuje decyzję o przyznaniu
wyróżnienia lub o jego odmowie.
Decyzja o przyznaniu „Znaku Jakości SPBT – Dobry Beton” przekazywana jest da-
lej do Kapituły w formie nominacji. Kapitułę – jako niezależne ciało doradcze Zarządu
– powołuje się każdorazowo z grona wybitnych przedstawicieli świata nauki, polityki,
administracji państwowej czy samorządowej, a także – dyrekcji wiodących przedsiębiorstw
wykonawstwa budowlanego. Swoim autorytetem niezależnego gremium – Kapituła za-
twierdza lub odrzuca nominację Zarządu. W przypadku rozstrzygnięcia pozytywnego
rekomenduje ona wytwórnię do wyróżnienia.
Samo wyróżnienie realizuje się poprzez wręczenie atrybutów „Znaku Jakości SPBT
– Dobry Beton” (certyfikatu i pieczęci) w trakcie uroczystej gali wieńczącej cykl kampanii.
„Znak Jakości SPBT – Dobry Beton” przyznawany jest na okres dwu lat. Prolongata
wyróżnienia na następne lata wymaga uruchomienia odrębnej, nowej procedury kwali-
fikacyjnej na podstawie nowo złożonego wniosku. W przypadku odmowy przyznania
Znaku Jakości wnioskodawca ma prawo powtórzenia zgłoszenia, jednak nie wcześniej
niż po 6 miesiącach od daty odmowy, pod warunkiem usunięcia zakwestionowanych
usterek czy mankamentów. Wiąże się to jednak z koniecznością uruchomienia osobnej,
nowej procedury kwalifikacyjnej.
3. Inspekcja techniczna
Podstawowym elementem sprawdzenia kompetencji wytwórni betonu jest jej inspek-
cja techniczna. Dokonuje jej upoważniony przez Zarząd SPBT Inspektor-Specjalista,
w uzgodnionym z wnioskodawcą terminie. Wnioskodawca musi na czas auditu udostępnić
inspektorowi do wglądu zakładową dokumentację technologiczno-produkcyjną. Przegląd
tej dokumentacji oraz przegląd stanu urządzeń wytwórni jest podstawą do sporządzenia
przez Inspektora raportu z auditu. Są to gotowe do wypełnienia formularze, stanowiące
załączniki do „Regulaminu przyznawania Znaku Jakości SPBT – Dobry Beton”. Jeśli in-
spekcja odbywa się po raz pierwszy na węźle – powstaje „Protokół wstępny z inspekcji”,
jeśli kolejny raz – „Sprawozdanie szczegółowe z inspekcji”. Oba te dokumenty zawierają
ocenę wytwórni w zakresie następujących działów:
• personel węzła,
• sprawy techniczne i wyposażenie,

6
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
7
• surowce,
• produkcja i dostawa,
• ochrona środowiska,
przy czym „Sprawozdanie szczegółowe” zawiera jeszcze informacje o zmianach od czasu
ostatniego badania nadzorującego.
Informacje o personelu mają dać odpowiedź, czy kadra wytwórni (w tym także osób
współpracujących – kierowcy, operatorzy, obsługa punktu kontroli, itp.) jest odpowiednio
kompetentna w stosunku do wypełnianych zadań (stanowisk), a także czy jest na bieżąco
doszkalana.
Informacje o sprawach technicznych i wyposażeniu (w tym także wyposaże-
niu punktu kontrolnego) mają wykazać, że wytwórnia jest w stanie wyprodukować
w sposób nowoczesny beton o deklarowanych przez siebie właściwościach. Chodzi tu
głównie o sposoby i możliwości ilościowe przechowywania kruszywa i cementu oraz
dodatków i domieszek. Rozpoznaje się m.in. wiarygodność źródeł ich pochodzenia oraz
potwierdzenie jakości – zgodnie z kryteriami dokumentów odniesienia (normy, deklaracje
zgodności, itp.). Sprawdza się sposób dozowania oraz urzędowe potwierdzenia wzorco-
wania urządzeń. W sferze zainteresowania leży również sposób mieszania składników
betonu (rodzaj i pojemność mieszalnika) oraz sposób sterowania procesem wytwarzania
(automatyczny, półautomatyczny, ręczny). Z istotą nowoczesnego sterowania łączą się
bowiem możliwości monitorowania (np. poprzez opomiarowanie wilgotności kruszywa
lub konsystencji zarobu) właściwości składników czy mieszanki betonowej, a w efekcie
– możliwości wprowadzania korekt w dozowaniu składników. Podsumowaniem tego
zakresu auditu jest stwierdzenie, czy oprzyrządowanie węzła generuje automatycznie
raport z przebiegu procesu, czy też nie daje takiej możliwości.
W obrębie bloku nadzoru i porządkowania gospodarki surowcami w ramach pro-
dukcji betonu oceniane są możliwości magazynowania różnego asortymentu materiałów
(ilość kruszyw różnych frakcji i różnego pochodzenia, ilość rodzajów cementu, dodatków,
domieszek) wraz z warunkami ich magazynowania (dla kruszyw – brak możliwości
mieszania się, dla domieszek – ochrona przed ekstremalnymi temperaturami czy nie-
kontrolowanymi wyciekami). Sposób oznakowania miejsc składowania musi zapobiegać
pomyłkom przy rozładunku, bądź przy pobieraniu surowców do produkcji.
Kontrola produkcji i dostawy dotyczy sprawdzenia przygotowania węzła do wytwa-
rzania i dostarczania betonów zgodnych z wymaganiami normowymi i sposobów doku-
mentowania tych zgodności. Przeglądany jest więc zestaw oferowanych przez wytwórnię
receptur (klas) betonu oraz wyników badania ich przydatności. Ponadto oceniany jest
sposób nadzorowania produkcji i dostawy – możliwości i wyposażenie punktu kontroli
oraz dokumentacja badawcza składników betonu i samego betonu. Sprawdzane jest także
czy dowód dostawy zawiera minimum wymaganych danych.
Nowoczesny węzeł betoniarski musi być przyjazny środowisku naturalnemu. Zwraca
się więc szczególną uwagę na szczelność procesu produkcyjnego (eliminacja emisji głównie
pyłów do atmosfery), zagospodarowanie odpadów (recykling materiałów resztkowych
i wód opadowych) oraz prawidłowe przechowywanie substancji mogących zagrażać śro-
dowisku (materiały palne, domieszki). Sprawdzana jest szczelność obudowy mieszalnika
i przenośników taśmowych, szczelność rękawa elastycznego wagi cementu i mieszalnika
oraz wyposażenie silosów materiałów pylastych w filtry. W zakresie zagospodarowa-
nia odpadów oceniany jest sposób zawracania do procesu produkcyjnego materiałów
resztkowych z mycia urządzeń produkcyjnych czy płukania urządzeń transportowych,
resztek lub zwrotów mieszanki betonowej oraz wody opadowej wyłapywanej z obszaru
6
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
7
węzła – głównie chodzi o instalację do recyklingu (urządzenie), zbiorniki retencyjne oraz
sposób wyłapania i spływu wód opadowych. Sprawdzane są również warunki przecho-
wywania materiałów palnych (paliw) i domieszek do betonu (minimalne temperatury
przechowywania).
4. Kwalifikacja ostateczna
Raporty Inspektora z przeprowadzonej inspekcji technicznej są podstawą dla Komisji
Znaku Jakości SPBT do opracowania końcowego „Protokołu zbiorczego”, w którym
punktowane jest spełnienie wszystkich wymagań dla wytwórni betonu towarowego,
według następującego schematu:
A. Zestawienie zbiorcze w poszczególnych kategoriach
K a t e g o r i a
O c e n a
Personel zakładu produkcyjnego .........................
Surowce ...............................................................
Produkcja i dostawa .............................................
Badania ................................................................
Ochrona środowiska ............................................
......................................
......................................
......................................
......................................
......................................
Ł ą c z n i e :
B. Sprawdzenie kryteriów dyskwalifikujących
tak
nie
1. personel wytwórni posiada kwalifikacje sprzyjające dotrzymywa-
niu reżimów technologicznych produkcji, transportu i wbudowywa-
nia mieszanki betonowej ...............................................................................
2. wytwórnia dysponuje wyposażeniem technicznym, niezbędnym
do produkcji betonu towarowego na skalę przemysłową ........................
3. urządzenia techniczne utrzymywane są w stanie sprzyjającym
ciągłości produkcji i stabilizacji jakości mieszanki betonowej w ciągu
całej dostawy ........................
4. wytwórnia korzysta wyłącznie z surowców udokumentowanego
pochodzenia, ze świadectwami potwierdzającymi ich jakość ................
5. wytwórnia prowadzi niezbędną dokumentację zakłado-
wą..............................
6. wytwórnia współpracuje stale z zewnętrzną jednostką laborato-
ryjno-konsultingową w zakresie badań betonu .........................................
7. wytwórnia dysponuje procedurami utylizacji powracających resz-
tek mieszanki betonowej ............................................................................
8. „Protokół z inspekcji” wypełniony został kompletnie, ujmując
wszystkie pozycje w poszczególnych kategoriach .....................................
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
...........
Podsumowaniem „Protokołu zbiorczego” jest klauzula końcowa, wnioskująca do
Zarządu SPBT o przyznanie wyróżnienia bądź oddalenie wniosku. Pozytywna decyzja

8
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
9
Zarządu jest jednocześnie nominacją dla Kapituły, która – angażując swój autorytet – su-
geruje rozstrzygnięcie o przyznaniu Certyfikatu (rys. 3).
Rys. 3. Forma „Certyfikatu Znaku Jakości SPBT – Dobry Beton”

8
Grzegorz Bajorek, Marta Kiernia
Kompleksowa kontrola procesu wytwarzania betonu towarowego ...
9
5. Podsumowanie
Przedstawione powyżej, a zawarte w „Regulaminie przyznawania Znaku Jakości SPBT
– Dobry Beton”, zasady kompleksowej kontroli procesu wytwarzania betonu towarowego,
mają za zadanie potwierdzić spełnienie wymagań, związanych z zapewnieniem najwyższej
jakości oferowanego przez wytwórnie produktu. Przeglądając te zasady i porównując je
do wymogów aktualnej normy dotyczącej betonu PN-EN 206-1:2003 wyraźnie widać,
że wdrożony według niej system kontroli produkcji praktycznie zapewnia spełnienie
wymogów dla uzyskania „Certyfikatu Znaku Jakości SPBT – Dobry Beton”.
Rozdział 9 tej normy – „Kontrola produkcji” wyraźnie narzuca konieczność wprowa-
dzenia „(...) udokumentowanego systemu kontroli produkcji (księgi kontroli produkcji)
(...)”, który obejmuje:
• odpowiedzialność, kompetencje oraz wzajemne relacje wszystkich pracowników, którzy
kierują, wykonują i weryfikują prace dotyczące jakości betonu,
• dobór materiałów,
• projektowanie betonu,
• produkcję betonu,
• sprawdzenia i badania,
• wykorzystanie wyników badań dotyczących składników, mieszanki betonowej i betonu
oraz sprzętu,
• kontrolę sprzętu stosowanego do transportu mieszanki betonowej,
• kontrolę zgodności.
Dla takiego zakresu określone są dość precyzyjnie wymogi dla personelu, sprzętu
i urządzeń (dla magazynowania materiałów, urządzeń dozujących, betoniarek, sprzętu
do badania), dozowania składników, mieszania mieszanki betonowej oraz procedur
kontroli produkcji.
W rozdziale 7 – „Dostawa mieszanki betonowej” przedstawione są z kolei wymogi w
zakresie wzajemnych relacji pomiędzy producentem betonu a wykonawcą oraz precyzyjne
informacje co musi zawierać dowód dostawy.
Jedynym zagadnieniem nie poruszanym w PN-EN 206-1, a mocno akcentowanym
w procedurze ubiegania się o „Znak Jakości SPBT – Dobry Beton” to aspekt ochrony śro-
dowiska. Te problemy są jednak regulowane oddzielnymi przepisami i w zasadzie można
stwierdzić, uogólniając, że węzeł nie spełniający wymogów określonych w „Regulaminie
przyznawania Znaku Jakości SPBT – Dobry Beton” nie uzyska pozwolenia na budowę
i nie będzie dopuszczony do użytkowania. Tak więc węzły nowe, budowane w drugiej
połowie lat dziewięćdziesiątych w zgodzie z ustawami: „Prawo budowlane” i „Prawo
ochrony środowiska” spełniają wymogi „Regulaminu”.
Tak więc podsumowując zagadnienia problemów związanych ze spełnieniem wymo-
gów „Regulaminu przyznawania Znaku Jakości SPBT – Dobry Beton” można powiedzieć,
że nowe lub zmodernizowane w ostatnich latach węzły betoniarskie, na których wpro-
wadzony jest udokumentowany system kontroli produkcji zgodny z PN-EN 206-1:2003
– są w pełni przygotowane do ubiegania się o wyróżnienie znakiem „Dobry Beton”.
Wyszukiwarka
Podobne podstrony:
Jakościowe i ilościowe zaburzenia świadomości Problemy pielęgnacyjne w opiece nad chorym z zaburzeni
pytanie 7 Puławy 10 Czym rĂlĹzni się znak jakości zdrowotnej od znaku identyfikacyjnego
beton wymagania
jakosc of pracy wymagania
Jakościowe i ilościowe zaburzenia świadomości Problemy pielęgnacyjne w opiece nad chorym z zaburzeni
PN EN 206 1 2000 Beton Wymagania wlasciwosci produkcja i zgodnosc
charakterystyka i opis problemu jakosciowego, Socjologia
Interpretacja wymagań normy ISO, SONS OF ANARCHY SEZON 5, domy pasywne, zarządzanie jakością
system zarządzania jakością wymagania, zarządzanie jakością(1)
Ewolucja podejścia do problemu zarządzania jakością (10 stron) (2), Zarządzanie jakością2, Zarzadzan
Dziecko mające problemy ze wzrokiem wymaga poświęcenia mu więcej czasu, Wszechnica Świętokrzyska, II
Problematyka w zarządzaniu jakością (5 stron)
problem4, ZARZĄDZANIE, Zarządzanie Jakością
wymagania jakościowe dla produktów leczniczych
kłopotliwe, problem głodu, Skoro Bóg jest dobry, to dlaczego tyle dzieci umiera w Afryce z głodu
Problemy związane z badaniem jakości życia pacjentów onkologicznych
więcej podobnych podstron