Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-16
4.3 - 6
PRZYKŁAD 2 do wprowadzania treści programu
Najprostsza, najszybsza i najczęściej stosowana metoda tworzenia nowego programu
obróbczego polega na skopiowaniu programu już istniejącego i dokonaniu niezbędnych
jego modyfikacji. Kopiowany program często znacznie odbiega swą treścią od programu
jaki chcemy otrzymać, wówczas po skopiowaniu usuwamy nierzadko znaczną jego część
lecz takie elementy jak wykaz narzędzi, informacje dodatkowe, przygotówka często
pozostają bez zmian. Rysunek techniczny do przykładu opisanego poniższej znajduje się
w zestawie rysunków na końcu podręcznika i jest opatrzony numerem programu 0404.
• kopiujemy program Przykład 1 napisany w poprzednim rozdziale pod następnym
wolnym w spisie programów numerem , w tym celu wykonujemy następujące
czynności:
− wybieramy symbolu 14 z ekranu głównego systemu
− postępujemy zgodnie z zaleceniami Systemu wprowadzając takie same
informacje jak przy tworzeniu nowego programu : numer programu, numer
rysunku, nazwę detalu, typ obrabiarki itd.
− po uzyskaniu wszystkich niezbędnych danych System ZERO-OSN przechodzi do
spisu programów, z którego wybieramy program do skopiowania
− po wybraniu programu jest on automatycznie przez System przeczytany,
skopiowany, a następnie, zapisany w spisie programów pod wybranym przez nas
numerem (przy kopiowaniu programów obowiązują te same ograniczenia co przy
ich tworzeniu)
− po skopiowaniu system automatycznie przejdzie do modyfikacji nowo
utworzonego programu
•
kasujemy bloki od N030 , N035 i N040 stanowiące opis obróbki konturu pierwszego
stopnia wałka o średnicy
∅62mm wraz z łukiem
(ten fragment programu zostanie napisany
przy pomocy Cyklu konturu CK)
− podświetlamy pierwszy przeznaczony do skasowania blok N030 , piszemy DEL
(wpisane jako trzy litery)
i naciskamy ENTER
− na pytanie Czy chcesz skasować ten blok odpowiadamy twierdząco T , po
naciśnięciu ENTER blok zostaje usunięty
− kolejne naciśnięcie ENTER kasuje następny blok - usuwamy tak bloki N035 i N040
• podświetlamy blok N025 , za którym dopiszemy Cykl konturu, wprowadzamy
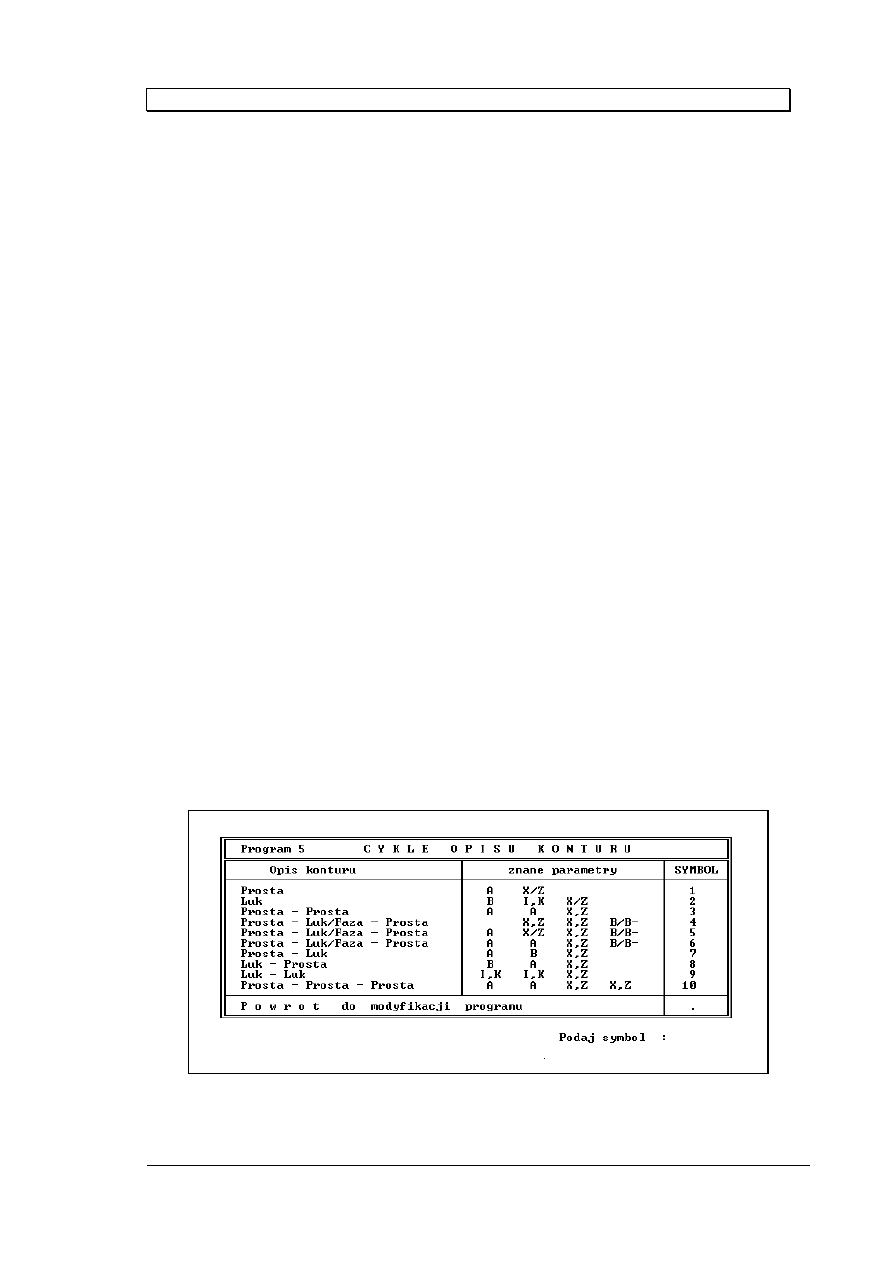
komendę CK i naciskamy ENTER , pojawi się następujący ekran:
Rys. 4.3-19
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-17
• do zaprogramowania mamy kontur składający prostej
(walec o średnicy
∅62mm)
, łuku o
promieniu 8mm i prostej biegnącej pod kątem 140
°
(stożek)
, czyli prostą, łuk i prostą.
W cyklach opisu konturu mamy dostępnych szereg symboli realizujących potrzebną
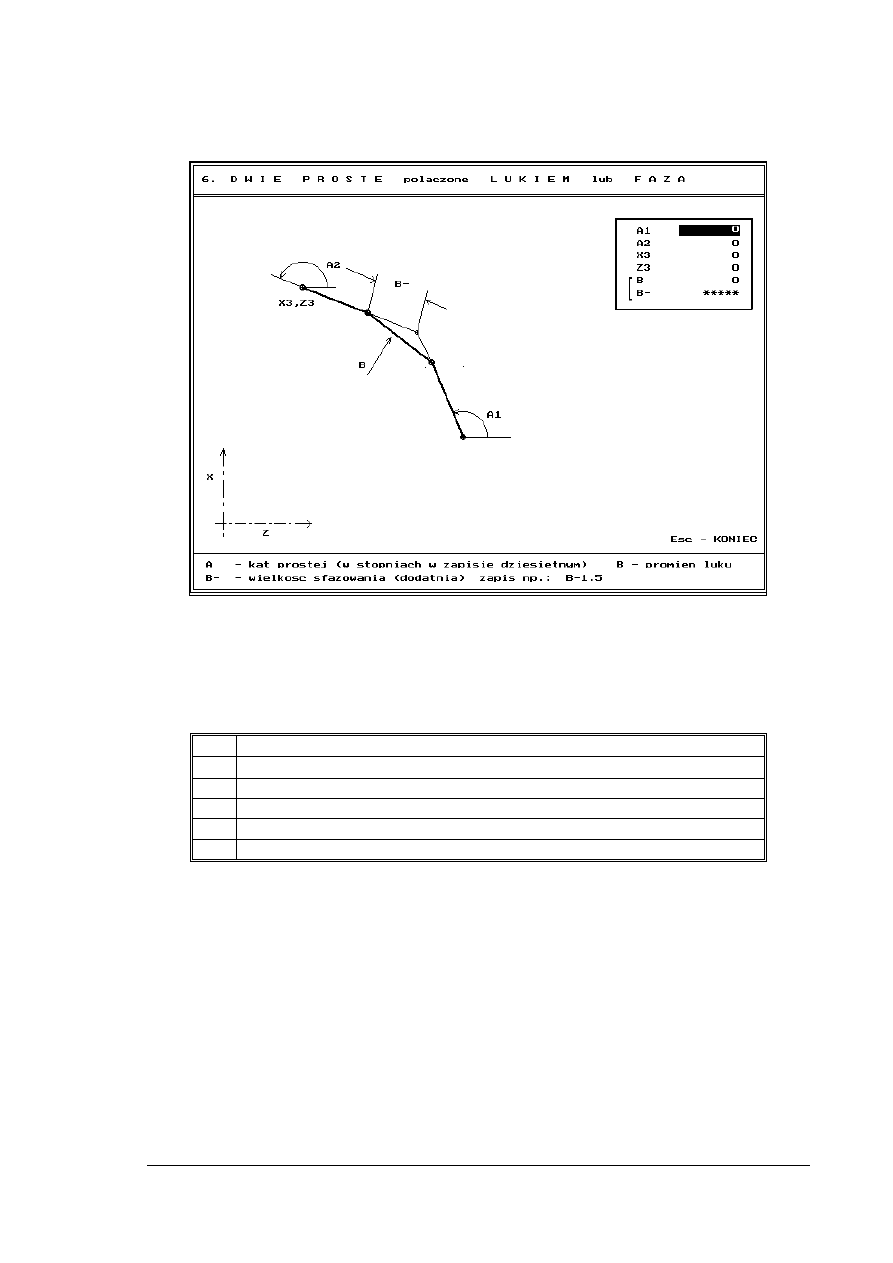
nam opcję - wybieramy np. symbol 6 , otrzymamy następujący ekran :
Rys. 4.3-20
w prawym górnym rogu ekranu znajduje się miejsce do wprowadzania parametrów
cyklu, których znaczenie jest następujące:
A1 Kąt zawarty pomiędzy dodatnim kierunkiem osi z a prostą w [
°]
A2 Kąt zawarty pomiędzy dodatnim kierunkiem osi Z a prostą w [
°]
X3 Współrzędna położenia końcowego punktu prostej w kierunku osi X
Z3 Współrzędna położenia końcowego punktu prostej w kierunku osi Z
B
Promień łuku
B- Wielkość sfazowania
• wprowadzamy dane do ekranu Cykli konturu:
− A1 wynosi 180
(kąt pomiędzy prostą znajdującą się na X62 a dodatnim kierunkiem osi Z)
− A2 wynosi 140
− współrzędne punktu (X3,Z3) są wynoszą X72 , Z40
− łuk wykonujemy promieniem R 8 mm
− Wielkości B- nie wypełniamy, gdyż nie wykonujemy fazy.
− na pytanie Czy chcesz zachować zmiany odpowiadamy twierdząco T
− system automatycznie wpisuje blok N.. X72 Z45 A180 B8 A140 i przechodzi do
dalszej modyfikacji programu
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-18
• sprawdzamy za pomocą symulacji graficznej poprawność wprowadzonego konturu
• dalsza część programu obróbczego dla pracy tym narzędziem jest już gotowa
ponieważ wykonanie stopnia wałka o średnicy
∅60mm przebiega identycznie jak
dla programu, który posłużył jako wzór do skopiowania
• ponieważ na detalu będzie nacinany gwint, wcześniej należy wykonać na wałku
podcięcie na wyjście noża, wprowadzamy kolejne bloki, w których dokonamy
nacinania kanałka
− wybieramy narzędzie T2 (obrót głowicy narzędziowej) oraz przypisujemy mu
numeru korektora D2 , dokonujemy zmiany obrotów wrzeciona na 700 [obr/min]
oraz zwyczajowo podajemy kierunek obrotów
wprowadzany blok programu ma postać: T2 D2 S700 M3
− ustawiamy narzędzie na średnicy 66mm (3 mm nad wałkiem) oraz na 74 mm w
osi Z - wprowadzany blok programu ma postać: G0 X66 Z74
− posuwem roboczym 0.1 mm/min nacinamy kanałek do średnicy 51.8mm - treść
bloku jest następująca: G1 X 51.8 F.1
− na dnie kanałka pozostawiamy narzędzie przez czas 1 sekundy wprowadzając
blok G4 X1
− wyprowadzamy narzędzie z kanałka przyspieszonym ruchem roboczym 1mm/obr
G1 X66 F1
− ostatnim ruchem narzędzia będzie szybki odjazd od materiału na punkt wymiany
narzędzia - zaprogramujemy blok G0 X160 Z140
zaprogramowany fragment programu przedstawia się następująco:
N075 T2 D2 S700 M3
N080 G0 X66 Z74
N085 G1 X51.8 F.1
N090 G4 X1
N095 G1 X66 F1.5
N100 G0 X160 Z140
• przeprowadzamy symulacje obróbki, która mimo iż kreśli tor ruch u narzędzia
wykonującego kanałek nie przedstawia jego szerokości ostrza, przyczyną takiego
stanu jest nie zadeklarowanie w Wykazie narzędzi
(nie zamontowano narzędzia na głowicy
obrabiarki)
noża T2
• wybieramy z ekranu głównego symbol 5 i przechodzimy do Wykazu narzędzi oby
dodać narzędzie T2. W drugim gnieździe głowicy umieszczamy przecinak vl.150.17
32x32 o szerokości ostrza 3mm przywołując go z katalogu narzędzi Systemu
ZERO-OSN
• uruchamiamy symulację obróbki i sprawdzamy poprawność pracy noża T2
• wprowadzamy kolejne bloki, w których dokonamy nacinania gwintu
(w rzeczywistości, w przemyśle, nacinanie gwintu jest programowane za pomocą Cykli obrabiarki (CO)
lub z wykorzystaniem Cykli stałych Systemu ZERO-OSN (CS) programowanie takie odbywa się
automatycznie po podaniu przez programistę parametrów gwintu, nie posiada więc większych
własności dydaktycznych. Obie te metody programowania mogą być zrealizowane z użyciem Systemu
ZERO-OSN i zaprezentowane są w programach 0011 , 0012 i 0013 do których odsyłamy
zainteresowanych)
− wybieramy narzędzie T3 z korektorem D3 , zmieniamy obroty wrzeciona na 450
[obr/min] oraz zwyczajowo podajemy kierunek obrotów
wprowadzany blok programu ma postać: T3 D3 S450 M3

Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-19
− ustawiamy narzędzie ruchem szybkim na średnicy 66mm oraz 6mm przed
czołem detalu
(obrabiarka potrzebuje około 2 obrotów wrzeciona na zsynchronizowanie obrotów
wrzeciona z posuwem jaka konieczna jest do nacinania gwintu)
wprowadzany blok programu ma postać: G0 X66 Z105
− posuwem roboczym przyspieszonym F1 mm/min ustawiamy narzędzie na
średnicy, na której przebiegać będzie pierwsze przejście gwintu
wprowadzamy
blok:
G1 X 58.45 F1
− nacinamy gwint o skoku 3mm do wymiaru Z76 korzystając z funkcji G33
wpisujemy blok : G33 Z76 K3
− posuwem roboczym przyspieszonym podnosimy narzędzie nad materiał na
średnice np. 62mm - piszemy G1 X62
− wycofujemy narzędzie ruchem ustawczym na Z105
zaprogramowany fragment programu przedstawia się następująco:
N105 T3 D3 S450 M3
N110 G0 X66 Z105
N115 G1 X58.45 F1
N120 G33 Z76 K3
N125 G1 X62
N130 G0 Z105
• uruchamiamy symulację obróbki i sprawdzamy poprawność pracy całego programu
dokładnie analizując zastosowane parametry obróbcze Dokonujemy tego symulując
obróbkę metodą blok po bloku
Pełen tekst poprawnego programu obróbczego umieszczony został w rozdziale 6.3-3.
Wyszukiwarka
Podobne podstrony:
kurs ZERO OSN wiczenie 01
kurs ZERO OSN wiczenie 05
kurs ZERO OSN wiczenie 06
kurs ZERO OSN wiczenie 02
kurs ZERO OSN wiczenie 01
kurs ZERO OSN wiczenie 05
Konserwacja 2014 03 id 245321 Nieznany
Lab5 Modelowanie dynamiki id 25 Nieznany
ais 03 id 53431 Nieznany (2)
Chemia 03 id 557778 Nieznany
mat fiz 2007 12 03 id 282357 Nieznany
Module 03 id 305940 Nieznany
III CZP 43 03 id 210280 Nieznany
KRYTYKA LITERACKAwpigulce id 25 Nieznany
AG 03 id 52753 Nieznany
Neurofizjologia Wyklad 03 id 31 Nieznany
Cw 03 id 122508 Nieznany
lab pwsp 03 id 258617 Nieznany
więcej podobnych podstron