Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-1
4.3 Podstawy programowania obrabiarek sterowanych numerycznie
Podstaw programowania obrabiarek sterowanych numerycznie nauczymy się pisząc pod
kontrolą Systemu ZERO-OSN własny program obróbczy. Cały niniejszy rozdział należy
traktować jako jedną całość podzieloną jedynie z przyczyn formalnych na podrozdziały A,
B, ...
Przed rozpoczęciem tworzenia nowego programu dla obrabiarki sterowanej numerycznie
należy dokładnie zapoznać się z rysunkiem technicznym detalu, który będziemy
wykonywać oraz rysunkiem technicznym przygotówki, z której detal powstanie.
Wygodnym jest naniesienie rysunku przygotówki na rysunek detalu. Proces
przygotowania technologii obróbki detalu na obrabiarkę numeryczną i konwencjonalną
jest identyczny i składa się z następujących czynności:
• wyboru typu obrabiarki
• określenia sposobu mocowania detalu w obrabiarce
• doboru narzędzi
• ustalenia kolejności i przebiegu poszczególnych operacji technologicznych
Po przygotowaniu ramowego procesu technologicznego możemy przystąpić do pisania
programu obróbczego dla OSN.
Programowanie obrabiarki sterowanej numerycznie polega na wydawaniu jej rozkazów
dotyczących ruchów narzędzia oraz innych rozkazów pomocniczych dotyczących np.
włączenia obrotów wrzeciona, wyboru narzędzia (obrócenia głowicy narzędziowej),
włączaniu chłodziwa. Rozkazy wprowadzany w kolejnych liniach programu obróbczego
zwanych blokami, które dla wygody numerujemy. Rozkazy dotyczące ruchów narzędzia
wprowadzany poprzez podanie współrzędnych punktów między którymi przesuwa się
narzędzie.
System ZERO-OSN został tak zaprojektowany, że powyższa ilość informacji dotyczących
programowania OSN powinna wystarczyć do samodzielnego napisania programu
obróbczego OSN. System ZERO-OSN pomoże nam w tym wskazując nasze błędy i
korygując zapis programu. Wszystkie niezbędne informacje a w szczególności wykaz
rozkazów jakie możemy wydać obrabiarce zawiera HELP , którego przywołanie
realizujemy pisząc H i naciskając ENTER lub za pomocą klawisza F1 .
4.3 - 1
Podstawowe dane potrzebne do stworzenia nowego programu
Nowy program obróbczy można utworzyć kilkoma sposobami:
• poprzez użycie symbolu 3 Wprowadzanie programu na głównym ekranie
bezpośrednio po uruchomieniu Systemu ZERO-OSN - wówczas musimy wprowadzić
wszystkie dane niezbędne dla nowego programu (przygotówkę, narzędzia, informacje
dodatkowe)
• poprzez użycie symbolu 3 Wprowadzanie programu na głównym ekranie po
uprzednim przeczytaniu innego programu - wówczas takie dane jak przygotówka,
narzędzia, informacje dodatkowe będą przywołane z ostatnio przeczytanego programu
źródłowego
• poprzez skopiowanie programu już istniejącego
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-2
Do napisania pierwszego programu obróbczego wykorzystamy drugą z podanych metod
oraz rysunek techniczny detalu i przygotówki opatrzony numerem programu 0402,
rysunek toru ruchu narzędzia opatrzony numerem programu 0403 (dostępne ze Spisu
programów przy użyciu symbolu R oraz znajdujący się w Zestawie rysunków
technicznych na końcu niniejszej instrukcji.
Aby utworzyć nowy program wyżej opisaną metodą będziemy postępować w następujący
sposób:
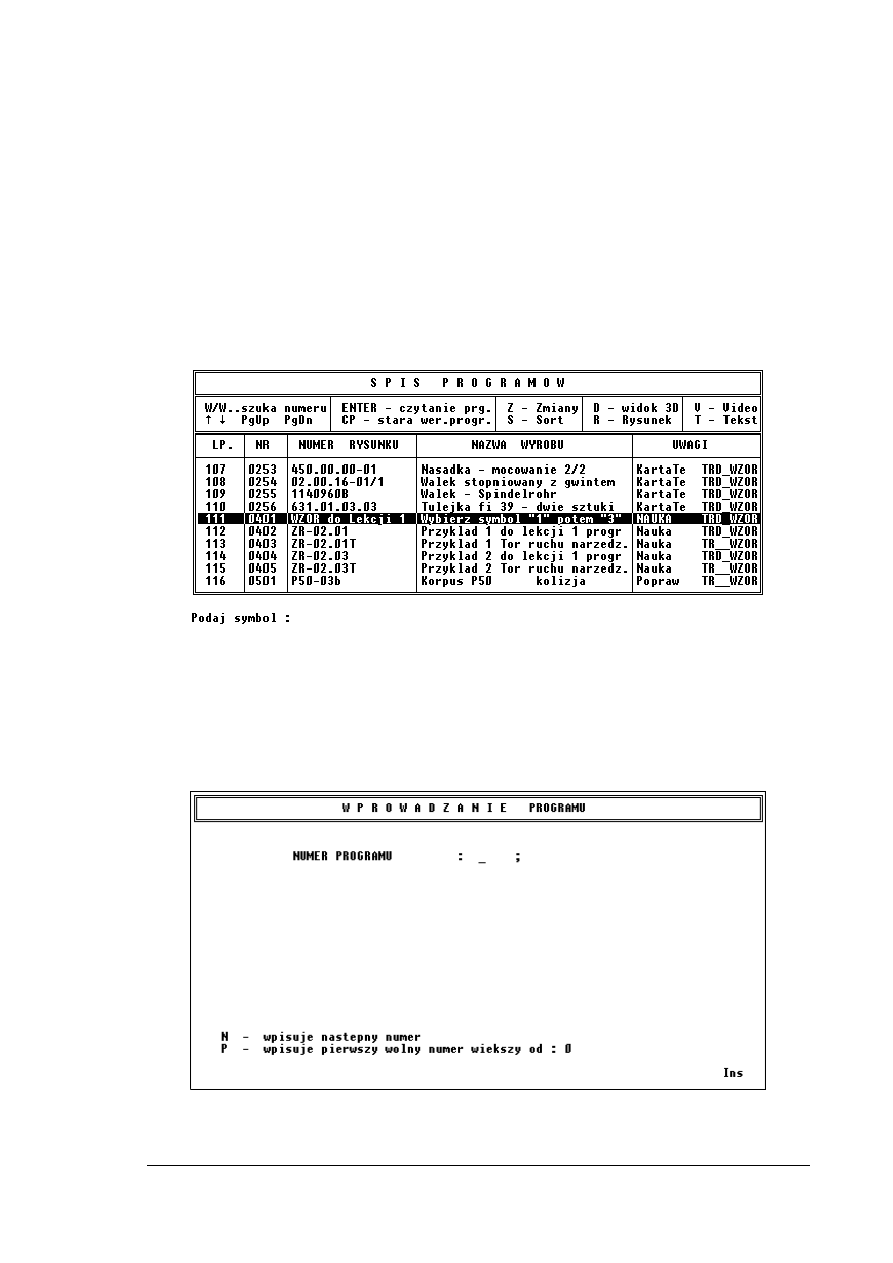
• po uruchomieniu Systemu wybierzmy symbol 1 i po naciśnięciu klawisza ENTER
przejdziemy do spisu programów i za pomocą klawiszy
↑ i ↓ podświetlimy program
0401 WZÓR do Lekcji 1 program ten zawiera przygotowane wcześniej dane takie
jak przygotówka i informacje dodatkowe, których przywołanie uprości prace nad
nowym programem
Rys. 4.3-1
• przeczytajmy ten program naciskając klawisz ENTER po czym System powróci do
ekranu głównego
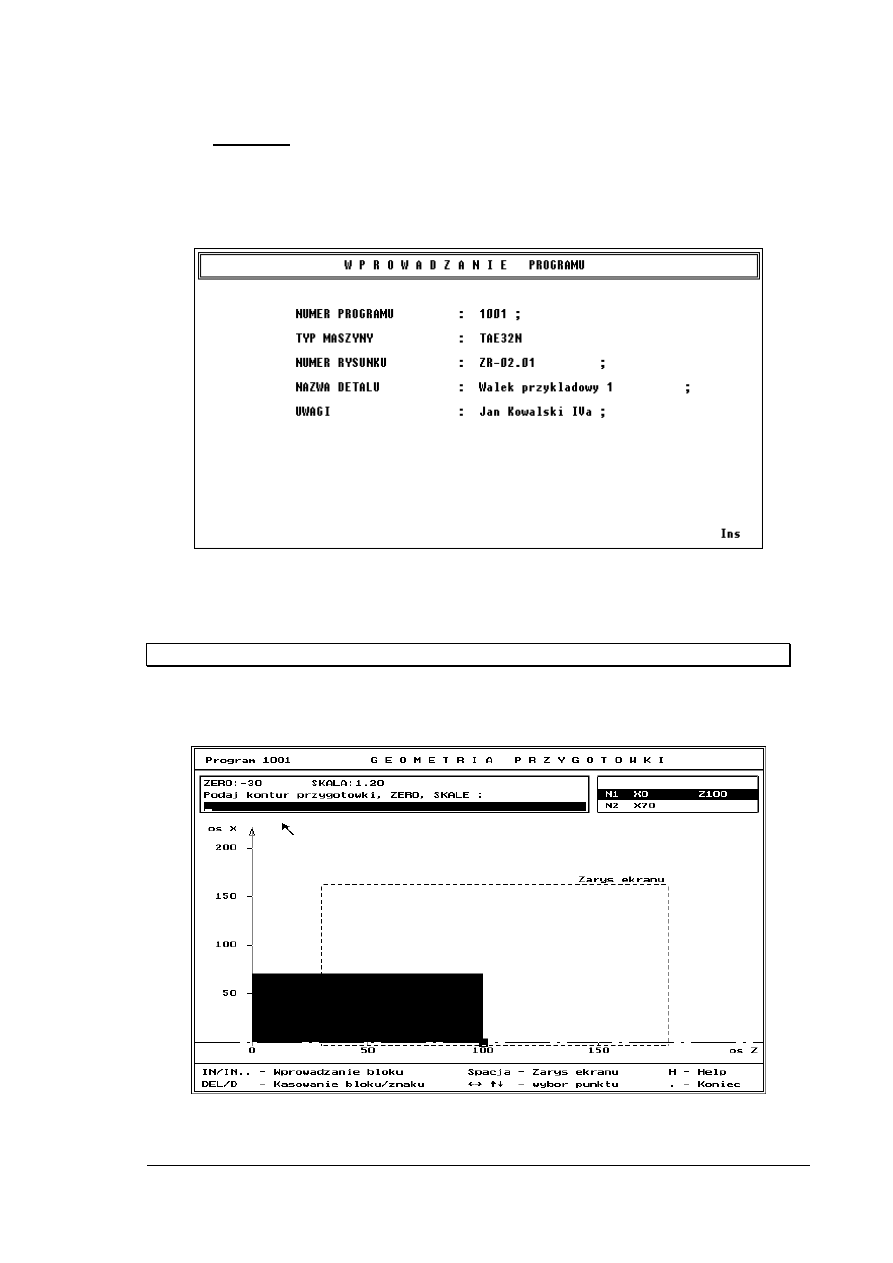
• wybierzemy symbol 3 po naciśnięciu ENTER ukaże się okno Wprowadzanie
programu a System zapyta o numer pod jakim chcemy zapisać program
Rys. 4.3-2
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-3
• wprowadzamy numer programu jedną z poniższych metod:
− pisząc N
(preferowane rozwiązanie)
wybieramy następny numer programu (System
automatycznie znajdzie w spisie ostatni program i nada naszemu programowi
kolejny numer).
− jeżeli wybierzemy P, System przeszuka spis programów i nada mu pierwszy
wolny numer znajdujący się na liście (np. jeżeli w spisie znajdują się programy o
numerach 1,2,3,10 to opcja ta naszemu programowi nada numer 4.
− możemy również wpisać dowolny numer programu. Jeżeli w spisie będzie
znajdować się program o takim numerze to na ekranie pojawi się komunikat: W
SPISIE JEST PROGRAM O TYM NUMERZE a po naciśnięciu klawisza ENTER
system przejdzie do spisu programów i podświetli program tym o numerze.
UWAGA: Numer program nie może być dłuższy niż 5 znaków, może zawierać
tylko cyfry
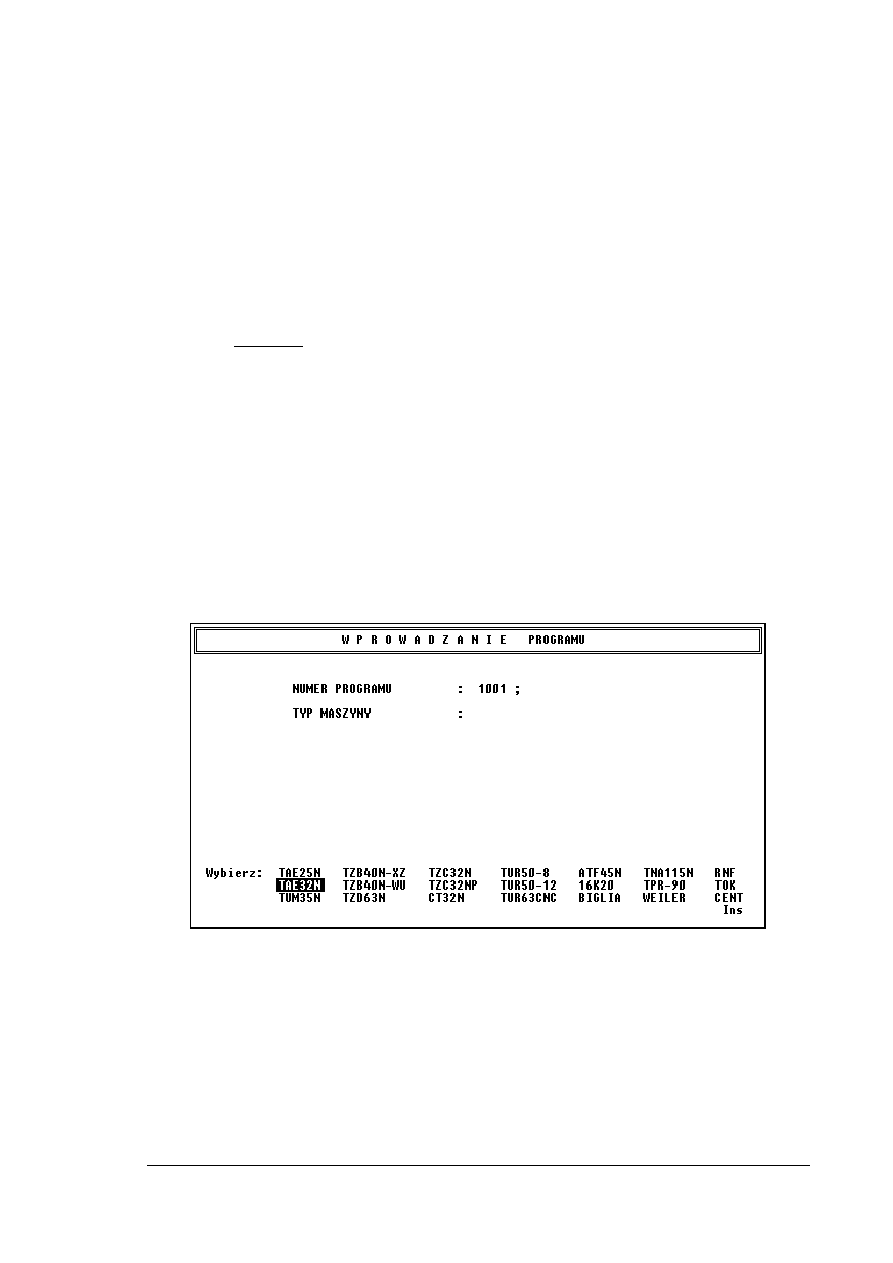
• po wybraniu numeru programu System ZERO-OSN zapyta się nas jaką
dysponujemy obrabiarką przedstawiając listę dostępnych w systemie maszyn.
Wybierzmy maszynę oznaczoną symbolem TAE32N
− Typ maszyny wybieramy poruszając się klawiszami kierunkowymi po spisie
dostępnych obrabiarek. Istnieje możliwość zapoznania się z konkretnymi typami
obrabiarek dzięki Katalogowi obrabiarek sterowanych numerycznie, można je
również obejrzeć na filmie VIDEO.
− Zatwierdzenie naszego wyboru następuje po wciśnięciu klawisza ENTER. W tym
wypadku możemy wybrać dowolny typ maszyny (nie dysponujemy konkretną
obrabiarką.
Rys. 4.3-3
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-4
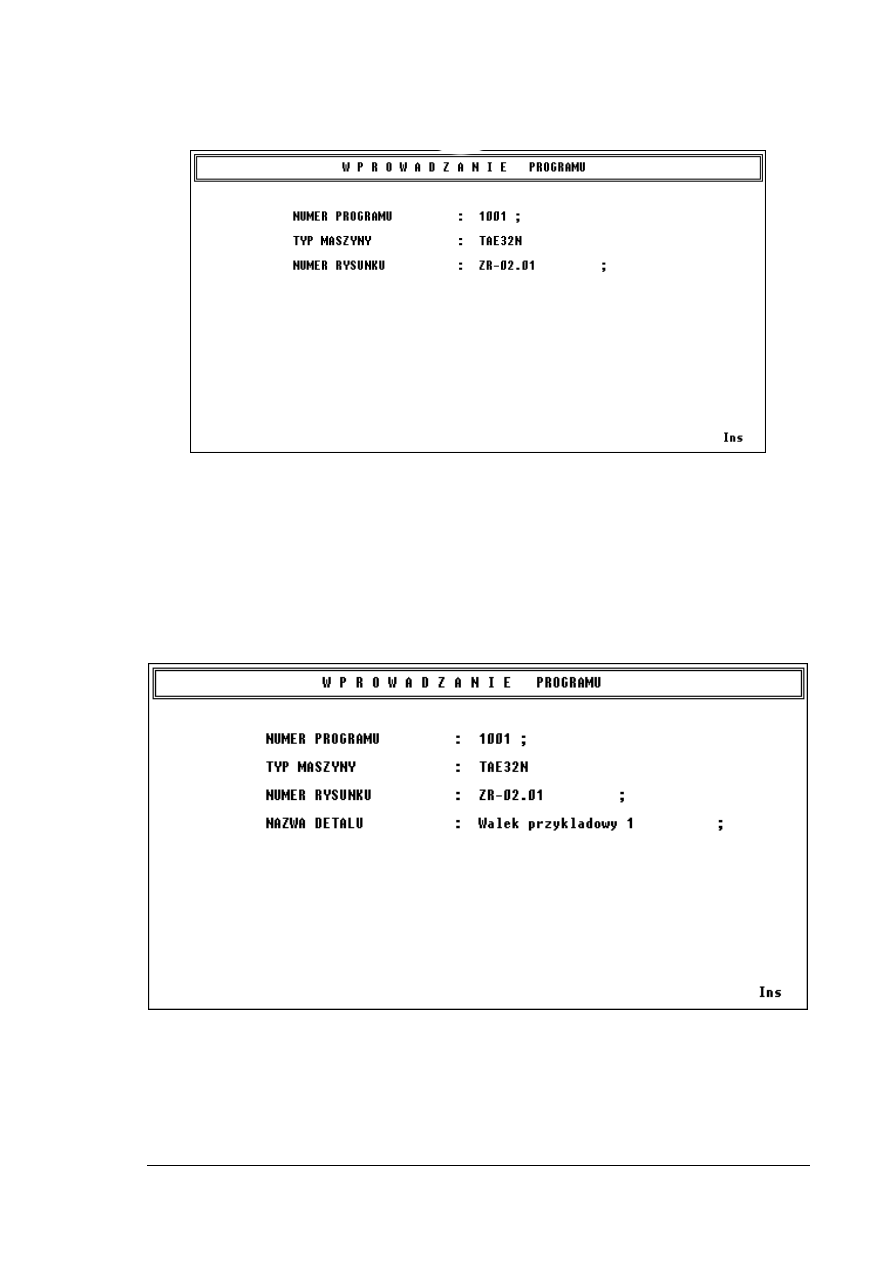
• następnym krokiem jest wprowadzenie numeru rysunku. W polu tym możemy
umieszczać dowolny tekst (cyfry i litery). Wprowadźmy numer rysunku do teko
przykładu: ZR-02.01 i zatwierdźmy naciskając ENTER.
Rys. 4.3-4
• następnym polem do wypełnienia jest Nazwa detalu. W polu tym możemy
umieszczać dowolny tekst (cyfry i litery). Wpiszmy następujący tekst: Wałek
przykładowy 1 po czym zatwierdźmy naciskając ENTER.
Rys. 4.3-5
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-5
• pole Uwagi możemy zostawić nie wypełnione lub wprowadzić dowolny tekst,
uczniowie powinni wpisać w to pole swoje nazwisko, imię i klasę - będą w ten
sposób mogli identyfikować swój program
UWAGA: W polu Uwagi nie wolno zamieszczać słowa WZOR, gdyż opis taki
uniemożliwia dokonywanie w programie obróbkowym jakichkolwiek zmian
Wszystkie dane wpisane do tej pory (numer programu, nazwa, numer rysunku i
uwagi) zamieszczone zostaną w spisie programów, w którym znajdzie się nowo
napisany program.
Rys. 4.3-6
4.3 - 2
Wprowadzenie geometrii przygotówki
• po zatwierdzeniu wszystkich pól zawartych w ekranie Wprowadzanie programu
pojawi się ekran Geometria przygotówki
Rys. 4.3-7

Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-6
UWAGA: W wypadku gdy wprowadzamy nowy program metodą po uprzednim
przeczytaniu innego programu wszystkie dane dotyczące przygotówki są już
przygotowane i cały niniejszy podrozdział można pominąć naciskając klawisz
ESC a na pytanie Czy chcesz zachować zmiany ? odpowiedzieć twierdząco T
W wypadku gdy wprowadzamy nowy program metodą bezpośrednio po
uruchomieniu Systemu ZERO-OSN zgodnie z rysunkiem technicznym powinniśmy
wprowadzić do naszego programu zarys wałka o wymiarach
∅70x100mm.
• pierwszym krokiem powinno być przyjęcie podziałki (skali) w jakiej będzie kreślona
przygotówka podczas symulacji obróbki. Wpisujemy SKALA1 i zatwierdzamy
naciskając ENTER (oznaczać to, podziałkę ok. 1:1 dla ekranu 14’’).
• następnie wprowadzamy ZERO-30 i zatwierdzamy klawiszem ENTER (nasz detal
mocowany jest w szczekach na długości 30 mm)
(Wygodne jest gdy ZERO określa długość materiału umieszczonego w uchwycie lub w szczękach.
Jeżeli w takim wypadku podczas symulacji obróbki nóż przesunie się w lewo poza ekran oznacza to, że
w rzeczywistości uderzył w szczęki uchwytu).
• edytor automatycznie utworzy dwa bloki N1 i N2 stanowiące dwa punkty tworzonego
zarysu przygotówki, naciskając klawisze
↑ i ↓ możemy poruszać się pomiędzy
poszczególnymi blokami (punktami zarysu przygotówki)
UWAGA: Wymiary podawane w kierunku osi X określają średnicę przedmiotu,
zapis np. X75 spowoduje utworzenie przedmiotu o średnicy 75 mm.
• podświetlamy blok N1, który ma postać N1 X0 Z0 , wpisujemy Z100 i zatwierdzamy
klawiszem ENTER (współrzędna punktu określającego długość przygotówki równą
100 mm).
• podświetlamy blok N2, wpisujemy X75 i zatwierdzamy klawiszem ENTER (będzie to
oznaczać domyślne zachowanie współrzędnej Z100).
• automatycznie pod nim pojawia się następny pusty blok, do którego możemy
przejść naciskając klawisz ENTER lub przemieszczając się klawiszami
kierunkowymi. Wprowadzamy następne bloki : blok N3 Z0 i blok N4 X0
• kończymy pracę nad obrysem przygotówki, po naciśnięciu ESC pojawi się pytanie:
Czy chcesz zachować zmiany , wybieramy T i naciskamy ENTER. i przechodzimy
automatycznie do ekranu Wykaz narzędzi do programu.
UWAGA: Wybierając N spowodujemy, że informacje wprowadzone do tej pory
ulegną wymazaniu (stracimy wszystkie wprowadzone dane), a System ZERO-
OSN przejdzie do ekranu głównego.
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-7
4.3 - 3
Wykaz narzędzi do programu i Katalog narzędzi
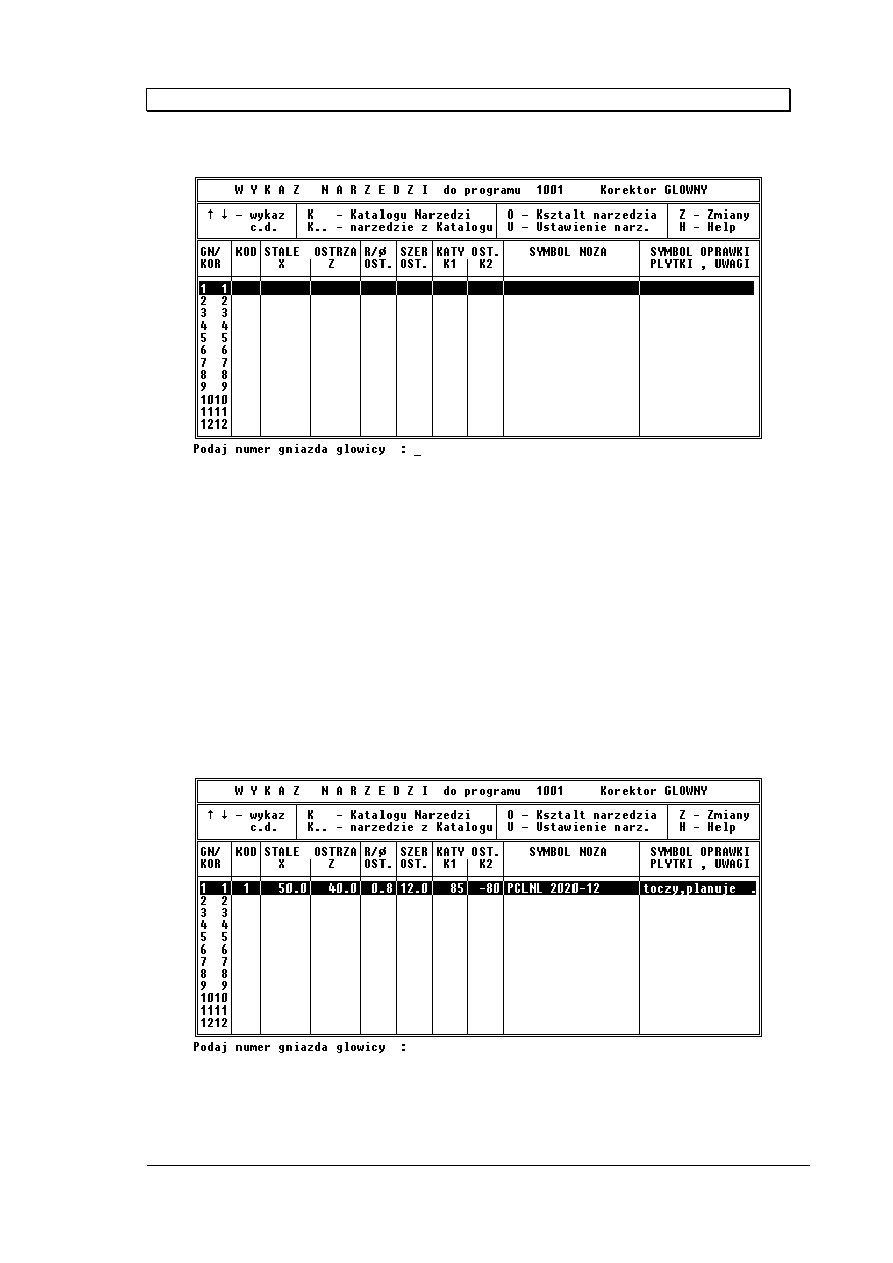
• po zatwierdzeniu Geometrii przygotówki pojawi się ekran Wykaz narzędzi
Rys. 4.3-8
• wyszukujemy w katalogu nóż, którym moglibyśmy jednocześnie planować i toczyć
wzdłużnie Znajdujemy nóż o symbolu PCLNL 2020-12. Najwygodniej użyć tutaj
Katalogu narzędzi w postaci drukowanej lub jednego z dwóch dołączonych
katalogów elektronicznych. Katalog narzędzi PAFANA działa znacznie szybciej a
jakość rysunków i wydruków jest idealna, natomiast Katalog narzędzi SECO jest
znacznie prostszy w użyciu lecz wymaga szybkiego komputera z dużą ilością
pamięci i nie dorównuje jakością obrazu i wydruków katalogowi PAFANA.
Najwygodniejszym jest jednak Katalog narzędzi SECO-CD
• wpisując literę K i po naciśnięciu klawisza ENTER przechodzimy do Katalogu
narzędzi i na pierwszej pozycji pod numerem 1 znajdujemy taki sam nóż.
Rys. 4.3-9
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-8
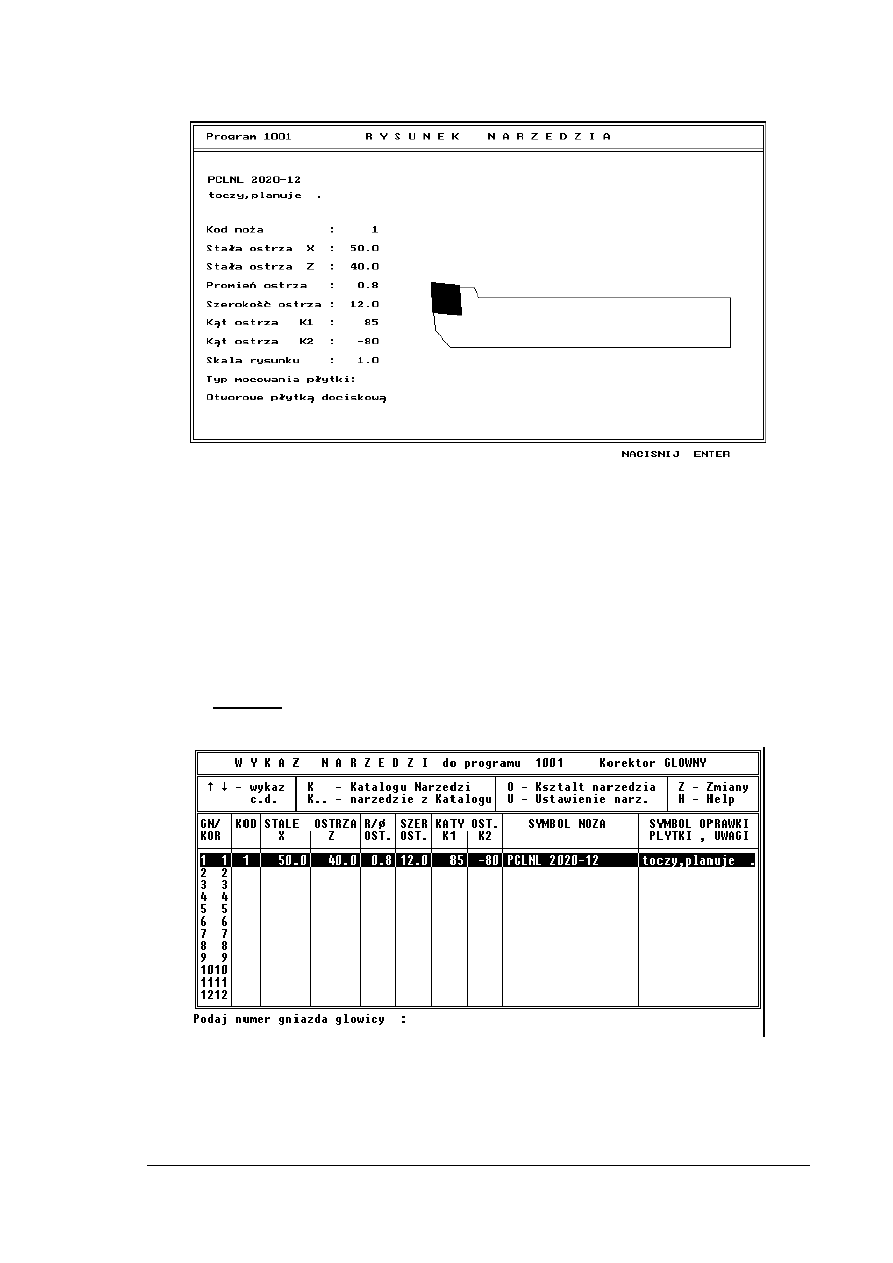
• możemy go obejrzeć pisząc O
(litera O)
i naciskając ENTER
Rys. 4.3-8
• wracamy do wykazu narzędzi naciskając klawisz ESC.
• zgodnie z poleceniami Systemu podajmy numer gniazda głowicy wpisując 1
(pierwsze gniazdo głowicy) i naciskając ENTER. Kursor zatrzyma się w pozycji Kod
noża
• posługując się komendą K.. sprowadzamy do Wykazu narzędzi pierwsze
narzędzie z Katalogu narzędzi - w polu piszemy K1 i naciskamy ENTER
powodując wpisanie parametrów noża do wykazu narzędzi.
UWAGA: Uwaga istnieje jeszcze kilka innych meto wprowadzania narzędzia do
Wykazu narzędzi (patrz opis zawarty w rozdziałach 4.2.8 i 4.2.9)
Rys. 4.3-11
• po naciśnięciu klawisza ESC. przechodzimy automatycznie do ekranu
wprowadzania programu.
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-9
4.3 - 4
Wprowadzanie treści programu
Wszystkie funkcje niezbędne do programowania obrabiarki zostały omówione w
rozdziale 4.2-7 zawiera je także HELP do ekranu Wprowadzanie programu i
Modyfikacja programu , który można przywołać naciskając klawisz F1 lub pisząc H
i naciskając ENTER
W tworzonym programie obróbczym można wyróżnić 3 podstawowe części:
− zestaw danych startowych określających warunki początkowe pracy maszyny
(G95 G91 M42 oraz G92 S1200,
− część główną programu (wydawanie rozkazów dotyczących bezpośredniego
działania obrabiarki (programowanie ruchów narzędzia, obrotów wrzeciona,
włączenie chłodziwa itp.),
− zakończenie programu (wstawienie znaku końca programu M2 lub M30).
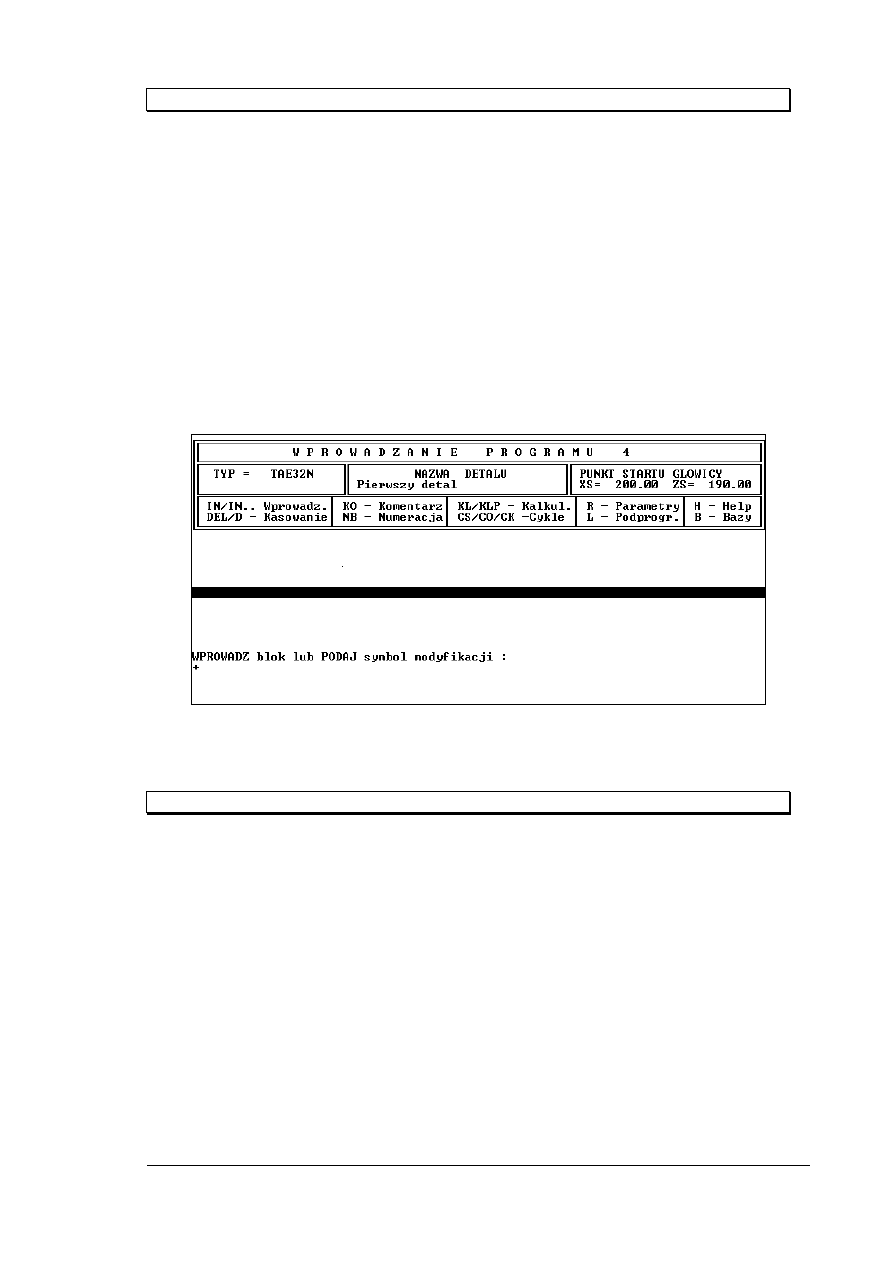
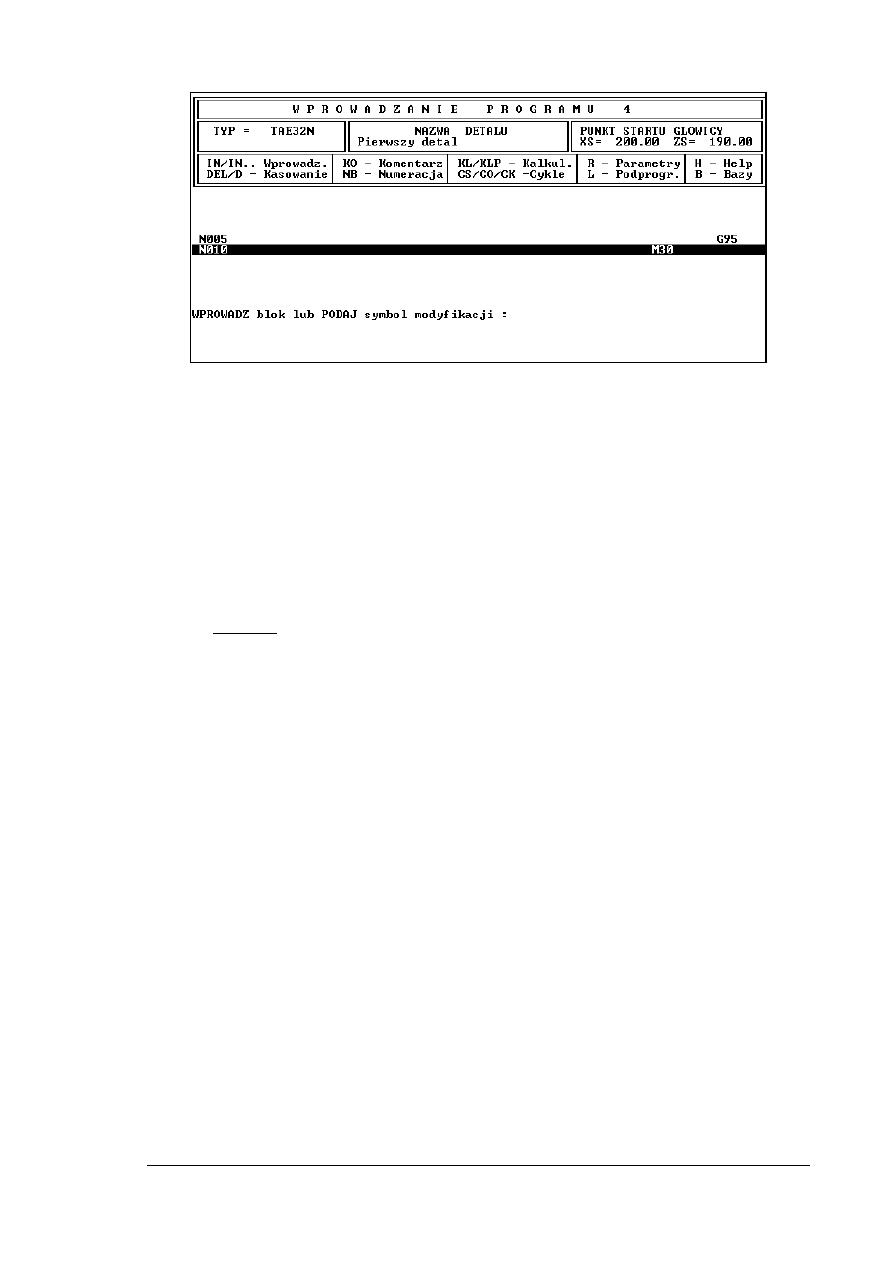
• ekran wprowadzania treści programu obróbczego przedstawia się następująco:
Rys. 4.3-12
4.3 - 5
PRZYKŁAD 1 do wprowadzania treści programu
• wprowadzamy jako pierwszy blok G95. Zatwierdzenie wprowadzonego bloku
nastąpi po naciśnięciu ENTER. System ZERO-OSN automatycznie rozmieści
elementy zapisanych linii w odpowiednich miejscach. Blok ten stanowi najprostszy
zestaw danych startowych obrabiarki i oznacza, że posuw programowany będzie w
[mm/obr] oraz że będziemy podawać stałe prędkości obrotowe wrzeciona w
[obr/min].
• naciskając powtórnie ENTER przechodzimy automatycznie do wprowadzenia
następnego bloku.
• wprowadzamy blok zawierający znak końca programu M30.
Program składa się z dwóch bloków.
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-10
Rys. 4.3-13
• po naciśnięciu klawisza ESC System ZERO-OSN automatycznie dokona zapisania
wprowadzonego programu na dysku komputera nadając mu numer i umieszczając
w spisie programów oraz wróci do ekranu głównego Systemu ZERO-OSN.
• uruchamiamy symulację obróbki - symbol 22, na ekranie widzimy efekt
dotychczasowej pracy: detal (przygotówka) założony na obrabiarkę.
• naciskając ENTER wracamy do menu głównego Systemu.
• napisany dotychczas program poddajemy modyfikacji polegającej na dopisaniu
kolejnych jego bloków. Wybieramy symbol 4 - Modyfikacja programu. System
ZERO-OSN wyświetli następujący komunikat: PODAJ symbol modyfikacji.
UWAGA: Program obróbczy będzie tworzony metodą prób i błędów.
Wprowadzone błędne komendy są zamierzeniem autorów niniejszej instrukcji i
mają na celu pokazanie typowych odpowiedzi Systemu ZERO-OSN na
najczęściej popełniane przez programistów błędy.
• wprowadzamy kolejny blok, w którym dokonamy:
− wyboru narzędzia T1 (obrotu głowicy narzędziowej)
− przypisania mu numeru korektora D1 (numer korektora służy do zapisania w
pamięci sterownika obrabiarki danych o rzeczywistych, zmierzonych z
dokładnością 0,001mm długościach narzędzia - dane te wprowadza operator po
każdorazowej zmianie narzędzia),
− włączenia prawych obrotów wrzeciona równych 900 [obr/min].
wprowadzany blok programu ma postać: T1 D1 S900 M3
aby
wprowadzić nowy blok należy:
− podświetlić blok, za którym będziemy wpisywać nowy blok
− wpisać symbol wprowadzania bloku IN i nacisnąć ENTER
− wpisać treść nowego bloku i zatwierdzić przez naciśnięcie ENTER
• na początku przygotujemy narzędzie do planowania czoła wałka na wymiar 99mm
(o 1mm)
− ustawiamy narzędzie na średnicy 78mm (3 mm nad wałkiem) (X jest wymiarem
średnicowym) oraz na 99 mm w osi Z (1 mm od czoła w „głąb” materiału)
wprowadzany blok programu ma postać: X78 Z99
− dla porządku możemy przenumerować bloki używając komendy NB
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-11
• naciskając klawisz ESC zapisując wprowadzoną zmianę wracamy do ekranu
głównego Systemu.
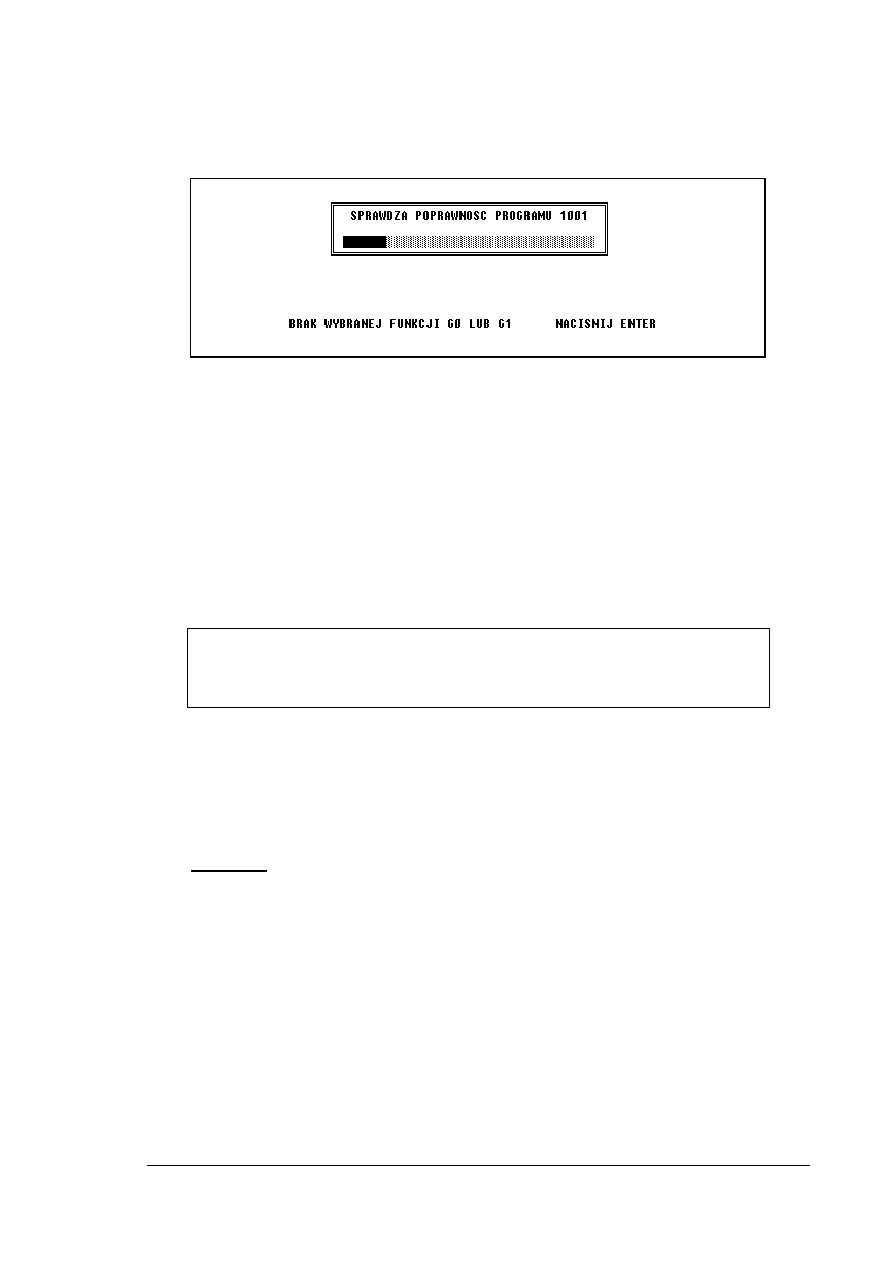
• przeprowadzamy symulację obróbki symbol 22. System ZERO-OSN wykrył błąd :
BRAK WYBRANEJ FUNKCJI G0 LUB G1
Rys. 4.3-14
• po naciśnięciu ENTER System automatycznie skieruje nas do bloku programu , w
którym wykrył błąd
− przejdziemy do Modyfikacji programu do bloku N015 X78 Z99
− sprawdzamy w HELPie co oznaczają funkcje G0 i G1
− dopisujemy funkcję G0 (ruch szybki
(ustawczy)
).
Po przeprowadzonej modyfikacji program powinien mieć postać:
N005 G95
N010 T1 D1 S900 M3
N015 G0 X78 Z99
N020 M30
• zapisujemy wprowadzone zmiany i przechodzimy do ekranu głównego przez
naciśnięcie klawisza ESC.
• dokonujemy sprawdzenia poprawności programu uruchamiając symulację (symbol
22). Ta część programu jest poprawna. Przechodzimy więc do tworzenia dalszej
części programu obróbczego.
UWAGA: symulację obróbki wygodnie jest przeprowadzać metodą blok po bloku,
wówczas programista ma czas na dokładną analizę każdego napisanego bloku
• planujemy czoło wałka na wymiar 99mm - musimy przemieścić nóż do osi detalu nie
poruszając go w osi Z
− wprowadzamy blok X0. Wymiar w osi Z nie ulega zmianie nie ma więc potrzeby
powtarzania go, gdyż sterownik obrabiarki pamięta ostatnio zdefiniowane
położenie narzędzia (należy unikać powtarzania użytych wcześniej wartości ze
względu na ograniczenia pamięci sterownika obrabiarki)
− dla porządku możemy przenumerować bloki używając komendy NB
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-12
• zapisujemy program i wracamy do ekranu głównego.
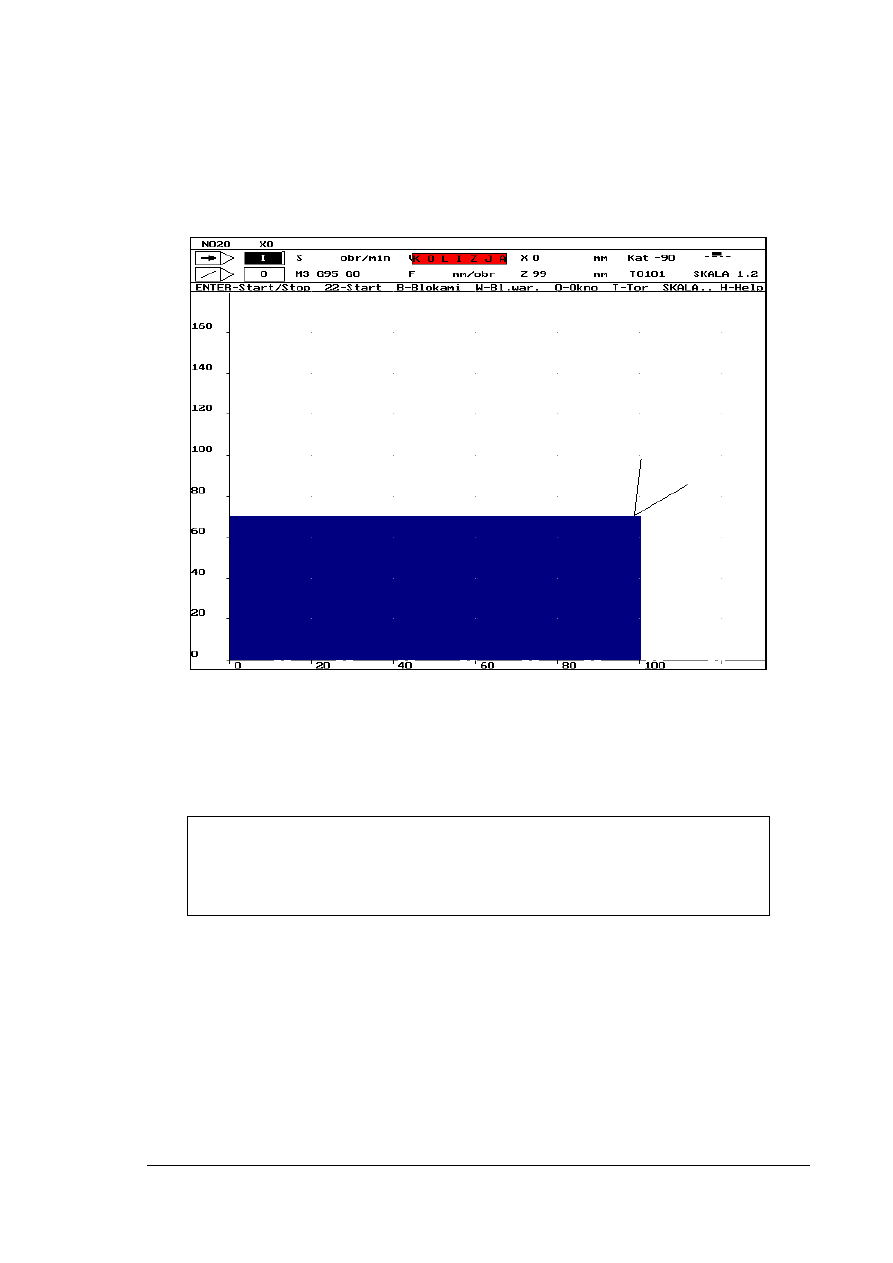
• uruchamiamy ponownie symulację obróbki. System ZERO-OSN poinformował nas o
kolizji wyświetlając informację: KOLIZJA oraz dał sygnał dźwiękowy. W bloku N015
został zaprogramowany dojazd ruchem szybkim nad detal, a w bloku N020
dokonaliśmy planowania czoła wałka. Planowanie powinno odbywać się ruchem
roboczym G1. Pamiętana funkcja G0 jest przyczyną kolizji.
Rys. 4.3-15
• po naciśnięciu ENTER System automatycznie przechodzi do Modyfikacji
programu ustawiając się w linii, w której wykrył błąd. Po korekcie otrzymamy:
N005 G95
N010 T1 D1 S900 M3
N015 G0 X78 Z99
N020 G1 X0
N025 M30
• przeprowadzamy ponownie symulację obróbki. Również tym razem został wykryty
błąd: BRAK DANYCH O POSUWIE.
przyjmujemy posuw F0.25
(podany w mm/obr)
i wprowadzamy go w miejscu
proponowanym przez system (zwyczajowy zapis pomija zera nieznaczące F
.
25 )
• przeprowadzamy kolejną symulację nie wykrywając błędów.
• wykonujemy teraz stopień wałka o średnicy ∅62mm - toczymy wałek do miejsca, w
którym zaczyna się promień.
− przechodzimy do Modyfikacji programu
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-13
− ruchem roboczym odsuwamy narzędzie do punktu Z102
− ruchem szybkim przesuwamy narzędzie do punktu G0 X62 Z102
− toczymy średnicę ∅62mm , zmianie ulegnie więc tylko wymiar w kierunku osi Z.
ruchem roboczym przesuwamy narzędzie do punktu Z49
− dla porządku możemy przenumerować bloki używając komendy NB
• przystępujemy teraz do wykonania łuku. Łuk zaczyna się w punkcie w którym
znajduje się już narzędzie. Musimy podać współrzędne końca łuku oraz
współrzędne środka łuku z dokładnością jakiej wymaga obrabiarka tj. 0.002 mm ,
parametry końca oraz współrzędne środka łuku zapisywane są w jednym bloku
− współrzędne końca łuku to : X68 Z46
− współrzędne środka łuku to : I68 K49
( I - współrzędna położenia środka łuku w osi X , K -współrzędna położenia środka łuku w osi Z )
− wprowadzany blok programu ma postać: X68 Z46 I68 K49
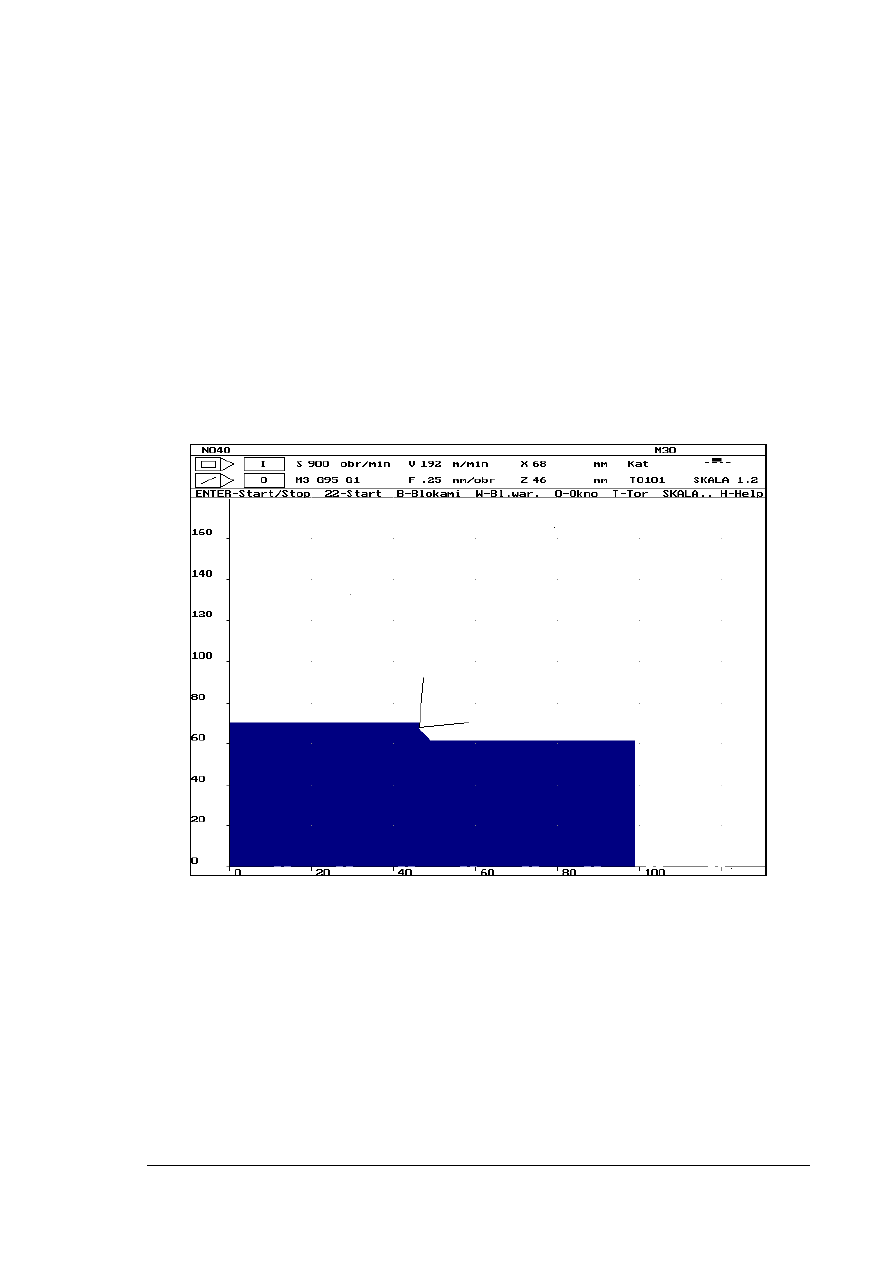
• po zapisaniu zmian przeprowadzamy symulację obróbki, symulacja nie wykryła
błędu lecz podczas jej trwania łuk nie został wykonany, w jego miejsce pojawiło się
sfazowanie
Rys. 4.3-16
Ruch włączany za pomocą funkcji G0 i G1 jest ruchem prostoliniowym, dlatego nie
został wykonany łuk lecz sfazowanie.
• przechodzimy do Modyfikacji programu i korzystając z HELPa zawartego w
programie znajdujemy funkcje opisujące interpolację kołową ( G2 lub G3), a
następnie do bloku zawierającego współrzędne środka łuku i współrzędne jego
końca wprowadzamy G2.
• przeprowadzamy symulację obróbki, która rym razem realizuje ruch narzędzia po
łuku
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-14
• kończymy toczenie stopnia wałka o średnicy ∅62mm wychodząc z materiału
ruchem roboczym prostoliniowym pionowo do góry na średnicę 74 mm -
wprowadzany blok G1 X74
• ruchem szybkim przemieszczamy narzędzie do punktu, z którego rozpoczniemy
obróbkę drugiego stopnia wału - wprowadzamy blok G0 X54 Z100.
• uruchamiamy symulację obróbki, podczas symulacji nastąpiła kolizja narzędzia z
przedmiotem obrabianym. Narzędzie porusza się ruchem szybkim po linii prostej
między zaprogramowanymi punktami napotykając na swej drodze obrabiany
materiał. Prawidłowy tor narzędzia powinien składać się z dwóch odcinków:
pierwszego równoległego do osi wrzeciona do Z100 oraz drugiego prostopadłego
do osi do średnicy X54 . Modyfikację programu można przeprowadzić wg
następującego scenariusza:
− podświetlamy blok N045 , w której chcemy przeprowadzić zmianę
− usuwamy współrzędną X pisząc: DX i naciskając ENTER
− wprowadzamy następny blok, w którym przemieszczamy narzędzie na średnicę
X54
• włączamy przesuw roboczy i rozpoczynamy toczenie sfazowania, narzędzie
porusza się jednocześnie w obu osiach zatem musimy zaprogramować obie
współrzędne końca ruchu - wprowadzamy blok G1 X60 Z97
• toczymy stopień wałka o średnicy ∅60mm do długości Z74.
• wyjście z materiału odbywa się również ruchem roboczym - przesuwamy narzędzie
na wymiar X65.
• ostatnim ruchem narzędzia będzie szybki odjazd od materiału na taką odległość aby
nie przeszkadzało w zdjęciu detalu z obrabiarki
zaprogramujemy
blok
G0 X140 Z160
• przeprowadzamy symulacji obróbki, która tym razem nie wykryła żadnych błędów w
geometrii ruchu narzędzia
• dokonajmy sprawdzenia poprawności napisanego programu używając do tego
funkcji o symbolu 40 z ekranu głównego. Zadaniem tej funkcji jest sprawdzenie czy
napisany program obróbczy może być zrealizowany na wybranej przez nas
obrabiarce
System ZERO-OSN wykrył błąd NIE OKREŚLONO ZAKRESU OBROTÓW
WRZECIONA
Rys. 4.3-17
Aby zapoznać się z zakresem obrotów wrzeciona stosowanych dla wybranej przez
nas obrabiarki TAE32N uruchamiamy HELP do ekranu Modyfikacja programu i
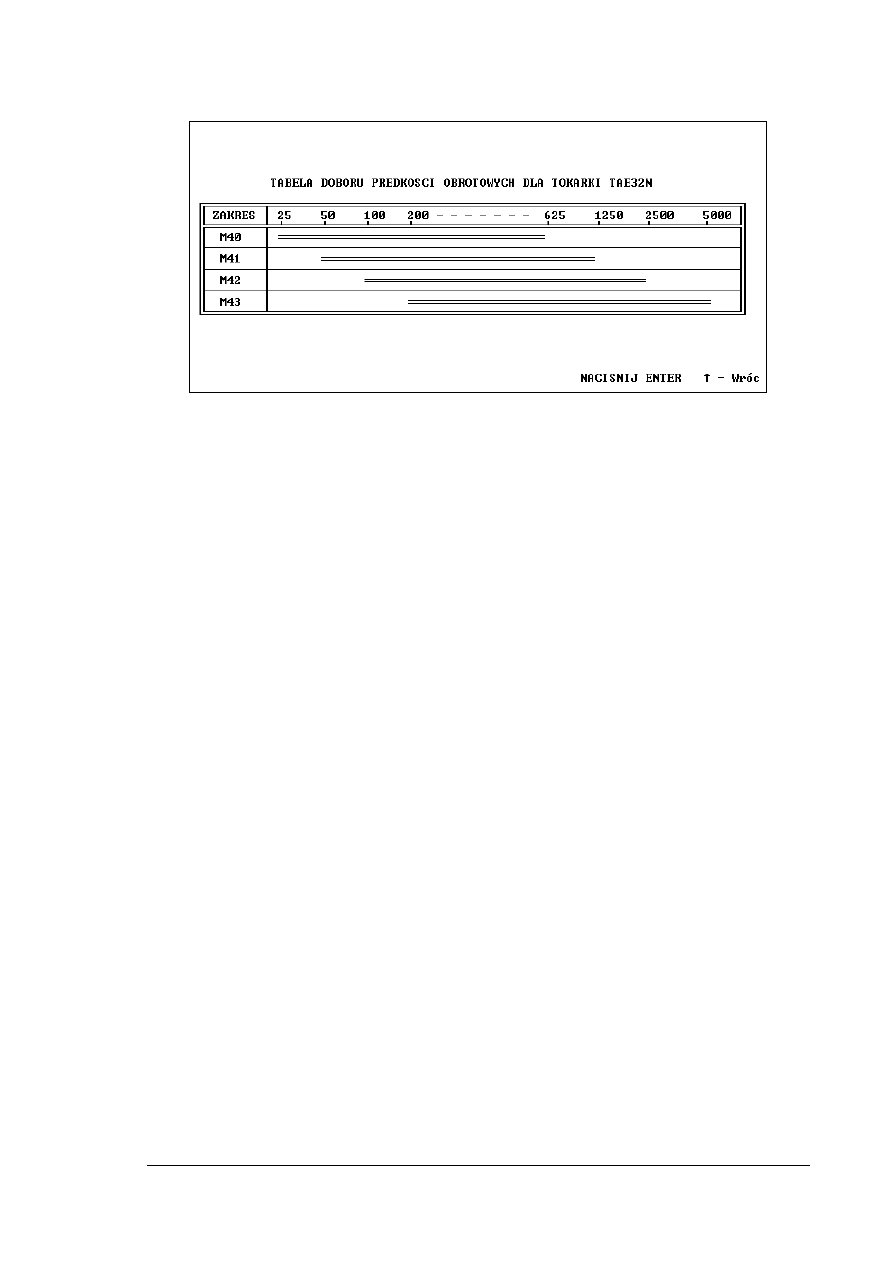
Instrukcja obsługi Systemu ZERO-OSN do wersji 1.82 strona 4.3-15
naciskając ENTER lub przemieszczając się klawiszami kierunkowymi odnajdujemy
tabelę doboru prędkości obrotowych dla tokarki TAE32N.
Rys. 4.3-18
Przy prędkości 900 obr/min należy użyć funkcji M42, którą możemy umieścić w
bloku zaproponowanym przez system lub wpisać w pierwszym bloku programu,
który zwyczajowo zawiera komplet danych startowych obrabiarki
• po dokonanej modyfikacji ponownie sprawdzamy poprawność programu za pomocą
symbolu 40 . Sprawdzenie przebiegło pomyślnie, całkowity czas pracy maszyny
wyniósł 50 sekundy, natomiast czas pracy narzędzia wyniósł 33 sekundy
• ostatnią czynnością jaką należy wykonać podczas tworzenia programu obróbczego
jest dokładne przeanalizowanie zastosowanych przez nas parametrów obróbczych
takich jak obroty wrzeciona i prędkość skrawania oraz posuw. Dokonujemy tego
symulując obróbkę metodą blok po bloku (
System ZERO-OSN nie analizuje poprawności
parametrów obróbki, zgłasza jedynie grube błędy w ich przekroczeniu)
Pełen tekst poprawnego programu obróbczego umieszczony został w rozdziale 6.3-2.
Wyszukiwarka
Podobne podstrony:
kurs ZERO OSN wiczenie 01
kurs ZERO OSN wiczenie 05
kurs ZERO OSN wiczenie 06
kurs ZERO OSN wiczenie 03 id 25 Nieznany
kurs ZERO OSN wiczenie 01
kurs ZERO OSN wiczenie 05
kurs ZERO OSN Tabela funkcji skrocona
kurs ZERO OSN Tabela funkcji pe na
UL OSN, Ulotka ZERO-OSN dydaktyczna
Internetowy kurs szybkiego czytania Lekcja 02
11.02 Siwiec-Barcik - Niewydolność oddechowa, MEDYCZNE -materiały z kursów, PACJENT WENTYLOWANY MECH
02 Kurs Prostego Formatowania Tekstu w Opisie Chomika
Kurs podst 02
02 Arkusz Analizy dokumentów. Mocne i słabe strony rozwoju dziecka z SPE, Oligofrenopedagogika, NIEP
PSYCHOLOGIA wiczenia 1 23[1].02.2007, Fizjoterapia, Psychologia
kurs krotkofalarski 02
Kurs rysunku MANGA 02 2009
Kurs Quenya 02, Język Elficki
AutoCAD - Kurs podstawowy - Lekcja 02, autocad kurs, Podstawowy
więcej podobnych podstron