
Projekt Wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego
MINISTERSTWO EDUKACJI
NARODOWEJ
Mieczysław Pietraszko
Naprawianie uszkodzonych części maszyn i urządzeń
rolniczych 722[04].Z2.02
Poradnik dla ucznia
Wydawca
Instytut technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Janusz Figurski
mgr inż. Marek Rudziński
Opracowanie redakcyjne:
Mieczysław Pietraszko
Konsultacja:
mgr inż. Gabriela Poloczek
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 722[04].Z2.02
Naprawianie uszkodzonych części maszyn i urządzeń rolniczych, zawartego w modułowym
programie nauczania dla zawodu kowal.
Wydawca
Instytut technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Organizacja i wyposażenie stanowiska napraw
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Technologie napraw elementów maszyn rolniczych
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
13
4.2.3. Ćwiczenia
13
4.2.4. Sprawdzian postępów
14
4.3. Naprawa elementów roboczych pracujących w glebie
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
15
15
17
17
19
4.4. Naprawa ram i konstrukcji nośnych
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
20
20
21
21
22
4.5. Naprawa osi i wałów
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
23
23
24
25
26
4.6. Naprawa zespołów tnących i rozdrabniających
4.6.1. Materiał nauczania
4.6.2. Pytania sprawdzające
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
27
27
28
29
29
4.7. Naprawa przenośników
4.7.1. Materiał nauczania
4.7.2. Pytania sprawdzające
4.7.3. Ćwiczenia
4.7.4. Sprawdzian postępów
30
30
31
32
32

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.8. Naprawa resorów
4.8.1. Materiał nauczania
4.8.2. Pytania sprawdzające
4.8.3. Ćwiczenia
4.8.4. Sprawdzian postępów
33
33
34
34
35
4.9. Montaż zespołów i maszyn
4.9.1. Materiał nauczania
4.9.2. Pytania sprawdzające
4.9.3. Ćwiczenia
4.9.4. Sprawdzian postępów
36
36
36
36
37
4.10. Konserwacja i malowanie
4.10.1. Materiał nauczania
4.10.2. Pytania sprawdzające
4.10.3. Ćwiczenia
4.10.4. Sprawdzian postępów
38
38
39
39
40
5. Sprawdzian osiągnięć
41
6. Literatura
47

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik ten pomoże Ci w przyswajaniu wiedzy o zasadach i sposobach naprawiania części
maszyn i urządzeń rolniczych, oraz w kształtowaniu umiejętności z zakresu jednostki
modułowej Naprawianie uszkodzonych części maszyn i urządzeń rolniczych. Poradnik
zawiera:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś opanować przed
przystąpieniem do realizacji jednostki modułowej,
−
cele kształcenia, czyli wykaz umiejętności, jakie ukształtujesz podczas pracy z tym
poradnikiem,
−
materiał nauczania, który umożliwi samodzielne przygotowanie się do wykonywania
ćwiczeń i zaliczenia sprawdzianów,
−
pytania sprawdzające, które pomogą sprawdzić, czy opanowałeś podane materiał
nauczania z zakresu naprawiania części maszyn i urządzeń rolniczych,
−
ćwiczenia, które ułatwią nabycie umiejętności praktycznych,
−
sprawdzian postępów,
−
sprawdzian osiągnięć.
W materiale nauczania zostały przedstawione zagadnienia dotyczące: organizacji
i wyposażenia stanowiska pracy, technologii napraw elementów maszyn rolniczych, naprawy
elementów roboczych pracujących w glebie, naprawy ram i konstrukcji nośnych, naprawy osi
i wałów, zespołów tnących i rozdrabniających, przenośników, resorów, montażu zespołów
i maszyn, konserwacji i malowania. Przy wyborze treści pomoże Ci nauczyciel, który wskaże
zagadnienia szczególnie ważne, jak i pomocnicze potrzebne do wykonywania zadań określonych
dla zawodu kowal. Do poszerzenia wiedzy powinieneś wykorzystać podaną literaturę oraz
skorzystać z innych źródeł informacji. W przypadku trudności z opanowaniem materiału lub
zrealizowaniem ćwiczenia poproś nauczyciela o pomoc.
Z rozdziałem Pytania sprawdzające możesz zapoznać się przed przystąpieniem do rozdziałów
materiał nauczania – poznając przy tej okazji wymagania wynikające z potrzeb zawodu, a po
przyswojeniu wskazanych treści, odpowiadając na te pytania sprawdzisz stan swojej gotowości do
wykonywania ćwiczeń lub po zapoznaniu się z rozdziałami, aby sprawdzić stan swojej wiedzy,
która będzie Ci potrzebna do wykonania ćwiczeń.
Kolejnym etapem poznawania oraz uzupełniania i utrwalania zagadnień dotyczących
naprawiania uszkodzonych części maszyn i urządzeń rolniczych będzie wykonywanie ćwiczeń.
Po wykonaniu ćwiczeń sprawdź poziom swoich postępów rozwiązując Sprawdzian postępów,
zamieszczony po ćwiczeniach. W tym celu: przeczytaj pytania i odpowiedz na nie wstawiając
X w odpowiednie miejsce. Odpowiedzi NIE wskazują na luki w Twojej wiedzy. Oznacza to
powrót do treści, które nie są dostatecznie opanowane. Poznanie przez Ciebie wszystkich lub
określonej części wiadomości będzie stanowiło dla nauczyciela podstawę do przeprowadzenia
sprawdzianu przyswojonych wiadomości i ukształtowanych umiejętności. W tym celu nauczyciel
posłuży się zestawem zadań testowych.
Przykładowy zestaw zadań testowych zamieszczony jest w rozdziale 5 tego poradnika.
Zawiera on instrukcję, w której wyjaśniono tok przeprowadzania sprawdzianu, przykładową kartę
odpowiedzi, w której, w odpowiednich miejscach wpisz odpowiedzi na pytania; będzie to
stanowić dla Ciebie trening przed sprawdzianem zaplanowanym przez nauczyciela
W czasie zajęć dydaktycznych musisz przestrzegać regulaminów, przepisów bezpieczeństwa
i higieny pracy, przepisów przeciwpożarowych i ochrony środowiska zgodnie z obowiązującymi
normami prawnymi.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
Schemat układu jednostek modułowych
722[04].Z2
Usługi kowalskie
722[04].Z2.02
Naprawianie uszkodzonych części
maszyn i urządzeń rolniczych
722[04]Z2.03
Wykonywanie profilowania
i usuwanie deformacji konstrukcji
722[04].Z2.04
Wykonywanie prac związanych
z podkuwaniem kopyt końskich
722[04].Z2.05
Rozliczanie prac kowalskich
722[04].Z2.01
Weryfikowanie części maszyn
i urządzeń rolniczych

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej ,,Naprawianie uszkodzonych
części maszyn i urządzeń rolniczych”, powinieneś umieć:
−
rozpoznawać elementy, zespoły i układy urządzeń rolniczych na rysunkach i schematach,
−
określać funkcje zespołów i układów maszyn i urządzeń rolniczych,
−
zorganizować stanowisko naprawcze,
−
dobierać przyrządy pomiarowe do oceny zużycia części,
−
zdemontować i wykonać mycie podzespołów i części,
−
dokonać weryfikacji podzespołów i części,
−
podjąć decyzje dotyczące wyboru technologii naprawy,
−
czytać ze zrozumieniem informacje przedstawione w formie opisu, instrukcji, rysunków,
szkiców, wykresów, dokumentacji technicznej i technologicznej,
−
analizować dane katalogowe,
−
posługiwać się instrukcjami obsługi,
−
czytać schematy budowy,
−
wskazać elementy maszyn zgodnie z instrukcją,
−
posługiwać się narzędziami pomiarowymi,
−
podejmować decyzje zawodowe zgodnie z przepisami bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej oraz ochrony środowiska,
−
przewidywać i wskazywać zagrożenia dla zdrowia i życia ludzkiego oraz środowiska
przyrodniczego.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowisko naprawy maszyn i narzędzi rolniczych,
−
dobrać narzędzia i przyrządy potrzebne w procesie naprawy,
−
skorzystać z instrukcji obsługi maszyn i urządzeń,
−
rozpoznać na podstawie oznaczeń znormalizowane części maszyn,
−
naprawić uszkodzone części maszyn,
−
ocenić jakość wykonanej naprawy,
−
zmontować urządzenia po naprawie,
−
zmontować maszynę po naprawie,
−
sprawdzić poprawność działania maszyny i urządzenia po naprawie,
−
wykonać konserwację maszyny po naprawie,
−
świadomie stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
oraz ochrony środowiska.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Organizacja i wyposażenie stanowiska napraw
4.1.1. Materiał nauczania
Organizacja stanowiska naprawczego będzie zależała od sposobu przemieszczenia
maszyny w trakcie wykonywanych czynności naprawczych.
Wyróżniamy następujące rodzaje organizacji napraw:
−
stanowiskowa – maszyna na jednym stanowisku i naprawia ją wszechstronnie wyszkolony
pracownik lub zespół pracowników,
−
w gniazdach naprawczych, polega na demontażu na zespoły i podzespoły, które trafiają na
poszczególne stanowiska specjalistyczne,
−
potokowa, polega na przesuwaniu maszyny na kolejne specjalistyczne stanowiska
naprawcze.
Stanowisko naprawcze powinno znajdować się w hali warsztatowej oświetlonej naturalnie
i sztucznie, posiadającej urządzenia do usuwania oparów i spalin. Powierzchnia warsztatu
(stanowiska) jaką powinniśmy dysponować podczas naprawy jest zależna od wielkości
maszyny i rodzaju naprawy. Powierzchnie warsztatowe i stanowiskowe określają szczegółowo
przepisy bezpieczeństwa i higieny pracy.
Stanowisko naprawcze wyposażone powinno być w niezbędny sprzęt do prac kowalskich:
−
stoły naprawcze i warsztatowe,
−
palenisko kowalskie, piec komorowy do nagrzewania w zakresie temperatur do1300°C,
−
narzędzia i sprzęt kowalski takie jak :kowadło, młotki, kleszcze kowalskie, przecinaki,
przebijaki,
−
narzędzia ślusarskie takie jak: klucze płaskie, klucze oczkowe, nasadowe, młotki, kleszcze,
zaciski,
−
sprzęt do podnoszenia i przemieszczania – windy, podnośniki, wózki,
−
przyrządy pomiarowe i przymiary, macki do mierzenia wymiarów na gorąco, pirometr
optyczny,
−
katalogi i schematy, instrukcje obsługi naprawianych maszyn,
−
środki zapewniające przestrzeganie zasad ergonomii oraz bezpieczeństwa i higieny pracy.
Ponadto na stanowisku powinny znajdować się części zamienne, półfabrykaty
i surowce których użyjemy do naprawy.
Organizacja stanowiska naprawczego będzie zależała od miejsca i rodzaju naprawy.
Niejednokrotnie aby wykonać prace kowalskie musimy wymontować uszkodzoną część
z maszyny i przenieść na stanowisko kowalskie, gdzie dokonujemy naprawy lub regeneracji.
Stąd naprawa maszyny będzie przebiegała dwoma etapami z których pierwszy to demontaż
uszkodzonej części, a drugi to naprawa metodami kowalskimi.
Zasady BHP podczas wykonywania prac obsługowo - naprawczych:
−
narzędzia i przyrządy powinny być dostosowane rodzajem i wymiarami do wykonywanej
pracy
oraz
kształtu
i
wielkości
części,
do
których
będą
użyte.
Przed użyciem należy je sprawdzić a uszkodzone lub zużyte wymienić na sprawne,
−
kowal powinien pracować w kombinezonie, fartuchu ochronnym, butach na podeszwach
antypoślizgowych i w nakryciu głowy,
−
stanowisko pracy należy utrzymywać w porządku i czystości,
−
nie wolno rozrzucać narzędzi wokół stanowiska pracy, a po zakończeniu pracy należy je
schować do szafek lub poukładać na półkach,
−
po zakończonej pracy palenisko kowalskie należy wygasić i uprzątnąć.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakie przyrządy wyposażamy kuźnicze stanowisko naprawcze?
2. Od jakich czynników zależy powierzchnia warsztatu?
3. Jak zorganizujesz stanowisko naprawy?
4. Jakie są wymagania bhp przy organizowaniu stanowisk naprawczych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przygotuj stanowisko do naprawy wskazanych części maszyn (lemiesz pługa, zęby brony,
redlic siewnika, obsypników sadzarki do ziemniaków).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś: :
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do poleceń zawartych w instrukcji,
5) posługując się instrukcją, zapoznać się z rodzajem uszkodzenia,
6) ocenić możliwość naprawy,
7) zaproponować wyposażenie stanowiska,
8) przeanalizować, czy naprawy wskazanych części maszyn jesteś w stanie wykonać
samodzielnie organizując odpowiednio stanowisko naprawcze.
Wyposażenie stanowiska pracy :
−
instrukcje obsługi maszyn,
−
karta do wykonania ćwiczenia,
−
zestaw narzędzi potrzebnych na stanowisku,
−
maszyny wymienione w instrukcji ćwiczeń,
−
literatura zgodna z punktem 6 poradnika.
Karta do wykonania ćwiczenia
Wpisz do tabeli sprzęt do napraw części maszyn i urządzeń rolniczych (lemiesz pługa,
zęby brony, redlice siewnika, obsypniki sadzarki do ziemniaków).
Lp.
Maszyny do naprawy
Stanowisko naprawcze
wyposażone jest w:
Uwagi
1.
Do uprawowy gleby:
Pług – regeneracja lemiesza
Brony – regeneracja zębów
……………………………………………………
……………………………………………………
……………………………………………………
……………………………………………………
……………...............................................................
......
2.
Maszyn do siewu i sadzenia:
Siewnik zbożowy –
regeneracja redlic Sadzarka
do ziemniaków –
regeneracja obsypników
……………………………………………………
……………………………………………………
……………………………………………………
……………………………………………………
……………………………………………………
……………………………………………………
…………………………………………

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować naprawę stanowiskową?
□
□
2) scharakteryzować naprawę gniazdową?
□
□
3) przygotować niezbędne wyposażenie do naprawy stanowiskowej?
□
□
4) dobrać przyrządy pomiarowe (posługując się instrukcją)?
□
□
5) uzasadnić dobór kluczy i narzędzi?
□
□
6) uzasadnić podział prac na etapy demontażu i regeneracji?
□
□
7) dokonać oceny przygotowania stanowiska do naprawy?
□
□
8) określić niezbędne warunki bhp obowiązujące w czasie naprawy
uszkodzonych części metodami kowalskimi?
□
□
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Technologie napraw elementów maszyn
4.2.1. Materiał nauczania
Naprawa jest to zespół czynności związanych z usunięciem uszkodzeń i niedomagań
powstałych w czasie eksploatacji, mających na celu przywrócenie maszynie lub urządzeniu
sprawności technicznej.
Wyróżniamy trzy rodzaje napraw:
−
naprawa bieżąca polega na usunięciu lub wymianie części uszkodzonej,
−
naprawa średnia polegająca na wymianie zespołów lub ich części,
−
naprawa główna w której demontujemy całkowicie maszyny weryfikując wszystkie części
przy czym zużyte poddajemy regeneracji lub wymianie.
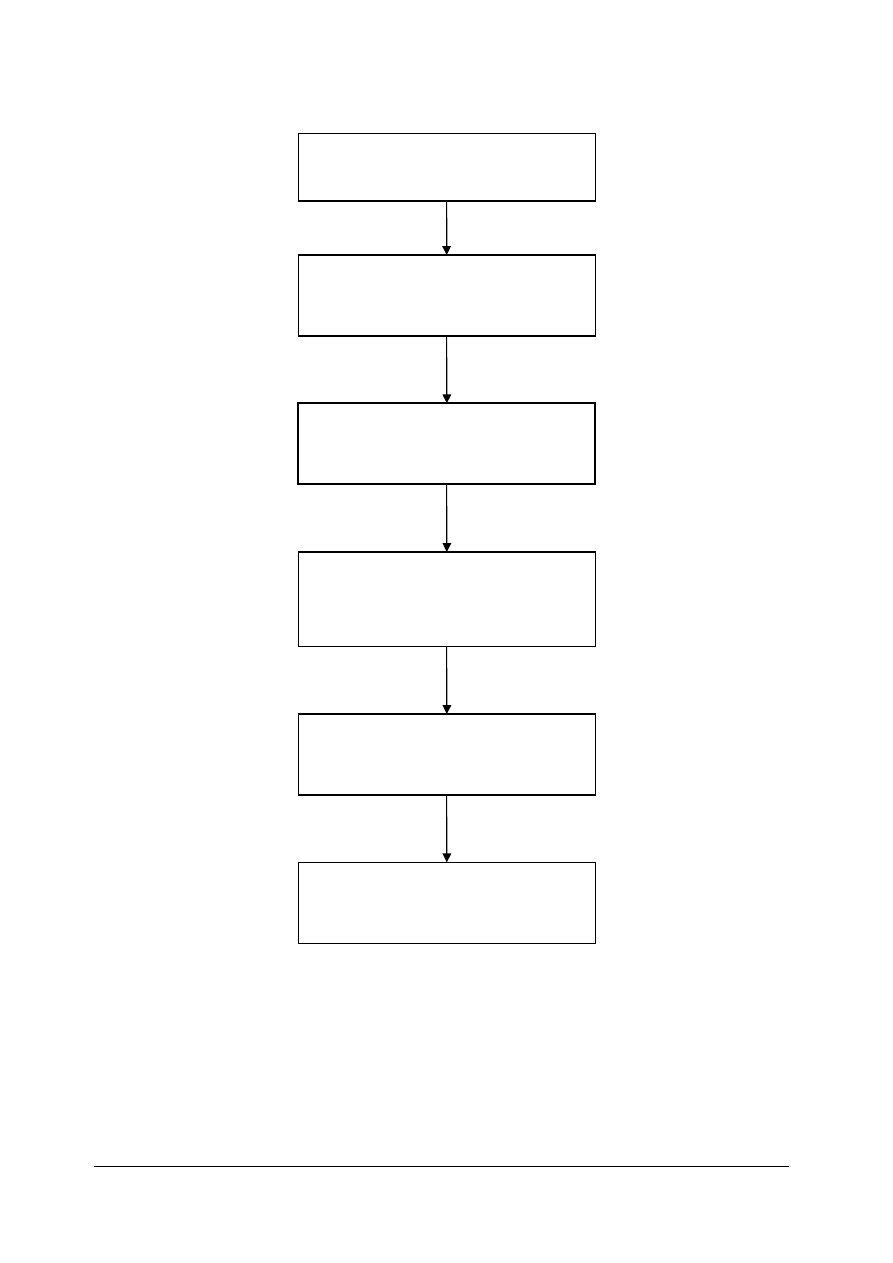
W procesie technologicznym naprawę maszyn lub urządzeń rolniczych możemy
przedstawić schematycznie:
Schemat 1. Fazy procesu naprawczego
W procesie technologicznym naprawy części maszyn wyróżniamy kolejne fazy procesu:
−
mycie czyszczenie,
−
weryfikacja stopnia uszkodzenia lub zużycia,
−
demontaż,
−
naprawa (regeneracja) uszkodzenia lub wymiana części,
−
montaż,
−
ocena sprawności działań naprawczych,
−
odbiór maszyny do eksploatacji.
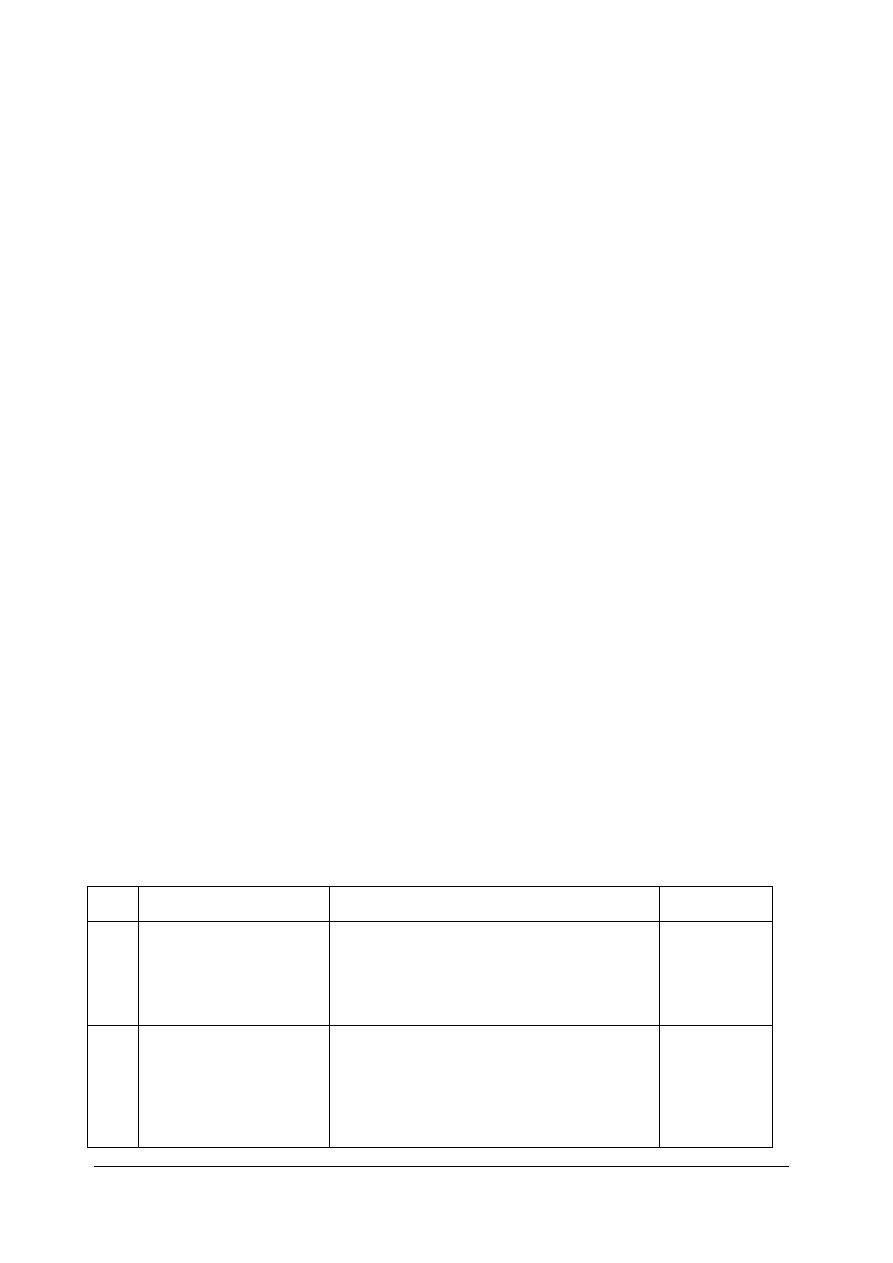
Fazy procesu dzielimy na operacje, które obejmują czynności wykonywane na jednym
stanowisku.
−
demontaż zespołów,
−
demontaż podzespołów,
−
montaż nowych lub naprawionych zespołów,
−
wykonywanie regulacji i pasowania zespołów,
Fazy procesu naprawczego
Operacje
naprawcze
Operacje
naprawcze
Operacje
naprawcze
Zabiegi
naprawcze
Zabiegi
naprawcze
Zabiegi
naprawcze
Zabiegi
naprawcze
Zabiegi
naprawcze
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Operacje składają się z zabiegów, czyli pojedynczych czynności wykonywanych w trakcie
naprawy:
−
odkręcanie połączeń gwintowych,
−
wyciąganie zabezpieczeń połączeń,
−
piłowanie przy pasowaniu,
−
szlifowanie,
−
nakładanie smaru,
−
dokręcanie,
−
regulacja luzu,
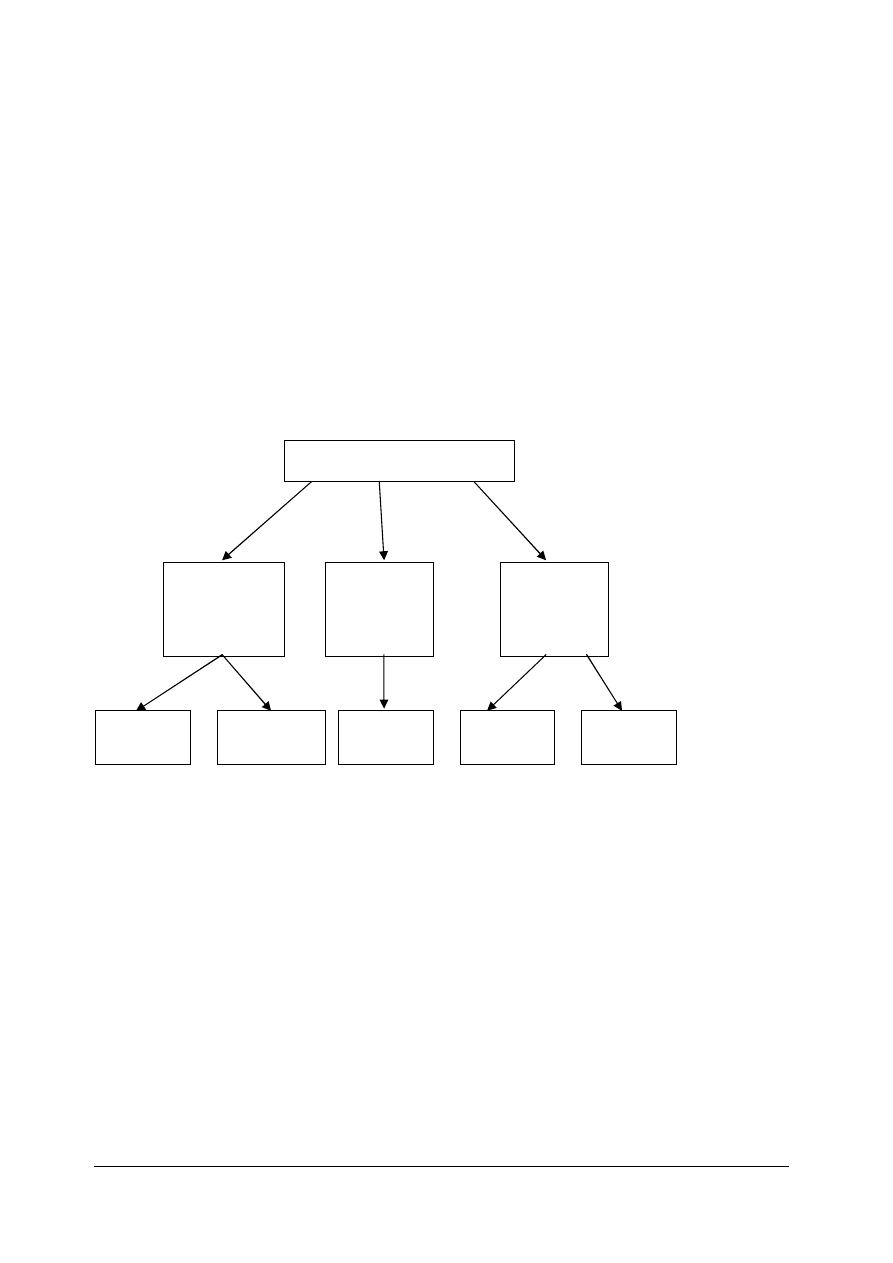
Schemat 2. Schemat blokowy procesu technologicznego naprawy
Zasady BHP podczas naprawy zespołów i części:
−
wózki do transportu powinny być zaopatrzone w odpowiednio profilowane podstawki,
zapobiegające przewróceniu się i spadnięciu przewożonych zespołów,
−
do nakładania na wózek i zdejmowania z niego ciężkich zespołów należy używać
wciągników,
−
naprawę zespołów należy wykonywać na przystosowanych do tego stanowiskach
wyposażonych w specjalne stojaki dostosowane do naprawianych typów maszyn,
−
napraw zespołów nie należy wykonywać na skrzynkach, podłodze, kobyłkach
i przypadkowo dobranych przedmiotach,
−
w pobliżu stojaków powinny być ustawiane regały lub półki, służące do układania na nich
wymontowanych części. Części nie należy układać na podłodze,
−
przyrządy i narzędzia należy układać w określonych stałych miejscach, aby uniknąć ich
ciągłego szukania.
Przyjęcie maszyny
Mycie zewnętrzne
Demontaż maszyny
Weryfikacja
Kompletowanie
części, zespołów
Części na złom
Części do
regeneracji
Części do
ponownego
montażu
Montaż
Części nowe
Demontaż na
zespoły i
podzespoły
Demontaż
na części
Sprawdzanie
i regulacja
Części
z regeneracji
Regeneracja
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje napraw?
2. Jakie są kolejne fazy napraw?
3. Co nazywamy operacją i z jakich elementów się składa?
4. Jaka jest kolejność postępowania przy planowaniu naprawy?
5. Jakie są fazy procesu technologicznego naprawy głównej?
4.2.3. Ćwiczenia
Ćwiczenie 1
Opracuj kartę technologiczną regeneracji lemiesza.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy przedstawionymi przez nauczyciela,
2) zapoznać się z instrukcją wykonywania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do pleceń zawartych w instrukcji,
5) zapoznać się z budową maszyny posługując się instrukcją,
6) zapoznać się z rodzajem uszkodzenia,
7) dobrać technologie naprawy do rodzaju uszkodzenia,
8) przy planowaniu uwzględnić, że maszyna składa się z zespołów, które należy wymontować
i w warsztacie kowalskim dokonać niezbędnych napraw,
9) przy planowaniu uwzględnić wymogi bezpieczeństwa mając na uwadze warunki w jakich
wykonuje się pracę,
10) zaprezentować wykonane ćwiczenie
11) dokonać oceny poprawności wykonania ćwiczenia,
Wyposażenie stanowiska pracy :
−
instrukcje obsługi maszyn,
−
instrukcja wykonania ćwiczenia,
−
zestaw narzędzi potrzebnych na stanowisku,
−
maszyny wymienione w instrukcji ćwiczeń,
−
instrukcje operacyjne hartowania regeneracji lemiesza,
−
literatura zgodna z punktem 6 poradnika.
Instrukcja wykonania zadania
Do wykonania ćwiczenia skorzystaj z kart operacyjnych regeneracji lemiesza.
KARTA TECHNOLOGICZNA (regeneracji)
Maszyna
Pług ciągnikowy
Zespół
korpus
Nazwa części
Lemiesz 40 GS 535x170
Szkic części
Nr
oper.
Nazwa i opis operacji
Warunki
wykonania
Wyposażenie
technologiczne

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować naprawę bieżącą, średnią, główną?
2) posługując się instrukcją, zaplanować naprawę bieżącą?
3) nazwać kolejne fazy w procesie naprawy?
4) uzasadnić organizację naprawy bieżącej?
5) określić elementarne zasady bhp podczas wykonywaniu napraw?
6) dokonać oceny przygotowania stanowiska do naprawy?
7) wyjaśnić różnice w planowaniu pomiędzy naprawą poligonową
a warsztatową?
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.3. Naprawa elementów roboczych pracujących w glebie
4.3.1. Materiał nauczania
Produkcja rolnicza jest związana z uprawą gleby. Stąd wiele maszyn używanych do
produkcji pracuje w glebie. Zespoły tych maszyn bezpośrednio pracujące w glebie są
intensywnie zużywane lub ulegają zniszczeniu.
Spowodowane jest to:
−
intensywnym tarciem powodując tępienie, zmniejszenie wymiaru, odkształcanie,
−
oddziaływaniem korozyjnym środowiska,
−
oddziaływaniem środków chemicznych,
−
uszkodzeniami mechanicznymi spowodowanymi uderzaniem, występowaniem sił
naprężających,
Zużycie części roboczych objawia się utratą kształtu, ostrością krawędzi roboczych,
powstaniem luzów. Prowadzi to do pogorszenia jakości pracy, zwiększenia oporów co
w efekcie daje zwiększenie zapotrzebowania na siłę pociągową.
Do narzędzi i maszyn, których zespoły robocze pracują w glebie zaliczamy:
−
pługi,
−
brony,
−
kultywatory,
−
brony talerzowe,
−
pielniki,
−
pługofrezarki,
−
glebogryzarki,
−
brony aktywne.
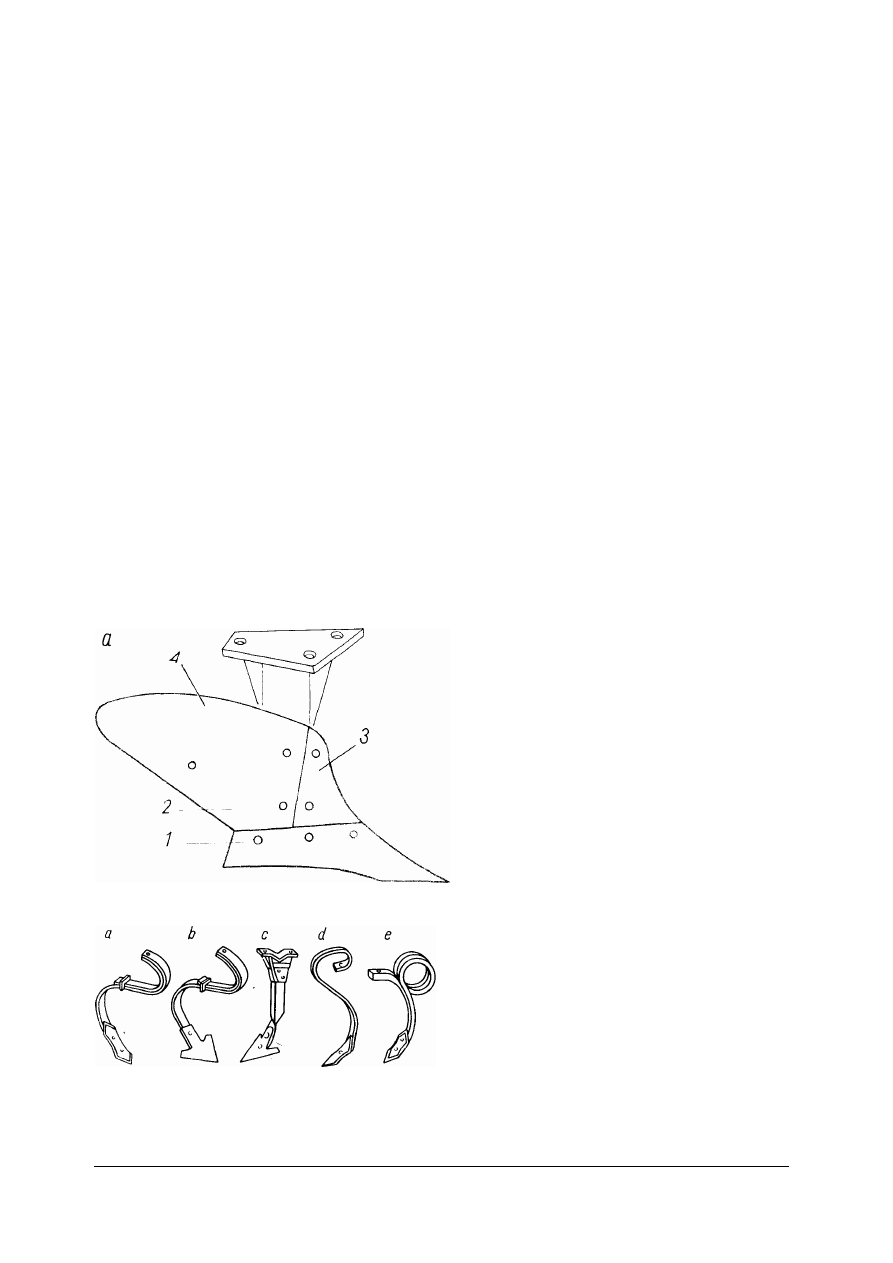
Przykłady elementów maszyn pracujących w glebie: - korpus płużny
Rys. 1. Korpus płużny: 1) lemiesz, 2) odkładnica, 3) pierś odkładnicy, 4) skrzydło odkładnicy [4.s.30]
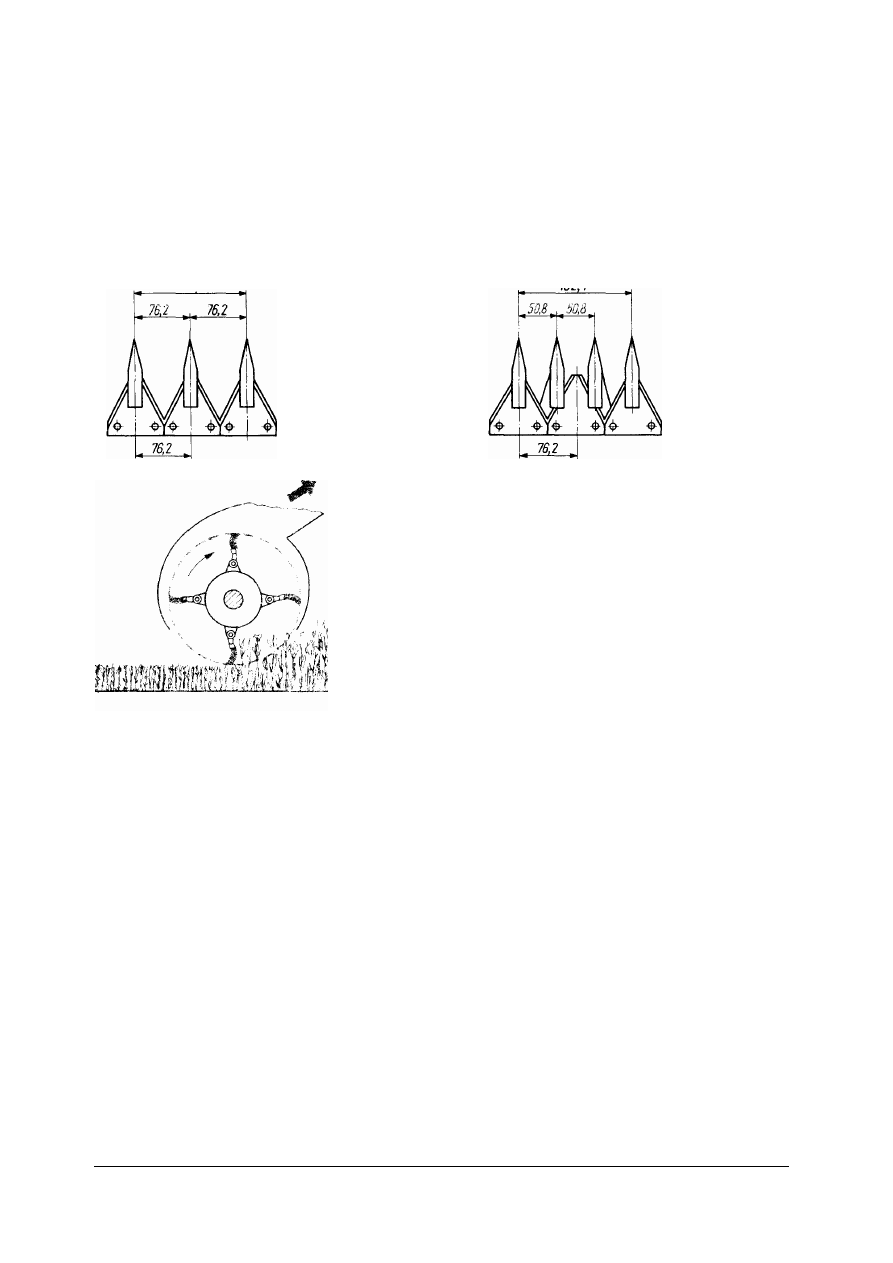
Rys. 2. Rodzaje zębów kultywatorów: a) zęby sprężynowe z redliczkami, b) zęby sprężynowe z gęsiostopkami,
c) zęby sztywne z gęsiostopkami, d i e) zęby sprężynowe z redliczkami [4.s.40]
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
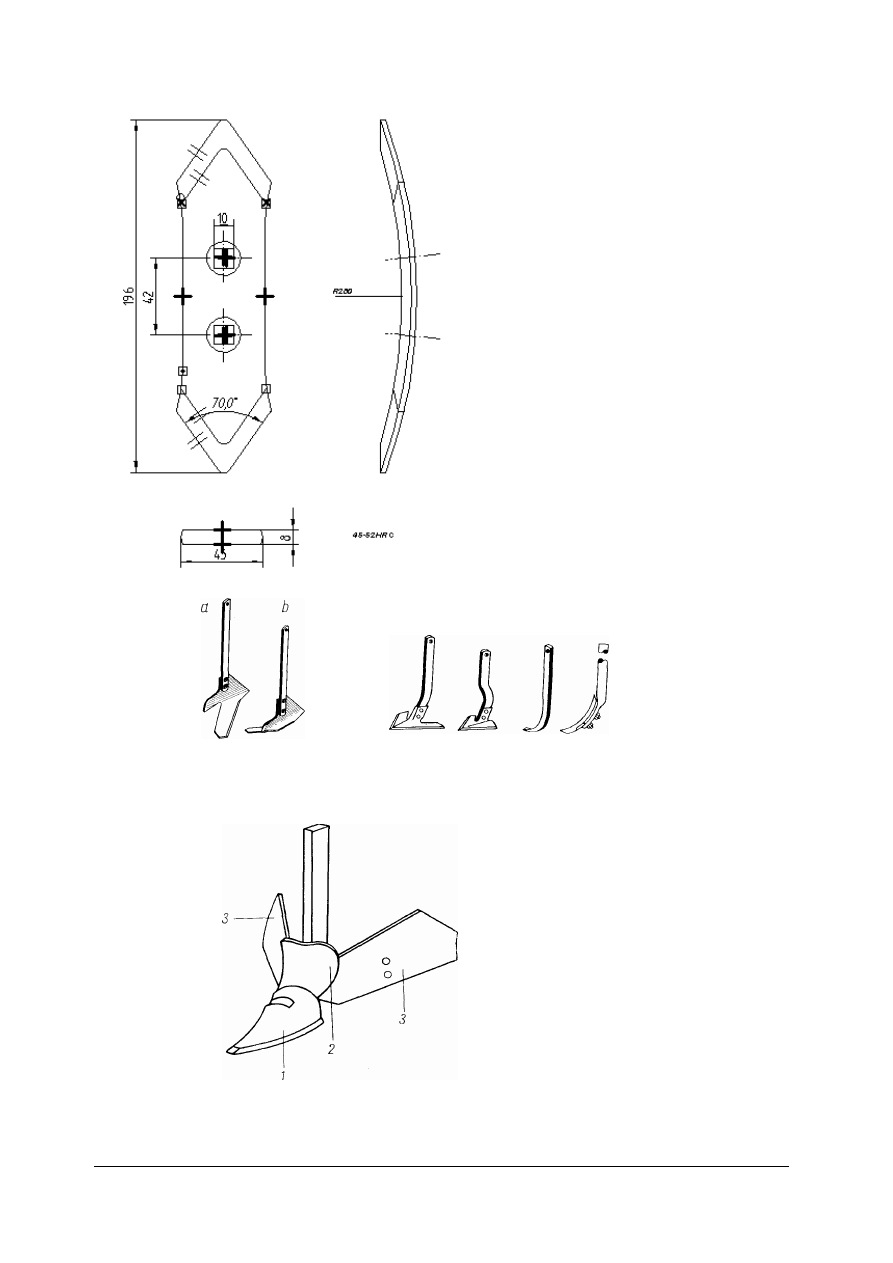
Rys. 3. Przykładowe rozmiary naprawcze redliczki kultywatora [21]
Rys. 4. Części robocze pielników: a) nóż kątowy lewy, b) nóż kątowy prawy, c i d ) gęsiostopki, e) dłuto, f) ząb
spulchniający z redliczką [4.s.71]
Rys. 5. Obsypnik: 1) - lemiesz dwustronny, 2) - pierś odkładnicy, 3) - skrzydła odkładnicy [4.s.72]
c d e f

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Naprawa części pracujących w glebie może być wykonana poprzez wymianę zużytych
części na nowe, lub ich zregenerowanie. Regeneracja to przywrócenie pierwotnego kształtu
i właściwości części. Najczęściej stosowane metody regeneracji to:
−
spawalnicze (spawanie, napawanie),
−
obróbki plastycznej,
−
obróbki cieplnej,
−
nakładanie powłok,
−
klejenie,
−
kucie,
Regeneracja metodą spawalniczą polega na sfrezowaniu pęknięcia, a następnie wykonanie
spawu metodą elektryczną lub gazową. Spaw można wzmocnić nakładając od tyłu nakładkę
wzmacniającą. Regenerujemy pęknięte odkładnice pługów.
Regeneracja metodą napawania polega na uzupełnieniu ubytków elektrodami
z odpowiednich stopów. Po nałożeniu spawu część poddajemy obróbce kowalskiej lub
szlifowaniu w celu uzyskania pierwotnego kształtu.
Regeneracja metodą obróbki cieplnej polega na zastosowaniu operacji kuźniczych:
−
wyżarzanie w temperaturze 800-850°C (barwa jasnoczerwona) i wolnym studzeniu
w temperaturze otoczenia. Zmniejszamy tym sposobem twardość materiału.
−
odciąganie polega na nagrzaniu materiału do temperatury 900-950°C i uderzaniu młotkiem
w sposób nadający kształt. Po spadku temperatury do 700°C ponownie nagrzewamy
i powtarzamy kucie.
−
hartowanie jest to proces nagrzania materiału do temperatury 800-850°C i gwałtownym
wystudzeniu w temperaturze 40°C (w wodzie) Uzyskujemy w tym procesie twardość
i odporność materiału na ścieranie
−
proces odpuszczania, czyli wygrzewania w temperaturze 200-250°C przeprowadzamy
w celu usunięcia naprężeń hartowniczych
Regeneracja metodą klejenia polega na zastosowaniu substancji (kleju) łączącej
uszkodzone elementy. W przypadku części pracujących w glebie rzadko stosowana.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki powodujące zużycie elementów roboczych?
2. Wyjaśnij na czym polega operacja kuźnicza wyżarzanie?
3. Wyjaśnij na czym polega odciąganie ?
4. Wyjaśnij na czym polega hartowanie?
5. Wyjaśnij na czym polega odpuszczanie?
6. Uzasadnij, kiedy zastosujesz napawanie?
7. Na czym polega metoda klejenia w regeneracji części?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj naprawę lemiesza pługa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
3) zastosować się do poleceń zawartych w instrukcji,
4) zapoznać się z budową pługa posługując się instrukcją,
5) przygotować stanowisko do demontażu,
6) oczyścić wszystkie łączenia gwintowe szczotką drucianą i namoczyć odrdzewiaczem,
7) po odkręceniu nakrętek wyjąć śruby i zdemontować lemiesz,
8) ocenić zdemontowany lemiesz zwracając szczególną uwagę na – odkształcenia, ubytki,
ostrość,
9) wykonać regeneracje lemiesza polegającą na przywróceniu ostrości krawędzi
i uzupełnieniu ubytków,
10) regenerację ubytków przeprowadzić metodą napawania spawarką elektryczną używając
elektrod żelazomanganowych i następnie usunąć szlifierką nadmiar spawu,
11) przygotowany lemiesz poddać obróbce cieplnej,
12) wykonać odciąganie lemiesza w celu uzyskania ostrości krawędzi i kształtu,
13) przymierzyć lemiesz do korpusu w celu sprawdzenia pasowania względem odkładnicy, po
stwierdzeniu prawidłowość pasowania przystąpić do hartowania,
14) hartowanie lemiesza wykonać na szerokość 30-40 mm, mierząc od krawędzi ostrza
w celu uzyskania powierzchniowej twardości,
15) zamontować zregenerowany lemiesz do korpusu, zabezpieczyć śruby i nakrętki środkiem
antykorozyjnym,
16) zaprezentować wykonane ćwiczenie, zwracając uwagę na elementarne zasady bhp podczas
wykonywania czynności naprawczych.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
instrukcje weryfikacji części,
−
instrukcja BHP –prace spawalnicze,
−
zestaw narzędzi na stanowisku naprawczym,
−
zestaw narzędzi kowalskich,
−
piec do nagrzewania,
−
maszyny wymienione w instrukcji ćwiczeń,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wykonaj regenerację zębów w bronie zębowej zawieszanej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z niezbędnym wyposażeniem i zasadami bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zapoznać się z budową brony posługując się instrukcją,
4) przygotować stanowisko do demontażu,
5) odłączyć poszczególne pola brony od ramy nośnej,
6) przenieść jedno pole na stół warsztatowy i umocować za pomocą ścisków,
7) oczyścić wszystkie łączenia gwintowe szczotką drucianą i namoczyć odrdzewiaczem,
8) rozpoznać rozmiary nakrętek i dobrać klucze,
9) odkręcić nakrętki i wyciągnąć zęby przy pomocy wybijaka - aby nie uszkodzić gwintów,
10) uformować przez kucie, przywrócić kształt i długość nagrzewając uprzednio do
temperatury 800-900° C,
11) wykonać hartowanie wszystkich zębów,
12) zamontować zęby w pole brony,

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
13) zabezpieczyć śruby i nakrętki środkiem antykorozyjnym,
14) zaprezentować wykonane ćwiczenie,
15) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
instrukcje weryfikacji części,
−
zestaw narzędzi na stanowisku naprawczym,
−
zestaw narzędzi kowalskich,
−
piec do nagrzewania,
−
maszyny wymienione w instrukcji ćwiczeń,
−
literatura zgodna z punktem 6 poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) ocenić stan zużycia lemiesza i zaplanować regeneracje?
2) naostrzyć lemiesz metodą kucia?
3) zahartować lemiesz?
4) zregenerować zęby bron?
5) zaplanować proces napawania?
6) wyjaśnić różnice pomiędzy wyżarzaniem i hartowaniem?
7) wykonać proces odpuszczania?
8) określić przypadki zastosowania spawania podczas
regeneracji?
9) dobrać stopy używane do regeneracji?
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.4. Naprawa ram i konstrukcji nośnych
4.4.1. Materiał nauczania
Konstrukcje nośne i ramy stanowią podstawę do budowy maszyn. Są nośnikami
wszystkich zespołów roboczych. Spajają zespoły ściśle, w, określonych wzajemnych
położeniach, w jednolitą maszynę wykonującą określoną pracę. Przejmują one obciążenia od
zespołów i poszczególnych części roboczych, dlatego muszą odznaczać się dużą
wytrzymałością i sztywnością. Wykonane są z blach, ceowników, teowników, rur stalowych,
które łączone są w figury geometryczne (prostokąty, trójkąty, trapezy), za pomocą spawania,
nitowania, połączeń śrubowych. Konstrukcje i ramy ulegają różnorodnemu zużyciu
naturalnemu i uszkodzeniom. Najczęściej występujące uszkodzenia to:
−
uszkodzenia mechaniczne: pęknięcia, odkształcenia, naciągnięcia, ścieranie,
−
uszkodzenia naturalne: korozja, działanie temperatury, działanie środków chemicznych.
Przystępując do naprawy (regeneracji) ram i konstrukcji nośnych określamy stopień ich
zużycia i sposób naprawy. Weryfikacja będzie polegała na określeniu:
−
stopnia zdeformowania i sposobie prostowania,
−
stopnia pęknięcia i sposobie połączenia oraz wzmocnienia połączenia,
−
stopnia ubytku materiału i sposobie jego uzupełnienia.
Naprawa ram polega na przywróceniu pierwotnego kształtu poprzez naciągniecie,
przegięcie, poddanie naciskowi w prasie, a w przypadku większych konstrukcji poprzez
zastosowanie naciągaczy. Wykonanie prostowania ram o niewielkich przekrojach
przeprowadzamy na zimno, natomiast grube belki i kształtowniki prostujemy po podgrzaniu
miejsc zniekształconych do temperatury 800°C.
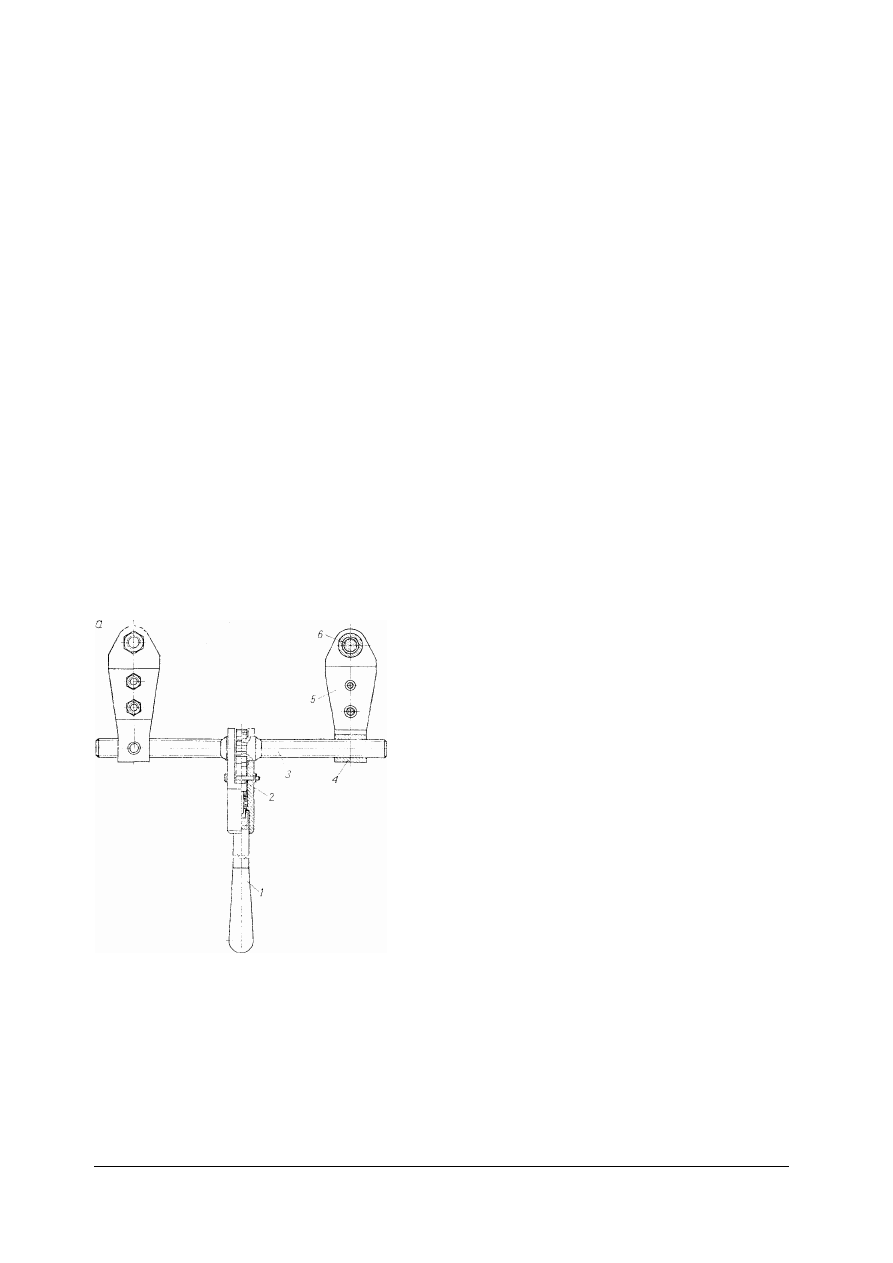
Rys. 6. Przyrząd śrubowy do prostowania ram: 1) rękojeść, 2) mechanizm zapadkowy, 3) śruba z gwintem lewym
i prawym, 4) nakrętka, 5) ramie, 6) śruba złączona [11.s.206]
Konstrukcje maszyn i urządzeń rolniczych prostujemy przy pomocy przyrządów
śrubowych, mocując ramiona do konstrukcji i odpowiednio wkręcając ściski powodujemy
nacisk. Efektem tych działań jest prostowanie. Naprawy ram i konstrukcji nośnych wymaga
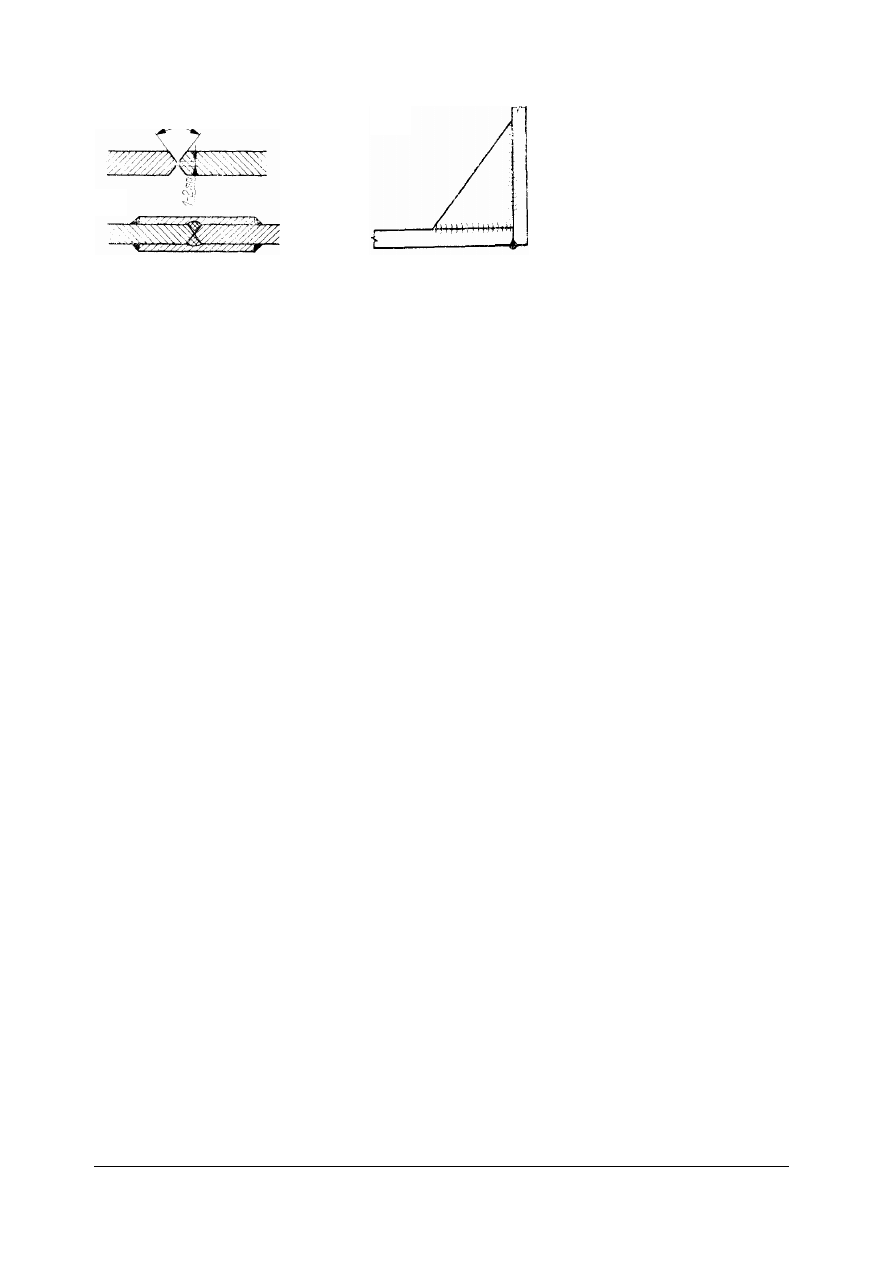
niejednokrotnie wzmocnienia łączeń lub usunięcia pęknięć powstałych w czasie eksploatacji.
Przykłady wzmocnień:
a) spawać w miejscu łączenia i wzmocnić przyspawanymi nakładkami,
b) wzmocnienie spawu kątowego.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 7. Rysunki poglądowe wzmocnień [11.s.208]
W przypadku znacznych uszkodzeń i odkształceń części nie nadających się do naprawy
wycinamy i wstawiamy nowe elementy. Podobnie postępujemy w przypadkach silnego
skorodowania lub ubytków spowodowanych oderwaniem. Wstawiając nowe elementy musimy
pamiętać o dokładnym odtworzeniu kształtu i właściwości elementu. Typowe zagrożenia dla
pracowników podczas napraw ram i konstrukcji nośnych:
−
zmiażdżenie, uderzenie,
−
przecięcie, obcięcie,
−
hałas, zwłaszcza przy cięciu, zwijaniu i wyklepywaniu blachy,
−
zagrożenie poparzeniem,
−
zagrożenie odpryskami spawalniczymi,
−
uszkodzenia wzroku i skóry na skutek promieniowania ultrafioletowego i podczerwonego,
−
zagrożenie pożarem lub wybuchem,
−
zagrożenie porażeniem prądem elektrycznym podczas spawania elektrycznego, wynikające
z użytkowania spawarek i ich wyposażenia,
−
zanieczyszczenie powietrza tlenkami cynku oraz oparami kwasu solnego, którym oczyszcza
się blachę oraz szkodliwe działanie dymów spawalniczych (zagrożenia chemiczne
i pyłowe).
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz sposoby prostowania ram?
2. Jakie warunki techniczne muszą być spełnione podczas naprawie pękniętych ram?
3. Na czym polega usuwanie skutków korozji w konstrukcji nośnej?
4. Kiedy wykonujemy prostowanie na gorąco?
5. Co to jest deformacja?
6. Jakich warunków technicznych należy przestrzegać podczas spawania ram?
7. Kiedy stosujemy wzmocnienia?
8. Jaką temperaturę stosujemy przy prostowaniu na gorąco?
4.4.3. Ćwiczenia
Ćwiczenie 1
Prostowanie ramy maszyny rolniczej wygiętej w czasie jej eksploatacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zastosować się do poleceń zawartych w instrukcji,
a
b

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) zapoznać się z budową pługa posługując się instrukcją,
6) rozpoznać rodzaj uszkodzenia,
7) określić możliwość dokonania naprawy,
8) przygotować stanowisko do demontażu,
9) oczyścić wszystkie łączenia gwintowe szczotką drucianą i namoczyć odrdzewiaczem,
10) oczyścić ramę i ocenić wielkość uszkodzeń,
11) dokonać pomiarów w celu ustalenia wymiarów, do jakich należy przywrócić ramę,
12) odkształcić wygięte elementy za pomocą przyrządu śrubowego,
13) wyprostować metodą młotkowania na kowadle mniejsze nierówności i zniekształcenia,
14) sprawdzić prawidłowość wykonanych prac, dokonując pomiarów (długość, szerokość,
kąty),
15) wykonać przegląd ramy i zaznaczyć wszystkie uszkodzenia, wymagające wzmocnienia
spawaniem,
16) usztywnić konstrukcję w celu uniknięcia odkształceń,
17) wykonać spaw spawarką elektryczną w oznaczonych miejscach, stosując elektrody do
spawania stali niskostopowych ER, EB,
18) zwrócić uwagę podczas spawania na głębokie przetopienie spawanych krawędzi w celu
uzyskania jednolitego, mocnego połączenia,
19) sprawdzić jakość wykonanej pracy, (sprawdzić czy nie nastąpiło odkształcenie ramy),
20) utrzymywać czystość i ład na stanowisku, przestrzegać bezpieczeństwa pracy,
21) uporządkować stanowisko po wykonanej pracy,
22) zaprezentować wykonane ćwiczenie,
23) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
instrukcje weryfikacji części,
−
zestaw narzędzi na stanowisku naprawczym,
−
zestaw narzędzi kowalskich,
−
piec do nagrzewania,
−
maszyny wymienione w instrukcji ćwiczeń,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz
Tak
Nie
1) wyjaśnić sposoby prostowania ram?
2) scharakteryzować prostowanie ram na gorąco?
3) dobrać przyrządy do prostowania ram i konstrukcji?
4) określić temperatury nagrzania podczas prostowania ramy?
5) wyjaśnić, kiedy wymieniamy elementy ramy na nowe?
6) wyjaśnić, kiedy stosujemy wzmocnienia spawu?
7) ocenić wyprostowanie ramy ?
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.5. Naprawa osi i wałów
4.5.1. Materiał nauczania
Wały i osie wykonuje się ze stali węglowych. Najczęściej są one hartowane
powierzchniowo. Typowymi objawami zużycia wału są ubytki materiału powstałe w wyniku
tarcia. Objawiają się one utratą wymiaru, zmianą kształtu, utratą twardości. Innymi
uszkodzeniami, jakimi ulegają osie i wały to wgniecenia, skręcenia, wygięcia. Powstają na
skutek nadmiernych obciążeń, braku smarowania, zanieczyszczenia. Efektem uszkodzeń wału
jest również jego pęknięcie lub złamanie.
W pierwszej kolejności wały osie podaje się weryfikacji ustalając rodzaj i wielkość
uszkodzenia. Weryfikacja polega na:
−
dokładnym obejrzeniu nieuzbrojonym okiem,
−
obejrzeniu za pomocą szkła powiększającego sprawdzeniu czy nie występują
mikropęknięcia i wżery,
−
sprawdzeniu prostoliniowości,
−
sprawdzaniu średnicy nominalnej, szczególnie czopów z średnicą znamionową,
−
sprawdzeniu odchyłek od kołowości i walcowości,
−
sprawdzeniu zużycia czopów wielo-wpustowych poprzez pomiar luzu połączenia.
Po określeniu rodzaju i wielkości uszkodzenia określamy sposób naprawy lub
podejmujemy decyzję o całkowitej wymianę osi lub wału. Podstawowym sposobem regeneracji
wałów i osi jest prostowanie. Zgięte wały i osie można prostować poprzez zastosowanie
nacisku statycznego lub uderzeń. Prace te możemy wykonywać na zimno lub na gorąco,
poprzez miejscowe podgrzanie. Regeneracja czopów osi i wałów może polegać między innymi
na uzupełnieniu ubytków poprzez napawanie lub metalizację natryskową. Innym sposobem
regeneracji jest metoda tulejowa. Polega na obróbce mechanicznej powierzchni zużytej
i założeniu metodą wciskową dorobionej tulejki wymiarowej. Kolejnym sposobem jest
zgrubianie, zwane inaczej spęczaniem, polega na tym, że w miejscu zużytym wykonuje się
zgrubianie. Wał, który zamierzamy zgrubić nagrzewamy w miejscu zgrubiania, następnie
uderzeniami młota wzdłuż sztorc zgrubiamy wał.
Rys. 8. Schemat przekroju wału i osi [11.s.219]
1
5
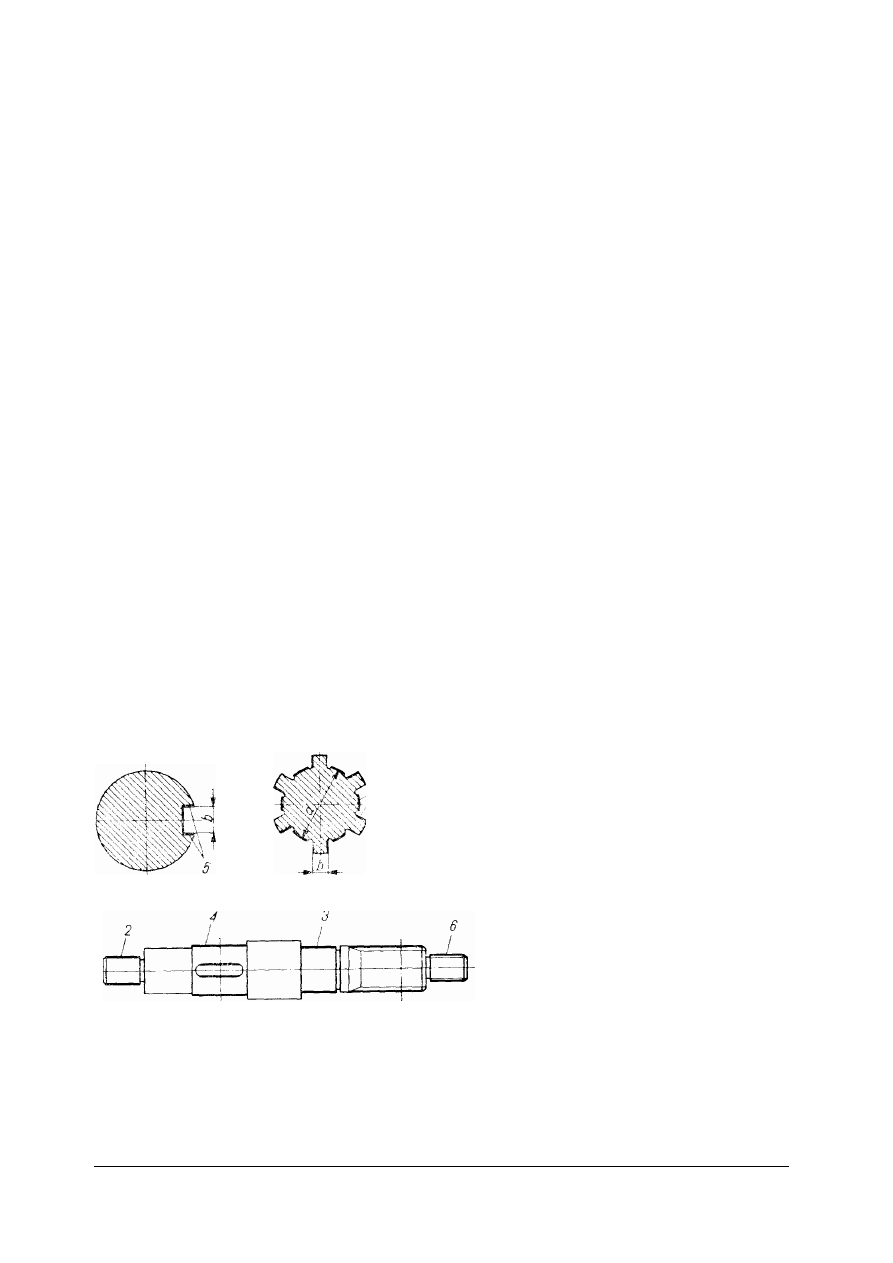
Rys. 9. Wał maszynowy ze zużytymi elementami: l – zużyte powierzchnie wielowypustu, 2 – wytarcie czopa
współpracującego z łożyskiem ślizgowym, 3 – odkształcenie i wytarcie powierzchni czopa
współpracującego z łożyskiem tocznym, 4 – odkształcenie czopa współpracującego z piasta. koła
zębatego, 5 – rozbicie, rowku pod wpust, 6 – wytarcie i uszkodzenie gwintu [11.s.219]
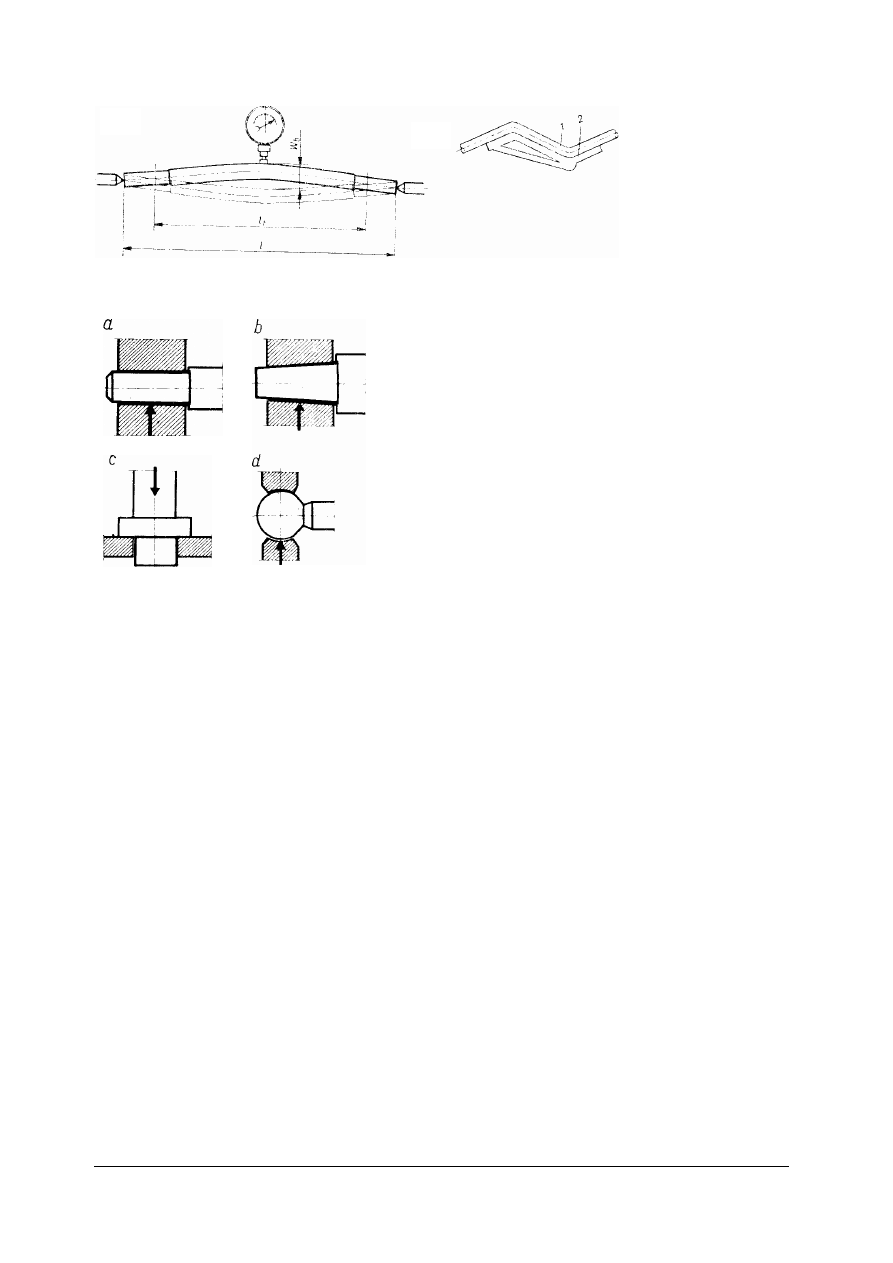
Sprawdzanie zgięcia wału może odbywać się za pomocą czujnika lub wzornika.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 10. Sprawdzanie zgięcia wału może odbywać się za pomocą: a – czujnika, b – za pomocą wzornika
[11.s.221]
Rys. 11. Rodzaje czopów na osi – strzałka pokazuje miejsca zużycia: a) poprzeczny końcowy prosty, b)
poprzeczny końcowy stożkowy, c) wzdłużny kołnierzowy, d)kulisty [4.s.21]
W wyniku ścierania czopy nie tylko zmniejszają swoje wymiary, ale zatracają swój
pierwotny kształt cylindryczny i przekrój kołowy. Daje to w efekcie objaw bicia na czopie
i szybkie zużycie elementów współpracujących.
Zasady BHP podczas naprawy zespołów i części:
−
naprawę zespołów należy wykonywać na przystosowanych do tego stanowiskach,
wyposażonych w specjalne stojaki, dostosowane do naprawianych typów pojazdów,
−
napraw zespołów nie należy wykonywać na skrzynkach, podłodze, i przypadkowo
dobranych przedmiotach,
−
w pobliżu stojaków powinny być ustawiane regały lub półki, służące do układania na nich
wymontowanych części. Części tych nie należy układać na podłodze,
−
przyrządy i narzędzia należy układać w określonych stałych miejscach, aby uniknąć ich
ciągłego szukania,
−
wózki do transportu powinny być zaopatrzone w odpowiednio profilowane podstawki,
zapobiegające przewróceniu się i spadnięciu przewożonych zespołów,
−
do nakładania na wózek i zdejmowania z niego ciężkich zespołów należy używać
wciągników.
4.5.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie pomiary wykonujemy w celu ustalenia zużycia wału, osi?
2. Jak wykonujemy pomiary osiowości wału?
3. Przedstaw sposoby prostowania wałów.
4. Podaj sposoby regeneracji czopów.
5. Opisz metodę spawalniczą stosowaną w regeneracji.
6. Na czym polega metoda tulejowa stosowana w regeneracji?
a
b
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.5.3. Ćwiczenia
Ćwiczenie 1
Weryfikacja wału maszynowego i jego naprawa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie uczeń powinien:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do poleceń zawartych w instrukcji,
5) dokonać weryfikacji wału maszynowego z zużytymi elementami,
6) zakwalifikować go do odpowiedniej naprawy,
7) wymontować wał z zespołu, oczyścić i umyć,
8) przeprowadzić dokładne oględziny w celu wykrycia uszkodzeń,
9) wykonać pomiary wygięcia wyznaczając dopuszczalne odchyłki od prostoliniowości,
10) wykonać pomiary czopów łożyskowych w celu ustalenia dopuszczalnych odchyłek od
kołowości i walcowości,
11) po stwierdzeniu odchyłek od prostoliniowości wykonać młotkowanie na zimno lub poddać
wał naciskowi statycznemu w prasie,
12) po każdej operacji prostowania wykonać pomiary prostoliniowości,
13) zdeformowane czopy poddać napawaniu z naddatkiem na obróbkę mechaniczną,
14) wykonać obróbkę mechaniczną (przetoczenie) w celu uzyskania nominalnego wymiaru,
15) wykonać pomiary i ocenić prawidłowość wykonanych czynności naprawczych,
16) w trakcie czynności naprawczych przestrzegać przepisów bhp,
17) wszystkie pomiary wykonane podczas sprawdzania zanotować w tabeli.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
instrukcje weryfikacji części,
−
zestaw narzędzi na stanowisku naprawczym,
−
zestaw narzędzi kowalskich
−
tabela pomiarów do ćwiczenia,
−
literatura zgodna z punktem 6 poradnika.
Tabela pomiarów
Podczas wykonywania ćwiczenia posługuj się tabelami z instrukcji dla danej maszyny
z której pochodzi wymontowany wał. Wszystkie pomiary wykonane podczas sprawdzania
zanotuj w tabeli.
Nr
czopa
Wymiary
nominalne
Średnica
zmierzona
Owalność
zmierzona
Wymiar
naprawczy
Uwagi
I
II
III
IV

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.5.4. Sprawdzian postępów
Czy potrafisz?
Tak
Nie
1) ocenić zużycie wału, osi?
2) dobrać przyrządy pomiarowe do pomiaru
prostoliniowości?
3) wyjaśnić
sposób
regeneracji
czopów
metodą
napawania?
4) wyjaśnić sposób regeneracji czopów metodą tulejową?
5) wymienić sposoby prostowania wałów?
6) scharakteryzować prostowanie wału przy zastosowaniu
miejscowego podgrzania?
7) dobrać stopy stosowane w metodzie spawalniczej do
regeneracji czopów?
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.6. Naprawa zespołów tnących i rozdrabniających
4.6.1. Materiał nauczania
Maszyny do zbioru składają się z wielu zespołów i podzespołów jednak podstawowym
zespołem roboczym jest przyrząd tnący. Niektóre maszyny rolnicze posiadają obok zespołu
tnącego przyrządy (zespoły) do rozdrabniania. Ponadto w rolnictwie stosuje się maszyny
i urządzenia rozdrabniające typu: śrutowniki, sieczkarnie, gniotowniki.
Zespoły tnące
I.
II.
Rys. 12. Zespół tnący palcowy – I-do normalnego cięcia, II –do średniego cięcia [4.s.114]
Rys. 13. Zespół tnący rotacyjno bijakowy [4.s.114]
Maszyny wyposażone w przyrządy tnące są stosowane do zbioru zbóż i zielonek.
Przyrządy tnące pracują w szczególnie trudnych warunkach, gdzie występują tarcia suche
spowodowane zanieczyszczeniami i twardością łodyg, piaskiem. Najczęstsze zużycia części
roboczych zespołu tnącego to: stępienie elementów tnących, wyszczerbienie , złamanie,
wgniecenie, oderwanie. Przystępując do naprawy uszkodzenia wykonujemy oględziny,
oceniamy stopień zużycia. Naprawy dokonujemy najczęściej w przypadku:
−
wgniecenia lub wichrowatości,
−
przy stwierdzeniu stępienia lub wyszczerbienia nie przekraczającego 1mm, stosujemy
szlifowanie nożyków,
−
w przypadku stwierdzenia uszkodzenia lub zerwania, uzupełnienie nitów mocujących
nożyk,
−
całkowita wymiana nożyków jeżeli grubość uszkodzenia powierzchni tnącej przekracza
1,6mm lub jest odkształcona w znacznym stopniu.
Zespoły rozdrabniające
Podstawowym zespołem roboczym w maszynach i urządzeniach rozdrabniających są
elementy wirujące. Występuje tu zużycie części roboczych naturalne i awaryjne. Zużycie
awaryjne występuje po dostaniu się w elementy wirujące kawałków drewna, metalu, kamieni
powodując uszkodzenie. Drugim rodzajem uszkodzeń awaryjnych jest wystąpienie
nadmiernego luzu na łożyskach, co powoduje uderzanie części wirujących o obudowę lub
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
korpus prowadząc do uszkodzenia. W postępowaniu naprawczym, po zdemontowaniu części
i ocenie wszystkie elementy, porównywane z normą. Zdeformowane wymieniamy na nowe.
Najczęściej wymieniane części to: łożyska, bijaki, tarcze.
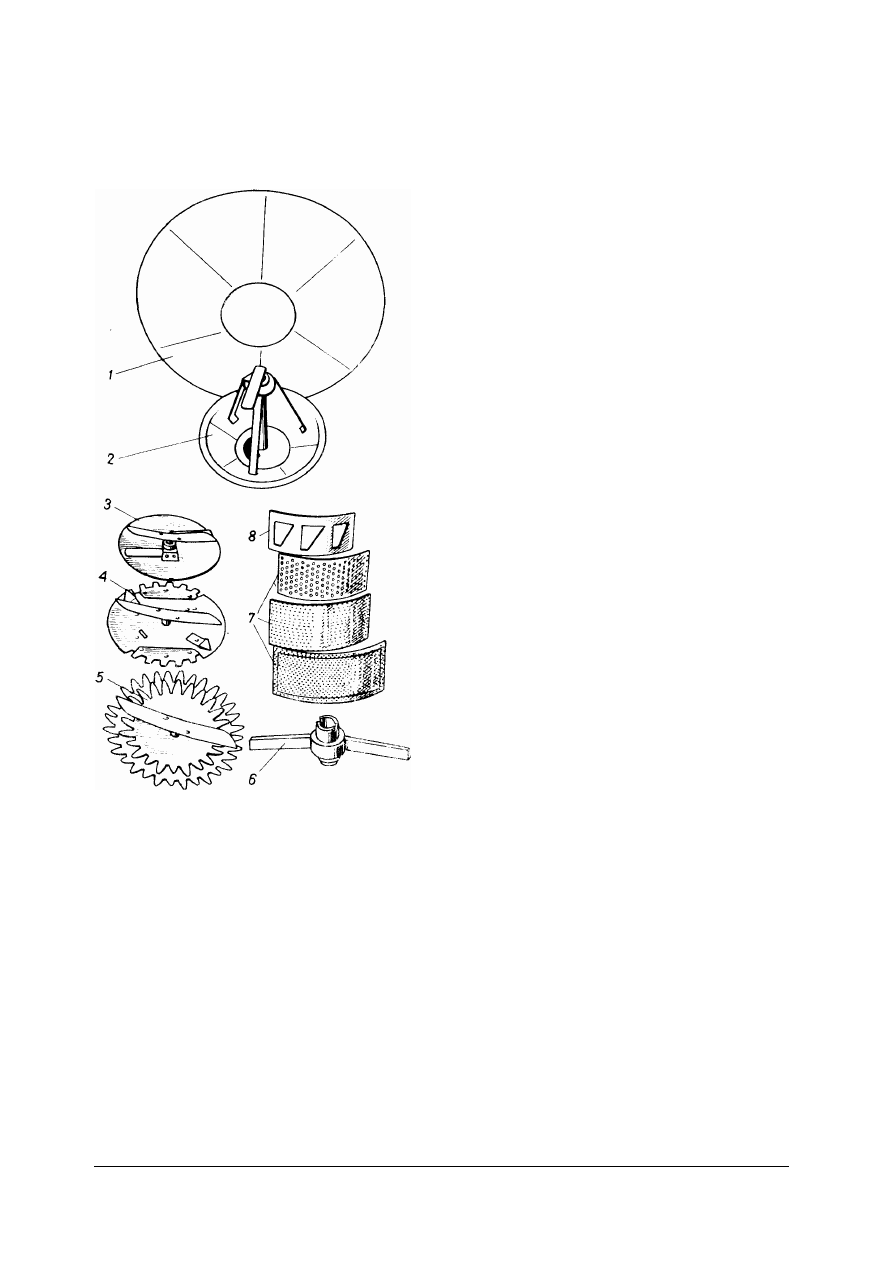
Rys. 14. Elementy rozdrabniacza uniwersalnego:
1) kosz zasypowy,
2) dno kosza zasypowego z regulowaną
szczeliną wylotową,
3) talerz do siekania buraków i okopowych
oraz rozdrabniania parowanych
ziemniaków,
4) talerz do śrutowania ziarna zbóż
i rozdrabniania makuchów,
5) talerz do rozdrabniania buraków
i zielonek na przecier oraz siana na
mączkę,
6) tuleja z łopatkami wyrzutnika,
7) wymienne sito otworu wylotowego,
8) sito do siekania buraków [4.s.88]
Przy stwierdzeniu niewielkich uszkodzeń lub stępieniu poddajemy regeneracji talerze do
rozdrabniania i śrutowania, prostowaniu poddajemy łopaty wyrzutnika, pozostałe elementy jak
łożyska, sita wymieniamy na nowe.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje nożyków w zespołach tnących maszyn?
2. Jakie znasz sposoby regeneracji nożyków?
3. Kiedy nożyki przeznaczamy do całkowitej wymiany?
4. Jak działa zespół tnący bijakowy?
5. Jakie uszkodzenia występują najczęściej w zespole tnącym palcowym?
6. Kiedy wykonujemy szlifowanie nożyków?
7. Jakie czynniki decydują o wymianie nożyków na nowe?
8. Jakie elementy najczęściej ulegają uszkodzeniu w rozdrabniaczu bijakowym?
9. Które elementy w rozdrabniaczu uniwersalnym możemy regenerować?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.6.3. Ćwiczenia
Ćwiczenie 1
Naprawa listwy tnącej w zespole tnącym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do poleceń zawartych w instrukcji,
5) wymontować listwę tnącą z przyrządu tnącego i dokładnie ją oczyść,
6) obejrzeć wszystkie nożyki zaznaczając uszkodzone, wymagające wymiany,
7) roznitować uszkodzone nożyki tak by nie uszkodzić listwy, w miejsce starych nożyków
przypasować nowe,
8) dobrać nity i dokładnie przynitować nożyki, po znitowaniu sprawdzić prawidłowość
wykonanej pracy (nożyki dokładnie przylegają, końce nożyków są w jednej linii),
9) wykonać spawanie pęknięć, w przypadku stwierdzenia pęknięć listwy (najczęściej koło
otworów na nity mocujące nożyki),
10) sprawdzić czy listwa nie jest zwichrowana, (przed ostrzeniem),
11) wyprostować listwę na kowadle, młotkiem, przy wystąpieniu zniekształceń, (odchyłki od
osi nie mogą przekraczać na długości 1m wartości 1-1,5 mm),
12) wykonać ostrzenie wszystkich nożyków na przyrządzie do ostrzenia, pamiętając
o zachowaniu kąta 240
0
,
13) zamontować naprawioną listwę nożową do przyrządu tnącego,
14) wykonać regulację zgodnie z instrukcją,
15) wykonać smarowanie wszystkich punktów,
16) przeprowadzić próbę pracy,
17) zapisać wszystkie czynności naprawcze jakie wykonano w zadaniu.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
instrukcje weryfikacji części,
−
zestaw narzędzi na stanowisku naprawczym,
−
zestaw narzędzi kowalskich,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.6.4 Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymontować listwę i ocenić jej stan techniczny?
2) dokonać wymiany uszkodzonych nożyków?
3) wykonać prostowanie listwy?
4) wykonać spawanie pękniętej listwy?
5) wykonać ostrzenie nożyków?
6) wymienić typowe uszkodzenia zespołu rozdrabniającego?
7) wymienić
typowe
uszkodzenia
zespołu
tnącego
rotacyjnego?
8) określić wichrowatość belki nożowej?
9) zamontować i wyregulować listwę nożową do zespołu
tnącego?
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.7. Naprawa przenośników
4.7.1. Materiał nauczania
Przenośniki są liczną i różnorodną grupą urządzeń stanowiących podzespoły różnych
maszyn, a także występują jako urządzenia samodzielne w gospodarstwie. Przenośniki
występują jako zespoły w maszynach, jak: kombajn zbożowy, kombajn buraczany, kombajn do
ziemniaków rozsiewacze nawozów, kopaczka przenośnikowa. Przenośniki są środkami
transportu wewnętrznego o ograniczonym zasięgu i ruchu ciągłym. Są to urządzenia
stacjonarne napędzane najczęściej silnikami elektrycznymi. Przenośniki przemieszczają
materiały w poziomie, pionie lub skośnie. Wyróżnia się kilka rodzajów przenośników:
−
przenośniki ciągnione to: taśmowe, czerpakowe, zgarniakowe,
−
przenośniki bez ciągowe to: ślimakowe, wałkowe, ślizgowe, czerpakowe,
−
przenośniki z czynnikiem pośredniczącym w którym materiał jest przenoszony za pomocą
strumienia powietrza lub wody.
Przenośnik taśmowy i przenośnik ślimakowy najczęściej zużywa się w miejscach
pokazanych na rysunku.
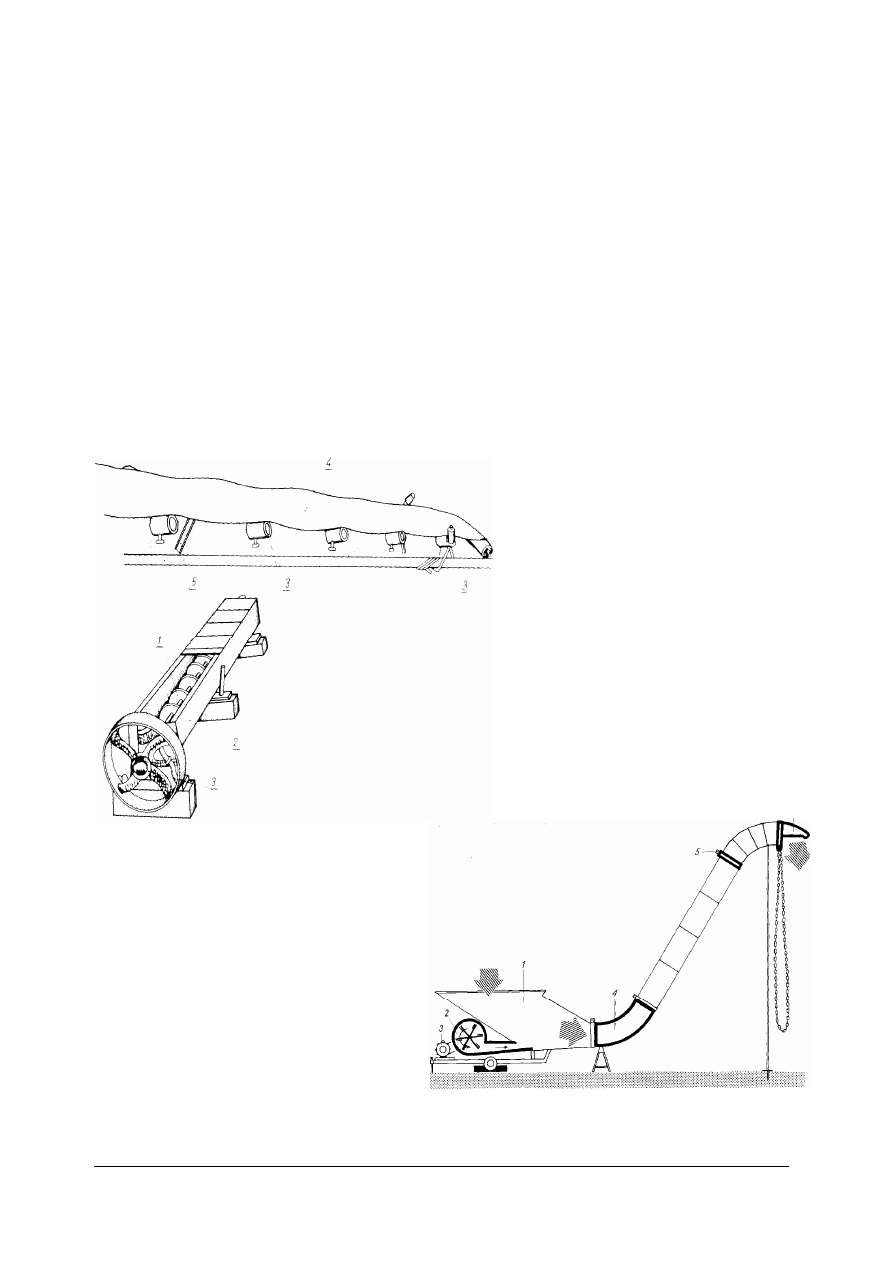
Rys. 15. Miejsca zużycia zespołów:
1) zużycie zwojów ślimaka
(pęknięcie),
2) uszkodzenie i zwichrowanie
korpusu,
3) zużycie łożysk,
4) zerwanie i naciągnięcie pasa
transmisyjnego, uszkodzenie
podpór rolek [1, s.121]
Rys. 16. Dmuchawa do słomy i siana – miejsca
najczęściej ulegające uszkodzeniu: [4, s.143]
1) kosz zasypowy,
2) wentylator,
3) silnik,
4) kolano,
5) złącze,
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
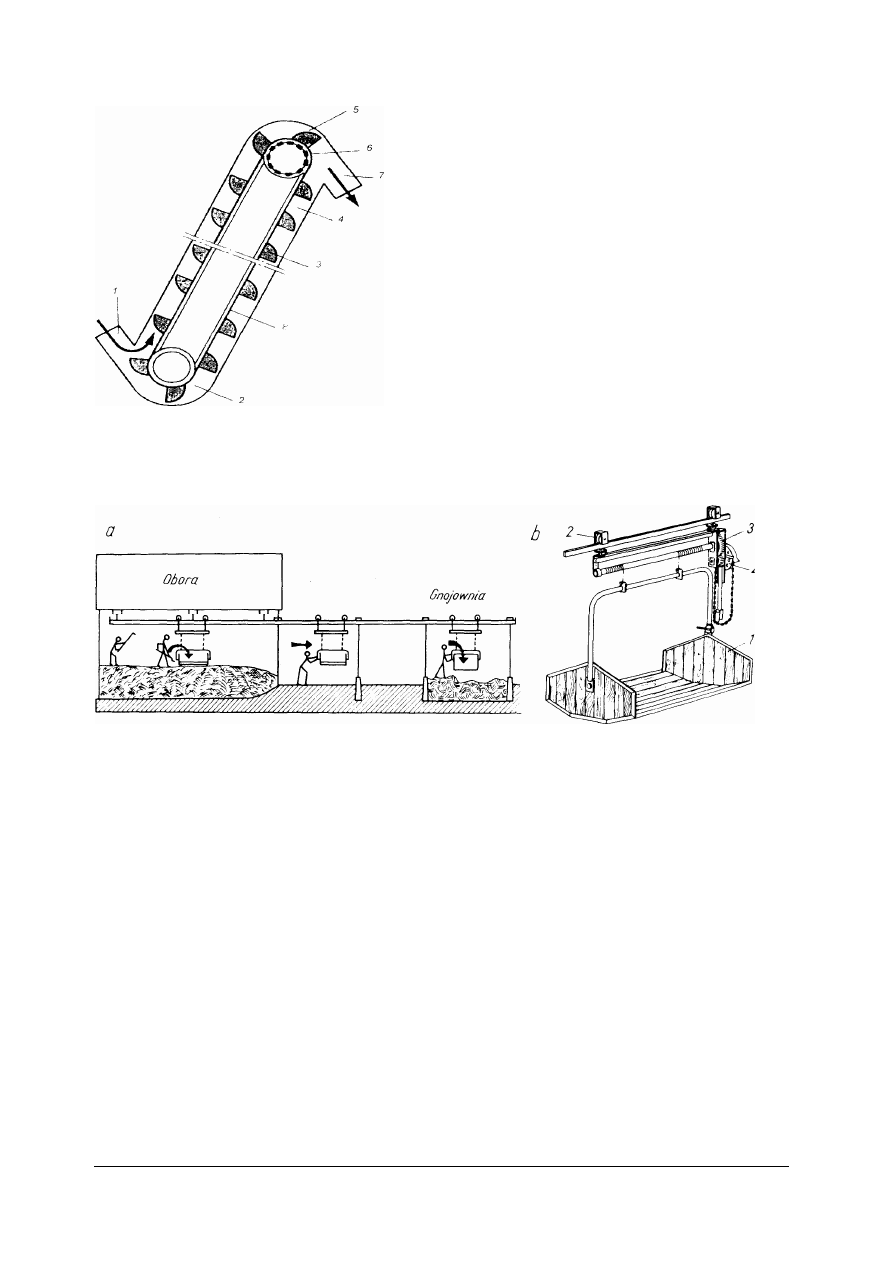
Rys. 17. Przenośnik czerpakowy ukośny: [5.s.143]
1) wlot ziarna,
2) głowica dolna,
3) czerpaki,
4) kanały,
5) głowica górna,
6) bęben napędzający,
7) wylot,
8)
pas przenośnik.
Przykład kolejki podwieszanej stosowanej w pomieszczeniach inwentarskich np. oborach do
transportu obornika, pasz:
a) widok linii transportowej,
b) widok wózka.
Rys. 18. Miejsca najczęstszych uszkodzeń [4.s.96]
1) pojemnik,
2) rolki,
3) przekładnia zębata,
4) wciągarka.
Najczęstsze naprawy występujące w tych urządzeniach wynikłe z eksploatacji:
−
zużycie taśmy,
−
zerwanie łańcuchów,
−
uszkodzenie łożysk,
−
zużycie przekładni i napędu,
−
zużycie i uszkodzenie konstrukcji nośnej (ramy).
4.7.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie maszyny służą do transportu wewnętrznego w gospodarstwie?
2. Jakie uszkodzenia występują najczęściej w zespołach transportowych?
3. Jakie uszkodzenia występują najczęściej w przenośnikach taśmowych?
4. Jakie uszkodzenia występują najczęściej w przenośnikach pneumatycznych?
5. Jakie uszkodzenia występują najczęściej w przenośnikach ślimakowych?
6. Jakie uszkodzenia występują najczęściej w przenośnikach czerpakowych?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.7.3. Ćwiczenia
Ćwiczenie 1
Wykonanie naprawy taśmociągu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do poleceń zawartych w instrukcji,
5) wykonaj przegląd całego taśmociągu i określ wszystkie uszkodzenia i sposób naprawy,
6) przeprowadzić ocenę stanu technicznego w następującej kolejności:
−
ocena ramy taśmociągu,
−
ocena wałków napędzających,
−
ocena rolek podtrzymujących taśmę,
−
ocena stanu taśmy.
7) w przypadku stwierdzenia uszkodzeń wykonać naprawy:
−
uszkodzenie ramy – w przypadku deformacji usunąć zniekształcenia metodami
kowalskimi, a wszystkie pęknięcia usuń poprzez spawanie,
−
uszkodzone łożyska wałków napędowych; wymienić łożyska na nowe,
−
rolki podtrzymujące taśmę, jeśli zostały wykrzywione i nie zachowują walcowatości,
zregenerować metodą kowalską na gorąco, a zużyte łożyska wymień na nowe,
−
w przypadku stwierdzenia uszkodzeń taśmy: pęknięć, zerwania wykonaj ponowne
łączenie poprzez: sklejenie, zszycie, wulkanizacje, grzebieni spinających,
−
po stwierdzeniu nadmiernego zwisu taśmy należy wykonać skrócenie poprzez wycięcie
nadmiaru taśmy i ponowne zszycie, sklejenie lub spięcie taśmy,
8) po wykonaniu regeneracji i wymianie łożysk zmontować taśmociąg i go wyregulować,
9) uruchomić próbnie taśmociąg, zwracając uwagę na prawidłowość przesuwu taśmy,
10) w razie odchyłek od osi wykonać korekty na wałkach napinających.
11) po wykonanej pracy uporządkować stanowisko,
12) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi maszyn,
−
zestaw narzędzi na stanowisku naprawczym,
−
taśmociąg do naprawy,
−
literatura z rozdziału 6.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować maszyny służące do transportu wewnętrznego?
2) scharakteryzować uszkodzenia w przenośnikach pneumatycznych?
3) scharakteryzować uszkodzenia w przenośnikach taśmowych?
4) scharakteryzować uszkodzenia w przenośnikach ślimakowych?
5) nazwać maszyny w których występują zespoły przenośników?
6) nazwać rodzaje uszkodzeń w taśmociągach?
7) wykonać naprawę zerwanej taśmy?
8) wyjaśnić czynności naprawcze podczas wymianie łożysk?
9) wykryć uszkodzenia i określić sposób naprawy przenośnika czerpakowego?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.8. Naprawa resorów
4.8.1. Materiał nauczania
Resory piórowe są to elementy sprężyste, stosowane w zawieszeniach przyczep rolniczych,
przenoszą one siły pionowe, wzdłużne, oraz momenty skręcające.
Resory piórowe to wiązka płaskowników ze stali resorowej, o różnych długościach
połączonych śrubami ściągającymi. Ponieważ naprężenia w środkowej części resoru są
największe, z tego też powodu w tym miejscu występuje grubszy pakiet piór.
Pióra resoru w stanie swobodnym są wstępnie wygięte tak, aby dłuższe pióra miały
większe promienie krzywizny. Po skręceniu resoru uzyskuje się jednakowy promień krzywizny
resoru, co powoduje naprężenia wstępne, które zmniejszają naprężenia robocze w najdłuższych
piórach. Dzięki temu zwiększa się trwałość zmęczeniowa resoru. Resory piórowe mogą być
wzbogacane o szereg dodatkowych elementów:
−
ucha i tuleje do łączenia z wieszakiem i ramą pojazdu,
−
ślizgacze, które pozwalają na progresywne zmniejszenie czynnej długości resorów (wzrost
sztywności) przy narastaniu obciążenia,
−
przekładki między piórami w celu redukcji tarcia ślizgowego.
Na resory używa się specjalnej stopowej stali sprężynowej. Płaskowniki o odpowiednim
przekroju są po ucięciu na odpowiednią długość nagrzewane, gdyż proces formowania kształtu
odbywa się na gorąco. Pióra resorowe po nadaniu odpowiedniej krzywizny są hartowane
w oleju.
Zahartowana stal, pomimo swojej twardości, jest zbyt krucha, aby można ją było stosować
w zawieszeniach przyczep i pojazdów. Dlatego po hartowaniu elementy sprężyste poddaje się
nagrzewaniu w odpowiedniej temperaturze, aby uzyskać takie właściwości mechaniczne, które
gwarantują dużą trwałość wyrobów. Ten proces nazywa się odpuszczaniem. W wyniku
odpuszczania twardość stali ulega wprawdzie niewielkiemu zmniejszeniu, lecz zostają
zachowane duża wytrzymałość i sprężystość.
Pióro główne resoru jest najczęściej zakończone uchami, które służą do łączenia resoru
z ramą przyczepu. W ucha resorów wciśnięte są tulejki, które zapewniają lepszą jakość
połączenia. W resorach ciężkich stosuje się tulejki wykonane z brązu, który zmniejsza tarcie
pomiędzy sworzniem, a tulejką. W resorach lżejszych stosuje się tulejki gumowo-metalowe,
dające połączenie elastyczne. Resory ciężkie często zakończone są jednym lub dwoma
ślizgaczami.. Pozwala to na zmniejszanie czynnej długości resoru przy narastaniu obciążenia.
Dzięki temu taki resor posiada charakterystykę progresywną, czyli sztywność resoru wzrasta
wraz ze wzrostem obciążenia. Zapewnia to korzystną, z punktu widzenia fizjologii człowieka,
częstotliwość drgań.
Bardzo niekorzystny wpływ na pracę resorów piórowych ma tarcie ślizgowe pomiędzy
piórami. Tarcie zwiększa sztywność resoru, co powoduje wzrost częstości drgań. Wywołuje też
powierzchniowe zatarcie piór i ubytki na ich powierzchni, co zmniejsza ich wytrzymałość
zmęczeniową. W celu zmniejszenia sił tarcia powierzchnię piór pokrywa się farbami
cynkowymi lub smarami grafitowymi. Zaś w resorach lekkich stosuje się różnorodne
przekładki z tworzyw sztucznych o małym współczynniku tarcia.
Proste zakończenia piór, szczególnie grubszych, powodują wzrost nacisku pomiędzy
piórami, co prowadzi do wzrostu tarcia i ścierania się powierzchni piór. Dlatego w niektórych
resorach walcuje się końce piór. Z powodu większej elastyczności walcowanych końców piór
rozkład naprężeń pomiędzy piórami jest korzystniejszy. Walcowanie zmniejsza także masę
resoru. Powoduje też, że jego konstrukcja zbliża się do teoretycznej belki o stałej
wytrzymałości.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Naprawa resorów polega na wymianie pękniętych piór, elementów mocujących, tulei stalowo –
gumowych. Ważnym zabiegiem jest ich regeneracja, polegająca na przywróceniu
charakterystyki sprężyny. Polega to na wydłużeniu włókien materiału na zewnętrznej stronie
pióra, a skrócenie po stronie wewnętrznej. Uzyskuje się to w procesie młotkowania resoru, na
stanowisku kowalskim, za pomocą uderzeń młota (płaskiej części) w pióro ułożone na
krawędzi kowadła.
Kolejność postępowania podczas młotkowania:
−
przed przystąpieniem do wykonywania młotkowania zapoznaj się z instrukcją bhp na
stanowisku pracy,
−
zgromadź na stanowisku wyposażonym w stół warsztatowy z imadłem oraz kowadło
niezbędne narzędzia do demontażu – ściski, młotki kowalskie, kleszcze, klucze,
−
wykonaj demontaż resoru na poszczególne pióra,
−
sprawdź czy pióra nie są pęknięte lub złamane, jeśli tak to wymień na nowe,
−
zweryfikowane wcześniej pióra poddaj zabiegom młotkowania. W tym celu podgrzej
w palenisku pióra do temperatury 50 ° C,
−
po nagrzaniu na krawędzi kowadła ułóż pióro i w zewnętrzną stronę pióra uderzaj młotkiem,
−
młotkowanie rozpoczynaj od środka pióra i przesuwaj się ku końcom pióra, na końcach
uderzaj słabiej,
−
poprzez młotkowanie uzyskasz krzywiznę pióra zgodną z wzorem,
−
po młotkowaniu wszystkich piór zmontuj resor zgodnie z instrukcją montażu,
−
uporządkuj stanowisko.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie resory są zamontowane w maszynach rolniczych?
2. Scharakteryzuj podstawową budowę resoru?
3. Scharakteryzuj właściwości materiału z jakiego wykonane są pióra resoru?
4. Wyjaśnij, na czym polega proces młotkowania?
4.8.3. Ćwiczenia
Ćwiczenie 1
Wykonaj regenerację resoru piórowego przyczepy rolniczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zapoznać się z budową resoru i sposobem demontażu korzystając z instrukcji,
5) zastosować się do poleceń nauczyciela zawartych w instruktażu wstępnym,
6) wykonać demontaż resoru na poszczególne pióra,
7) sprawdzić czy pióra nie są pęknięte lub złamane, jeśli tak to wymienić na nowe,
8) zweryfikowane pióra poddać zabiegom młotkowania,
9) podgrzać w palenisku pióra do temperatury 50°C,
10) po nagrzaniu na krawędzi kowadła ułożyć pióro i w zewnętrzną stronę pióra uderzać
młotkiem,

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
11) młotkowanie rozpocząć od środka pióra i przesuwać się ku końcom pióra, na końcach
uderzać słabiej, poprzez młotkowanie uzyskasz krzywiznę pióra zgodną z wzorem,
12) po młotkowaniu wszystkich piór zmontować resor zgodnie z instrukcją montażu,
13) uporządkować stanowisko i zapisać kolejne czynności jakie wykonywałeś.
Wyposażenie stanowiska pracy:
−
zestaw narzędzi ślusarskich,
−
zestaw narzędzi kowalskich,
−
urządzenia do nagrzewania,
−
przyczepa rolnicza lub wymontowane resory do naprawy,
−
literatura zgodna z punktem 6 poradnika.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić czynności przy demontażu resoru?
2) scharakteryzować rodzaje występujących uszkodzeń piór w resorze?
3) uzasadnić potrzebę regeneracji piór resorów?
4) wyjaśnić, na czym polega proces młotkowania piór resorów?
5) uzasadnić, dlaczego młotkowanie rozpoczynamy od środka pióra?
6) wyjaśnić proces wygrzewania piór resorów?
7) określić kolejność czynności podczas montażu resoru?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.9. Montaż zespołów i maszyn
4.9.1. Materiał nauczania
Montaż jest to proces składający się z operacji łączenia części w zespoły, a następnie
montowanie zespołów w maszynę. Od jakości i dokładności wykonania montażu zależy
sprawność i trwałość maszyny, oraz jej niezawodność w działaniu. W procesie montażu oprócz
typowych operacji łączenia wykonujemy czynności pomocnicze takie jak: dekonserwacja,
czyszczenie, dopasowywanie, regulacja, docieranie.
W czasie montażu korzystamy z informacji zawartych w instrukcji napraw danej maszyny,
pomocne mogą być również rysunki zawarte w katalogach. Ponadto musimy pamiętać
o zasadach jakie obowiązują przy montażu :
−
ustalanie i przestrzeganie odpowiedniej kolejności łączenia części,
−
dobranie i stosowanie narzędzi i przyrządów,
−
odrębne wykonanie montażu podzespołów z częściami precyzyjnymi,
−
niedopuszczanie do zamiany części do siebie uprzednio dopasowanych,
−
zachowanie czystości łączonych części,
−
stosowanie smarów i olejów zalecanych do montowanych części,
−
zapewnienie wzajemnego położenia części względem siebie zgodnie z wymogami
z instrukcji,
−
zapewnienie wymaganego pasowania łączonych części,
−
niedopuszczanie do odkształcania i uszkadzania montowanych części,
−
stosowanie nowych zawleczek, podkładek stabilizujących łączenie,
−
dokręcanie połączeń śrubowych w odpowiedniej kolejności i zalecanym momentem siły,
−
przestrzeganie bezpiecznych warunków montażu.
Poprawność wykonania naprawy i montażu można ocenić poprzez :
−
wykonanie oględzin zewnętrznych,
−
sprawdzenie podstawowych parametrów maszyny,
−
przeprowadzenie próby pracy.
Po naprawie maszyny, należy wykonać docieranie maszyny. Polega ono na stopniowym
zwiększaniu jej obciążenia podczas eksploatacji. Niektóre maszyny wymagają bezpośrednio po
montażu określonego czasu pracy bez obciążenia (docieranie wstępne).
4.9.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynności wykonujemy podczas montażu w maszynach rolniczych?
2. Jakie zasady obowiązują podczas montażu?
3. Co to jest docieranie maszyny?
4. Jakie warunki musza być spełnione podczas docierania?
4.9.3. Ćwiczenia
Ćwiczenie 1
Montaż połączeń śrubowych.
Sposób wykonania ćwiczenia

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) zastosować się do poleceń zawartych w instrukcji,
4) ustawić wzajemnie poszczególne części sprawdzając możliwość wprowadzenia do otworów
śrub lub wkrętów,
5) wprowadzić do otworu śruby i zakładając podkładkę zabezpieczającą i nakręcić nakrętkę,
6) przegotowany połączenia dokręcić za pomocą klucza dynamometrycznego ustawiając na
żądany moment napięcia,
7) podczas dokręcania połączeń wielośrubowych nakrętki dociągać w kolejności określonej
w instrukcji,
8) wykonując połączenia pamiętać o zabezpieczeniu przed samoodkręcaniem lub luzowaniem
pod wpływem drgań,
9) wykonać zabezpieczenie stosując przeciwnakrętkę, podkładkę sprężynującą, zawleczkę,
podkładkę plastikową, podkładkę odginaną,
10) po wykonaniu połączeń sprawdzić ich prawidłowość dokręcenia,
11) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy
−
zestaw narzędzi ślusarskich,
−
urządzenia do montażu,
−
części maszyn rolniczych do montażu,
−
literatura zgodna z punktem 6 poradnika.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czynności pomocnicze które wykonujemy
podczas montażu zespołu?
2) wyjaśnić co to jest dopasowanie, regulacja?
3) scharakteryzować docieranie?
4) wymienić zasady, którymi należy się kierować się
podczas montażu maszyny?
5) ocenić poprawność wykonania montażu?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.10. Konserwacja i malowanie
4.10.1. Materiał nauczania
Korozja jest to proces działania chemicznego lub elektrochemicznego środowiska na
części wykonane z materiałów metalowych. Przed korozją możemy chronić części maszyny
poprzez stosowanie środków i sposobów zapobiegawczych. Konserwacja jest sposobem na
zatrzymanie lub spowolnienie procesów degradacji materiału, z jakiego wykonane są części.
Przeciwdziałania korozji prowadzimy stosując zabezpieczenia trwałe, takie jak:
−
rozwiązania konstrukcyjne,
−
dobór na części materiałów odpornych na korozję,
−
stosowanie powłok ochronnych (metalowych, chemicznych, lakierowych).
Zabezpieczenie czasowe – zabezpieczenie środkami chemicznymi powierzchni elementów
roboczych na okres postoju maszyny. Do typowych zabiegów konserwacyjnych zaliczamy –
czyszczenie i mycie sprzętu, wymianę olejów, powlekanie powierzchni środkami ochrony
czasowej, malowane i inne. Zabiegi konserwacyjne wykonujemy po zakończonym sezonie
eksploatacyjnym, kiedy maszyna zostanie odstawiona na dłuższą przerwę. Konserwację
przeprowadzamy zachowując środki ostrożności. Podczas wykonywania zabiegów
konserwacyjnych musimy przestrzegać podstawowe zalecenia bhp:
−
stanowisko do konserwacji musi posiadać dobrą wentylację,
−
pracownik stosować ubranie ochronne: rękawice, fartuch, okulary, półmaskę,
−
w czasie pracy nie należy spożywać posiłków i napojów.
Malowanie polega na pokryciu powierzchni powłoką malarską w celu zabezpieczenia
przed wpływami atmosferycznymi, działaniami środków, korozją i poprawia estetykę maszyny.
Na właściwości ochronne i trwałość powłok malarskich mają wpływ:
−
dobór materiałów podkładowych i nawierzchniowych,
−
stan przygotowania powierzchni do malowania,
−
grubość i szczelność nałożonych warstw.
Malowanie jest procesem złożonym z kilku etapów, pierwszym jest przygotowanie
powierzchni polegające na:
−
oczyszczaniu i odtłuszczeniu powierzchni do malowania,
−
nałożeniu podkładu czyli gruntowanie.
Do gruntowania stosujemy podkłady - farby syntetyczne przeciwrdzewne, farby
chlorokauczukowe, podkłady nitrocelulozowe, farby olejne-żywiczne.
Drugim etapem malowania jest wykonanie powłoki nawierzchniowej polegające na
położeniu jednej lub kilku warstw lakieru i suszeniu w podwyższonej temperaturze. Suszenie
polega na stopniowym odparowywaniu rozpuszczalnika, a następnie utlenianiu powierzchni.
Proces ten jest czasochłonny i niejednokrotnie przeprowadza się go w temperaturze wyższej niż
temperatura otoczenia (do 80°C). Do malowania nawierzchniowego stosujemy emalie, lakiery,
farby nawierzchniowe. Malowanie wykonujemy kilkoma sposobami :
−
nakładanie pędzlem,
−
malowanie zanurzeniem,
−
malowanie natryskowe,
−
malowanie elektrostatyczne.
Malowanie składa się z następujących etapów:
−
oczyszczenie i umycie maszyny,
−
usunięcie starych powłok przez piaskowanie, szlifowanie lub zmiękczane chemiczne,
−
usunięcie rdzy i zgorzeliny,
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
−
odtłuszczenie powierzchni,
−
nałożenie podkładu,
−
szlifowanie i szpachlowanie,
−
nałożenie pierwszej warstwy lakieru suszenie,
−
nałożenie ostatniej warstwy nawierzchniowej,
−
wysuszenie w podwyższonej temperaturze,
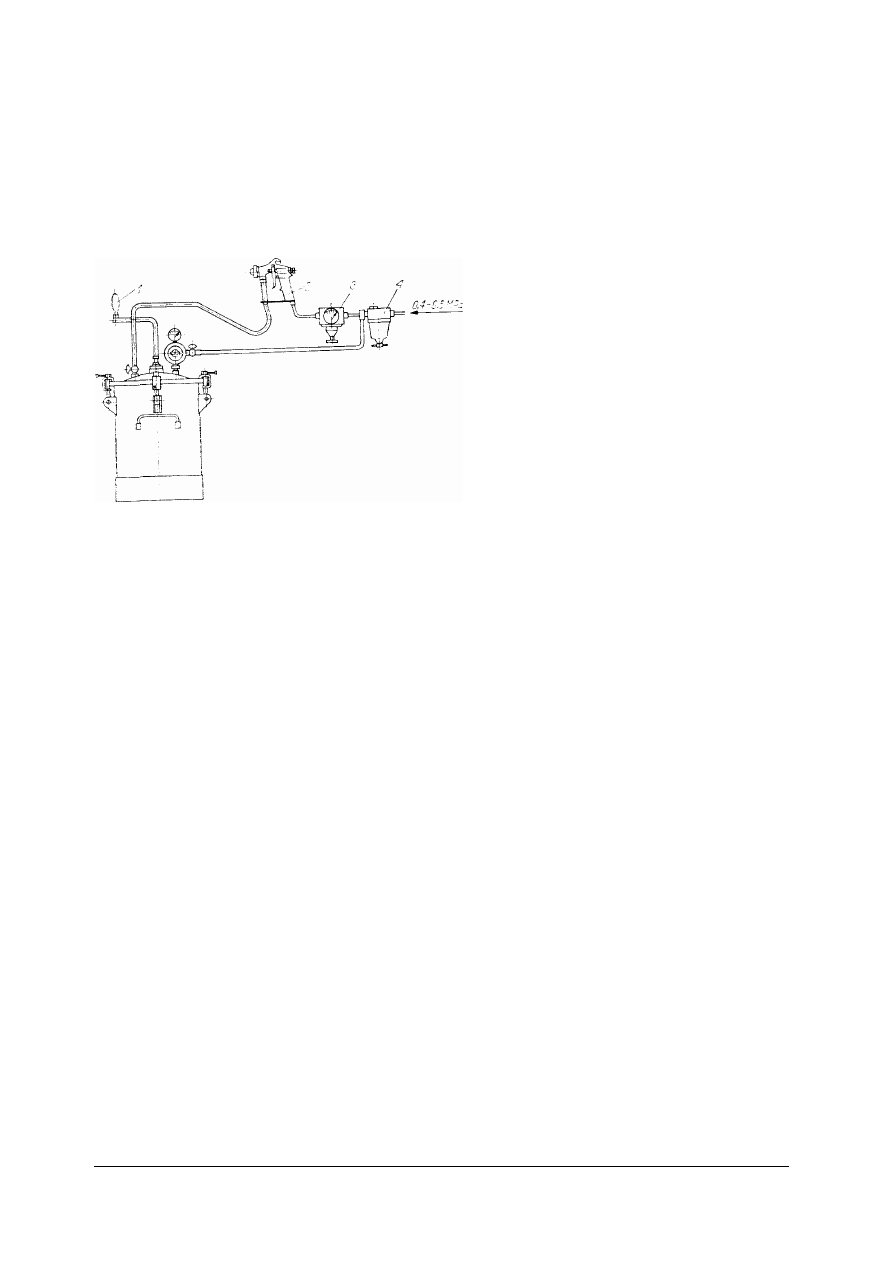
Rys. 19. Schemat urządzenia do nakładania środków ochrony czasowej metodą natrysku powietrznego:
1) zbiornik ciśnieniowy, 2) pistolet do gęstych mas, 3) regulator ciśnienia, 4) filtr powietrza [11.s.150]
4.10.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz sposoby ograniczania zjawiska korozji?
2. Jakie materiały stosowane są do konserwacji?
3. Jakie materiały malarskie stosowane są do malowania renowacyjnego maszyn?
4. Jakie znasz działania przygotowawcze do malowania?
5. Jakie znasz sposoby nakładania powłok malarskich?
6. Jakie czynniki decydują o trwałości powłoki malarskiej?
4.10.3. Ćwiczenia
Ćwiczenie 1
Wykonanie zabezpieczenia antykorozyjnego naprawionego korpusu płużnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami bezpiecznej pracy,
2) zapoznać się z instrukcją wykonania zadania,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zastosować się do poleceń zawartych w instrukcji,
5) dobrać środki konserwujące,
6) przeprowadzić
nałożenie
powłoki
na
uprzednio
przygotowaną
powierzchnię
(oczyszczoną),
7) wszystkie spostrzeżenia zanotować w zeszycie,
8) dokonać oceny jakości powłoki,
9) przedstawić sposobu działania w celu jej naprawy.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wyposażenie stanowiska pracy:
−
zestaw narzędzi,
−
zestaw do malowania,
−
części maszyn rolniczych do konserwacji (pług),
−
literatura zgodna z punktem 6 poradnika.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić zjawisko korozji?
2) scharakteryzować sposoby zapobiegania korozji?
3) ocenić jakość wykonanych powłok zabezpieczających przed
korozją?
4) określić kolejność postępowania przygotowawczego do
malowania?
5) wymienić sposoby malowania?
6) opisać malowanie metoda natryskową?
7) scharakteryzować etapy malowania?
8) wyjaśnić zasady bezpiecznej pracy podczas przy konserwacji
i malowania?

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5 SPRAWDZIAN OSIĄGNIĘĆ
Instrukcja dla ucznia
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań dotyczących naprawy uszkodzonych części maszyn i urządzeń
rolniczych. Zadania: 1, 2, 3, 5, 6, 8, 9, 10, 11, 12, 13, 16 są to zadania wielokrotnego
wyboru i tylko jedna odpowiedź jest prawidłowa; Zadania: 4, 7, 8, 14 to zadania z luką.
W zadaniu 15 należy udzielić krótkiej odpowiedzi, zadania 17, 18, 19, 20 to zadania
rysunkowe.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
−
w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową),
−
w zadaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone pole,
−
w zadaniach do uzupełnienia wpisz brakujące wyrazy,
−
w pytaniu dotyczącym odpowiedzi narysuj rysunek w wyznaczonym polu.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas. Trudności mogą przysporzyć Ci
pytania: 16-20, gdyż są one na poziomie trudniejszym niż pozostałe.
8. Na rozwiązanie testu masz 30 min.
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
ZESTAW ZADAŃ TESTOWYCH
I część
1. Masa młotka podczas nitowania przy średnicy nitu d = 6 mm powinna wynosić:
a) 5 kg,
b) 500 g,
c) 50 g,
d) 1 kg .
2. Montaż potokowy:
a) montaż obiektów przez wyspecjalizowane brygady, które mogą poruszać się pojazdem
specjalnym,
b) montaż obiektów, które przesuwane są od stanowiska do stanowiska, na których z kolei
wykonywane są operacje przez wyspecjalizowanych robotników,
c) montaż elementów wykonujących ruch obrotowy,
d) montaż obiektów przez wyspecjalizowanych robotników, którzy podchodzą kolejno do
stanowiska na którym wykonywane są operacje.
3. Regeneracja zębów brony polega na:
a) przekuciu na gorąco zdemontowanych zębów,
b) zdemontowaniu zębów i wyszlifowaniu na szlifierce,
c) kuciu na zimno,
d) zdemontowani zębów i ich zahartowaniu .
4. W celu zapewnienia odpowiednich warunków suszenia pomalowanych maszyn czy
zespołów ustawia się je w pomieszczeniach niezapylonych, odizolowanych od hal
………………… oraz zapewniających temperaturę około …………….ºC i wilgotność poniżej
70%.
5. Grupy różnorodnych stanowisk roboczych uszeregowanych według kolejności operacji
w procesie technologicznym to:
a) gniazdo technologiczne,
b) linia produkcyjna,
c) gniazdo przedmiotowe,
d) taśmociąg.
6. Dopuszczalne odchylenie od prostoliniowości ramy waha się w granicach:
a) 1 – 3 mm na 1 m długości belki,
b) 1 – 3 mm,
c) 1 – 3 mm na 1 mm długości belki,
d) 5 – 10 mm na 1 m długości belki.
7.Wypisać z poniżej podanych składników te, które mogą być stosowane na panewki przy
dużych prędkościach czopa; żeliwo, brąz cynowy, żeliwo szare, brąz cynowo-cynkowo-
ołowiowy, mosiądz, brąz ołowiowy.
8. Obróbka plastyczna jest to proces …………………………………. , w wyniku którego
przez zmianę kształtu i budowy zmieniają się właściwości ………………………….. materiału.
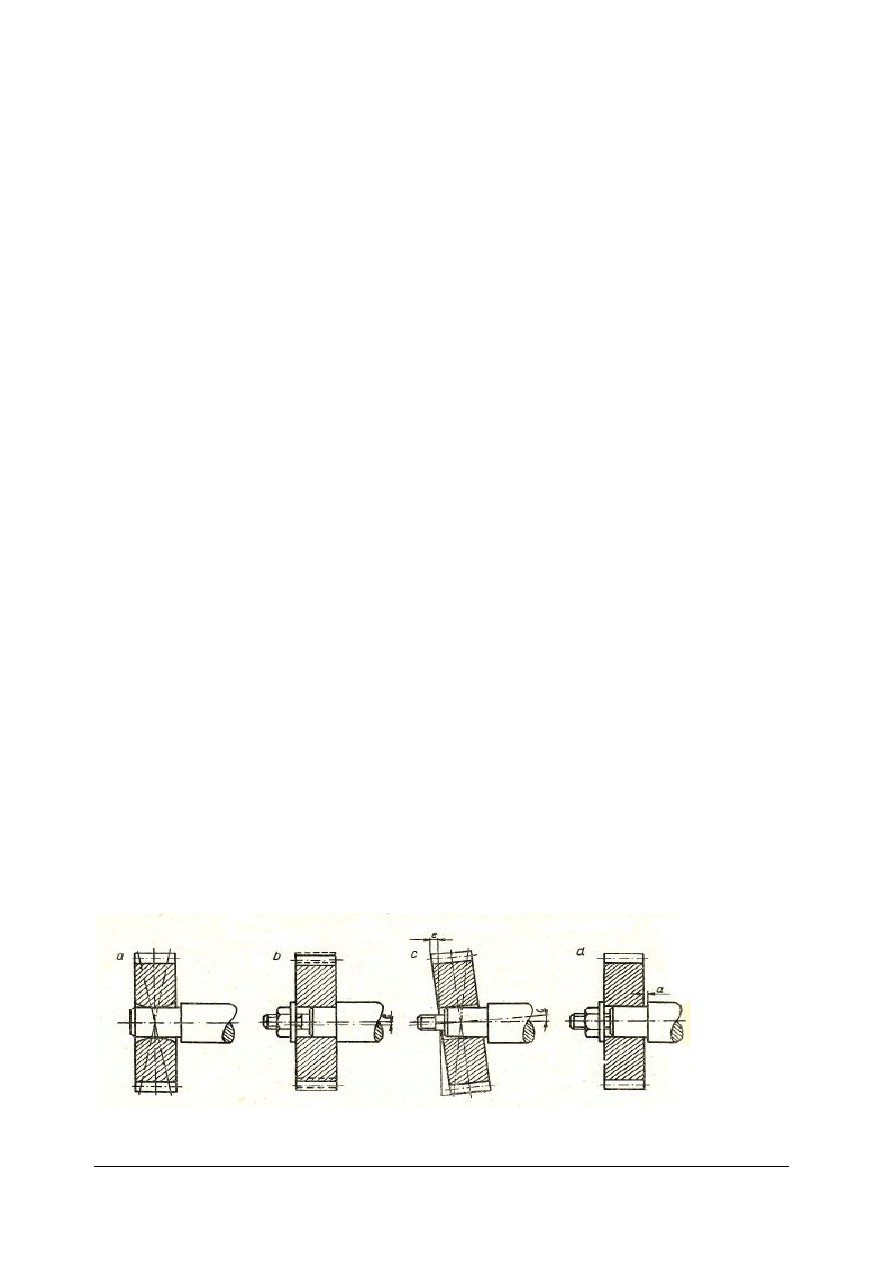
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
9. Wyżarzanie normalizujące (normalizowanie) przeprowadzane jest w temperaturze:
a) 80-85ºC,
b) 800 - 850° C
c) 50-723 ºC,
d) 850 - 1200 ºC.
10. Metalizacja natryskowa to:
a) sposób regeneracji wałów,
b) proces malowania,
c) sposób regeneracji blach,
d) sposób oczyszczania.
11. Nożyki tnące przed wymianą należy:
a) odkręcić od listwy tnącej,
b) odciąć z listwy tnącej,
c) roznitować od listwy tnącej,
d) odlutować od listwy nożowej.
12. Najczęściej w resorach uszkodzeniu ulegają:
a)
pióra górne,
b)
pióra dolne,
c)
pióra środkowe,
d)
strzemiona mocujące.
13. Prawidłowo przeprowadzone malowanie polega na:
a)
oczyszczeniu powierzchni i nałożeniu warstwy lakieru,
b)
usunięciu odprysków i nałożeniu warstwy lakieru,
c)
usunięciu starych powłok lakieru i rdzy, odtłuszczeniu nałożeniu warstwy lakieru,
d)
nałożeniu warstwy lakieru na powierzchnię.
14. Elementy i zespoły wirujące z dużą prędkością, szczególnie o większej ……………,
powinny być …………… przed wmontowaniem do maszyny.
15. Wyjaśnij pojęcie:
Pasowanie to………………………………………………………………………….
II część
16. Porównaj rysunki i wskaż rysunek mimośrodowości koła podziałowego:
17. Narysuj przykłady sposobów wzmacniania belek ramy.

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
18. Narysuj przykłady ustalania nakrętek.
19. Narysuj wykres temperatur wyżarzania stali.
20. Narysuj lemiesz i wskaż punkty pomiaru twardości i obszar obróbki cieplnej.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko …………………………
Weryfikowanie części maszyn i urządzeń rolniczych.
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek.
Numer
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
W celu zapewnienia odpowiednich warunków suszenia pomalowanych
maszyn czy zespołów ustawia się je w pomieszczeniach niezapylonych,
odizolowanych
od
hal
…………………
oraz
zapewniających
temperaturę około …………….ºC i wilgotność poniżej 70%.
5.
a
b
c
d
6.
a
b
c
d
7.
……………………………………………
……………………………………………
8. Obróbka plastyczna jest to proces …………………………………. , w
wyniku którego przez zmianę kształtu i budowy zmieniają się
właściwości ………………………….. materiału.
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
Elementy i zespoły wirujące z dużą prędkością, szczególnie o większej
…………………………………,
powinny
być
……………………..………….…… przed wmontowaniem do maszyny.
15. Pasowanie
to………………………………………………………………………….
………………………………………………………………………
……………
16.
a
b
c
d
17.
,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
18.
19.
20.
Razem:

,,Projekt Współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
7.
LITERATURA
1. Bocheński C.: Naprawa maszyn i urządzeń rolniczych. Podstawy. WSiP, Warszawa 1997
2. Buliński J.,Miszczak M.: Podstawy mechanizacji rolnictwa. WSiP, Warszawa 1996
3. Gródecki A.., Lorenc W.: Naprawa maszyn i urządzeń rolniczych. T 2. PWRiL, Warszawa
1988
4. Dąbrowski S. i Kozłowska D. : Maszyny i ciągniki rolnicze. PWRiL, Warszawa 1981
5. Holubowicz Z., Lorenc W., Żak S.: Naprawa maszyn rolniczych. PWRiL, Warszawa 1984
6. Instrukcje obsługi wydawane przez producentów maszyn
7. Kowalczuk J., Bieganowski F.: Mechanizacja ogrodnictwa. Cz. 1 i 2. WSiP, Warszawa
2000
8. Kozłowska D.: Podstawy techniki. Hortpress sp. z o.o., Warszawa 2001
9. Kozłowska D.: Mechanizacja rolnictwa czI. Hortpress sp. z o.o., Warszawa 1996
10. Kuczewski J., Majewski Z.: Eksploatacja maszyn rolniczych. WSiP, Warszawa 1999
11. Lorenc W.: Naprawa maszyn i urządzeń rolniczych. T 1. PWRiL, Warszawa 1985
12. Maszynoznawstwo. WSiP, Warszawa 1999
13. Mechanizacja rolnictwa. TI. PWRiL Warszawa 1986
14. Okoniewski S.: Technologia maszyn. WSiP, Warszawa 1999
15. Otmianowski T., Pilecki T., Wrotkowski J.: Technologia i organizacja napraw. Część I.
WAR, Lublin 1979
16. Uzdowski M., Bramek K., Garczyński K.,: Eksploatacja techniczna i naprawa. WKiŁ,
Warszawa 2003
17. Waszkiewicz Cz.: Maszyny i urządzenia rolnicze. WSiP, Warszawa 1998
18. Wojdak J.: Naprawa sprzętu rolniczego. PWRiL, Warszawa 1987
Wyszukiwarka
Podobne podstrony:
1996 10 26 praid 18571 Nieznany
10 Poslugiwanie sie dokumentacj Nieznany
Cwiczenia nr 10 (z 14) id 98678 Nieznany
Ch w2 13.10 (Naprawiony), Studia (Geologia,GZMIW UAM), I rok, Chemia
Montaz i naprawa maszyn i urzad Nieznany
2008 10 06 praid 26459 Nieznany
10 zaburzenia organiczneid 1121 Nieznany
10 Sprawdzenie Konstrukcji Ze W Nieznany (2)
mat bud cwicz 10 11 id 282450 Nieznany
Cw 5 10 Analiza tolerancji i od Nieznany
10 1 1 83 2318id 10401 Nieznany
10 Sporzadzanie i ekspedycja wy Nieznany (2)
analiza swot (10 stron) id 6157 Nieznany
10 Rownanie Naviera Stokesaid 1 Nieznany (2)
Angielski 4 10 2013 id 63977 Nieznany
10 PZ organizowanieid 11066 Nieznany (2)
10 Veritatis Splendorid 10646 Nieznany
więcej podobnych podstron