
1/4
4
CTPi, CTPc, CTPc-S – omówić, podać różnice
WPS – z czego się składa, do czego służy
Źródła prądu
Naprężenie szczątkowe
CTP – (Czas Temperatura Przemiana) – wykresy, które przedstawiają ilościowe dane
dotyczące zależności struktury i czasu przemiany austenitu (jesteśmy w stanie określić rodzaj
przemiany przy określonych warunkach chłodzenia).
wykresy CTP
i
- Czas Temperatura Przemiana przy chłodzeniu izotermicznym,
wykresy CTP
c
- Czas Temperatura Przemiana przy chłodzeniu ciągłym,
wykresy CTP
c
-S - Czas Temperatura Przemiana przy chłodzeniu ciągłym w
warunkach spawalniczych.
CTP
i
– opierając się na metodzie izotermicznej śledzi się przemiany austenitu w perlit,
bainit i martenzyt. Wykresy CTP
i
wykorzystywane są do określania temperatury i czasu
wygrzewania np. podczas wyżarzania lub hartowania. (chłodzenie izotermiczne – przerywany
proces chłodzenia z zatrzymywaniem temp. na określonym poziomie).
CTP
c
– stosowane podczas obróbki cieplnej w przemyśle, przy ustalaniu struktury i
twardości stali podczas hartowania, wyżarzania normalizującego lub zupełnego.
Różnice pomiędzy CTP
c
a CTP
i
:
CTP
c
przemiany strukturalne zachodzą szybciej (w krótszym czasie) niż dla CTP
i
,
CTP
c
przemiany zachodzą w niższych temperaturach niż przy chłodzeniu CTP
i
.
Podczas spawania przemiany austenitu nie zachodzą w warunkach izotermicznych, ale
przy chłodzeniu ciągłym.
Zasadnicze różnice pomiędzy warunkami cieplnymi procesu spawania a typową
obróbką cieplną:
bardzo duża szybkość nagrzewania i chłodzenia SWC w warunkach
spawalniczych (t
8/5
= 1 ÷ 600s),
zróżnicowana i bardzo wysoka temperatura austenityzacji (o 400
o
C wyższa niż w
przypadku tradycyjnej obróbki cieplnej, wynoszącej 1250 ÷ 1300
o
C,
bardzo krótki czas wytrzymania w stanie austenitu.
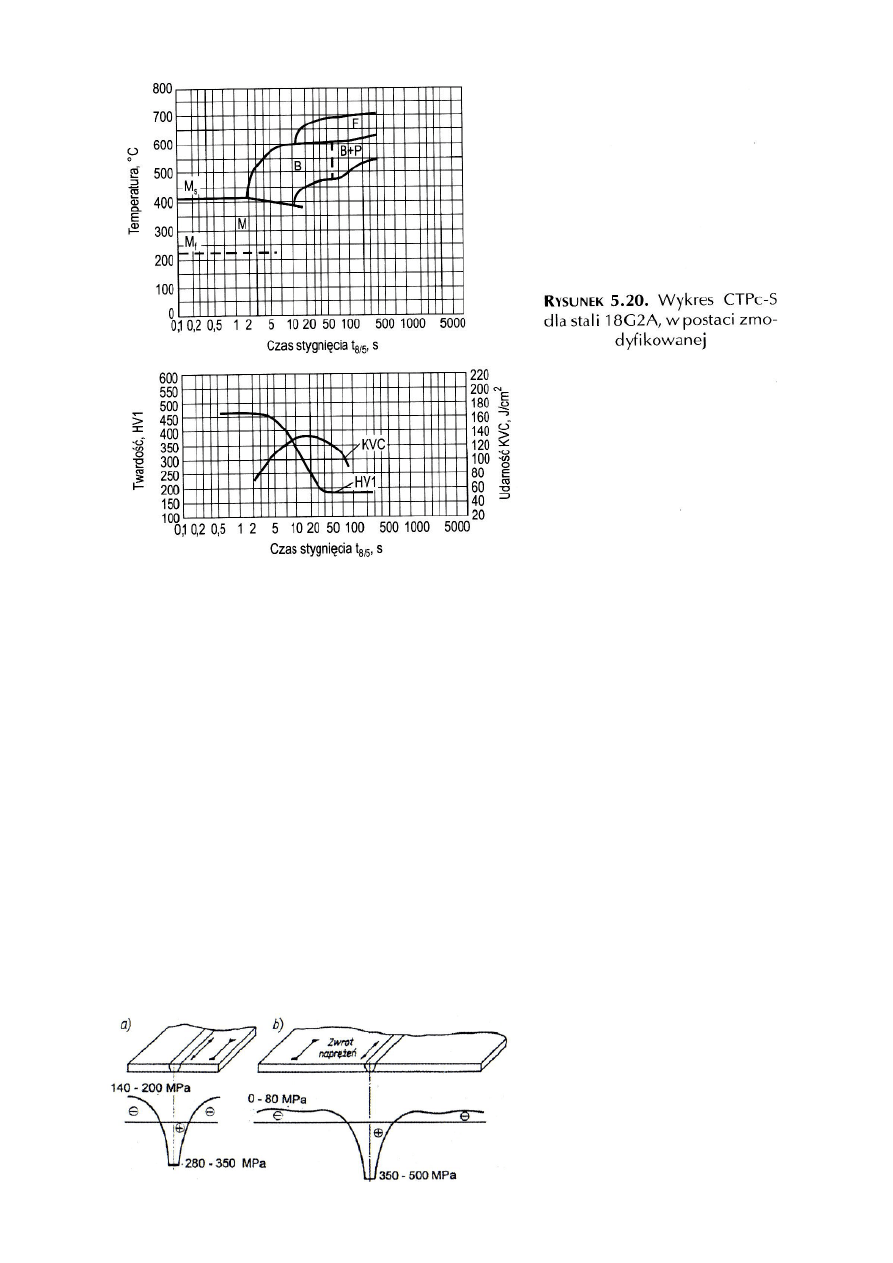
Wykresy
CTP
c
-S umożliwiają przewidywanie rodzajów przemian strukturalnych
zachodzących w poszczególnych punktach SWC oraz ilościowy udział składników
strukturalnych i rozkład twardości w tej strefie. Wykresy CTP
c
-S są podstawą do określenia
parametrów spawania (energii liniowej łuku) i temp. wstępnego podgrzewania.
Wykresy CTP
c
-S są zmodyfikowane – przedstawiają zależność temperatury przemian od
czasów chłodzenia w zakresie 800 ÷ 500
o
C, przedstawiają także podstawowe właściwości
(twardość i udarność) SWC.
Przykład wykresu CTP
c
-S w postaci zmodyfikowanej:
2/4
-------------------------------------------------------------------------------------------------------------------
Naprężenie szczątkowe – Naprężenia własne – Naprężenia Spawalnicze – Naprężenia
pozostające.
Naprężenia spawalnicze należą do grupy naprężeń pozostających w wyrobie po
zakończeniu spawalniczych procesów cieplnych.
Naprężenia własne w połączeniach spawanych są spowodowane miejscowym
nagrzewaniem do wysokiej temperatury stosunkowo wąskiego obszaru, w którym spawany
metal rozszerza się w czasie nagrzewania, a następnie kurczy podczas chłodzenia.
Podczas spawania zachodzą:
nierównomierne oraz szybkie nagrzewanie i chłodzenie,
zmiany właściwości cieplno-mechanicznych (E, R
e
, α) podczas nagrzewania i
chłodzenia,
przemiany fazowe związane ze zmianą objętości.
Oddziaływanie jednocześnie tych czynników powoduje oddziaływania mechaniczne w
sąsiedztwie poszczególnych obszarów poddanych procesowi nagrzewania i chłodzenia.
Nagrzewane do różnych temperatur maksymalnych obszary spoiny, SWC i
przylegającego materiału podstawowego rozszerzają się, a reszta nie nagrzanego materiału
podstawowego stanowi utwierdzenie ograniczające to rozszerzanie. W wyniku obniżania się
granicy plastyczności nagrzanych obszarów ze wzrostem temperatury, następuje ich plastyczne
spęczenie, co po ostygnięciu złącza daje naprężenia rozciągające w obszarze spoiny,
przechodzące w naprężenia ściskające w materiale podstawowym.
Przykład przebiegu naprężeń
własnych w złączach doczołowych:
Naprężenia pozostające w blasze ze
stali węglowej:
a) blacha wąska (100-200mm),
b) blacha szeroka (ponad 300mm).
3/4
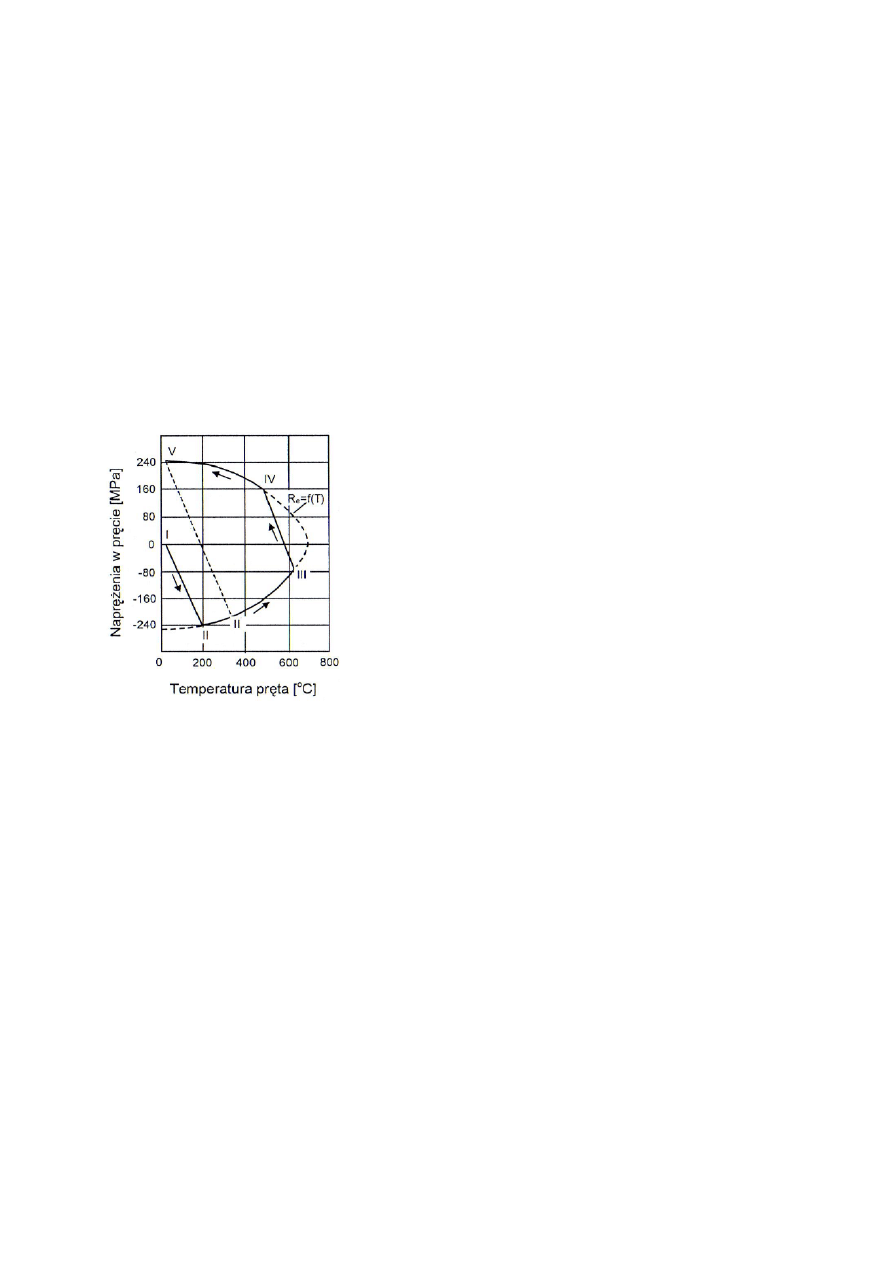
PRZYKŁAD: Mechanizm tworzenia się naprężeń własnych przedstawia poniższy rysunek na
przykładzie modelu pręta utwierdzonego obustronnie bez możliwości zmiany jego długości.
Podczas nagrzewania pręt wykazuje tendencję do rozszerzania się, ponieważ utwierdzenie
pręta na to nie pozwala, w przekroju pręta powstają sprężyste naprężenia ściskające (odcinek I-
II), aż do osiągnięcia granicy plastyczności R
e
w punkcie II. Dalsze wydłużanie pręta ze
wzrostem temperatury (odcinek II-III) powoduje jego plastyczne spęczanie, któremu
towarzyszy spadek naprężeń ściskających, będący wynikiem obniżania się granicy
plastyczności. Po zakończeniu nagrzewania w punkcie III rozpoczyna się stygnięcie pręta,
któremu powinno towarzyszyć kurczenie się. Ponieważ utwierdzenie na to nie pozwala, w
przekroju następuje spadek naprężeń ściskających, które następnie przechodzą w naprężenia
rozciągające (odcinek III-IV). W punkcie IV naprężenia rozciągające osiągają wartość granicy
plastyczność i wzrastają z obniżeniem się temperatury (odcinek IV-V). W temperaturze
otoczenia (punkt V) w pręcie występują naprężenia rozciągające o wartości granicy
plastyczności.
Przedstawiony model nagrzewania i chłodzenia pręta obrazuje mechanizm powstawania
naprężeń własnych w złączach spawanych, przy czym zjawiska zachodzące podczas spawania
są bardziej złożone.
Przebieg naprężeń w utwierdzonym pręcie podczas jego
nagrzewania i chłodzenia.
Naprężenia własne wywołują następujące skutki:
odkształcenia, które powodują zmianę wymiarów konstrukcji,
zwiększają możliwość powstawania pęknięć kruchych,
są przyczyną pęknięć związanych z procesem spawania (pęknięcia zimne,
gorące, wydarzeniowe i lamelarne),
zwiększają ryzyko wystąpienia korozji naprężeniowej.
-------------------------------------------------------------------------------------------------------------------
Źródła prądu
Spawalnicze źródło energii jest urządzeniem zamieniającym energię elektryczną sieci
energetycznej na energię elektryczną o parametrach zapewniających stabilne prowadzenie
procesu technologicznego spawania.
Zadaniem
spawalniczego
źródła energii jest każdorazowe, pewne zapoczątkowanie
procesu wyładowania łukowego, a następnie jego stabilne utrzymanie w całym procesie
spawania.
Odbiornikiem energii elektrycznej ze spawalniczego źródła jest elektryczny łuk spawalniczy.
Parametry ustalonego jarzenia się łuku są zależne m.in. od charakterystyki
spawalniczego źródła energii elektrycznej i charakterystyki statycznej łuku.
Przy spawaniu ręcznym zmiany długości łuku są nieuniknione i powodują zmiany
prądu spawania. Zmiany takie są niepożądane, dlatego źródło energii do spawania ręcznego
(elektrodami otulonymi, TIG i niekiedy łukiem krytym) powinno mieć stromo opadającą
charakterystykę, przy której nawet duża zmiana długości łuku wywoła nieznaczną zmianę
prądu spawania.

4/4
Odmienne wymagania są przy spawaniu elektrodą topliwą (MIG/MAG), gdyż łuk jarzy
się pomiędzy przedmiotem spawanym a drutem elektrodowym podawanym ze stałą
prędkością. Prędkość stapiania jest proporcjonalna do natężenia prądu i dlatego wydłużeniu
łuku towarzyszy zmniejszenie prędkości topienia – i odwrotnie. Wytrącony z równowagi układ
szybko wraca do stanu stabilnego dzięki temu, że źródło ma charakterystykę płaską lub
zbliżoną do płaskiej.
Stosowane źródła prądu:
prądu przemiennego spawania (spawarki transformatorowe),
prądu stałego spawania (spawarki prostownikowe, wirujące, inwertorowe),
prądu przemiennego i stałego (spawarki inwertorowe specjalistyczne).
Prostowniki inwertorowe mogą być używane do spawania metodami MIG/MAG, TIG i
elektrodami otulonymi [mogą mieć charakterystykę opadającą (prądową) lub płaską
(napięciową)]. Prostowniki z płaską charakterystyką używane są do spawania metodami
MIG/MAG. Transformatory i prostowniki z opadającą charakterystyką używane są do
spawania metodą TIG i do spawania elektrodami otulonymi.
-------------------------------------------------------------------------------------------------------------------
WPS – Instrukcja technologiczna spawania.
powinna podawać szczegóły skutecznego wykonania operacji spawalniczych.
Instrukcja technologiczna powinna zawierać:
1. Informacje dotyczące wytwórcy:
-
identyfikacja wytwórcy,
-
identyfikacja WPS,
-
powołanie protokołu kwalifikowania technologii spawania (WPQR) lub innych
wymaganych dokumentów.
2. Informacje dotyczące materiału podstawowego:
-
rodzaj materiału (oznaczenie materiału i norma odniesienia, numer grupy
materiałowej),
-
wymiary materiału (zakres grubości złącza, zakres średnic zewnętrznych rur).
3. Informacje wspólne dla wszystkich technologii spawania:
-
metoda spawania,
-
projekt złącza (szkic złącza przedstawiający kształt i wymiary, kolejność
układania ściegów, jeśli jest istotna dla własności spoiny),
-
pozycja spawania,
-
przygotowanie rowka lub brzegów (czyszczenie, odtłuszczanie, mocowanie,
sczepianie, szlifowanie, żłobienie z podaniem stosowanej metody),
-
technika spawania (bez lub z ściegami zakosowymi, kąt pochylenia uchwytu
spawalniczego, elektrody i/lub drutu elektrodowego. Dla spawania gazowego:
spawanie w lewo lub prawo),
-
podkładki (metoda, rodzaj, materiał, wymiary),
-
spoiwo i topnik (klasyfikacja, wytwórca, zabiegi dodatkowe, np. suszenie),
-
parametry elektryczne (np. rodzaj prądu, biegunowość, natężenie prądu,
napięcie łuku),
-
spawanie zmechanizowane (prędkość posuwu, prędkość podawania drutu),
-
temperatura podgrzewania wstępnego lub najniższa temperatura otocznia dla
prac w warsztacie i na montażu,
-
temperatura międzyściegowa,
-
dane spawania – dla spawania gazowego - (rozmiar dyszy, rodzaj i ciśnienie
gazu palnego, ciśnienie O
2
, rodzaj płomienia),
-
materiały dodatkowe do spawania (wymiary – średnica pręta, oznaczenie -
wytwórca i nazwa handlowa),
-
obróbka cieplna po spawaniu (dane obróbki lub powołanie oddzielnej instrukcji
obróbki).
4. Wymagania szczególne (np. do spawania łukiem krytym, spawania plazmowego).
Wyszukiwarka
Podobne podstrony:
EWE IWE Pytania testowe 07 dział 4
IWE PYTANIA USTNE
TO JEST KOMPENDIUM Pytania - Materialoznawstwo MODUŁ II, IWE EWE, IWE 2014
TO JEST KOMPENDIUM Pytania - Materialoznawstwo Spawalnicze LAST, IWE EWE, IWE 2014
pytania ustne ewe, SPAWANIE, egzamin ewe (kursewe)
Medycyna Katastrof pytania na egzamin (opracowane)
VIII 7, Studia, 7 semestr 1, pytania inżynerskie 1, Inżynier opracowanie, Inżynier opracowanie
PODSTAWÓWKA ELIMINACJE GMINNE OTWP 2009 ODPOWIEDZI(1), WIOLETTA, Testy + pytania ustne z odpowiedzia
Pytania pediatria z giełdy 0 opracowane
pyt otwp el gm 2010, WIOLETTA, Testy + pytania ustne z odpowiedziami
Systemy dialogowe pytania na zaliczenie2010 OPRACOWANE
Pytania do egzaminu opracowane sem 2
Pytania na obrone opracowane!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!, Zarządzanie UE Katowice
Pytania z wykładów do opracowania, , PSYCHOLOGIA WSFiZ, ,SEM V, DIAGNOZA
VI 10 Elementy wielogaleziowe, Studia, 7 semestr 1, pytania inżynerskie 1, Inżynier opracowanie, Inż
więcej podobnych podstron