IWE III 2.17 1
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
WPROWADZENIE DO
ŚCIERALNOŚCI
IWE III
2godz.
IWE III 2.17 2
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
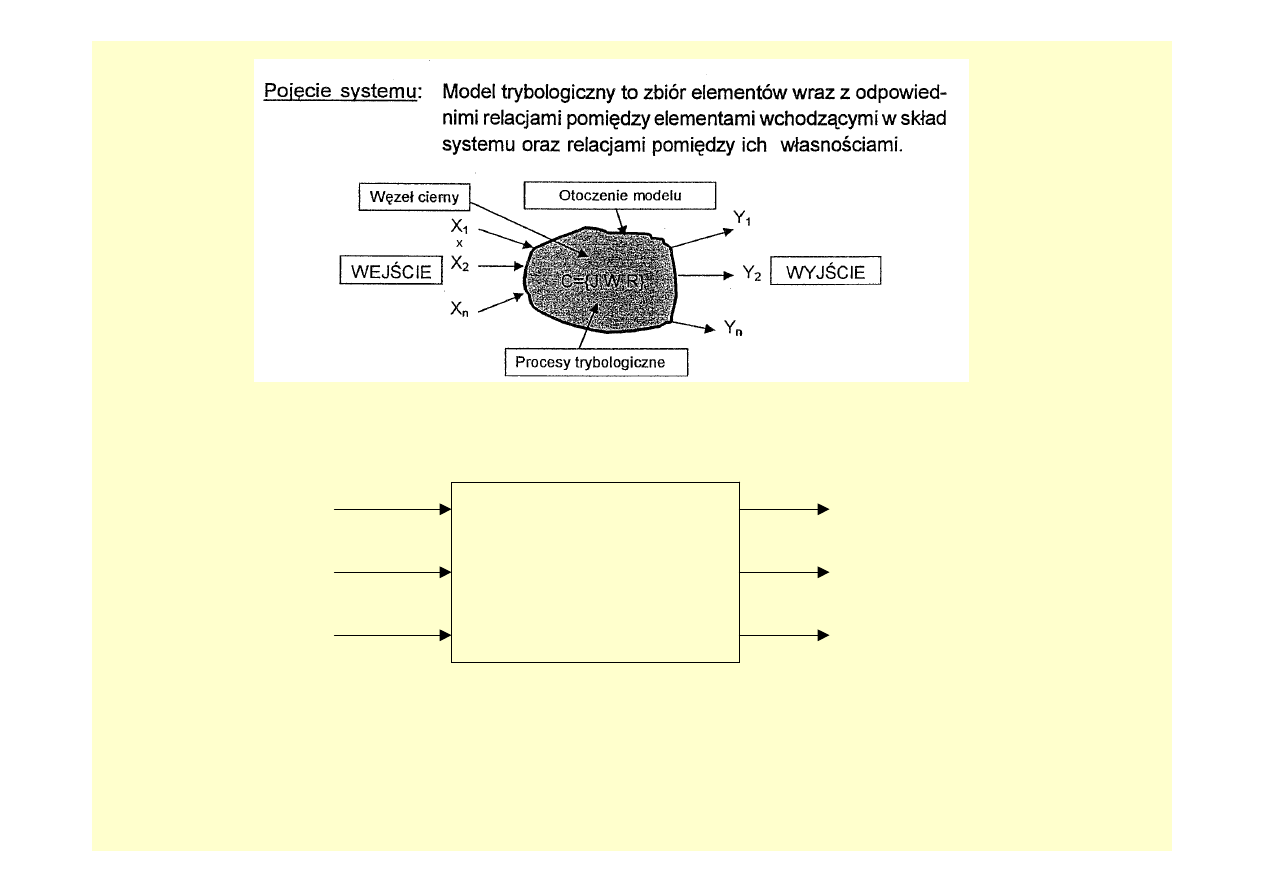
Nauka o procesach zachodzących na styku powierzchni współpracujących
ze sobą ciał stałych –TRYBOLOGIA – nauka o ścieralności.
Współczesne konstrukcje pracują w warunkach silnego obciążenia:
-Mechanicznego,
-Cieplnego,
-Chemicznego.
Może to doprowadzić do przyspieszonego procesu zużycia trybologicznego.
Zwykłe tarcie:
Statyczne
dynamiczne:
v
Fs
Fs
P
P
Fs=
µsP
µs>µk
Fs=
µkP
IWE III 2.17 3
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Własności trybologiczne:
1.
Współczynnik tarcia
µ,
2.
Intensywność zużycia I,
3.
Odporność na ścieranie R i zatarcie.
Rodzaje tarcia:
Rodzaj ruchu:
ślizgowe
toczne,
Stan ruchu:
statyczne
kinetyczne,
Miejsce występowania:
zewnętrzne
wewnętrzne
Rodzaj materiału:
c. Stałe
c. Stałe
płyn
Styk ciał:
suche
płynne
graniczne
mieszane
IWE III 2.17 4
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
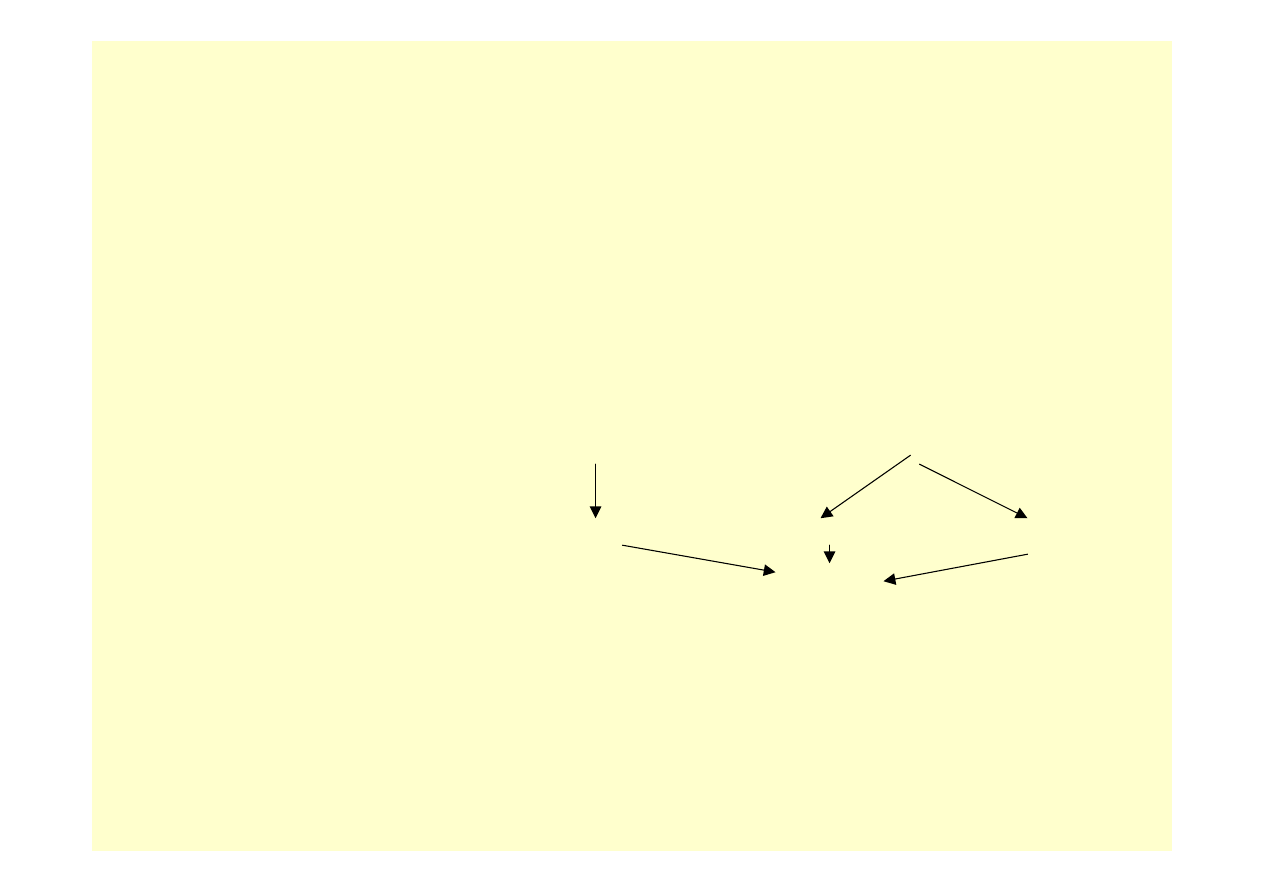
otoczenie
obciążenie
Działanie systemu
trybologicznego
prędkość
temperatura
Opory tarcia
Procesy inne
zużycie
IWE III 2.17 5
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Tarcie wewnętrzne: przemieszczanie cząstek cieczy pomiędzy ciałami stałymi
Tarcie techniczne suche: bez udziału żadnego innego ciała pomiędzy trącymi o siebie ciałami
stałymi.
T=Tadhezji+Tkohezji
Tadhezji -wynikłe z oddziaływania powierzchni styku, możliwe jest tworzenie lokalnego połączenia,
Tkohezji -wynikłe ze ścinania nierówności powierzchni.
Tarcie graniczne: pomiędzy powierzchniami ciał stałych b. cienka warstwa smarna (grubość rzędu
cząstek).
Tarcie płynne: istnieje gruba warstwa cieczy lub gazu o znacznej lepkości.
Współczynniki tarcia:
Czyste metale o siebie w powietrzu
0,8-2,0
Stal-stop łożyskowy
0,1-0,5
Ceramika-ceramika
0,05-0,1
Ze smarowaniem hydrodynamicznym
0,001-0,002
W atmosferze wodoru lub próżni
>5 i zatarcie
IWE III 2.17 6
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Przyczyny zużycia części maszyn i urządzeń
Efekt zużycia może być mierzony również liniowo, objętościowo lub porównawczo, np. w stosunku
do wzorca lub typowej stali konstrukcyjnej, np. St3S.
IWE III 2.17 7
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
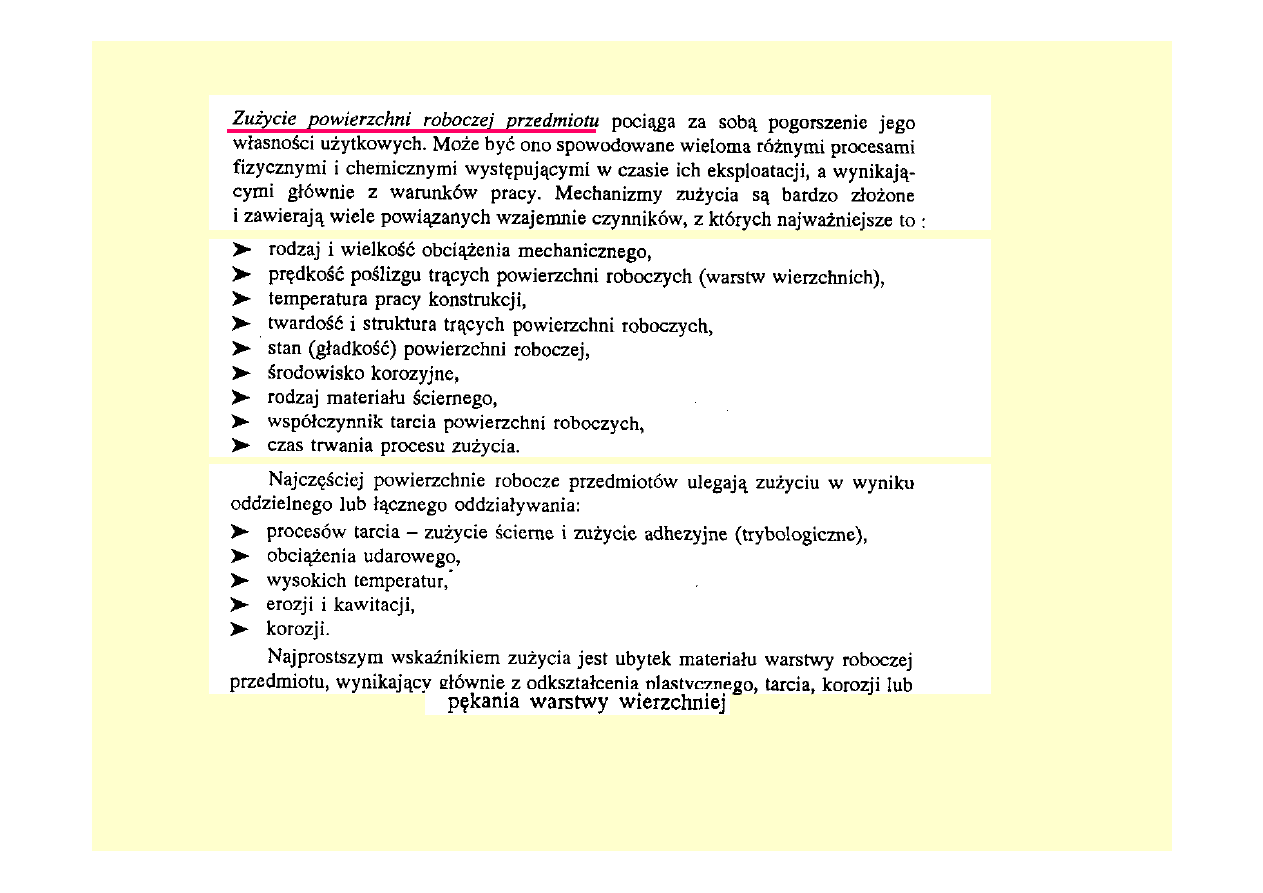
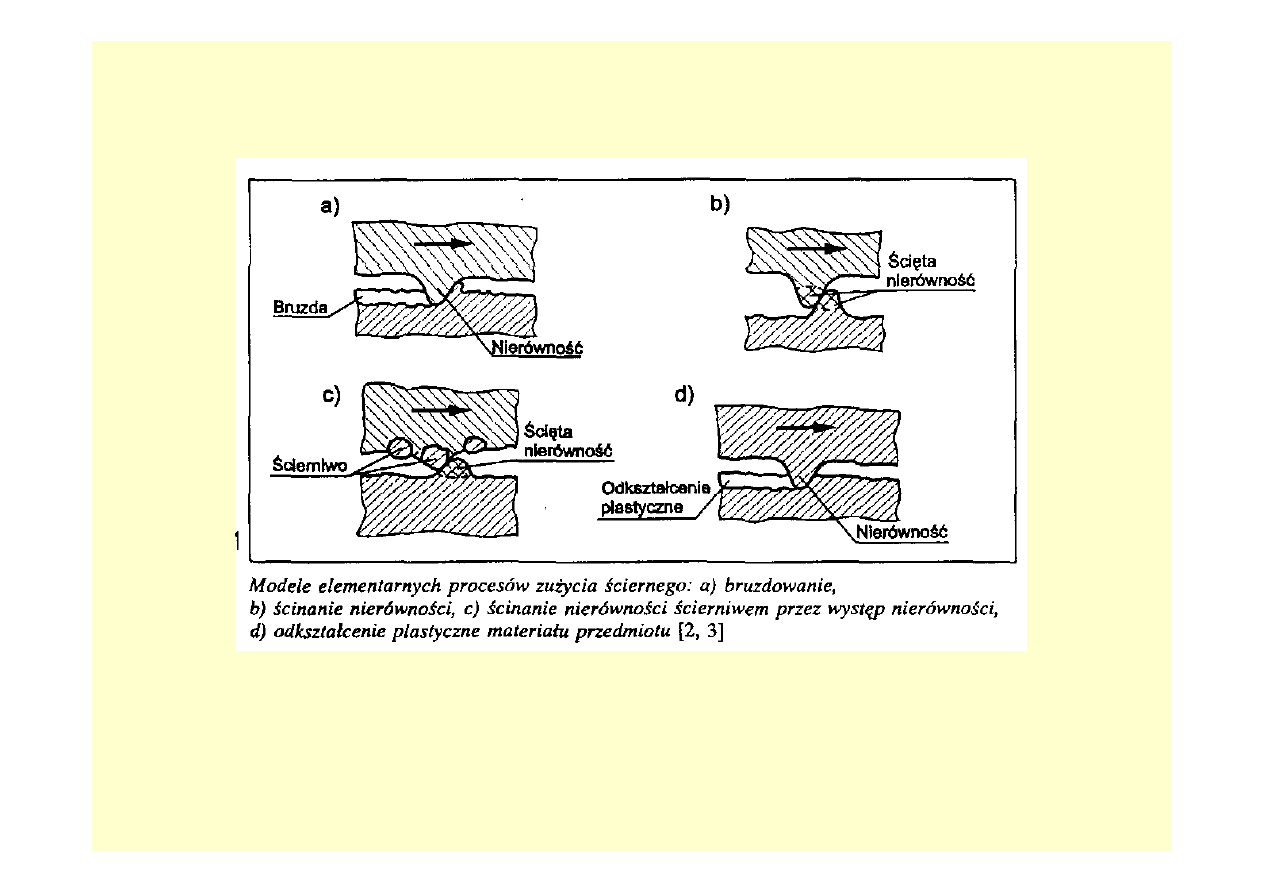
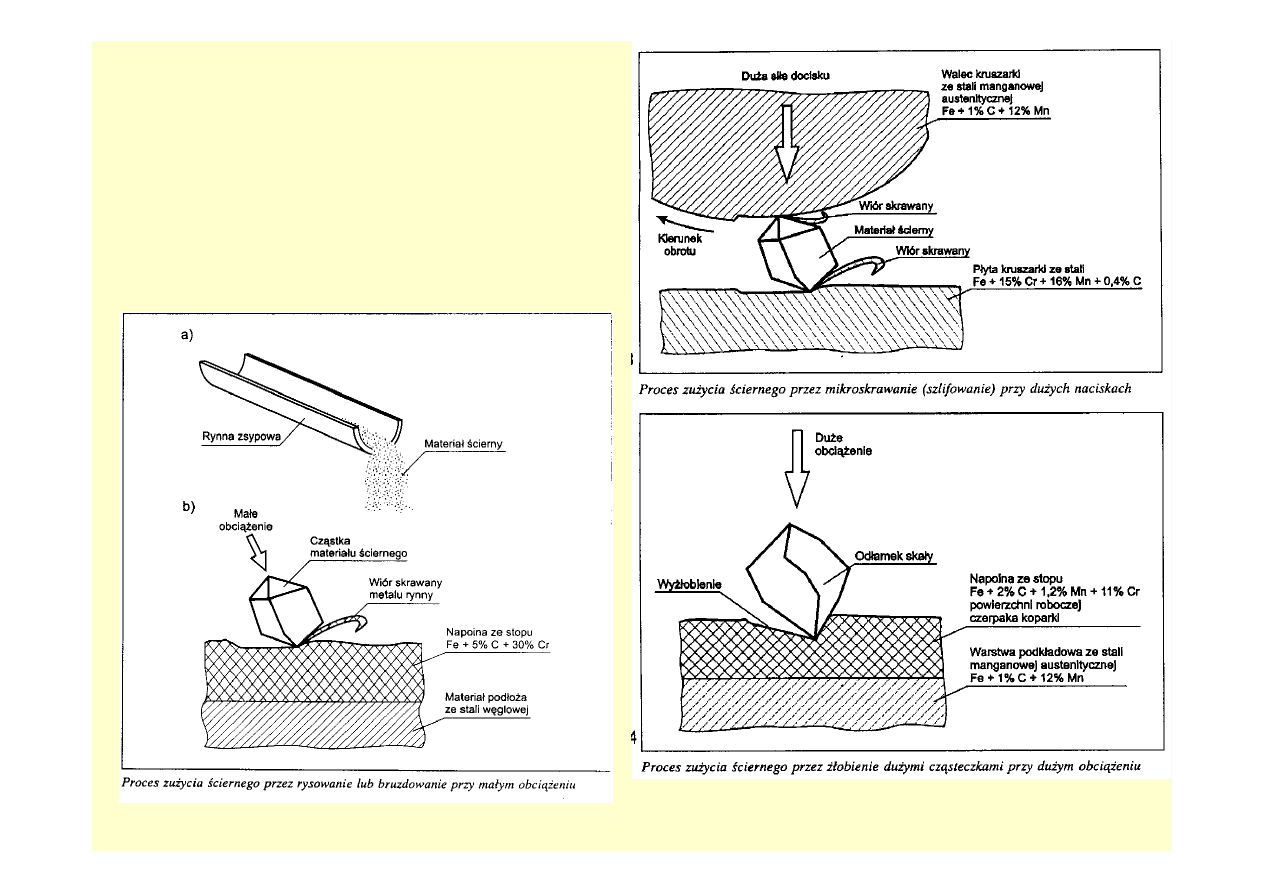
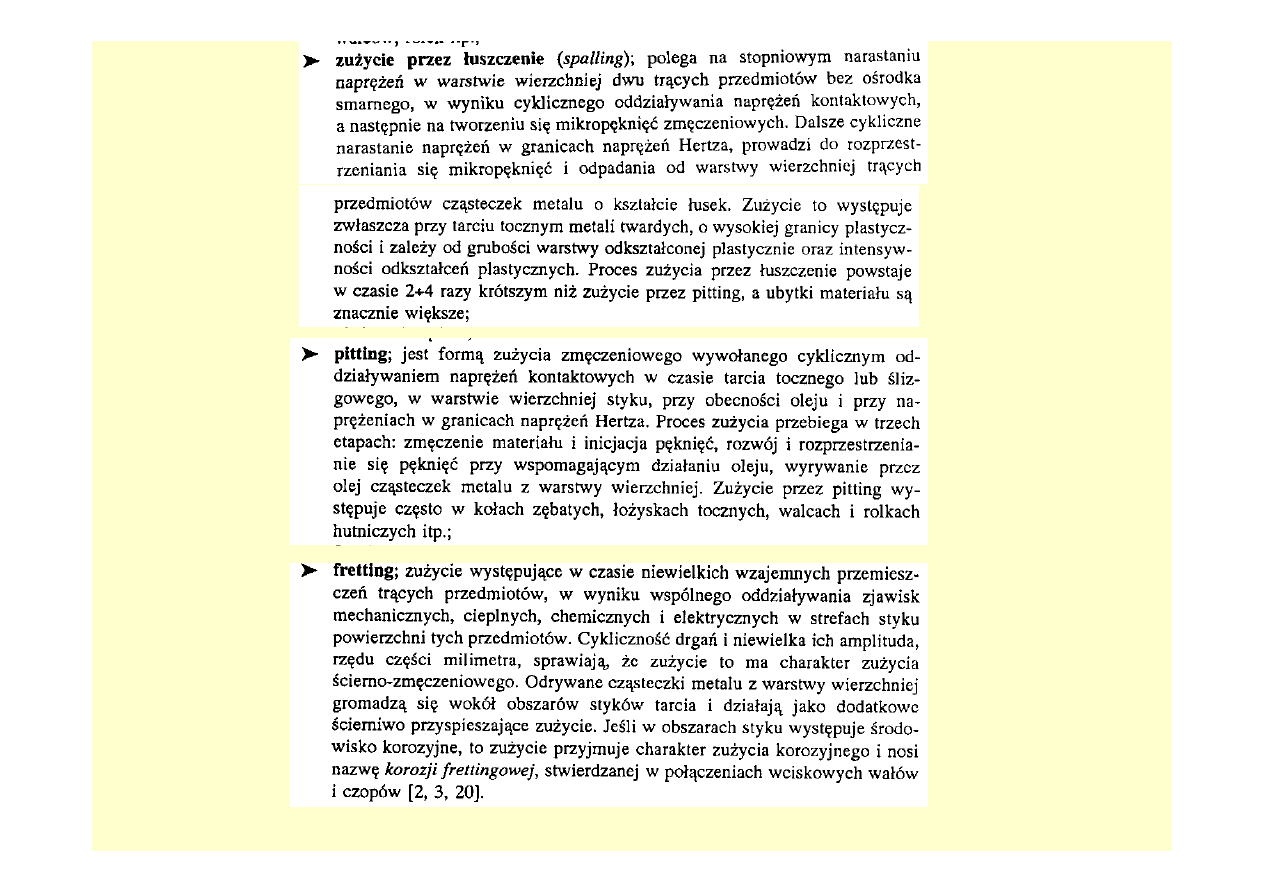
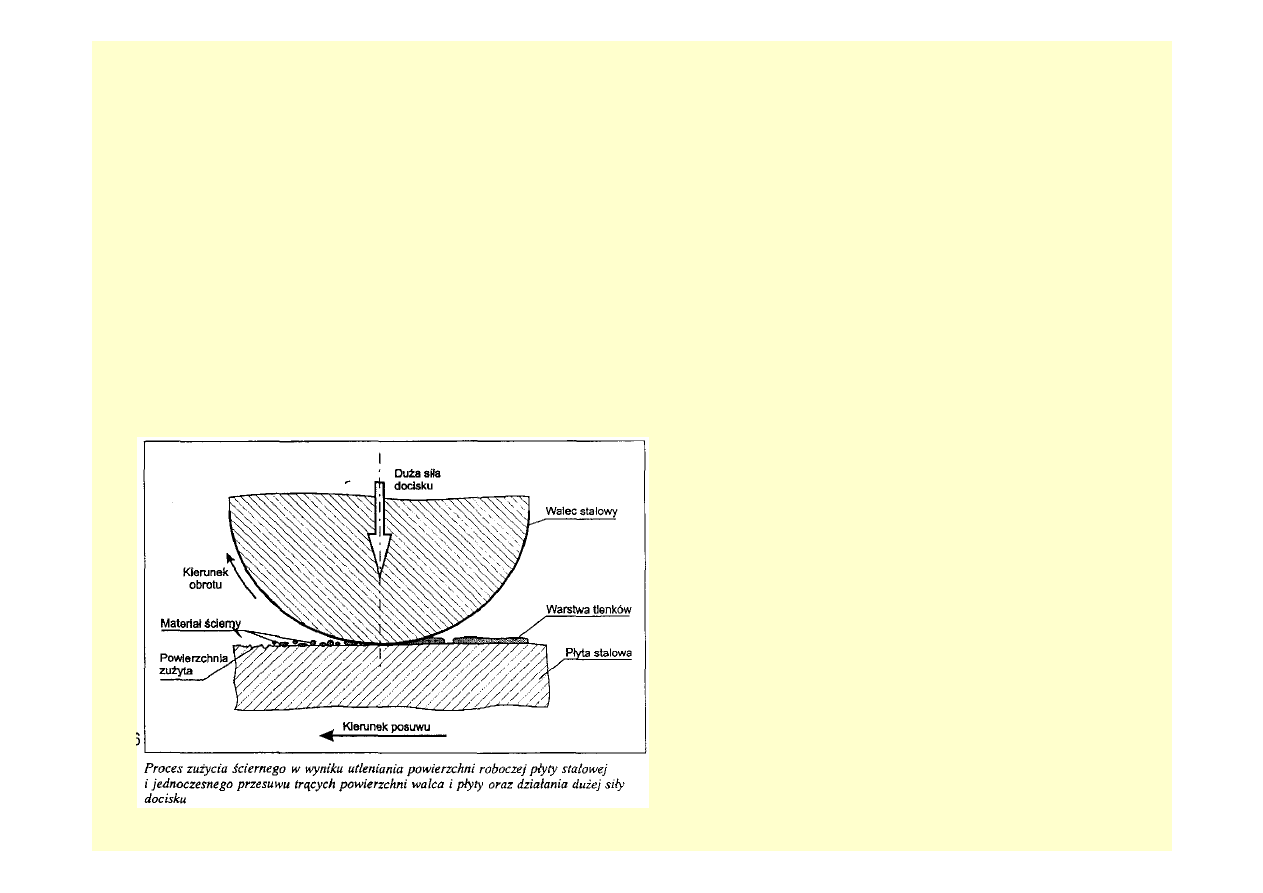
Zużycie ścierne
IWE III 2.17 8
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Rys.2
Rys.3
Rys.4
odbywa się przez:
-
rysowanie lub bruzdowanie przy małym obciążeniu,
rys. 2
-mikroskrawanie (szlifowanie)materiałem ściernym
przy dużym nacisku, rys.3
-żłobienie dużymi cząsteczkami pod bardzo dużym
obciążeniem, rys 4
IWE III 2.17 9
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Ilościowa ocena zużycia ściernego
Model Chruszczowa-Babiczewa
Iz=V/L=kN/H
V-objętość oddzielonego materiału, L-droga tarcia, k-wsp. zużycia ściernego (k=24), N-obciążenie, H-
twardość (wciskanie piramidy)
Iz=h/L=kPa/Pt
h-grubość zużywanej warstwy, k-wsp. Proporcjonalności, Pa- nacisk nominalny, Pt-granica płynięcia
Model ścierania Spurra-Newcomba
Iz=nd
3
(1/R
1_
-1/R
g
)=KN/E
n-ilość ziaren przenoszących obciążenie normalne, N-obciążenie, E-moduł Younga, K-wsp. =150-180,
d-szerokość bruzdy wyciśniętej przez ziarno o promieniu R
1
, R
g
-szerokość bruzdy po jej wykonaniu
(mniejszy o skutek działania sprężystości).
IWE III 2.17 10
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Badania jakościowe odporności na zużycie – głównie metody pomiaru sił lub momentów
tarcia:
-metoda Bowdena,
-Hondy i Yamady,
-Kuzniecowa.
Metody ilościowe:
-wgłębienia (pomiar długości),
-wagowa,
-porównanie profilu przed i po próbie,
-metoda sztucznych baz z użyciem penetratorów Vickersa, Knoopa, Brinella,
-pomiar natężenia przepływu, spadku ciśnienia płynu między powierzchniami,
-z użyciem izotopów promieniotwórczych,
-zastosowanie mieszanin pierwiastków ziem rzadkich (Ce, La, Nd, Pr, Sm, Y).
IWE III 2.17 11
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
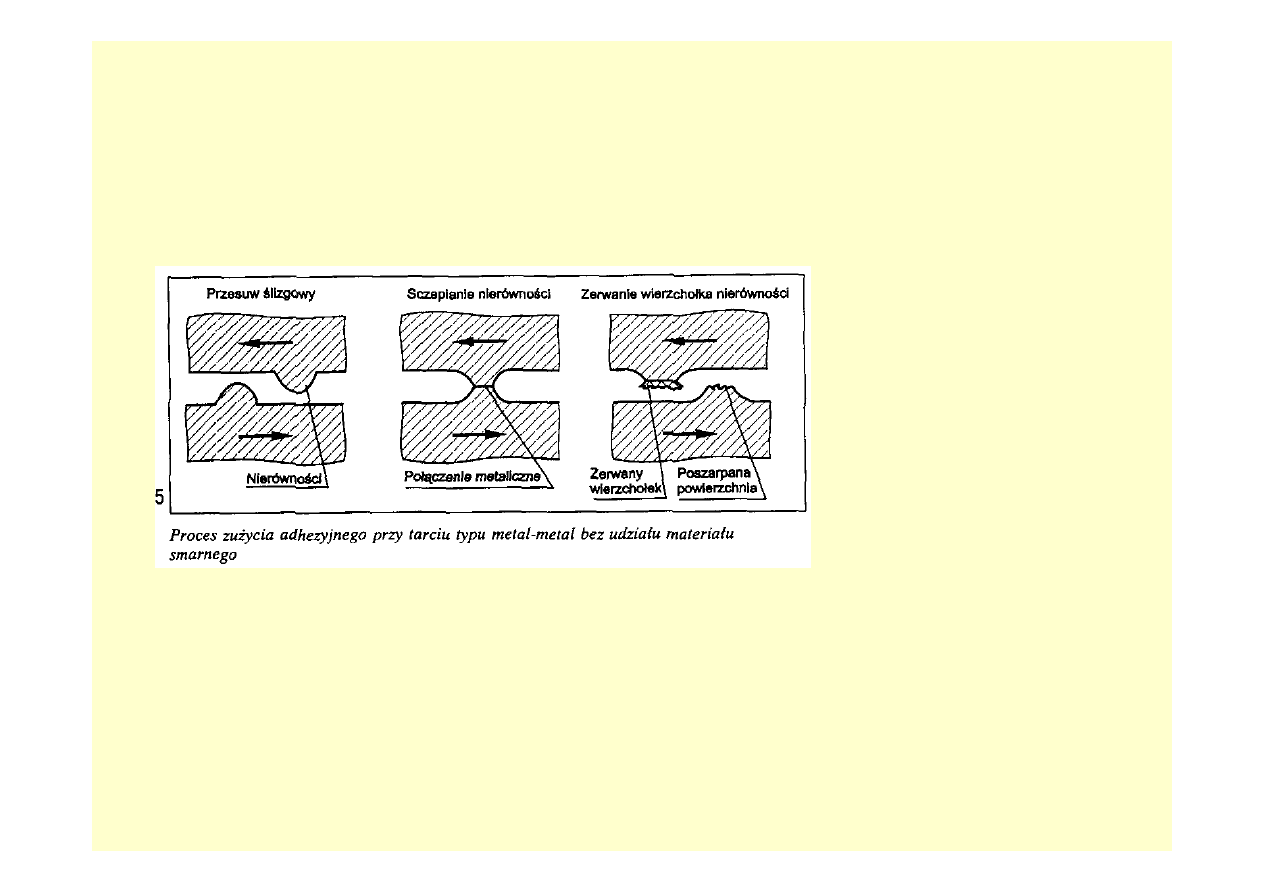
Zużycie adhezyjne:
Występuje przy wzajemnym tarciu powierzchni metalowych bez obecności substancji smarnych.
Na szczytach nierówności, w wyniku wzajemnego przesuwania i uplastycznienia powstają lokalne
sczepienia metaliczne. Dalszy ruch powoduje niszczenie tych połączeń i wyrywanie cząstek
metalu – tworzą się dalsze nierówności wynikłe z rozmazania i wyrywania cząstek metalu na
powierzchniach.
Metale o dużej skłonności do
zużycia:
-tytan, chrom, molibden, miedź,
aluminium, cynk, magnez.
-walce hutnicze, ostrza tnące, wałki,
czopy.
Mała skłonność:
-cyna, bizmut, kadm, ołów, ind.
Powstaje przy dużych naciskach i małych szybkościach tarcia. Zależy od:
-rodzaju materiałów,
-siły wiązań i skłonność do utleniania - ( materiały jednoimienne dają silniejsze uszkodzenia),
-czystości powierzchni –duża czystość – wyższe zużycie,
-siły docisku,
-temperatury – przy wysokiej temp. – zużycie cieplne podobne do zgrzewania tarciowego.
IWE III 2.17 12
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
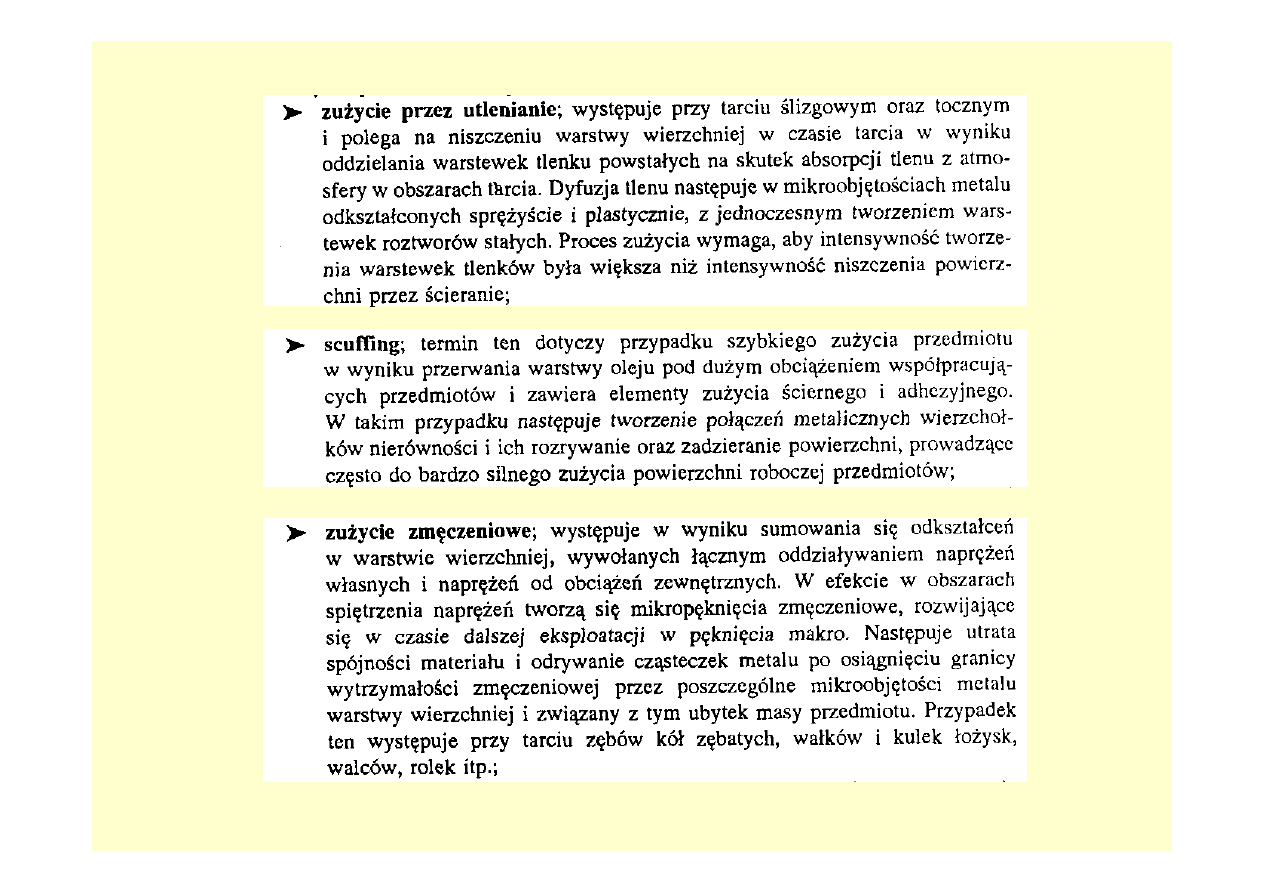
Inne rodzaje zużycia
:
IWE III 2.17 13
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
IWE III 2.17 14
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zmęczenie powierzchni wskutek ścierania
-działania zmiennych sił na powierzchnię,
-kawitacji i innych obciążeń udarowych.
Zużycie ścierne zależy od:
-kąta padania ścierniwa na powierzchnię:
Dla materiałów plastycznych:
-
ma miejsce mikroskrawanie (abrazja): poślizgi=>uskoki=>zużycie abrazyjne,
-
Odkształcenie plastyczne: =>zmęczenie powierzchni.
-Dla materiałów kruchych:
-odwarstwianie kruchych mikropłatków.
Zapobieganie:
1.
Stosowanie materiału o dużej twardości i udarności,
2.
Stosowanie tworzyw jednofazowych (homogenicznych),
3.
Stosowanie materiału wielofazowego z drobnymi twardymi fazami w miękkiej osnowie,
4.
Użycie gładkich powierzchni.
IWE III 2.17 15
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zużycie pod wpływem obciążeń udarowych:
Powstaje w wyniku działania dynamicznego obciążenia ściskającego na ograniczonej powierzchni.
-Materiały kruche pękają w lokalnym obszarze obciążenia,
-Materiały plastyczne odkształcają się – mogą się przy tym umacniać i w dalszej kolejności ulegać
lokalnemu pękaniu.
Typowe konstrukcje:
-tuleje łączników sprzęgieł, walce hutnicze, młoty kuźnicze, matryce, młyny, iglice i rozjazdy szyn.
-Najlepsze materiały – stale austenityczne z 11%Mn i stale 15%Mn-15%Cr.
IWE III 2.17 16
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zużycie pod wpływem wysokich temperatur
-przyspieszona korozja wysokotemperaturowa,
-nieodwracalne zmiany strukturalne (degradacja).
Dla łącznego oddziaływania:
-wysokiej temperatury,
-tarcia,
-środowiska korozyjnego (ciekły metal, gaz zawierający siarkę),
skutkiem będzie spadek własności mechanicznych, plastyczności a głównie odporności na ścieranie
przy wzroście prędkości korozji, której produkty działają jak ścierniwo.
Szczególny przypadek – zmęczenie cieplne.
Powoduje ono powstanie siatki pęknięć
rozpoczynające się od powierzchni i
postępujące w głąb materiału.
Najlepsze materiały to:
-stale martenzytyczne z 5-12%Cr,
-stopy na bazie kobaltu i niklu.
IWE III 2.17 17
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zużycie erozyjne
Wywołane jest cyklicznym działaniem na powierzchnię strugi cieczy lub gazu pod
ciśnieniem. Obecność w cieczy lub gazie drobnych cząstek pyłów lub innego ścierniwa
intensyfikuje zużycie erozyjne.
Zużycie zależy od:
-ilości, wielkości, twardości i kształtu cząstek,
-temperatury,
-środowiska korozyjnego.
Typowe elementy poddane erozji: łopatki turbin.
Najlepsze materiały:
-stopy na osnowie kobaltu,
-materiały ceramiczne i cermetaliczne.
IWE III 2.17 18
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Zużycie kawitacyjne:
Powstaje w wyniku przemieszczania powierzchni roboczej w cieczach i gazach z
dużymi prędkościami. Mogą się tworzyć obszary o obniżonych ciśnieniach, w których
następuje odgazowanie lub odparowanie cieczy i następnie rozpad tych obszarów w
wyniku implozji. Związane z implozją uwolnienie energii mechanicznej powoduje
uszkodzenia powierzchni i wyrw.
Elementy podlegające: łopatki turbin, śruby okrętowe, elementy pomp wysokiego
ciśnienia.
Najlepsze materiały:
-stopy na bazie kobaltu,
-Materiały ceramiczne,
-Materiały cermetaliczne.
IWE III 2.17 19
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
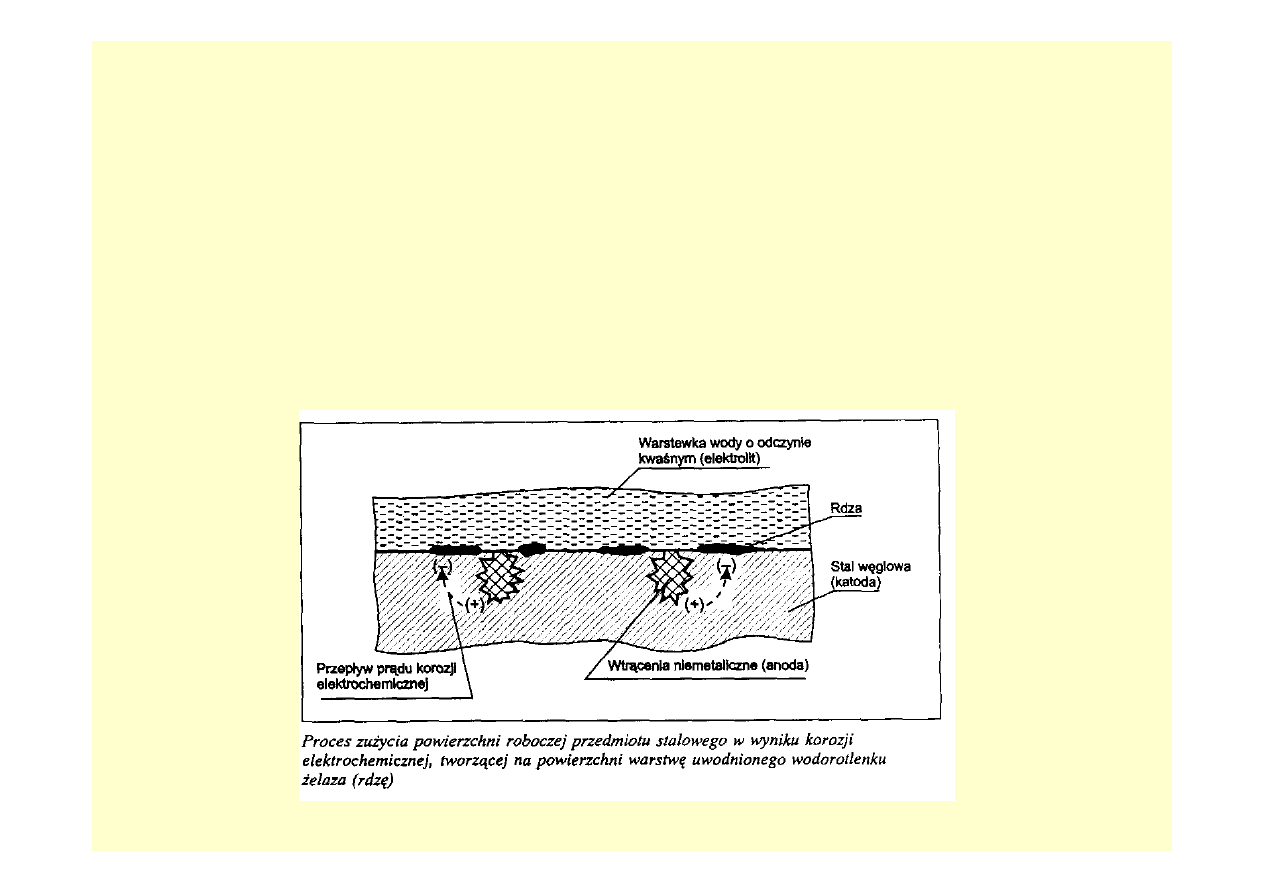
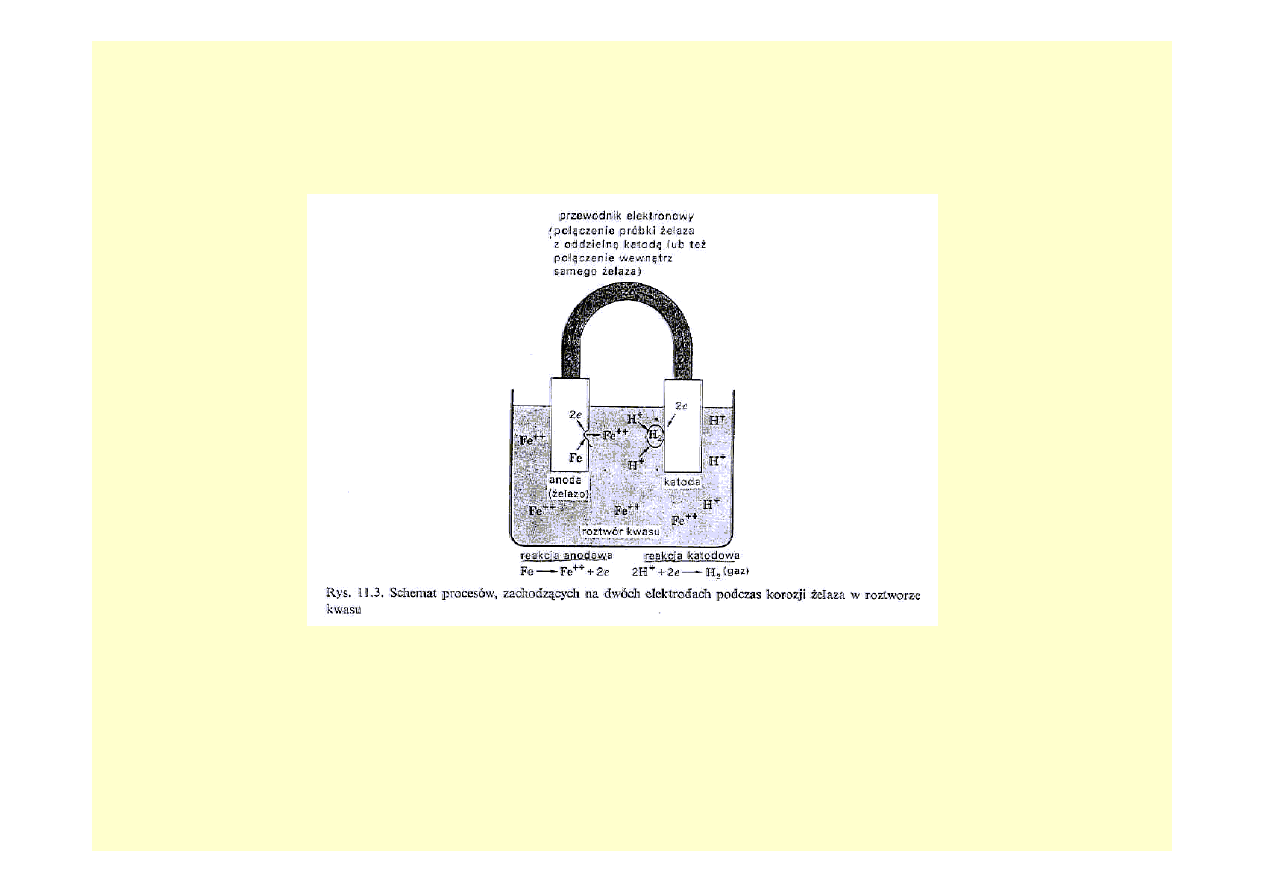
Zużycie korozyjne:
Może wyglądać różnie w zależności od:
-medium korozyjnego,
-Stanu obciążenia,
-Obecności pola elektrycznego (różnicy potencjału) w
środowisku.
Zużycie korozyjne może być zintensyfikowane
podczas współpracy powierzchni w podwyższonej
temperaturze.
IWE III 2.17 20
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
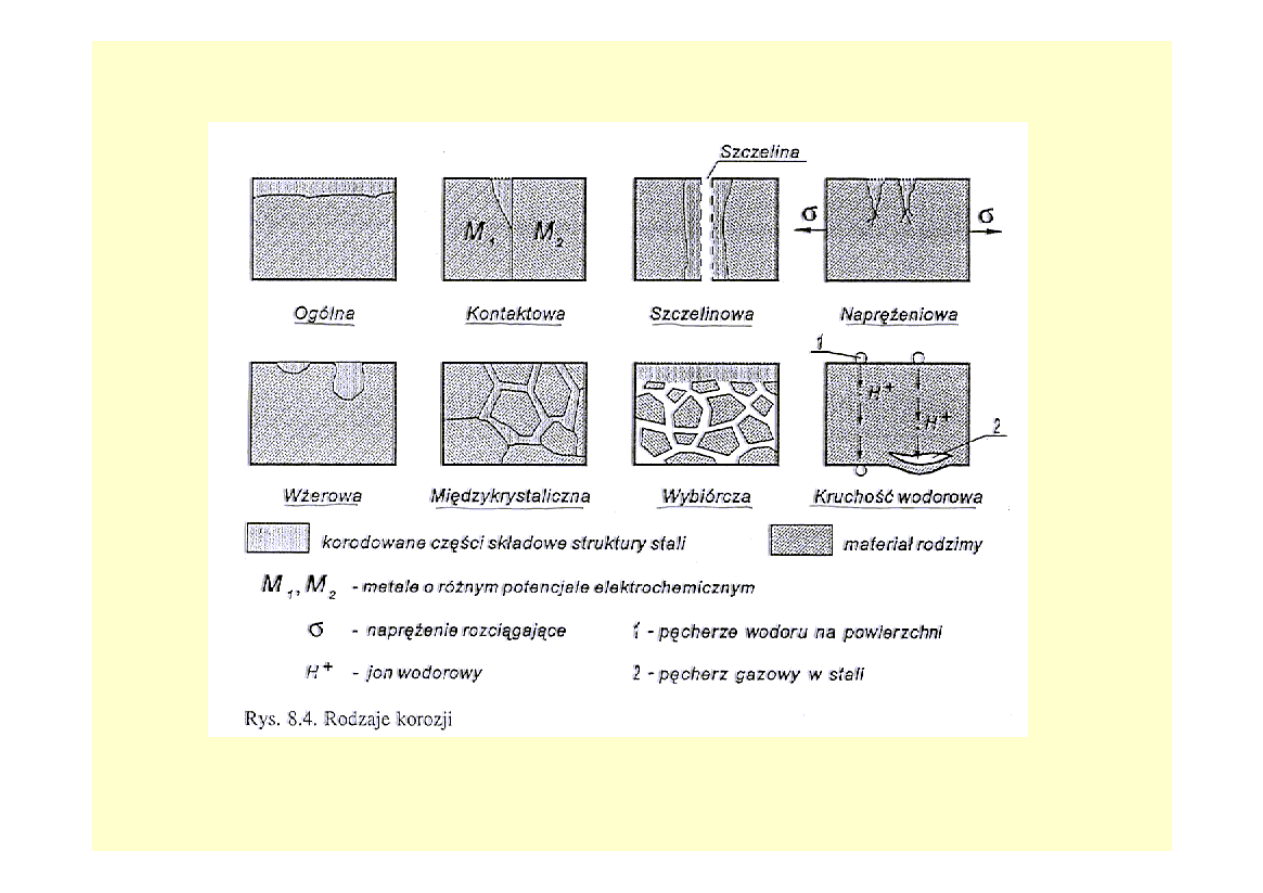
Typowe rodzaje uszkodzeń:.
IWE III 2.17 21
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Wyszukiwarka
Podobne podstrony:
2 17 Wprowadzenie do trybologii
Marynowicz A Wprowadzenie do rachunku tensorowego v4
1 Wprowadzenie do psychologii pracy (17)id 8734 ppt
Silnik krokowe 17.12.12, Politechnika Poznańska, Mechatronika, Semestr 01, Wprowadzenie do mechatron
Marynowicz A Wprowadzenie do rachunku tensorowego v4
16 Wprowadzenie do psychologii pracy (17)
Psychologia społeczna Wprowadzenie do psychologii społecznej Kwiatkowska wykład 17 Sprawiedliwoś
Szacka Wprowadzenie do socjologii str 205 221, 397 413 (rozdz 9, 17)
van dyke, wprowadzenie do polityki, 17 29 rozdz 2,93 118 rozdz 7, 155 170 rozdz 10
Wykład 1 inżynierskie Wprowadzenie do zarządzania operacyjnego
Wprowadzenie do medycyny rozwojowej 1
PD W1 Wprowadzenie do PD(2010 10 02) 1 1
Wprowadzenie do psychologii
Wprowadzenie do filozofii
(1) Wprowadzenie do nauki o finansach 1id 778 ppt
więcej podobnych podstron