Pytania z części wykładu prof. J. Hoffmanna
Pytania
1. Cele i zasady wspólnotowej (UE) polityki ochrony środowiska.
2. Cele zintegrowanego podejścia do ochrony środowiska w procesach produkcyjnych.
3.
Wyjaśnij
pojęcia:
dopuszczalne
wartości
emisji;
najlepsze
dostępne
techniki;
emisje;
zanieczyszczenia; instalacja; istotna zmiana; dostępne techniki
4. Zobowiązania prowadzącego lub kontrolującego instalację
5. Co powinien zawierać wniosek o udzielenie pozwolenia zintegrowanego na istniejące instalacje.
6. Opisz zawartość decyzji - warunków pozwolenia zintegrowanego dla działających instalacji.
7. W jakich przypadkach podejmuje się ponowne rozpatrzenie warunków pozwolenia zintegrowanego
8.
Wymień
kategorie
działalności
gospodarczej
podlegające
konieczności
uzyskiwania
pozwolenia
zintegrowanego.
9.
Opisz
zakres
rodzajów
działalności
gospodarczej
podlegającej
konieczności
uzyskania
pozwolenia
zintegrowanego, uwzględnionych w ramach przemysłu chemicznego
10.
Indykatywny wykaz głównych substancji zanieczyszczających, które muszą być uwzględnione przy
ustalaniu dopuszczalnych wartości emisji
11. Co uwzględnia się przy wyborze najlepszych dostępnych technik?
12. wanego (procedura praktyczna)
13. Zalecane czynności w ramach rozprawy administracyjnej
14. Pozwolenie zintegrowane - struktura typowego wniosku
15.
Skutki
przenoszenia
zanieczyszczeń
pomiędzy
komponentami
środowiska
-
wybór
najlepszej
dostępnej techniki technologii oczyszczania
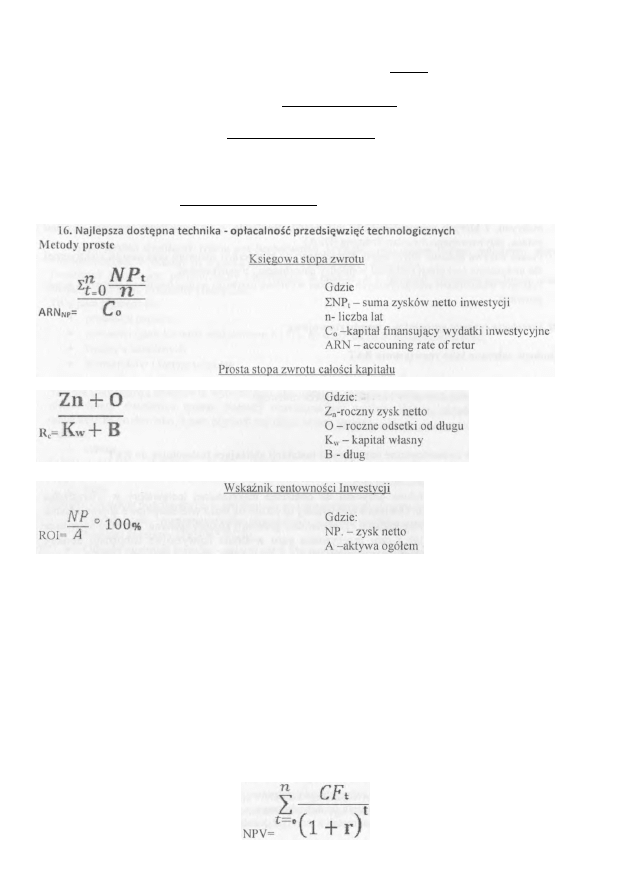
16. Najlepsza dostępna technika - opłacalność przedsięwzięć technologicznych
17. Procesy i operacje produkcji amoniaku wpływające na wskaźniki emisji zanieczyszczeń
18. Opisz technologie zalecane, jako rozwiązania BAT dla produkcji amoniaku, opisz 2 z nich
19.
Wymień zalecane modyfikacje technologiczne istniejących instalacji produkcji amoniaku zbliżające
technologie do BAT, opisz 2 z nich
20. Instalacje syntezy amoniaku - trendy rozwojowe
21. Najlepsza dostępna technika dla produkcji dwutlenku tytanu
22. Najlepsza dostępna technika w produkcji fosforanów nieorganicznych (detergentowych, paszowych)
23. Najlepsza dostępna technika w produkcji nawozów
NPK
(z użyciem kwasów fosforowego I
siarkowego)
24. Najlepsza dostępna technika w produkcji sody amoniakalnej
25. Najlepsza dostępna technika w produkcji azotanu amonu i wapnia
26. Najlepsza dostępna technika w produkcji chloru
27. Najlepsza dostępna technika w produkcji kwasu azotowego
28. Najlepsza dostępna technika w dla produkcji pigmentów nieorganicznych
Odpowiedzi
1. Cele i zasady wspólnotowej (UE) polityki ochrony środowiska.
Cele i zasady wspólnotowej polityki ochrony środowiska, polegają na zapobieganiu, zmniejszaniu oraz, w
miarę
możliwości,
na
unieszkodliwianiu
zanieczyszczeń,
poprzez
przyznanie
priorytetów
interwencji
u
źródła
i
zapewnieniu
rozsądnej
gospodarki
zasobami
naturalnymi,
zgodnie
z
zasadą
..zanieczyszczający
olaci" oraz z zasada zapobiegania zanieczyszczeniom.
Program działań w zakresie ochrony środowiska w sprawie wspólnotowego programu polityki działań na
rzecz
środowiska
naturalnego
i
trwałego
rozwoju
nadaje
priorytetowe
znaczenie
zintegrowanemu
zaoob ie eaniu zanieczyszczeniom, stanowiącemu istotny element działań na rzecz bardziej tnvalej
równowagi między działalnością człowieka i rozwojem społeczno- ekonomicznym z jednej strony, a
zasobami i regeneracyjnymi możliwościami przyrody z drugiej strony;
Wdrażanie zintegrowanego podejścia na rzecz zmniejszenia zanieczyszczeń wymasa działań na poziomie
wspólnotowym.
2. Cele zintegrowanego podejścia do ochrony środowiska w procesach produkcyjnych.
Celem zintegrowanego podejścia jest zapobieganie emisjom do powietrza, środowiska wodnego i gleby ,
gdziekolwiek mają one miejsce, z uwzględnieniem gospodarki odpadami, oraz, jeżeli jest to niemożliwe,
minimalizację emisji w celu osiągnięcia wysokiego poziomu ochrony środowiska naturalnego jako całości.
Dyrektywa ustanawia ogólne ramy zintegrowanego zapobiegania zanieczyszczeniom i ich kontroli,
ustanawia środki konieczne do wdrożenia zintegrowanego zapobiegania zanieczyszczeniom i ich kontroli, w
celu osiągnięcia wysokiego poziomu ochrony środowiska naturalnego jako całości ,stosowanie zasady
trwałego rozwoju będzie wspieranie przez zintegrowane podejście do ograniczania zanieczyszczeń,
3.
Wyjaśnij
pojęcia:
dopuszczalne
wartości
emisji;
najlepsze
dostępne
techniki;
emisje;
zanieczyszczenia; instalacja; istotna zmiana; dostępne techniki
..Dopuszczalne
wartości
emisji”
oznaczają
masę,
wyrażoną
w
kategoriach
niektórych
szczególnych
parametrów, stężenia i/lub poziomu emisji, których nie można przekroczyć w czasie jednego lub kilku
okresów.
„Najlepsze
dostępne
techniki”
to
najbardziej
efektywny
i
zaawansowany
etap
rozwoju
i
metod
prowadzenia
danej
działalności,
który
wskazuje
możliwe
wykorzystanie
poszczególnych
technik
jako
podstawy dla dopuszczalnych wartości emisji mający na celu zapobieganie powstawaniu, a jeżeli nie jest to
możliwe, ogólne ograniczenie emisji i oddziaływania na środowisko naturalne jako całość
„Emisja” oznacza bezpośrednie lub pośrednie uwolnienie substancji, wibracji, ciepła i hałasu z punktowych
lub rozproszonych źródeł w instalacji, do powietrza, środowiska wodnego lub gleby;
„Zanieczyszczenie” oznacza
bezpośrednie lub
pośrednie wprowadzenie
w wyniku
działalności człowieka,
substancji, wibracji, ciepła lub hałasu do powietrza, środowiska wodnego lub gleby, które może zagrażać
zdrowiu ludzi lub jakości środowiska naturalnego, lub przejawiać się w postaci uszkodzenia własności
materialnej, osłabienia walorów lub kolizji z innymi uzasadnionymi sposobami korzystania ze środowiska
naturalnego;
..Instalacja” oznacza stacjonarną jednostkę techniczną, w której prowadzona jest jedna lub większa ilość
działalności wymienionych w załączniku I, oraz wszystkie inne bezpośrednio związane działania, które mają
techniczny związek z działalnością prowadzoną w tym miejscu, i które mogłyby mieć wpływ na emisję i
zanieczyszczenie.
„istotna zmiana” oznacza zmianę w działaniu, która według opinii właściwej władzy może mieć znaczące
negatywne oddziaływanie na ludzi bądź środowisko
„dostępne techniki"
to techniki o takim stopniu rozwoju, który pozwala na wdrożenie w danym sektorze
przemysłu, zgodnie z istniejącymi warunkami ekonomicznymi i technicznymi, z uwzględnieniem kosztów i
korzyści
4. Zobowiązania prowadzącego lub kontrolu jącego instalację
Zobowiązania prowadzącego
Państwa
Członkowskie
podejmują
wszelkie
niezbędne
środki,
umożliwiające
właściwym
władzom
zapewnienie, aby przy obsłudze instalacji:
•
podjęto
wszystkie
właściwe
środki
zapobiegające
zanieczyszczeniu,
w
szczególności
przez
zastosowanie najlepszych dostępnych technik;
•
nie powstało żadne istotne zanieczyszczenie
•
unikano wytwarzania odpadów, a jeżeli odpady są wytwarzane, prowadzono odzysk lub jeżeli nie
ma takiej możliwości ze względów technicznych i ekonomicznych, aby unieszkodliwiono je przy
jednoczesnym unikaniu lub ograniczaniu wszelkiego oddziaływania na środowisko
•
efektywnie wykorzystano energię
•
podejmowano środki konieczne w celu zapobieżenie wypadkom i ograniczenia ich konsekwencji
•
w
przypadku
ostatecznego
zakończenia
działalności,
podejmowano
środki
konieczne
w
celu
zapobieżenie
ryzyku
zanieczyszczenia
oraz
w
celu
przywrócenia
zadowalającego
stanu
miejsca
działania

Wymogi związane z udzielaniem nozwoleń na istniejące instalacje:
•
Państwa Członkowskie podejmują niezbędne środki dla zapewnienia, ze właściwe władze dopilnują,
przez pozwolenia, aby instalacje były eksploatowane nie później niż osiem lat od daty wejścia w
życie niniejszej dyrektywy, bez uszczerbku dla szczególnego ustawodawstwa wspólnotowego
Państwa Członkowskie podejmują niezbędne środki dla zapewnienia, aby wniosek
o pozwolenie do właściwych władz zawierał opis:
•
instalacji i jej działania
•
surowców
i
materiałów
pomocniczych,
innych
substancji
i
energii,
wykorzystywanych
lub
wytwarzanych przez instalację
•
źródeł emisji instalacji
•
stanu terenu, na którym położona jest instalacja
•
charakteru i ilości przewidywanych emisji z instalacji do każdego rodzaju środowiska, jak również
określenie istotnego oddziaływania emisji na środowisko
•
proponowanej technologii i innych technik dla zapobiegania lub jeżeli to niemożliwe, ograniczenia
emisji i instalacji
•
środków mających na celu zapobieganie powstawaniu odpadów i prowadzenie odzysku odpadów
wytwarzanych przez instalację
•
środków planowanych w celu monitorowania emisji do środowiska naturalnego
6. Opisz zawartość decyzji - warunków pozwolenia zintegrowanego dla działających instalacji.
Warunki pozwolenia:
•
Państwa Członkowskie zapewniają, aby pozwolenie obejmowało wszystkie środki, niezbędne dla
spełnienia
wymogów
dotyczących
udzielania
pozwoleń
w
celu
osiągnięcia
wysokiego
poziomu
ochrony środowiska naturalnego jako całości, poprzez ochronę powietrza, środowiska wodnego i
gleby
•
w przypadku nowej instalacji lub istotnej zmiany, do celów udzielenia pozwolenia uwzględnia się
wszelkie uzyskane w przedmiotowej kwestii informacje lub wnioski
•
pozwolenie obejmuje dopuszczalne wartości emisji dla substancji zanieczyszczających środowisko, z
uwzględnieniem ich właściwości i potencjału w zakresie przenoszenia zanieczyszczeń z jednego
środowiska
do
innego
(środowisko
wodne,
gleba
i powietrze). Pozwolenie zawiera właściwe wymogi zapewniające ochronę gleby i wód gruntowych
oraz środki dotyczące gospodarki odpadami wytwarzanymi przez instalację
•
dopuszczalne wartości emisji i równoważne parametry oraz środki techniczne, opierają się na
najlepszych dostępnych technikach, bez zalecania żadnej techniki czy szczególnej technologii, lecz z
uwzględnieniem technicznych właściwości danej instalacji, jej geograficznego położenia i lokalnych
warunków
środowiska.
We
wszystkich
przypadkach,
warunki
pozwolenia
obejmują
przepisy
dotyczące
minimalizacji
zanieczyszczeń
o
dużym
zasięgu
i
zanieczyszczeń
o
charakterze
transgranicznym oraz zapewniają wysoki poziom ochrony środowiska naturalnego jako całości
•
pozwolenie
obejmuje
odpowiednie
wymogi
dotyczące
mechanizmów
monitorowania,
określające
metodologię i częstotliwość pomiarów, procedurę dokonywania oceny oraz obowiązek dostarczania
właściwym władzom danych niezbędnych do sprawdzenia zgodności z pozwoleniem
•
pozwolenie obejmuje środki odnoszące się do warunków innych niż zwyczajne warunki eksploatacji.
W ten sposób, jeżeli istnieje zagrożenie oddziaływaniem na środowisko, opracowany zostaje system
w
odniesieniu
do
rozruchu,
przecieków,
chwilowych
przestojów
i
ostatecznego
zaprzestania
eksploatacji
•
pozwolenie może także zawierać tymczasowe odstępstwa jeżeli plan naprawy, zatwierdzony przei
właściwe
władze,
zapewnia,
że
wymogi
te
zostaną
spełnione
w terminie sześciu miesięcy oraz jeżeli projekt prowadzi do ograniczenia zanieczyszczenia
7.
W
jakich
przypadkach
podejmuje
się
ponowne
rozpatrzenie
warunków
pozwolenia
zintegrowanego
Ponowne rozpatrzenie i aktualizacja warunków pozwolenia przez właściwe władze
Państwa Członkowskie podejmują niezbędne środki w celu zapewnienia, aby właściwe władze okresowo
poddawały warunki pozwolenia ponownemu rozpatrzeniu oraz, w miarę potrzeby, aktualizacji.
Ponowne rozpatrzenie podejmuje się w każdym przypadku, jeżeli:
•
zanieczyszczenie
powodowane
przez
instalację
jest
tak
znaczne,
że
zachodzi
konieczność
skorygowania
istniejących
dopuszczalnych
wartości
emisji
dla
danego
pozwolenia
lub
uwzględnienia w pozwoleniu nowych wartości dopuszczalnych,
•
istotne zmiany w zakresie najlepszych dostępnych technik umożliwiają znaczne ograniczenie emisji
bez narzucania nadmiernych kosztów
•
bezpieczeństwo eksploatacji wymaga zastosowania innych technik
•
nakazujątak nowe przepisy Wspólnoty lub ustawodawstwa krajowego
8.
Wymień kategorie działalności gospodarczej podlegające konieczności uzyskiwania pozwolenia
zintegrowanego.
Kategorie działalności wymienione w załączniku I:
Przemyśl energetyczny:
•
instalacje energetycznego spalania o nominalnej mocy cieplnej przekraczającej 50 MW
•
rafinerie oleju mineralnego i gazu
•
piece koksownicze
•
zakłady gazyfikacji i skraplania węgla
Produkcja i obróbka metali:
•
instalacje prażenia lub spiekania rudy metalu (łącznie z rudą siarczkową)
•
instalacje do produkcji surówki odlewniczej lub stali (pierwotny i wtórny wytop), łącznie z
odlewaniem stały, z wydajnością powyżej 2,5 ton na godzinę
•
instalacje obróbki metali żelaznych
1. walcownia gorąca o wydajności przekraczającej 20ton surówki na godzinę
2. kuźnie z miotami o energii przekraczającej 50kJ na miot, gdzie stosowana energia cieplna
przekracza 20MW
3. stosowanie metalowych powłok ochronnych z wsadem przekraczającym 2 tony surówki na
godzinę
•
odlewnie metali żelaznych z wydajnością przekraczającą 20 ton dziennie
•
instalacje do produkcji surówki nieżelaznej z rud metali, koncentratów lub surowców wtórnych w
wyniku procesów metalurgicznych, chemicznych i elektrolitycznych
•
instalacje do wytopu, łącznie ze stapianiem, metali nieżelaznych, łącznie z produktami odzysku,
(rafinacja, odlewnictwo, itd.) o wydajności topnienia przekraczającej 4 tony dziennie dla ołowiu i
kadmu lub 20 ton dziennie wszystkich innych metali
•
instalacje do powierzchniowej obróbki metali i materiałów z tworzyw sztucznych z wykorzystaniem
procesów elektrolitycznych lub chemicznych, gdzie objętość zbiorników przekracza 30m3
Przemyśl mineralny:
•
instalacje do produkcji klinkieru cementowego w piecach rotacyjnych o wydajności przekraczającej
500 ton dziennie lub do produkcji wapna w piecach rotacyjnych o wydajności przekraczającej 50 ton
dziennie, albo w innych piecach o wydajności powyżej 50 ton dziennie
•
instalacje do produkcji azbestu i produktów na bazie azbestu
•
instalacje
do
wytwarzania
szklą,
łącznie
z
włóknem
szklanym,
z
wydajnością
przetopu
przekraczającą 20 ton dziennie

•
instalacje do wytopu substancji mineralnych, łącznie z produkcją włókien mineralnych, o wydajności
przekraczającej 20 ton dziennie
•
instalacje do produkcji wyrobów ceramicznych przez wypalanie, w szczególności do produkcji
dachówek,
cegieł,
cegieł
ognioodpornych,
wyrobów
kamionkowych
i
porcelany,
o
wydajności
powyżej 75
ton
dziennie, i/lub
o pojemności pieca
przekraczającej 4m
3
, o gęstości powyżej
300kg/m
J
na piec
Przemysł chemiczny:
Produkcja w rozumieniu kategorii działalności objętych niniejszą sekcją oznacza produkcję na skalę
przemysłową, polegającą na chemicznej obróbce substancji lub grup substancji
Instalacje do produkcji podstawowych związków organicznych, takich jak:
•
węglowodory proste (łańcuchowe lub
pierścieniowe, nasycone lub nienasycone,
alifatyczne lub aromatyczne)
•
węglowodory zawierające tlen, takie jak
alkohole, aldehydy ketony, kwasy
karboksylowe, estry, octany, etery,
nadtlenki, żywice epoksydowe
•
węglowodory siarkawe
•
węglowodory azotowe, takie jak aminy,
amidy, związki azotawe, nitrozwiązki lub
związki azotanu, nitryle, izocyjanki
•
węglowodory zawierające fosfor
Instalacje chemiczne do produkcji podstawowych substancji nieorganicznych, takich jak:
•
gazy, takie jak amoniak, chlor lub chlorowodory, fluor lub fluorowodory, tlenki węgla, związki
siarki, tlenku azotu, wodór, dwutlenek siarki, chlorek karbonylku
•
kwasy takie jak kwas chromowy, fluorowodorowy, fosforowy, azotowy, solny, siarkowy, oleum,
kwasy siarkawe
•
zasady, takie jak wodorotlenek amonu, wodorotlenek potasu, wodorotlenek sodu
•
sole, takie jak chlorek amonu, chloran potasu, węglan potasu, węglan sodu, preoksoboran, azotan
srebra
•
niemetale, tlenki metali lub inne związki nieorganiczne, takie jak węglik wapnia, silikon, węglik
silikonu
Instalacje chemiczne do produkcji nawozów na bazie fosforu, azotu i potasu (nawozy proste lub złożone)
Instalacje chemiczne do produkcji podstawowych środków ochrony roślin i biocydów
Instalacje wykorzystujące procesy chemiczne lub biologiczne do produkcji podstawowych produktów
farmaceutycznych
Instalacje chemiczne do produkcji materiałów wybuchowych
Gospodarka odpadami:
•
instalacje do unieszkodliwiania lub odzyskiwania odpadów niebezpiecznych określonych w wykazie
określonym w art. 1 ust. 4 dyrektywy 91/689/EWG, określonych w załącznikach IIA i IIB (działanie
Rl, R5, R6, R8 i R9) do dyrektywy 75/442/EWG (proponuje pytanie na egzamin z tego podpunktu,
to napisałem ja - ten co przepisuje) oraz w dyrektywie Rady 75/439/EWG z dnia 16 czerwca 1975r.
w sprawie unieszkodliwiania olejów odpadowych, o wydajności przekraczającej 10 ton dziennie
•
instalacje do spalania odpadów komunalnych określone w dyrektywie Rady 89/369/EWG z dnia 8
czerwca 1989r. w sprawie zapobiegania zanieczyszczeniu powietrza przez nowe spalarnie odpadów
komunalnych oraz w dyrektywie Rady 89/429/EWG z dnia 21 czerwca 1989r. w sprawie
zmniejszenia zanieczyszczenia powietrza przez istniejące spalarnie odpadów komunalnych, o
wydajności przekraczającej 3 tony na godzinę
•
instalacje do unieszkodliwiania odpadów nie powodujących zagrożeń o wydajności
przekraczających 50 ton dziennie
•
składowiska odpadów, przyjmujące ponad 10 ton odpadów' dziennie lub o całkowitej pojemności
przekraczającej 25000 ton z wyjątkiem składowisk odpadów obojętnych
Inne rodzaje działalności:
•
węglowodory halogenowe
•
związki organometaliczne
•
podstawowe tworzywa sztuczne
(syntetyczne włókna polimerowe i włókna
na bazie celulozy)
•
kauczuki syntetyczne
•
farby i pigmenty
•
produkty i środki powierzchniowo czynne

Zakłady przemysłowe do produkcji:
•
pulpy drzewnej lub innych materiałów włóknistych
•
papieru i tektury, o wydajności przekraczającej 20 ton dziennie
Zakłady obróbki wstępnej (mycie, bielenie, merceryzacja) lub barwienia włókien albo materiałów
włókienniczych, o wydajności przekraczającej 10 ton dziennie.
Zakłady garbarowania skór o wydajności 12 ton produktu końcowego dziunie
Rzeźnie, w których produkcja tusz przekracza 50 ton dziennie
Zakłady produkcji i przetwórstwa produktów spożywczych z:
•
surowych produktów pochodzenia zwierzęcego (innych niż mleko), o wydajności dziennej
przekraczającej 75 ton produktu końcowego
•
surowych produktów roślinnych, o wydajności dziennej przekraczającej 300 ton (średnia roczna)
produktu końcowego
Zakłady produkcji i przetwórstwa mleka, o ilości otrzymywanego mleka przekraczającej 200 ton dziennie
(średnia roczna)
Instalacje do unieszkodliwiania lub recyklingu zwierząt padłych oraz odpadów zwierzęcych, o wydajności
przekraczającej 10 ton dziennie
Instalacje do intensywnej hodowli drobiu i świń, wyposażone w więcej niż:
•
40000 miejsc dla drobiu
•
2000 miejsc dla tuczników (powyżej 30kg) lub 750 miejsc dla macior
Instalacje powierzchniowej obróbki substancji, przedmiotów lub produktów, z wykorzystaniem
rozpuszczalników organicznych, w szczególności do obróbki, drukowania, powlekania, odtłuszczania,
uszczelniania, sortowania, malowania, czyszczenia lub impregnowania, o wydajności przekraczającej 150kg
na godzinę lub przekraczającej 200 ton rocznie
Instalacje do produkcji węgla (twardego palonego) lub elektrografitu, w drodze spalania lub grafityzacji.
9. Opisz zakres rodzajów działalności gospodarczej podlegającej konieczności uzyskania
pozwolenia zintegrowanego, uwzględnionych w ramach przemysłu chemicznego
Produkcja w rozumieniu kategorii działalności objętych niniejszą sekcją oznacza produkcję na skalę
przemysłową, polegającą na chemicznej obróbce substancji lub grup substancji:
1) Instalacje chemiczne do produkcji podstawowych związków organicznych, takich jak:
a) węglowodory proste (łańcuchowe lub pierścieniowe, nasycone lub nienasycone, alifatyczne lub
aromatyczne)
b) węglowodory zawierające tlen, takie jak alkohole, aldehydy, ketony, kwasy karboksylowe, estry,
octany, etery, nadtlenki, żywice epoksydowe
c) węglowodory siarkawe
d) węglowodory azotowe, takie jak aminy, amidy, związki azotawe, nitrozwiązki lub związki
azotanu, nitryle, izocyjanki
e) węglowodory zawierające fosfor
f) węglowodory halogenowe
g) związki organometaliczne
h) podstawowe tworzywa sztuczne (syntetyczne włókna polimerowe i włókna na bazie celulozy)
i) kauczuki syntetyczne
j) farby i pigmenty
k) produkty i środki powierzchniowo czynne
2) Instalacje chemiczne do produkcji podstawowych substancji nieorganicznych, takich jak:
a) gazy, takie jak amoniak, chlor lub chlorowodory, fluor lub fluorowodory, tlenki węgla,
związki siarki, tlenki azotu, wodór, dwutlenek siarki, chlorek karbonylu
b) kwasy, takie jak kwas chromowy, fluorowodorowy, fosforowy, azotowy,
solny, siarkowy, oleum, kwasy siarkawe
c) zasady, takie jak wodorotlenek amonu, wodorotlenek potasu, wodorotlenek sodu

d) sole, takie jak chlorek amonu, chloran potasu, węglan potasu, węglan sodu, peroksoboran,
azotan srebra
e) niemetale, tlenki metali lub inne związki nieorganiczne, takie jak węglik wapnia, silikon,
węglik silikonu
3) Instalacje chemiczne do produkcji nawozów na bazie fosforu, azotu i potasu (nawozy proste lub
złożone)
4) Instalacje chemiczne do produkcji podstawowych środków ochrony roślin i biocydów
5) Instalacje wykorzystujące procesy chemiczne lub biologiczne do produkcji podstawowych
produktów farmaceutycznych
6) Instalacje chemiczne do produkcji materiałów wybuchowych
7) do rafinacji oleju mineralnego lub gazu,
8) do gazyfikacji i upłynniania węgla lub łupka bitumicznego;
10. Indykatywny wykaz głównych substancji zanieczyszczających, które muszą być uwzględnione
przy ustalaniu dopuszczalnych wartości emisji
Indykatyw ny wykaz głównych substancji zanieczyszczających, które mają być uwzględniane przy
ustaleniu dopuszczalnych wartości emisji:
POWIETRZE:
•
Dwutlenek siarki i inne związki siarki
•
Tlenek azotu i inne związki azotu
•
Tlenek węgla
•
Lotne związki organiczne
•
Metale i ich związki
•
Pytl
•
Azbest (pył, zawieszOonyłókna - nie do końca ogarniam co to znaczy przypuszczam że pył
zawieszony, włókna?)
•
Chlor i jego związki
•
Fluor i jego związki
•
Arsen i jego związki
•
Cyjanki
•
Substancje i preparaty, co do których udowodniono, że posiadają właściwości rakotwórcze i
mutagenne lub właściwości, które mogą wpłynąć na rozmnażanie drogą powietrzną
•
Polichlorowane dwubenzodioksyny i polichlorowane dwubenzofurany
WODA:
•
Związki chloroorganiczne i substancje mogące tworzyć takie związki w środowisku wodnym
•
Związki fosforoorganiczne
•
Związki cynoorganiczne
•
Substancje i preparaty, co do których udowodniono, ze posiadają właściwości rakotwórcze i
mutagenne lub właściwości, które mogą wpływać na rozmnażanie w lub przez środowisko wodne
•
Węglowodory trwałe oraz trwale i bioakumulacyjne, toksyczne substancje organiancze
•
Cyjanki
•
Metale i ich związki
•
Arsen i jego związki
•
Biocydy i środki ochrony roślin
•
Materiały zawieszone
•
Substancje, które przyczyniają się do eutrofizacji (zwłaszcza azotany i fosforany)
•
Substancje, które mają niepożądany wpływ na równowagę tlenową (oraz można dokonywać ich
pomiaru z wykorzystaniem parametrów takich jak biochemiczne zapotrzebowanie tlenu, ChZT, itd.)
11. Co uwzględnia się przy wyborze najlepszych dostępnych technik?

Okoliczności, które należy uwzględnić, ogólnie lub w szczególnych przypadkach przy ustalaniu najlepszyd
dostępnych technik, mając na uwadze możliwe koszty i korzyści z zastosowania środka oraz zasady
ostrożności i zapobiegania:
•
Wykorzystanie technologii o niskiej ilości odpadów
•
Wykorzystanie substancji mniej niebezpiecznych
•
Zwiększenie
odzysku
i
recyklingu
substancji
wytwarzanych
i
wykorzystywanych
w procesie oraz odpadów w stosowanych przypadkach
•
Porównywalne procesy, urządzenia lub metody działania, które zostały wypróbowane i odniosły
sukces na skalę przemysłową
•
Postęp technologiczny i rozwój wiedzy
•
Charakter, skutki i wielkość danych emisji
•
Terminy przekazania do eksploatacji nowych lub istniejących instalacji
•
Czas potrzebny do wprowadzenia najlepszych dostępnych technik
•
Zużycie
i
właściwości
surowców
(łącznie
z
wodą)
wykorzystywanych
w
procesie
oraz
ich
wydajność energetyczna
•
Potrzeba zapobiegania lub ograniczania do minimum całkowitego wpływu emisji na środowisko
naturalne oraz wiązanych z tym zagrożeń
•
Potrzeba zapobiegania wypadkom oraz minimalizowania skutków dla środowiska naturalnego
•
Informacje publikowane przez Komisję lub przez organizacje międzynarodowe.
12. Wymień podstawowe etapy wydawania pozwolenia zintegrowanego (procedura praktyczna)
Pozwolenie zintegrowane - procedura praktyczna
Podstawowe etapy procedury wydawania pozwoleń zintegrowanych:
1.
wstępne
uzgodnienie
zakresu
i
stopnia
szczegółowości
wniosku'
o
wydanie
pozwolenia
zintegrowanego (faza przedwnioskowa), w tym:
a. Identyfikacja ewentualnych oddziaływań transgranicznych (obligatoryjnie);
b. ustalenie zakresu informacji, które wnioskujący chciałby wyłączyć z udostępniania opinii
publicznej (opcjonalnie);
2.
formalne złożenie wniosku oraz ewentualnie wniosku o wyłączenie z udostępniania niektórych
informacji zamieszczonych we wniosku;
3.
podanie
do
publicznej wiadomości
informacji o
przystąpieniu do
rozpatrywania
wniosku oraz
powiadomienie stron postępowania;
4.
przekazanie wniosku do rejestracji przez Ministra Środowiska, wraz z ewentualnym wnioskiem o
wszczęcie postępowania w sprawie transgranicznego oddziaływania na środowisko;
5. szczegółowa analiza wniosku wraz z ewentualnym określeniem koniecznych uzupełnień,
6. rozprawa administracyjna (fakultatywnie),
7. opracowanie i wydanie decyzji administracyjnej w sprawie pozwolenia zintegrowanego;
8.
podanie do publicznej wiadomości informacji o zamieszczeniu w publicznie dostępnym wykazie
danych o pozwoleniu;
9. przekazanie pozwolenia Ministrowi Środowiska do rejestracji.
13. Zalecane czynności w ramach rozprawy administracyjnej
Zalecane są następujące czynności w ramach rozprawy administracyjnej:
1. przygotowanie materiału do rozprawy, podjęcie decyzji ojej uczestnikach i charakterze ich udziału
2. podjęcie decyzji, czy rozprawa powinna być otwarta dla społeczeństwa, jeśli tak, to czy
przedstawiciele społeczeństwa mają prawo prezentować swoje uwagi i wnioski, czy jedynie brać
bierny udział w rozprawie
3. wezwanie uczestników (biegłych, świadków, stron) na rozprawę i doręczenie wezwali
minimum 7 dni przed jej terminem oraz ogłoszenie o rozprawie (jeżeli publiczna)
4. sprawdzenie: obecności na rozprawie oraz czy nie ma przeszkód formalnych do
przeprowadzenia rozprawy

5. prezentacja celu rozprawy (w jakiej sprawie rozprawa, jaki ma być efekt rozprawy, kto będzie
przedstawia! swoje stanowisko np. świadkowie, biegli)
6. wnioski formalne stron
7. przedstawienie zebranego materiału dowodowego
8. wysłuchanie stron (i ewentualnie opinii publicznej) co do zebranego materiału dowodowego
9. przesłuchanie świadków, biegłych itp.; każdy z uczestników ma prawo zadawać pytania
10. wysłuchanie wniosków stron (i ewentualnie opinii publicznej) co do przedstawionych
stanowisk świadków i biegłych oraz wniosków formalnych
11. podjęcie decyzji o zamknięciu lub odroczeniu rozprawy; jeżeli rozprawa ma być odroczona, należy
wyznaczyć nowy termin by uniknąć ponownego wzywania.
•
Decyzja administracyjna - pozwolenie zintegrowane
•
Przesianie decyzji Ministrowi Środowiska
•
Wyjaśnienia dla Ministra Środowiska
Minister Środowiska ma prawo zwrócić się do właściwego organu o udzielenie informacji lub udostępnienie
dodatkowych materiałów związanych z wydawaniem pozwolenia zintegrowanego.
W przypadku stwierdzenia nieprawidłowości w zakresie wydawania pozwolenia zintegrowanego może
wnioskować o stwierdzenie nieważności takiego pozwolenia.
Ministrowi przysługują wówczas prawa strony w postępowaniu administracyjnym oraz postępowaniu przed
Naczelnym Sądem Administracyjnym.
14. Pozwolenie zintegrowane - struktura typowego wniosku
Struktura wniosku -część I
i.
Część formalno-prawna
1.1. Informacje ogólne o wnioskodawcy i instalacji
1.1.1.
Status prawny
1.1.2.
Tytuł prawny do wystąpienia z wnioskiem
1.1.3.
Lokalizacja działalności
1.1.4.
Struktura organizacyjna i zatrudnienie
1.1.5.
Komórki ochrony środowiska
1.1.6.
Osoba kontaktowa
1.2. Oświadczenia
1.3. Opis struktury wniosku
1.4. Wykaz materiałów źródłowych
2. Część informacyjno - opisowa
2.1. Informacje ogólne o przedmiocie wniosku
2.1.1. Przedmiot wniosku
2.1.1.1.
Profil produkcji i usług
2.1.1.2.
Ogólna charakterystyka kondycji ekonomicznej zakładu
2.1.1
.3.
Charakter instalacji
2.1.1.4.
Rodzaje działalności (lista instalacji typu 1PPC i pomocniczych)
2.2. Charakterystyka wykorzystywanych instalacji
2.2.1. Charakterystyka instalacj i i urządzeń
2.2.1.1.
. Charakterystyka techniczna i stosowane technologie
•
syntetyczny opis instalacji i ich działania wraz ze schematami technologicznymi
•
informacje o prowadzonych procesach ze zwróceniem uwagi na te aspekty działalności,
które powoduj ą lub mogą powodować znaczące oddziaływania na środowisko wraz z:
•
wskazaniem źródeł powstawania i miejsc emisji
•
bilansem masowym

•
informacjami o rodzajach stosowanych materiałów, surowców i paliw oraz innych
substancji wykorzystywanych lub wytwarzanych przez instalację, w tym zwłaszcza o wykorzystywaniu
substancji stwarzających szczególne zagrożenie dla środowiska,
Część II - informacyjno-opisowa
2.2.1.2.
Możliwe warianty funkcjonowania instalacji i urządzeń
2.2.1.2.1.
Wariantowe możliwości wykorzystywania instalacji i urządzeń podstawowych
2.2.1.2.2.
Parametry pracy instalacji i urządzeń przy normalnej i zmniejszonej
wydajności produkcji
2.2.1.2.3.
Parametry pracy w warunkach odbiegających od normalnych
2.2.2.
Emisje
2.2.2.1.
Emisje do powietrza
2.2.2.1.1.
Emisje z podstawowych,procesów produkcyjnych
2.2.2.1.2.
Emisje z procesów pomocniczych
2.2.2.1.3.
Emisje ze zbiorników i magazynów
2.2.2.1.4.
Emisje niezorganizowane
2.2.2.2.
Zrzuty ścieków
2.2.2.2.1.
Ścieki przemysłowe
2.2.2.2.2.
Ścieki bytowe
2.2.2.2.3.
Wody z obiegów chłodzących
2.2.2.2.4.
Wody opadowe
2.2.2.3.
Gospodarka odpadami
2.2.2.3.1.
Wytwarzanie odpadów
2.2.2.3.2.
Sposoby zagospodarowania odpadów
2.2.2.4.
Emisje hałasu
2.2.2.5.
Emisje promieniowania elektromagnetycznego
2.2.2.6.
Przewidywane emisje związane z poważną awarią przemysłową
2.2.3.
Warunki poboru wody
2.2.3.1.
Wody powierzchniowe
2.2.3.2.
Wody podziemne
2.2.3.3.
Zakup wody od trzeciej strony z systemu wodociągowego
2.2.4.
Charakterystyka energetyczna
2.2.5.
Ocena stanu technicznego instalacji
2.2.6.
Ocena wypełniania wymagań Najlepszej Dostępnej Techniki
2.3. Charakterystyka oddziaływania na środowisko
2.3.1. Charakterystyka środowiska w rejonie lokalizacji instalacji
2.3.1.1.
Lokalizacja instalacji
2.3.1.2.
Ogólny opis środowiska w rejonie instalacji
2.3.1.2.1.
Główne komponenty środowiska
2.3.1.2.2.
Obszary szczególnie wrażliwe
2.3.2. Charakterystyka jakości środowiska w rejonie oddziaływania instalacji
2.32.1.
Stan jakości powietrza
2.3.2.2.
Stan jakości wód powierzchniowych
2.3.2.3.
Stan jakości wód podziemnych
2.3.2.4.
Stan jakości gleb i ziemi
2.3.2.5.
Stan klimatu akustycznego
2.3.2.6.
Poziom promieniowania elektromagnetycznego
2.3.2.7.
Ocena stanu środowiska na terenie zakładu -aspekty historyczne
2.3.3. Charakterystyka skutków oddziaływania emisji na środowisko

2.3.3.1.
Źródła istotnych emisji substancji lub energii do środowiska
2.3.3.1.1.
Źródła emisji z instalacji
2.3.3.1.2.
Inne istotne źródła emisji na terenie zakładu
2.3.3.1.3.
Inne istotne źródła emisji w sąsiedztwie zakładu
2.3.3.2.
Oddziaływania na jakość powietrza
2.3.3.2.1.
Skutki emisji z instalacji na terenach sąsiednich
2.3.3.2.2.
Skutki transgranicznego przemieszczania się zanieczyszczeń powietrza
2.3.3.3.
Oddziaływanie na wody powierzchniowe
2.3.3.3.1.
Skutki bezpośrednich zrzutów do odbiornika
2.3.3.3.2.
Skutki oddziaływania za pośrednictwem systemów kanalizacyjnych
2.3.3.3.3.
Transgraniczne przemieszczanie się zanieczyszczeń w wodzie
2.3.3.4.
Oddziaływanie na wody podziemne
2.3.3.4.1.
Skutki poboru wody
2.3.3.4.2.
Skutki wprowadzania ścieków do ziemi (w tym odcieków)
2.3.3.5.
Zmiany jakości gleb i ziemi
2.3.3.6.
Zmiany klimatu akustycznego
2.3.3.7.
Oddziaływanie na florę i faunę
2.3.3.8.
Zmiany natężenia pól elektromagnetycznych
2.3.3.9.
Potencjalne skutki poważnych awarii przemysłowych
Część II - wnioskowa
3.1. Sposoby zapobiegania i/lub ograniczania wpływu na środowisko
3.1.1. Metody ochrony środowiska wodnego
3.1.11. Metody ochrony wód powierzchniowych
3.1.1.2.
Zasady współpracy z zewnętrznymi instalacjami do oczyszczania ścieków
(opcjonalnie)
3.1.13. Metody ochrony wód podziemnych
3.1.2. Metody ochrony powietrza
3.1.3. Metody ochrony przed hałasem
3.1.4. Metody ograniczania uciążliwości gospodarki odpadami
3.1.5.
Metody ochrony przed promieniowaniem elektromagnetycznym
3.1.6.
Techniczne i organizacyjne metody ochrony środowiska jako całości
3.1.61. Metody doboru technologii bezpiecznych dla środowiska
3.1.6.2.
Metody zapewnienia efektywnej gospodarki materiałowej
3.1.6.3.
Metody zapewnienia efektywnej gospodarki energetycznej
3.1.6.4.
Metody zapewnienia bezpiecznej gospodarki substancjami szkodliwymi
3.1.6.5.
Metody zabezpieczenia środowiska przed skutkami awarii
3.1.7.
Sposoby ograniczania oddziaływań transgranicznych na środowisko
3.1.8.
Bezpieczne dla środowiska zakończenie działania instalacji i urządzeń
3.2. Wnioskowane warunki pracy instalacji
3.2.1. Dodatkowe parametry jakości środowiska
3.2.1.1.
Parametryjakości wód powierzchniowych
3.2.1.2.
Parametryjakości środowiska gruntowo-wodnego
3.2.1.3.
Parametry klimatu akustycznego
3.2.1.4.
Parametryjakości powietrza
3.2.2.
Proponowane dopuszczalne wielkości emisji
3.2.2.1.
Dopuszczalne wielkości emisji do powietrza
3.2.2.2.
Dopuszczalne wielkości emisji do wód powierzchniowych
3.2.2.3.
Dopuszczalne poziomy hałasu

3.2.2.4.
Dopuszczalne wielkości emisyjne promieniowania elektromagnetycznego
3.2.3. Ilość i rodzaje odpadów dozwolonych do wytwarzania i unieszkodliwiania
3.2.4. Gospodarka materialowo-energetyczna
3.2.4.1.
Dozwolone wielkości poboru wody
3.2.4.2.
Rodzaje i ilości wykorzystywanych surowcowi materiałów
3.2.4.3.
Dozwolone wielkości wytwarzania i konsumpcji energii
3.4. Wnioskowany zakres monitoringu i sprawozdawczość
3.4.1. Zakres monitoringu «misji
3.4.1.1.
Monitoring ścieków
3.4.1.2.
Monitoring emisji do powietrza
3.4.1.3.
Monitoring hałasu
3.4.1.4.
Ewidencja wytwarzanych, odzyskiwanych i unieszkodliwianych odpadów
3.4.1.5.
Monitoring promieniowania elektromagnetycznego
3.4.2. Zakres monitoringu procesów technologicznych
3.4.2.1.
Monitoring parametrów technicznych
3.4.2.2.
Monitoring efektywności wykorzystania zasobów
3.4.2.3.
Monitoring efektywności wykorzystania energii
3.4.3. Zakres monitoringu jakości środowiska
3.4.3.1.
Monitoring jakości powietrza
3.4.3.2.
Monitoringjakości wód powierzchniowych
3.4.3.3.
Monitoringjakości wód podziemnych
3.4.3.4.
Monitoringjakości gleb
3.4.4. Inne zakresy monitoringu
3.4.5. Zasady gromadzenia i przekazywania wyników monitoringu
3.4.6. Kryteria identyfikacji znaczących oddziaływań i zasady ustalania potrzeb w zakresie
monitoringu
Część III - warunki dodatkowe
3.5. Warunki weryfikacji i zmian treści pozwolenia
3.5.1
Proponowany termin ważności pozwolenia
3.5.2. Proponowana częstotliwość analizy wydanego pozwolenia
3.5.3. Kryteria definiowania „istotnej zmiany w działalności"
3.5.4. Kryteria dotyczące określenia „pogorszenie stanu środowiska w znacznych rozmiarach"
3.6. Uzasadnienie dla proponowanych warunków eksploatacji instalacji
3.7 Program dostosowawczy (opcjonalnie)
15.
Skutki przenoszenia zanieczyszczeń pomiędzy komponentami środowiska - wybór
najlepszej
dostępnej techniki technologii oczyszczania
•
Informacje konieczne do ustalenia zakresu i zidentyfikowania alternatywnych technik branych pod
uwagę
•
Proces sporządzania wykazu emisji powstających na skutek każdej z alternatywnych technik oraz
zasobów przez nie wykorzystywanych
•
Zastosowanie każdej z rozważanych technik wiąże się zazwyczaj z szeregiem emisji, zrzutów oraz
wykorzystywanych zasobów. Dokonywanie porównań pomiędzy rozważanymi rozwiązaniami
alternatywnymi prowadzi się poprzez obliczenia umożliwjające uwzględnienie dużej liczby
substancji zanieczyszczających (7 kategorii problemów środowiskowych: toksyczność dla
człowieka, globalne ocieplenie, toksyczność wodna, zakwaszenie, eutrofizacja, zubożenie warstwy
ozonowej oraz możliwość fotochemicznego wytwarzania ozonu.
•
Wytyczna omawia różnież ocenę wykorzystania energii oraz wytwarzanie odpadów.
•
Sposób, w jaki można porównywać różne rodzaje wpływów wywieranych na środowisko, oraz jak
użytkownik możę podjąć decyzję, co do wyboru ..technologii oczyszczania” zapewniajać najwyższy
ogólny poziom ochrony środowiskajako całości i aby w procesie ustalania BAT zostało
uwzgędnione również oszacowanie kosztów i korzyści ekonomicznych.
•
Rentowność ekonomiczna w sektorze. Zawarta w dyrektywie definicja najlepszej dostępnej
techniki posługuje się określeniem „dostępny”, zgodnie z którym uznwane za BAT są techniki „o
takim stopniu rozwoju, który pozawala na wdrożenie w danym sektorze pzremysłu, zgodnie z
istniejącymi warunkami ekonomicznymi i technicznymi”.
Metody dyskontowe
•
W działalności gospodarczej niezbędne jest uwzględnienie zmiennej wartości pieniądza w czasie:
•
Wartość przyszła odnosi się do wartości określonej kwoty, którą otrzymamy lub wypłacimy w
czasie przyszłym w ustalonym momencie w stosunku do dnia dzisiejszego
•
Wartość zaktualizowana (teraźniejsza, bieżąca) odnosi się do wartości określonej kwoty w dniu
dzisiejszym, której nie otrzymamy bądź nie wypłacimy aż do ustalonego momentu w
przyszłości
•
Przykład: odsetki złożone w lokatach kapitałowych
FV
n
=PV(l+r)
n
FV„ - wartość przyszła kapitału; PV - wartość bieżąca kapitału; r -roczna stopa procentowa
Wartość zaktualizowana netto

Gdzie:
•
NPV - wartość zaktualizowana netto (netto prezent value)
•
CF
t
- przepływy pieniężne (Cash flow)
•
l/(l+r)
1
- współczynnik dyskonta
17. Procesy i operacje produkcji amoniaku wpływające na wskaźniki emisji zanieczyszczeń
1.C02, NOx, S02 i CO - odprowadzane do atmosfery ze spalinami z reformera i
zewnętrznych kotłów parowych,
1. S02 i H2S - do atmosfery, z węzłów oczyszczania i odzysku siarki w instalacjach
półspalania wyższych węglowodorów i zgazowania węgla,
2.
duże ilości niezagospodarowanego C02 z węzła oczyszczania gazu procesowego od
C02,
3.
składniki gazu procesowego (H2, CO, CH4) - wycieki do atmosfery przez nieszczelności z
wszystkich węzłów instalacji,
4. jony ślady składników roztworu myjącego (K2C03, aktywatory, dodatki)) do wód
gruntowych z instalacji usuwania C02,
5. NH3, CH30H - do powietrza i wód gruntowych ze stacji uzdatniania kondensatów.
6. Okresowe odpady stałe powstają w efekcie zużycia materiałów eksploatacyjnych i ich
wymiany na nowe. Zużyte katalizatory stanowią główne źródło odpadów stałych.
18. Opisz technologie zalecane, jako rozwiązania BAT dla produkcji amoniaku, opisz 2 z nich
1. Ulepszony proces konwencjonalny
2. Reforming ze zredukowanym obciążeniem pieca rurowego
3. Zastosowanie prereformingu
4. Reforming z wewnętrzną wymianą ciepła
Technologie zalecane jako rozwiązania BAT
1. Ulepszony proces konwencjonalny
•
Wzrost ciśnienia reformingu do 40 bar
•
Podniesienie
temperatury
surowców
i
powietrza
procesowego
po
przegrzewaczach
do
granicy
termicznej
wytrzymałości
materiałów
konstrukcyjnych.
Pozwala
to
na
zmniejszenie
ogrzewania
pieca
i
obniżenie
temperatury
oraz
podwyższenie
ciśnienia
gazu
w
reformingu
co
przynosi
oszczędności energetyczne przy sprężaniu gazu syntezowego.
•
Zastosowanie palników z niskim poziomem emtsja NO
x
•
Wykorzystanie cicpla po dopalaczu do produkcji i przegrzewania pary wysokociśnieniowej
•
Stechiometryczny stosunek H/N w dopalaczu - wzrost wydajności
•
Nowe rozwiązania w zakresie konwersji CO pozwalające na niższy stosunek para/gaz
•
Niskoenergetyczny proces usuwania CO2
•
Nowe
rozwiązania
konstrukcyjne
konwertera
syntezy
amoniaku
umożliwiające
stosowanie
drobnoziarnistego katalizatora
•
Wykorzystanie ciepła syntezy do produkcji i przegrzewania pary wysokociśnieniowej
•
Zastosowanie wysokoefektywnych układów chłodzenia i separacji amoniaku
2. Reforming ze zredukowanym obciążenicin pieca rurowego
•
Przesunięcie procesu konwersji do dopalacza
•
Taki efekt uzyskuje się w wyniku zmniejszonego ogrzewania pieca rurowego oraz zwiększonego
strumienia powietrza podawanego do dopalacza
•
Przesunięcie części obciążenia reformingu do dopalacza zmniejsza zapotrzebowanie na gaz opałowy
i pozwala na obniżenie temperatury w komorze spalania a zatem zmniejsza emisję NO
x

•
Niższa
temperatura
pracy
rur
katalitycznych
prowadzi
również
do
wydłużenia
okresu
ich
eksploatacji. Niższa temperatura reformingu pozwala również na zmniejszenie stosunku para:gaz do
poziomu 2.8
•
Przynosi to dalsze obniżenie całkowitego zapotrzebowania ciepła oraz obniżenie wskaźników emisji
zanieczyszczeń kierowanych do wody i gleby
•
Wydajność procesu rekompensuje proces w dopalaczu (wzrost ilości powietrza)
•
Kriogeniczne
końcowe
oczyszczanie
gazu
syntezowego
-
wzrost
wydajności
i
polepszenie
warunków pracy węzła syntezy amoniaku
3. Prereforming
•
Prereformer usytuowany przed piecem rurowym jest adiabatycznym reaktorem katalitycznym, w
którym następuje częściowa konwersja metanu z parą wodną
•
Ochłodzony w wyniku endotermicznej reakcji gaz procesowy wymaga ponownego podgrzania przed
właściwym reformingiem, co realizuje się kosztem ciepła pobieranego z innych części instalacji
•
Obniżenie obciążenia właściwego pieca reformingu pociąga za sobą zmniejszenie zapotrzebowania
na gaz opałowy - efektem zastosowania prereformingu jest obniżenie całkowitego zużycia energii w
procesie wytwarzania amoniaku oraz zmniejszenie emisji NO
x
•
Technika jest możliwa do zastosowania w nowych jak i w istniejących instalacjach amoniaku
•
Zastosowanie
prereformingu
pozwala
również
na
obniżenie
stosunku
para:gaz
co
zmniejsza
zapotrzebowanie na parę wysokociśnieniową
4. Reformer ogrzewany gazem procesowym po dopalaczu
•
Koncepcja polega na podgrzewaniu mieszaniny para-gaz kierowanej do reformingu kosztem ciepła
gazu procesowego, opuszczającego dopalacz z temperaturą ok. 1000°C
•
Pozwala to na znacznie lepsze wykorzystanie ciepła tego gazu niż do wytwarzania pary w kotłach
wysokoprężnych
•
Technika ta zmniejsza lub eliminuje konieczność ogrzewania rur katalitycznych gazami spalinowymi
•
Dopalanie należy realizować przy udziale tlenu lub wzbogacanego powietrza dla zrównoważenia
niedostatku ciepła zużywanego w reformingu
•
Emisja NO
x
, emitowanych już tylko z podgrzewaczy surowców spada o około 50% w porównaniu
do konwencjonalnego reformingu
•
Koncepcja taka może być zrealizowana w skali do 1800 t/d
•
Dwie wytwórnie o takiej zdolności produkcyjnej są aktualnie w budowie a w oparciu o taki proces
zbudowano dotąd 3 instalacje o zdolności produkcyjnej około 500 Mg/dobę
19.
Wymień
zalecane
modyfikacje
technologiczne
istniejących
instalacji
produkcji
amoniaku
zbliżające technologie do
BAT, opisz 2 z nich
Palniki z niskim poziomem emisji NO
x
:
Zmiana
konstrukcji
palników
prowadzi
do
obniżenia
maksymalnej
temperatury
w
wierzchołku
płomienia spalanego gazu. Obniżenie temperatury uzyskuje się przez wielostopniowe doprowadzenie
tlenu lub/oraz gazu do strefy spalania i przez zmianę geometrii komory spalania. Zarówno najwyższa
temperatura płomienia jak i czas
przebywania gazu
w strefie
najwyższych temperatur komory
spalania mają wpływ na ilość powstających NO*
Instalacja Clausa do odzysku siarki:
Koncepcja polega na wykorzystaniu klasycznej technologii odzysku siarki z gazów zawierających
H2S metodą Clausa przy produkcji amoniaku z zastosowaniem półspalania ciężkich węglowodorów.
Oczyszczanie kondensatu procesowego:
Chłodzenie gazu po konwersji CO, zawierającego namiarową parę wodną, prowadzi do wydzielenia
kondensatu
procesowego,
zanieczyszczonego
amoniakiem,
metanolem
i
innymi
zanieczyszczeniami.
Chłodzenie
strumienia
CO2
odprowadzanego
z
regeneratora
wraz
z
parą
wodną
powoduje
wydzielanie dużej ilości kondensatu.
Ciśnieniowe
odgazowanie
kondensatów
parą
procesową
pozwala
na
odprowadzenie
wszystkich
lotnych
zanieczyszczeń
do
strumienia
gazu
procesowego
i
na
wykorzystanie
oczyszczonego

kondensatu do zasilania kotłów parowych po uzdatnieniu w stacji preparowania wody kotłowi
Zastosowanie tej techniki może przynieść nawet całkowitą eliminację odprowadzania kondensató\
do środowiska.
Odzysk metali i zagospodarowanie zużytych katalizatorów:
Jest to koncepcja z zakresu zarządzania środowiskowego - obecnie występuje na rynku wiele firm
zajmujących się skupem i odzyskiem metali z zużytych katalizatorów.
Niskotemperaturowe odsiarczanie gazu:
Nowe katalizatory odsiarczania pracujące w temperaturze niższej niż katalizatory konwencjonalne
Zmodernizowany system wymywania CO2:
CO2 powstający w wyniku reformingu i konwersji CO jest zwykle usuwany z gazu metodami
mokrymi, z których najpopularniejszą jest metoda Benfielda, z zastosowaniem roztworu węglanu
potasu, aktywowanego dwuetanoloaminą (DEA).
Proces zużywa znaczne ilości ciepła potrzebnego do regeneracji roztworu oraz energii elektrycznej
dla utrzymania cyrkulacji roztworu pomiędzy absorberem i regeneratorem.
Poprawę wskaźników energetycznych przynosi wymiana roztworu węglanowego na roztwory nowej
generacji.
20.
Instalacje syntezy amoniaku - trendy rozwojowe
Technologie zalecane jako rozwiązania BAT
1. Ulepszony proces konwencjonalny
2. Reforming ze zredukowanym obciążeniem pieca rurowego
3. Zastosowanie prereformingu
4. Reforming z wewnętrzną wymianą ciepła
Zalecane modyfikacje technologiczne istniejących instalacji zbliżające technologie do BAT
•
Palniki z niskim poziomem emisji NO*:
Zmiana
konstrukcji
palników
prowadzi
do
obniżenia
maksymalnej
temperatury
w
wierzchołku
płomienia spalanego gazu. Obniżenie temperatury uzyskuje się przez wielostopniowe doprowadzenie
tlenu lub/oraz gazu do strefy spalania i przez zmianę geometrii komory spalania. Zarówno najwyższa
temperatura
płomienia
jak i
czas
przebywania gazu
w strefie
najwyższych temperatur komory
spalania mają wpływ na ilość powstających NO
x
•
Instalacja Clausa do odzysku siarki:
Koncepcja polega na wykorzystaniu klasycznej technologii odzysku siarki z gazów zawierających
H
2
S metodą Clausa przy produkcji amoniaku z zastosowaniem półspalania ciężkich węglowodorów.
•
Oczyszczanie kondensatu procesowego:
Chłodzenie gazu po konwersji CO, zawierającego namiarową parę wodną, prowadzi do wydzielenia
kondensatu
procesowego,
zanieczyszczonego
amoniakiem,
metanolem
i
innymi
zanieczyszczeniami.
Chłodzenie
strumienia
C0
2
odprowadzanego
z
regeneratora
wraz
z
parą
wodną
powoduje
wydzielanie dużej ilości kondensatu.
Ciśnieniowe
odgazowanie
kondensatów
parą
procesową
pozwala
na
odprowadzenie
wszystkich
lotnych
zanieczyszczeń
do
strumienia
gazu
procesowego
i
na
wykorzystanie
oczyszczonego
kondensatu do zasilania kotłów parowych po uzdatnieniu w stacji preparowania wody kotłowej.
Zastosowanie tej techniki może przynieść nawet całkowitą eliminację odprowadzania kondensatów
do środowiska.
•
Odzysk metali i zagospodarowanie zużytych katalizatorów:
Jest to koncepcja z zakresu zarządzania środowiskowego - obecnie występuje na rynku wiele firm
zajmujących się skupem i odzyskiem metali z zużytych katalizatorów.
•
Niskotemperaturowe odsiarczanie gazu:
Nowe katalizatory odsiarczania pracujące w temperaturze niższej niż katalizatory konwencjonalne
Zmodernizowany system wymywania C0
2
:
CO2 powstający w wyniku reformingu i konwersji CO jest zwykle usuwany z gazu metodami
mokrymi, z których najpopularniejszą jest metoda Benfielda, z zastosowaniem roztworu węglanu
potasu, aktywowanego dwuetanoloaminą (DEA).
Proces zużywa znaczne ilości ciepła potrzebnego do regeneracji roztworu oraz energii elektrycznej
dla utrzymania cyrkulacji roztworu pomiędzy absorberem i regeneratorem.
Poprawę wskaźników energetycznych przynosi wymiana roztworu węglanowego na roztwory nowej
generacji.
21. Najlepsza dostępna technika dla produkcji dwutlenku tytanu
W czystej postaci dwutlenek tytanu jest bezbarwnym, krystalicznym ciałem stałym, nielotnym, niepalnym
1 nietoksycznym. Wykazuje się wysoką stabilnością chemiczną i termiczną.
Dwutlenek tytanu jest polimorfiezny i występuje w naturze w 3 formach krystalograficznych, ale tylko
anataz i rutyl mają znaczenie praktyczne.
Ti02 jako pigment do:
•
produkcji papieru,
•
żywności (jako barwnik pod skrótem El 71)- ze względu na b. niską toksyczność,
•
tworzyw sztucznych,
•
kosmetyków i farmaceutyków.
Metoda siarczanowa umożliwia wytwarzanie obu odmian: anatazu i rutylu oraz półproduktów do produkcji
ultradrobnego
dwutlenku
tytanu.
Niestety
obarczona
jest
większą
ilością
odpadów,
przez
co
bardziej
oddziałuje na środowisko, a sam pigment ma nieco niższąjasność.
2 części:
1. czarna
FeTi0
3
+ 2H
2
S0
4
= Ti0*S0
4
+ FeS0
4
+ 2H
2
0
Ti0*S0
4
+ (n+l)H
2
0 = Ti0
2
*nH
2
0 + H2SO4
2. biała
Rodzaje odpadów powstających w instalacjach wykorzystujących tę metodę:
•
Odpady stałe - nierozpuszczalne pozostałości rudy nie rozłożone przez kwas siarkowy; krystaliczny
siarczan żelazawy (FeS04*7H20),
•
Odpady mocnych kwasów - więcej niż 0,5% wolnego kwasu siarkowego;
•
Odpady
utylizacyjne
-
sole
filtracyjne,
osady
ściekowe
i
odpady
ciekłe
powstające
podczas
utylizacji;
•
Odpady słabych kwasów - wody płuczne, wody chłodzące, kondensaty oraz osady i odpady ciekłe,
zawierające 0,5 %, łub mniej, wolnego kwasu siarkowego;
•
Odpady zneutralizowane - każdy płyn o wartości pH większej niż 5,5, zawierający tylko śladowe
ilości metali ciężkich(ppm)
•
Pył - rudy i pigmentu;
•
dwutlenek i tritlenek siarki - uwalniany w różnych etapach produkcji
Bat dla tej metody: mała wilgotność rudy, złom żelazowy musi być wolny od brudu, tłuszczów i innych
zanieczyszczeń, do filtracji system oddzielania kwasów mocnych i słabych.
Zagospodarowanie odpadów:
•
Siarczan żelazawy - półprodukt do produkcji koagulantów do oczyszczania ścieków i wody, do
produkcji pigmentów żelazowych lub jako środek redukujący jony Cr
,+
w przemyśle cementowym.
•
Odpadowy kwas siarkowy jest zatężany i recyrkulowany do procesu produkcji bieli tytanowej lub
wykorzystywany do produkcji kwasu fosforowego.
Metoda chlorkowa: umożliwia produkcję wyłącznie gatunków rutylowych. Mniej obciąża środowisko, ale
towarzyszy jej zagrożenie niekontrolowanej emisji gazowego chloru do otoczenia.
2Fe0Ti0
2
+ 3C + 7C1
2
-» TiCL, + 2FeCl
3
+ 3C0
2

TiCl
4
+ 0
2
-> Ti0
2
+ Cl
2
Rodzaje odpadów powstających w instalacjach wykorzystujących tę metodę:
•
Odpady stałe - nierozpuszczalne pozostałości nie strącone przez chlorowanie; chlorki metalu i
wodorotlenki metalu, pozostałości koksu;
•
Odpady mocnych kwasów - więcej niż 0,5% wolnego kwasu solnego;
•
Odpady utylizacyjne - sole filtracyjne, osady ściekowe i odpady ciekłe powstające podczas
utylizacji;
•
Odpady słabych kwasów - wody pluczne, wody chłodzące, kondensaty oraz osady i odpady ciekłe,
zawierające 0,5 %, lub mniej, wolnego kwasu solnego;
•
Odpady zneutralizowane - każdy płyn o wartości pH większej niż 5,5, zawierający tylko śladowe
ilości metali ciężkich(ppm)
•
Pyl - rudy, koksu i pigmentu;
•
chlor uwalniany w etapach produkcji
22. Najlepsza dostępna technika w produkcji fosforanów nieorganicznych (detergentowych,
paszowych)
Proces otrzymania fosforanów nieorganicznych obejmuje następujące etapy:
a) Rozpuszczeni fosforytu do kwasu fosforowego
Najczęściej do roztwarzania fosforytu stosuje się kwas siarkowy.
CaioF
2
(P0
4
)6 + IOH2SO4 + 10mH
2
0 = 6H3PO4 + lOCa S0
4
• mH
2
0 + 2HF
Ekstrakcja kwasu fosforowego z fosforytów kwasem siarkowym ma tę wyższość nad ekstrakcją
kwasem solnym czy azotowym, że jon wapniowy jest usuwany z roztworu w postaci trudno
rozpuszczalnego siarczanu wapniowego. Otrzymywany kwas fosforowy jest wówczas
stosunkowo czysty.
b)
Oczyszczenie kwasu fosforowego do wymaganego stopnia czystości w zależności od końcowego
zastosowania ( nawozy, pasza dla zwierząt, detergenty lub przemysł spożywczy).
Kwas fosforowy otrzymywany przez rozłożenie fosforytów kwasem siarkowym zawiera znaczne
ilości domieszek, w szczególności związków fluoru i siarczanów. Kwas fosforowy oczyszczany
jest m.in. ekstrakcja rozpuszczalnikowa lub metoda termiczna, odsiarczanie
c)
Neutralizacja kwasu fosforowego jonami sodu, wapnia, amonu lub innymi jonami w celu
otrzymania wymaganego rodzaju fosforanu nieorganicznego (np. STPP - trójpolifosforan sodu,
DCP - fosforan dwuwapniowy)
d)
Odwodnienie, suszenie, prażenie lub inne końcowe obróbki w celu uzyskania wymaganej formy
fosforanu (np. w postaci proszku)
23. Najlepsza dostępna technika w produkcji nawozów NPK (z użyciem kwasów fosforowego i
siarkowego)
Nawozy
wieloskładnikowe
wytwarzane
na
bazie
EKF
(ekstrakcyjnego
kwasu
fosforowego)
są
ważnymi
produktami
o
wysokiej
zawartości
składników
nawozowych.
Do
procesu
wytwarzania
ekstrakcyjnego
kwasu fosforowego używa się surowców fosforowych pochodzenia mineralnego oraz kwasu siarkowego.
Używane surowce zawierają na ogół pewne ilości zanieczyszczeń. Tymi zanieczyszczeniami mogą być
metale ciężkie i związki fluoru zawarte w fosforytach oraz metale ciężkie w kwasie siarkowym pochodzenia
metalurgicznego.
Niekiedy
także
w
surowcach
mogą
występować
inne
zanieczyszczenia,
np.
zanieczyszczenia
organiczne
w
kwasie
siarkowym
odpadowym
z
produkcji
substancji
organicznych.
Według draftu BREF-su nawozowego za BAT przy produkcji nawozów wieloskładnikowych na bazie EKF
uważa się:
(f
5,
użycie surowca fosforowego o niskiej zawartości zanieczyszczeń,
i£
>
użycie surowca fosforowego o wysokiej zawartości P205,
(P minimalną emisję pyłów z sekcji chłodzenia produktu (polecane chłodziarki plytow'e),
maksymalna emisja pyłów z tego węzła nie powinna przekroczyć lOg/tonę produktu,
& stosowanie skruberów jako urządzeń do redukcji emisji związków chemicznych fluoru i chloru (do
wartości poniżej 5 mg F-/m3 i 30 mg Cl-/m3),
& optymalizację zużycia wody dom węzła absorpcji zanieczyszczeń,
& oczyszczanie ścieków lub wód procesowych.
Z przedstawionego wykazu wynika, że definiując pojęcie BAT dla procesu wytwarzania
wieloskładnikowych nawozów fosforowych nie podaje się zaleceń dotyczących konkretnych
rozwiązań lecz tylko wymagania ogólne dotyczące surowców oraz podaje się zalecenia
dotyczące wielkości emisji.
24. Najlepsza dostępna technika w produkcji sody amoniakalnej
Podczas formułowania wniosków w sprawie BAT dla produkcji sody amoniakalnej za pomocą procesu
Solvaya, rozpoznano następujące głów'ne zagadnienia środowiskowe dla sektora:
•
ograniczona wydajność materiałowa procesu Solvaya z powodu trudnych do opanowania ograniczeń
równowag chemicznych, z czym wiąże się bezpośredni oddziaływanie produkcji sody amoniakalnej
na środowisko
wpływ jakości używanych surowców (w tym zawartości metali ciężkich), zwłaszcza wapienia, na
ogólne oddziaływanie produkcji sody amoniakalnej na środowisko
•
stosunkowo duża objętość ścieków wyprowadzanych z procesu do środowiska wodnego
ładunek zawieszonych cząstek stałych w ściekach, w tym metali ciężkich pochodzących z surowców,
oraz ograniczone możliwości oddzielenia ich od ścieków we wszystkich zakładach produkujących
sodę amoniakalną.
Wyciągnięto 13 wniosków w sprawie BAT dla instalacji sody amoniakalnej w UE-25 bazujących na
procesie Solvaya, a poniżej znajdują się przykłady przyjętych wniosków w sprawie BAT:
BAT 2
Całkowite zużycie wapienia na wlocie instalacji wynosi w granicach 1,1 - 1,5 tony na tonę sody
amoniakalnej, choć w przypadku zakładów, w których nie jest dostępny dobrej jakości wapień może być
uzasadnione zużycie wynoszące do 1,8 tony wapienia na tonę wyprodukowanej sody amoniakalnej.
BAT 3
Wybór wapienia o odpowiedniej jakości, w tym:
•
wysokiej zawartości CaCC>3, najlepiej w przedziale 95 - 99 %
odpowiedniej charakterystyce fizycznej wapienia wymaganej w procesie
ograniczonej zawartości metali ciężkich (As, Cd, Cr, Cu, Hg, Ni, Pb i Zn) w kupowanym wapieniu
lub w wapieniu z aktualnie eksploatowanego własnego złoża.
BAT 5
Zoptymalizowana praca instalacji sody amoniakalnej, tak aby utrzymać emisje CO2 z procesu w granicach
0,2 - 0,4 tony 100% CO2 na tonę wyprodukowanej sody amoniakalnej
BAT 10
Odnośnie do wpływu ścieków odprowadzanych z produkcji sody amoniakalnej do środowiska wodnego:
A. Gdy ostateczny zrzut jest dokonywany do środowiska morskiego:
- zapewnić rozproszenie cząstek stałych nie dopuszczając do zlokalizowanego odkładania się osadzonych
części stałych,
- ograniczyć do minimum ilość wyprowadzanych metali ciężkich stosując dobór materiałów wsadowych.
B. Gdy ostateczny zrzut dokonywany jest do zbiornika wody słodkiej:
-ograniczyć do minimum emisję metali ciężkich
-ograniczyć do minimum ilość zawieszonych substancji stałych
25. Najlepsza dostępna technika w produkcji azotanu amonu i wapnia
Azotan amonu jest substancją chemiczną o dużym znaczeniu praktycznym. Zdecydowana większość
jego produkcji jest wykorzystywana do celów nawozowych. Azotan amonu posiada wady, z których
najistotniejszymi są skłonność do zbrylania oraz skłonność do wybuchowego rozkładu. Z tej ostatniej
własności azotanu amonu wynika drugi sposób wykorzystania azotanu amonu - jako składnika materiałów
wybuchowych.
Produkcja
saletry
amonowej
i
innych
nawozów
saletrzanych
odbywa
się
poprzez
neutralizację
amoniaku
kwasem
azotowym,
a
następnie
zatężenie
roztworu
do
stopu
azotanu
amonowego i jego granulację. Poszczególne etapy to: neutralizacja, odparowanie, granulacja (wieżowa lub
mechaniczna).
BAT dla produkcji azotanu amonu to:
•
optymalizacja pracy sekcji neutralizacji pozwalająca na lepsze wykorzystanie energii,
• kontrola
pH
uzyskiwanego roztworu NH4NO3,
•
redukcja emisji do fazy gazowej zarówno z procesu wytwarzania nawozów jak i magazynowania
surowców,
•
zawracanie wody procesowej i pary procesowej do procesu, w celu odzysku ciepła, a nawet zimna w
zintegrowanym procesie wytwarzania nawozów.
W procesie są także emitowane zanieczyszczenia do atmosfery i do wód powierzchniowych. Są to pyły
azotanu amonu, pyły innych produktów, pyły stosowanych dodatków, amoniak, para wodna i tlenki azotu.
Spośród nich istotne znaczenie (ze względu na ilość i sposób oddziaływania) mają pyły produktów oraz
amoniak.
Zanieczyszczeniami
emitowanymi
do
wód
powierzchniowych
są
również
amoniak
i
azotan
amonu.
W
ramach
prawidłowego
nadzoru
nad
pracą
wytwórni
pow'inny
być
prowadzone
pomiary
zawartości tych dwóch rodzajów zanieczyszczeń w strumieniach wylotowych z instalacji (gazy wylotowe i
ścieki). Odpady z okresów nieprawidłowej pracy instalacji powinny być na bieżąco utylizowane (produkt o
niewłaściwym składzie) lub sprzedawane jako produkt o niższej jakości.
Azotan wapnia jest wysoko cenionym nawozem azotowym, ale jego znaczenie przy prowadzeniu
upraw wielkotowarowych jest niewielkie. Wynika to z niskiej zawartości azotu w nawozie, a także z jego
bardzo
wysokiej
higroskopijności.
Surowcami
stosowanymi
do
produkcji
są
kwas
azotowy
i
kamień
wapienny
w
postaci
kawałków.
Powstający
dwutlenek
węgla
jest
usuwany
za
pomocą
wentylatora
wyciągowego
i
wyrzucany
poprzez
emitor.
Wysoka
czystość
surowca
(kamienia
wapiennego)
zapewnia
niską emisję NOx. Oprócz dwutlenku węgla emitowana jest niewielka ilość tlenków azotu i kwasu
azotowego. Produkcja azotanu wapnia jest niskoodpadowa.
W sumie to nie ma konkretnego BATu dla azotanu wapnia, ale można naściemniać to co zwykle:
ograniczenie
emisji
NO
x
(dobór
odpowiedniej
temperatury),
recyrkulacja
wszystkiego
co
się
da,
minimalizacja pylenia kamienia wapiennego podczas transportu i obróbki... Dodatkowo azotan amonu też
może powstawać jako produkt uboczny przy wytwarzaniu nawozów NPK, więc można wymienić kilka BAT
dotyczących produkcji tychże nawozów, np.: ograniczenie pylenia, usuwanie pyłów (cyklony), oczyszczanie
powietrza (absorpcja na mokro i sucho, skrubery). Jak ktoś zdał Zarządzanie to tutaj tym bardziej coś
wymyśli, bo wiecznie chodzi o to samo ;p
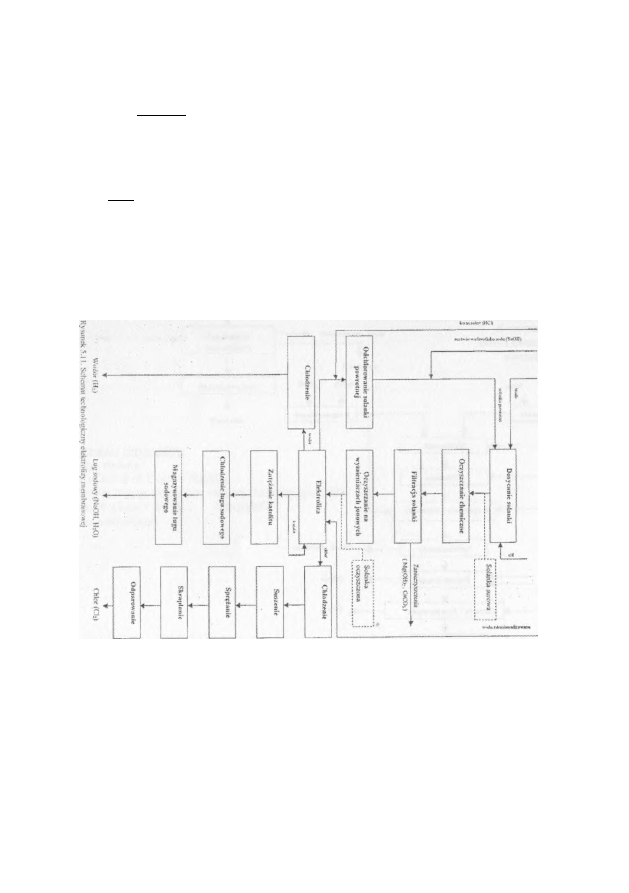
26. Najlepsza dostępna technika w produkcji chloru
Technologiami stosowanymi w procesie produkcji chloru i wodorotlenku sodu są elektroliza rtęciowa,
przeponowa
oraz
membranowa,
głównie
z
zastosowaniem
chlorku
sodu
jako
surowca
lub
chlorku
potasu. Inne procesy elektrochemiczne, w których produkowany jest chlor, obejmują elektrolizę kwasu
solnego oraz elektrolizę stopionego chlorku metalu alkalicznego lub stopionych chlorków' metali ziem
alkalicznych, w których chlor jest produktem ubocznym.
Elektroliza membranowa. W procesie tym anoda i katoda są oddzielone przez nieprzepuszczającą
wody, lecz przewodzącą uwodnione jony membranę. Solanka przepływa przez przestrzeń anodową, w
której jony chlorkowe są utleniane do chloru gazowego. Uwodnione jony sodu migrują przez membranę
do przestrzeni katodowej, przez którą przepływa roztwór wodorotlenku sodu. Woda odmineralizowana
dodawana do obiegu katolitu jest zużywana w procesie produkcji, gdzie tworzy się wodór gazowy oraz
jony wodorotlenowe. Jony sodu oraz jony wodorotlenowe wspólnie tworzą ług sodowy, który zazwyczaj
doprowadzany jest do stężenia 32-35% poprzez recyrkulowanie roztworu przed jego odprowadzeniem z
elektrolizera. Membrana zapobiega migracji jonów chlorkowych z przestrzeni anodowej do katodowej w
związku, z czym wyprodukowany roztwór wodorotlenku sodu nie zawiera soli. Zubożona solanka jest
odprowadzana z przestrzeni anodowej i ponownie nasycana solą.
Materiałem katodowym stosowanym w elektrolizerach membranowych jest stal nierdzewna lub nikiel.
Katody są najczęściej pokrywane powłoką aktywną (katalizatorem procesu wydzielania wodoru), który
jest bardziej stabilny niż podłoże i który zwiększa pole powierzchni oraz obniża nadpotencjał procesu
wydzielania
wodoru.
Stosowane
na
powłoki
materiały
obejmują
Ni-S,
Ni-Al
poddawane
procesowi
wyługowywania glinu celem uzyskania silnie rozwiniętej powierzchni (nikiel Raneya) oraz Ni-NiO, jak
również mieszanki niklu i metali z grupy platynowców lub metali przejściowych.
Jako anody stosowane są jedynie aktywowane elektrody tytanowe z powłoką typu Ru02-Ti02 lub
Ru02-Ir02-Ti02.
Membrany
stosowane
w
przemyśle
chloro-alkalicznym
są
zwykle
wykonane
z
polimerów, tak zwanych perfluorowanych. Mogą one mieć od jednej do trzech warstw, zazwyczaj dwie.
Jedna z nich składa się z perliuorowanego polimeru (pochodnych teflonu) z podstawionymi grupami
karboksylowymi
i
jest
zwrócona
w
stronę
katody.
Aby
zapewnić
odpowiednią
wytrzymałość
mechaniczną membrany, jest ona zwykle wzmacniana włóknami PTFE. Membrany muszą pozostawać
trwale i stabilne, pomimo że z jednej strony są wystawiane na działanie chloru, natomiast z drugiej -
stężonego roztworu wodorotlenku sodu.
Ekonomiczna trwałość membran stosowanych w przemyśle chloro-alkalicznym wynosi ok. trzech lat.
Korzystne cechy clektrolizerów membranowych w stosunku do rtęciowych i przeponowycli to:
- działanie przy niższym napięciu zaciskowym niż elektrolizery rtęciowe,
-
możliwość
dokonywania
zmian
obciążenia
prądowego
w
cyklu
dobowym
umożliwiające
pełne
wykorzystanie tańszej taryfy nocnej,
- wyższa czystość ługu sodowego niż ług wytwarzany w elektrolizerach diafragmowych,
- niższe zużycie energii elektrycznej niż w metodzie rtęciowej i diafragmowej i niższe zużycie energii w
postaci pary niż w metodzie diafragmowej,
- zdecydowanie mniejsze zagrożenie dla środowiska niż w metodzie rtęciowej i diafragmowej.
27. Najlepsza dostępna technika w produkcji kwasu azotowego
Jako najlepszą dostępną technikę (BAT) dla instalacji kwasu azotowego (V) spełnia technologia
wytwarzania kwasu azotowego metodą dwuciśnieniową.

- zdolność produkcyjna
>500t HN03/doba
- proces dwuciśnicniowy :
utlenianie amoniaku
3,5-5,5atm.
absorpcja NOx
9 - 1 5 atm.
- stężenie N()x w gazach resztkowych
<200 ppm obj.
- stężenie kwasu azotowego
>60%
- wskaźniki zużycia na 1 t produkowanego HN03:
amoniak
<286 kg
katalizator
Pd-Rh
<50
mg
energia
elektryczna
<20
kWh
woda chłodząca <160 m3
- komputerowy system sterowania i kontroli procesu
Jako najlepsze dostępne techniki (BAT) w procesie produkcji kwasu azotowego dla ograniczenia emisji
tlenków azotu zalecane są:
- Wysokowydąjna (rozszerzona) absorpcja;
- selektywna redukcja katalityczna.
Przy projektowaniu nowej instalacji kwasu azotowego główny problem stanowi emisja NOx do atmosfery i
odzysk
energii.
Optymalizacja
pomiędzy
nakładami
inwestycyjnymi
a
kosztami
eksploatacji,
przy
uwzględnieniu dopuszczalnej emisji 100 ppm obj. NOx winna być oparta na następujących przesłankach:
- procesy jednociśnieniowe prowadzone pod wysokim ciśnieniem posiadające wysokosprawną absorpcję nie
wymagają dodatkowych rozwiązań ograniczających emisję.
-
procesy
dwuciśnieniowe
z
wysokociśnieniową
absorpcją
nie
wymagają
stosowania
technologii
ograniczających emisję NOx.
-
Procesy
jednociśnieniowe
prowadzone
pod
średnim
ciśnieniem
wymagają
stosowania
rozwiązań
ograniczających emisję.
Jako standardy BAT zaleca się wydajniejszą ( ciśnieniową ) absorpcję oraz metodę SCR.
Standardy BAT obejmują także problem emisji podtlenku azotu (N20). Obniżenie emisji N20 można
uzyskać
stosując
metodę
NSCR
lub
specjalne
rozwiązania
komory
rozkładu
N20
zintegrowanej
z
utleniaczem. Te rozwiązania nie mogą być stosowane w instalacjach istniejących. Wydaje się, że problem
zmniejszenia emisji N20 z instalacji kwasu azotowego zostanie rozwiązany i upowszechniony najwcześniej
za 5- 10 lat.
Selektywna
redukcja
katalityczna
(SCR)
-
polega
na
redukcji
tlenków
azotu
amoniakiem
w
temperaturze
ok.
300
-
4000C
w
obecności
katalizatora,
skuteczność
metody
przekracza
90%.
Katalizatorami w metodzie SCR są najczęściej; platynowce, zwłaszcza Pt, Rh, Pd, oraz tlenki metali
przejściowych. Wysokowydąjna (rozszerzona) absorpcja w wodzie - jest to rozszerzenie procesu absorpcji
realizowanego
dla
potrzeb
kwasu
azotowego.
Przy
zastosowaniu
absorpcji
wysokociśnieniowej
można
osiągnąć zawartość NOx mniejszą niż 100 ppm obj.
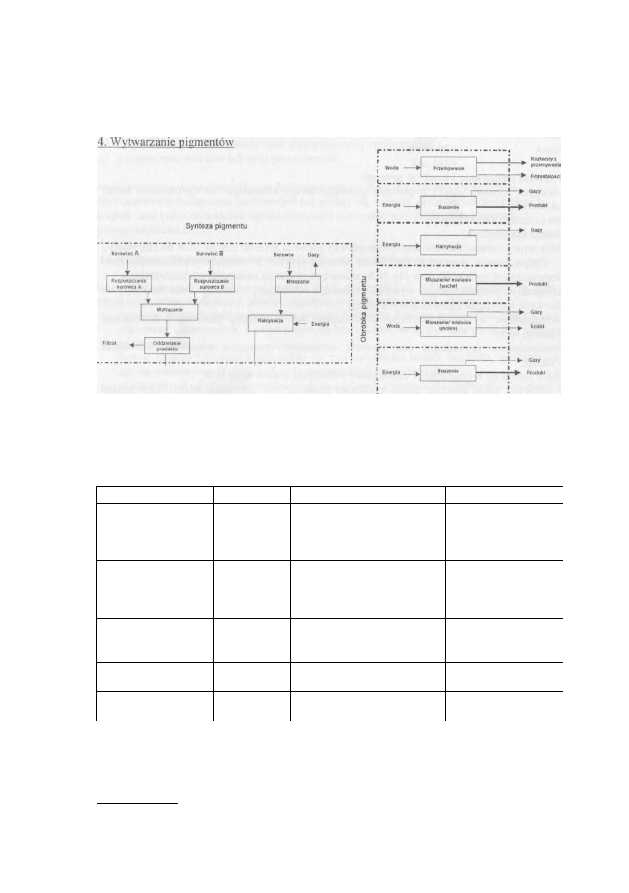
28. Najlepsza dostępna technika w dla produkcji pigmentów nieorganicznych
1. klasyfikacją pigmentów
a) białe - siarczan baru, tlenek cynku, litopon
(mieszanka siarczanu baru i siarczku cynku)
b) kolorowe - tlenki żelaza, kompleksowe
pigmenty nieorganiczne CIC
c) czarne - czerń żelazowa itp.
d) do magazynowania danych magnetycznych -
tlenki żelaza
e) inhibitujące korozję - fosforanowe, boranowe,
chromianowe
f) interferencyjne - na bazie Ti02
g) przeźroczyste - błękit kobaltowy
h) fosforyzujące - siarczki metali ziem
alkalicznych
i) wypełniacze - węglan wapnia
2. najważniejsze pigmenty
a) tlenkowe pigmenty żelazowa
b) chromowe
c) ołowiowe
d) cynkowe
3. zastosowanie pigmentów
e) kadmowe
f) kompleksowe pigmenty nieorganiczne np.
żółcień chromowo-antymonowa (Ti,Cr,Sb)02
a)Tlenkowe
pigmenty żelazowe (stabiloność chemiczna, różnorodność odcieni, konkurencyjna cena ->
farby, materiały konstrukcyjne)
b) Pigmenty cynkowe (wysoka białość, wytrzymałość -> farby, wzmacnianie tworzyw sztucznych)
c) Pigmenty chromowe chromu(III) (zieleń chromowa-> kosmetyki, podkłady, pudry, korektory)
d) Pigmenty ołowiowe (pigmenty farb antykorozyjnych)
e) Pigmenty kadmowe (najczystsze odcienie, bardzo odporne -> barwienie materiałó konstrukcyjnych)
f) Kompleksowe pigmenty nieorganiczne (CIC) (duża różnorodnność barw-> farby)
główne zanieczeszczenia:
a) ścieki
b) gazy (m in. S0
2
, NO
x
, VOC)
c) pyły
5. Redukcja emisii
Zanieczyszczenie
Źródło
Produkowany pigment
Metoda oczy szczania
Pyły
Piec
Suszarka
Suche
rozdrabnianie
Pigmenty CIC
Pigmenty Cr(IH)
Pigmenty Fe
x
O
T
Pigmenty ZnS
-cyklon
-elektrofiltr
-mycie obojętne
- filtr tkaninowy
SOj
Piec
Pigmenty CIC
Pigmenty Cr(III)
Pigmenty ZnS
- utlenianie SOj do
SO
3
i przerób na
H
2
SO
4
- mycie alkaliczne
NO*
Piec
Pigmenty CIC
- oczyszczanie poniżej
dopuszczalnego
poziomu
Fluor/fluorki
Piec
Pigmenty CIC
-mycie mlekiem
wapiennym
Lotne związki
organiczne
Reactor
Tlenki
żelaza
w
Laux
procesie
- spalanie
Obróbka ścieków:
a) zatężenie (np. odparowanie wody) aby zmniejszyć objętość ścieków
b) odzysk składnika przez wytrącanie i flokulację i jego zawrót, jeżeli jego stężenie w ściekach jest duże
c) neutralizacja
d) wytrącenie/flokulacja innych zanieczyszczeń
6. Tlenki żelazowe
a) kolory otrzymywane przez wytrącanie
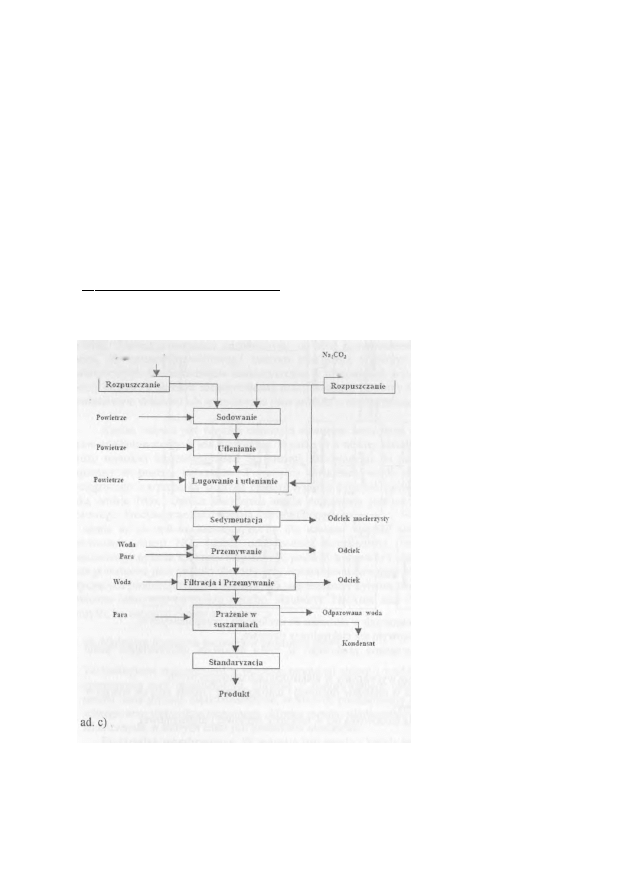
a-FeOOH - żółty
a-Fe
2
03 - czerowny
-FeOOH - pomarańczowy
Fe304 - czarny
b) otrzymywane w procesie Penniman-Zoph: czerwone, pomarańczowe, czarne, żółte
c) otrzymywane w procesie Laux: czarne, brązowe, żółte
ad. a)
2FeS0
4
+ 4NaOH +l/20
2
-> 2FeOOH + 2Na
2
S0
4
+H
2
0
Temp. ok. 70°C
ad. b)
Fe+H
2
S0
4
FeS0
4
+H
2
2FeS0
4
+ 3H
2
0 + l/20
2
-> 2FeOOH + H
2
S0
4
sumarycznie:
2Fe + 3H
2
0 +l/20
2
-> 2FeOOH+2H
2
ad. c)
C
f
,H
5
N0
2
+ 9Fe +2H
2
0 ->C
f
,H
5
NH
2
+ Fe
3
0
4
powstaje też FeOOH
7. Pigmenty żelazowe produkowane w Polsce:
a) brunat żelazowy B
b) czerń żelazawa Z-160
c) żółcień żelazawa
ad.a)
F<S<V'H.O
Bod.
Wod«
Jl_________i________________________________________ i____
,
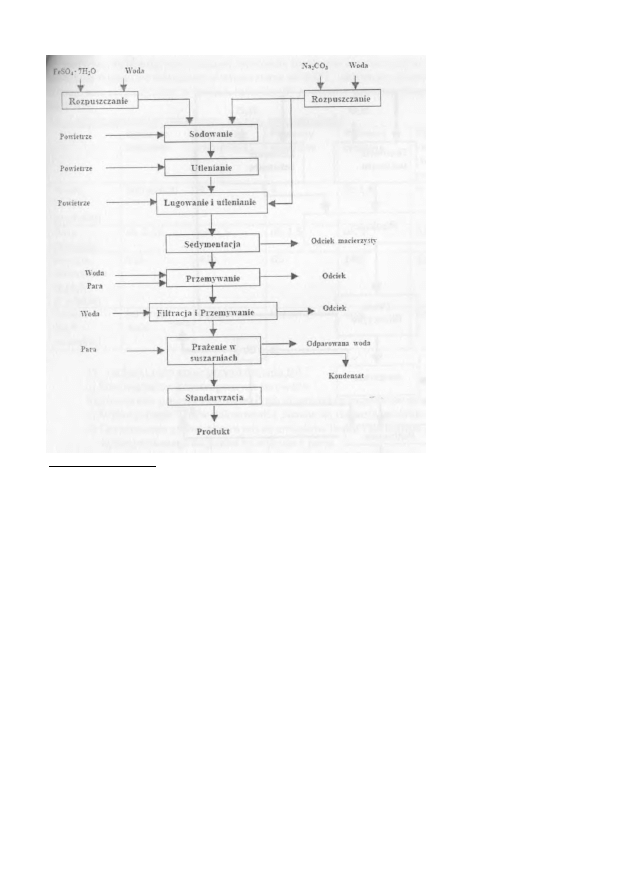
8. Pigmenty chromu (III)
O2O3 - zielony
Na
2
Cr2C>7 + S Cr2C>3 + Na
2
S04
W Polsce stosuje sie metodę rozkładu termicznego Cr03
2Cr0
3
Cr
2
0
3
+ 3/2 0
2
900-1000°C
Proces produkcyjny
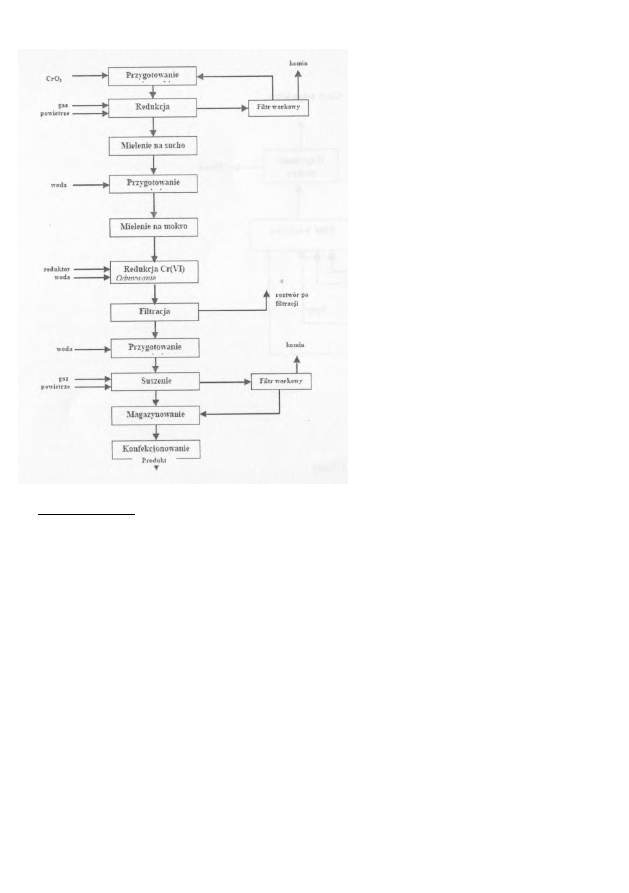
9. Pigmenty ołowiowe
a) PbO - żółty lub czerwony
b) Pb3C>4- minia ołowiana (pomarańczowo-czerwona - podkład pod lakiery, jeśli ktoś się orientuje)
Wytwarzanie PbO
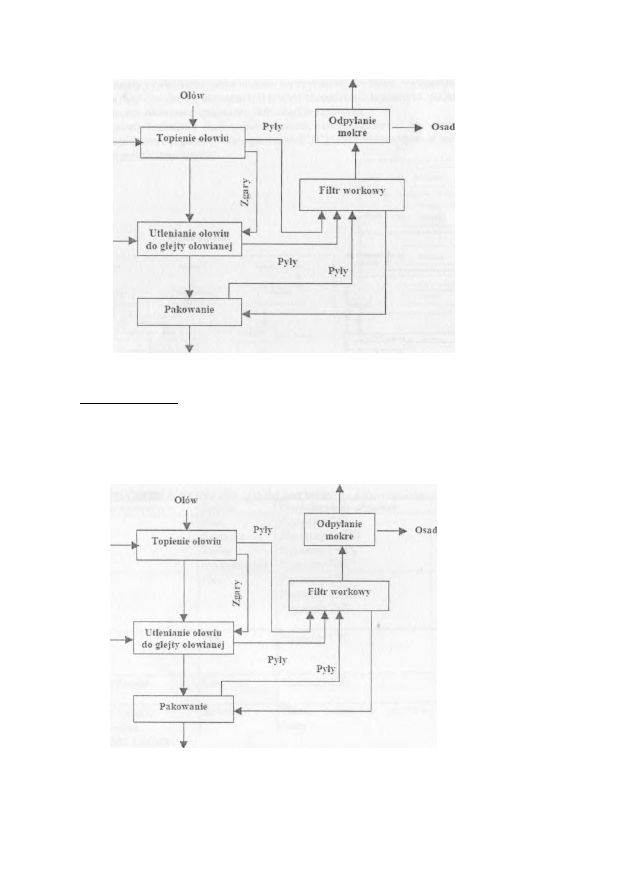
Produkt
Pb O
10. Pigmenty cynkowe
a) ZnO - najpopularniejszy, biel cynkowa
b) Zn
3
(P0
4
)2 - stosowany jako inhibitor korozji, biały
Produkcja ZnO metodą ciągłą
Gazy odpadowe
Produkt
PbO
Produkcja fosforanu cynku
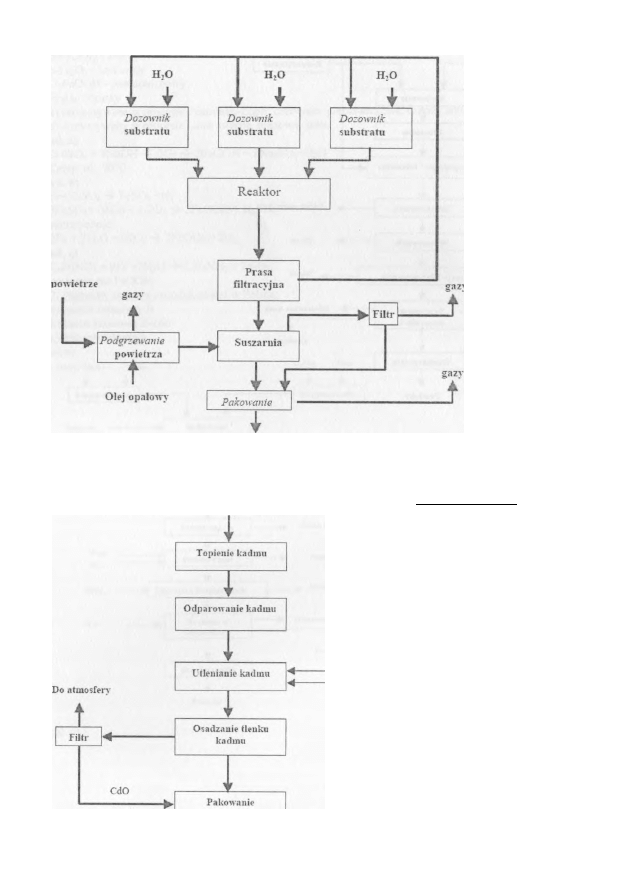
Produkt
Kadm metaliczny
gaz
powietrze
11. Pigmenty kadmowe
a) CdO - brunatny
b) CdS - żółty
c) Cds,Se (selenosiarczek kadmu)
- jasnopomarańczowy
Produkcja CdO z Cd
Produkcja CdS oraz CdS,Se
' pierwszej kolejności sporządza się mieszanke surowców (węglan kadmu + siarka + ewentualnie selen),
następnie wypala się mieszankę w temperaturze ok 600°C. otrzymany półprodukt mieli sie i przemywa, aby
usunąć sole rozpuszczalne w wodzie, które mogły powstać w procesie. Oczyszczony pigment poddaje się
suszeniu.
Pigmenty
żelazowe
Pigmenty
chromowe
Pigmenty
ołowiowe
Pigmenty
cynkowe
Pigmenty
kadmowe
{kadmu
metalicznego)
Woda
[m
3
/t
produktu]
100 do 400
4
4
Do 1,8
brak
Gazy
[Kg/god.z]
ok. 0,36
ok. 1,5
ok. 1,5
ok. 5
0,0006
Energia
elektryczna
Ikwh/t
produktu]
11S
400
65
240
1200
Ścieki
[kg/t
produktu]
od 36 do
3000
1200
brak
brak
brak
13. Techniki rozważane przy określaniu BAT
a) Stosowanie nie kancerogennych surowców
b) Stosowanie procesu Penniman-Zoph do produkcji pigmentów żelazowych
c) Wykorzystanie gazów odlotowych z pieców do suszenia produktu
d) Oczyszczanie gazów piecowych ze związków fluoru i boru przez dozowanie wapna
hydratyzowanego do gazów na wylocie z pieca
e) Użycie wody destylowanej z kondensacji par z układów odparowania/zatężania
ścieków
do przemywania pigmentów
14. Produkcja w Polsce_________ _______ _______________________ ______________________
Zakład
Produkowane pigmenty
Wielkość produkcji
Zakłady Chemiczne ZACHEM S.A.
(Zakład Barwników). Bydgoszcz
bruuat żelazowy B
czerń żelazowa Z-160 żółcień
żelazowa.
94.3 Mg r,
73.3 Mg/r
3500 Mg/r.
Zakłady Chemiczne
ALWERNIA S.A.. Alwernia
zieleń chromowa Cr:Oj
720 Mg/r
Zakłady Tworzyw i Farb
Złoty Stok
tlenek kadmu CdO
fosforan cynku
750 Mg/r
2000 Mg/r
Huta Oława SA,, Oława
glejta PbO
minia ołowiana FbsOj
biel cynkowa ZnO
2800 Mg/r
8400 Mg/r
9700 Mer
Z.Ch. PERMEDIA S.A.. Lublin
Siarczek kadmu CdS; CdS.Se
Wyszukiwarka
Podobne podstrony:
Opracowanie Hoffmanna id 338261 Nieznany
Opracowanie Hoffmanna id 338261 Nieznany
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
Misc3 id 302777 Nieznany
cw med 5 id 122239 Nieznany
więcej podobnych podstron