EWE III 2.15 1
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
STALE WYSOKOSTOPOWE
(NIERDZEWNE)
EWE III
4 godz.
EWE III 2.15 2
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Grupy stali Cr-Ni:
¾ Cr
4
÷ 27 % Cr
¾ Cr – Ni 18
÷ 26 % Cr + 0 ÷37 % Ni
Dodatki: Mn, Si, Mo, Ti, Nb, Cu, V, W
Zastosowanie:
¾ stale nierdzewne, gdy Cr >12%
¾ żaroodporne
¾ nierdzewne i kwasoodporne
EWE III 2.15 3
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
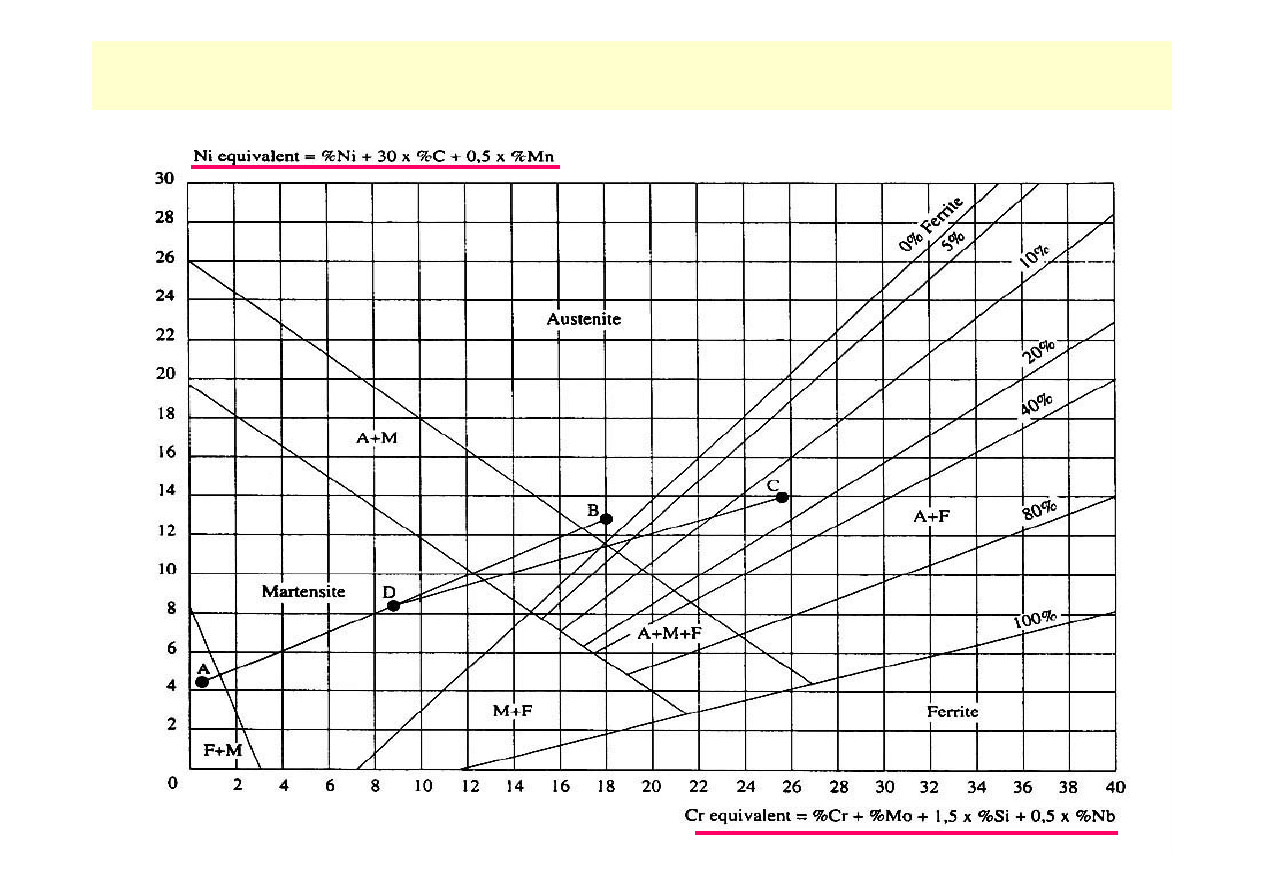
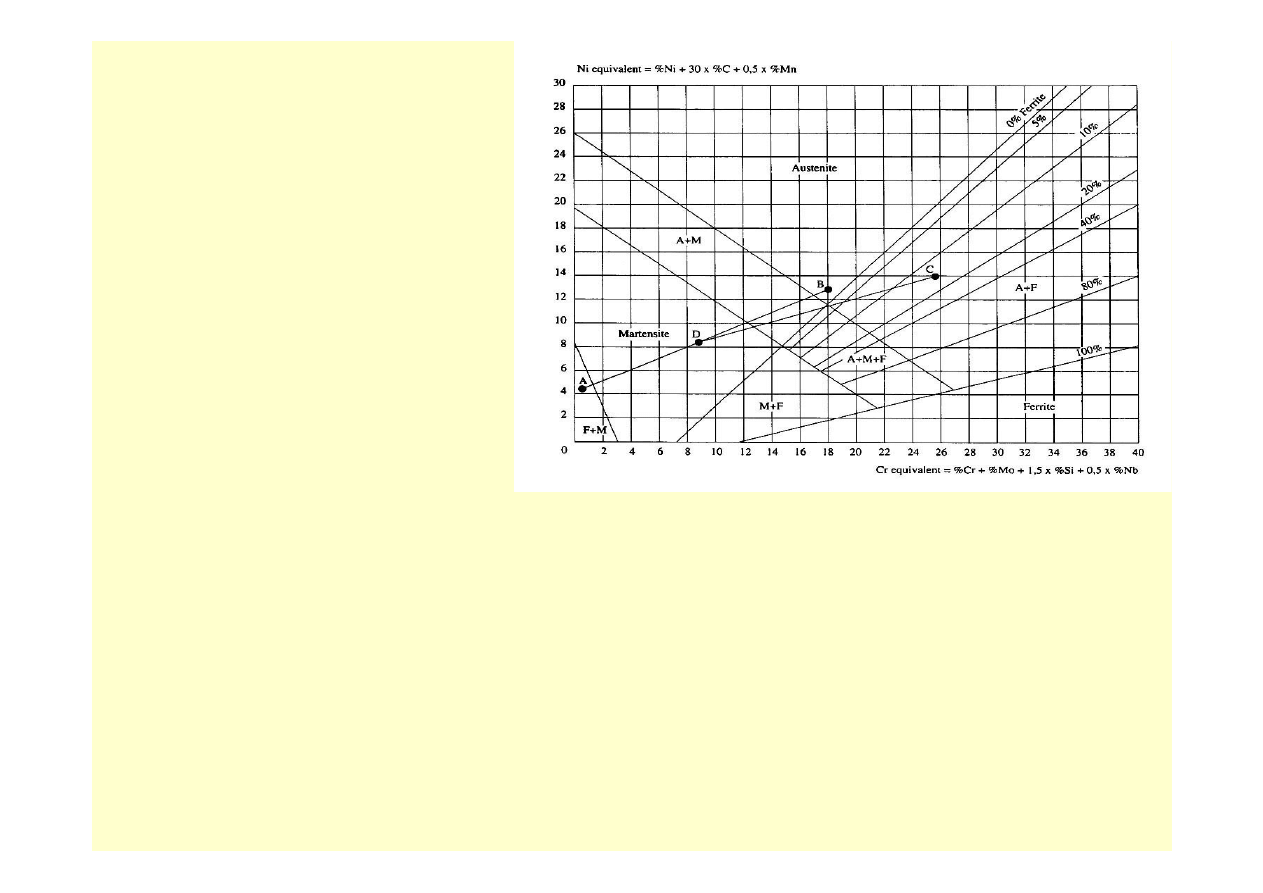
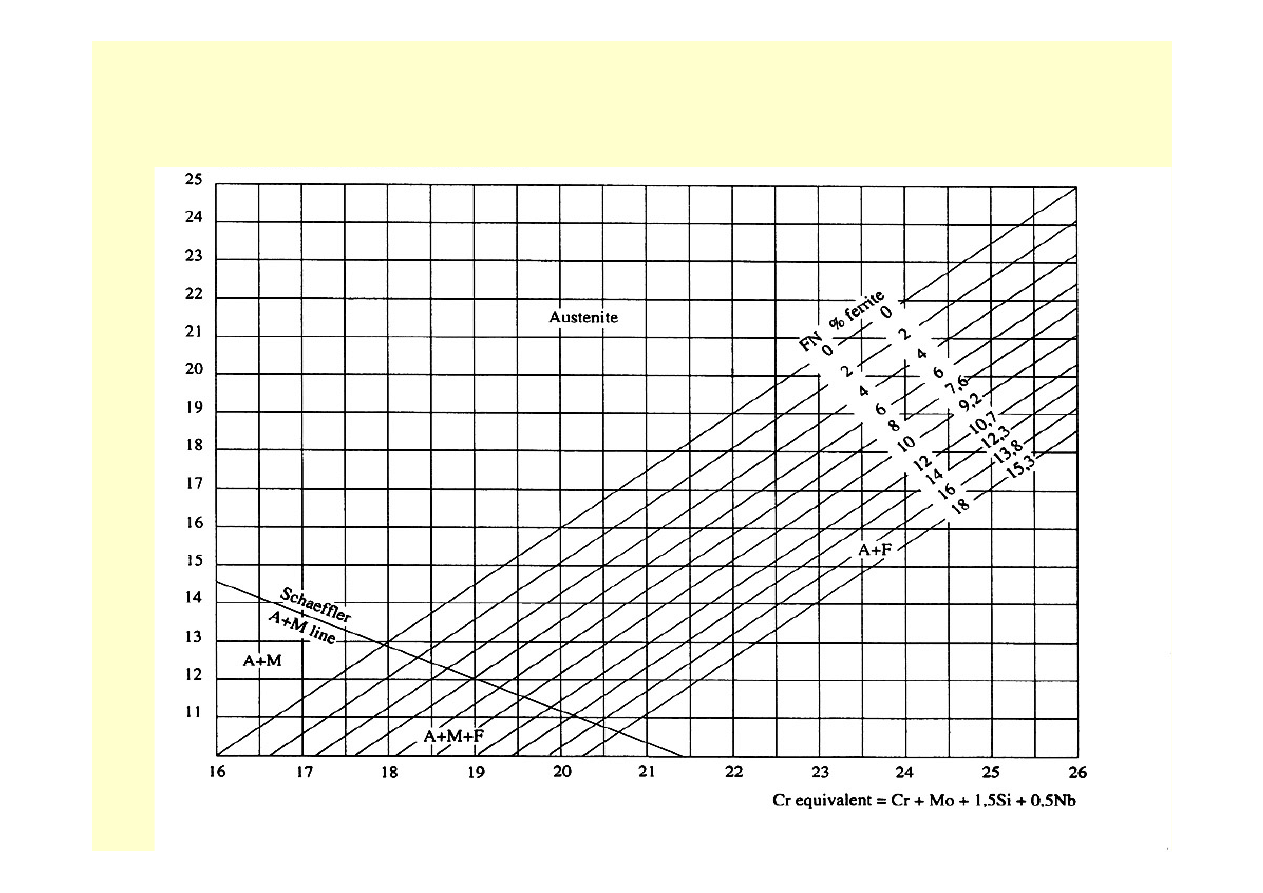
Wykres Schaefflera
EWE III 2.15 4
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Struktura stali:
¾ ferrytyczne
¾ austenityczne
¾ ferrytyczno – austenityczne (mała zawartość ferrytu)
¾ ferrytyczno – austenityczne DUPLEX (duża zawartość ferrytu)
¾ martenzytyczne
¾Martenzytyczne z miękkim martenzytem
¾martenzytyczno – ferrytyczne (półferrytyczne)
Własności:
¾ duży współczynnik rozszerzalności cieplnej
¾ mały współczynnik przewodzenia ciepła
EWE III 2.15 5
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
EWE III 2.15 6
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Stale nierdzewne
Cr -martenzytyczne
Podhartowania
Naprężenia strukturalne
Pęknięcia zimne
B. Ograniczona
spawalność
Cr -ferrytyczne
Rozrost ziaren,
Wydzielenia węglików.
Pęknięcia na zimno,
korozja
Ograniczona
spawalność
Cr-Ni
z miękkim martenzytem
Naprężenia strukturalne
Pęknięcia na zimno
Stosunkowo
dobra spawalność
Cr-Ni-Mo
Austenityczno-ferrytyczne
Rozrost ziaren,
Wydzielenia,
Ferrytyzacja,
Korozja, kruchość,
Pęknięcia na zimno
Dobra spawalność
Cr-Ni-Mo
austenityczne
Eutektyki,
Wydzielenia węglikowe,
Wydzielenia fazowe.
Pęknięcia na gorąco,
Korozja, kruchość
B. Dobra
spawalność
Możliwe wady
Wpływ wad na złącze
Rodzaj stali
EWE III 2.15 7
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
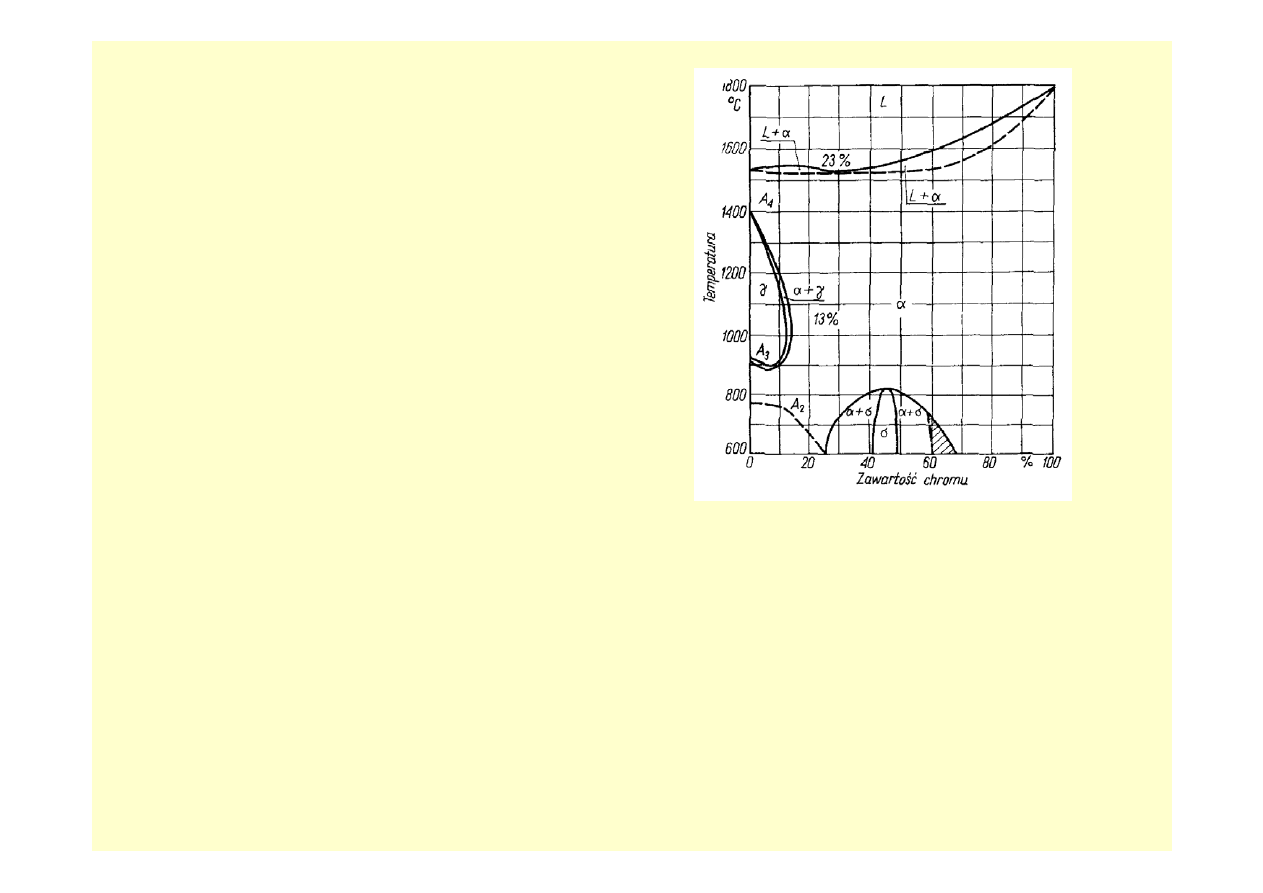
Stale Cr:
¾ martenzytyczne
¾ pół ferrytyczne (martenzyt + ferryt)
¾ ferrytyczne
Cr = 4
÷ 10%
Cr = 11
÷ 18%
C
≈ 0,1%
-
hartowanie na martenzyt lub martenzyt + ferryt
- wymagane: podgrzewanie T~300ºC
odpuszczanie T~650
÷750ºC
-spoiwa o składzie MR, gdy ważna jest odporność na obciążenia
dynamiczne,
-Spoiwa austenityczne, w innych przypadkach.
-
silne hartowanie na martenzyt,
- wymagane: podgrzewanie T~300ºC
odpuszczanie T~700
÷750ºC
temp. pracy < 620
0
C
-Zastosowanie: łopatki turbin, wały pomp, zawory, tłoczyska, noże,
nożyce, narzędzia hirurgiczne, łożyska (wyższa zawartość C)
Wpływ C: Zwiększenie zawartości C powoduje wzrost zawartości martenzytu
gdy C<0,4% stal do ulepszania cieplnego , C>0,4 do 1,2% -hartowanie
EWE III 2.15 8
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Cr = 18
÷ 28%
C
≈ 0,1%
- struktura ferrytyczna
- kruchość wywołana rozrostem ziaren
-temperatura podgrzewania wstępnego – 200 – 300
0
C
-Stosować niską energię liniową,
-Spoiwo o składzie MR, gdy styka się z gazami
zawierającymi siarkę lub nawęglającymi,
-Po spawaniu obróbka cieplna 700- 750
0
C,
-Elektrody i topniki suszyć przed spawaniem.
-Spawalność ograniczona.
Stale X6Cr13, X10Cr13, X6Cr17,
Zastosowanie: rafinerie, wyposażenie hotelowe – noże,
sztućce, itp..
EWE III 2.15 9
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Stale chromowe
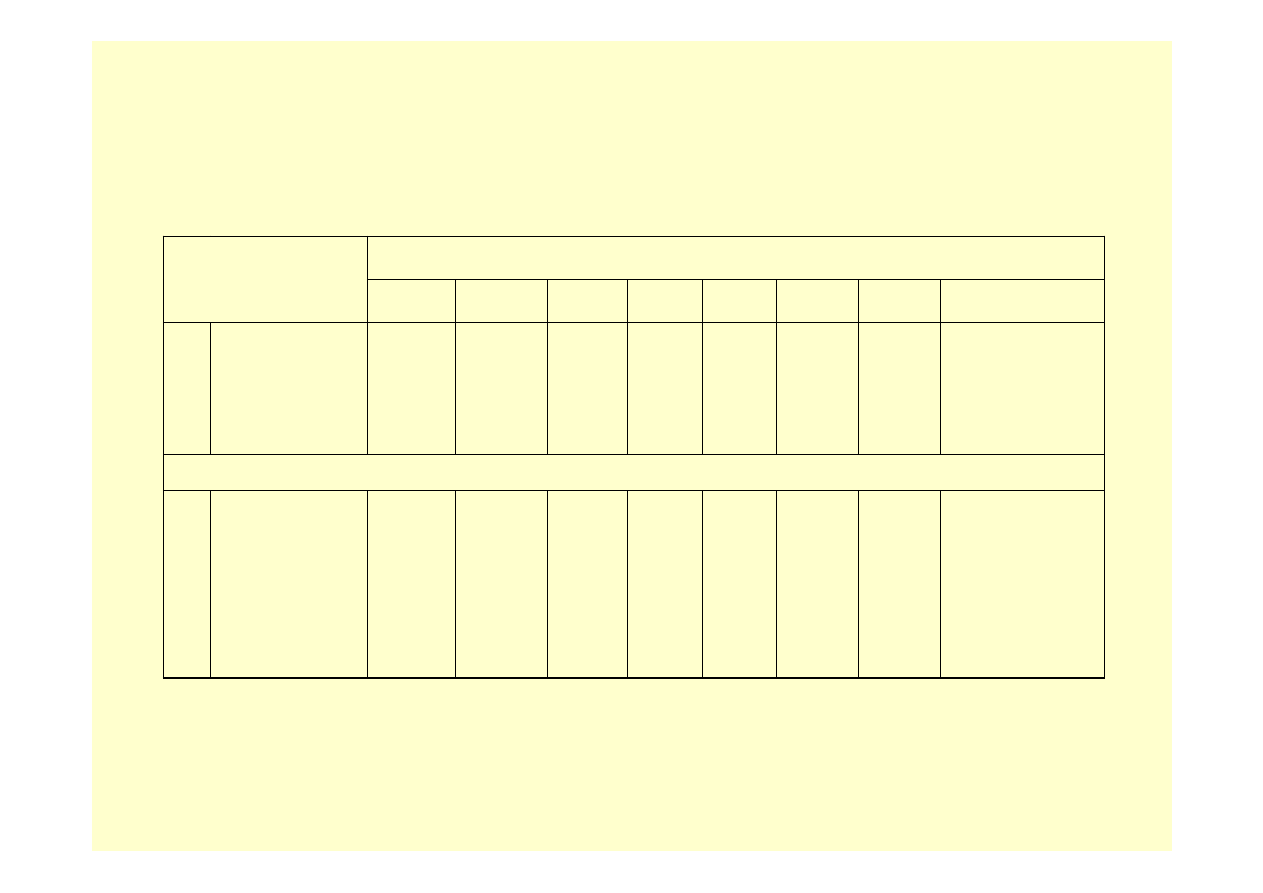
Stale odporne na korozję (nierdzewne i kwasoodporne) wg PN-71/H-86020 oraz stale
żaroodporne wg PN-71/H-86022.
Znak stali
Zawartość, %
Stale
żaroodpornych
C
Mn, maks.
Si
P, maks. S, maks.
Cr
Ni, maks.
inne
OH13 ......................
maks. 0,08
0,8
maks. 0,8
0,040
0,030
12,0
÷14,0
0,6
—
OH13J ..…..............
maks. 0,08
1,0
maks. 1,0
0,040
0,030
11,5
÷14,0
0,6
0,1
÷0,3 Al
1H13
......................
0,09
÷0,15
0,8 maks.
0,8
0,040 0,030
12,0
÷14,0
0,6
—
H17 ........................
maks. 0,10
0,10
maks. 0,8
0,040
0,030
16,0
÷18,0
0,6 —
OH17T ....………...
maks. 0,08
0,8
maks. 0,8
0,040
0,030
16,0
÷18,0
0,6
(5 x C%) Ti do 0,8
H5M (650
°C) ..........
maks. 0,15
0,5
maks. 0,5
0,035
0,030
4,5
÷6,0
0,5
0,45
÷0,60 Mo
H6S2 (800
°C) ..…...
maks. 0,15
0,7
1,5
÷2,0
0,040 0,030 5,0
÷6,5
0,6 —
2H17
(850
°C) ..…....
maks. 0,15
0,7
maks. 1,2
0,040
0,030
16,0
÷18,0
0,6 —
H13JS (950°C) ……
maks. 0,12
0,8
1,0
÷1,3 0,040 0,030 12,0÷14,0
0,5 0,8
÷1,1 Al
H18JS
(1050°C)
….
maks.
0,12
0,8 0,8
÷1,1
0,040 0,030
17,0
÷19,0
0,5
0,7
÷1,2 Al
H24JS (1200°C) ….
maks. 0,12
1,0
1,3
÷1,6
0,045 0,030
23,0
÷25,0
0,5
1,3
÷1,6 Al
H25T(1100°C) …..
maks. 0,15
0.8
maks. 1,0
0.045
0.030
24,0
÷27,0
0,6 (4
x
C%)
Ti
do
0,8
Nierdzewne
Ż
aroodporne
EWE III 2.15 10
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Metody spawania:
¾ MMA
¾ MIG (Ar, Ar+CO
2
, Ar+O
2
)
¾ TIG
Materiały dodatkowe do spawania stali chromowych.
Znak stali
Elektrody (spawanie ręczne)
Druty (spawanie metodą
TIG i MIG)
OH13 .............................. ES18-8-6B lub ES13CrB, ES018-8R
OH13J ............................ ES18-8-6B lub ES13CrR, ES018-8R
1H13 ............................... ES18-8-6B lub ES18-8R, ES18-8B
H17 ................................. ES18-8-6B lub ES17CrB, ES018-8R
OH17T ........................... ES18-8-6B lub ES17CrB, ES018-8R
Sp06H19N9
H5M................................ ES5CrMoB, ES18-8-6B, ES18-8R, ES18-8B
Sp20H23N18
H6S2 .............................. ES18-8
-
6B
Sp06H19NllM2
2H17................................ ES18-8
-
6B
H13JS ............................. ES18-8-6B lub ES13CrR, ES018-8R
H18JS ............................. ES18-8-6B, ES24
-
18B
H24JS ............................. ES18-8-6B, ES24
-
18B
H25T .............................. ES18-8-6B, ES24
-
18B
EWE III 2.15 11
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Struktura stali Cr – Ni:
¾ austenit
¾ austenit + ferryt
Problemy spawalnicze:
¾ korozja (ogólna, międzykrystaliczna, naprężeniowa)
¾ faza
σ i δ
¾ pękanie na gorąco
EWE III 2.15 12
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Korozja ogólna:
¾ zależna od składu chemicznego,
¾struktury,
¾stanu powierzchni
Stan powierzchni:
¾ technika spawania
¾ rodzaj otuliny (rutylowe – wyższa gładkość)
Korozja stali Cr-Ni
EWE III 2.15 13
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
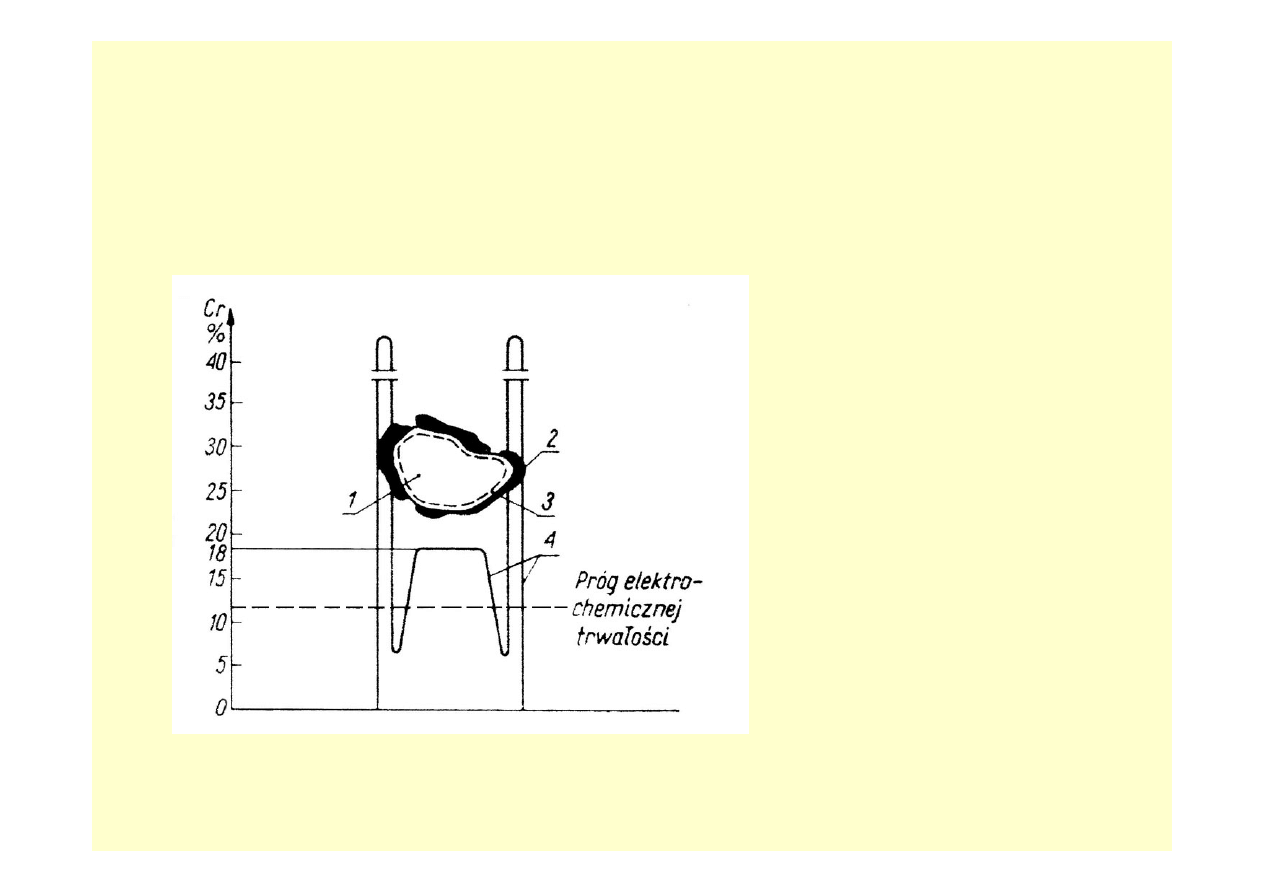
Korozja międzykrystaliczna.
Powstaje na granicach ziaren wskutek zubożenia ziaren austenitu w
chrom w warstwie przypowierzchniowej jako skutek wydzielania się
węglików chromu.
Schemat rozkładu chromu w ziarnie
austenitu stali 18-8 po nagrzaniu w
krytycznym zakresie temperatur;
1- ziarno austenitu,
2- węgliki chromu i żelaza
3- strefa ziarna zubożonego w chrom
4- rozkład chromu w ziarnie austenitu
EWE III 2.15 14
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
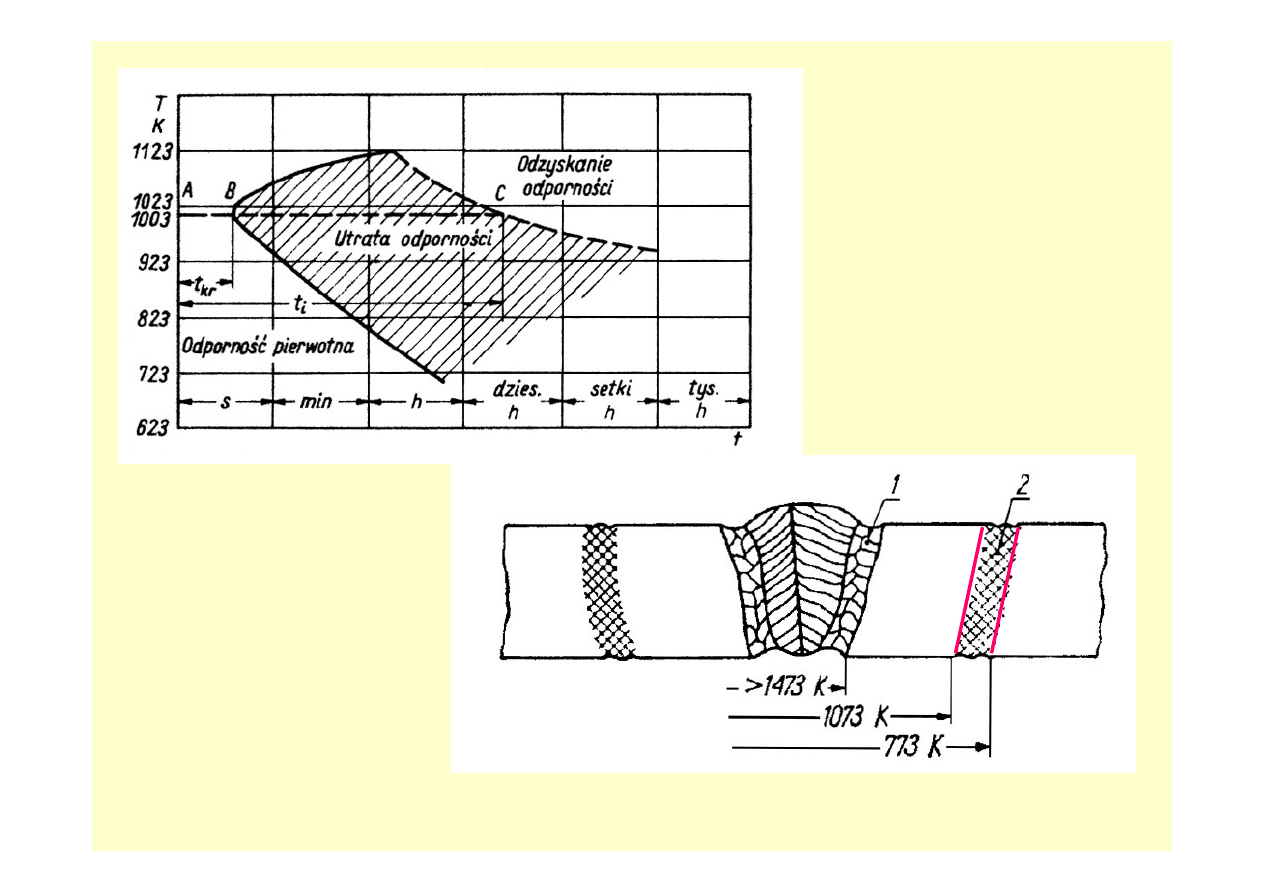
Schemat korozji
międzykrystalicznej stali
chromowo – niklowej.
Wpływ temperatury i czasu na
skłonność do korozji
międzykrystalicznej stali 18-8.
EWE III 2.15 15
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Ograniczenie uwrażliwienia na korozję:
¾ ograniczenie C<0,02%,
¾ stabilizacja austenitu Ti, Nb, Ta - wiążą węgiel i nie dopuszczają do tworzenia C – Cr
¾Sposobem na uwolnienie się od uwrażliwienia na korozję międzykrystaliczną
jest też przesycanie z temperatury powyżej 1000
o
C
Przy spawaniu należy dążyć do szybkiego chłodzenia,
Niedopuszczalne jest podgrzewanie wstępne i spawanie z dużą energią
liniową.
EWE III 2.15 16
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Stale odporne na korozję (nierdzewne i kwasoodporne) wg PN-71/H-86020 oraz stale żaroodporne wg PN-71/H-86022
Stale
Znak
Zawartość, %
stali
C
Mn
Si
P, maks.
S, maks.
Cr
Ni
inne
OH17N4G8 ...……. maks. 0,07
7,0
÷9,0
maks. 0,8
0,050
0,030
16.0
÷18.0 4,0÷5.0 0,12÷0,25 N
1H17N4G9 ...…….. maks. 0,12
8,0
÷10,5
maks. 0,8
0,050
0,030
16,0
÷18,0 3,5÷4,5 0,15÷0,25 N
1H18N9 ....………... maks. 0,12
maks. 2,0
maks. 0,8
0,045 0,030
17,0
÷19,0 8,0÷10,0
—
OH18N9 ...………... maks. 0,07
maks. 2,0
maks. 0,8
0,045 0,030
17,0
÷19,0 9,0÷11,0
—
OOH18N10 ...…….. maks. 0,03
maks. 2,0
maks. 0,8
0,045 0,030
17,0
÷19,0 10,0÷12,5
—
1H18N9T ...………. maks. 0,10
maks. 2,0
maks. 0,8
0,045 0,030
17,0
÷19,0 8,0÷10,0
(5xC%)Ti do 0,8
OH18N10T ............ maks. 0,08
maks. 2,0
maks. 0,8
0.045 0,030
17,0
÷19,0 9,0÷11,0
(5 x C%) Ti do 0,7
1H18N12T ...……... maks. 0,10
maks. 2,0
maks. 0,8
0,045 0,030
17,0
÷19,0 11,0÷13,0 (5 x C%) Ti do 0,8
OH18N12Nb .…….. maks. 0,08
maks. 2,0
maks. 0,8
0,045
0,030
17,0
÷19,0 10,0÷13,0 (10xC%) Nb do 1,1
H18N10MT ………. maks. 0,10
maks. 2,0
maks. 0,8
0,045
0,030
17,0
÷20.0 9,0÷11,0 1,5÷2,2 Mo
(5 x C%) Ti do 0,8
H17N13M2T .…….. maks. 0,08
maks. 2,0
maks. 0,8
0,045
0,030
16,0
÷18,0 11,0÷14,0 2÷2,5 Mo
(5xC%)Ti
do
0,7
OOH17N14M2 …… maks. 0,03
maks. 2,0
maks. 0,8
0,045
0,030
16,0
÷18,0 12,0÷15,0 2,0÷2,5 Mo
OH17N16M3T ....... maks. 0,08
maks. 2,0
maks. 0,8
0,045 0,030
16,0
÷18,0 14,0÷16,0 0.3÷0,6 Ti
3,0
÷4,0 Mo
OH23N28M3TCu ... maks. 0,06
maks. 2,0
maks. 0,8
0,045
0,030
22,0
÷25.0 26,0÷29,0 0,5÷0,9 Ti
2,5
÷3.0 Mo
2,5
÷3,5 Cu
OH22N24M4TCu ... maks. 0,06
1,2
÷2,0 0,17÷1,0
0,045 0,030
20,0
÷22,0 24,0÷26,0
(5xC%)Ti do 0,7
4,0
÷5,0 Mo
N
ier
d
ze
w
ne
i k
w
as
oo
d
p
orn
e
1,3
÷1,8 Cu
H26N4 ...………….. maks. 0,20
maks. 0,8
maks. 2,5
0,045 0,030
24.0
÷28,0 4,0÷5,0
Dopuszcza się
H18N9S ................. 0,10
÷0,20 maks. 2,0
0,8
÷2,0
0,045 0,030
17,0
÷20,0 8,0÷11,0
zawartość Mo
H23N13 ................. maks. 0,20
maks. 2,0
maks. 1,0
0,045 0,030
22,0
÷25,0 12,0÷15,0
i W maks. 0,5%
H20N12S2 ..……… maks. 0,20
maks. 1,5
1,8
÷2,5
0,045 0,030
19,0
÷22,0 11,0÷13,0
każdego
H23N18 ................. maks. 0,20
maks. 1,5
maks. 1,0
0.045 0,030
22,0
÷25,0 17,0÷20,0
i zawartość
H25N20S2 ............. maks. 0,20
maks. 1,5
2,0
÷3,0
0,045 0,030
24,0
÷27,0 18,0÷21,0 V maks. do 0,2%.
Ż
ar
ood
p
or
ne
H16N36S2 ...……... maks. 0,15
maks. 2,0
1,5
÷2,0
0,045 0,030
15,0
÷17,0 34,0÷37,0
EWE III 2.15 17
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Korozja naprężeniowa:
¾ środowisko z jonami chloru (ciecze i gazy),
¾ naprężenia.
Zarodkowanie – od mikrowżerów
Występuje w SWC (najczęściej) stali stabilizowanych wskutek
rozpuszczenia TiC, NbC, TaC i wtórne wydzielenie Cr
x
C
y
Korozja wżerowa:
N
Mo
Cr
PRE
N
30
3
,
3
+
+
=
Odporność większa dla większego PRE
N
EWE III 2.15 18
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Faza σ i ferryt δ
Dla
∼ 40 ÷60%Cr w temperaturze 600
÷ 800°C, tworzy się FeCr (σ) Faza σ
ma dużą twardości i kruchość.
Na szybkość tworzenia σ wpływa:
¾ istnienie ferrytu
δ
,
¾ obecność naprężeń (zgniotu na zimno),
¾ miejscowe nagrzewanie (spawanie),
¾ obecność: Cr, Mo, Si, Ti, Nb.
EWE III 2.15 19
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Faza σ:
¾ kruchość na zimno (niska udarność),
¾ skłonność do korozji,
Zapobieganie:
¾ mała energia liniowa q
l
,
¾ unikanie przegrzewania nawet krótkotrwałego,
¾ unikanie powtórnego nagrzewania do 600
÷ 850°C,
¾ ograniczenie
δ
.
EWE III 2.15 20
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Pękanie na gorąco
Występuje:
¾ w spoinie, czasem w SWC,
¾ jako międzykrystaliczne,
¾ dla struktury czysto austenitycznej.
Sposoby zapobiegania:
¾ spoina o strukturze austenityczno – ferrytycznej (
δ= 5 ÷10%),
¾ ogólne znane sposoby wynikające z mechanizmu
pękania krystalicznego.
EWE III 2.15 21
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Wykres DeLonga
Ni equivalent= Ni + 30C +
30N
+ 0.5Mn
EWE III 2.15 22
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
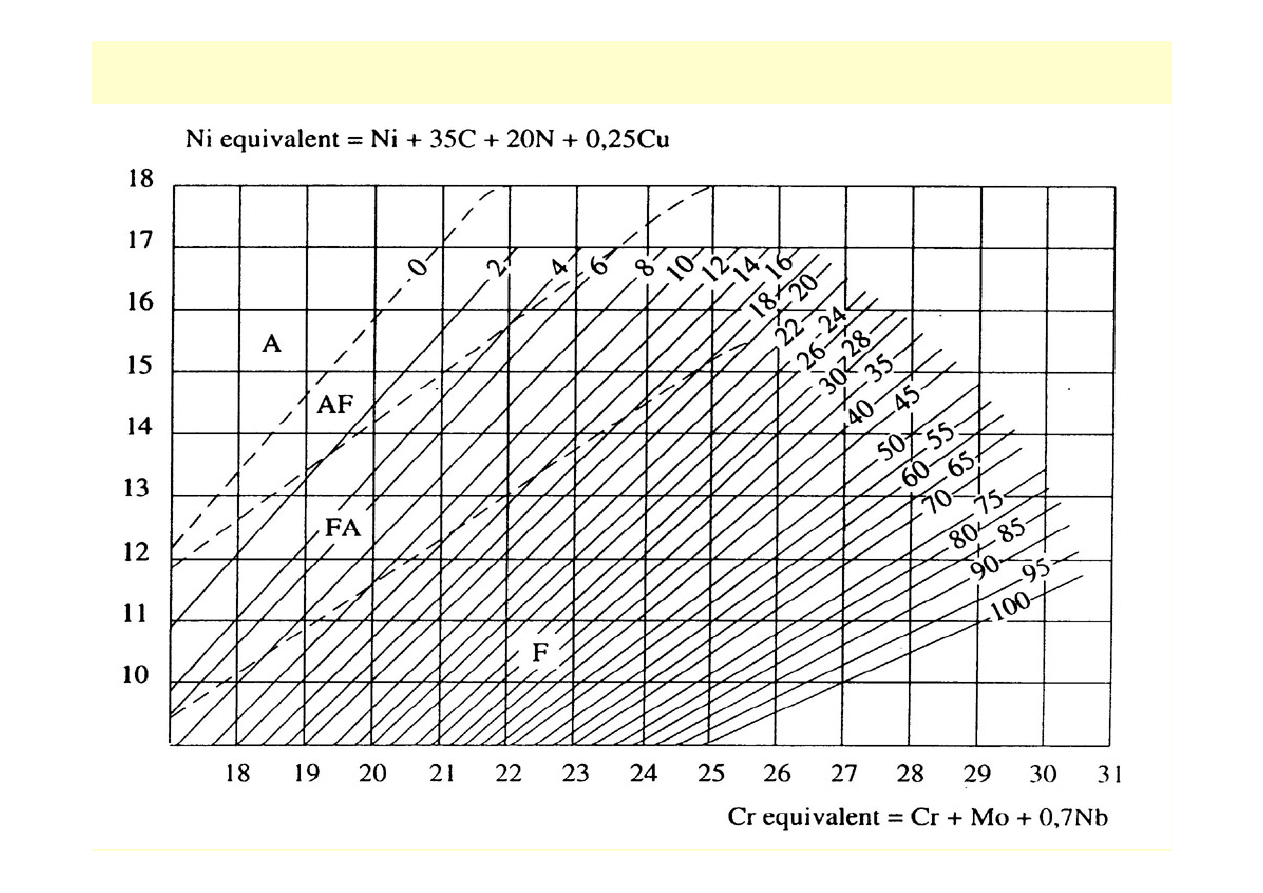
Wykres WRC 1992
EWE III 2.15 23
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
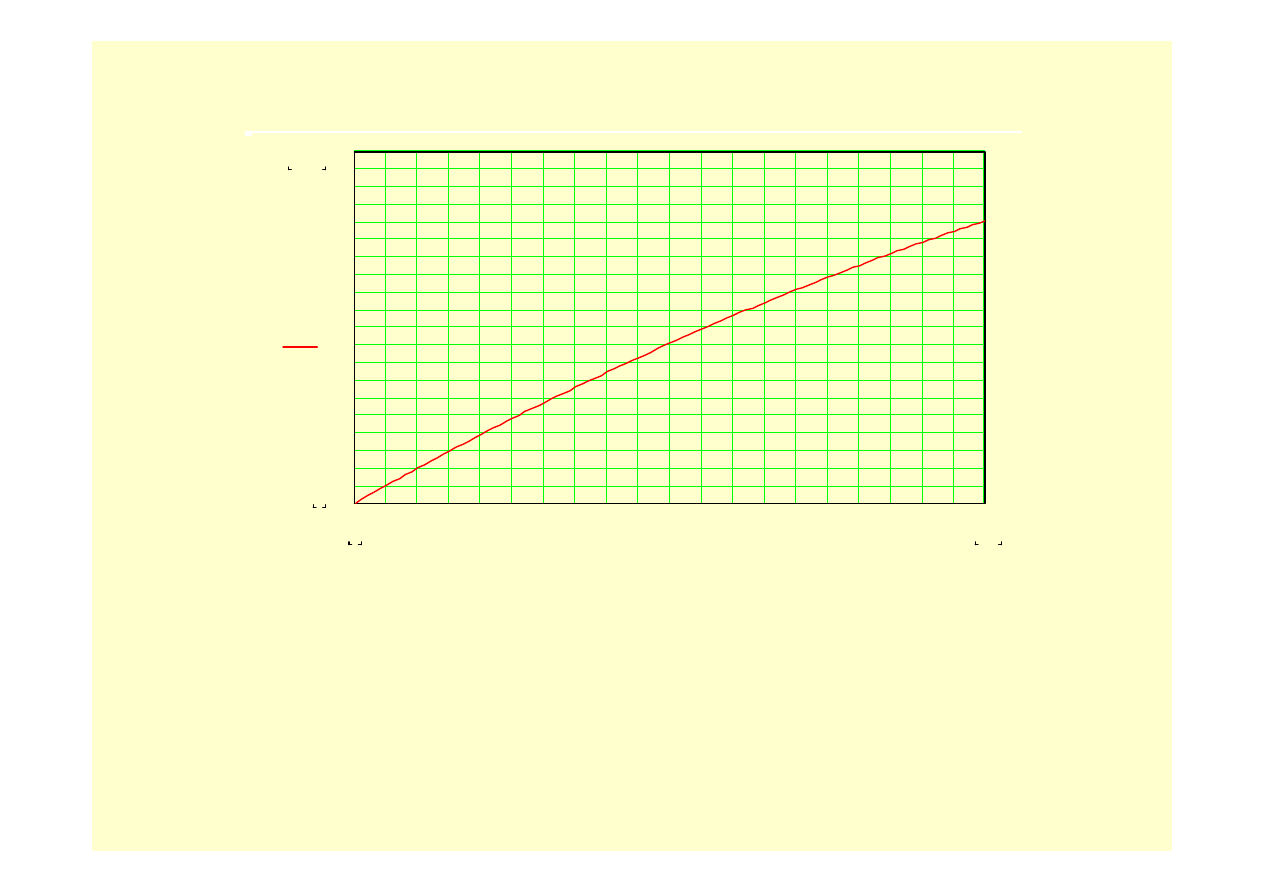
Pomiary zawartości ferrytu
δ
¾ metalograficzne,
¾ magnetyczne,
Skale zawartości (miary)
¾ % zawartość ferrytu,
¾ FN – Liczba Ferrytowa.
EWE III 2.15 24
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95 100
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Zaleznosc % ferrytu od FN
Liczba ferrytowa FN
Zawartosc ferrytu [%]
80.21
0
F FN
(
)
100
0
FN
EWE III 2.15 25
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Wpływ ferrytu na własności spoiny austenitycznej
Ferryt niepożądany:
-spoiny niemagnetyczne FN=0
-Szczególna odporność
na korozję FN<0,5
-Stosowanie w
b. Niskich T, FN<0,5
-Stosowanie w
b. Wysokich T, FN<0,5
W przypadku przekroczenia:
Własności magnetyczne,
Korozja selektywna,
Spadek udarności,
Wydzielenia fazowe
Korzystna mała
zawartość ferrytu:
-odp. Na pękanie grubych
elementów w wysokiej T, FN=5-15
-T eksploatacji= 100-400
0
C,
-Brak oddziaływania
środowiska na własności.
W przypadku przekroczenia:
-pękanie na gorąco (FN<15),
-Spadek udarności (FN>15),
-Wydzielenia fazowe (FN>14),
-Korozja selektywna (FN>15).
Konieczna duża ilość ferrytu:
-odporność na korozję
naprężeniową (FN=30-75),
-podwyższenie własności
mechanicznych (FN=30-75),
-Kompensacja stopnia
wymieszania w połączeniach
mieszanych (FN=15-25),
W przypadku przekroczenia:
-obniżenie odporności na
Korozję naprężeniową (FN<30),
- spadek udarności (FN>75),
-spadek własności (FN<30),
-Pękanie na gorąco (FN<15).
EWE III 2.15 26
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
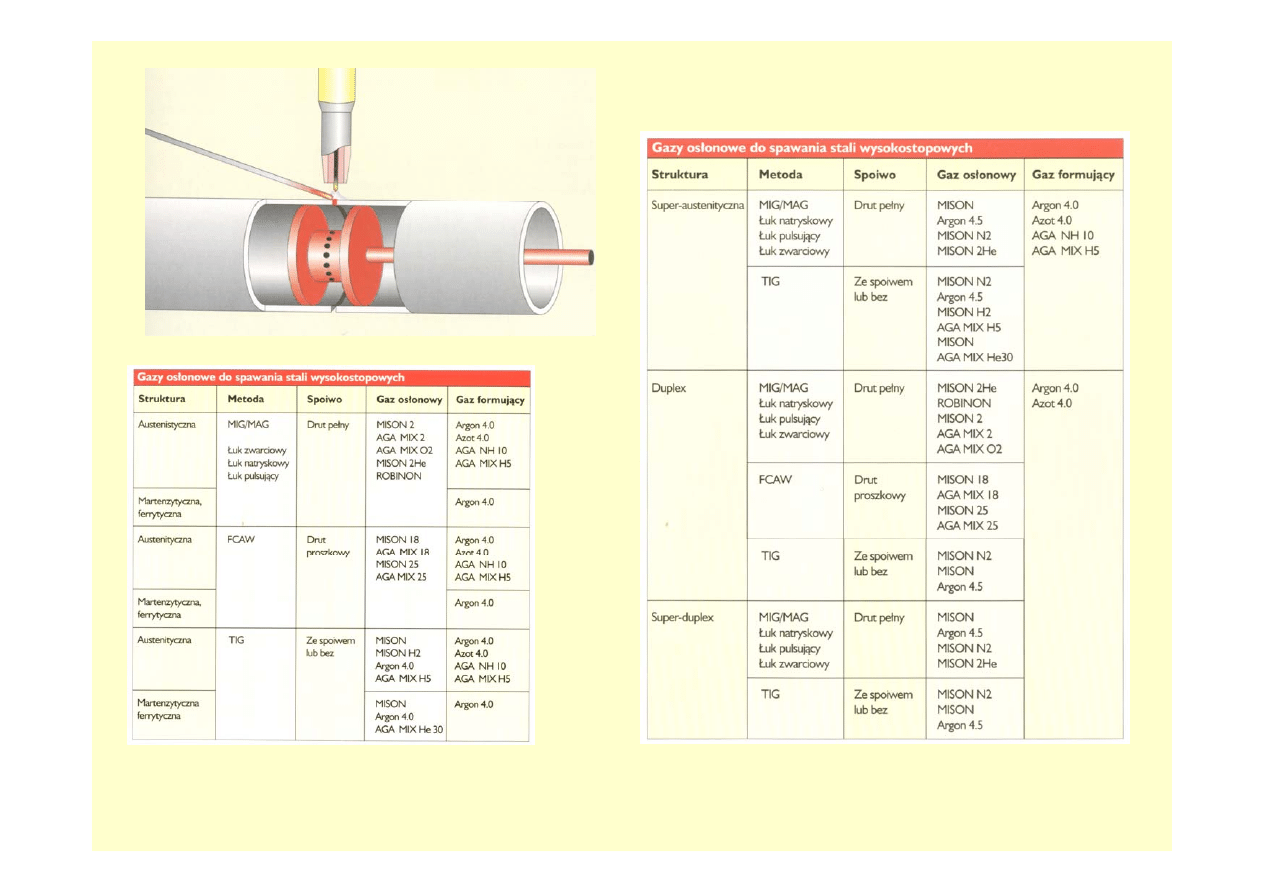
Spawanie stali Cr -Ni
9 MMA
9 TIG
9 MIG
9 SAW
9 inne
Uwaga
na duże
odkształcenia spawalnicze !!!
Zasady: ¾odpowiedni dobór spoiwa, (Skład chemiczny stopiwa
taki jak MR, zamiast Ti stosuje się Nb)
¾małe q
l,,
¾nie przegrzewać.
¾stosować osłonę grani spoiny (backing gas).
EWE III 2.15 27
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Materiały dodatkowe do spawania stali chromowo – niklowych.
Znak stali
Elektrody
(spawanie ręczne)
Druty (spawanie
metodą TIG i MIG)
Druty i topniki
(spawanie łukiem krytym)
OH17N4G8.................. ES018R-8R Sp06H19N9 Sp06H19N9
TASt11CrNi
1H17N4G9 ................. ES18-8-6B
Sp06H19N9
Sp06H19N9
ES18-8B
Spl6H19N9G7
ES18-8R
Sp20H20N9G6T
TASt11CrNi
1H18N9 ...................... ES18-8B
Sp06H19N9
TASt11CrNi
ES18-8R
Sp06H19N9
ES18-8NbB
ES18-8NbR
OH18N9 ..................... ES018-8R
Sp06H19N9
Sp06H19N9
TASt11CrNi
OOH18N10 ....……….. ES018-8R
Sp06H19N9
Sp06H19N9
TASt11CrNi
1H18N9T .................... jak 1H18N9
Sp06H19N9
Sp06H19N9
TASt11CrNi
OH18N10T ................. ES018-8R
Sp06H19N9
Sp06H19N9
TASt11CrNi
1H18N12T .................. ES018-14-2R
Sp06H19N11M2
Sp06H19N11M2
ES018-12-2R
Sp08H19N10M2Nb
TASt11CrNi
Sp06H19N11M2Nb
OH18N12Nb ............... zastępczo ES018-8R
Sp08H19N10M2Nb
Sp06H19N11M2Nb
TASt11CrNi
H18N10MT.............…. jak
1H18N12T
Sp06H19N11M2
Sp06H19N11M2Nb
Sp08H19N10M2Nb
TASt11CrNi
Sp06H19N11M2Nb
H17N13M2T................ ES018-142R
⎯
⎯
OOH17N14M2............. ES018-14-2R
⎯
⎯
OH17N16M3T............. ES018-14-2R
⎯
⎯
OH23N28M3TCu......... ES20-244-CuB
⎯
⎯
OH22N24M4TCu......... ES20-244-CuB
⎯
⎯
H26N4 ........................ ES24-18B
Sp20H23N18
Sp20H23N18
ES18-8-6B
Spl6H19N9G7
Spl6H19N9G7
TASt11CrNi
H18N9S....................... ES18-8R Sp06H19N9
Sp06H19N9
ES18-8B
TASt11CrNi
H23N13 ...................... ES24-18B
Sp20H23N18
Sp20H23N18
TASt11CrNi
H20N12S2 .................. ES24-18B
Sp20H23N18
Sp20H23N18
TASt11CrNi
H23N18 ...................... ES24-18B
Sp20H23N18
Sp20H23N18
TASt11CrNi
H25N20S2 .................. ES24-18B
Sp20H23N18
Sp20H23N18
TASt11CrNi
H16N36S2 .................. ES20-33B
⎯
⎯
EWE III 2.15 28
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
EWE III 2.15 29
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Stale Cr-Ni z miękkim martenzytem
Typowe gatunki: X5CrNi13 1, X5CrNi13 4, X5CrNi16 6, X5CrNi17 4
Mała zawartość C<0,05%
Re>635MPa, Rm=780-1080MPa, A5>14%
Zastosowania:
-maszyny w elektrowniach wodnych, turbiny, reaktory, przemysł lotniczy,
pompy, rafinerie, chłodnictwo.
Spawanie:
-Spoiwo o składzie MR (tylko),
-Elektrody i topniki suszyć tak by Hd<5ml/100gFe,
-Grube elementy podgrzewać wstępnie do T=100
0
C,
-Odpuszczanie lub ulepszanie dla uzyskania lepszej udarności.
EWE III 2.15 30
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Pełnoaustenityczne stale Cr-Ni
Stale: X2CrNiMo 18 16 4, X2CrNiMoN 20 16 3, X2CrNiMoN25 22 2, X2NiCrMoNb 27 23 3
Mają dobrą spawalność, tylko ostatnia nieco gorszą,
Zalecenia technologiczne:
-stosować niską energię liniową,
-Stosować spoiwo o takim samym składzie lub o nieco wyższych zawartościach Cr i Ni,
-Stosunek szerokości do głębokości 1,5:1 - 2:1,
-Maksymalna T międzyściegowa 150
0
C,
-Spawać ściegami prostymi,
-Szlifować kratery i miejsca rozpoczęcia ściegów,
-Unikać koncentracji spoin, karbów wewnętrznych i zewnętrznych, gwałtownych uskoków w
kierunku działania obciążenia,
-Stosować właściwą technikę sczepiania,
-Stosować podpawanie, jeśli to możliwe.
EWE III 2.15 31
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Pełnoaustenityczne stale Cr-Ni z Mo>4% - bardzo odporne na korozję szczelinową,
wżerową, naprężeniową
Zalecenia:
-stosować spoiwa o wyższej zawartości Cr, Ni niż w MR, albo o składzie MR + wyżarzanie
zupełne (przesycanie),
-Ograniczyć energię liniową do 20kJ/cm, a w pozycjach przymusowych nawet poniżej 15kJ/cm,
-Tmiędzyściegowa<100
0
C,
-Stosować niezwykłą czystość aby zabezpieczyć przed porami i pęknięciami,
-Stosować zwiększony odstęp w rowku (2 – 3mm) celem zmniejszenia stopnia wymieszania E’,
-Starannie szlifować kratery końcowe i początkowe ściegów,
-Zajarzanie łuku wyłącznie w rowku,
EWE III 2.15 32
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Stale DUPLEX
Zalety:
¾ niższy koszt wytworzenia (mniej Ni)
¾ niższy współczynnik rozszerzalności
¾ lepsza odporność na korozję naprężeniową (głównie)
Struktura:
Fe
γ (70%) + Fe α (30%)
Skład chemiczny:
0,03
÷ 0,06%C; 18,5 ÷ 25%Cr; 1,5 ÷ 4%Mo;
5
÷ 7%Ni;
0
÷ 2%Cu;
1,6%Mn 0-0,2%N
Zastosowania: pola naftowe – rurociągi ropa+woda+gaz, papiernie, odsalarnie wody morskiej, itp..
EWE III 2.15 33
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Własności:
R
e
≈ 450MPa, A
5
≈ 30%,
R
m
≈ 700MPa, Kv>55J
Stan: po wyżarzaniu zupełnym (przesycaniu)
Wady:
¾ kruchość 475°C w skutek wydzielania:
-faz międzykrystalicznych,
-fazy (
σ),
-azotków chromu Cr
2
N, CrN,
-austenitu wtórnego.
¾ Mogą wystąpić inne wydzielenia:
9 M
7
C
3
, M
23
C
6
,
9 faza
χ (chi),
9 faza R,
9 itp
EWE III 2.15 34
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Spawanie stali DUPLEX metodami:
9 MMA
9 TIG
9 MIG
9 SAW
9 PAW
Metody nie zalecane:
- elektronowe,
- laserowe.
Nie stosować:
¾ małe q
l
daje wąskie spoiny i duży udział ferrytu (Fe
α)
to powoduje obniżenie wytrzymałości złącza
EWE III 2.15 35
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
KTMM i Spawalnictwa PG
Obróbka cieplna:
¾ przesycanie
Dobrać właściwe spoiwa - Kierować się wytycznymi
wytwórców stali.
Zalecenia szczegółowe:
-Stosować spoiwa z N i podwyższoną zawartością Ni,
-Suszyć elektrody i topniki w T>300
0
C,
-do spawania MAG stosować gazy bez H,
-Ograniczyć wymieszanie Ni stopiwa z MR do 30-40%,
-dla g<20mm nie podgrzewać, dla g>20mm podgrzewać do 150
0
C
-Spawanie bez spoiwa (TIG) może doprowadzić do zawartości ferrytu do 80% co spowoduje
obniżenie udarności i odporności na korozję.
Document Outline
Wyszukiwarka
Podobne podstrony:
2 16 Stale Cr Ni (v4)
ZESTAWIENIE STALI 11 01 15, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale proj
CWICZENIE PROJEKTOWE 11 01 15, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale p
materiały egzamin, 15.Połączenia nierozłączne, Połączenia nierozłączne w połączeniu takim elementy s
spis tresci, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale projekt 11 01 15
Dane stałe wersja 15.09.2008, budownictwo WAT, semestr 6, kierowanie procesem inwestycyjnym
ZESTAWIENIE STALI 11 01 15, Polibuda mgr, SEM III, konst. metalowe, Konstrukcje metalowe, stale proj
Prel II 7 szyny stałe i ruchome
wyklad 14 15 2010
wyklad badania mediow 15 i 16
15 ROE
Wyklad1 bilans BK dzienne zaoczne cr (1)
15 Sieć Następnej Generacjiid 16074 ppt
wyklad 15 chemiczne zanieczyszczenia wod 2
Wykład 1 15
więcej podobnych podstron