ZAŁĄCZNIK NR 1
Instrukcja szczegółowa do ćwiczeń laboratoryjnych z przedmiotu
Inżynieria Jakości
Temat:
ZAPOBIEGANIE WYSTĘPOWANIU WAD W PROCESACH PRODUKCYJNYCH Z
WYKORZYSTANIEM METODY FMEA - ANALIZA PRZYCZYN I SKUTKÓW WAD

1. Wstęp
W wyniku przemian jakościowych trwających w świecie poprawa jakości procesów i
wyrobów stała się jednym z głównych celów dla większości przedsiębiorstw Unii
Europejskiej oraz Japonii. Powstaje on w ścisłym związku z produkcją, sprzedażą i poziomem
kosztów w jednostkach gospodarczych. Tym samym zostało rzucone wyzwanie krajowemu,
który w najbliższych latach powinien dostosować się w ramach restrukturyzacji do wymagań
norm ISO i EN stanowiących dla nich podstawowy warunek sprostania konkurencji oraz
przystąpienia do Unii Europejskiej.
Fundamentem do stworzenia i wdrożenia systemu zapewnienia jakości są normy ISO
serii 9000:2000, uważane za normy trzeciej generacji z uwagi na zawierającą podstawowe
zasady praktyki menedżerskiej. Oparcie systemu zarządzania jakości na tych normach to
pewnego rodzaju gwarancja, iż dostarczony na rynek wyrób lub usługa odpowiada
wymaganiom odbiorcy. Wiąże się to również z koniecznością orientacji procesu produkcji i
zarządzania w kierunku przyszłościowego kompleksowego systemu, opartego na metodologii
Total Quality Management, dla której jednym z istotnych problemów jest dążenie do ciągłego
ulepszania procesów wytwarzania.
Szczególne znaczenie w programie doskonalenia przedsiębiorstwo powinno mieć
usuwanie błędów zanim powstaną, stosując metodę FMEA, diagram Ishikawy, metodę
Deminga, strategię “zero defektów”, itp.
Trzeba tu wyraźnie podkreślić, że nakłady na zapobieganie błędom są dużo niższe niż
koszty błędów. Jednocześnie największe możliwości wpływania na koszty błędów są na
etapie projektowania, a najmniejsze na etapie eksploatacji przez klienta. Jednocześnie koszty
usuwania błędów wzrastają w kolejnych fazach życia produktu
Błędy należy możliwie wcześnie usuwać, ponieważ:
•
na etapie projektowania wystarczy pociągnięcie piórem,
•
w przypadku gotowego produktu popełniony błąd może kosztować miliony.
Jeśli już błędy wystąpią, to organizacja powinna dążyć do ich usunięcia w miejscu powstania.
Jak wynika z analiz aż 75% błędów powstaje w fazie projektu i planowania, dlatego
też w tej fazie należy rozwinąć ewidencję kosztów jakości tak, aby te koszty były
ewidencjonowane w miejscu powstania. Niepokojące jest to, że 80% powstałych błędów
usuwane jest w fazie kontroli końcowej i eksploatacji, czyli wówczas, gdy koszty
popełnionych błędów są wielokrotnie wyższe niż w miejscu powstania błędu
Z powyższych uwag wynika, że zarząd przedsiębiorstwa musi wiedzieć, gdzie i
dlaczego rzeczywiście powstają koszty jakości, gdzie są ujawniane i w którym miejscu należy
podjąć działania korygujące, aby zminimalizować ich poziom i poprawić jakość. Należy
pamiętać, że poniesienie określonych kosztów zapobiegawczych, we właściwym momencie,
pociąga za sobą wielokrotnie większy spadek kosztów złej jakości — w sumie poziom
całkowity kosztów jakości spada, a jakość wzrasta.
Wspomniana wyżej Analiza Przyczyn i Skutków Wad (Failure Mode and Effect
Analysis - FMEA) jest metodą jakości, które zajmuje się potencjalnymi przyczynami
potencjalnych niezgodności.
2

2. Istota metody FMEA (Failure Mode and Effects Analysis - Analiza
przyczyn i skutków wad).
Metodę FMEA stosuje się już od wielu lat w ramach analizy ryzyka prowadzonej w
najróżniejszych gałęziach przemysłu. Na początku wykorzystywano ją przede wszystkim w
projektowaniu wyrobów, a następnie rozszerzono na planowaniu procesów produkcyjnych
(przygotowanie technologiczne) i samą produkcję.
Metodę FMEA opracowano w USA w latach sześćdziesiątych bieżącego stulecia
przy okazji realizacji przez NASA projektu „Apollo”. Początkowo związana była z
lotnictwem i lotami kosmicznymi, a także technikę jądrową, niemniej znalazła wkrótce
zastosowanie również w przemyśle samochodowym [1].
Obecnie FMEA jest szeroko wykorzystywana w USA i Europie. Jest stałym
elementem systemów jakości przedsiębiorstw produkujących wyroby wysokiego ryzyka
(lotnictwo, wojsko), w elektronice, przemyśle maszynowym, a szczególnie w przemyśle
samochodowym. Przykładem jest standard QS 9000, w którym stosowanie analizy FMEA jest
jednym z wymagań, które muszą spełnić firmy zainteresowane otrzymaniem certyfikatu QS
9000[1-2].
FMEA jest metodą pomocną przy [3,4]:
-
powstawaniu koncepcji nowego wyrobu- sprawdzenie ujęcia w koncepcje
wszystkich oczekiwań klienta,
-
definiowaniu wyrobu- sprawdzenie czy projekty, obsługa, serwis, dostawy są
odpowiednie i zagwarantowane w odpowiednim czasie,
-
procesie wytwarzania- sprawdzenie czy specyfikacje przygotowane przez
technologów są w pełni realizowane,
-
montażu- sprawdzenie czy proces montażu odbywa się zgodnie ze specyfikacjami,
-
organizacji serwisu- sprawdzenie czy wyrób lub usługa odpowiadają
oczekiwaniom klienta.
Analizy FMEA przeprowadza się w celu rozpoznania [3,4]:
-
przyczyn uszkodzeń wyrobu i powodowanych przez te uszkodzenia skutków, dla
użytkownika, w czasie eksploatacji wyrobu,
-
przyczyn powstawania niezgodności (z dokumentacją techniczną) wytwarzanych
elementów,
-
przyczyn uszkodzeń podczas procesu technologicznego.
Można wyróżnić następujące rodzaje tej metody [1-7]:
a)
FMEA wyrobu i konstrukcji,
b)
oraz FMEA procesu.
FMEA -wyrobu/konstrukcji przeprowadzana jest podczas wstępnych prac projektowych
w celu uzyskania informacji o silnych i słabych stronach wyrobu, tak aby jeszcze na etapie
projektowania konceptualnego istniała możliwość wprowadzenia zmian.
Wady wyrobu lub konstrukcji mogą dotyczyć [1,5,7]:
funkcji, które wyrób ma realizować,
niezawodności wyrobu w czasie eksploatacji,
łatwości obsługi przez użytkownika,
łatwości naprawy w przypadku uszkodzenia.
Analiza FMEA wyrobu / konstrukcji znajduje zastosowanie w przypadkach [1,5,7]:
wprowadzania nowego wyrobu,
3
wprowadzania nowych materiałów,
zastosowania nowych technologii,
dużego zagrożenia dla człowieka,
eksploatacji wyrobu w szczególnie trudnych warunkach.
FMEA procesu jest stosowana w celu określenia czynników utrudniających spełnianie
wymagań sprecyzowanych w specyfikacji konstrukcji oraz zakłócających prawidłowy proces
wytwarzania. Czynniki te mogą dotyczyć [1-7]:
metod obróbki,
parametrów obróbki,
środków pomiarowo-kontrolnych,
maszyn i urządzeń.
FMEA procesu jest najczęściej wykorzystywana[1-7]:
w początkowej fazie projektowania procesów technologicznych,
przed uruchomieniem produkcji seryjnej,
do doskonalenia niestabilnych procesów w produkcji seryjnej.
Analiza FMEA składa się z trzech podstawowych etapów [1-7]:
1)
przygotowania,
2)
przeprowadzenia właściwej analizy,
3)
oraz wprowadzenia i nadzorowania działań prewencyjnych.
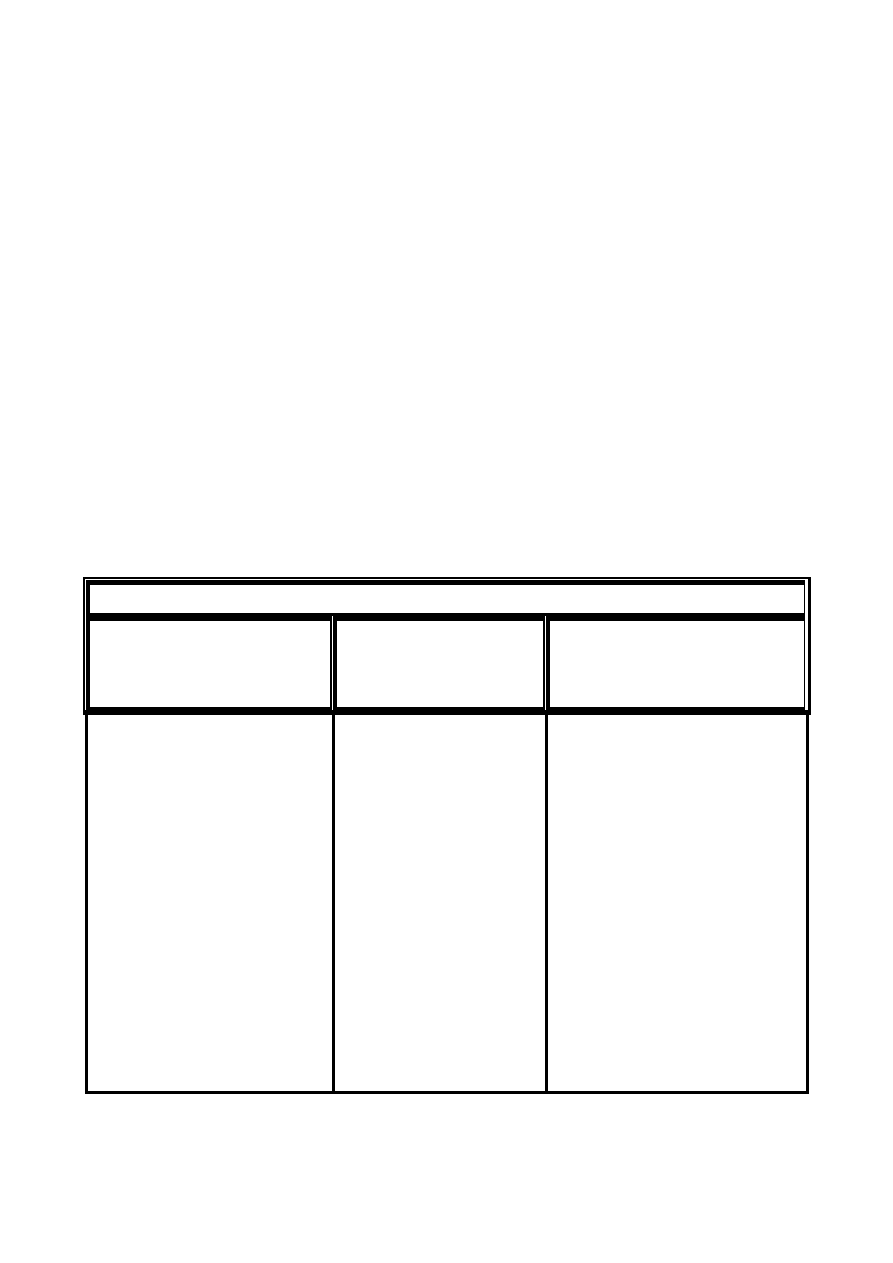
Poniższa tabela zawiera opis trzech podstawowych stadiów realizacji metody FMEA.
Tab.1 Podstawowe etapu realizacji metody FMEA [1,4,5].
ETAPY FMEA WYROBU/KONSTRUKCJI LUB PROCESU
ETAP I
PRZYGOTOWANIE
ETAP II
WŁAŚCIWA ANALIZA
ETAP III
DZIAŁANIA PREWENCYJNE
Określenie granic
analizowanego
wyrobu/procesu
Dekompozycja
wyrobu/procesu
Wykonanie zestawień:
wyrób, podzespoły, części
procesy, operacje
Opis relacji:
funkcjonalnych (wyrób)
procesowych (proces)
Wybór części/operacji do
przeprowadzenia analizy
Opis wad:
rodzaj, skutek, przyczyna
Określenie w skali 1 – 10:
-
ryzyka wystąpienia
wady (R)
-
znaczenia wady (Z)
-
możliwości wykrycia
wady (W)
Wyznaczenie liczby
priorytetu
P = R x Z x W
Wybór krytycznych wad
wyrobu/procesu
Wydanie zaleceń:
środki, odpowiedzi, termin
Nadzór nad realizacją zaleceń
Nadzór nad przestrzeganiem
terminów
Bilans:
nakłady/korzyści
Działanie w kierunku obniżenia
kosztów spowodowanych
wystąpieniem wad
4
Obliczona tzw. liczba priorytetu P = R x Z x W może się zmieniać w zakresie od 1 do 1000.
Jeśli jest znacząco większa od 1, wtedy wydawane jest zalecenie podjęcia działań
zapobiegawczych, np. poprzez zmodernizowanie konstrukcji lub zmiany procesu
technologicznego [1-7].
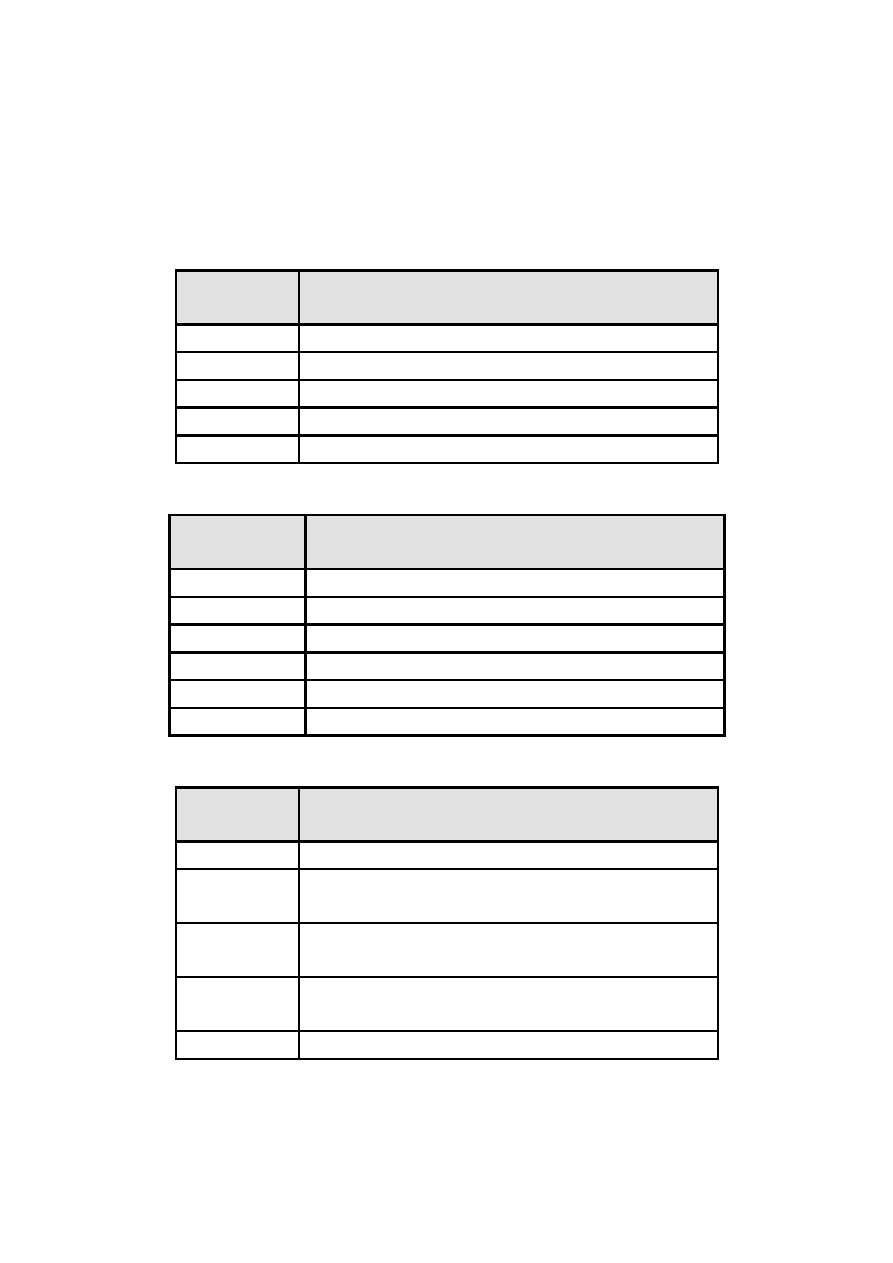
W tablicach 2, 3, 4 podano wskazówki do szacowania wskaźników R, W oraz Z.
Tab.2 Wskazówki do wyznaczania liczby R [1].
Wystąpienie
wady - R
FMEA – wyrobu/konstrukcji/procesu
1
Wystąpienie wady jest nieprawdopodobne.
2 – 3
Wada występuje bardzo rzadko.
4 – 6
Wada występuje sporadycznie, co jakiś czas.
7 – 8
Wada występuje często.
9 – 10
Wady prawie nie można uniknąć.
Tab.3 Wskazówki do wyznaczania liczby W [1]
Wykrywalnoś
ć wady - W
FMEA – wyrobu/konstrukcji/procesu
1 – 2
Bardzo wysoka
3 – 4
Wysoka
5 – 6
Przeciętna
7 – 8
Niska
9
Bardzo niska
10
Żadna
Tab.4 Wskazówki do wyznaczania liczby Z [1].
Znaczenie
wady - Z
FMEA – wyrobu/konstrukcji/procesu
1
Nie ma znaczenia.
2 – 3
Znaczenie wady jest małe i prowadzi do niewielkiego
pogorszenia właściwości wyrobu.
4 – 6
Wada wyrobu wywołuje wyraźne niezadowolenie
użytkownika.
7 – 8
Niezadowolenie użytkownika jest duże, gdyż jest
wywołane niemożnością użycia wyrobu.
9 – 10
Wada wyrobu zagraża bezpieczeństwu użytkownika.
Do przeprowadzenia analizy FMEA wymagane jest opracowanie specjalnego dokumentu –
formularzu FMEA (załącznik 1)
5
3. Etapy przeprowadzania FMEA (Failure Mode and Effects Analysis -
Analiza przyczyn i skutków wad).
ETAPY przeprowadzania analizy FMEA:
Etap I – Przygotowanie:
zdefiniowanie celu
utworzenie zespołu
Etap II –Właściwa analiza:
A.
analiza jakościowa
B.
analiza ilościowa
Polega ona na szacowaniu czynników ryzyka i określeniu wartości liczb R, W, Z i P,
oznaczających
kolejno:
liczba R – częstość występowania wady ( ryzyko wystąpienia wady), określana w zakresie
od 1 do 10,
liczba W – poziom wykrywalności wady, określana w przedziale od 1 do 10,
liczba Z – znaczenie wady ( dla klienta), wartość z przedziału od 1 do 10,
liczba P – liczba priorytetu, P = R*W*Z, przyjmująca wartości od 1 do 1000.
Istotne znaczenie dla nas ma wada o liczbie priorytetu większej niż 100. Należy także
zdać sobie sprawę, że im większa jest liczba priorytetu tym wada jest bardziej znacząca i
dotkliwa dla klientów. Liczba P bliska wartości 1000 oznacza wadę krytyczną zagrażającą
bezpieczeństwu użytkownika lub naruszająca przepisy prawa.
C.
opracowanie planu działań zaradczych
Etap ten polega na takim zaprojektowaniu działań, by odpowiednio zwiększyć lub
zmniejszyć liczby W,R, Z i P ( czyli innymi słowy – podnieść poziom wykrywalności
oraz obniżyć występowanie oraz uciążliwość, dotkliwość usterki dla klienta).
D.
nadzór nad czynnościami zaradczymi
W etapie tym weryfikujemy, na ile zaplanowane uprzednio działania pozwoliły nam
zredukować iloczyn liczb R,W i Z ( czyli liczbę priorytetu P ) oraz wyciągamy wnioski z
przeprowadzonej analizy.
Etap III – Wnioski:
Wyniki przeprowadzonych analiz służą jako podstawa do wprowadzenia w konstrukcji
wyrobu, w sposobie jego użytkowania lub w procesach jego wytwarzania zmian, mających na
celu zmniejszenie ryzyka wystąpienia wad określonych jako wady krytyczne. Jeśli nie jest
możliwe całkowite wyeliminowanie przyczyn powstawania wad, należy podjąć działania w
6

celu zwiększenia możliwości ich wykrywania lub zmniejszenia negatywnych skutków ich
wystąpienia. Realizacja zalecanych działań „naprawczych” powinna być ciągle nadzorowana,
a ich efekty poddawane weryfikacji według metody FMEA.
4. Korzyści wynikające ze stosowania FMEA
Analizę FMEA wybieramy wtedy, gdy[1-6]:
liczba stanów wyjściowych systemu jest duża i potrzebujemy techniki wspierającej
identyfikację możliwych stanów systemu;
podejrzewamy, że system może „produkować” nieakceptowalne stany wyjściowe,
których nie znamy;
istnieje potrzeba poprawy konstrukcji (np. wzrostu poziomu bezpieczeństwa),
rozpoznawania problemów diagnostyki lub obsługi, przygotowania specyfikacji i
planu testów;
potrzebujemy jakościowej analizy, dającej wgląd w zachowanie się oprogramowania
w przypadku awarii oraz pewność, że dla znacznego zakresu defektów i związanych
z nimi błędów system potrafi je wykryć i odpowiednio na nie zareagować;
chcemy zweryfikować poprawność procesu tworzenia systemu, zaplanować
działania prewencyjne, ustalić priorytety traktowania usterek.
Celem nadrzędnym metody FMEA jest poprawa jakości tworzonego systemu.
Uzyskujemy dzięki niej następujące rezultaty[1-7]:
⇒
identyfikacja wpływu uszkodzeń elementów na inne elementy, podsystemy i
cały system;
⇒
określenie środków zmniejszających ryzyko;
⇒
weryfikacja lub uzupełnienie specyfikacji wymagań dla systemu;
⇒
oszczędność czasu i kosztów, dzięki identyfikacji możliwych zagrożeń jeszcze
przed przystąpieniem do wykonania systemu;
⇒
wspomaganie procesu, zmierzającego do lepszego zrozumienia systemu (w
szczególności FMEA), może stanowić podstawę do opracowania procedur
serwisowych i diagnostycznych);
⇒
stworzenie warunków do analizy FMEA systemów nadrzędnych, w których
dany system został zastosowany;
⇒
dokumentacja wszystkich pomysłów dotyczących niezawodności danego
rozwiązania;
⇒
dokumentacja zdobytego doświadczenia, problemów i ich rozwiązań dla
następnych projektów;
⇒
redukcja zakresu napraw gwarancyjnych.
FMEA stosowana we wczesnych etapach (po ustaleniu architektury) służy weryfikacji
projektu, a w szczególności weryfikacji wymagań dla modułów programowych, wyboru
języka programowania, narzędzi lub technik testowania. Stosowana później może
poświadczać słuszność dokonanych wyborów. Informacja narasta stopniowo wraz z analizą w
kolejnych etapach cyklu życia systemu.
Zaletą metody FMEA jest to, że w szczególnych przypadkach możliwe jest jej
zastosowanie tylko dla elementów, które zostały uznane za krytyczne. Zaleca się, aby dla
większych systemów przeprowadzano ją dla wszystkich elementów
7
Przykładowy arkusz FMEA
Analiza profili PCV stosowanych na elementy konstrukcyjne okien .
Tab.5 Przykładowy arkusz FMEA konstrukcji i procesu [6]
Okno PCV
ANALIZA FMEA
Wyrób: profile PCV
Strona 1/1
Nr Element
Funkcja
Skutek
Wada
Przyczyna Zapobieganie Wykrycie R W Z
P
FMEA - konstrukcja
01
Profile
PCV
Elementy
konstru-
kcyjne
okna (rama
i skrzydło)
Zmiana
barwy
profilu
(z białej
na żółtą)
Bardzo
mała
stabiliza-
cja
termicz-
na i
świetlna
Brak
substancji
dodatko-
wych
Zastosowa-
nie stabiliza-
torów
termicznych
i świetlnych
„Żółknię-
cie”
skrzydeł
i ram
okien-
nych
8 2 3
48
FMEA – proces
02
Opraco-
wywanie
składu
chemi-
cznego
materiału
profili
Wysoka
jakość
barwy
profili i
własności
mechani-
cznych
Zmiana
barwy
profili
Bardzo
niska
jakość
barwy
Brak
stabilno-
ści termi-
cznej i
świetlnej
profili
Wprowadze-
nie do składu
chemicznego
substancji
dodatkowych
– związki
cynoorga-
niczne, sole
wapnia, baru
Kontrola
barwy
przed
rozpoczę-
ciem
procesu
wytłacza-
nia
profili
8 3 3
72
W sprawozdaniu należy ująć
1. Wybór produktu
2. Określenie celu analizy
3. Zebrane materiały i informacje na temat danego produktu.
4. Analiza jakościowa
Określenie potencjalnych wad
Określenie przyczyn wad
5. Analiza ilościowa
Wybór czynników najsilniej oddziaływujących
Oszacowanie czynników ryzyka
6. Propozycje działań zapobiegawczych
7. Ponowne oszacowanie czynników ryzyka
8

8. Wypełnienie arkusza FMEA
9. Wnioski z analiz
Literatura
[1]
Scheucher F.: Analiza przyczyn i skutków wad FMEA, Praktyczne Zarządzanie
Jakością, 1/1997
[2]
Rączka M., Renilak J.: Analiza FMEA jako narzędzie doskonalenia jakości, ABC
Jakości, 1/1999
[3]
Butler C.: Zarządzanie jakością Cz. III – Metody i techniki zarządzania jakością,
Wydawnictwo Wrocławskiego Centrum Transferu i Technologii, Wrocław, 1998
[4]
Hamrol A., Mantura W.: Zarządzanie jakością, Teoria i praktyka, PWN, Warszawa 2004
[5]
Tkaczyk S., Dudek M.: Metody badania i oceny jakości stosowane w Polsce,
Mat. Konf. Quality Policy of Polish Enterprises at The Time of European Integration
Wiedeń 1998
[6]
Łańcucki J. (red.): Zarządzanie jakością w przedsiębiorstwie, TNOIK-OPOV,
Bydgoszcz, 1997
[7]
Dobrzański L.A.: Podstawy nauki o materiałach i metaloznawstwo. Materiały
inżynierskie z podstawami projektowania materiałowego, WNT, Warszawa 2002
9
Document Outline
Wyszukiwarka
Podobne podstrony:
cwiczenie lab nr 7 QFD id 12567 Nieznany
Cwiczenia nr 2 RPiS id 124688 Nieznany
Cwiczenie nr 15 id 125710 Nieznany
Cwiczenia nr 6 RPiS id 124693 Nieznany
cwiczenie nr 2 instrukcja id 12 Nieznany
Cwiczenie nr 10 id 125701 Nieznany
Cwiczenia nr 4 RPiS id 124689 Nieznany
cwiczenie nr 3 instrukcja id 12 Nieznany
cwiczenie projektowe nr 2A id 1 Nieznany
Cwiczenia nr 5 RPiS id 124692 Nieznany
Cwiczenie nr 60 id 99947 Nieznany
Cwiczenia nr 1 RPiS id 124683 Nieznany
Cwiczenia nr 9 (z 14) id 98690 Nieznany
cwiczenie nr 26 id 101103 Nieznany
mzt 71 Cwiczenie nr 71 id 78283 Nieznany
cwiczenie nr 46 id 101104 Nieznany
cwiczenie projektowe nr 2B id 1 Nieznany
więcej podobnych podstron