6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
wstecznymi. ponieważ dopuszczalne napięcia wsteczne tyrystorów wyłączalnych. w wy-
konaniu zwykłym. nie przekraczają kilkunastu woltów. Większe różnice występują w ob-
wodach pomocniczych. Tyrystory GTO wymagają bardziej złożonych układów sterowania
bramką. starannie dobranych obwodów odciążających złożonych z kondensatorów i rezystorów
o pomijalnej indukcyjności oraz szybkich diod [714]. Z kolei niektóre układy zabezpieczające
oraz kontrolne są mniej skomplikowane. Nie występują problemy przy jego uruchamianiu.
nawet przy małej dobroci obwodu obciążenia.
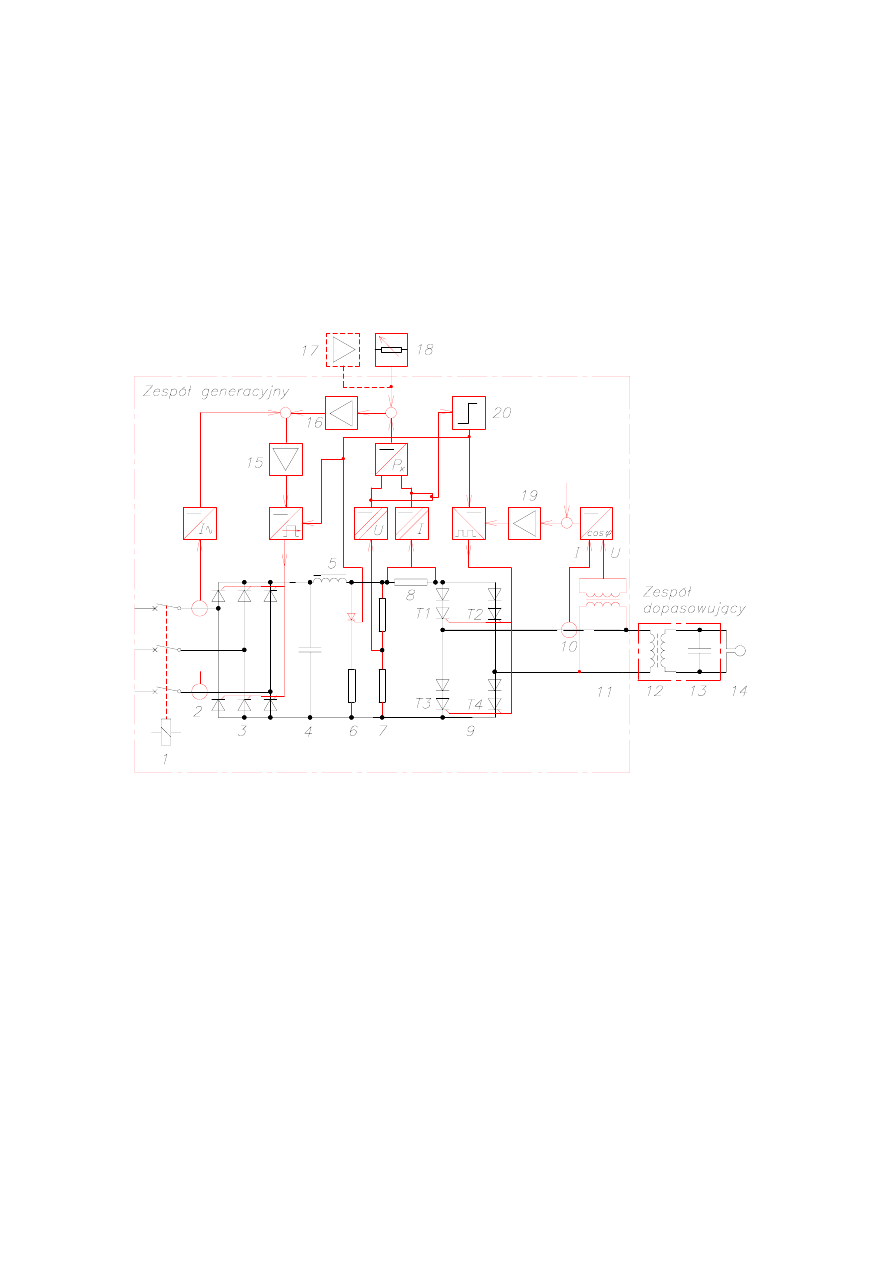
Rys. 6.52. Schemat przemiennika z tyrystorami GTO. równoległym obwodem rezonansowym i falownikiem
prądu. wg [690]
l - wyłącznik główny. 2 - przekładnik prądowy. 3 - prostownik. 4 - kondensator wygładzający. 5 -
dławik. 6 - zabezpieczenie przeciwprzepięciowe. 7 - układ pomiaru napięcia. 8 - układ pomiaru prądu.
9 - tyrystory GTO i diody falownika. 10- przekładnik prądowy. 11- przekładnik napięciowy. 12 -
transformator dopasowujący. 13 - kondensator obwodu rezonansowego. 14 - wzbudnik. 15 - regulator
prądu. 16 - regulator mocy - regulator napięcia. 17 - nadrzędny regulator temperatury. 18 - nastawnik
wartości zadanej. 19 - regulator częstotliwości. 20 - układ nadzoru
Regulacja mocy doprowadzanej do falownika realizowana jest przy użyciu regulatora
mocy 16 z podporządkowanym mu regulatorem prądu 15. Wartość mocy można ustalać
ręcznie 18. z użyciem komputera. bądź za pośrednictwem regulatora temperatury 17.
Uruchomienie przemiennika wymaga zadania dowolnej częstotliwości i wówczas - przy
zmniejszonej mocy przemiennika - wyznaczany jest
cos na podstawie pomiarów po stronie
wyjściowej falownika. Służą do tego celu układy pomiarowe
10 i 11.
φ
101
6. Nagrzewanie indukcyjne
___________________________________________________________________________
Regulator
19 zapewnia ustalenie częstotliwości rezonansowej czyli sprowadzenie przesunięcia
fazowego między napięciem i prądem do zera. Stan taki jest utrzymywany podczas dalszego
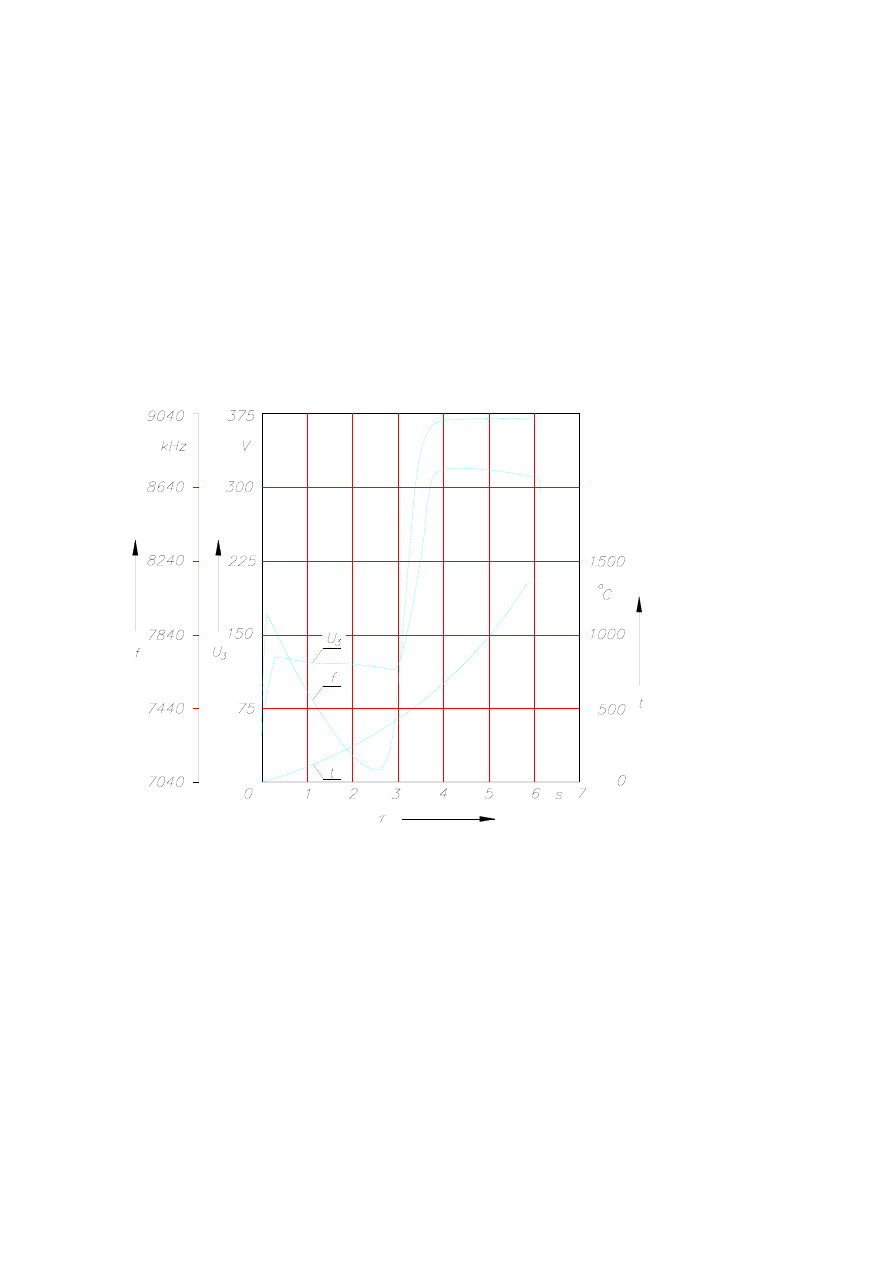
nagrzewania wsadu. Na rysunku 6.53 pokazano m.in. zmiany częstotliwości podczas
nagrzewania wsadu ferromagnetycznego. Po chwilowym wzroście
f. wynikającym z zadania
małej wartości startowej tej wielkości. częstotliwość - przed osiągnięciem punktu Curie -
maleje. Jest to spowodowane rosnącym tłumieniem wskutek wzrostu wraz z temperaturą
rezystywności materiału. Po osiągnięciu punktu Curie. częstotliwość - wskutek gwałtownego
zmniejszenia się przenikalności magnetycznej wsadu
µ - osiąga znacznie większą wartość niż
w stanie zimnym i stabilizuje się.
Rys. 6.53. Zmiana częstotliwości f. napięcia odbiornika U
3
i temperatury wsadu ferromagnetycznego t w czasie
jego nagrzewania przy stabilizowanym prądzie. wg [690]
Praktyczne badania dowiodły. że przy częstotliwości rzędu 10 kHz. moc niezbędna do
sterowania procesem wyłączania oraz straty mocy w procesie wyłączania tyrystorów GTO są
bardzo małe. Przykładowo w przemienniku o mocy 40 kW do sterowania procesem wyłączania
potrzeba 13 W. straty zaś mocy w procesie wyłączania są równe około 50 W w każdym
tyrystorze GTO. Całkowite straty mocy w jednym tyrystorze GTO. obejmujące straty
załączania. przewodzenia oraz wyłączania; w przemienniku z rys. 6.52. są równe ok. 90 W.
Oznacza to. że jego eksploatacja nie wymaga chłodzenia wodnego lecz jedynie intensywnego
chłodzenia powietrznego. Niewielka wartość strat mocy wyłączania wynika stąd. że
wyłączanie prądu o przebiegu trapezoidalnym odbywa się przy niewielkich napięciach
wstecznych. Sprawność przemienników z tyrystorami
102

6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
GTO przy mocy znamionowej jest rzędu 96%. Przy mocy obciążenia równej 1/4 wartości
znamionowej. zmniejsza się ona do 90% [690]. Stosowanie tyrystorowych przemienników
częstotliwości w dziedzinie nagrzewania indukcyjnego jest pod względem energetycznym
bardzo korzystne. Ich obsługa i eksploatacja jest także tańsza w porównaniu z przetwornicami
maszynowymi [424]. [573].
Tranzystorowe przemienniki częstotliwości. Wprowadzenie do obwodów głównych
przemienników częstotliwości tranzystorów. będących w pełni sterowalnymi
półprzewodnikowymi przyrządami mocy. miało miejsce w drugiej połowie lat
siedemdziesiątych. Czynnikami sprawczymi tego procesu był postęp w budowie tranzystorów
mocy (energetycznych) oraz znane wady generatorów lampowych. Początkowo w przemien-
nikach częstotliwości stosowano tranzystory bipolarne BJT. później polowe tranzystory mocy
MOSFET. tranzystory bipolarne IGBT. a około 1990 r. także tranzystory elektrostatyczne SIT.
Tranzystory bipolarne BJT wymagają do sterowania stosunkowo dużej mocy. ich
obwody pomocnicze są dość kosztowne. a w przypadku pracy równoległej tranzystorów w
układzie Darlingtona muszą być spełnione szczególne wymagania. W zakresie wielkich
częstotliwości przełączania. niekorzystny wpływ ma czas magazynowania ładunku podczas
procesu wyłączania (jest odprowadzany wtedy ładunek nadmiarowy z obszaru bazy
tranzystora) oraz niestabilność temperaturowa. Oba te czynniki przeszkadzają w uzyskaniu
równomiernego rozkładu prądu w strukturze półprzewodnikowej. Stąd też jako górną granicę
częstotliwości roboczych przemienników z tranzystorami BJT przyjmuje się na ogół 50 kHz.
niekiedy zaś 150 kHz. przy mocach rzędu kilku kilowatów [400]. [409]. Sprawia to. że nie
stanowią one konkurencji dla przemienników z tranzystorami polowymi MOSFET. lub z
tranzystorami bipolarnymi z izolowaną bramką IGBT. a nawet dla przemienników z szybkimi
tyrystorami asymetrycznymi i szybkimi diodami [454]. [510]. Znacznie bardziej dojrzałe
konstrukcje o charakterze przemysłowym są realizowane - także na wyższe częstotliwości -
przy użyciu tranzystorów MOSFET i IGBT. W układach o charakterze przemysłowym
obserwuje się nawet tendencję stopniowego zastępowania tyrystorów GTO przez tranzystory
IGBT. w układach przekształtnikowych o mocy do 1.5 MW [408]. [510]. Są też już
eksploatowane urządzenia elektrotermiczne z przemiennikami na bazie tranzystorów MOSFET
pracujące z częstotliwością rzędu 0.6 MHz.
Rysunek 6.54 przedstawia przykład przemiennika z tranzystorami MOSFET i
równoległym obwodem rezonansowym. który podobnie jak w przypadku przemienników
tyrystorowych jest rozwiązaniem preferowanym. umożliwiającym bezproblemowe równoległe
łączenie wielu tranzystorów. a tym samym powiększenie mocy przemiennika [427]. [476]. W
układzie tym tranzystory MOSFET są wykonane z monolitycznie zintegrowaną szybką diodą
zwrotną FRED FET. Gdyby możliwe było zapewnienie obciążenia czysto rezystancyjnego. a
więc pracy wyłącznie w warunkach rezonansu. obecność tych diod byłaby zbędna. Ponieważ
tak nie jest. trzeba się liczyć przy odchodzeniu od rezonansu ze zmianą charakteru obciążenia.
Pojawiający się wówczas szkodliwy prąd drenu muszą przejąć diody. Wiąże się z tym pewne
ryzyko niestabilności pracy
103
6. Nagrzewanie indukcyjne
___________________________________________________________________________
przemiennika i zwiększanie strat mocy w przyrządzie. Należy przy tym zaznaczyć. że przy
zmianie charakteru obciążenia na indukcyjny. przewodzenie prądu rozpoczyna się od jego
przepływu przez diodę. Jeżeli zmiana ta ma charakter pojemnościowy. to kończy się ono na
przepływie prądu przez diodę.
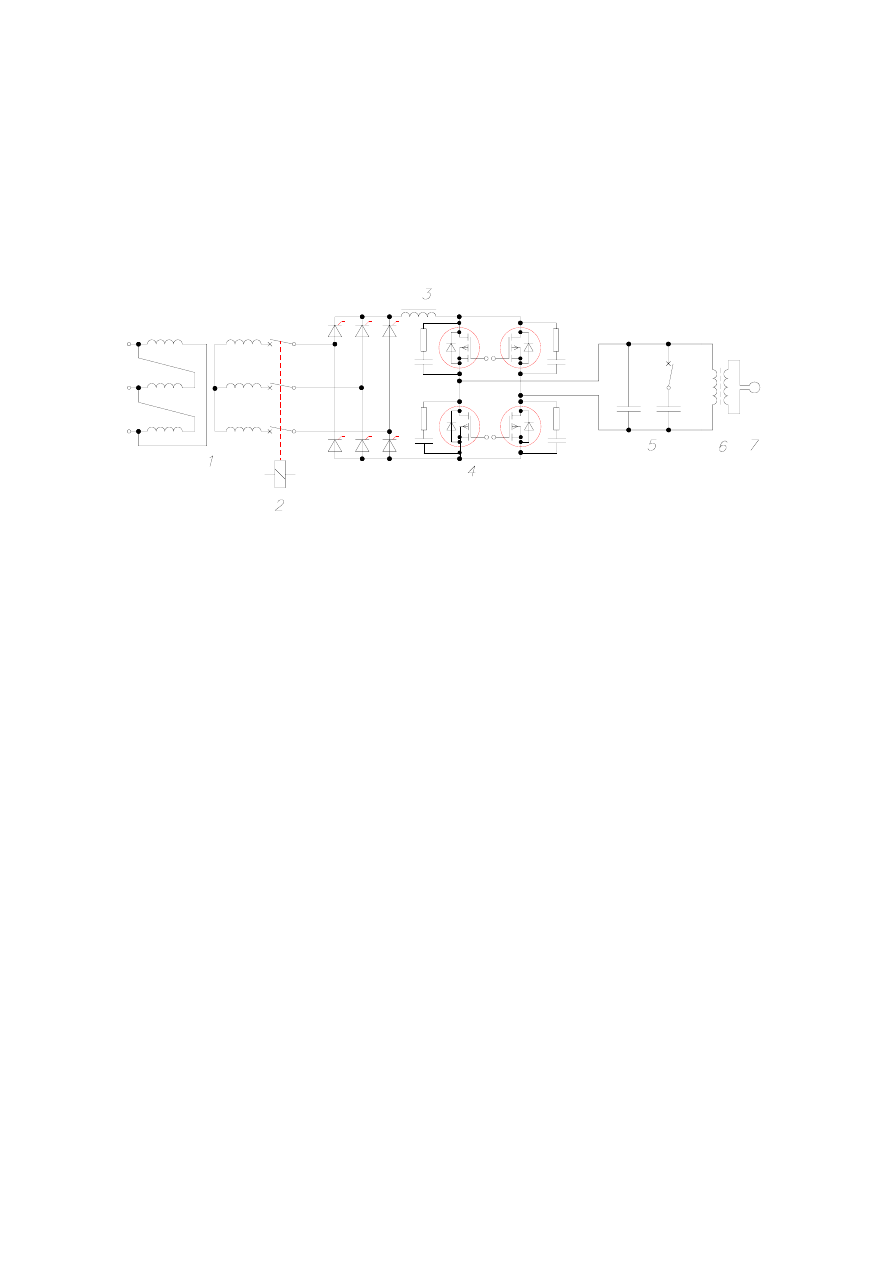
Rys. 6.54. Schemat obwodów głównych przemiennika częstotliwości z tranzystorami MOSFET
l - transformator zasilający. 2 - wyłącznik główny. 3 - dławik. 4 - tranzystory falownika.
5 - kondensatory obwodu rezonansowego. 6 - transformator dopasowujący. 7 - wzbudnik
O ile w przypadku falowników z tyrystorami konwencjonalnymi jest niezbędne. ze względów
komutacyjnych. zapewnienie określonego przesunięcia między prądem i napięciem
wyjściowym. o tyle problem ten w przypadku falowników z tranzystorami MOSFET może być
pominięty. Ze względu na ciągły przepływ prądu przez dławik w obwodzie głównym.
niezbędne jest jednak stworzenie warunków eliminujących przerwy prądowe. Ponieważ
tranzystory MOSFET umożliwiają - przy odpowiednio małej rezystancji obwodu sterownia -
uzyskanie krótkich czasów załączenia. dlatego straty mocy łączeniowe - nawet przy
częstotliwościach rzędu kilkuset kiloherców - mogą być utrzymywane na niskim poziomie w
porównaniu ze stratami mocy w czasie przewodzenia. Fakt ten zapewnia wysoką sprawność
przemiennika.
W odróżnieniu od przemienników z tyrystorami. w konstrukcjach z tranzystorami ma
miejsce bardzo duża szybkość narastania prądu rzędu kiloamperów na mikrosekundę. Przy
braku specjalnych rozwiązań ekranujących może to być źródłem zakłóceń radioelektrycznych.
a także zakłóceń w systemach sterowania komputerowego. Z kolei duża szybkość narastania
prądu oraz stosunkowo niskie napięcia w obwodzie zwiększonej częstotliwości (na ogół niższe
niż 1500 V. a dla większości dostępnych na rynku tranzystorów MOSFET nie przekraczające
1000 V) sprawiają. że istnieje konieczność maksymalnego zbliżenia obwodu obciążenia do
falownika i umieszczenie ich w jednym module. razem z elementami dopasowującymi oraz
wzbudnikiem. Rozwiązanie takie ma istotne znaczenie w układach nagrzewania posuwowego
ze wsadem nieruchomym [427].
Niskie napięcia. uzyskiwane w obwodzie wyjściowym. mogą w pewnych przypadkach
(przy dużych mocach i równocześnie dużych częstotliwościach) sprawiać kło-
104

6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
poty z dopasowaniem źródła do obciążenia. Trudności takie powodują wzbudniki o dużej
rezystancji. czyli charakteryzujące się np. dużą średnicą lub wielozwojowe. a także słabe
sprzężenia między wsadem i wzbudnikiem. Problem ten rozwiązuje się przez podwyższenie
napięcia przy użyciu konwencjonalnych transformatorów lub układów rezonansowych.
Obydwa rozwiązania. w przeciwieństwie do transformacji obniżającej napięcie. są kłopotliwe i
nie pozbawione wad. Z kolei przy małej mocy i wzbudnikach o małej rezystancji występują
trudności ze zwiększeniem częstotliwości. a tym samym impedancji wzbudnika.
Przy konstrukcji przemiennika z tranzystorami MOSFET szczególną uwagę należy
zwrócić na ograniczenie możliwości powstania zwarć oraz przerw we wzbudniku. ponieważ
tego rodzaju awarie mogą spowodować przekroczenie maksymalnej dopuszczalnej wartości
napięcia dren-źródło (kolektor-emiter)
U
krótkotrwałe l ÷ 2 ns przekroczenie wartości
bywa przyczyną zniszczenia tranzystora. Mimo. że przemiennik z falownikiem
równoległym jest zasilany ze źródła prądu. zwarcie wzbudnika - zwłaszcza w przedziałach
czasu odpowiadających wyższym wartościom chwilowym napięcia - powoduje bardzo
niebezpieczne impulsy napięciowe. przekraczające niekiedy wytrzymałość elektryczną
tranzystora. Skuteczne eliminowanie tych impulsów jest trudne. z uwagi na ich bardzo duże
energie. bardzo krótkie czasy na wykrycie stanu awaryjnego i uruchomienie środków
zabezpieczających. Problem ten przestaje istnieć przy wprowadzeniu modułów MOSFET z
diodami lawinowymi [427].
max
DS
max
DS
U
Oczywiście im większa częstotliwość. tym bardziej krytyczne są przypadki awarii.
Niezawodność działania przemienników tranzystorowych w większym stopniu niż
tyrystorowych zależy od jakości elementów pasywnych wchodzących w ich skład
(kondensatory. transformatory itp.). Z tego względu. zwłaszcza dla częstotliwości większych
niż 200 kHz. należy w dalszym ciągu co najmniej równorzędnie traktować generatory lampowe
jako źródła zasilania indukcyjnych urządzeń grzejnych.
Jeśli chodzi o przemienniki z tranzystorami elektrostatycznymi SIT. to uzyskiwane przy
ich użyciu parametry (moce do 600 kW przy częstotliwości 100 kHz oraz 400 kW przy 200
kHz) dotyczą konstrukcji doświadczalnych [498]. [503]. Wykonano je przy użyciu
tranzystorów umożliwiających uzyskanie napięcia roboczego 500 ÷ 800 V. Konstrukcja
obwodu głównego jest taka sama jak w rozwiązaniu z tranzystorami MOSFET. Istotne różnice
występują w obwodach sterowania. co wynika m.in. z faktu. że tranzystory SIT pracują przy
bardzo krótkich czasach wyłączania wynoszących 0.1 ÷ 0.3 µs. Uzyskiwane są sprawności
rzędu 0.8 ÷ 0.95 [498]. [714].
Na bazie tranzystorów bipolarnych można budować źródła o częstotliwościach rzędu
megaherców jeśli wykorzystuje się ich pracę w obszarze aktywnym. a więc podobnie jak to ma
miejsce w przypadku generatorów lampowych. Wysterowanie tranzystorów. gdy pracują one w
układach wzmacniaczy ze sprzężeniem zwrotnym. jest znacznie łatwiejsze. Zaleta ta jest
jednak okupiona pogorszeniem sprawności. ponieważ straty mocy przy pracy w obszarze
aktywnym są znacznie większe niż przy pracy dwustanowej.
W zasadzie generatory tranzystorowe mogą pracować we wszystkich znanych układach
generacyjnych. przy czym najchętniej - z uwagi m.in. na rozwiązanie zabez-
105

6. Nagrzewanie indukcyjne
___________________________________________________________________________
pieczeń - korzysta się z układu Hartleya. Stanowią one alternatywę dla generatorów
lampowych. ale tylko dla mocy nie przekraczających kilka kW. przy których ich sprawność
jest większa niż generatorów lampowych [400]. [475].
Lampowe generatory mocy. Lampowe generatory mocy mogą pracować w
najszerszym zakresie częstotliwości. a mianowicie od 4 kHz do najwyższych stosowanych przy
nagrzewaniu indukcyjnym. tj. 27.12 MHz. Górny obszar ich zastosowań. a więc powyżej 6
MHz. jest związany z mało rozpowszechnionym miejscowym. superszybkim nagrzewaniem
impulsowym wsadów w procesach hartowania powierzchniowego [314]. Ze względu na
dynamiczny rozwój przemienników półprzewodnikowych. przyjmuje się. że stosowanie
lampowych generatorów mocy staje się obecnie uzasadnione powyżej częstotliwości 200 kHz
[427]. Nie można wykluczyć. że w niezbyt odległej przyszłości z wielu obecnych zastosowań
zostaną one całkowicie wyeliminowane.
Elementem czynnym generatora jest trioda. która w celu zapewnienia możliwie
największej sprawności pracuje w klasie C. W klasie tej wartość bezwzględna ujemnego
napięcia polaryzującego siatkę jest większa od napięcia odcięcia tzn. takiego powyżej którego
prąd w ogóle nie płynie. Wynika stąd. że przy braku sygnału z zewnątrz prąd anodowy płynie
krócej. aniżeli w ciągu połowy okresu napięcia sterującego [715]. W dziedzinie nagrzewania
indukcyjnego przyjęły się jednostopniowe samowzbudne układy generatorów drgań.
Generatory te pracują przy częstotliwości rezonansowej obwodu drgającego (obciążenia)
połączonego z katodą i anodą lampy. Dzięki sprzężeniu zwrotnemu. część przemiennego
napięcia anodowego jest podawana na siatkę. lampy generacyjnej. co sprawia. że częstotliwość
robocza jest identyczna z częstotliwością rezonansową obwodu obciążenia. Sposoby realizacji
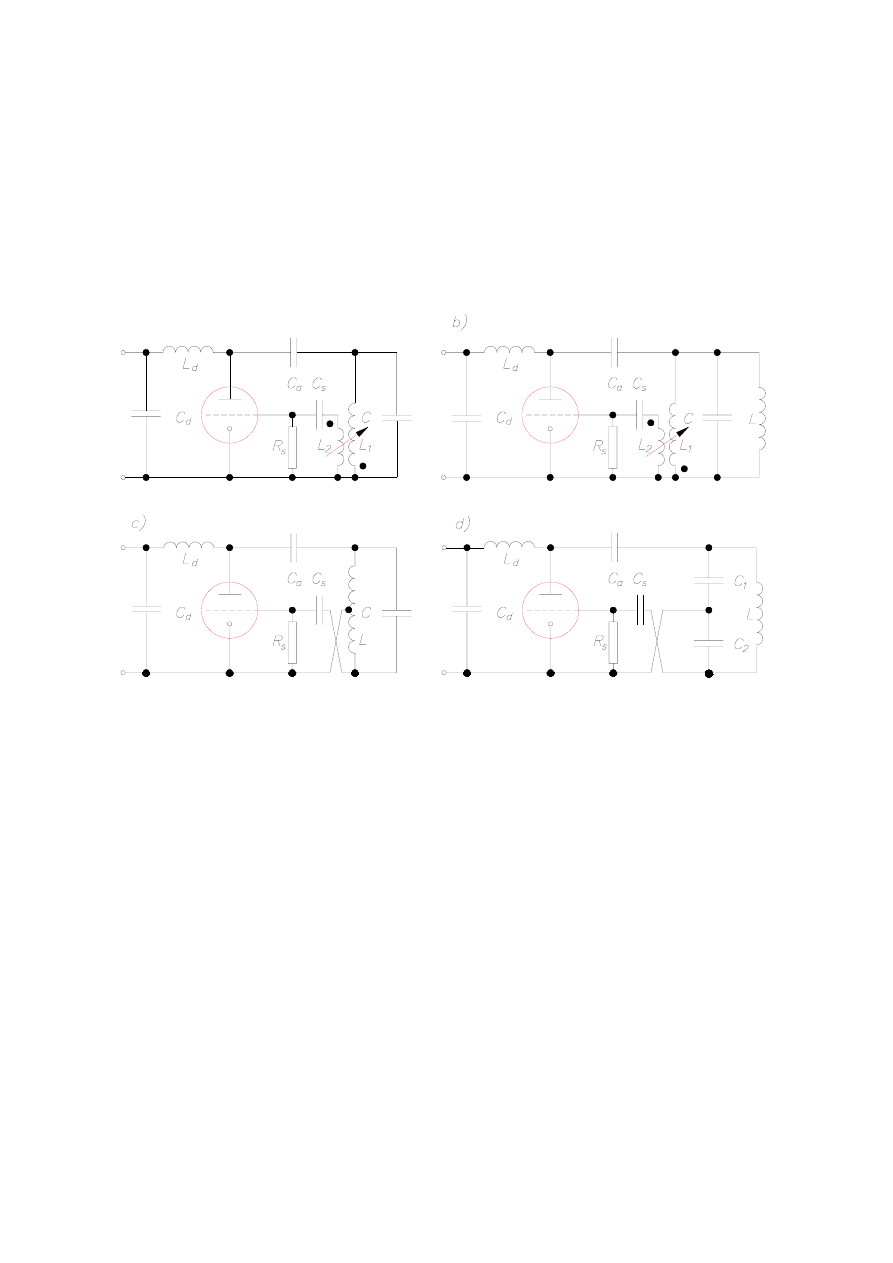
sprzężeń zwrotnych są pokazane na rys. 6.55. Przedstawione na rys. 6.55a i b układy z
transformatorowym sprzężeniem zwrotnym. czyli układy Meissnera. działają na zasadzie
pobudzenia siatki lampy generacyjnej napięciem pochodzącym z uzwojenia wtórnego
transformatora wzbudzenia. Zaletą tych rozwiązań jest możliwość nie tylko skokowej. lecz
także ciągłej regulacji sprzężenia. a więc i regulacji wzbudzenia. Układy ze sprzężeniami
transformatorowymi. w wersjach przedstawionych na rys.6.55a (układy Meissnera). stosowane
są w generatorach dużych mocy przy napięciach anodowych rzędu co najmniej kilku
kilowoltów.
Układ Hartleya pokazany na rys.6.55c jest. obok układu Meissnera. najczęściej
stosowanym rozwiązaniem w generatorach do nagrzewania indukcyjnego. Napięcie. pobierane
z zaczepu cewki obwodu rezonansowego. po odwróceniu fazy o 180°. działając na jej siatkę
wzbudza lampę generacyjną. Przy prawidłowo dobranych zaczepach cewki (skokowa regulacja
sprzężenia). w układzie takim nigdy nie powinno dojść do przewzbudzenia lub
niedowzbudzenia lampy. Z uwagi na fakt. że siatka jest w tym rozwiązaniu bezpośrednio
połączona z obwodem drgającym. niezbędne jest wprowadzenie kondensatora blokującego.
Układ Hartleya znajduje zastosowanie także w generatorach dużej mocy przy wysokich
napięciach anodowych.
W układzie Colpittsa (rys. 6.55d) sprzężenie obwodu siatkowego z obwodem
rezonansowym uzyskuje się przy użyciu dzielnika pojemnościowego. Schemat ten jest
106
6.2. Urządzenia indukcyjn
e
i ich zastosowania
___________________________________________________________________________
wykorzystywany najczęściej przy częstotliwościach większa niż 5 MHz. a więc dla celów
nagrzewania indukcyjnego ma on znaczenie marginesowe. We wszystkich przedstawionych na
rys. 6.55 układach lampa generacyjna i obwód drgający połączone są równolegle. Istnieją także
rozwiązania realizujące szeregowe połączenie tych elementów w stosunku do źródła prądu
stałego. ale są one rzadko stosowane.
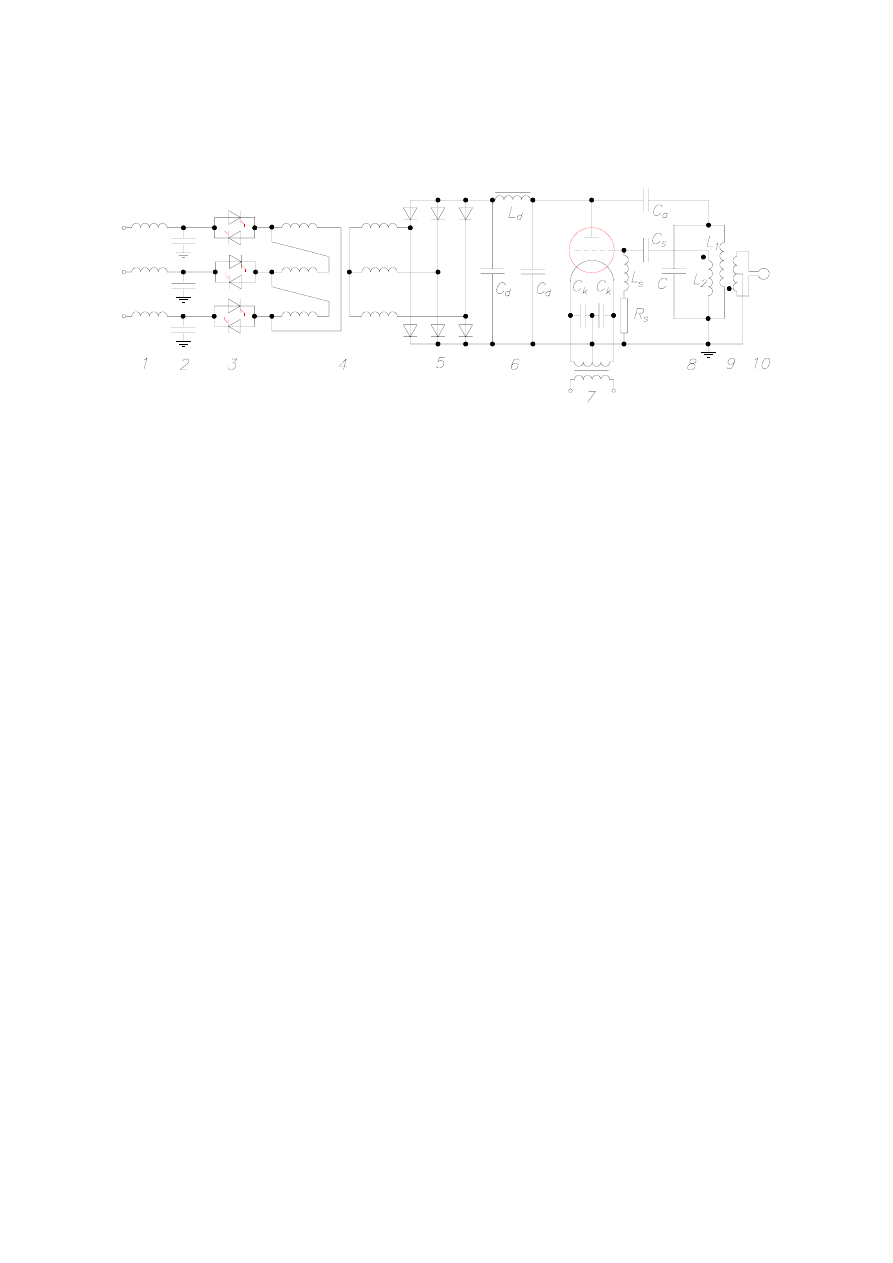
Rys. 6.55. Układy sprzężeń zwrotnych obwodu siatkowego z obwodem drgającym: a) układ Meissnera. b)
zmodyfikowany układ Meissnera. c) układ Hartleya. d) układ Colpittsa C. C
1
. C
2
. - kondensatory
obwodu drgającego; C
a
- kondensator oddzielający obwód drgający od prostownika; C
d
- kondensator
filtru dolnoprzepustowego; C
s
- sprzęgający kondensator siatkowy;
L. L
1
. - cewki obwodu drgającego; L
2
. - cewka transformatora sprzęgającego. L
d
- dławik filtra
dolnoprzepustowego. R
s
- rezystor siatkowy
Rysunek 6.56 przedstawia schemat generatora z transformatorowym sprzężeniem
zwrotnym. należącego do kategorii najczęściej spotykanych w rozwiązaniach przemysłowych
indukcyjnych urządzeń grzejnych [397]. W układzie tym energia z sieci doprowadzana jest za
pośrednictwem sterownika tyrystorowego do transformatora podwyższającego napięcie.
Sterownik tyrystorowy umożliwia ciągłą regulację mocy w granicach 0 ÷ 100% wartości
znamionowej. także podczas pracy generatora. Dodatkową zaletą. takiego rozwiązania jest
możliwość zredukowania zmian napięcia zasilającego transformatora do ±1% przy wahaniach
napięcia sieci rzędu ±10%. Generator nie wymaga więc żadnej innej stabilizacji napięcia. Z
transformatora napięcie doprowadzane jest do prostownika diodowego. W porównaniu ze
spotykanymi nadal układami zasilania z prostownikami lampowymi. przedstawione
rozwiązanie ma tę zaletę. że przy praktycznie nieograniczonej trwałości takiego prostownika
eliminuje się jednocześnie powolny wzrost strat powodowany starzeniem się lamp
prostowniczych (diody. triody gazowane).
107
6. Nagrzewanie indukcyjne
___________________________________________________________________________
Rys. 6.56. Lampowy generator mocy w układzie równoległym Meissnera
C
k
- kondensator katodowy. (pozostałe oznaczenia jak na rys.6.55). 1 i 2 - dławiki i kondensatory filtra
przeciwzakłóceniowego. 3 - sterownik tyrystorowy. 4 - transformator podwyższający. 5 - prostownik. 6
- filtr dolnoprzepustowy. 7 - lampa generacyjna. 8 - obwód drgający. 9 - transformator dopasowujący.
10 - wzbudnik
Obwód drgający zawiera lampę ceramiczną ze zintegrowanym układem chłodzenia
wodnego. Przeciętna trwałość tego rodzaju lamp wynosi 600÷10 000 h pracy. Chłodzenie
anody lampy. szczególnie w przypadku urządzeń dużej mocy. stwarza wiele problemów z
uwagi na ilość ciepła jaką należy odprowadzić z anody i z uwagi na wysoki jej potencjał
względem masy urządzenia (co najmniej kilka kilowoltów).
O rozwiązaniu transformatorów wielkiej częstotliwości. dopasowujących napięcie
obwodu drgającego do wartości niezbędnej do zasilania wzbudników. decydują w głównej
mierze moc i częstotliwość robocza generatora. Często są to układy powietrzne. bądź zalewane
żywicą epoksydową. z uzwojeniem wtórnym. np. jednozwojowym i wyprowadzeniami na
wzbudnik oraz kondensatory ceramiczne obwodu drgającego. Elementy te są zwykle
chłodzone wodą.
Połączenie obwodu; drgającego z pozostałymi elementami generatora determinuje
rodzaj nagrzewania. określony kinetyką elementów układu wzbudnik - wsad (wzbudnik
stacjonarny. wsad ruchomy lub odwrotnie). W tym drugim przypadku wyodrębnia się
transformator dopasowujący. a niekiedy także kondensatory obwodu drgającego. w celu
maksymalnego ich zbliżenia do wzbudnika. Wprawiane są one w ruch razem ze wzbudnikiem.
a z pozostałymi częściami generatora łączą je taśmy. częściej zaś kable koncentryczne.
zwłaszcza. że ich długość może dochodzić do 10 m.
Największą wadą lampowych generatorów mocy jest ich mała sprawność. Zawiera się
ona w granicach 55÷65%. Ta niewielka w porównaniu z przemiennikami półprzewodnikowymi
sprawność wynika ze strat mocy występujących nie tylko w anodzie. lecz także w innych
elementach układu (uzwojenie transformatora dopasowującego. kondensatory. tyrystory
sterownika). które bardzo często chłodzi się wodą. Ze względu na wysokie napięcie. układy
chłodzenia wodnego muszą być rozwiązane w sposób gwarantujący bezpieczeństwo
elektryczne. Stosowane są obiegi wodne zamknięte. ponieważ tylko przy takich rozwiązaniach
możliwe jest utrzymanie właściwości chemicznych wody zapobiegających tworzeniu się
kamienia.
108

6.2. Urządzenia indukcyjne i ich zastosowania
________________________________________________________________________
Lampowe generatory mocy muszą być wyposażone w układy zabezpieczające przed
porażeniem wysokim napięciem. co realizuje się m.in. za pomocą blokad drzwiowych.
powodujących wyłączenie w.n. przy otwieraniu czy też zdejmowaniu osłon z części
wysokonapięciowej urządzenia. Kontrolowane są temperatura i przepływ wody chłodzącej. w
celu umożliwienia wyłączenia generatora przy przekroczeniu dopuszczalnych parametrów
czynnika chłodzącego. Lampę generacyjną chronią przed przeciążeniami zabezpieczenia
nadprądowe. reagujące na przekroczenia średniej i szczytowej wartości prądu anodowego.
Przekroczenie dopuszczalnych wartości tych wielkości powoduje zablokowanie tyrystorów
sterownika i bezobciążeniowe odłączenie obwodu anodowego. Przed przeciążeniami
zabezpiecza się także tyrystory sterownika.
Nowoczesne lampowe generatory mocy wyposaża się w układy sterowania pozwalające
na pracę przy stałej mocy wyjściowej. bądź przy mocy regulowanej - jeśli wielkością zadaną
jest np. temperatura. a także na pracę przy swobodnym dopasowaniu mocy do zmieniającego
się obciążenia (praca bezregulacyjna) [441].
Ważnym elementem jest ochrona przeciwzakłóceniowa. co dotyczy generatorów
lampowych i tranzystorowych oraz przemienników tyrystorowych i tranzystorowych. Chodzi
tu o wyeliminowanie względnie ograniczenie oddziaływania tych urządzeń na inne odbiorniki
[261]. Wiąże się z tym także ograniczenie szkodliwego oddziaływania pól wielkiej
częstotliwości na organizm ludzki [169].
6.2.3. Nagrzewnice indukcyjne - elementy wyposażenie. zastosowania
6.2.3.1. Nagrzewnice indukcyjne w obróbce plastycznej
Nagrzewnica indukcyjna jest członem grzejnym. a więc głównym. urządzenia indukcyjnego. w
skład którego wchodzą ponadto człony: zasilający. załadunku. transportu i wyładunku wsadu.
chłodzenia. pomiarowe i regulacyjne (rys. 6.57). Rozwiązania - zwłaszcza o charakterze
przemysłowym - nie posiadające jednego z wymienionych członów. należą do rzadkości.
Oczywiście w użyciu są urządzenia bardziej złożone oraz przeznaczone do realizacji
technologii specjalnych i te mają jeszcze inne człony. np. pompowo - dozujące. stosowane przy
nagrzewaniu w atmosferach kontrolowanych. przy realizacji obróbek próżniowych. itd.
Jedną z wielu grup procesów technologicznych. w których urządzenia indukcyjne
znalazły liczne zastosowania jest obróbka plastyczna metali i to zarówno żelaznych. jak i
nieżelaznych. Chodzi tu o nagrzewanie wlewków. prętów. blach. rur w procesach kucia.
tłoczenia. wyciskania. walcowania. ciągnienia. W procesach tych podstawowym wymaganiem
jest maksymalne wyrównanie temperatury wsadu. co sprawia. że najczęściej korzysta się ze
źródeł o częstotliwości zmniejszonej. sieciowej lub zwiększonej. czyli nie przekraczającej 10
kHz. Tylko przy nagrzewaniu wsadów o niewielkiej średnicy lub grubości z metali
nieżelaznych dobrze przewodzących. korzysta się z wielkiej częstotliwości. Całkowite czasy
nagrzewania mogą być w tych procesach stosunkowo
109
6. Nagrzewanie indukcyjne
___________________________________________________________________________
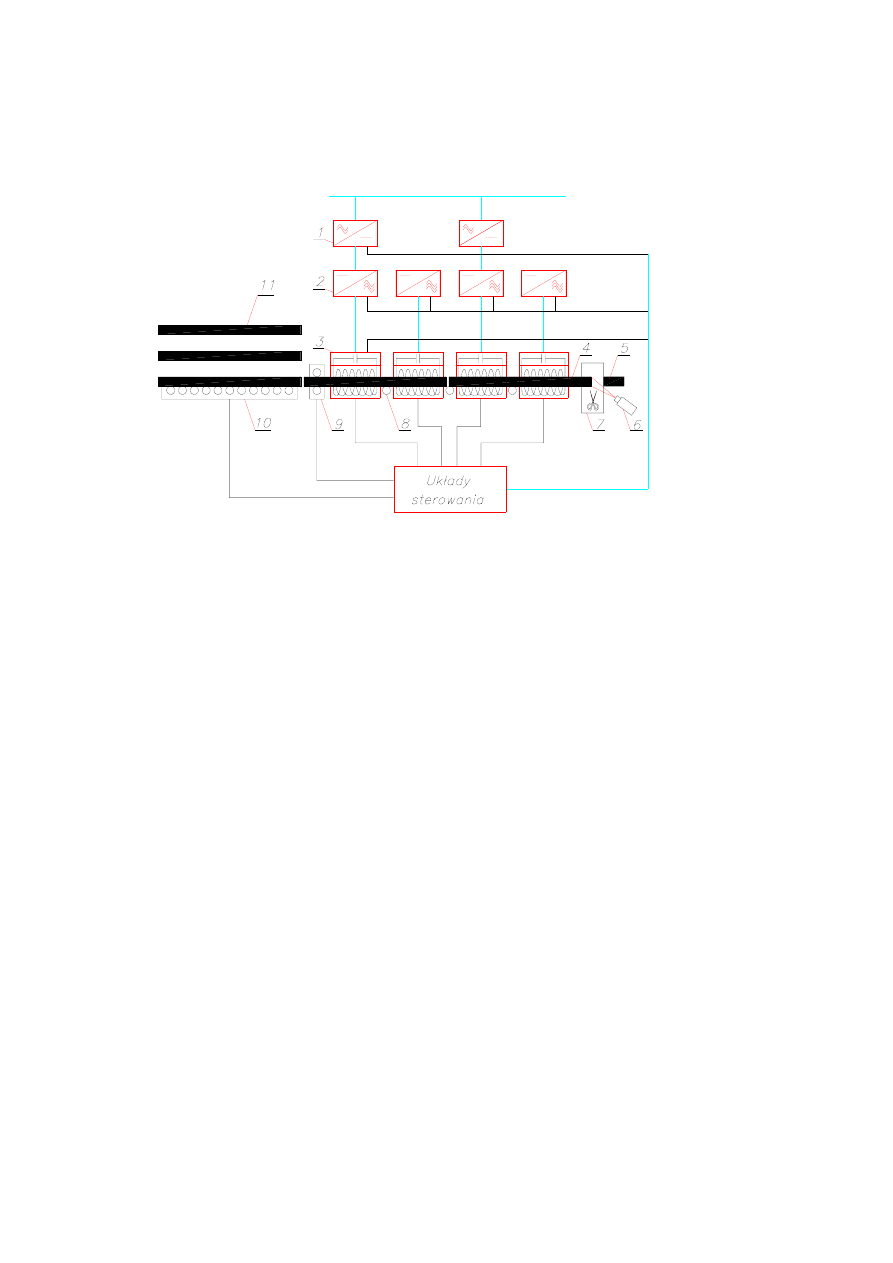
Rys. 6.57. Schemat urządzenia indukcyjnego z nagrzewnicą
skrośną.
zaczerpnięto z [590]
l - prostownik. 2 - przemiennik cz
ę
stotliwości. 3 - wzbudnik z baterią kondensatorów. 4 - wsad.
5 - odcięty kęs. 6 - pirometr. 7 - urządzenie do cięcia. 8 - rolka transportowa
.
9 - napęd wsadu.
10 - podajnik rolkowy. 11 - magazyn wsadu
długie. co przyczynia się do ujednorodnienia pola temperatury we wsadzie lub tej jego części.
która poddawana jest obróbce plastycznej. Stąd też nagrzewnice stosowane w tych procesach
nazywa się skrośnymi zaś sama technikę - nagrzewaniem skrośnym [325]. [558]. [652].
W celu scharakteryzowania indukcyjnych urządzeń i technologii nagrzewania skrośnego.
główna uwaga zostanie zwrócona na następujące czynniki: częstotliwość roboczą. zużycie
właściwe energii. szybkość nagrzewania. rodzaj wzbudnika. sposób transportu wsadu oraz jego
załadunku i wyładunku. odzysk ciepła. a także aspekty ekonomiczne.
Częstotliwość prądów wirowych indukowanych we wsadzie. określa się wychodząc z
założenia. że powinna ona zapewniać dobrą sprawność elektrotermiczną. a równocześnie
pożądany równomierny rozkład temperatury. Sprawność elektryczną
oblicza się na
podstawie znajomości rezystancji wzbudnika i wsadu. określonych jedną z podanych wcześniej
metod. Dla wsadów cylindrycznych. przy posłużeniu się wzorem (6.210). dla stali o
konduktywności
= 8.33·10
e
η
2
γ
5
S/m i po przekroczeniu punktu Curie. otrzymuje się krzywą
przedstawioną na rys. 6.58.
Sprawność cieplna
η . zgodnie z tymże rysunkiem. maleje przy wzroście częstotliwości.
Wynika to z konieczności zwiększenia czasu nagrzewania. ponieważ im większa wartość
częstotliwości
f. tym mniej równomierny jest rozkład mocy grzejnej. Ze względu na sprawność
cieplną powinno się wobec tego wybierać częstotliwość jak najmniejszą. Z przebiegu oraz
wynika. że wybór częstotliwości roboczej musi być kompromisem zdeterminowanym przez
przebiegi obu sprawności. Optymalną częstot-
c
e
η
c
η
110
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
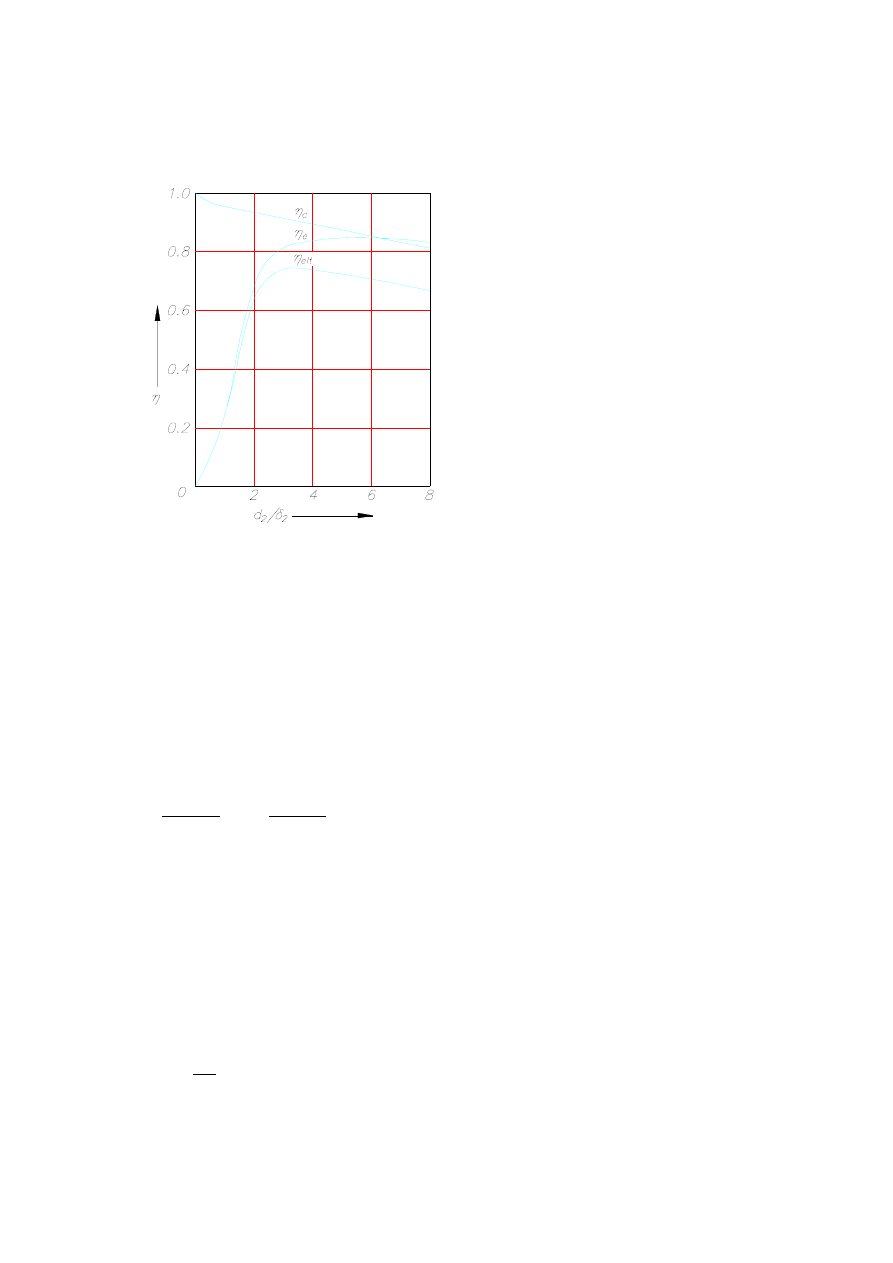
Rys. 6.58. Sprawność nagrzewnicy indukcyjnej
skrośnej. wg [641]
η
e
– sprawność elektryczna układu wzbudnik –
wsad. η
c
- sprawność cieplna nagrzewnicy. η
elt
–
sprawność elektrotermiczna nagrzewnicy
liwość określa największa sprawność elektrotermiczna
η
c
e
elt
η
η
=
. Przy nagrzewaniu wsadu
cylindrycznego ze stali.
η osiąga wartość maksymalną przy
d
. Jeśli za
ekonomiczną uznać sprawność
. to w przypadku wsadów długich
elt
5
.
3
δ
/
2
2
≈
7
.
0
η
elt
≥
2
2
(6.228)
8
.
5
δ
/
d
4
.
2
≤
≤
Wyniki obliczeń średnic ekonomicznych przedstawione są na rys. 6.59. W rozwiązaniach
charakteryzujących się większą sprawnością cieplną. górna granica zakresu
d
[437].
Zakres częstotliwości roboczych spełniających warunek (6.228) jest określony nierównością
7
δ
/
2
2
≈
2
2
2
2
2
2
2
2
d
µ
γ
71
.
10
f
d
µ
γ
83
.
1
≤
≤
(6.229)
Dolna granica
f mieści się w obszarze określonym zależnością (6.211). Analogicznie określa
się częstotliwość optymalną dla wsadów z innych materiałów. Wyniki takich obliczeń zawiera
tabl. 6.1.
Dla układów krótkich. tzn. spełniających warunki:
l
2
2
w
1
1
r
10
l
,
r
10
≤
≤
w przypadku
niemagnetyków oraz
w przypadku magnetyków. istotną rolę odgrywają
zjawiska brzegowe i wobec tego warunek (6.229) nie powinien być stosowany. Wartość
minimalną wyznacza się w takich przypadkach na podstawie schematu zastępczego układu o
wymiarach skończonych. Dla wsadów stalowych. wg [670]
2
2
w
1
1
r
20
l
,
r
20
l
≤
≤
2
2
f
d
k
f
≥
(6.230)
111
6. Nagrzewanie indukcyjne
___________________________________________________________________________
przy czym wartości współczynnika
k
f
obliczone dla
l
1
= l
2
oraz
5
.
2
0
.
2
d
/
d
2
w
1
÷
=
.
są równe: 3.0; 5.6; 8.3; 11.3; 15.3; 19; 53 odpowiednio dla
ci
ą
gu wartości
0.0; 0.2; 0.4; 0.6; 0.8; 1.0; 2.0. Dla innych materiałów oraz uk
ł
adów.
np.
z wsadami rurowymi i płaskimi. kryteria doboru częstotliwości podaje literatura
specjalistyczna [652]. [670
].
m
/
H
10
π
4
µ
,
m
/
S
10
γ
7
6
−
⋅
=
=
2
2
2
2
l
/
d
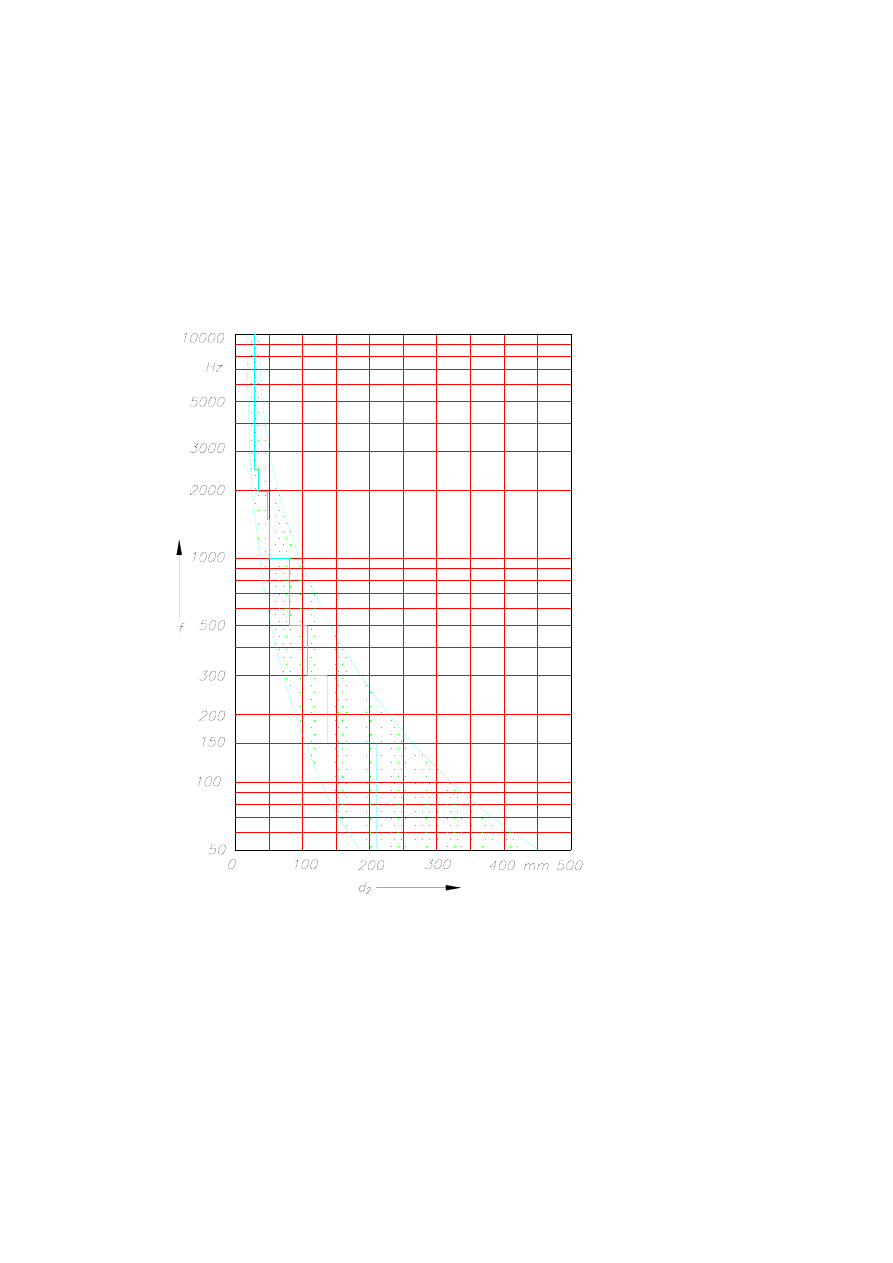
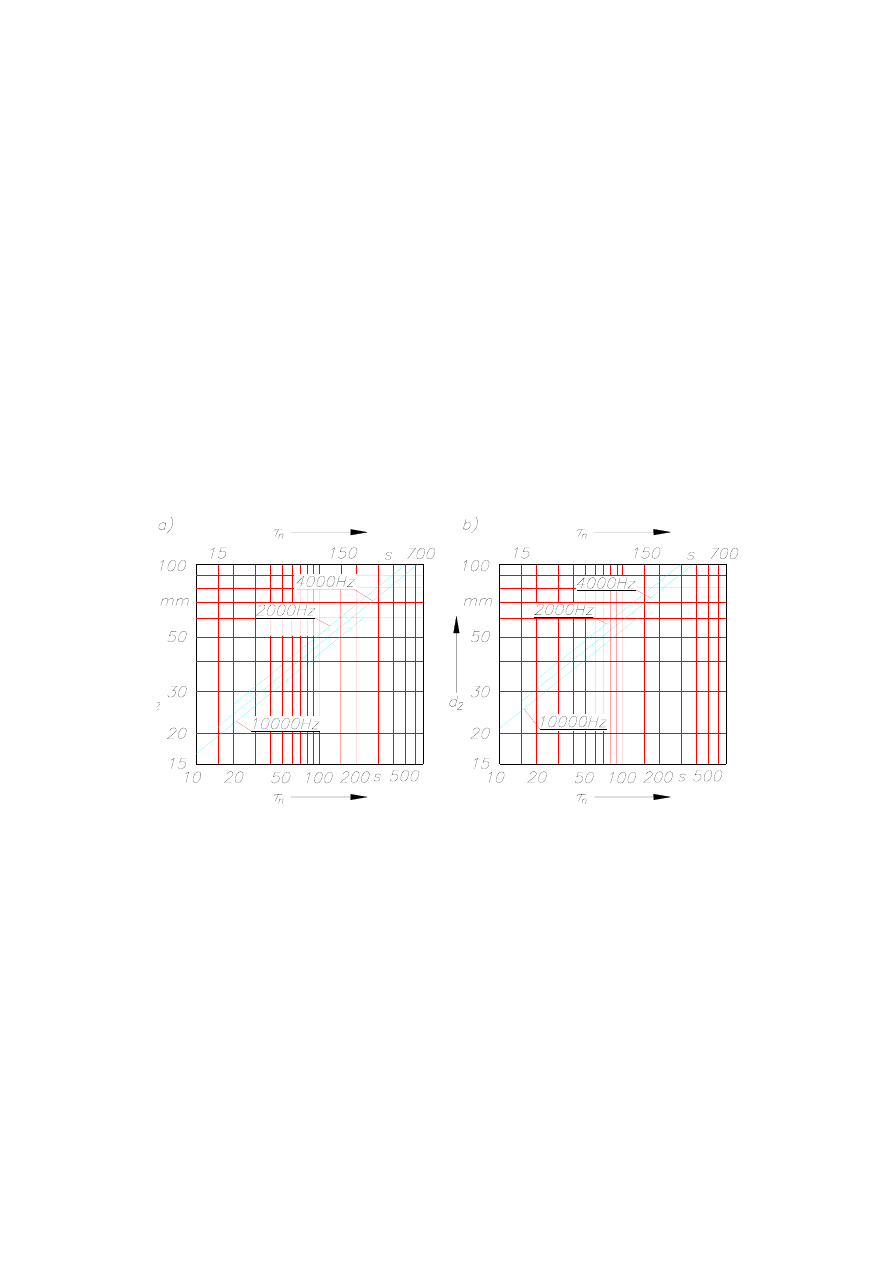
Ry
s
. 6.59. Optymalny obszar częstotliwości przy nagrzewaniu stalowych wsadów cylindrycznych do temperatu
r
y
wyższej niż temperatura Curie (krzywa schodkowa okre
ś
la preferowane cz
ę
stotliwości)
f
-
częstotliwość.
d
2
- średnica wsadu względnie długość boku jego przekroju
W praktyce dobiera si
ę
urządzenia o pewnym stopniu uniwersalności. Trzeba się więc
liczyć z mniejszą sprawnością elektrotermiczną procesu w warunkach gdy poprzeczne
wymiary charakterystyczne odbiegają od optymalnych. Sprawność elektryczna jest tym
większa im mniejsza jest odleg
ł
ość między wsadem i wzbudnikiem. z tego względu przy
bardzo zróżnicowanym programie produkcyjnym. nie powinno się stoso-
112
6.2. Urządzenia indukcyjne i ich zastosowania
wać jednego wzbudnika. lecz indywidualnie dopasowane do wsadu. Dotyczy to w szcze-
gólności wsadów o innej niż cylindryczna geometrii. np. o przekroju kwadratowym. W tym
przypadku podane wytyczne doboru częstotliwości
f przedstawione na rys. 6.59 pozostają
ważne. przy czym wymiarem wsadu równoważnym średnicy jest długość boku przekroju kęsa.
Tablica 6.1
.
Optymalne częstotliwości przy nagrzewaniu wsadów cylindrycznych
z metali kolorowych. wg [440]
Optymalny zakres średnic wsadu d
2
Częstotliwość robocza f
mosiądz
w temp. 800°C
miedź w temp. 850°C. aluminium
i jego stopy w temp. 500°C
Hz mm
mm
50
500
2000
5000
10000
450 ·10
3
1000·10
3
≥
110.0
37.0÷440
18.0÷210
11.0÷130
9.0÷100
1.0÷15
0.8÷12
≥
52.00
16.00÷820
8.00÷410
5.00÷260
3.50÷180
0.50÷26
0.35÷18
Zużycie właściwe energii czyli wartość energii elektrycznej niezbędnej do nagrzania
l Mg wsadu w celu wytworzenia w nim wymaganego pola temperatury zależy od
teoretycznego zużycia właściwego. sprawności układu zasilania (0.70 ÷ 0.85). sprawności
elektrycznej układu wzbudnik-wsad (0.85 ÷ 0.90) oraz sprawności cieplnej (0.85 ÷ 0.90).
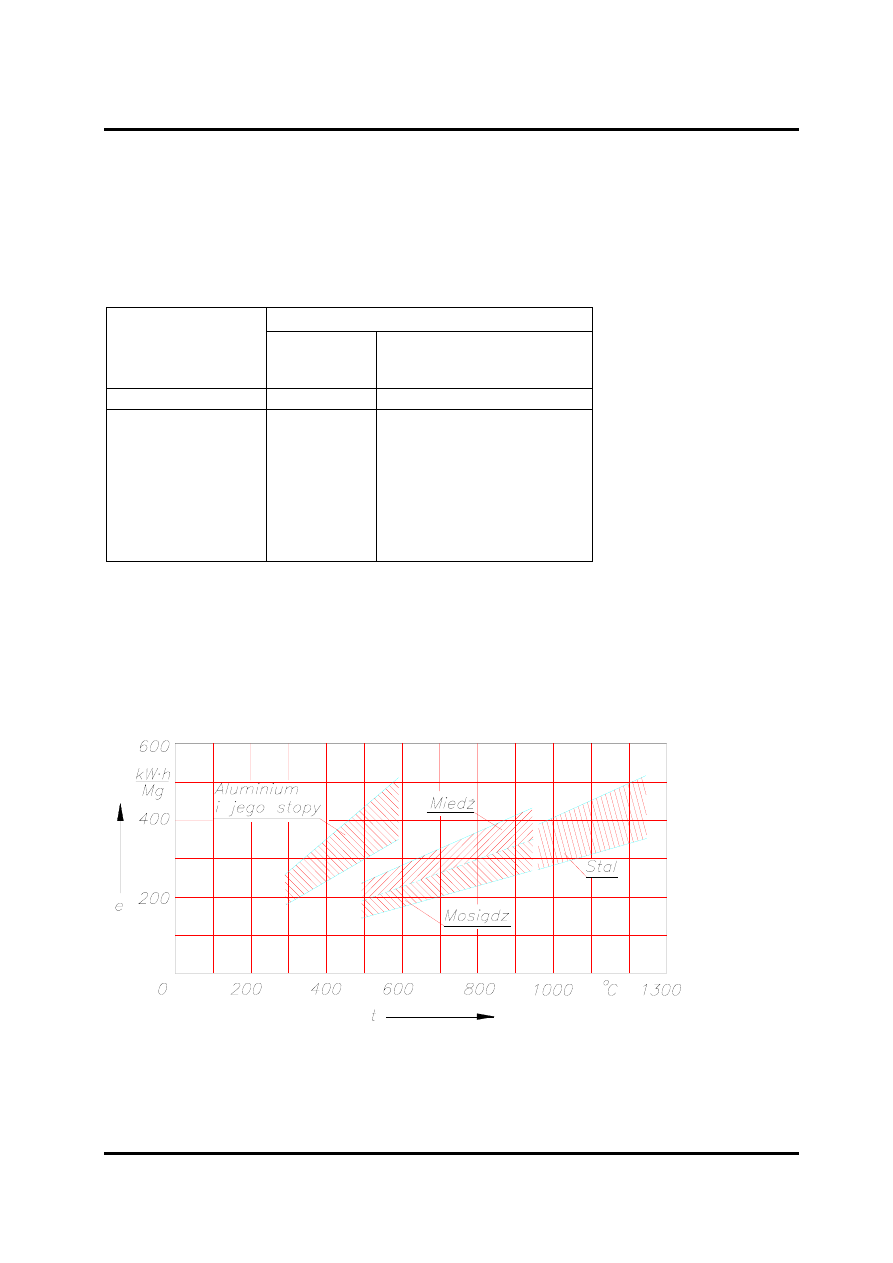
Teoretyczne zużycie właściwe jest z kolei zależne od temperatury końcowej wsadu. Rysunek
6.60 przedstawia charakterystyki zużycia właściwego dla kilku metali w warunkach
optymalnej częstotliwości i geometrii układu grzejnego.
Rys. 6.60. Zużycie właściwe energii przy nagrzewaniu indukcyjnym skrośnym niektórych metali przed obróbką
plastyczną
113

6. Nagrzewanie indukcyjne
Znajomość zużycia właściwego
e. wyrażonego w kW·h/Mg. przy założonej wydajności
procesu
g wyrażonej w Mg/h. pozwala określić moc czynną urządzenia pobieraną z sieci
eg
P
=
(6.231)
Przy nagrzewaniu skrośnym gęstość powierzchniowa mocy nie może przekroczyć wartości
powodującej zbyt wielką różnicę temperatur między powierzchnią i wnętrzem wsadu. W
przypadku wsadów cylindrycznych stalowych. przybliżoną wartość maksymalną gęstości
powierzchniowej mocy. wyrażoną w W/cm
2
. określa formuła empiryczna.
2
max
d
/
300
p
=
(6.232)
przy czym:
d
2
- średnica wsadu w cm.
Szybkość nagrzewania związana jest z wymaganym stanem pola temperatury we
wsadzie w chwili poddawania go obróbce plastycznej. Stan ten jest bowiem m.in. funkcją
czasu nagrzewania
τ - rozumianego jako czas dostarczania energii z zewnątrz - oraz czasu
międzyoperacyjnego
. podczas którego energia z zewnątrz nie jest już dostarczana. a zmiany
stanu pola temperatury spowodowane są wyłącznie przewodzeniem ciepła we wsadzie i jego
stygnięciem. W czasie
temperatury we wsadzie zwykle wyrównują się. Jeżeli wartość
nie
jest duża. to straty energii są niewielkie i nie mają one znaczącego wpływu na stan pola
temperatury. Istnieje zresztą możliwość nieznacznego przegrzania wsadu w celu kompensacji
energii traconej w czasie
.
n
τ
m
m
τ
m
τ
m
τ
Dzięki dobrej przewodności cieplnej właściwej metali. czas
można istotnie skrócić.
zwiększając objętościową gęstość mocy w pierwszej fazie procesu i zmniejszając ją w fazie
drugiej. Ten rodzaj nagrzewania. nazywany szybkim. najłatwiej realizować w układach
przelotowych. W tym celu wykonuje się je jako wielosekcyjne lub wielowzbudnikowe. przy
czym pierwsze sekcje (wzbudniki) charakteryzują się większą gęstością zwojów
w
m
τ
l
lub są
zasilane wyższym napięciem. Dalsze sekcje (wzbudniki) dostarczają tylko tyle energii. ile
potrzeba do skompensowania energii strat cieplnych ze wsadu. W tej drugiej fazie procesu.
nazywanej wygrzewaniem. następuje wyrównywanie temperatur we wsadzie. przy
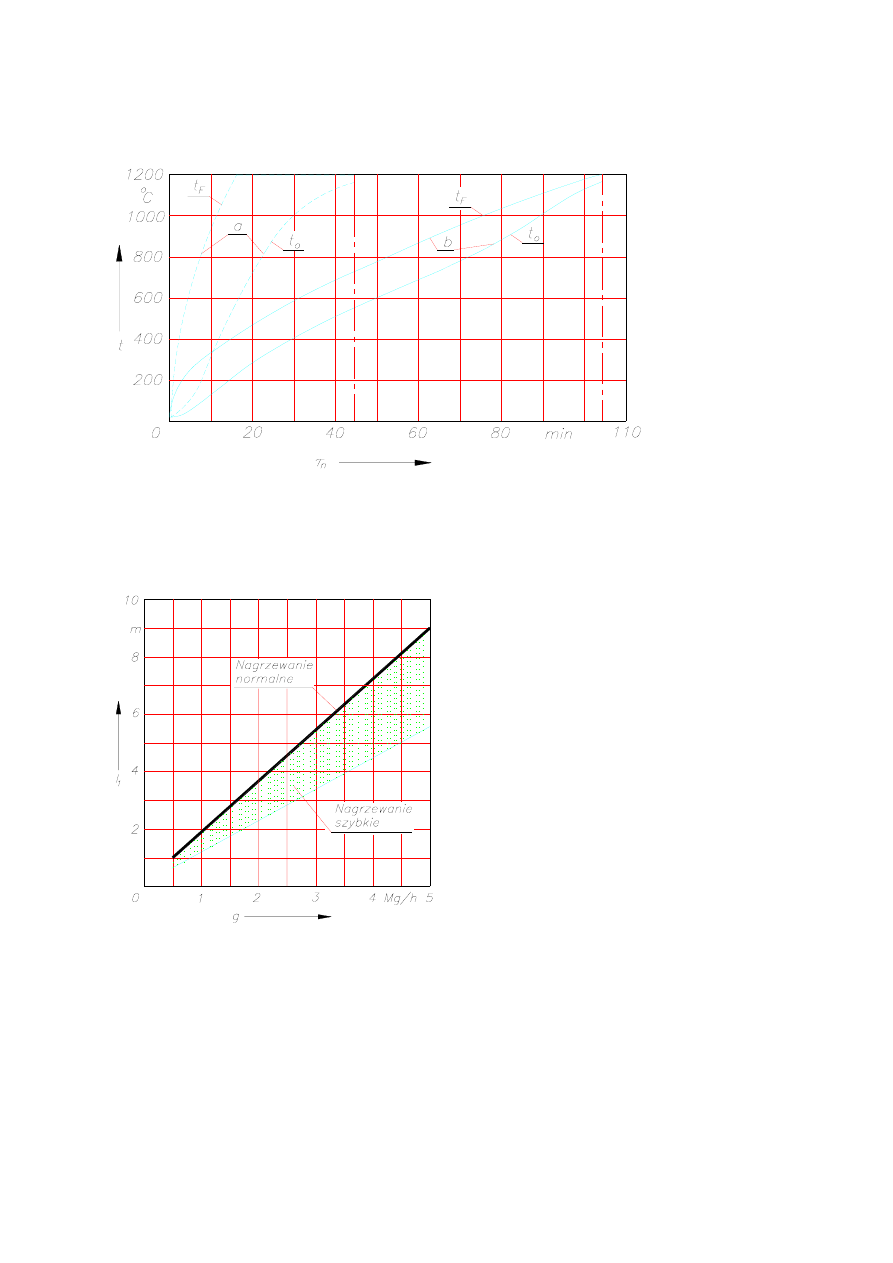
utrzymywaniu stałej i maksymalnej temperatury powierzchni (rys. 6.61 i 6.62).
Nagrzewanie normalne polega na utrzymywaniu na powierzchni wsadu w miarę stałego
natężenia pola magnetycznego przez cały czas nagrzewania . Jeśli jest ono realizowane w
układach przelotowych. są one znacznie dłuższe aniżeli układy do realizacji nagrzewania
szybkiego. Wiążą się z tym większe straty cieplne wynikające nie tylko z konieczności
chłodzenia dłuższych wzbudników. lecz także z większej długości przewodów łączących je ze
źródłem energii.
n
τ
Zaletą nagrzewania normalnego jest prosta regulacja mocy. nie związana z ko-
niecznością stabilizacji temperatury powierzchni wsadu. Zaleta ta uwidacznia się szczególnie
przy często zmienianym programie produkcyjnym (zmiany wymiarów wsadu) lub zmieniającej
się przelotności.
114
6.2. Ur
z
ądzenia indukcyjne i ich zastosowania
___________________________________________________________________________
Rys. 6.61. Przebiegi temperatur przy nagrzewaniu indukcyjnym o częstotliwości sieciowej wsadu cylindrycznego
o średnicy d= 340 mm ze stali ferrytycznej. zaczerpnięto z [440]:
a) nagrzewnie szybkie; b) nagrzewanie normalne
t
F
– temperatura powierzchni. t
0
– temperatura w osi
Rys. 6.62. Długość zespołu wzbudników
l
1
w zależności od przelotności nagrzewnicy
g w warunkach nagrzewania normalnego
i szybkiego. zaczerpnięto z
[440]
Przy nagrzewaniu ferromagnetyków w urządzeniach do nagrzewania normalnego.
efekty są podobne jak przy nagrzewaniu szybkim. Wynika to z gwałtownej zmiany
przenikalności magnetycznej powyżej temperatury Curie
t
C
. czemu towarzyszy zmiana
rozkładu objętościowej gęstości mocy. Fakt ten jest powodem stosowania w pewnych
przypadkach nagrzewania dwuczęstotliwościowego. ze stosowaniem np. częstotliwości
sieciowej poniżej
t
C
i częstotliwości zwiększonej powyżej tej temperatury.
115
6. Nagrzewanie indukcyjne
___________________________________________________________________________
Przybliżona zależność określająca czas nagrzewania przelotowego normalnego
wsadów cylindrycznych ze stali węglowej oraz niskostopowej jest następująca:
(6.233)
20
/
d
τ
2
2
n
≈
gdzie:
d
2
- średnica wsadu w cm. zaś
- czas w min.
n
τ
Chodzi tu o nagrzewanie do stanu charakteryzującego się temperaturą powierzchni
t
F
=
1200°C i temperaturą w osi
t
o
= 1160°C. W procesach obróbki plastycznej pożądane jest
spełnienie warunku
p
o
F
t
)
10
.
0
05
.
0
(
t
t
÷
≤
−
(6.234)
w którym
t
p
jest temperaturą obróbki plastycznej.
Czasy nagrzewania szybkiego. mimo że krótsze od czasów nagrzewania normalnego
przeciętnie o 50%. także zapewniają dostateczną równomierność temperatury we wsadzie (rys.
6.63).
Rys. 6.63. Związki między czasami
nagrzewania cylindrycznych wsadów stalowych i ich średnicą
d
n
τ
2
przy
różnych cz
ę
stotliwościach dla
K
75
t
t
o
F
=
−
. zaczerpni
ę
to z [440
]:
a) nagrzewanie normalne.
b) nagrzewanie szybkie
Wzbudnik jest elementem konstrukcyjnym nagrzewnicy skrośnej. któremu stawia się
wysokie wymagania z uwagi na trudne warunki pracy i istotny wpływ na sprawność
nagrzewnicy [398]. Trudne warunki pracy powodowane są wysoką temperaturą wsadu. siłami
elektrodynamicznymi o szczególnie dużych wartościach w obszarze częstotliwości sieciowych.
dużymi wartościami prądów. zmniejszającą się z czasem skutecznością chłodzenia wskutek
osadzenia się kamienia w przewodzie. a także dużymi masami wsadów przemieszczanych
przez wnętrze wzbudnika [652].
Wzbudnik wykonuje się z miedzi elektrolitycznej. Przekroje rurek na wzbudniki są pokazane
na rys. 6.29. Tylko w nielicznych przypadkach stosuje się na wzbudniki
116
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
przewody pełne. Poszczególne zwoje są izolowane najczęściej włóknem szklanym i im-
pregnowane np. lakierem silikonowym. W nagrzewnicach zwiększonej częstotliwości stosuje
się także izolację powietrzną z przekładkami dystansującymi poszczególne zwoje. Długie
wzbudniki dzieli się na sekcje oddzielnie chłodzone. co ułatwia właściwe dopasowanie mocy
grzejnej (zmiana
w
l
). ułatwia remont i obniża koszty eksploatacyjne.
Wzbudnik od wewnątrz wyłożony jest materiałem termoizolacyjnym mającym na celu
jego ochronę przed oddziaływaniem temperaturowym wsadu oraz ograniczenie strat cieplnych.
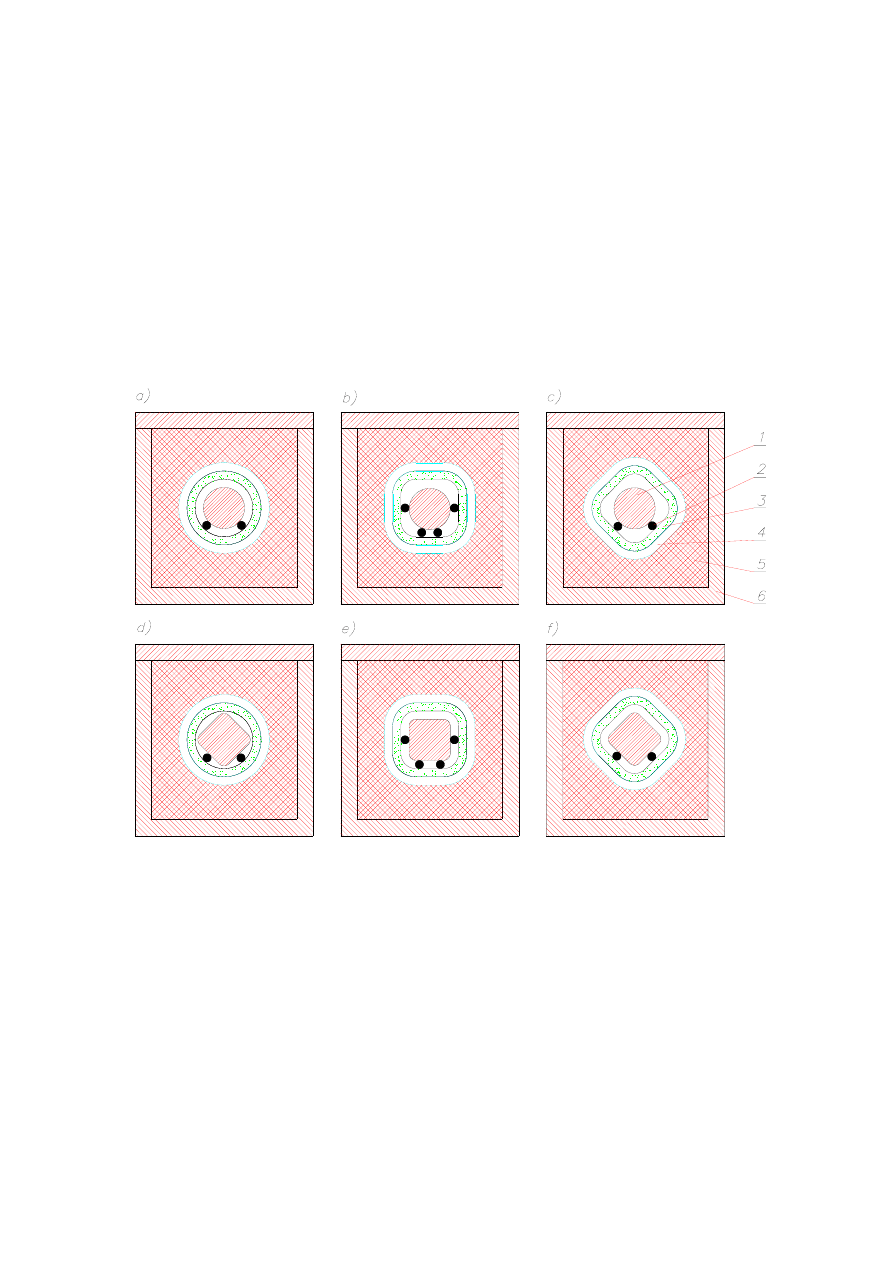
Właściwe usytuowanie wsadu względem wzbudnika zapewniają chłodzone wodą prowadnice o
dużej odporności na ścieranie (rys. 6.64).
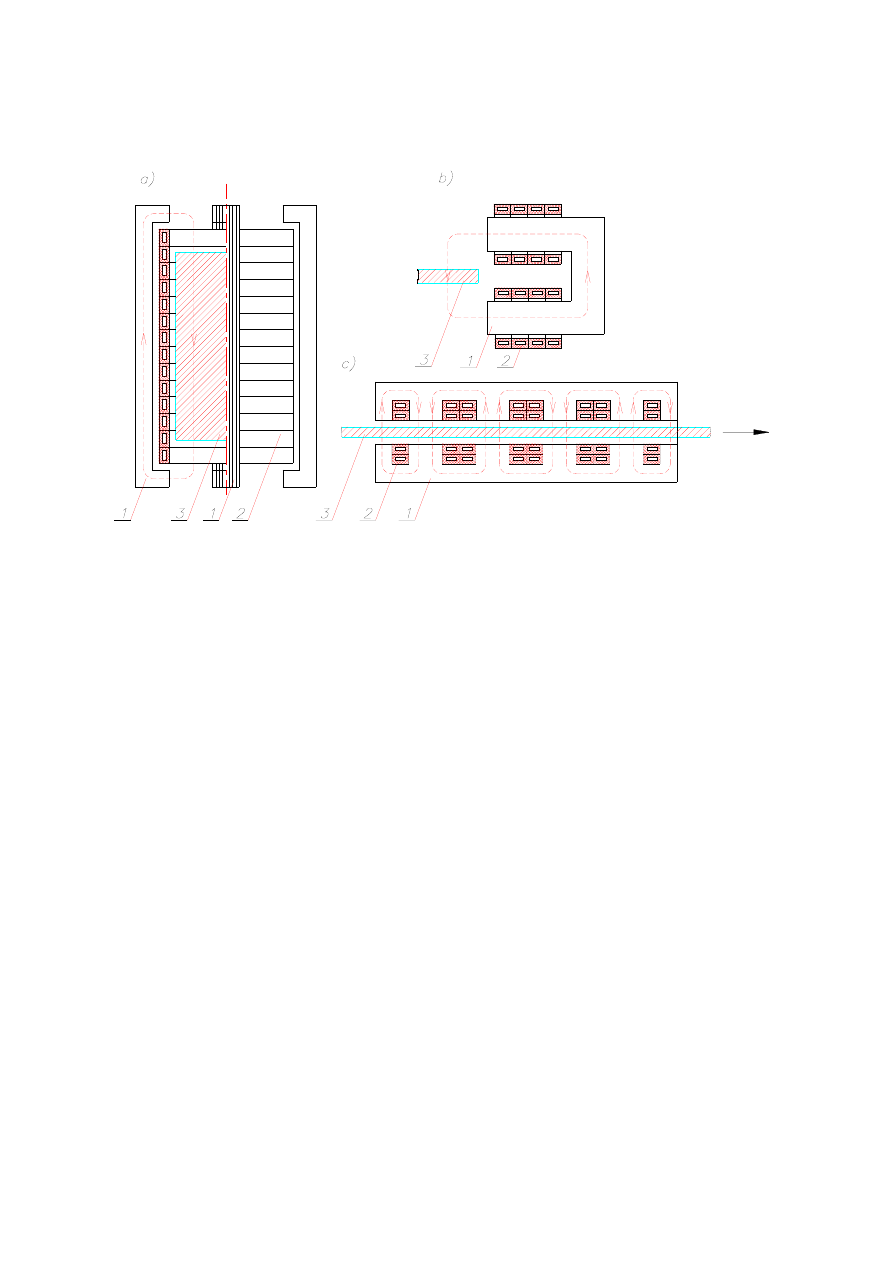
Rys. 6.64. P
rz
ekroje modu
ł
ów indukcyjnych. wg [675
]:
a). d) moduły ze wzbudnikami o przekroju kołowym;
b). c). e). f) moduły ze wzbudnikami o przekroju kwadratowym
l - wsad. 2 - prowadni
c
a wsadu. 3
-
izolacja cieplna. 4 - wzbudnik. 5 - beton żaroodporny.
6 - obudowa
Koszty wzbudników są w pierwszym rzędzie dostosowane do geometrii wsadów oraz
rodzaju nagrzewania. Ten drugi czynnik. prowadzi do wyodrębnienia nagrzewania
nieprzelotowego i przelotowego i to zarówno w polu poprzecznym jak i podłużnym.
Nagrzewanie w procesach obróbki plastycznej częściej realizuje się w układach przelotowych.
Koncepcje bardziej rozpowszechnionych wzbudników stosowanych w takich układach
przedstawia rys. 6.65. W podobny sposób rozwiązuje się wzbudniki nagrzewnic
117
6. Nagrzewanie indukcyjne
___________________________________________________________________________
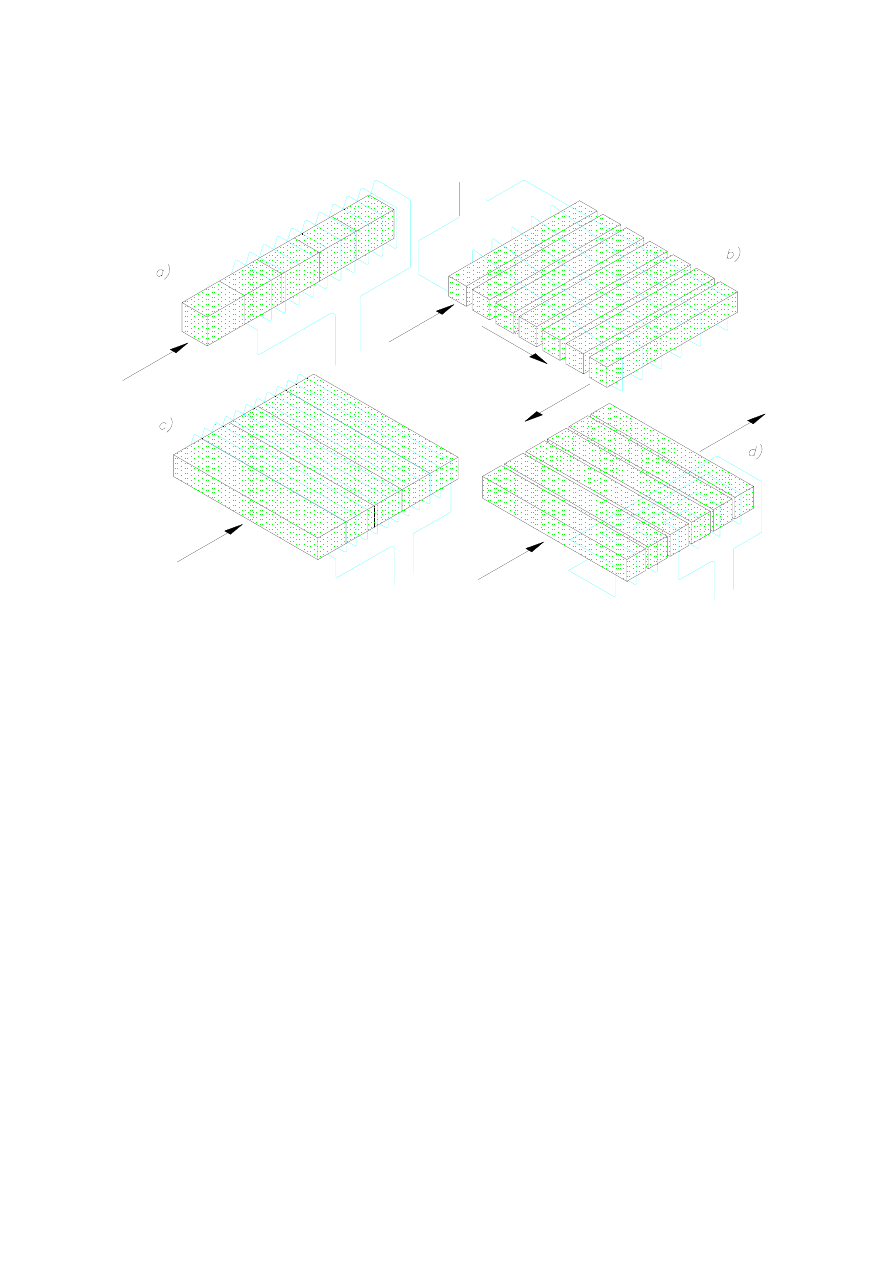
Ry
s
. 6.65. Typy wzbudn
i
ków (strzałki oznaczają kierunek przesuwu wsadu). wg [675
]:
a) z poosiowym
przesuwem wsadu; b) z poosiowym podawaniem. odbiorem oraz poprzecznym przesuwem wsadu
podczas nagr
z
ewania; c) z poprzecznym przesuwem wsadu; d) z poprzecznym przesuwem wsadu
podczas nagrzewania końcówek wsadu
wsadów o geometrii cylindrycznej. W rozwiązaniach pokazanych na rys. 6.65a. b możliwe jest
stosowanie zarówno stałej. jak i zmiennej gęstości zwojowej.
Wzbudniki mogą mieć dodatkowe wyposażenie w postaci magnetowodów (boczniki
magnetyczne. rdzenie ze szczeliną powietrzną i rdzenie zamknięte). Przykłady wzbudników z
magnetowodami pokazane są na rys. 6.4. 6.5 oraz 6.66. Magnetowody stosuje się w celu:
— zmniejszenia strumienia rozproszenia i w efekcie ograniczenia nagrzewania elementów
konstrukcyjnych.
— zwiększenia sprawności elektrycznej układu indukcyjnego.
— uzyskania pożądanego pola temperatury we wsadzie.
W przypadku dużych przelotności stosuje się układy wielowzbudnikowe. Znane są
rozwiązania z kilkudziesięcioma wzbudnikami. zasilanymi z kilku źródeł o różnych
częstotliwościach [46]. Maksymalna długość jednego wzbudnika w nagrzewnicach skrośnych
zwiększonej częstotliwości nie przekracza 2 m [675]. Sprawą istotną jest właściwe
dopasowanie wzbudnika do wsadu. Przy zbyt małych średnicach wsadu - w odniesieniu do
znamionowych wartości dla danego wzbudnika - pogarsza się dopasowanie i maleje
118
6.2. Urząd
z
enia indukcyjne i ich zastosowania
___________________________________________________________________________
Rys. 6.66. Wzbudnik1 z magnetowodami: a) z bocznikami magnetycznymi do nagrzewania wsadów masywnych
w polu podłużnym. b) z rdzeniem otwartym do nagrzewania krawędzi taśm i blach w polu porzecznym.
c) z rdzeniem ze szczeliną do nagrzewania blach i taśm w polu poprzecznym
1 - magnetowód. 2 - wzbudnik. 3 — wsad
przelotność nagrzewnicy. Przy średnicach wsadów
≤ 0.8 wartości znamionowej. dopasowanie
układu wsad-wzbudnik można polepszyć. stosując źródła o regulowanej częstotliwości. W
przypadkach większych zmian średnic wsadu. powinno zmieniać się wzbudniki.
W rozwiązaniach o dużym stopniu uniwersalności stosuje się szybko zamienne moduły
indukcyjne (wzbudniki z wyposażeniem). przystosowane do zasilania z tego samego źródła.
Zamiana modułu trwa zaledwie kilka minut.
Systemy transportu. załadunku i wyładunku wsadu w znacznej mierze rozstrzygają
o wydajności nagrzewnic indukcyjnych. Z tego względu powinny one być rozwiązane w
sposób wykluczający utratę korzyści wynikających z istoty tej szybkiej metody grzejnej.
System transportowy wsadu ma znaczący wpływ na konstrukcję nagrzewnicy
przelotowej. Najczęściej stosuje się systemy transportowe popychaczowe. podnośnikowe.
samotokowe i przeciągowe. System popychaczowy wymusza przesuw ciągły lub skokowy
wsadów utrzymywanych przez prowadnice ślizgowe umieszczone wewnątrz wzbudnika. przy
czym następny wsad popycha poprzedni.
System podnośnikowy wyposażony jest w dwa zespoły szyn. mianowicie w szyny
nieruchome i w szyny wprawiane w ruch kroczący (w górę - w przód - w dół. do tyłu).
Wszystkie one umieszczone są we wnętrzu wzbudnika. Szyny ruchome podnoszą wsad w górę
i transportują go do przodu. a po ruchu w dół wsad osadzany jest na szynach nieruchomych.
które z kolei wykonują ruch do tyłu. Napęd szyn ruchomych zlokalizowany jest na zewnątrz
wzbudnika.
119
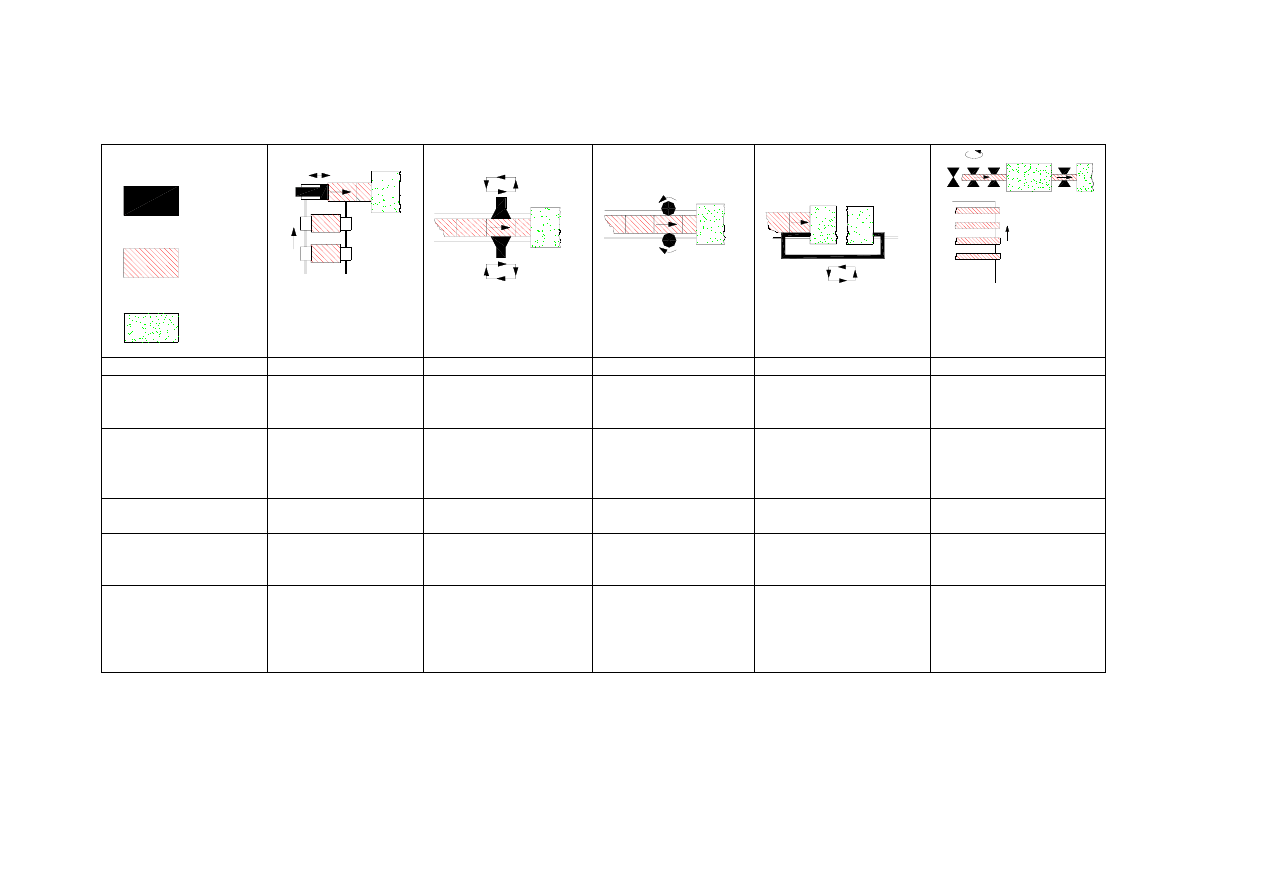
Tablica 6.2 Człony transportu wsadu w urządzeniach indukcyjnych z nagrzewnicami skrośnymi – rozwiązania najczęściej stosowane. wg [675]
Wsad
Wzbudnik
Wyposażenie członu
transportu
System popychaczowy
kleszczowy
(widok z góry)
System ponośnikowy
(widok z boku)
System samotokowy
(widok z góry)
1
2
3
4
5
6
Sposób transportu
skokowy
skokowy lub quasi-ciągły
z użyciem kleszczy
przenoszących
ciągły z użyciem
rolek napędowych
skokowy lub quasi-ciągły
z użyciem szyn
kroczących
skokowy z ciągłym
podawaniem wsadu
Przebieg transportu
ustawienie wsadu na
torze ślizgowym. ruch
popychacza z wsadem
w przód i powrót
wsad ściskany
szczękami. ruch
w przód. szczęki
w bok i ruch do tyłu
ciągły ruch wsadu
w przód
unoszenie wsadu
w górę. ruch w przód.
ruch w dół. powrót
przesuw za pomocą
rolek napędowych
Możliwość transportu
Elementów pojedynczych
nie
nie
nie
tak
tak. przy dostatecznej
ich długości
Możliwość pracy przy
Przerwach w podawaniu
wsadu
przy dodatkowym
wyposażeniu
przy dodatkowym
wyposażeniu
przy dodatkowym
wyposażeniu
tak
tak
Niebezpieczeństwo
„sklejania się” wsadów
w wysokich temperatu-
rach oraz przy małej
zawartości węgla
tak
tak
tak
niewielkie (można
wyeliminować stosując
wyposażenie dodatkowe
tak
System popychaczowy
tłoczący
(widok z góry)
System popychaczowy
rolkowy
(widok z góry)

Tablica 6.2. (cd.)
1
2
3
4
5
6
Możliwość pracy
w systemie „tandem”
(2 nagrzewnice na jedną
prasę)
Nie stosuje się
tak
pod
warunkiem
uwzględnienia błędów
taktowania związanych
z poźlizgiem
tak
nie stosuje się
Czas wymiany
wzbudnika
krótki
krótki krótki
dłuższy aniżeli
w członie opisanym
w kolumnie 2
krótki. jeśli dotyczy
jednego wzbudnika
granice stosowalności
l
2
– długość wsadu
d
2
– średnica wsadu
2
min
2
d
8
.
0
l
≈
2
min
2
d
8
.
0
l
≈
2
min
2
d
)
8
.
0
5
.
0
(
l
÷
≈
2
min
2
d
8
.
0
l
≈
mm
50
d
min
2
≈
-

6. Nagrzewanie indukcyjne
___________________________________________________________________________
W systemie samotokowym. stosowanym głównie do nagrzewania wsadów długich.
rolki umieszcza się na wlocie nagrzewnicy oraz między modułami indukcyjnymi w układach
wielowzbudnikowych (rys. 6.57). Charakterystyka wymienionych trzech systemów
transportowych przedstawiona jest w tabl. 6.2.
System przeciągowy stosowany jest przy nagrzewaniu taśm i drutów [65]. [656].
Nagrzewanie części wsadu. np. jednego lub obu końców kęsa. względnie jego części
środkowej. realizuje się zarówno przy wykorzystaniu zautomatyzowanych systemów
transportowych. jak i przy często jeszcze znacznym nakładzie pracy ręcznej. Przy bardzo
małych wsadach i dużych szybkościach nagrzewania (krótkie cykle grzejne). przesuw
poddawanych obróbce wsadów musi być oczywiście zautomatyzowany.
Automatyzacja załadunku wsadu jest na ogół rezultatem przyjętych rozwiązań
transportowych. ale równocześnie jest to czynnik istotnie obniżający koszty eksploatacyjne
wydziałów obróbki plastycznej. Na wejściu nagrzewnicy stosuje się bardzo zróżnicowane
podajniki. Zwykle są to konstrukcje dostosowane do lokalnych warunków zwłaszcza. gdy
urządzenie grzejne pracuje w linii technologicznej. W bardziej popularnych rozwiązaniach
stosuje się układy grawitacyjne. wstrząsowe i rolkowe lub ślizgowe z popychaczem.
Układy wyładunku rozwiązuje się stosując pochylnie i przenośniki łańcuchowe.
Wyższy stopień automatyzacji załadunku i wyładunku wsadu związany jest ze stosowaniem
robotów.
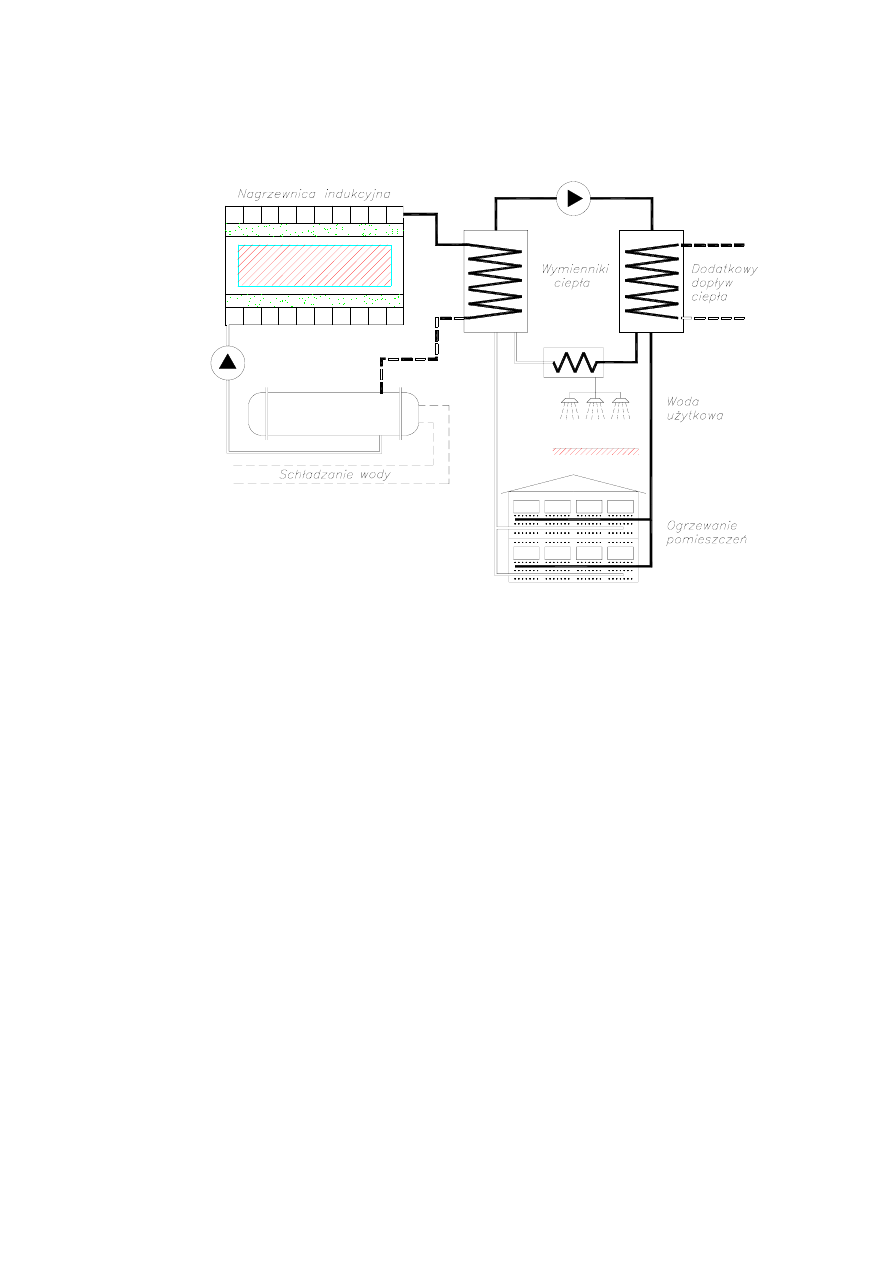
Odzysk ciepła jest przedsięwzięciem. którego celowość jest zależna od relacji kosztów
jednostkowych na poszczególne nośniki energii. Straty energii w urządzeniu z nagrzewnicą
indukcyjną są rzędu 35% w odniesieniu do energii pobieranej z sieci. Zdecydowana większość
tych strat odprowadzana jest przez wodę chłodzącą. Jej ewentualne wykorzystanie musi
uwzględnić fakt. że maksymalna temperatura wody nie powinna przekraczać 65°C. co jest
limitowane m.in. wytrzymałością cieplną izolacji wzbudnika oraz węży. Ponadto ilość
oddawanego ciepła. w związku ze zmianami programu produkcyjnego i zakłóceniami
eksploatacyjnymi. nie jest w czasie stała. Odzysk ciepła wymaga więc wprowadzenia do
instalacji zbiornika wody o dostatecznie dużej pojemności. Korzystniejsze przesłanki do
budowy urządzenia odzyskowego istnieją wówczas. gdy może ona współpracować z wieloma
urządzeniami indukcyjnymi równocześnie. Wykorzystanie wody chłodzącej może być
rozmaite. np. w celach ogrzewniczych (rys. 6.67). przy czym w warunkach długiego czasu
użytkowania. celowe jest stosowanie - w charakterze agregatów wspomagających - pomp
cieplnych [675].
Aspekty ekonomiczne zwykle decydują o wyborze techniki nagrzewania. Właściwe
rozstrzygnięcia w przypadku nagrzewania indukcyjnego nie są jednak rzeczą prostą. ponieważ
obok elementów wymiernych w sensie finansowym muszą być brane i takie. które nie zawsze
łatwo jednoznacznie skalkulować. Do tej kategorii należą korzyści wynikające m.in. ze wzrostu
jakości obrabianego wsadu i z ograniczenia oddziaływania na makro- i mikrośrodowisko.
Wyrażany jest niekiedy pogląd. że ze względu na stosunkowo duże koszty inwestycyjne i
koszty energii. technika ta jest stosunkowo droga. Otóż
122
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
Rys. 6.67.
Odzysk ciepła z wody chłodzącej urządzenie z nagrzewnicą indukcyjną. wg [442]
ocena taka jest słuszna tylko wtedy. gdy pomija się liczne jej zalety. Należą do nich
zdecydowanie wyższa jakość produktu. mniejsze oddziaływanie na środowisko. mała
powierzchnia zajmowana przez urządzenie. natychmiastowa gotowość do działania bez
potrzeby wielogodzinnego nagrzewania pieca przed rozpoczęciem zmiany produkcyjnej.
zbędność utrzymywania go w stanie nagrzanym w czasie przerw świątecznych. łatwiejsza
automatyzacja. bardzo duża szybkość nagrzewania. a tym samym minimalne straty materiału
związane z tworzeniem się zgorzeliny i lepszy stan powierzchni wsadu. pożądana wysoka
jakość pola temperatury. prosta obsługa. wysoka przelotność. łatwość dostosowania do
zmienianych wymiarów wsadu. powtarzalność rezultatów obróbki dzięki możliwości
dokładnego ustalania parametrów urządzenia.
Obszar zastosowań nagrzewnic w obróbce plastycznej stale się zwiększa. Ich zalety
sprawiają. że w krajach rozwiniętych przemysłowo. ponad 50% materiału przed kuciem
matrycowym nagrzewa się indukcyjnie. Te same zalety powodują coraz szersze wprowadzanie
nagrzewania indukcyjnego do procesów wyciskania współbieżnego na gorąco. Materiałem
wyjściowym są w tym przypadku wsady cylindryczne (bolce) odlewane kokilowo lub w
sposób ciągły (COS). a następnie nagrzewane indukcyjnie przed wyciskaniem przez matrycę.
nadającą wyrobom wyjściowym pożądany - nieraz bardzo skomplikowany - kształt. Proces ten.
zwłaszcza przy wytwarzaniu profili rurowych.
123
6. Nagrzewanie indukcyjne
___________________________________________________________________________
wymaga promieniowo symetrycznego rozkładu temperatury. szczególnie łatwo osiąganego
przy nagrzewaniu indukcyjnym [669]. Kształtuje się także rozkład temperatury wzdłuż
wytłaczanego bolca. co pozwala uwzględnić ciepło wytwarzane przy wyciskaniu wsadu przez
matrycę. Takie rozwiązanie jest możliwe wyłącznie przy nagrzewaniu indukcyjnym. Rysunek
6.68 przedstawia zużycie właściwe energii w tym procesie. który jest realizowany przy
częstotliwościach nie wyższych niż 2 kHz. Rysunek 6.69 pokazuje czasy nagrzewania
indukcyjnego w porównaniu z techniką paliwową [414]. [440].
Rys.6.68.
Zużycie właściwe energii w
procesie nagrzewania indukcyjnego
bolców w zależności od ich średnicy. wg
[440]
1 -
ze stali (1100 ÷ 1250°C). 2 - z
aluminium (400 ÷ 530°C). 3- z miedzi
(850 ÷ 950°C). 4 - z mosiądzu (700 ÷
800°C)
W przypadku nagrzewania metali nieżelaznych używa się także techniki skojarzonej
indukcyjno-paliwowej.
W walcowniach nagrzewa się indukcyjnie zarówno wsady cylindryczne (np. przy
wytwarzaniu rur). wlewki o przekroju kwadratowym oraz kęsiska płaskie. blachy. a także
taśmy i druty [398]. Przy wytwarzaniu rur. uzyskanie promieniowo symetrycznego rozkładu
temperatury. rozstrzyga zwykle o wyborze metody indukcyjnej. Nagrzewanie kęsisk płaskich
jest opłacalne przy konkurencyjnej cenie energii elektrycznej w porównaniu z gazem i olejem.
Bardzo spektakularne pod względem technologicznym i energetycznym rezultaty uzyskuje się
przy międzyoperacyjnym nagrzewaniu kęsów otrzymywanych bezpośrednio z pasma
odlewanego metodą ciągłą [479]. [481]. Otóż przy walcowaniu taśm. niekorzystne skutki
technologiczne powoduje szybkie stygnięcie ich krawędzi. których temperatura jest zwykle
niższa o ok. 100 K. Stosując wzbudniki. np. tego rodzaju jak na. rys. 6.66b. wyklucza się ich
uszkodzenia przy pionowych odchyleniach nagrzewanej taśmy. Nie można tego uniknąć w
nagrzewnicach ze wzbudnikami wg rys. 6.66c. Zuży-
124
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
Rys. 6.69.
Czasy nagrzewania bolców w nagrzewnicy indukcyjnej oraz w karuzelowym piecu paliwowym. wg
[414]
cie energii w takim procesie wynosi zaledwie 8-10 kW·h/Mg stali. przy czym uzyskuje się nie
tylko wyższą jakość produktu. lecz także znacznie mniejsze zużycie walców [481]. [655].
Przy wytwarzaniu drutów występuje nadmierna różnica temperatur wzdłuż wa-
lcowanych kęsów. stanowiących produkt wyjściowy w tym procesie. Jest to przyczyną
ograniczania ich długości i w efekcie długości jednego odcinka drutu otrzymywanego ze
walcowanego kęsa. Przy stosowaniu międzyoperacyjnego indukcyjnego dogrzewania kęsów
eliminuje się tę wadę. zwiększa się wydajność procesu i polepsza jakość produktu [481].
Nagrzewanie indukcyjne skrośne znalazło też interesujące zastosowanie przy produkcji
drutu metodą przeciągania na pólgorąco tych materiałów. których nie można przeciągać na
zimno. Dotyczy to także wytwarzania na gorąco lub półgorąco wyrobów ciągnionych o
specjalnych profilach. Korzystne rezultaty uzyskuje się tu stosując nagrzewnice przelotowe z
polem poprzecznym [65].
6.2.3.2. Nagrzewnice indukcyjne w obróbce cieplnej
Nagrzewnice indukcyjne w procesach obróbki cieplnej stosowane są głównie do hartowania.
odpuszczania. ulepszania cieplnego oraz wyżarzania. Wszystkie te procesy mają na celu
polepszenie właściwości materiałów. Uzyskiwane w rezultacie przemiany strukturalne
wpływają na twardość. kruchość. ciągliwość. naprężenia wewnętrzne i inne cechy materiałowe
wsadów [372].
125
6. Nagrzewanie indukcyjne
___________________________________________________________________________
Hartowanie indukcyjne jest operacją złożoną z dwóch bezpośrednio po sobie
następujących zabiegów: nagrzewania i chłodzenia wsadu. przy czym najczęściej jest ono
stosowane do obróbki powierzchniowej. Istnieje wiele metod przeprowadzania tych zabiegów.
Na podstawie kryterium ruchu względnego wzbudnika i wsadu wyróżnia się 5 metod
podstawowych: spoczynkową (rys. 6.70a). jednoobrotową (6.70e.f). obrotową (rys. 6.70c).
obrotowo-postępową (rys. 6.70d). postępową (rys. 6.70b). Według kryterium względnej
powierzchni nagrzewania wyróżnia się metodę całościową zwaną niekiedy jednoczesną i
metodę stopniową. W metodzie całościowej powierzchnia nagrzewania jest w czasie całego
procesu równa powierzchni hartowanej. Stosuje się ją przy obróbce małych powierzchni.
Metoda stopniowa znamienna jest tym. że powierzchnia nagrzewana jest w czasie całego
procesu mniejsza od powierzchni hartowanej. Wsad jest w tym przypadku nagrzewany
stopniowo wraz ze względnym przemieszczeniem się w stosunku do niego wzbudnika. Metoda
stosowana jest do hartowania dużych powierzchni. Nagrzewanie jednoobrotowe. obrotowo-
postępowe i jedna z odmian nagrzewania postępowego (wzdłużna) są realizowane zawsze
metodą stopniową.
Zabieg chłodzenia wsadu także bywa zróżnicowany. Wyróżnia się metodę natryskową
o ukierunkowanym lub dowolnym strumieniu chłodzenia oraz metodą zanurzeniową z
wymuszonym lub swobodnym ruchem chłodziwa [397].
Rys. 6.70.
Przykłady metod hartowania indukcyjnego. wg [442]: a) spoczynkowa - całościowa. b) postępowa -
stopniowa. c) obrotowa - całościowa. d) obrotowo - postępowa - stopniowa. e) jednoobrotową -
stopniowa. f) jednoobrotową - stopniowa (z polem poprzecznym) 1 - wzbudnik. 2 - hartowana warstwa
wsadu. 3 - wsad. 4 - natryskiwacz. s - skok. p - przesuw. n - kierunek obrotów. v - kierunek ruchu
126
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
Materiał hartowanego wsadu dobiera się mając na uwadze zarówno jego właściwości
funkcjonalne. jak i założony przebieg procesu nagrzewania oraz chłodzenia. Indukcyjnie
hartuje się stal. staliwo i żeliwo. Prawie wszystkie gatunki stali zawierające dostateczną ilość
węgla nadają się do tego celu (tabl. 6.3). Ponieważ jedną z zasadniczych cech hartowania
indukcyjnego jest bardzo duża szybkość nagrzewania. szczególnie zalecane są stale
wymagające krótkich czasów austenityzowania. Powinno się unikać używania stali zwykłej
jakości. ponieważ charakteryzujące je duże różnice składu chemicznego nie gwarantują
powtarzalności wyników obróbki cieplnej.
Wymagania dotyczące składu chemicznego staliwa przeznaczonego do hartowania
powierzchniowego są takie same jak w odniesieniu do stali. Od żeliw wymaga się całkowitej
zawartości węgla w granicach 2.8 ÷3.2% [397].
Tablica 6.3. Stale hartowane indukcyjnie [306]
Zawartość dodatków stopowych w %
Gatunek stali wg
oznaczeń
niemieckich
C
Si
Mn
Ni
Cr
Mo
V
Twardość
po obróbce
wHRC
2)
Ni
est
opowe
Ck35
Ck45
Cf53
Cf 0.56')
Cf70
0.32÷0.40
0.42÷0.50
0.50÷0.57
0.56
0.68÷0.75
0.15÷0.35
0.15÷0.35
0.15÷0.35
0.25
0.15÷0.35
0.4÷0.70
0.5÷0.80
0.4÷0.70
0.60
0.2÷0.35
50÷55
55÷62
58÷63
59÷63
59÷64
Stopowe
3 )
36Mn5
1)
40Mn4
37MnSi5
1)
46MnSi4
1)
53MnSi4
42MnV7
1)
37Cr4
41Cr4
34CrMo4
42CrMo4
50CrMo4
42CrV6
1)
50CrV4
1)
58CrV4
1)
34CrNiMo6
1)
0.36
0.36÷0.44
0.37
0.46
0.50÷0.57
0.42
0.34÷0.41
0.38÷0.44
0.30÷0.37
0.38÷0.45
0.46÷0.54
0.42
0.50
0.58
0.34
0.30
0.25÷0.50
1.20
0.80
0.80÷1.00
0.25
0.15÷0.35
0.15÷0.35
0.15÷0.35
0.15÷0.35
0.15÷0.35
0.25
0.25
0.25
1.40
0.8÷1.10
1.20
1.00
0.8÷1.00
1.80
0.5÷0.80
0.5÷0.80
0.5÷0.80
0.5÷0.80
0.5÷0.80
1.00
1.00
0.50
1.5
0.9÷1.2
0.9÷1.2
0.9÷1.2
0.9÷1.2
0.9÷1.2
1.5
1.1
1.1
1.5
0.15÷0.25
0.15÷0.25
0.15÷0.25
0.20
0.1
0.1
0.1
0.1
0.1
50÷54
52÷58
52÷58
58÷61
58÷63
58÷62
53÷59
54÷58
51÷56
54÷60
57÷63
55÷60
58÷62
59÷64
52÷58
Au
to
mato
we 35 S 20
45 S 20
60 S 20
0.32÷0.40
0.42÷0.50
0.57÷0.65
0.5 max
0.5 max
0.5 max
0.5÷0.80
0.5÷0.80
0.5÷0.80
0.15÷0.25
0.15÷0.25
0.15÷0.25
50÷54
56÷60
58÷62
1)
Średnie wartości dodatków.
2)
Przy częstotliwościach zwiększonych i wielkich oraz przy temperaturze odpuszczania 150°C.
3)
Zawartość S i P mniejsza niż 0.035%.
127
6. Nagrzewanie indukcyjne
___________________________________________________________________________
Najistotniejszą wielkością elektryczną decydującą o wyniku procesu hartowania jest
rozkład mocy we wsadzie. W praktyce operuje się zwykle trzema wielkościami, od których dla
określonego wsadu rozkład ten zależy. Są to: częstotliwość, gęstość mocy na powierzchni
wsadu oraz czas nagrzewania. Wynik procesu zależy także od czasu przerwy pomiędzy na-
grzewaniem i chłodzeniem oraz od szybkości chłodzenia wsadu. Wielkością wyjściową do
ustalenia parametrów procesu jest głębokość hartowania
. Jest to grubość warstwy, która po
obróbce uzyskuje założoną twardość. Względy wytrzymałościowe decydują, że dla małych i
średnich średnic wsadów cylindrycznych na ogół
g
∆
10
.
0
05
.
0
d
/
∆
2
g
÷
=
(6.235)
Dla dużych średnic
d
2
iloraz ten może być mniejszy [670]. Przy ustalaniu związku głębokości
hartowania z częstotliwością wychodzi się często z założenia, ze straty we wzbudniku nie po-
winny przekraczać 0,4 kW/cm
2
, co wyklucza jego przegrzewanie i niestabilność chłodzenia. W
takim przypadku
, przy czym
δ jest głębokością wnikania odniesioną do
jednorodnych właściwości wsadu w temperaturze powyżej punktu Curie (tzn. z pominięciem
dwuwarstwowości - patrz p. 6. l .2.11). Przy wyrażaniu częstotliwości
f w hercach wartość
g
2
min
,
g
δ
25
.
0
∆
≈
g
2
f
g
2
∆
δ
>
/
12
.
0
∆
min
,
g
≈
wyrażana jest w metrach. Górna granica częstotliwości
f wyrażaną w her-
cach wynika z warunku
przy
g
f
/
5
∆
min
,
g
.
0
≈
także wyrażonej w metrach. Stąd,
stosując te same jednostki, określa się granice częstotliwości
2
g
2
g
∆
250
.
0
f
∆
0144
.
0
<
<
(6.236)
Z tak szerokiego przedziału częstotliwości daje się wyodrębnić wartość optymalną. Wymaga to
jednak uwzględnienia nie tylko częstotliwości, lecz także strat cieplnych, gęstości mocy na
powierzchni wsadu oraz czasu nagrzewania [458]. Na podstawie badań empirycznych
dowiedziono,
że maksimum sprawności elektrotermicznej ma miejsce przy
, stąd częstotliwość wyrażona w hercach
g
2
g
δ
)
6
.
0
5
.
0
(
∆
÷
≈
2
g
opt
∆
/
06
.
0
f
≈
(6.237)
przy głębokości hartowanie
wyrażonej w metrach. Gęstości mocy na powierzchni wsadu
sięgają w praktyce kilkunastu kilowatów na centymetr kwadratowy, zaś czasy nagrzewania od
ułamka sekundy do kilkudziesięciu sekund [609]. O wielkościach tych rozstrzyga rodzaj ruchu
względnego wsadu i wzbudnika, względna powierzchnia nagrzewania oraz czynniki konstruk-
cyjne wymienione na rys. 6.3. I tak przy hartowaniu obrotowo-postępowym stopniowym wsa-
dów cylindrycznych, np. bolców, wałków (rys. 6.70d),
p = 4 ÷ 6 kW/cm
g
∆
2
. Przy hartowaniu jed-
noobrotowym stopniowym powierzchni cylindrycznych wewnętrznych (rys. 6.70e),
p = 6 ÷ 7
kW/cm
2
. Przy hartowaniu postępowym wsadów płaskich
p zależy w znacznym stopniu od
kształtu wzbudnika, osiągając wartości do 15 kW/cm
2
. Na rysunku 6.71 poka-
128
6.2. Urządzenia indukcyjne i ich zastosowania
___________________________________________________________________________
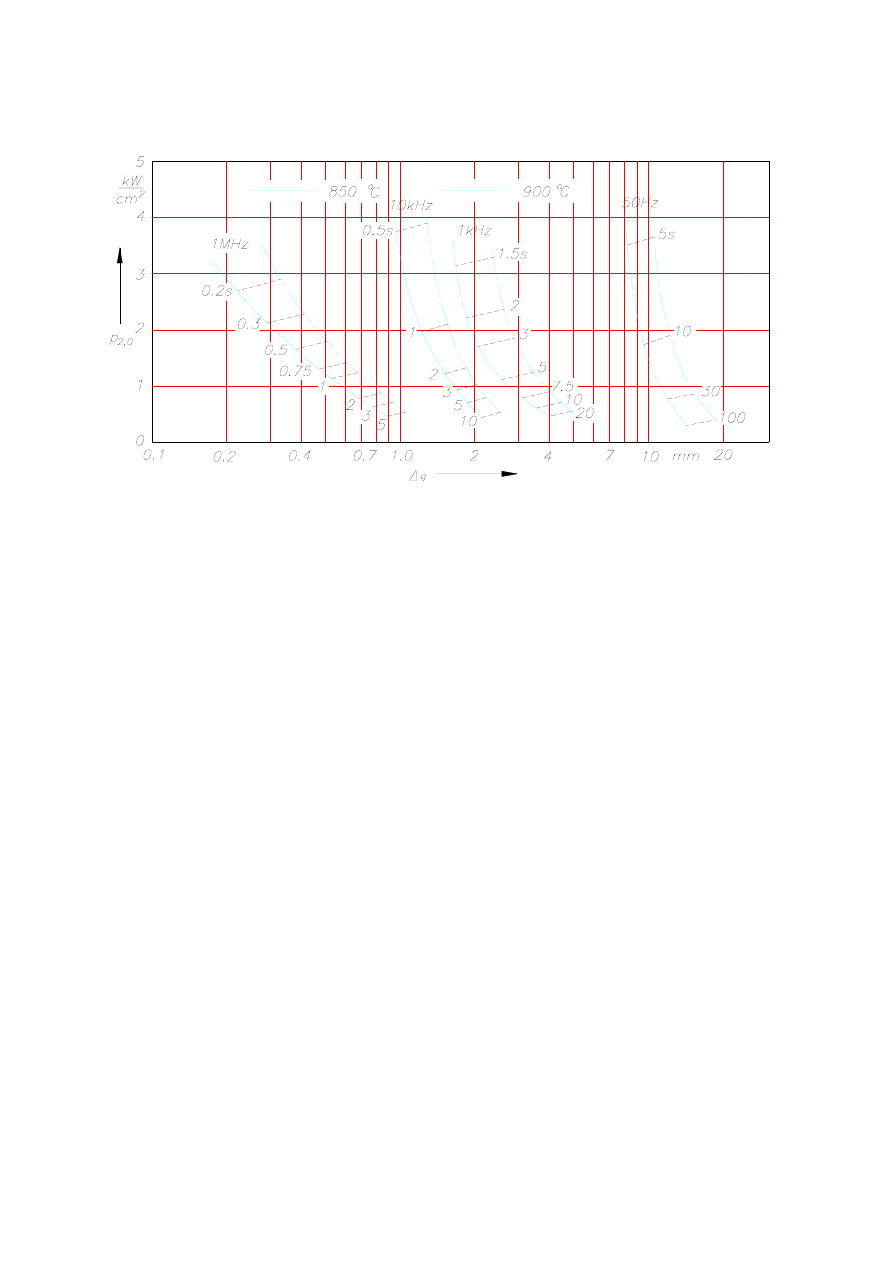
Rys. 6.71.
Zależność gęstości powierzchniowej mocy czynnej od głębokości hartowania przy różnych
częstotliwościach, temperaturach powierzchni wsadu oraz czasach nagrzewania, zaczerpnięto z [609]
kazano związki między podstawowymi wielkościami determinującymi hartowanie
powierzchniowe stali.
Uzyskanie wymaganych parametrów procesu w dużym stopniu zależy od konstrukcji
wzbudnika. Jako element mało uniwersalny musi być on dostosowany do tych parametrów, do
kształtu wsadu i jego właściwości materiałowych. W zasadzie wymaga to indywidualnych
opracowań konstrukcyjnych.
Wzbudnik składa się z trzech zasadniczych części: uchwytu, doprowadzeń prądowych
oraz części roboczej. Uchwyt służy do połączenia wzbudnika z zaciskami wyjściowymi źródła
zasilania. Rozwiązanie uchwytu powinno umożliwiać łatwość wymiany wzbudnika bez
konieczności zmiany lokalizacji części roboczej w stosunku do wsadu, co ma duże znaczenie
zwłaszcza w produkcji wielkoseryjnej. Doprowadzenia prądowe z nielicznymi wyjątkami
wykonywane są jako sztywne. Powinny one mieć jak najmniejszą indukcyjność w stosunku do
indukcyjności części roboczej. Stosowane są doprowadzenia rurkowe, szynowe i taśmowe.
Przewody rurkowe mają większą indukcyjność niż szynowe i taśmowe, tym nie mniej są
częściej stosowane z uwagi na możliwość ich wykonania z tej samej rurki z jakiej wykonuje się
część roboczą. Rurki wykonywane są z miedzi, a niekiedy nawet ze srebra. Grubość ścianki
rurki od strony wsadu (rys. 6.29) przy
m
005
.
0
∆
g
<
(6.236)
g
r
∆
)
0
.
4
5
.
2
(
g
÷
=
Dla
przyjmuje się mniejsze wartości
g
m
005
.
0
∆
g
>
r
. Przy
f > 10
5
Hz o grubości ścianek
decyduje wyłącznie ich wytrzymałość mechaniczna, zwykle wymagająca aby,
g
r
> 0,5 mm. W
przypadku wykonywania wzbudników z profili pełnych zwykle chłodzi się je wodą
przepływającą w rurkach dolutowanych do części przewodzącej prąd. Wielkości
129
6. Nagrzewanie indukcyjne
____________________________________________________________________________
charakterystyczne wzbudników ustala się często doświadczalnie. Dotyczy to zwłaszcza
wzbudników o złożonej geometrii i wyposażonych w magnetowody. W rdzenie magnetyczne
wyposaża się głównie wzbudniki do hartowania powierzchni płaskich, cylindrycznych
wewnętrznych oraz zębów kół zębatych. Uzyskuje się wówczas zwiększenie sprawności
elektrycznej układu grzejnego z 40 ÷60% do 75 ÷ 85% [527].
Przy projektowaniu wzbudników do wsadów cylindrycznych z przeznaczeniem do
nagrzewania metodą spoczynkową częstotliwościami
f < 10 Hz, wysokość wzbudnika l
1
powinna być równa wysokości wsadu. Przy
f > 5 • 10
4
Hz zaleca się, by
, przy
czym
jest grubością szczeliny powietrznej między wzbudnikiem i wsadem [670]. O ile tą
metodą hartuje się wsad lokalnie, a wysokość strefy hartowanej równa jest
l
p
2
1
∆
l
l
−
≈
p
∆
3
to wysokość
wzbudnika
l
dla
l
oraz
3
1
l
2
.
1
≈
1
d
/
w
1
1
<
3
1
l
)
2
.
1
0
.
1
(
l
÷
≈
dla
.
1
d
/
l
w
1
1
>
Przy hartowaniu postępowym i obrotowo-postępowym wsadów cylindrycznych
20
2
2
1
p
d
π
P
l
=
(6.239)
O ile zadana jest prędkość ruchu postępowego wsadu lub wzbudnika
v, to
, przy czym
czas nagrzewania i gęstość powierzchniową mocy
p
n
1
τ
v
l
=
n
τ
20
wyznacza się z rys. 6.71.
Rezystancję i reaktancję cylindrycznego układu grzejnego do hartowania powierzch-
niowego określa się zwykle dla dwóch faz procesu (p. 6.1.2.11). W fazie pierwszej (przed
przekroczeniem punktu Curie) rezystancja wsadu
21
2
2
2
2
2
R
l
d
π
n
R
=
(6.240)
21
2
2
2
2
2
X
l
d
π
n
X
=
(6.241)
przy czym:
R
21
, X
21
dane są wzorami (6.140) i (6.141). W drugiej fazie procesu (punkt Curie
przekroczony w warstwie pierwszej) parametry wsadu określa się analogicznymi zależnościami
z tym, że zamiast średnicy wsadu
d
2
należy przyjąć
r
2
2
2
δ
d
d
−
=
′
gdzie
jest równoważną
głębokością wnikania określoną wzorem (6.160), zaś
R
r
2
δ
21
,
X
21
określone są zależnościami
(6.151) i (6.152).
R
2
i X
2
są elementami schematu zastępczego przedstawionego na rys. 6.35.
Pozostałe parametry elektryczne układu grzejnego określa się wg zasad przedstawionych w p.
6.1.3.3, stosując najczęściej metodę oporów magnetycznych.
Wzbudniki do hartowania powierzchniowego są wykonywane często jako
jednozwojowe (n = l). Konieczne jest wówczas uwzględnienie parametrów elektrycznych
doprowadzeń prądowych. Ich impedancja może stanowić bowiem 10 ÷ 30% impedancji układu
grzejnego [652]. Konstrukcja wzbudników musi także uwzględniać oddziaływania
elektrodynamiczne między częściami wiodącymi prąd, co jest szczególnie ważne przy
mniejszych częstotliwościach.
W kategorii wzbudników płaskich najbardziej rozpowszechnione są konstrukcje z
uzwojeniem pętlicowym (pętlowym) oraz jednozwojowe. Przy ich stosowaniu nagrze-
130
Wyszukiwarka
Podobne podstrony:
2010 05 Nagrzewnica indukcyjna 1kW
nagrzewncie indukcyjne id 31301 Nieznany
6 Nagrzewanie indukcyjne 1
6 Nagrzewanie indukcyjne 2
06 Nagrzewanie indukcyjne
2010 05 Nagrzewnica indukcyjna 1kW
Porównanie nagrzewania oporowego i indukcyjnego
przetworniki indukcyjne
PODSTAWY STEROWANIA SILNIKIEM INDUKCYJNYM
wyk12 Indukcja
Wyklad 7b Zjawisko indukcji magnetycznej
więcej podobnych podstron