
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Wacław Chrząszczewski
Obróbka mechaniczna kamienia
711[04].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Władysława Maria Francuz
mgr inż. Anna Kusina
Opracowanie redakcyjne:
mgr Halina Zwolska
Konsultacja:
dr inż. Janusz Figurski
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[04].Z2.02
Obróbka mechaniczna kamienia zawartego w modułowym programie nauczania dla zawodu
711[04] kamieniarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Mechaniczna obróbka kamienia
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
7
12
13
13
4.2. Obróbka trakowa – traki wahadłowe
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
14
14
19
20
21
4.3. Traki diamentowe (prostoliniowe)
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
22
22
27
28
29
4.4. Piły wielkotarczowe
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
31
31
36
36
37
4.5. Traki cięgnowe: linowe i łańcuchowe
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
38
38
43
44
44
4.6. Obróbka wymiarowo-kształtowa
4.6.1. Materiał nauczania
4.6.2. Pytania sprawdzające
4.6.3. Ćwiczenia
4.6.4. Sprawdzian postępów
45
45
52
52
53
4.7. Specjalne rodzaje obróbki kamienia (toczenie, struganie, wiercenie)
4.7.1. Materiał nauczania
4.7.2. Pytania sprawdzające
4.7.3. Ćwiczenia
4.7.4. Sprawdzian postępów
54
54
60
60
62
4.8. Obróbka fakturalna (szlifowanie, polerowanie i inne)
4.8.1. Materiał nauczania
4.8.2. Pytania sprawdzające
4.8.3. Ćwiczenia
4.8.4. Sprawdzian postępów
63
63
73
73
74
4.9. Kalkulacja kosztów i kosztorysowanie
4.9.1. Materiał nauczania
4.9.2. Pytania sprawdzające
75
75
78

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9.3. Ćwiczenia
4.9.4. Sprawdzian postępów
79
80
5. Sprawdzian osiągnięć
81
6. Literatura
87

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Niniejszy poradnik opracowany dla jednostki modułowej „Obróbka mechaniczna
kamienia” będzie Ci pomocny w przyswajaniu wiedzy i umiejętności związanych
z mechaniczną obróbką kamienia.
Poznasz konstrukcje i sposób działania najnowszych obrabiarek do kamienia, od
najprostszych, do sterowanych komputerowo, z którymi możesz zetknąć się w zakładach
obróbki kamienia. Zawarte w materiałach pytania kontrolne oraz testy umożliwią
samodzielne sprawdzenie, czy opanowałeś treść i wykonałeś poprawnie ćwiczenia
praktyczne. W przypadku trudności nauczyciel/instruktor udzieli Ci pomocy, a następnie
ostatecznie oceni nabyte wiadomości i umiejętności.
Każda z jednostek modułowych określa konkretne umiejętności niezbędne do wykonania
określonych zadań, które po ukończeniu nauki będziesz musiał wykonywać samodzielnie.
Umiejętności te powinien opanować i zaliczyć każdy uczestnik szkolenia.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz umiejętności, jakimi powinieneś dysponować przed
przystąpieniem do nauki w tej jednostce modułowej,
–
wykaz umiejętności praktycznych, które musisz opanować w tej jednostce modułowej,
–
materiał nauczania – to znaczy wiadomości teoretyczne o wykonywaniu podstawowych
robót związanych z obróbką mechaniczną kamienia, czyli co powinieneś wiedzieć, aby
wykonać ćwiczenia,
–
pytania sprawdzające, które pomogą Ci samodzielnie sprawdzić czy opanowałeś materiał
w sposób umożliwiający wykonanie ćwiczeń,
–
ćwiczenia, które musisz wykonać aby praktycznie sprawdzić Twoją wiedzę oraz
sprawność w wykonywaniu prac ręcznych,
–
sprawdzian postępów, czyli zestawy pytań, na podstawie których sam możesz sprawdzić,
czy samodzielnie jesteś w stanie poradzić sobie z problemami, jakie rozwiązywałeś
wcześniej. Wstawiając w odpowiednie kratki pytań TAK lub NIE sam możesz ocenić
swoją wiedzę. Gdy wpiszesz NIE, możesz samodzielnie wrócić do tematu i/lub
ponownie wykonać ćwiczenie praktyczne.
–
sprawdzian osiągnięć – przykładowy zestaw pytań testowych, który pozwoli Ci na
sprawdzenie, czy opanowałeś materiał nauczania w stopniu umożliwiającym zaliczenie
całej jednostki modułowej,
–
wykaz literatury, czyli poradniki, podręczniki oraz wydawnictwa branżowe, w których
znajdziesz bieżące informacje o nowościach w branży kamieniarskiej.
Przy omawianiu poszczególnych obrabiarek i narzędzi do obróbki kamienia – szczególna
uwaga będzie zwrócona na zagrożenia występujące przy ich obsłudze – nie tylko podczas
zajęć praktycznych w szkole.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
posługiwać się podstawowymi pojęciami i nazwami z zakresu budownictwa,
–
posługiwać się podstawowymi pojęciami z zakresu robót murarsko-tynkarskich
i ślusarsko-kowalskich,
–
rozpoznawać podstawowe materiały budowlane,
–
rozróżniać i rozpoznać skały magmowe, osadowe i przeobrażone,
–
rozpoznać i określić cechy techniczne i użytkowe skał,
–
rozpoznawać wady bloków i półfabrykatów kamiennych,
–
odczytywać rysunki techniczne,
–
dobierać sprzęt i przetransportować materiały kamienne na niewielkie odległości,
–
dobierać warunki składowania elementów kamiennych na stanowisku pracy,
–
poszukiwać informacji w dostępnej literaturze, wydawnictwach i informatorach
branżowych, a zwłaszcza w Internecie.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
odczytać dokumentację techniczną (rysunki warsztatowe) w zakresie niezbędnym do
wykonania mechanicznej obróbki kamienia,
–
odczytać i posłużyć się instrukcjami obsługi maszyn i urządzeń stosowanych przy
obróbce kamienia naturalnego i sztucznego,
–
posłużyć się sprzętem pomiarowym w celu dokonania pomiarów,
–
zorganizować i eksploatować stanowisko obróbki mechanicznej kamienia,
–
przygotować surowiec kamienny do obróbki mechanicznej,
–
przetrzeć blok kamienny z płyty,
–
zabezpieczyć blok skalny przed samoczynnym rozsypaniem się podczas przecierania,
–
przenieść linie obróbkowe na kamień,
–
zamocować płytę do stołu roboczego obrabiarki przed obróbką,
–
przeciąć wzdłuż linii prostej płyty kamienne o różnym stopniu twardości na elementy
budowlane za pomocą piły tarczowej,
–
przeciąć płyty kamienne w celu otrzymania profilu krzywoliniowego,
–
wykonać frezowanie elementu z kamienia na wymaganą głębokość,
–
wykonać szlifowanie licowych i bocznych powierzchni elementów z kamienia o różnej
twardości, za pomocą szlifierki przegubowej i środków szlifierskich,
–
wykonać szlifowanie licowych i bocznych powierzchni elementów lastrykowych,
–
wygładzić oraz wykonać polerowanie wyszlifowanej powierzchni za pomocą różnych
środków polerskich,
–
nawiercić otwory w kamieniu,
–
sporządzić rozliczenie materiałowe wykonanej pracy,
–
obliczyć wynagrodzenie za pracę,
–
posłużyć się sprzętem ochrony osobistej przy wykonywaniu pracy w celu zabezpieczenia
się przed niekorzystnymi czynnikami towarzyszącymi mechanicznej obróbce kamienia
(pył, hałas),
–
wykonać pracę z zachowaniem zasad bhp, ochrony ppoż. i ochrony środowiska.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.Mechaniczna obróbka kamienia
4.1.1.Materiał nauczania
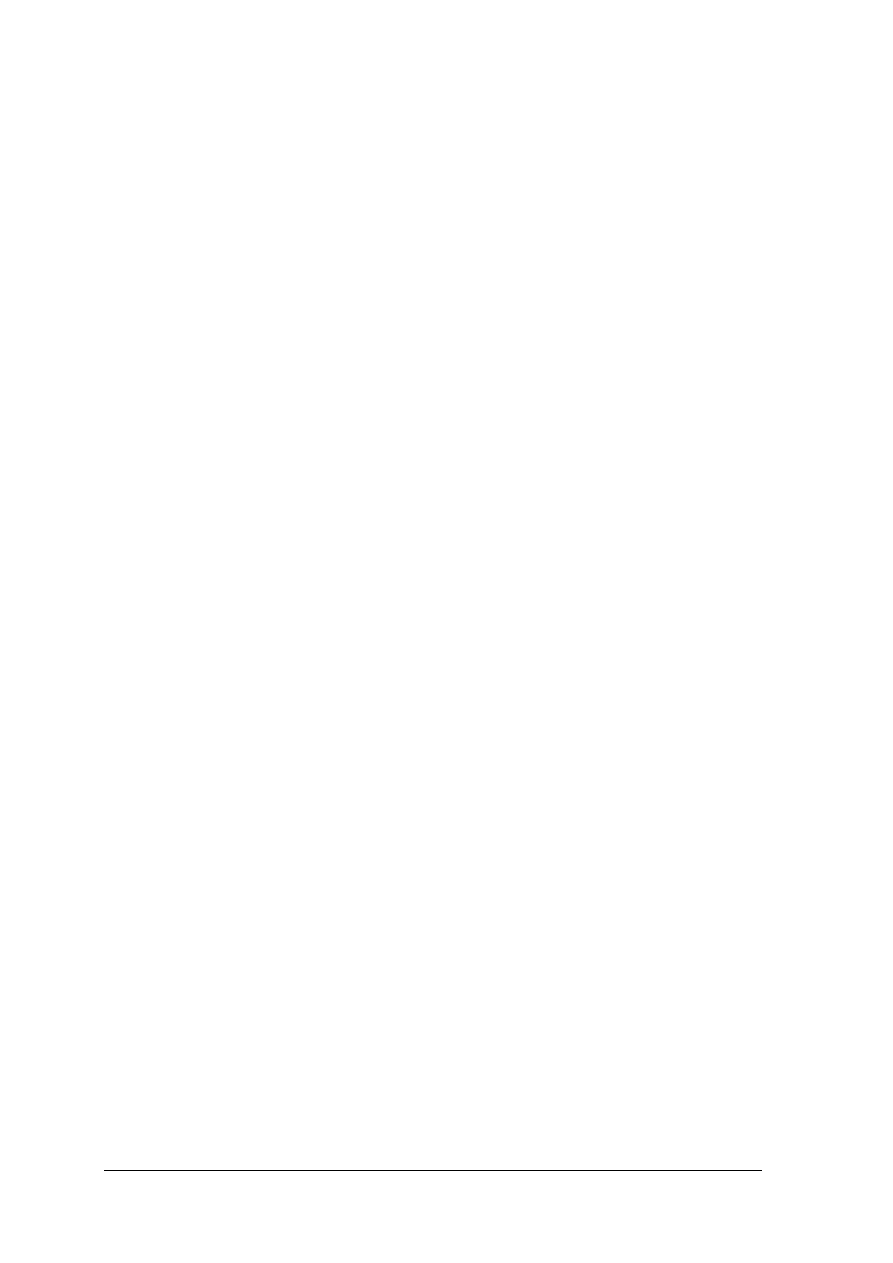
Obróbka kamienia polega na dzieleniu bloków kamiennych na elementy płytowe,
nadawaniu im wymaganych kształtów i wymiarów, a następnie nadanie ich powierzchni
wymaganej faktury czyli stanu powierzchni.
Rys. 1. Schemat technologii obróbki trakowej [2]
Obróbka trakowa
Wydobyty w kamieniołomie blok kamienia, o kształcie zbliżonym do prostopadłościanu,
o długości L ,szerokości B i wysokości H dzielony jest na płaskie elementy (rys.1).
Stosowane są dwie podstawowe metody dzielenia bloków:
•
technologia dużej płyty - bloki piłowane są na płyty o wysokości bloku H długości L
i grubości G: w efekcie otrzymuje się zestaw płyt surowych o wymiarach H x L,
•
technologia paskowa – z bloku wycinane są cienkie paski o grubości G (od 1 cm)
długości bloku L i wymaganej szerokości W (do 60 cm).
Obróbka wymiarowo-kształtowa
Otrzymane z traka duże płyty lub paski są obcinane lub rozcinane na mniejsze elementy
zgodnie z rysunkami wykonanymi najczęściej przez architekta projektującego obiekt. Drogą
rozcinania i nacinania płyt można również wykonać elementy przestrzenne o złożonych
kształtach.
Rys. 2. Rozcinanie wzdłużne i poprzeczne dużej płyty za pomocą diamentowej tarczy tnącej [2]
BLOK
PŁYTA
PASEK
L
H
B
G
W
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
8
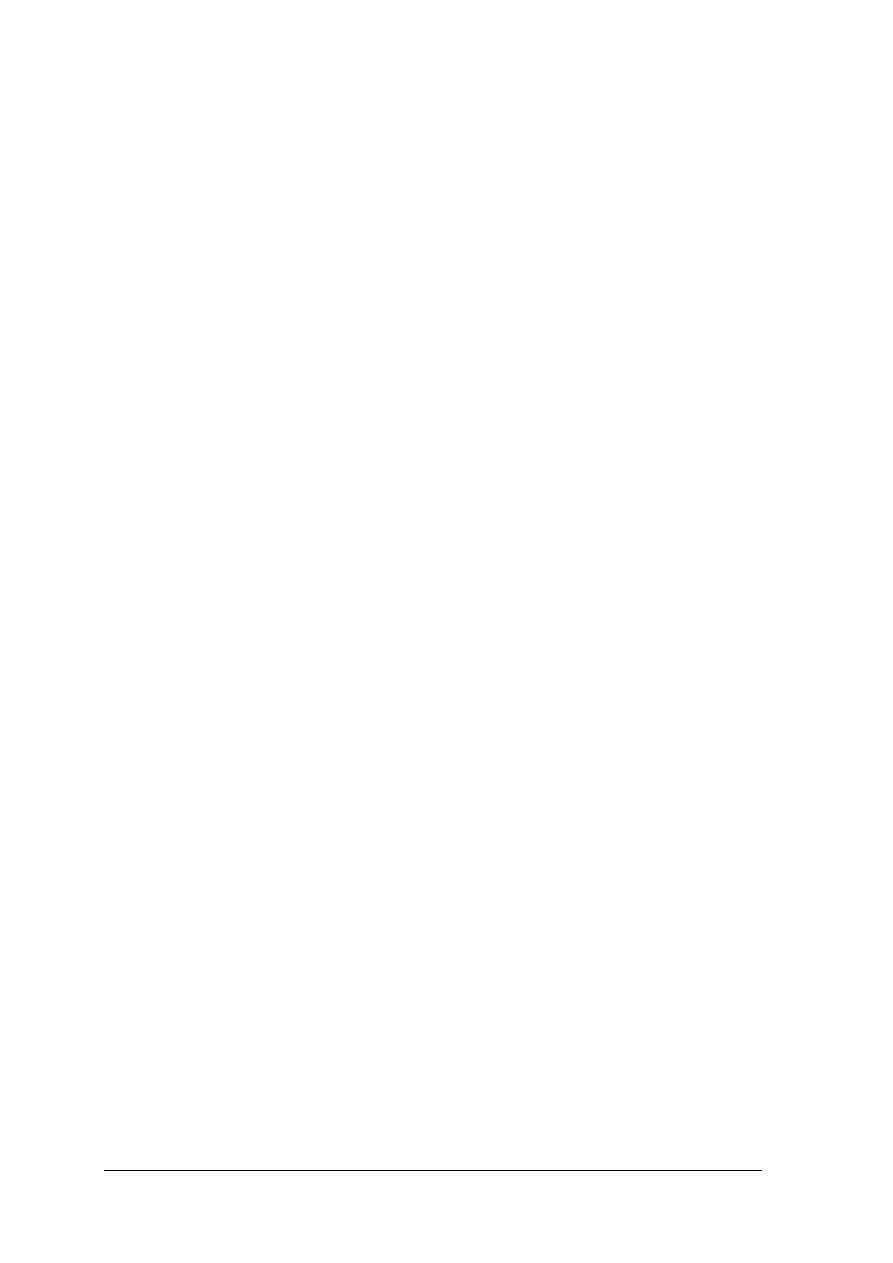
Najczęściej stosowane są płyty o kształcie prostokątnym lub kwadratowym, możliwym
jest również rozcinanie pod innymi kątami (w płaszczyźnie licowej płyty) i uzyskiwanie płyt
o obrysie trójkątnym, rombowym, wielobocznym. Cięcia mogą być wykonywane prostopadle
lub skośnie względem powierzchni licowej (patrz rys.3).
Rys. 3.Rozcinanie płyty prostopadłe i skośnie względem płaszczyzny licowej [2]
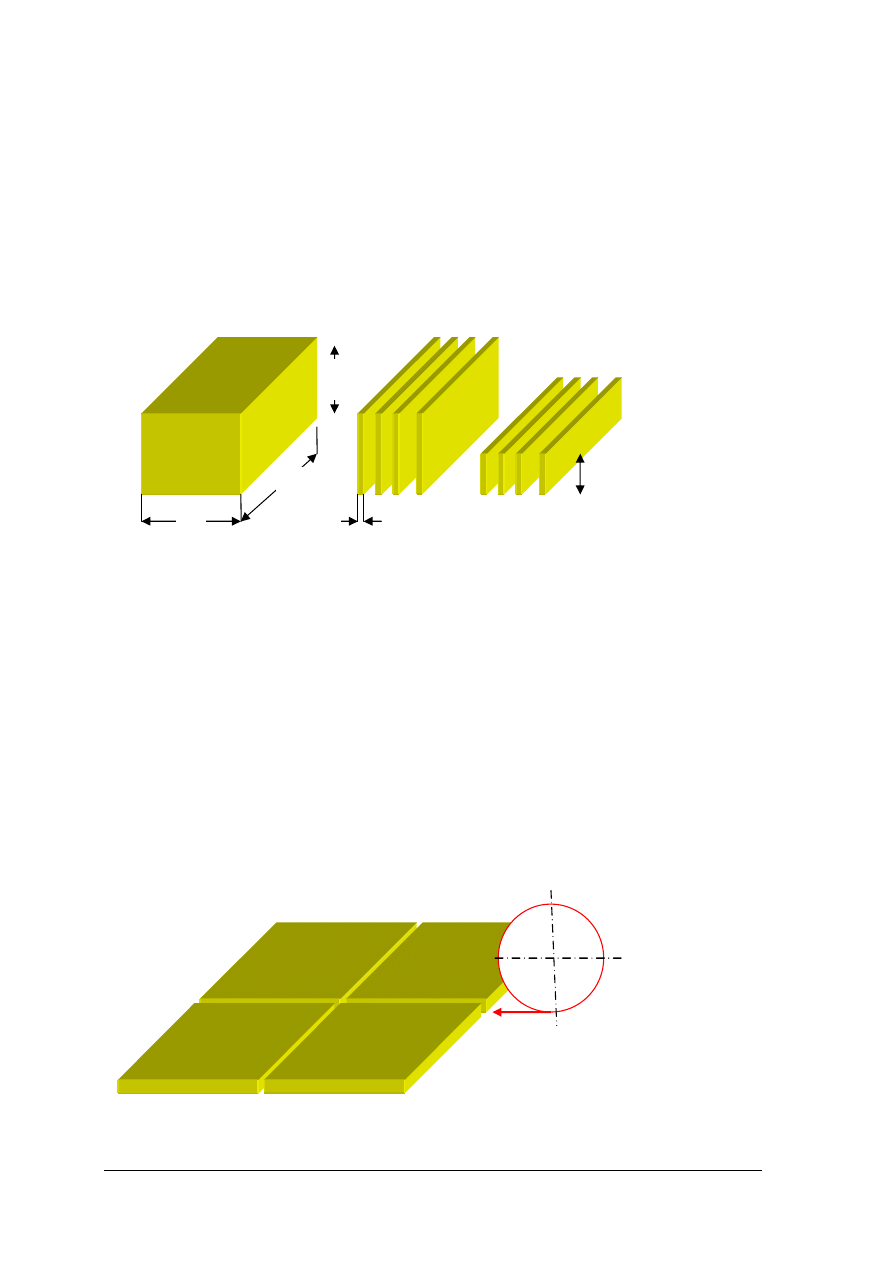
Współczesne obrabiarki do kamienia umożliwiają wykonywanie elementów płytowych o
krzywoliniowym obrysie w płaszczyźnie licowej (patrz rys.4).
Rys. 4.Przykłady elementów płytowych o krzywoliniowym kształcie w płaszczyźnie licowej [2]
Przedstawione na rys.4 elementy na styku powierzchni licowych z otworami tworzą
ostre krawędzie, niebezpieczne dla użytkowników. Usuwając tą niedogodność krawędziom
tym nadaje się często kształt stanowiący ozdobne wykończenie elementu. Czynność ta nosi
nazwę profilowania.
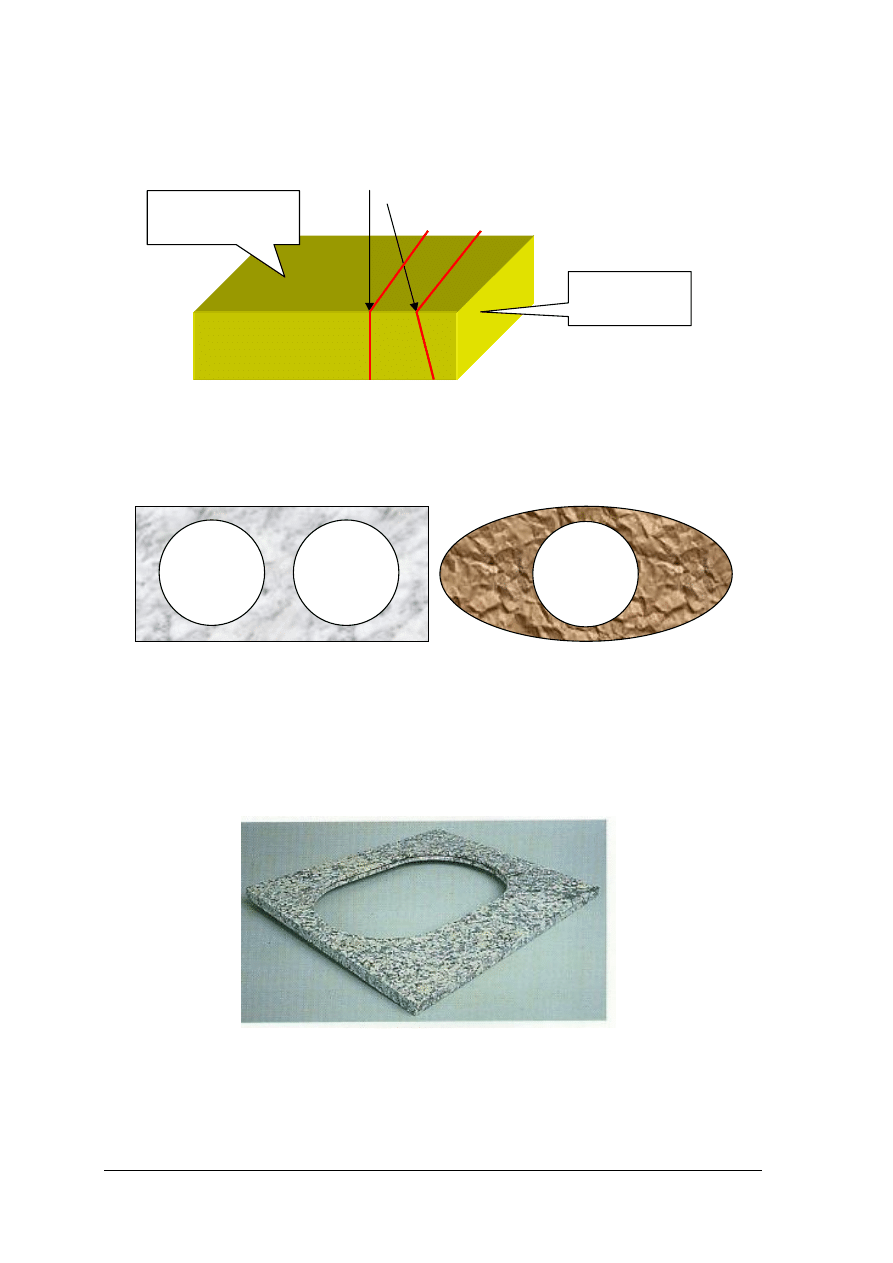
Pokrywa umywalki z owalnym i profilowanym otworem oraz profilowanym obrysem
przedstawiona jest na rys. 5.
Rys. 5. Element płytowy z owalnym i profilowanym otworem
[ ]
11
Obróbka fakturalna
Po nadaniu elementowi wymaganych wymiarów i kształtu następuje ostateczne jego
wykończenie przez nadanie powierzchniom odpowiedniego stanu i wyglądu.
powierzchnia
licowa
powierzchnia
boczna

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Każdy rodzaj kamienia posiada określone własności użytkowe lub estetyczne, które
wydobywa się właśnie przez nadanie odpowiedniej faktury. Niekiedy faktura uzyskiwana jest
już w trakcie obróbki trakowej: faktura piłowana - uzyskiwana podczas piłowania na trakach
piłowych lub faktura przecinana przy rozcinaniu bloków tarczami diamentowymi.
Materiały, których piękno struktury wewnętrznej ujawnia się po obróbce gładkościowej
a więc granity, sjenity, marmury i wapienie zbite poddawane są szlifowaniu i polerowaniu,
a stany ich powierzchni noszą nazwę faktury szlifowanej i polerowanej. Są to podstawowe
faktury wykonywane maszynowo przez szlifierki i szlifierskie linie przelotowe.
Niektóre rodzaje elementów płytowych, na przykład płyty podłogowe, schody muszą
mieć nadaną szorstką powierzchnię zabezpieczającą przed poślizgiem.
Faktury takie uzyskuje się na drodze piaskowania - oddziaływania strumienia piasku,
płomieniowania – oddziaływanie strumienia gazu o wysokiej temperaturze, groszkowania –
mechanicznego nacinania powierzchni, laserowania – punktowego traktowania („nacinania”)
polerowanych powierzchni promieniem lasera dla nadania im szorstkości.
Masa elementu kamiennego
Masę elementu obliczamy mnożąc jego objętość przez gęstość objętościową. Wartość tą
przyjmuje się ze świadectwa badania własności fizyko-mechanicznych kamienia.
Do celów szkoleniowych można przyjmować(według BN-84/6716-03):
granity 2600–2700 kg/m
3
wapienie zbite 2600–2700 kg/m
3
sjenity 2700–2800 kg/m
3
wapienie lekkie 1200–1800 kg/m
3
gabro 2900–3000 kg/m
3
trawertyn 2200-2700 kg/m
3
marmury 2600–2700 kg kg/m
3
piaskowce bolesł.2000–2100 kg/m
3
piaskowce karpackie 2600–2700 kg/m
3
[ ]
kg
V
m
γ
.
=
gdzie V(m3) –bjętość elementu, γ (kg/m3) – gęstość objętościowa
Obliczenie masy jest istotne dla określenia obciążenia samochodu ,ładowarki
przewożącej bloki, wózka widłowego lub żurawika do przewożenia płyt lub innych
elementów.
Metody obróbki kamienia
Kamień jest naturalnym materiałem powstałym i uformowanym w skorupie ziemskiej.
Powstawał z gorącej magmy zastygającej pod lub na jego powierzchni i w ten sposób
powstały skały magmowe – GRANITY, SJENITY, GABRO I BAZALTY.
Z osadzających się na dnie oceanów, mórz i jezior cząstek organicznych (muszle) lub
nieorganicznych (piasek) powstały skały osadowe: WAPIENIE i PIASKOWCE. Poddane
wysokiemu ciśnieniu wapienie przekształciły się w WAPIENIE ZBITE lub MARMURY. Do
grupy tej zaliczane są również TRAWERTYNY.
Warunki w jakich powstał kamień powodują, że posiada on strukturę krystaliczną lub
ziarnistą i jego własności zmieniają się wielokierunkowo, nawet w objętości jednego bloku
wydobytego w kamieniołomie. Narzędzie które będzie piłowało lub rozcinało taki blok
musi być przygotowane na wystąpienie zmiennych obciążeń .Poza oporami skrawania
występuje drugi czynnik: ścierność materiału, która powoduje szybkie tępienie ostrzy.
Każdy z podanych głównych rodzajów kamienia posiada charakterystyczne własności
technologiczne –określane jako obrabialność czyli podatność na obróbkę .
Obróbka ścierna
Obróbka ścierna jest podstawową metodą obróbki kamienia polegającą na ścieraniu
kamienia przez materiały o wyższej od niego twardości i/lub ścierności. Ta metoda obróbki
stosowana jest od kilku tysięcy lat, zaś naukowe jej podstawy stworzył wiedeński mineralog
Friedrich Mohs tworząc w 1812 r skalę twardości minerałów nazwaną jego imieniem. Za
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
10
podstawę klasyfikacji przyjął założenie, że materiał może być zarysowany tylko minerałem
o wyższej numeracji.
W 10-cio stopniowej skali nr 1 zajmuje TALK, który można zarysować nawet
paznokciem.
Z materiałów które stosowane są najczęściej w produkcji kamieniarskiej, kolejne
pozycje zajmują 7-KWARC, 8-TOPAZ i 9-KORUND.Najwyższą pozycję w tej skali
zajmuje z numerem 10-DIAMENT – najtwardszy minerał występujący w naturze.
Obróbka ścierna polega na ścieraniu kamienia przez ziarna ścierne o nieokreślonym
ściśle kształcie i liczbie, lecz o wysokich własnościach ściernych – najczęściej o twardości
powyżej nr.7 z skali Mohsa.
W praktyce kamieniarskiej stosowane są dwie podstawowe odmiany tej technologii:
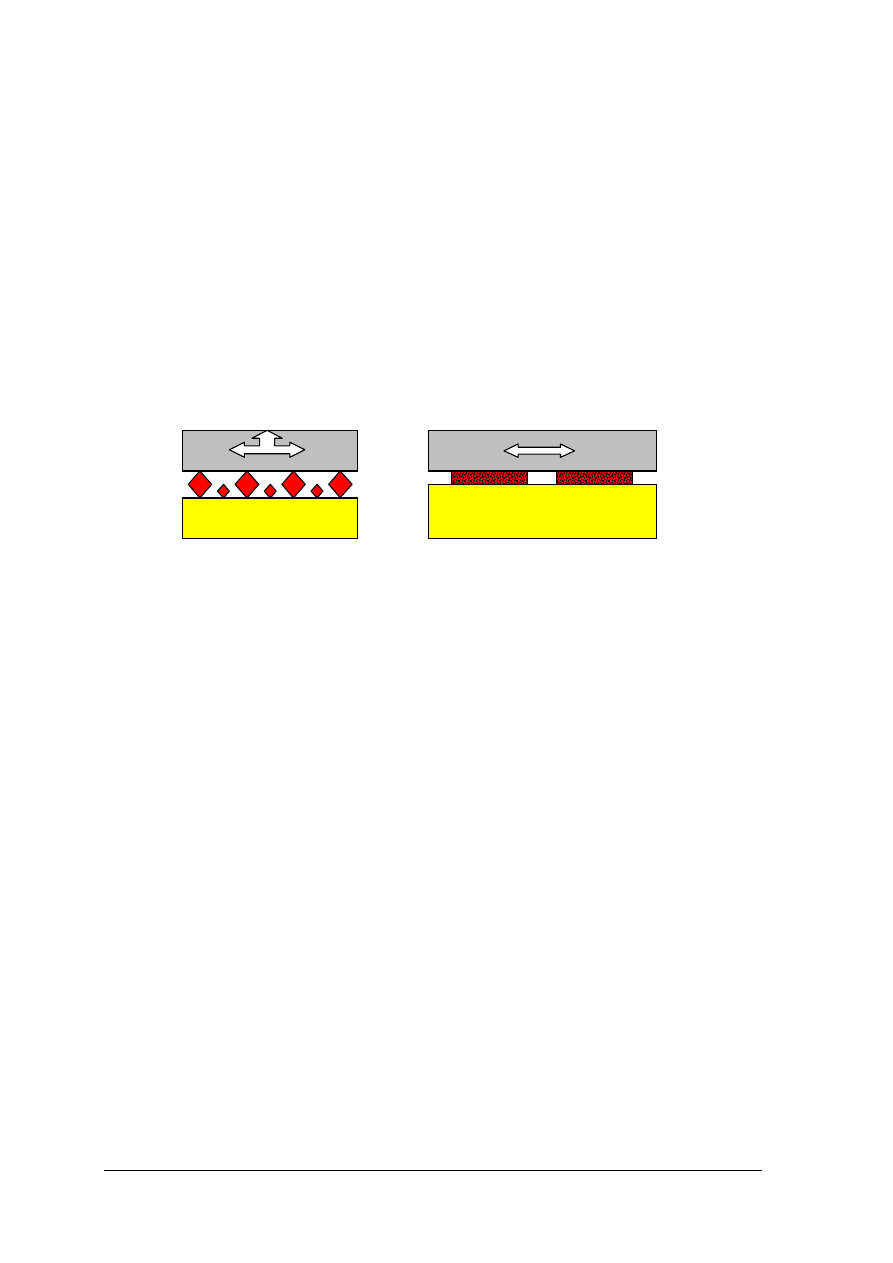
obróbka ścierniwem luźnym i ścierniwem związanym co przedstawiono na rys.6.
Elementem powodującym przesuwanie luźnych ziaren ścierniwa lub segmentów jest piła
trakowa oznaczona na rysunku kolorem popielatym.
Rys. 6. Porównanie odmian obróbki ściernej na przykładzie piłowania a. piłowanie ścierniwem luźnym b.
piłowanie ścierniwem związanym [2]
Obróbka ścierniwem luźnym
Ścierniwo – ziarnisty materiał ścierny o dużej twardości- wprowadzany jest pomiędzy
piłę i piłowany materiał (patrz rys.6a). Piła poruszając się ruchem posuwisto-zwrotnym
i dosuwając się do kamienia powoduje wciskanie ziaren w jego powierzchnię i ścieranie
kamienia. W ten sposób powstaje szczelina piłowa, w której porusza się piła. Ścierniwo ściera
również piłę, zaś poszczególne ziarna ścierniwa ścierają się wzajemnie. Dla utrzymania
ciągłości piłowania do szczeliny piłowej i pod piłę muszą być dostarczane nowe ziarna
i odprowadzane zużyte wraz ze startym materiałem kamiennym. Wnikanie ziaren ścierniwa
pod krawędź tnącą piły umożliwia ruch unoszenia piły (góra-dół) na rysunku oznaczony
strzałką skierowaną ku górze.
Obróbka ścierniwem luźnym stosowana jest do piłowania materiałów twardych (granity,
sjenity) oraz ściernych (twarde piaskowce) oraz do niwelacji (wyrównywania) niedokładnie
piłowanych płyt granitowych.
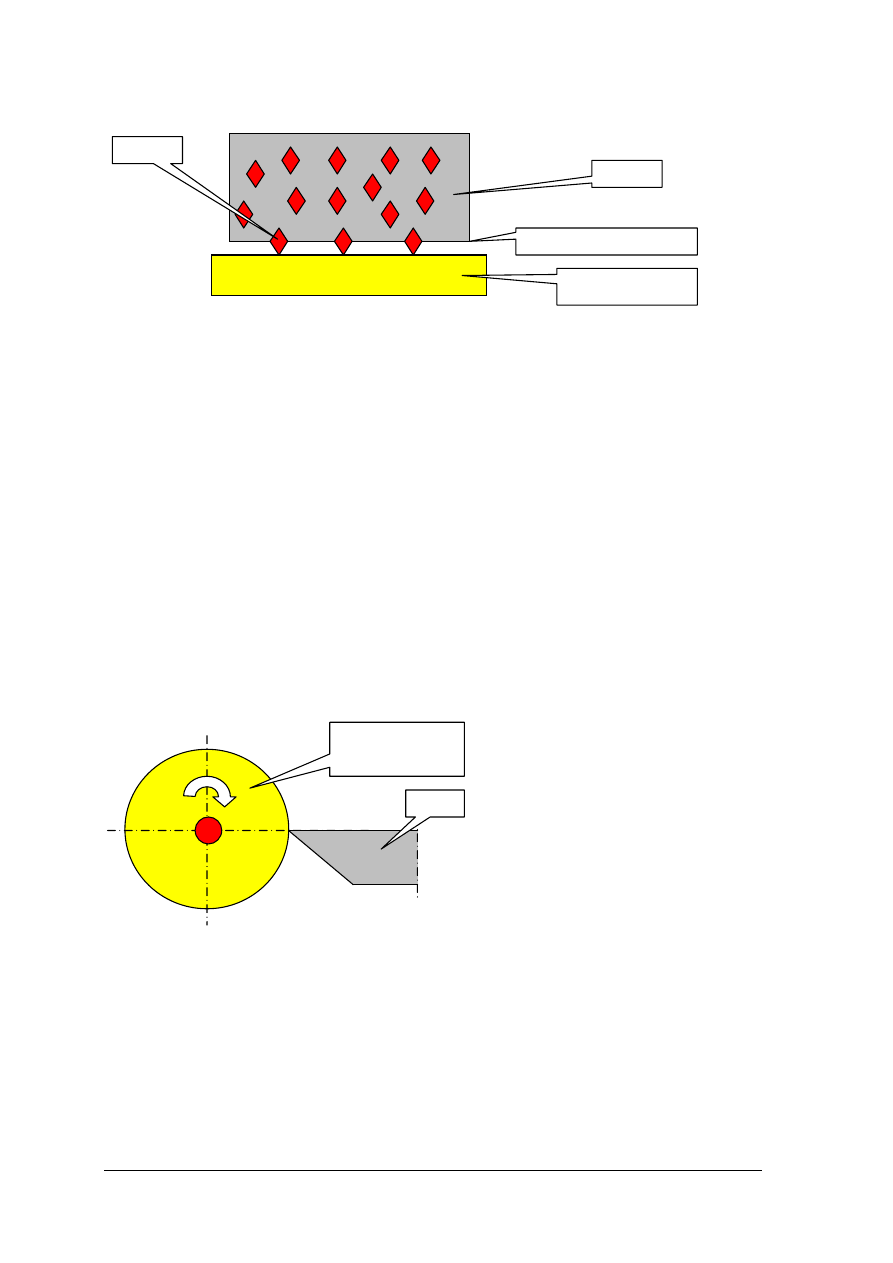
Obróbka ścierniwem związanym
W tej metodzie ziarna ścierne są izolowane od siebie przez zatopienie w spoiwie.
Narzędziem jest segment uformowany ze spoiwa, wewnątrz którego równomiernie
rozmieszczone są ziarna ścierne. Jak pokazano na rys.7 segmenty umieszczone na krawędzi
tnącej piły trakowej ścierają kamień, zaś w miarę zużywania spoiwa ziarna ścierne wychodzą
na zewnątrz segmentu, co powoduje samoostrzenie się narzędzia.
Takie rozwiązanie eliminuje wzajemne ścieranie się ziaren ścierniwa ,co istotnie wpływa
na ich trwałość. Niepotrzebnym staje się ruch unoszenia piły (góra-dół) i piły mogą się
poruszać prostoliniowym ruchem posuwisto-zwrotnym.
a
b
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 7. Zasada budowy i pracy segmentu ściernego [2]
Obróbka ścierniwem związanym jest obecnie najczęściej stosowaną metodą ;dzięki
zastosowaniu ścierniwa diamentowego i segmentów na spoiwie metalowym jest
wykorzystywana do piłowania i rozcinania bloków marmurowych i wapieniowych,
rozcinania i obcinania elementów płytowych ze wszystkich materiałów kamiennych. Metoda
ta znajduje szerokie zastosowanie przy szlifowaniu kamienia za pomocą karborundowych
segmentów szlifierskich o coraz drobniejszym ziarnie.
Obróbka ostrzowa
Obróbka ostrzowa polega na zastosowaniu narzędzi z ostrzami o określonym kształcie
części skrawającej (rys.8.). Kamień ze względu na twardość i własności ścierne powoduje
szybkie zużycie ostrzy narzędzi. Czynnik ten powoduje, że tą metodę można stosować
jedynie do piłowania miękkich wapieni lekkich (Pinczów, Karsy). Przy piłowaniu bardziej
zwartych materiałów szybkie tępienie ostrzy i brak możliwości ich ostrzenia podczas
piłowania czynią tą metodę nieopłacalną.
Z tego względu mechaniczna obróbka ostrzowa stosowana jest głównie do robót
tokarskich (toczenie wazonów, kolumn) lub strugarskich. W tych przypadkach istnieje
możliwość ostrzenia narzędzi w tracie obróbki.
Rys. 8. Obróbka ostrzowa na przykładzie toczenia [2]
Łupanie kamienia
Łupanie kamienia była najstarszą i jest najczęściej stosowaną metoda dzielenia kamienia.
Dzielenie tą metodą wykonywano ręcznie, po wprowadzeniu urządzeń mechanicznych –
łupiarek- stało się jedną z metod obróbki mechanicznej .
Metoda ta polega na wywieraniu nacisku za pośrednictwem klinowego narzędzia
dociskanego do materiału co powoduje pęknięcie kamienia w płaszczyźnie podziału. Metodę
tą wykorzystuje się głównie do dzielenia skał o wyraźnej podzielności (granity, piaskowce)-
przy produkcji krawężników, formaków, słupków i kostki brukowej.
obrabiany element
kamienny
nóż
spoiwo
krawędź tnąca segmentu
piłowany materiał
ziarno

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Cięcie wodą (obróbka hydrodynamiczna)
Obróbka hydrodynamiczna jest nową metodą obróbki kamienia. Metoda o angielskiej
nazwie WATER JET polega na działaniu na materiał cienkim (0,8–1,2 mm) strumieniem
wody pod wysokim ciśnieniem (około 4000 bar) i dużej szybkości (około 900 m/s). W takich
warunkach strumień wody w łatwy sposób przecina mrożone ryby, blachy stalowe, odlewy
żeliwne, również najtwardsze rodzaje kamienia.
Przecinarki pracujące tą metodą stosowane są do wycinania złożonych, krzywoliniowych
kształtów na powierzchniach licowych elementów płytowych (rys.5.) Kształty te są
projektowane komputerowo i przekazywane do układu sterującego przecinarki. Zaletą tego
rodzaju obróbki jest brak metalowego narzędzia (narzędziem jest woda),brak naprężeń
termicznych wywoływanych przez narzędzia, dokładność wykonania krawędzi oraz gładkość
powierzchni przecięcia. Wadą jest wysoki koszt zakupu i eksploatacji urządzenia .
Inne rodzaje obróbki mechanicznej
Oprócz omówionych metod obróbki mechanicznej kamienia pojawiają się nowe techniki,
które dopiero wychodzą z laboratoriów i/lub są próbowane w warunkach przemysłowych :
•
obróbka ultradźwiękowa – stosowana do drążenia nieprzelotowych („ślepych”)
otworów kształtowych
•
obróbka laserowa – stosowana do uszorstniania polerowanych płyt podłogowych.
Postęp techniczny we wszystkich dziedzinach wiedzy i techniki jest coraz szybszy
i można spodziewać się kolejnych nowości. Polecam studiowanie prasy fachowej
i przeglądanie Internetu.
Bezpieczeństwo i higiena pracy
Mechaniczna obróbka kamienia stwarza wiele zagrożeń dla zdrowia a nawet dla życia
kamieniarza . Główne zagrożenia to:
–
kontakt z blokami kamiennymi lub elementami o dużej masie, różnych kształtach
i nierównych powierzchniach,
–
wysokie natężenie hałasu wywoływane przez wysokoobrotowe narzędzia diamentowe
oraz pracujące urządzenia obróbcze,
–
możliwość zetknięcia w wirującymi i/lub wykonującymi szybkie ruchy posuwisto-
zwrotne – częściami obrabiarek,
–
możliwość porażenia prądem elektrycznym w warunkach prowadzenia obróbki kamienia
w warunkach intensywnego chłodzenia wodnego,
–
możliwość doznania urazów ze strony odprysków kamiennych występujących podczas
pracy wysokoobrotowych narzędzi obrotowych.
Warunki bezpiecznej pracy zmniejszającej lub eliminującej podane zagrożenia będą
omawiane szczegółowo przy omawianiu konstrukcji i sposobu działania każdej grupy
obrabiarek do kamienia.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób z bloku otrzymuje się płyty surowe?
2. Czy płytę można rozciąć tak aby otrzymać kształt trójkątny w płaszczyźnie licowej?
3. Czy płytę można obcinać za pomocą piły tarczowej w taki sposób, aby powierzchnia
boczna była nachylona pod kątem 30
o
do powierzchni licowej?
4. Jaką fakturę zastosujesz dla granitowej płyty posadzkowej, a jaką dla marmurowej płyty
okładzinowej o pięknym kolorze i bogatym użyleniu?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
13
5. Dlaczego po piłowaniu granitu i twardych piaskowców nie można stosować pił zębatych
(ostrzowych)?
6. W jaki sposób pracują ziarna piasku stalowego podczas piłowania bloków granitowych?
7. W jaki sposób pracują ziarna ścierne w karborundowych segmentach szlifierskich?
4.1.3. Ćwiczenia
Ćwiczenie 1
Z przedstawionego przez nauczyciela zestawu płyt kamiennych wybierz płytę granitową
marmurową, wapieniową lub piaskowcową i opisz sposób jej wykonania. Zmierz wymiary
płyty i oblicz jej masę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś :
1) uzasadnić wybór płyty granitowej z zestawu płyt,
2) opisać sposób uzyskania płyty z bloku i fakturę powierzchni licowej,
3) zmierzyć płytę (długość, szerokość, grubość) i obliczyć jej masę przyjmując gęstość
objętościową 2650 kg/m
3
,
4) sporządzić notatkę z zapisem obliczeń.
Wyposażenie stanowiska pracy:
–
zestaw obcinanych płyt kamiennych,
–
przymiar liniowy 2 m,
–
waga o nośności do 50 kg,
–
kalkulator.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać różnicę między piłowaniem ścierniwem luźnym i związanym?
2) scharakteryzować budowę i sposób ostrzenia się segmentu szlifierskiego?
3) wskazać sposób piłowania bloku granitu na płyty?
4) określić sposób wykonania płyty trójkątnej?
5) rozpoznać płytę granitową i piaskowcową?
6) określić rodzaj faktury wybranych płyt (piłowana, szlifowana)?
7) obliczyć masę płyty kamiennej?
8) wskazać podstawowe zagrożenia bhp w kamieniarce?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Obróbka trakowa – traki wahadłowe
4.2.1. Materiał nauczania
Obróbka trakowa jest pierwszym etapem przekształcania bloku kamienia w element
płytowy o różnej grubości. Według polskich norm za płytę trakowane są elementy o grubości
do 20 cm. W praktyce piłowane lub wycinane są płyty lub paski o znacznie mniejszej
grubości(zwłaszcza paski o grubości od 8 mm wycinane z bloku w technologii
paskowej).Minimalna grubość standartowych płyt wynika głównie z ich wytrzymałości na
ściskanie i zginanie. Dla płyt marmurowych i wapieniowych (wapienie zbite) przyjmuje się
jako minimalną grubość 2 (1,5) cm, granitowych 2–3cm,twardych piaskowców 3–4cm.
Traki do kamienia – podstawowe określenia
Obrabiarka – to maszyna robocza do obróbki przedmiotów w celu nadania im
określonych kształtów, wymiarów i gładkości. W przemyśle metalowym stosowane są różne
obrabiarki: tokarki, frezarki, szlifierki, wiertarki zaś obrabiarki do kamienia często przejmują
ich nazwy.
Trak kamieniarski jest specyficznym rodzajem obrabiarki charakterystycznym dla
branży kamieniarskiej (podobną nazwę posiadają jedynie traki do drewna). Traki stanowią
dużą grupę ciężkich obrabiarek umożliwiającą dzielenie bloków kamiennych. Trak do
kamienia jest obrabiarką do dzielenia bloków kamiennych na elementy płytowe, za pomocą
różnych narzędzi trakowych.
W podanej definicji traka zwróćcie uwagę na dwa elementy :przedmiotem obróbki jest
blok kamienny, zaś cechą charakteryzującą trak jest rodzaj narzędzia.
Ze względu na rodzaj narzędzia traki dzielimy na:
–
traki piłowe, piłujące bloki za pomocą gładkich pił trakowych i piasku stalowego lub za
pomocą pił zbrojonych segmentami diamentowymi,
–
traki wielkotarczowe, pracujące diamentowymi tarczami o średnicy do 3500 (4000)mm;
w gwarze warsztatowej nazywane są piłami.
–
traki cięgnowe pracujące narzędziami w kształcie liniowej pętli bez końca:
–
linowe, pracujące liną zbrojoną diamentowymi koralikami,
–
łańcuchowe, rozcinające kamień za pomocą łańcucha z segmentami diamentowymi.
Każdy z podanych rodzajów traków posiada specyficzny sposób pracy i konstrukcję,
a tym samym wymaga innej obsługi. Musicie poznać podstawowe zasady działania tych
urządzeń. W przypadku gdy będziecie musieli obsługiwać obrabiarkę o innej konstrukcji
będziecie mieli do dyspozycji fabryczną instrukcję obsługi lub informacje służb technicznych
zakładu obróbki kamienia.
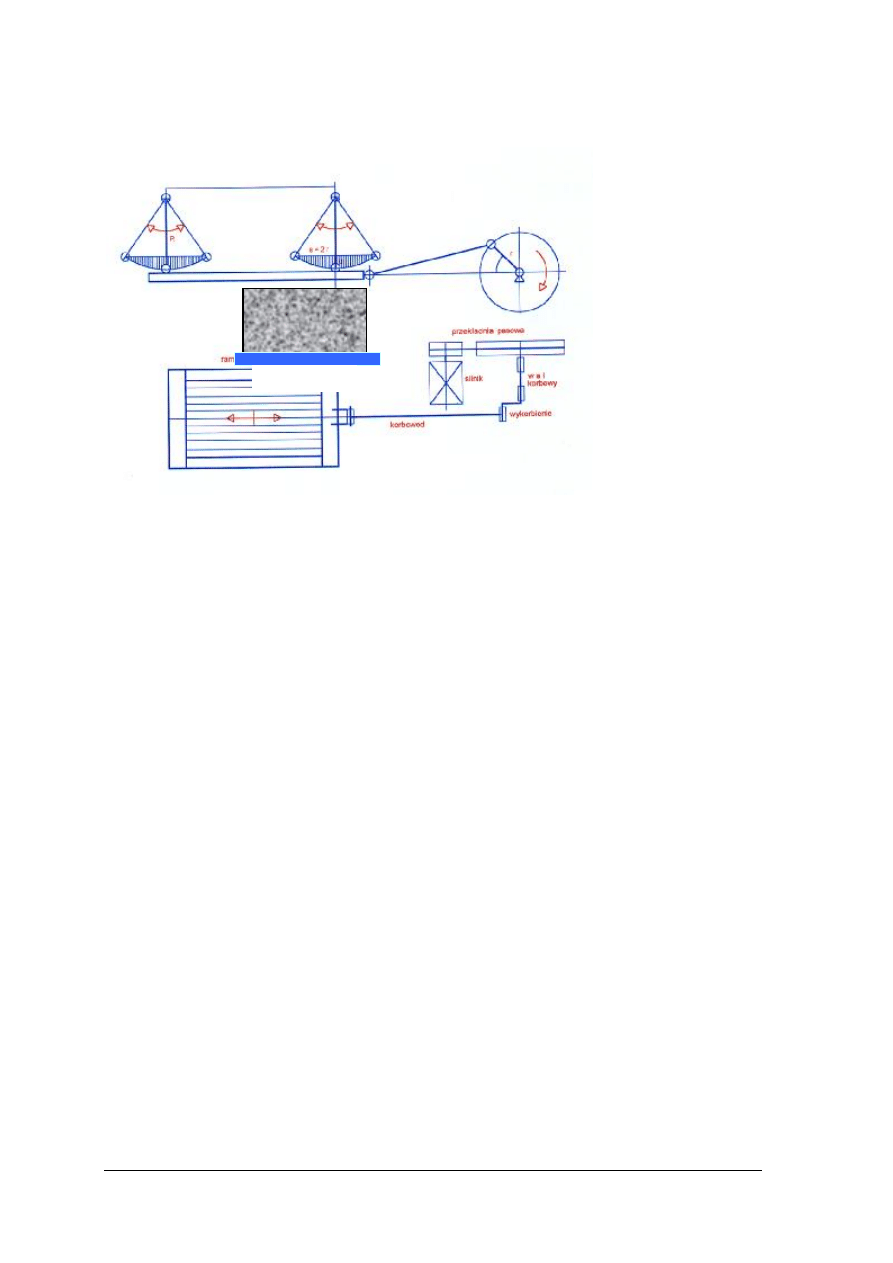
Traki piłowe wahadłowe
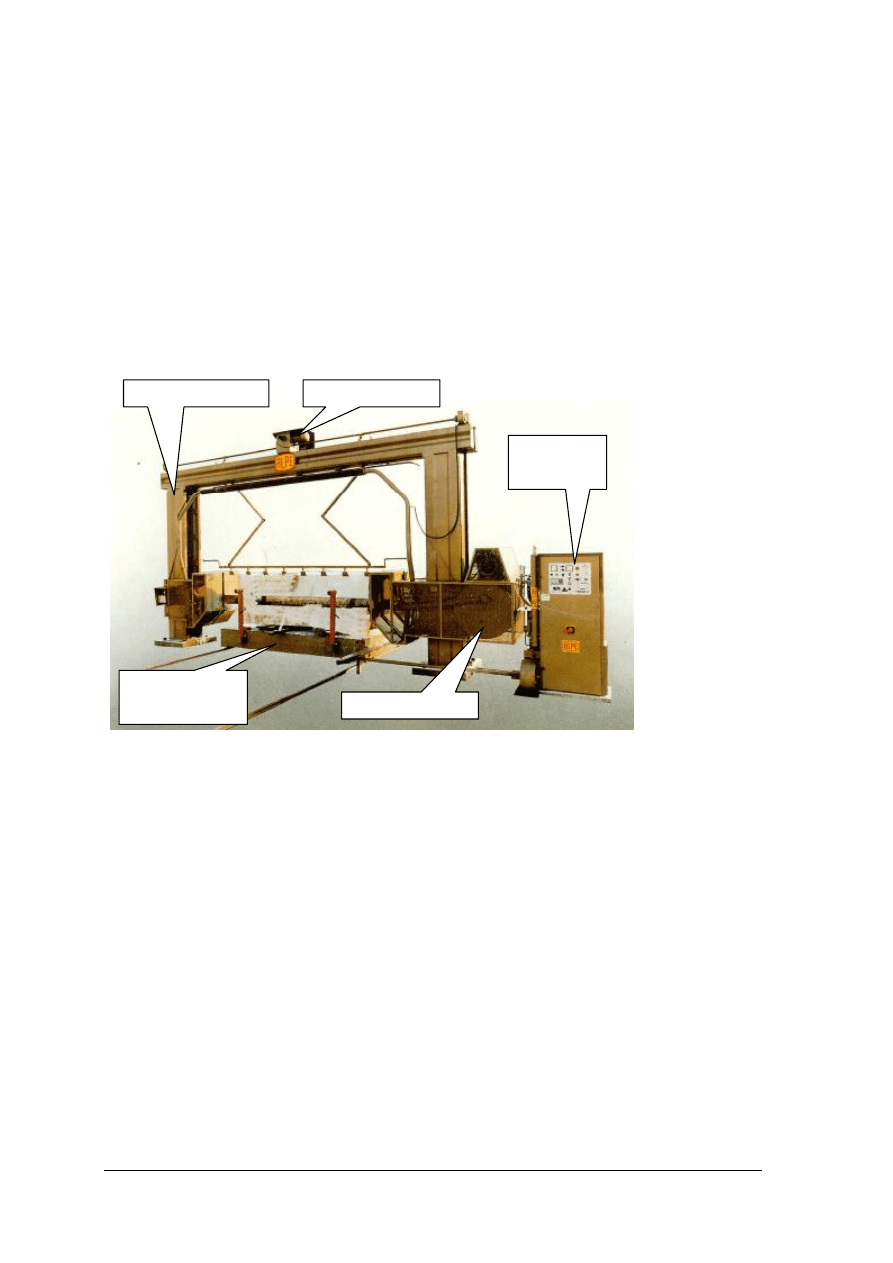
Schemat traka wahadłowego przedstawiony jest na rys.9. Podstawowym zespołem
napędowym traka jest przystawka korbowa, na której ustawiony jest główny silnik obracający
wał korbowy za pośrednictwem przekładni pasowej. Przekładnia ta składa się z małego koła
pasowego osadzonego na osi silnika oraz dużego koła (o średnicy dochodzącej do 4,5m),
która redukuje obroty silnika (najczęściej 1450 obr/min) do 80–90 obrotów na minutę, z jaką
obraca się wał korbowy.
Na osi wykorbienia wału korbowego mocowane jest łożysko długiego korbowodu,
którego drugi koniec mocowany jest do ramy piłowej.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Opisany układ nosi w mechanice nazwę układu korbowo-wodzikowego i jest szeroko
stosowany między innymi w samochodowych silnikach spalinowych i sprężarkach tłokowych.
Rys. 9. Schemat traka wahadłowego – widok z boku, u dołu widok traka z góry [2]
Układ korbowo-wodzikowy zapewnia zamianę ruchu obrotowego silnika napędowego na
ruch posuwisto-zwrotny ramy („tam i z powrotem”).
Piłowanie bloku następuje przez opuszczanie ramy piłowej z piłami w kierunku bloku co
realizuje zespół opadu piły. Blok lub bloki wtaczane są pod piły na wózku trakowym.
Wózek trakowy jest wózkiem szynowym o nośności od 30 do 90 ton, poruszającym się
na szynach pomiędzy stanowiskiem załadunku a strefą piłowania traka. Podczas piłowania
wózek jest mocowany do fundamentu i wyposażony w ustawione pionowo kłonice
zabezpieczające przed przechylaniem i upadkiem płyt przy docinaniu bloku.
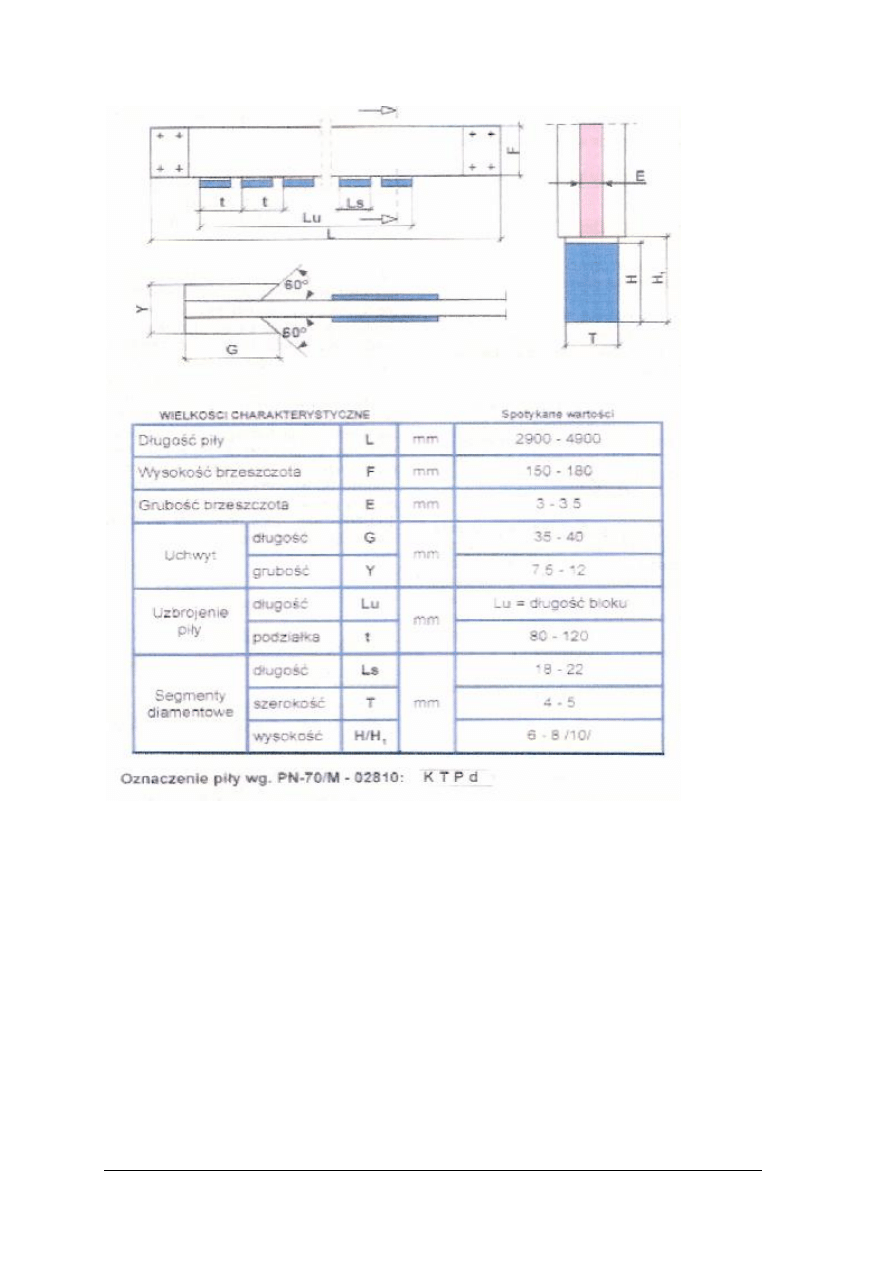
Narzędzia trakowe
Traki wahadłowe pracują w technologii ścierniwa luźnego wykorzystując do tego celu
gładkie piły trakowe. Są one wykonywane z cienkich płaskowników stalowych o grubości
3–6 mm, które odpowiednią sztywność uzyskują dopiero po napięciu w ramie piłowej.
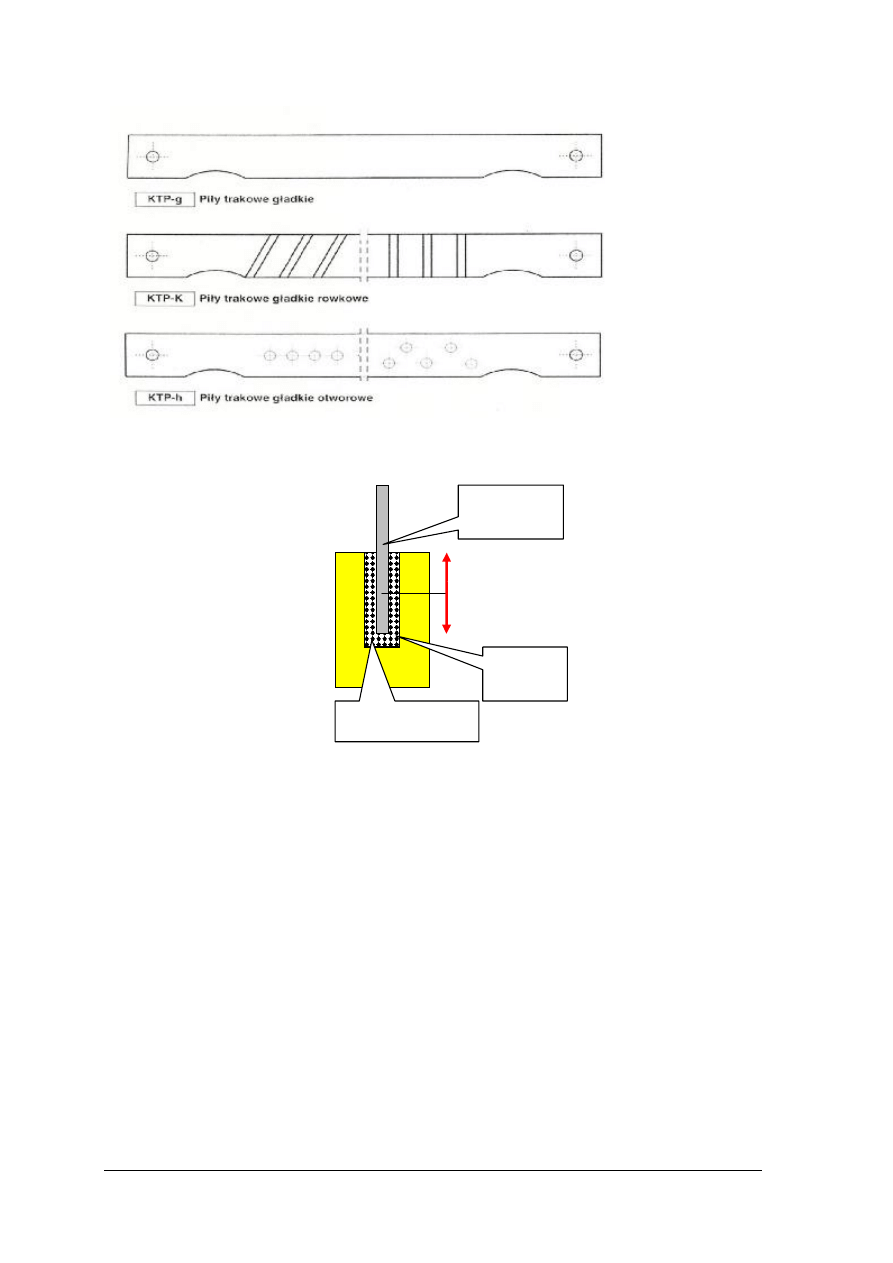
Podstawowe rodzaje pił gładkich przedstawia rys.10.
Piłowanie na traku wahadłowym polega na ciągłym podawaniu ścierniwa (piasku
kwarcowego lub obecnie najczęściej stosowanego piasku stalowego) pod piły, które poruszają
się wahadłowo ruchem posuwisto-zwrotnym, z równoczesnym unoszeniem i podnoszeniem
(góra-dół).
wózek trakowy
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 10. Podstawowe rodzaje gładkich pił trakowych pracujących metodą ścierniwa luźnego
(oznaczenia według PN-70/M-02810)
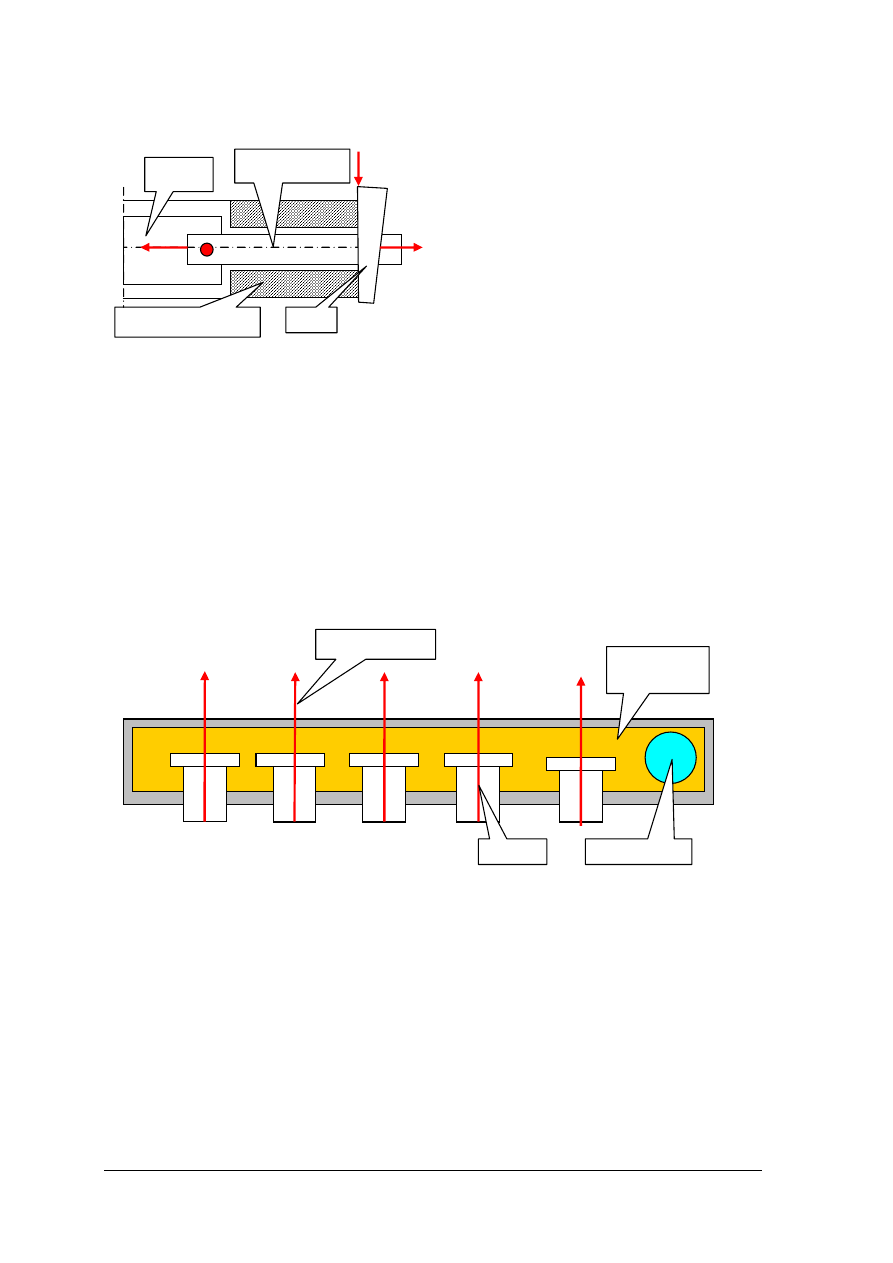
Rys. 11. Przekrój poprzeczny przez szczelinę piłową przy piłowaniu ścierniwem luźnym
Ścierniwo podawane jest pod piły w postaci masy ściernej składającej się ze ścierniwa,
startego kamienia i wody. Dla zwiększenia przyczepności ziaren do pił stosuje się dodatek
w postaci wapna lub gipsu.
W XX wieku masę ścierną z piaskiem kwarcowym podawał ręcznie trakowy, który
podczas jednej zmiany musiał podać na blok kilka ton piasku. Każdą przerwę w podawaniu
było widać na powierzchni płyt w postaci liniowych nierówności i rowków. Obecnie funkcje
tą spełniają automatyczne podawacze masy ściernej. Szerokość szczeliny piłowej jest większa
od grubości samej piły ponieważ ziarna ścierne opadające po jej ścianach muszą się
przedostać pod krawędź tnącą i po drodze ścierają kamień. Im grubsze jest ziarno tym
większe jest poszerzenie szczeliny piłowej.
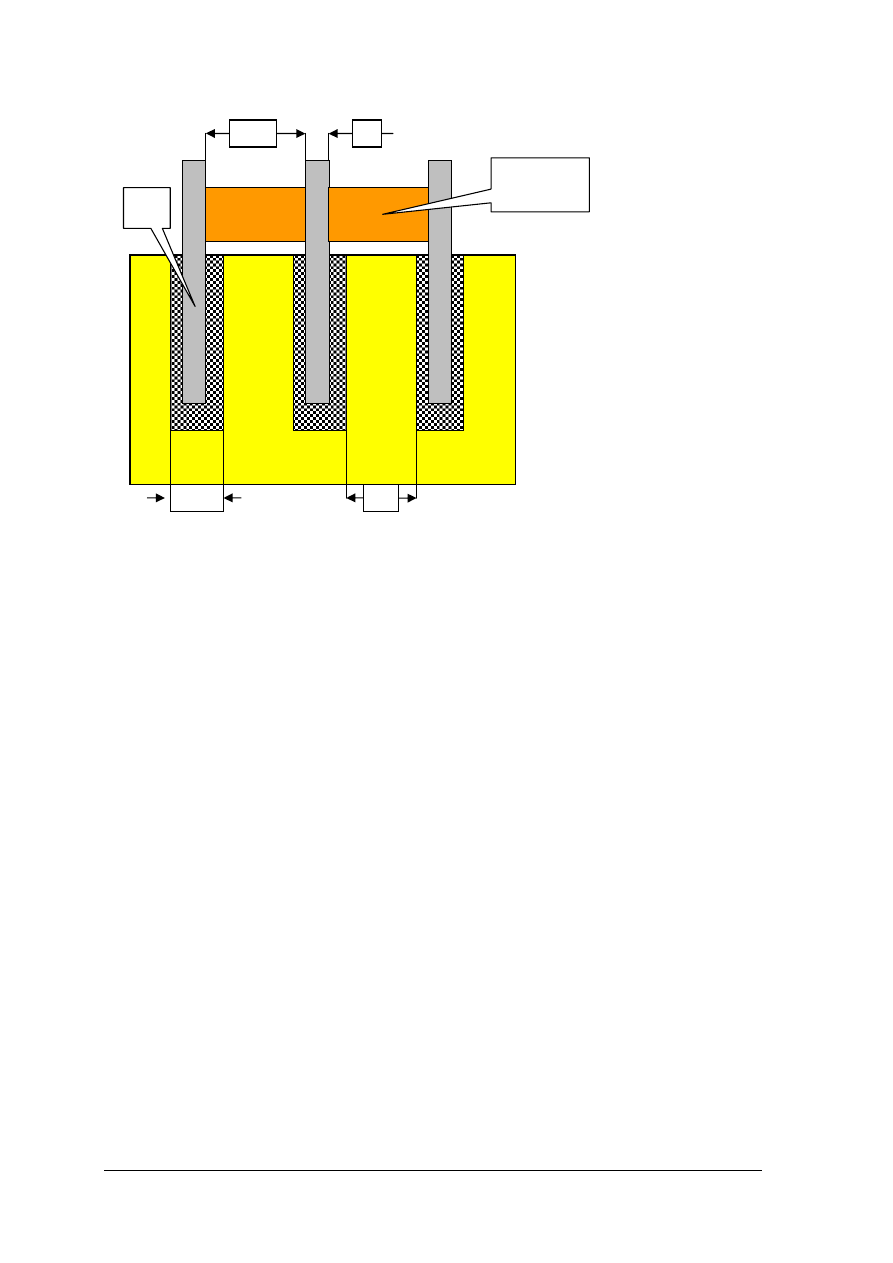
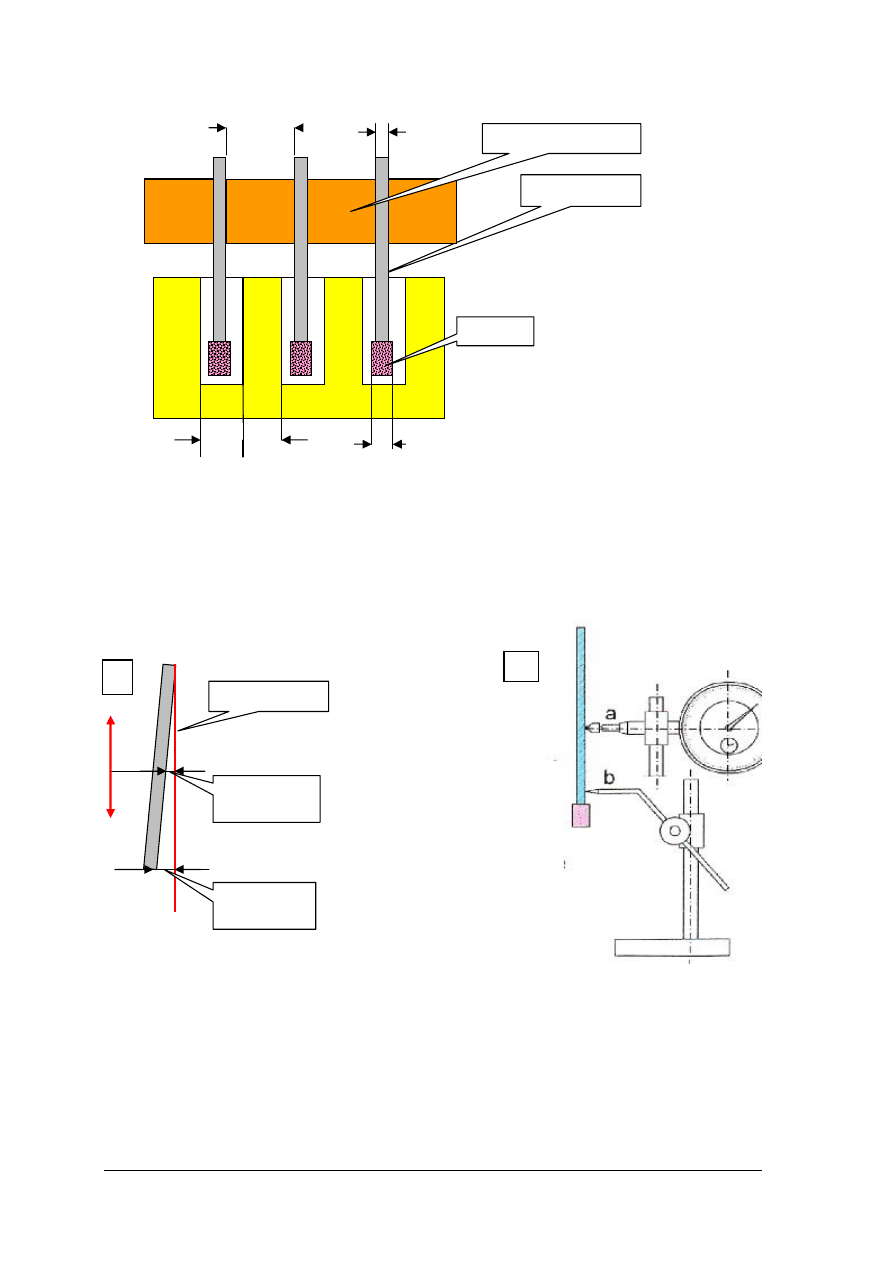
Ustawianie pił trakowych
W wyniku piłowania mamy otrzymać płyty surowe o określonej grubości. Piły o grubości
(T) muszą być rozstawione w taki sposób, aby po przepiłowaniu bloku uzyskać płyty
o grubości (G). Aby otrzymać płyty o jednakowej grubości stosuje się przekładki dystansowe
wkładane pomiędzy brzeszczoty pił.
gładka piła
trakowa
ruch uno-
szenia piły
góra-dół
szczelina piłowa
masa
ścierna
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 12. Rozstawienie gładkich pił trakowych w ramie piłowej traka. Oznaczenia: T-grubość piły SD-grubość
przekładki dystansowej SP-szerokość szczeliny piłowej G-grubość płyty surowej
Ścierniwo
Do piłowania bloków granitowych i twardych piaskowców stosuje się obecnie piasek
stalowy.
Do piłowania stosowane są ziarna okrągłe, łamane lub mieszanki obu rodzajów.
Producenci oferują najczęściej gotowe mieszanki wypróbowane w warunkach
przemysłowych przy piłowaniu różnych materiałów.
Równie ważnym czynnikiem jak dobór ścierniwa jest równomierność podawania masy
ściernej pod piły. Brak ścierniwa pod jedną z pił zestawu może spowodować zatrzymanie
wszystkich pił i/lub krzywienie szczelin piłowych.
W obecnie eksploatowanych i produkowanych trakach wielopiłowych automatyczny
podawacz masy ściernej jest wyposażeniem standardowym.
SD
T
G
przekładka
dystansowa
pił
a
SP
PODSTAWOWE
WZORY:
Szerokość szczeliny
piłowej
SP = T + P gdzie
P-poszerzenie
Grubość przekładki
dystansowej
SD = G+P gdzie
G-grubość płyty surowej
P= 1,6-2,8mm poszerzenie
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
18
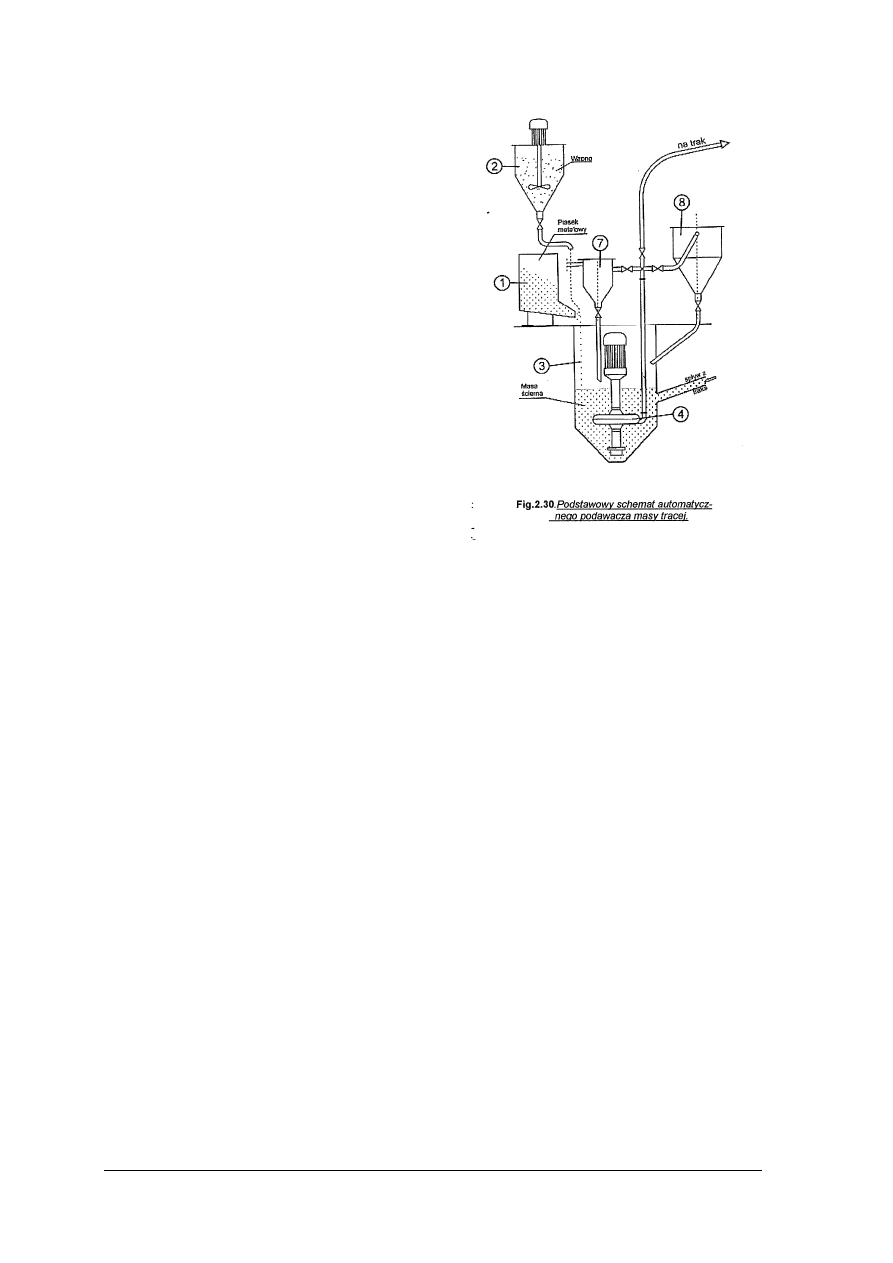
Rys. 13. Schemat automatycznego podawacza masy ściernej na trak [2]
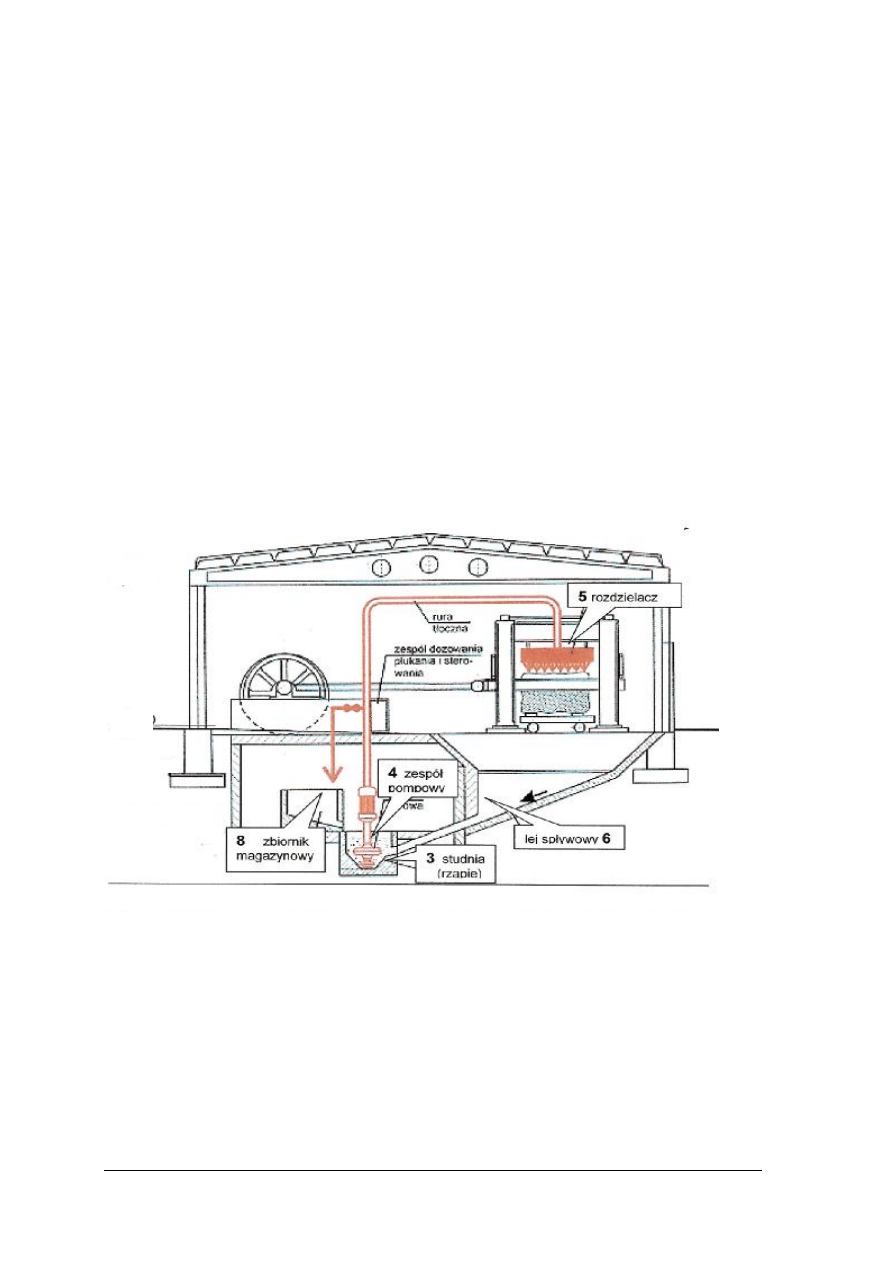
W skład automatycznego podawacza wchodzą (rys. 13 i 14 ):
1. zbiornik piasku stalowego z dozownikiem,
2. zbiornik roztworu wapna z mieszadłem,
3. studnia (rząpie) ścieku spływającego z traka,
4. zespół pompowy wyposażony w pompę wirową(często z mieszaczem ścieku). Pompa
tłoczy masę ścierną do rozdzielacza umieszczonego nad blokiem,
5. rozdzielacz masy ściernej nad piłowanym blokiem, który ma równomiernie rozprowadzić
masę ścierną na powierzchni bloku,
6. kanał spływowy doprowadzający masę spod bloku,
7. płuczka do okresowego płukania masy z nadmiaru startych narzędzi i kamienia,
8. zbiornik magazynowy do którego wprowadzana jest masa ścierna po zakończeniu
piłowania bloku (rys. 14). Przed rozpoczęciem piłowania kolejnego bloku masa ta jest
wpuszczana do rząpia, co skraca czas przygotowania nowej masy ściernej.
Podawacze automatyczne umożliwiają ciągłe podawanie masy ściernej na górę bloku
i pod piły, odbieranie masy spływającej z bloku i podanie masy na blok po uzupełnieniu
składu mieszanki o nowe ścierniwo (rys. 14). Masa ścierna krąży w obiegu zamkniętym a jej
składniki ścierne są systematycznie uzupełniane.
W nowych trakach proces kontroli składu masy ściernej jest sterowany automatycznie
według programu umieszczonego w centrum sterowania traka.
Bezpieczeństwo i higiena pracy
Konstrukcja i sposób działania traka oraz jego wyposażenia stwarzają zagrożenia dla
obsługi i osób znajdujących się w jego pobliżu. Zagrożenie stwarzają duże i szybko
poruszające się elementy: rama piłowa, korbowód, koło zamachowe i przekładnia pasowa.
Podawana na blok masa trąca ma tendencje do rozpryskiwania wokół wózka trakowego
i stwarzania możliwości poślizgów. Podczas pracy powstaje hałas o dużym natężeniu.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Dla zmniejszenia zagrożeń koniecznym jest przestrzeganie poniższych zasad:
1) Do obsługi traków mogą być dopuszczone tylko osoby trzeźwe, znające zasadę działania
traka i sposób jego obsługi, przeszkolone w zakresie bezpieczeństwa i higieny pracy.
Przed przystąpieniem do obsługi traka należy dokładnie przeczytać fabryczną instrukcję
obsługi, zaś w przypadku obsługi nowego traka skorzystać ze szkolenia prowadzonego
podczas rozruchu przez fachowców serwisowych.
2) Trak musi być wyposażony w siatkowe lub blaszane osłony: od czoła ramy piłowej,
wzdłuż korbowodu oraz koła zamachowego. Osłony te stanowią standartowe
wyposażenie nowych traków.
3) Studnia (rząpie) podawacza masy ściernej winno być zabezpieczone barierką.
4) Konstrukcja traka winna być wyposażona w zabezpieczenia przeciwporażeniowe.
Zabronione jest dotykanie elementów konstrukcji mogących przewodzić prąd.
5) Pulpit sterowniczy z wyłącznikiem bezpieczeństwa winien być zlokalizowany w miejscu
łatwo dostępnym, zapewniającym dobrą obserwację pracy traka.
6) Stanowisko trakowego winno być wyposażone w podkład drewniany izolujący od drgań
i mokrej posadzki.
7) Naprawy, wymiana części lub narzędzi, smarowanie lub konserwacja może odbywać się
tylko na unieruchomionym traku, po odcięciu zasilania wyłącznikiem głównym.
8) Trakowy podczas pracy winien być wyposażony w odzież ochronną: kombinezon, buty,
ochronniki słuchu.
Rys. 14. Przekrój trakowni z wahadłowym trakiem piłowym wyposażonym w podawacz masy trącej
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do piłowania jakich rodzajów kamienia zastosujesz trak wahadłowy?
2. W jaki sposób ruch obrotowy wału korbowego przekształca się w ruch wahadłowy ramy
piłowej?
3. W jaki sposób piasek stalowy dostaje się pod krawędź tnącą piły?
4. W jaki sposób powstaje szczelina piłowa i od jakich czynników zależy jej szerokość?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
20
5. Co się stanie jeśli podczas piłowania piasek stalowy nie będzie docierał do jednej
z zestawu pracujących pił?
6. W jaki sposób w automatycznym podawaczu masy uzupełniany jest skład masy ściernej
w świeży piasek stalowy?
7. W jaki sposób podawana jest masa ścierna na górną powierzchnię piłowanego bloku?
8. Do czego służy wózek trakowy?
9. Co zabezpiecza płyty przed przewróceniem po przepiłowaniu bloku umieszczonego na
wózku trakowym?
10. Jakie miejsca w otoczeniu traka stwarzają największe zagrożenia?
11. Jakie zespoły traka muszą być zabezpieczone osłonami?
12. Jakie wyposażenie ochronne winien posiadać trakowy?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na planszy przedstawiającej konstrukcję traka wahadłowego powinieneś:
1) wskazać i nazwać elementy napędu traka oraz opisać ich przeznaczenie,
2) wskazać i nazwać elementy ramy piłowej oraz jej zawieszenia,
3) opisać wpływ długości ramienia zawieszenia R na uniesienie ramy i pił.
Na planszy przedstawiającej automatyczny podawacz masy ściernej powinieneś:
4) wskazać i nazwać elementy podawacza i ich przeznaczenie,
5) oznaczyć drogę masy ściernej od rząpia na górę bloku,
6) opisać drogę spływu masy ściernej z bloku do rząpia,
7) wskazać miejsce dozowania piasku stalowego i wapna.
Na planszy przedstawiającej piły trakowe powinieneś:
8) wskazać i nazwać podstawowe rodzaje pił trakowych
9) opisać sposób przemieszczania się ziaren piasku stalowego po pile w drodze pod krawędź
tnącą piły.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie materiał o konstrukcji traka wahadłowego z podawaczem masy,
2) zapoznać się z planszą urządzenia wskazaną przez nauczyciela,
3) odpowiedzieć na pytania związane z tematyką planszy.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca wahadłowy trak piłowy,
–
plansza przedstawiająca automatyczny podawacz masy ściernej,
–
plansza przedstawiająca rodzaje pił trakowych,
–
prospekty firm produkujących traki i podawacze masy ściernej
[ ]
11 .
Ćwiczenie 2
Wykonaj obliczenia technologiczne związane z rozmieszczaniem i ustawianiem pił
trakowych:
−
Oblicz szerokość przekładki dystansowej SD do piłowania płyt o grubości G=4 cm,
piłami gładkimi o grubości 0,5 cm przy poszerzeniu P=1,2 cm,
−
Oblicz szerokość przekładki dystansowej do piłowania płyt o grubości G=6 cm, piłami
gładkimi o grubości 0,5 cm przy poszerzeniu P=1,2 cm,

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
21
−
Oblicz szerokość przekładki dystansowej do piłowania płyt o grubości G=10 cm, piłami
gładkimi o grubości 0,5 cm przy poszerzeniu P=1,2 cm,
−
Oblicz szerokość przekładki dystansowej do piłowania płyt o grubości G=4 cm, piłami
gładkimi o grubości 0,5 cm przy poszerzeniu P=0,8 cm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie sposób ustawiania i rozmieszczania pił w ramie trakowej oraz wzory
o obliczenia grubości przekładek dystansowych,
2) wykonać obliczenia zadań 2a do 2d,
3) sporządzić i podpisać notatkę z wynikami.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca rozmieszczanie pił trakowych,
–
plansza przedstawiająca piły trakowe,
–
przekładki dystansowe (różne konstrukcje jako przykłady),
–
piły trakowe gładkie i diamentowe (przykłady).
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować sposób działania traka wahadłowego?
2) wskazać, w jaki sposób piasek stalowy dostaje się pod piłę?
3) określić, w jaki sposób powstaje szczelina piłowa?
4) obliczyć szerokość przekładki dystansowej?
5) scharakteryzować sposób działania automatycznego podawacza masy
ściernej?
6) wskazać miejsce dozowania piasku stalowego do obiegu masy ściernej?
7) określić, jakie rodzaje kamienia można piłować na traku wahadłowym i
dlaczego?
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Traki diamentowe (prostoliniowe)
4.3.1. Materiał nauczania
Traki o prostoliniowym ruchu ramy piłowej (bez unoszenia pił), ze względu na rodzaj
narzędzia jakimi się posługują nazywane są trakami diamentowymi.
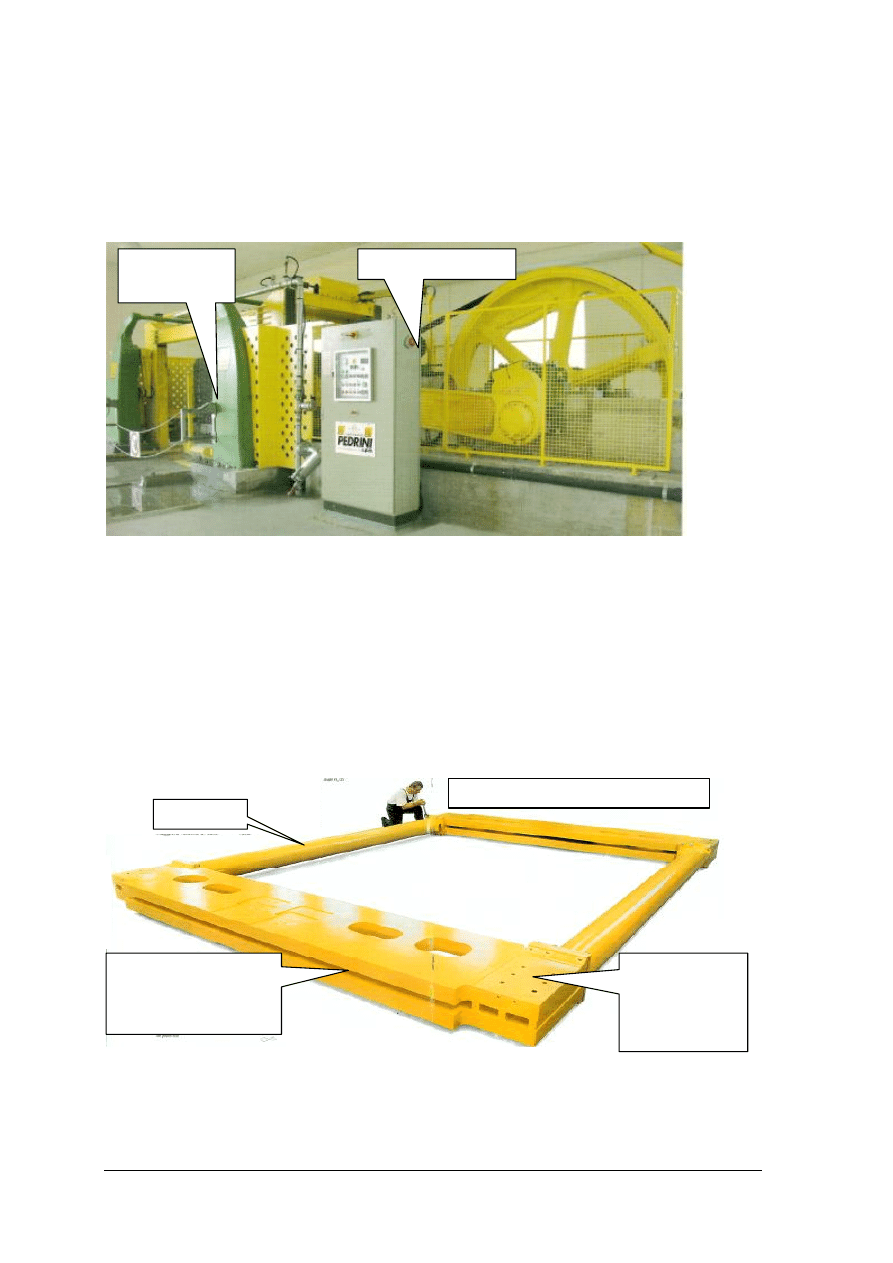
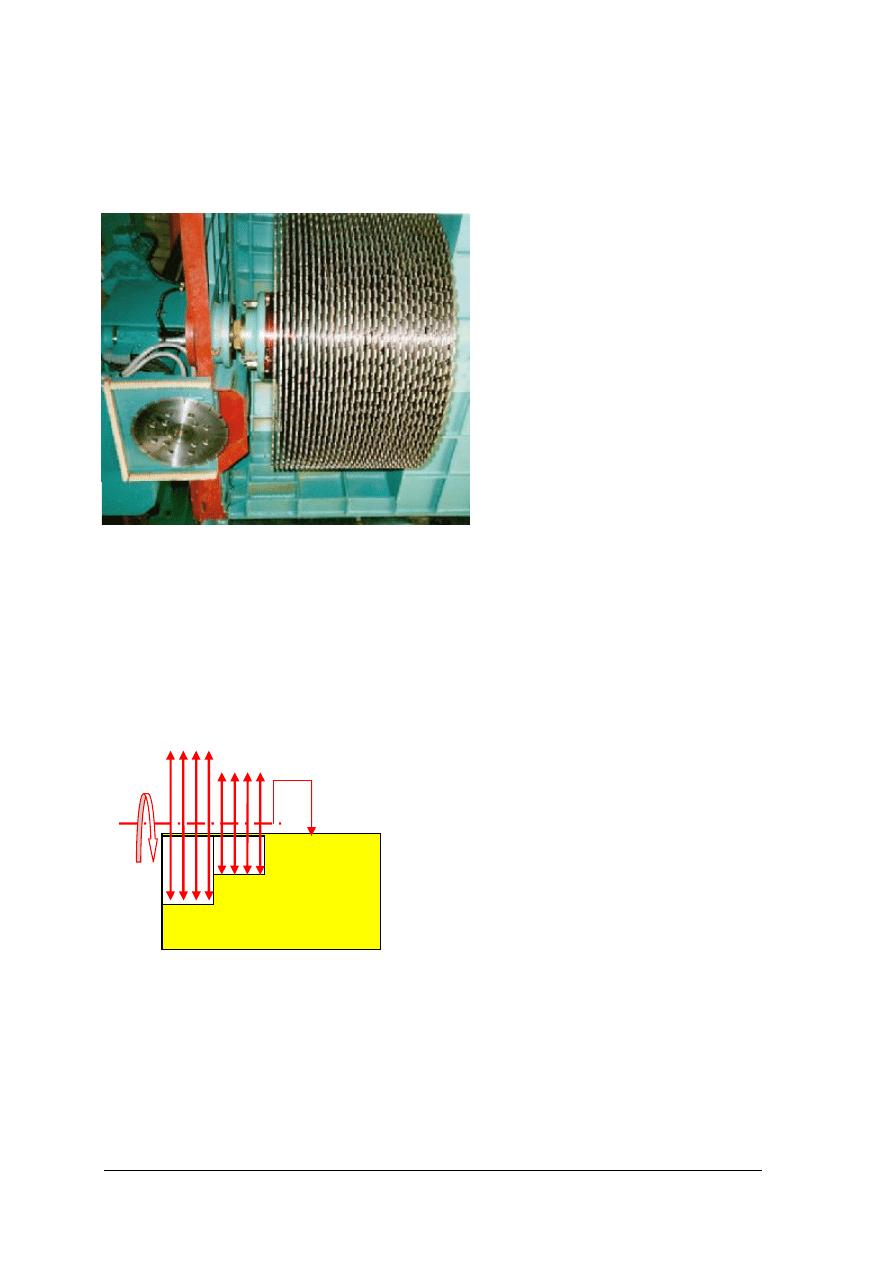
Rys. 15. Widok wielopiłowego traka diamentowego o pionowej ramie piłowej. Widoczny napęd z silnikiem,
przekładnią pasową, duże koło zamachowe i korbowód. Zwróć uwagę na żółte osłony siatkowe i perforowane
osłaniające miejsca niebezpieczne dla osób znajdujących się w pobliżu.
[ ]
11
Traki diamentowe wykorzystują identyczny jak w trakach wahadłowych układ napędu
ramy piłowej z wykorzystaniem układu korbowo-wodzikowego (rys.15).
Różnica polega na zmianie sposobu prowadzenia ramy piłowej: zamiast zawieszenia na
wahaczach rama piłowa z piłami diamentowymi porusza się w prostoliniowych
prowadnicach. Rama piłowa z piłami porusza się poziomo zagłębiając piły w kamień; rzadziej
stosowane są traki o pionowym ruchu piły (jak w trakach do drewna).
Większość traków wielopiłowych wyposażona jest w ramy piłowe pracujące w pozycji
poziomej jak na fotografii poniżej.
Rys. 16. Widok poziomej ramy piłowej ciężkiego traka wielopiłowego do granitu
[ ]
11
Trak pokazany na rys.17 pracuje jedną piłą diamentową poruszającą się poziomo ruchem
posuwisto-zwrotnym i opuszczającą się w kierunku piłowanego bloku. Na przykładzie tego
traka można opisać podstawowe zespoły występujące w większości traków do kamienia:
–
konstrukcja nośna składająca się ze słupów i poziomej belki stężającej,
wózek trakowy
z blokiem
pulpit sterowniczy
dla porównania -tak wygląda człowiek
podłużnica
pomiędzy płytami
nośnymi utworzona jest
szczelina przez którą
przechodzą uchwyty pił
tutaj mocowane
są przeguby
wahaczy
podtrzymujących
ramę
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
23
–
suporty poruszające się w prowadnicach słupów (ruch góra-dół), na rys.17 z prawej
strony suport napędowy (silnik, przekładnia pasowa, korbowody) – z lewej suport
bierny,
–
zespół opadu ramy – widoczny napęd, wały pędniane, przekładnie stożkowe, oraz dwie
pionowe śruby pociągowe podnoszące i opuszczające równocześnie oba suporty,
–
wózek trakowy z przecieranym blokiem, blok ustawiony jest na krawędziakach
drewnianych: zwróć uwagę na pionowe kłonice zabezpieczające odpiłowane płyty przed
przewróceniem,
–
instalację wody chłodzącej, woda podawana jest na piły przez zespół dysz
opuszczających się na blok i podnoszących przy podnoszeniu pił po zakończeniu
przecierania bloku,
–
pulpit sterowniczy, z którego ustala się i kontroluje warunki pracy traka.
Rys. 17. Diamentowy trak dzielący pracujący jedna piłą diamentową
[ ]
11
Diamentowe piły trakowe
Dzięki zastosowaniu pił trakowych zbrojonych segmentami metalowo-diamentowymi,
w skrócie nazywanych piłami diamentowymi, zbędnym staje się unoszenie pił przy każdym
skoku piły. Drobne ziarna diamentowe zawarte w segmentach ścierają kamień i pod piły
podawana jest jedynie woda, która chłodzi piły i usuwa starty kamień ze szczeliny piłowej.
Piła diamentowa składa się z cienkiej taśmy stalowej, która na krawędzi natarcia
zaopatrzona jest w zestaw segmentów.
pulpit
sterowniczy
konstrukcja nośna
zespół opadu ramy
suport napędowy
wózek trakowy
z blokiem
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 18. Piła trakowa zbrojona segmentami matalowo-diamentowymi, z prawej strony przekrój poprzeczny piły
[2]
Segmenty metalowo-diamentowe, zwane dalej segmentami, powstają z drobnych
okruchów i ziaren diamentowych, które miesza się z proszkami, tlenkami i węglikami metali,
prasuje, obrabia cieplnie i kalibruje, otrzymując proste (dla pił) lub łukowe segmenty (do
tarcz tnących) o przekroju prostokątnym. Segmenty te lutowane są do krawędzi brzeszczota
tworząc krawędź tnącą narzędzia (rys.18).
Zwróć uwagę: grubość segmentu (T) jest większa od grubości brzeszota (E) - dla
zabezpieczenia taśmy przed tarciem o piłowany materiał.
Napinanie pił trakowych
Piły trakowe, zarówno gładkie jak diamentowe, ze względu na małą sztywność muszą
być mocno napięte w ramie piłowej, aby z odpowiednią siłą docisnąć do kamienia luźne
ziarna ścierne lub segmenty diamentowe. Stosowane są dwie podstawowe metody napinania
pił: mechaniczna – napinanie za pomocą klinów lub śrub oraz hydrauliczna-napinanie za
pomocą hydraulicznych napinaczy pił.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 19. Schemat klinowego napinania pił [2]
Po drugiej stronie ramy piłowej piła mocowana jest identycznie, jedynie zamiast klina
uchwyt wyposażony jest stały zaczep. Siła napinania piły tym sposobem zależy od kąta
pochylenia klina i siły z jaką trakowy uderza w klin. Aby uzyskać jednakowe napięcie
wszystkich pił w ramie potrzebne jest doświadczenie i dobre ucho.
Prawidłowe napięcie wszystkich pił jest warunkiem otrzymania równo przetartych płyt
bez konieczności zatrzymywania pił w połowie bloku, co najczęściej kończy się
zniszczeniem materiału. Podstawowym mankamentem tego typu napinania jest możliwość
luzowania się klinów lub pojedynczych pił w trakcie piłowania.
Niedogodności te eliminują napinacze hydrauliczne stanowiące standartowe
wyposażenie współczesnych traków wahadłowych i diamentowych.
Rys. 20. Zasada działania hydraulicznego napinacza pił trakowych [2]
Komora ciśnieniowa napinacza napełniana jest gęstym środkiem smarnym, pod jego
ciśnieniem tłoczki wysuwają się na zewnątrz i zmniejsza się objętość elastycznego
akumulatora napełnionego gazem.
W przypadku gdy jedna z pił wydłuży się jej tłoczek wyrówna różnicę napięcia
korzystając z energii rozprężania akumulatora.
Rozstawianie i ustawianie pił
W rozdziale 4.3 został omówiony sposób ustawiania pił gładkich. W przypadku
stosowania pił diamentowych przy obliczaniu grubości przekładki dystansowej musimy
uwzględnić fakt, że segment diamentowy jest szerszy od grubości brzeszczota.
komora
ciśnieniowa
tłoczek
uchwyt piłowy
akumulator
uchwyt piłowy
piła
belka ramy piłowej
klin
Na rys. 19 pokazany jest przekrój belek
nośnych ramy piłowej między którymi
przechodzi uchwyt piłowy. Uchwyt ten łączy
się z piłą za pomocą bolca, z drugiej strony
jest napinany za pomocą stalowego klina
opierającego się o boczne powierzchnie
belek.
Przez wbijanie klina w kierunku pionowym
uzyskuje się poziomą siłę napinającą piłę.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 21. Rozstawienie diamentowych pił trakowych [2]
Rozstawianie pił w ramie piłowej rozpoczyna się od dokładnego ustawienia jednej z pił,
do której dosuwa się pozostałe. Ustawienie polega na wypoziomowaniu krawędzi piły na
przykład za pomocą poziomnicy lub wagi wodnej, a następnie wypionowaniu brzeszczota.
Rys. 22. Schemat pomiaru odchylenia narzędzia od linii wzorcowej (c) oraz stosowane przyrządy pomiarowe:
a. czujnik zegarowy b. znacznik [2]
Na rys. 22. pokazany jest sposób ustawiania i sprawdzania ustawienia piły. Sposób ten
polega na przesuwaniu (tutaj w kierunku pionowym) brzeszczota piły i obserwacji odchyłek
odległości między nim i ostrzem. Ostrze znacznika wykonanego z zaostrzonego pręta
ustawionego na solidnej podstawie (ważne!) wskazuje różnicę między linią wzorcową –
oznaczającą idealne ustawienie narzędzia, a rzeczywistym jego położeniem. Ustawienie
SD
brzeszczot piły
PODSTAWOWE
WZORY :
Szerokość szczeliny
piłowej
SP = T + P gdzie
P-poszerzenie
Grubość przekładki
dystansowej
SD = G+SP-t gdzie
G-grubość płyty surowej
P=0,5-0,8 mm poszerzenie
t = 3-3,5 mm –grubość
brzeszczota piły
przekładka dystanowa
grubość segmentu
szerokość szczeliny piłowej
t
G
T
SP
segment
linia wzorcowa
odchyłka
w punkcie A
odchyłka
w punkcie B
c
d

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
27
polega na takiej zmianie nachylenia brzeszczota narzędzia aby ustawiło się wzdłuż linii
wzorcowej.
Błędne ustawienie spowoduje że narzędzie będzie przesuwać się pod kątem w stosunku
do linii wzorcowej powiększając odchyłkę, co prowadzi do wyginania brzeszczota i cięcia
krzywych płyt.
Do ustawiania gładkich pił trakowych wystarcza zastosowanie znacznika, piły
diamentowe o równych powierzchniach bocznych najlepiej ustawiać za pomocą czujnika
zegarowego.
Zagrożenia przy obsłudze traków piłowych
Konstrukcja traków wahadłowych i prostoliniowych, w których występują części szybko
poruszające i o dużych wymiarach stwarzają istotne zagrożenie dla trakowego i osób
znajdujących się w pobliżu. Podczas pracy traka powstaje również hałas o dużym natężeniu.
Piłowanie odbywa się z udziałem masy ściernej z wodą lub samą wodą, która stykając się
z elementami instalacji elektrycznej może spowodować porażenie prądem.
Zagrożenia te musi znać każdy trakowy i osoby pracujące w otoczeniu traków. Dla
uniknięcia lub zmniejszenia skutków niekorzystnych zdarzeń muszą być spełnione warunki
jak niżej:
1) Do obsługi traków mogą być dopuszczone tylko osoby trzeźwe, znające zasadę działania
traka i sposób jego obsługi, przeszkolone w zakresie bezpieczeństwa i higieny pracy.
2) Przed przystąpieniem do obsługi traka należy dokładnie przeczytać fabryczną instrukcję
obsługi, zaś w przypadku obsługi nowego traka skorzystać ze szkolenia prowadzonego
podczas rozruchu przez fachowców serwisowych.
3) Trak musi być wyposażony w siatkowe lub blaszane osłony: od czoła ramy piłowej,
wzdłuż korbowodu oraz koła zamachowego (rys. 15), osłony te stanowią standartowe
i obowiązkowe wyposażenie traków.
4) Trak musi być wyposażony w sprawnie działające zabezpieczenia przeciwporażeniowe.
Zabronione jest dotykanie elementów konstrukcji mogących przewodzić prąd.
5) Pulpit sterowniczy z wyłącznikiem bezpieczeństwa winien być zlokalizowany w miejscu
łatwo dostępnym, zapewniającym dobrą obserwację pracy traka.
6) Stanowisko trakowego winno być wyposażone w podkład drewniany izolujący od drgań i
mokrej posadzki.
7) Naprawy, wymiana części lub narzędzi, smarowanie lub konserwacja może odbywać się
tylko na unieruchomionym traku, po odcięciu zasilania wyłącznikiem głównym.
8) Trakowy podczas pracy winien być wyposażony w odzież ochronną: kombinezon, buty
ochronniki słuchu.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym różni się trak diamentowy od traka wahadłowego?
2. Z jakich zespołów składa się trak diamentowy, omów przeznaczenie każdego z nich?
3. Jakie rodzaje pił są stosowane do traka diamentowego?
4. Czy poszerzenie szczeliny piłowej P jest większe przy piłowaniu piłami diamentowym
czy gładkimi i dlaczego?
4. Dlaczego piły muszą być napinane z dużą siłą?
5. Jaka jest różnica między klinowym i hydraulicznym napinaniem pił?
6. Jakimi narzędziami ustawia się i sprawdza ustawienie pił?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.3. Ćwiczenia
Ćwiczenie 1
Na planszy przedstawiającej konstrukcję traka diamentowego powinieneś:
1) wskazać i nazwać elementy konstrukcyjne traka (konstrukcja nośna, zespół napędowy,
rama piłowa, zespół opadu ramy, wózek trakowy) oraz opisać ich przeznaczenie,
2) uzasadnić dlaczego rama piłowa musi mieć bardzo mocną i sztywna konstrukcję,
3) wskazać i opisać osłony ruchomych części traka (rama piłowa, koło zamachowe).
Na planszy przedstawiającej diamentową piłę trakową powinieneś:
4) opisać konstrukcję diamentowej piły trakowej i wyjaśnić dlaczego grubość segmentu
diamentowego jest większa od grubości brzeszczota,
5) opisać sposób mocowania piły diamentowej w uchwycie piłowym.
Na planszy przedstawiającej schemat i zdjęcie hydraulicznego napinacza pił trakowych
powinieneś:
6) wyjaśnić zasadę działania napinacza hydraulicznego,
7) wyjaśnić sposób wyrównywania napięcia w przypadku poluzowania jednej z pił
napinanych przez napinacz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeglądnąć prospekty traków i wydawnictwa branżowe zawierające fotografie traków,
pił trakowych i napinaczy,
2) opisać podstawowe zespoły traka, piły trakowej lub napinacza hydraulicznego oraz ich
przeznaczenie, wskazane przez nauczyciela,
3) wskazać elementy zabezpieczające wymagane przy pracy traka (osłony).
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca trak diamentowy
–
plansza przedstawiająca diamentową piłę trakową
–
plansza przedstawiająca hydrauliczny napinacz pił
–
materiały informacyjne producentów traków
[ ]
11
–
periodyki i wydawnictwa branżowe
[
]
10
,
9
,
8
Ćwiczenie 2
Wykonaj obmiar bloku wyznaczonego przez nauczyciela a następnie powinieneś
wykonać pełne obliczenia technologiczne do obróbki trakowej (od bloku do płyty surowej).
1) ustal rodzaj materiału i wymiary nominalne dostarczonego bloku surowego (długość,
szerokość, długość),
2) oblicz objętość (m
3
) i masę bloku (kg),
3) oblicz czas piłowania bloku o zmierzonej wysokości (H) przy założeniu opadu p=20
cm/h,
4) oblicz ilość pił, które zmieszczą się na zmierzonej szerokości bloku (B) przy założonej
grubości płyt surowych G= 4 cm i szczelinie piłowej SP= 0,8 cm,
5) oblicz wydajność godzinową traka wykorzystując dane z punktów 3–4,
6) ustal wymiary płyty surowej i oblicz jej masę przyjmując gęstość γ = 2600 kg/m
3
.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie zasady wykonania obmiaru bloku oraz obliczenia masy płyty,
2) wykonać obmiar bloku,
3) wykonać obliczenia technologiczne,
4) sporządzić notatkę z wynikami obliczeń.
Wyposażenie stanowiska pracy:
–
blok kamienia o objętości min. 0,5 m
3
,
–
podkłady drewniane do ustawienia bloku,
–
przymiar liniowy 3 m.
Ćwiczenie 3
Wykonaj obliczenia do tabeli ciężaru płyt z różnych materiałów, o różnej grubości
i wielkości, według danych otrzymanych od nauczyciela:
1) oblicz masę płyt o powierzchni 1 – 1,5 – 2 – 2,5 m
2
i grubości 1,2,3,4,5,6,7,8,9,10 cm dla
wyznaczonego przez nauczyciela materiału:
1a. dla granitów przyjmując γ = 2650 kg/m
3
1b. dla sjenitów przyjmując γ = 2750 kg/m
3
1c. dla gabro przyjmując γ = 2900 kg/m
3
1d. dla marmuru przyjmując γ = 2700 kg/m
3
1e. dla piaskowca twardego przyjmując γ = 2650 kg/m
3
1f. dla wapienia lekkiego przyjmując γ = 1200 kg/m
3
2) wspólnie z kolegami wykonaj tabele dla każdej grupy materiałów(a-f), grubości od 1–2,5
m
2
. Tabele te po sprawdzeniu i powieleniu powinieneś przekazać kolegom, którzy przyczynili
się do ich realizacji (tabele te przydadzą się również po ukończeniu nauki ).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) uzgodnić z kolegami sposób wykonania obliczeń, w taki sposób, aby najłatwiej
wykorzystać je do wykonania tabeli zbiorczej,
2) wykonać obliczenia,
3) sprawdzić i zestawić wyniki w tabeli zbiorczej,
4) powielić tabelę zbiorczą i rozdzielić pomiędzy uczniów.
Wyposażenie stanowiska pracy:
–
puste tabele do wpisania wyników obliczeń uczniów,
–
kalkulatory lub inne urządzenia liczące,
–
periodyki i wydawnictwa branżowe
[
]
10
,
9
,
8
.
4.3.4.Sprawdzian postępu
Czy potrafisz:
Tak
Nie
1) opisać sposób klinowego i hydraulicznego napinania diamentowych pił
trakowych?
2) scharakteryzować konstrukcję i sposób działania traka diamentowego?
3) określić, w jaki sposób piła trakowa zagłębia się w blok kamienia?
4) scharakteryzować sposób pracy segmentu diamentowego piły trakowej
pracującego w szczelinie piłowej z udziałem wody?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
30
5) określić sposób wykorzystania znacznika i czujnika zegarowego przy
ustawianiu pił trakowych?
6) ustalić i zmierzyć wymiary nominalne bloku kamiennego?
7) określić, jakie rodzaje kamienia można piłować na traku diamentowym
i dlaczego?
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Piły wielkotarczowe
4.4.1. Materiał nauczania
Piły (traki) wielkotarczowe służą do rozcinania bloków kamiennych na grube płyty,
formowania bloków lub nadawania elementom płytowym różnych kształtów przestrzennych.
Od traków piłowych różni ich sposób pracy i wynikająca z niego konstrukcja.
Narzędziem pracy jest diamentowa tarcza tnąca o dużej średnicy – od 1000 do 3500 mm
–4000 mm. Zgodnie z zasadami poddanymi w rozdziale 4.3.1 nazwa narzędzia nadaje nazwę
obrabiarce. W praktyce warsztatowej często określana jest jako piła lub piła tarczowa.
Diamentowa tarcza tnąca
Diamentowa tarcza tnąca pokazana na rys. 21. zamiast ruchu posuwisto-zwrotnego piły
trakowej wykonuje szybki ruch obrotowy względem swojej osi i zagłębiając się w kamień
powoduje jego rozcinanie. O ile średnia szybkość piły diamentowej mieści się w granicach
1,2–2 m/s – to szybkość na obwodzie tarczy wynosi od 25 do 60 m/s. Kilkunastokrotnie
większa szybkość z jaką segmenty diamentowe tarczy wcinają się w kamień powoduje
znaczny wzrost wydajności cięcia.
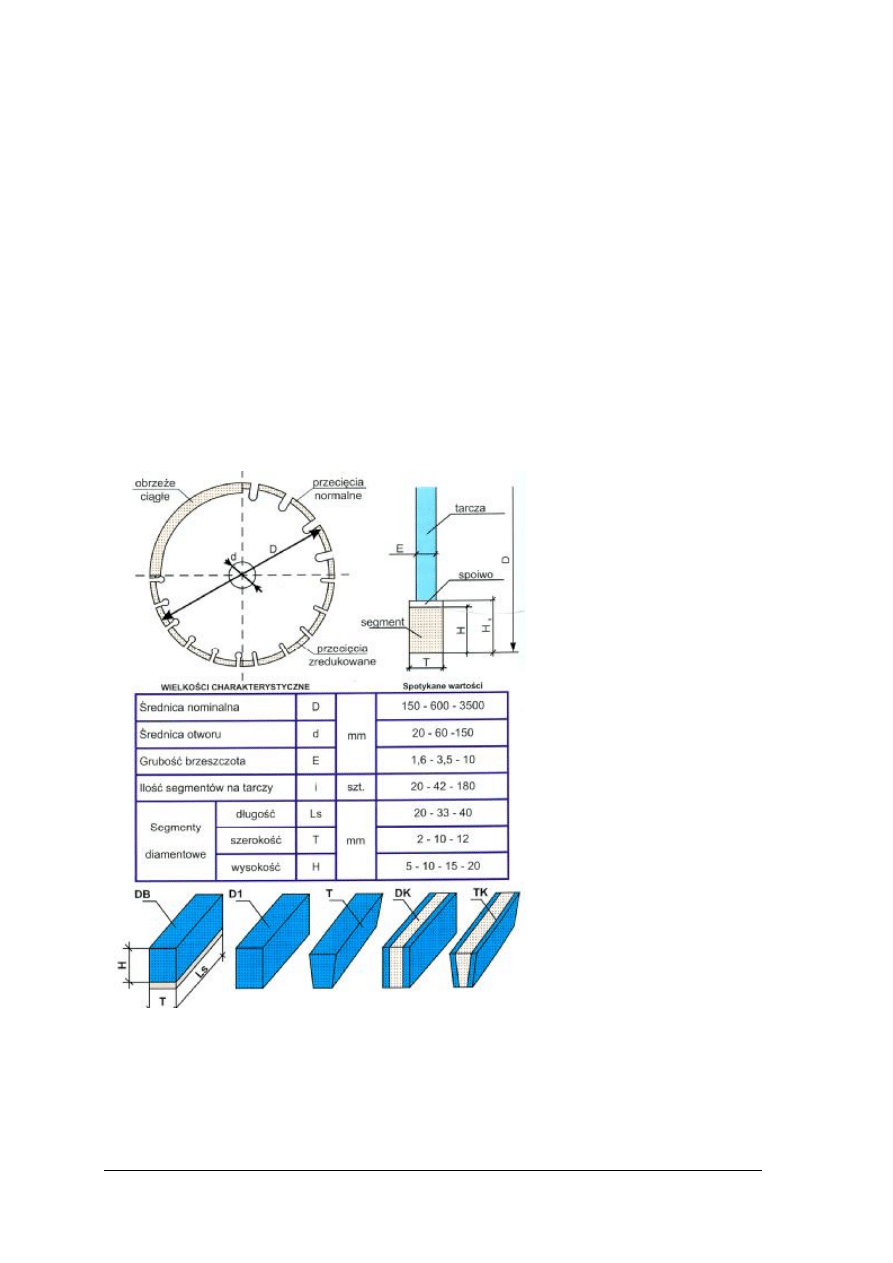
Rys. 23. Diamentowa tarcza tnąca i podstawowe dane techniczne [2]
.
Tarcza składa się ze stalowego dysku o grubości (E) z otworem (d), na obwodzie którego
lutowane jest obrzeże złożone z segmentów diamentowych. Segmenty mają różną długość
i różne rozstawienie. Grubość segmentu (T) jest zawsze większa od grubości tarczy (E), co
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
32
zabezpiecza ją przed tarciem o rozcinany materiał. Obrzeże ciągłe jest najczęściej nakładane
na drodze galwanicznej.
Im większe jest zagęszczenie segmentów na obrzeżu tym dokładniejsze jest cięcie i jakość
ciętej powierzchni, natomiast zmniejsza się wydajność cięcia.
Warunki pracy tarczy tnącej
Diamentowe tarcze tnące są narzędziami najczęściej stosowanymi w obróbce kamienia,
od ręcznych pilarek, przez przecinarki tarczowe do traków tarczowych. Rzadziej stosowane są
tarcze karborundowe na spoiwie mineralnym lub bakelitowym. Bez względu na konstrukcję
i wymiary podlegają tym samym zasadom i warunki ich pracy są określane za pomocą
dwóch podstawowych wielkości:
Prędkość obwodowa. Każdy punkt na obwodzie tarczy o średnicy D podczas jednego
obrotu pokonuje drogę równą jego obwodowi π x D. Przy n obrotach na minutę droga ta jest
n razy dłuższa. Prędkość obwodową najczęściej podaje się w metrach na sekundę.
Wzór podstawowy:
[ ]
s
m
xDxn
V
/
60
π
=
gdzie: D-średnica tarczy w (m) , n-obroty tarczy (obr./min).
Dla każdego rodzaju kamienia producenci narzędzi podają zalecaną prędkość obwodową
przy której uzyskuje się największą wydajność cięcia, przy najmniejszym zużyciu tarczy.
Wydajność minutowa Z – jest wielkością charakterystyczną dla przecinanego materiału.
Podaje ona jaką powierzchnię (w cm
2
) można przeciąć tarczą w ciągu jednej minuty.
Powierzchnie taką można obliczyć mierząc głębokość cięcia (zagłębienie tarczy) i posuw
czyli szybkość jej przemieszczania według wzoru:
[
]
min
/
100
2
cm
p
x
g
x
Z
=
gdzie g–głębokość cięcia (cm), p–posuw minutowy (m/min).
Wykorzystując ten wzór można obliczyć posuw(p) mając dane (Z+g) lub głębokość (g) mając
dane (Z+p).
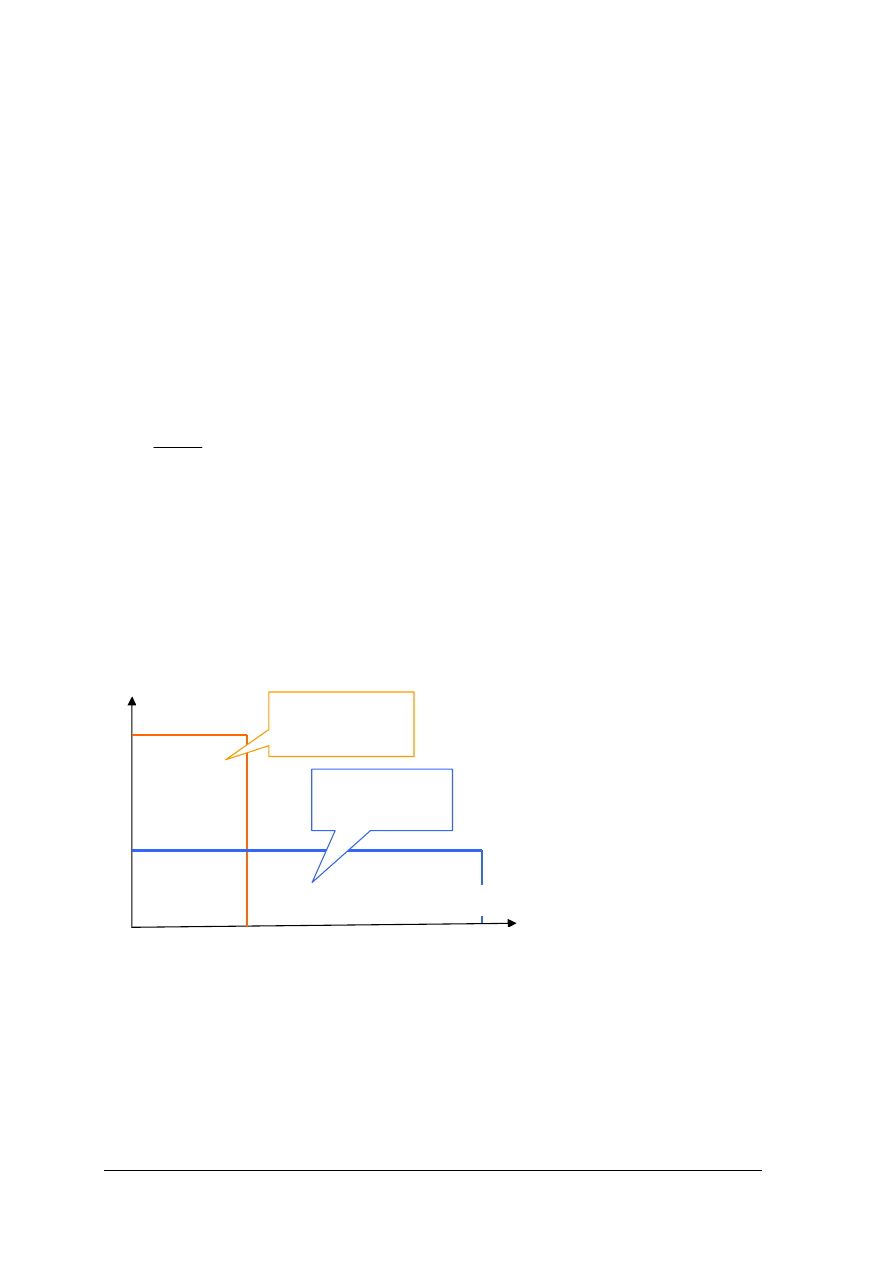
Rys. 23. Graficzna interpretacja wydajności minutowej
Chłodzenie tarczy. Cięcie tarczą diamentową odbywa się w warunkach intensywnego
chłodzenia wodą. Woda chłodzi tarczę rozgrzaną przez tarcie o kamień oraz usuwa starty
materiał ze szczeliny piłowej. Woda musi być podawana przy wlocie do szczeliny piłowej,
w miejscu gdzie tarcza wchodzi w materiał. Korzystnym jest zastosowanie końcówek
widlastych podającej wodę na boczne powierzchnie tarczy.
Dla najczęściej stosowanych tarcz o średnicach 300–500 mm podaje się wodę w ilości
10–15 l/min.
g(cm)
posuw
głębokość cięcia
Z=100.p.g
MARMURY
-pełna głębokość(g)
-mały posuw (p)
GRANITY
-mała głębokość(g)
-duży posuw (p)
p(m/min)
Zwróć uwagę! na rys.22
prostokąt p x g jest polem
powierzchni Z(mnożnik 100
wynika jedynie z przeliczenia
jednostek).
Praktyka
warsztatowa
wykazała, że marmury lepiej
jest ciąć na pełną grubość
płyty, natomiast granity tnie
się przy małym zagłębieniu
tarczy,
lecz
z
większym
posuwem.
Dla
granitów
stosuje się cięcie skokowe: po
każdym cięciu tarczę obniża
się o głębokość kolejnego
cięcia (g).
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Produkowane są również diamentowe tarcze do cięcia na sucho, stosowane najczęściej do
ręcznych pilarek lub przecinarek przejezdnych (wycinanie betonu lub asfaltu na drogach).
Ustawianie tarcz
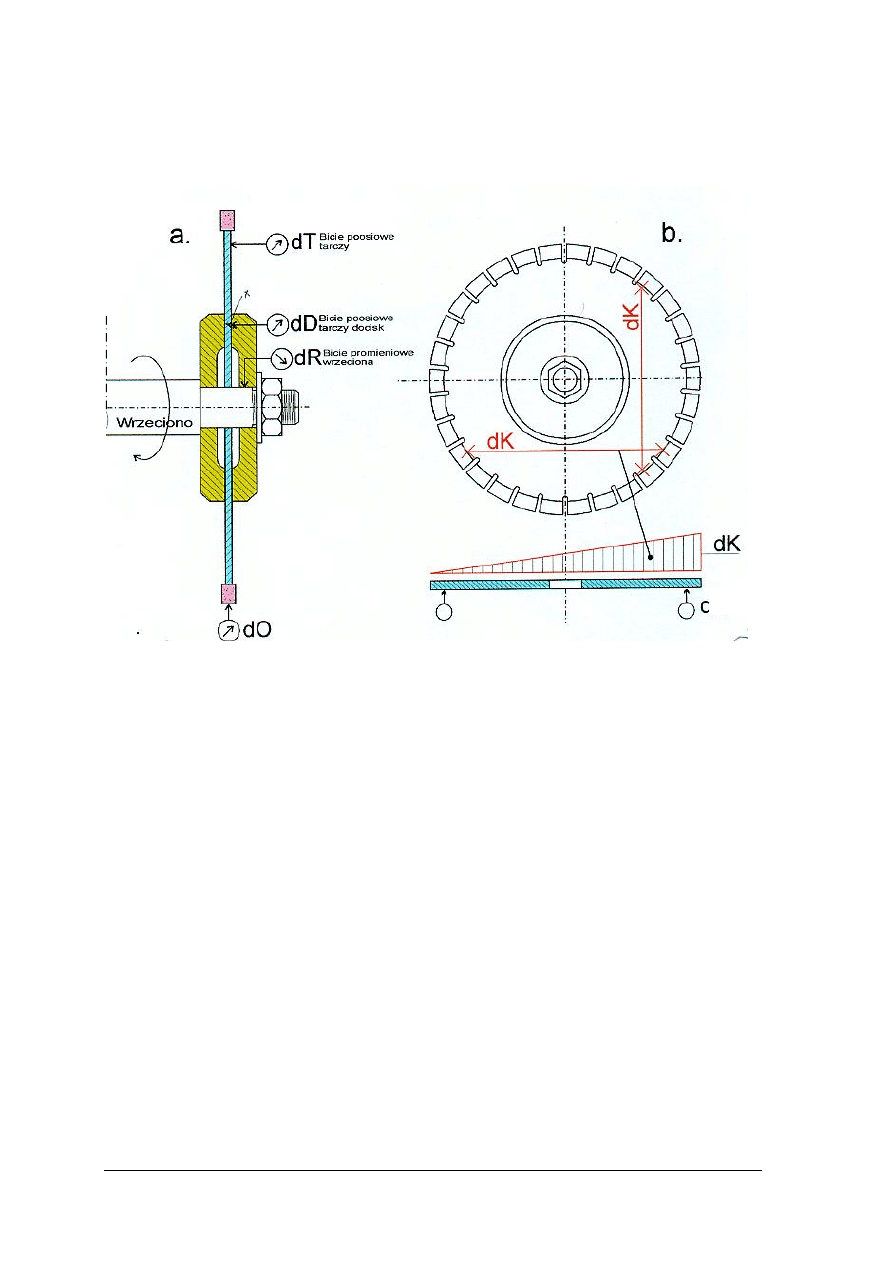
Rys. 24. Oznaczenie odchyłek występujących przy ustawianiu diamentowej tarczy tnącej
Do ustawiania tarcz i ustalania odchyłek wykorzystuje się przyrządy pokazane na rys.
22c,d. Odchyłki oznaczone są umownie literą „d”, z dodaniem litery określającej jej rodzaj.
Zalecana kolejność czynności przy ustawianiu i montażu tarcz:
1) przed założeniem tarczy sprawdź przy pomocy czujnika czy łożyska wrzeciona są
w dobrym stanie (bicie promieniowe - odchyłki mierzone wzdłuż promienia - odchyłka
dR),
2) po oczyszczeniu powierzchni stykowych tarcz dociskowych umieść tarczę na wrzecionie
zwracając uwagę na strzałkę wskazującą kierunek obrotu, załóż i dokręć nakrętkę,
3) obracając ręcznie tarczę sprawdź bicie posiowe dysku tarczy dT,
4) obracając tarczę jak wyżej sprawdź, czy tarcza nie ma tendencji do szkodliwych skoków
(góra-dół)-odchyłka dO, przed ewentualną reklamacją sprawdź czy powodem nie jest za
duży otwór w tarczy lub źle dobrana wkładka redukcyjna,
5) przesuwając tarczę lub czujnik w płaszczyźnie dysku tarczy sprawdzić, czy kierunek
ruchu wózka lub tarczy jest zgodny z kierunkiem cięcia (odchyłka kierunku dK), jest to
najważniejsza odchyłka, która może spowodować wygięcie tarczy lub zniszczenie płyty.
To sprawdzenie należy wykonać co najmniej dwukrotnie: jak pokazano na rys. 23b linię
sprawdzenia należy prowadzić bezpośrednio pod tarczą dociskową, przy dwóch
wzajemnie prostopadłych ustawieniach tarczy.
Podany sposób ustawiania dotyczy wszystkich tarcz tnących od najmniejszych
stosowanych
w
przecinarkach
formatowych
do
największych
stosowanych
w
wielkośrednicowych trakach tarczowych. Dokładne ustawienie narzędzia stanowi gwarancję
jego prawidłowej pracy: uzyskania równych powierzchni przecięcia oraz mniejszego zużycia
drogiego narzędzia diamentowego.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
34
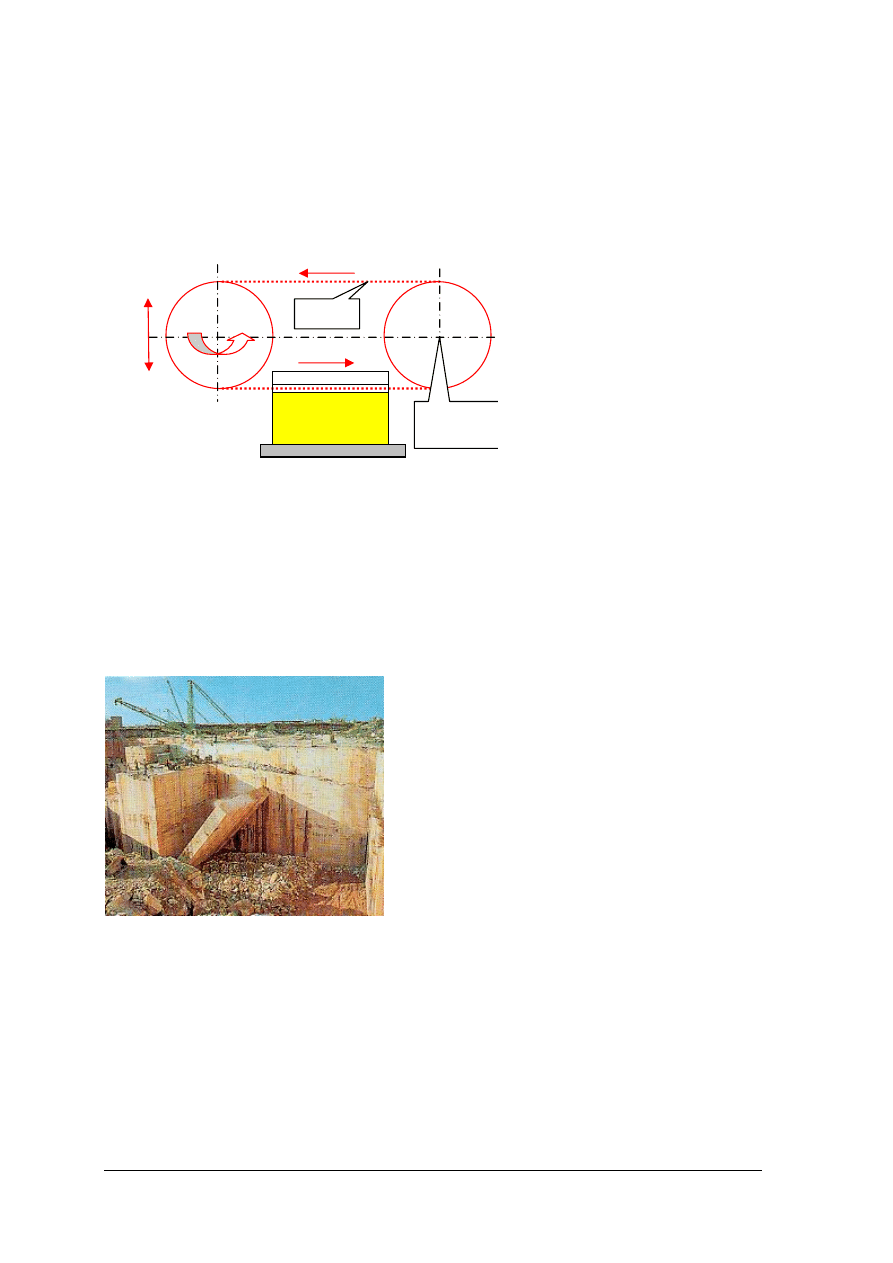
Piły wielkotarczowe – konstrukcja
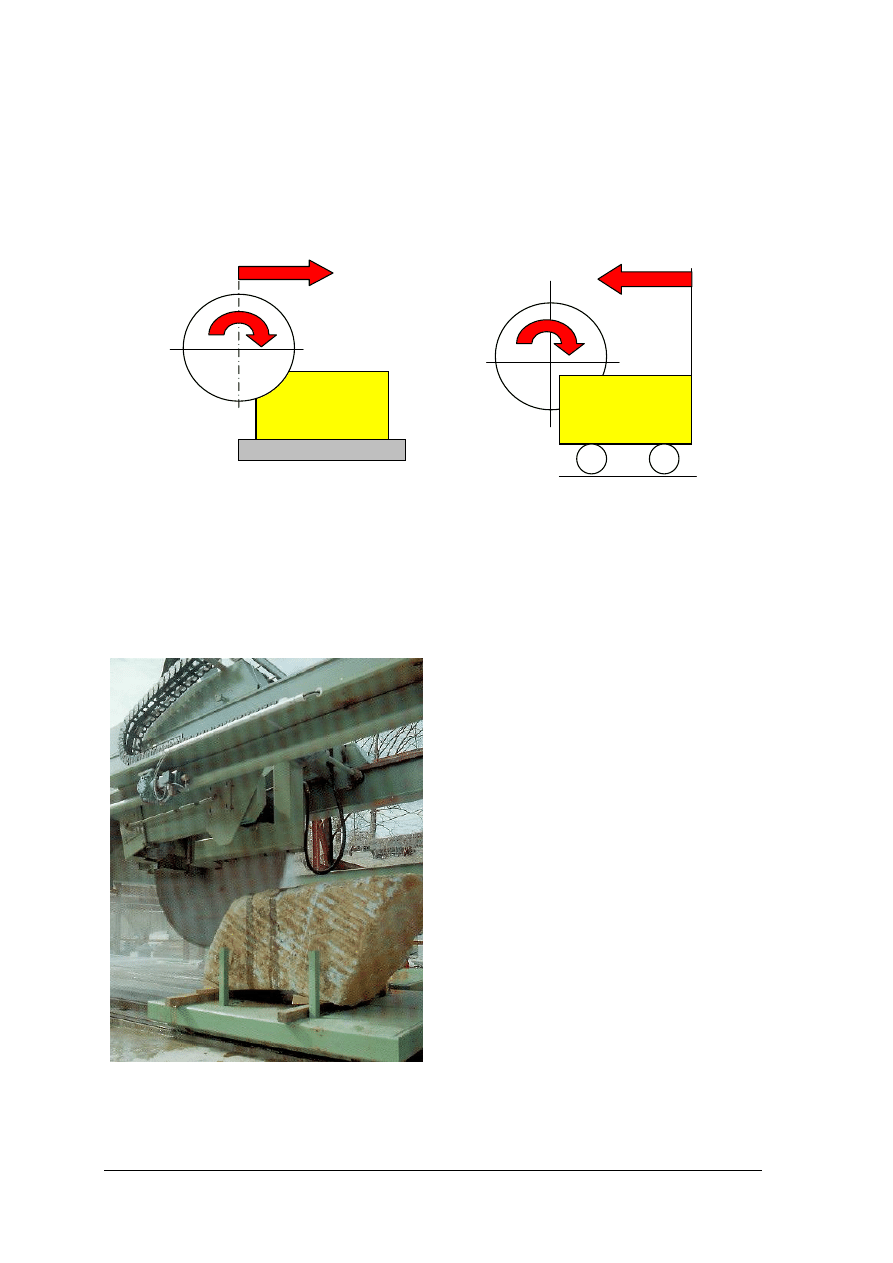
Podstawową cechą pił tarczowych jest obrót tarczy tnącej, co określane jest jako ruch
główny, bez tego ruchu cięcie jest niemożliwe. Podobnie jak traki piłowe – traki tarczowe
posiadają szereg odmian polegających na innych rozwiązaniach konstrukcyjnych. Aby
rozciąć blok tarcza musi przesuwać się w jego kierunku lub blok w kierunku tarczy (zasada
zamienności ruchu).
Rys. 25. Porównanie odmian pił wielkotarczowych a. piły suportowe b. piły wózkowe [2]
Na rys. 26. pokazana jest suportowa piła tarczowa rozcinająca blok granitowy tarczą
Ø2000 mm. Blok spoczywa na znanym już wózku trakowym wyposażonym w kłonice
chroniące przed wywróceniem się odciętych płyt. Dla wykonania kolejnego cięcia suport
przesuwany jest na moście suportowym prostopadle do płaszczyzny tarczy diamentowej.
Przesunięcie to nazywamy ruchem ustawczym, który umożliwia ustawianie grubości
odcinanej płyty.
Rys. 26. Suportowy trak tarczowy do granitu
[ ]
11
a
b
Ustawienie tarczy w linii cięcia ułatwia
najczęściej promień lasera (czerwony –
dobrze widoczny na powierzchni bloku),
który wskazuje miejsce wejścia tarczy
w materiał.
Zwróć uwagę: po lewej stronie tarczy na
zdjęciu widoczna jest widlasta końcówka
rury doprowadzające wodę na tarczę
w miejscu jej wejścia w blok.
Zwróć uwagę: blok ustawiony jest na
drewnianych krawędziakach i podbity
klinem drewnianym. Zabezpiecza to przed
przechyleniem bloku po odcięciu płyty
w miejscu podparcia bloku.
Na rys. 26. pokazany jest wózkowa piła
tarczowa
polskiej
produkcji.
Wózek
trakowy z blokiem przesuwany jest za
pomocą długiego siłownika (cylindra)
hydraulicznego. Ruch ustawczy tarczy
(przesuwanie
dla
uzyskania
płyt
o określonej grubości) wykonuje suport.
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Piły wielotarczowe
Piły wielotarczowe pracują na tej samej zasadzie jak piły wielkotarczowe różnią się
ilością tarcz tnących mocowanych na jednym wrzecionie. Traki wielotarczowe stosowane są
głównie w technologii paskowej, przy wycinaniu z bloków pasków o grubości od 1–1,2 cm
(czasem jeszcze cieńszych).
Rys. 27. Suport narzędziowy piły wielotarczowej
Przy omawianiu traków wielotarczowych należy opisać dowcipny sposób w jakie włoscy
kamieniarze rozwiązali problem wyginania się tarcz diamentowych o średnicy 1600 mm, które
często krzywiły się podczas cięcia granitu. Metoda ta nosi nazwę system SCALETTA i polega
na zakładaniu na wrzeciono traka tarcz o różnych średnicach. Tarcze o mniejszej średnicy
nacinają pionowe szczeliny do połowy głębokości. Wtedy cały zestaw tarcz przesuwany jest w
prawo (rys. 28), tarcze większe wchodzą w wykonane już nacięcia i docinają materiał do pełnej
głębokości, zaś tarcze mniejsze wykonują kolejne nacięcie wstępne.
Rys. 28. Schemat nacinania bloków tarczami w systemie Scaletta [2]
Zagrożenia przy pracy pił wielkotarczowych
Zagrożenia występujące przy stosowaniu pił wielkotarczowych wynikają głównie
z szybkiego ruchu obrotowego tarczy tnącej, która bez trudu potrafi przeciąć nie tylko twardy
blok granitowy. Spod tarczy tnącej wylatuje strumień wody ze startymi kawałkami kamienia.
Ruchome wózki trakowe zagrażają osobom znajdującym się na torowisku. Części metalowe
stykające się z wodą oraz elementami instalacji elektrycznej mogą spowodować porażenie
prądem elektrycznym.
Na rys. 27 pokazany jest suport
narzędziowy piły wielotarczowej
niosącej 32 tarcze diamentowe
Ø1600 mm oraz tarczę odcinającą
Ø400. Trak przeznaczony do
wycinania pasków granitowych o
grubości od 1cm i szerokości do
60 cm. Zgodnie z zasadami
obróbki granitu nacina blok
małymi
zagłębieniami
(1–1,2
mm) przy posuwie p=0,9–1,2 m/s.
Po nacięciu pasków włączana jest
tarcza odcinająca, która odcina
paski od bloku.
Traki wielotarczowe realizowane
są w wersjach dwu- lub cztero
słupowej.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Dla uniknięcia lub zmniejszenia możliwości wystąpienia tych zagrożeń opracowano
zasady mieszczące się w instrukcjach bhp:
1) Do obsługi traka mogą być dopuszczone tylko osoby znające jego sposób działania,
sposób ustawiania i mocowania bloków, osoby sprawne (zwłaszcza trzeźwe) i znające
zagrożenia występujące na tym stanowisku.
2) Zakładanie i zdejmowanie tarcz tnących oraz czynności pomocnicze w obrębie traka
mogą się odbywać się tylko przy wyłączonym napięciu zasilania (wyłącznik główny
obrabiarki).
3) Zdejmowanie odciętych płyt z wózka może się odbywać dopiero po unieruchomieniu
tarczy, nie wolno podtrzymywać odcinanej płyty podczas cięcia.
4) Nakrętka zaciskająca tarczę tnącą pomiędzy tarczami dociskowymi musi być dokręcona
kluczem, najlepiej dynametrycznym, gwarantującym pewne zamontowanie narzędzia.
5) Przekładnie pasowe muszą być osłonięte osłonami (najlepiej siatkowymi).
6) Największe zagrożenia występują w płaszczyźnie pracy tarczy, z tego względu podczas
cięcia nikt nie może przebywać w tej strefie.
7) Pulpit sterowania z wyłącznikiem bezpieczeństwa musi być zlokalizowany poza tą
strefą, w miejscu dostępnym i zapewniającym dobrą obserwację miejsca cięcia.
8) Nie wolno dotykać elementów traka mogących mieć kontakt z instalacją elektryczną
traka.
9) Trakowy podczas pracy winien być wyposażony w odzież ochronną: kombinezon
(najlepiej wodoodporny), okulary ochronne i buty gumowe.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Dlaczego diamentowa tarcza tnąca ma większą wydajność cięcia niż piła trakowa?
2.
Jak wpływa zagęszczenie segmentów diamentowych na obwodzie tarczy na jakość
i wydajność cięcia?
3.
Jak należy rozcinać płyty marmurowe, a jak granitowe?
4.
Ile wody chłodzącej i w jaki sposób należy podać pod tarczę podczas cięcia?
5.
Jak na jakość cięcia wpływa dokładność ustawienia wrzeciona i tarcz dociskowych?
6.
W jaki sposób sprawdzisz czy wózek z rozcinaną płytą porusza się dokładnie
w płaszczyźnie cięcia tarczy?
7.
Opisz elementy i sposób działania hydraulicznego napędu wózka?
8.
Jaki trak zastosujesz do wycinania cienkich (1cm) pasków z bloku?
9.
Jakie zagrożenia występują przy pracy traka tarczowego?
10. Jakie winno być wyposażenie trakowego pracującego na traku tarczowym?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj obliczenia technologiczne związane z cięciem kamienia za pomocą
diamentowych tarcz tnących.
1. Oblicz prędkość obwodową tarczy diamentowej o średnicy D=800 mm jeśli obroty
wrzeciona według dokumentacji piły wynoszą n=900 obr/min. Sprawdź czy prędkość ta
mieści się w granicach podanych w tab.1 dla piaskowców twardych.
2. Jakie obroty winna mieć piła tarczowa D=600 mm rozcinająca płytę twardego marmuru
o grubości 3 cm (cięcie w jednym przejściu).
3. Oblicz posuw minutowy (p) dla materiału o minutowej wydajności cięcia Z=300 cm
2
/min
przy grubości płyty g= 3 cm.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie podstawowe wzory na prędkość obwodową tarczy tnącej,
2) wykonać obliczenia i zapisać je w formie notatki.
Wyposażenie stanowiska pracy:
–
plansze z podstawowymi wzorami obliczeniowymi,
– plansza z diamentową tarczą tnącą.
Ćwiczenie 2
Na planszy przedstawiającej trak wielkotarczowy powinieneś:
1) wskazać i nazwać główne zespoły traka (konstrukcja nośna, suport, wrzeciono, most,
wózek trakowy z napędem, pulpit sterowniczy),
2) wskazać strefy niebezpieczne i sposób ich zabezpieczenia,
3) opisać sposób mocowania bloku na wózku trakowym.
Na planszy przedstawiającej trak wielotarczowy powinieneś powtórzyć czynności
według p. 1 oraz
4) opisać sposób wycinania cienkich pasków bezpośrednio z bloku ze szczególnym
uwzględnieniem systemu Scaletta.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś :
1) odszukać i przeglądnąć prospekty i materiały firm produkujących traki tarczowe
[ ]
11 ,
2) odszukać w Internecie adresy i informacje dotyczące producentów traków tarczowych,
głównie włoskich),
3) na planszy przedstawiającej traki tarczowe wskazać podstawowe zespoły traka i ich
funkcje w obrabiarce.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca trak wielkotarczowy,
–
plansza przedstawiająca trak wielotarczowy,
–
materiały informacyjne producentów traków
[ ]
11 ,
–
periodyki i wydawnictwa krajowe
[
]
10
8
−
.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać różnice pomiędzy piłowaniem diamentowymi piłami. trakowymi
i rozcinaniem tarczami diamentowymi?
2) określić konstrukcję diamentowej tarczy tnącej?
3) określić sposób doboru warunków pracy tarczy diamentowej (obroty,
prędkość obwodowa, posuw, głębokość cięcia?
4) określić sposób chłodzenia tarcz tnących?
5) nazwać podstawowe zespoły traka wielkotarczowego oraz pełnione
funkcje?
6) wskazać zespoły traka wielotarczowego i określić ich przeznaczenie?
7) wyznaczyć strefy niebezpieczne w otoczeniu traka?
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5. Traki cięgnowe: linowe i łańcuchowe
4.5.1. Materiał nauczania
Traki cięgnowe służą do piłowania bloków kamiennych na płyty płaskie lub profilowe
i paserowania (formowania bloków) za pomocą narzędzia liniowego w kształcie zamkniętej
pętli. Narzędzie trakowe, w tym przypadku diamentowa lina, łańcuch lub pas klinowy, jest
napinane na obwodzie dwóch kół, z których jedno jest napędzane (schemat na rys. 29).
Rys. 29. Schemat piły cięgnowej [2]
W zależności od rodzaju stosowanego narzędzia trakowego wyróżniamy piły (traki)
linowe, łańcuchowe i obecnie wprowadzane we Włoszech traki pasowe.
Traki linowe
Traki linowe są obrabiarkami stosowanymi coraz częściej w zakładach obróbki kamienia.
Wynalezienie i ulepszanie lin zbrojonych segmentami diamentowymi spowodowało, że są
one stosowane nie tylko do obróbki bloków, lecz również do ich wydobycia. Od przeszło 40
lat tą metodą rozcinane są masywy marmurowe we Włoszech (rys. 30).
Rys. 30. Wycinanie monolitu ze złoża marmuru
za pomocą liny diamentowej (Włochy)
[ ]
11
Trakowa lina diamentowa
Każda lina diamentowa składa się z rdzenia wykonanego z elastycznej linki stalowej
o średnicy 4–5mm, koralików diamentowych nasuwanych na rdzeń oraz przekładek-tutaj
sprężynowych- utrzymujących stałe odległości między nimi (podziałka).
koło
napędowea
cięgno
Blok kamienia ustawiany jest na
wózku lub podstawie. Ruch główny
wykonuje poruszająca się poziomo
część cięgna, zaś ruch pomocniczy
dwa suporty z kołami powodujący
zagłębianie narzędzia w blok.
Ustawianie
do
kolejnych
cięć
uzyskuje się przez przestawienie
bloku lub piły.
Zwróć uwagę!: w kamieniołomie pokazanym na
fotografii widoczne ściany były wycięte za
pomocą wrębiarek linowych. Odcięty liną
monolit marmuru opada na warstwę kamienia
łamanego, który łagodzi skutki upadku. Dalszy
podział monolitu na bloki o wymiarach
handlowych następuje również przy pomocy lin
diamentowych lub rozłupiarek hydraulicznych.
Zwróć uwagę: do podnoszenia i transportu
bloków stosowane są żurawie typu Derrick
o udźwigu 30 ton i długim wysięgniku (do 30–
40 m). Żurawie stosowane są również do
załadunku bloków na samochody.
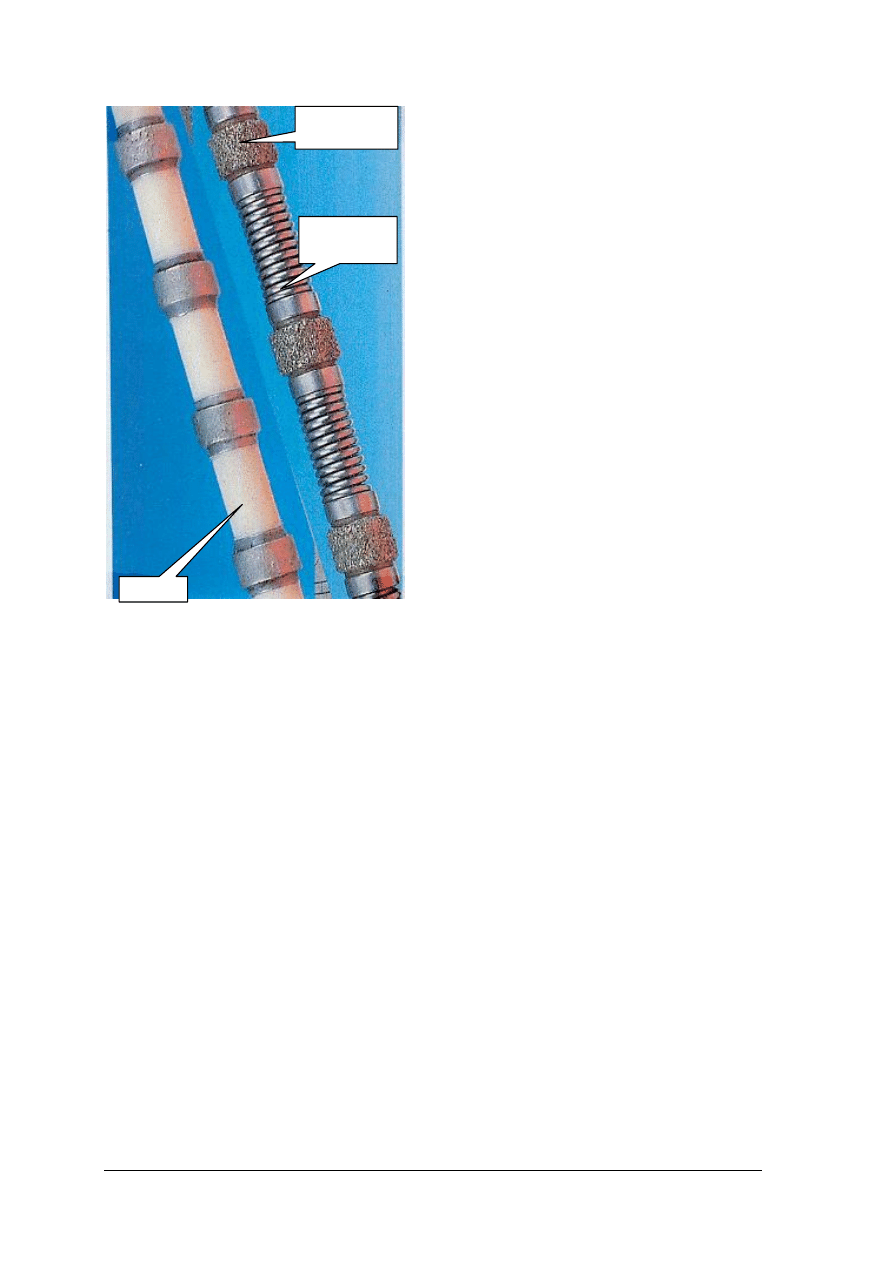
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Części liny przesuwając się w szczelinie piłowej
w dużą prędkością pracują w ciężkich warunkach
i dla zabezpieczenia ich stosowane są osłony
wykonywane w różnych kolorach, które oznaczają
równocześnie rodzaj materiału do piłowania
którego są przeznaczone. Lina wykonywana jest
w formie zamkniętej pętli której końce łączone są
za pomocą tulejek zaciskanych lub złączek
gwintowanych.
Koraliki Koraliki są wykonywane w postaci tulejki
stalowej, na obwodzie której jest prasowany lub
galwanizowany pierścień diamentowy .Jest on
zbudowany na takiej samej zasadzie jak segmenty
diamentowe pił trakowych i tarcz tnących.
Koraliki wykonywane są w różnych wymiarach -
średnicach od 6,2–11mm i długościach od 8 do 12
mm. Na 1 metrze długości liny mieści się od 36 do
40 koralików. Podczas pracy koraliki są chłodzone
wodą w ilości 10–20 l/min.
Podczas cięcia koraliki wykonują nie tylko ruch
główny wzdłuż jego osi, lecz również ruch
obrotowy, co zapewnia równomierne ścieranie się
segmentów na obwodzie koralików.
Rys. 31. Diamentowa lina trakowa
[ ]
11
Konstrukcja traka linowego
Na rys. 32 pokazany jest diamentowy trak linowy często spotykany w polskich
zakładach obróbki kamienia.
Na prowadnicach kolumn poruszają się synchronicznie dwa suporty z kołami linowymi
podnoszone i opuszczane przez znany zespół opadu.
Nad blokiem widoczna jest pozioma rura instalacji natrysku wody chłodzącej.
Blok ustawiony jest na wózku trakowym z obrotową platformą, co umożliwia obcięcie
bloku ze wszystkich stron bez zmiany jego posadowienia. Traki linowe cechuje duża
wydajność, dokładność cięcia i gładkość uzyskiwanych płyt surowych, niższe natężenie
hałasu (znacznie mniejsze niż przy trakach piłowych i tarczowych).
koralik
diamentowy
przekładka
sprężynowa
osłona
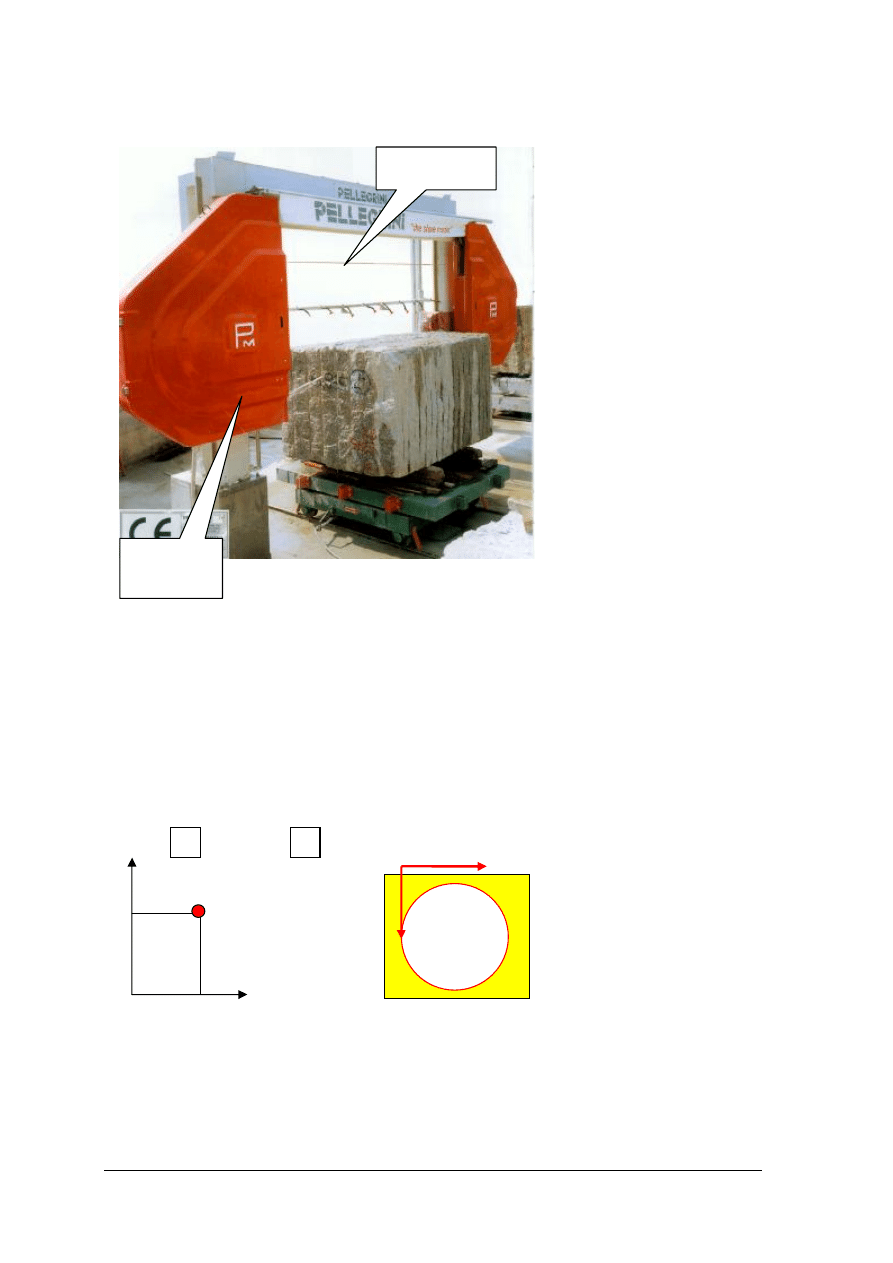
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 32. Diamentowy trak linowy do cięcia grubych płyt i paserowania bloków
[ ]
11
Nowe możliwości obróbcze daje trakowi uruchomienie wózka trakowego w kierunku
prostopadłym do kierunku liny tnącej. Przy odpowiednim sterowaniu opadem liny
i poziomym ruchem wózka w przekroju poprzecznym bloku można wycinać dowolne
kształty. Tutaj muszę przypomnieć układ współrzędnych prostokątnych. Układ ten umożliwia
zlokalizowanie punktu na płaszczyźnie (x, y) lub w przestrzeni (x, y, z). Jak pokazano na rys.
35a, punkt P leży w odległości 4 jednostek (na przykład centymetrów) od osi x i 3 jednostki
od osi y.
Rys. 33. Układ współrzędnych prostokątnych i jego zastosowanie
przy wycinaniu elementów kształtowych z bloku kamiennego [2]
X=ruch wózka trakowego
y
x
P(4,3)
Y
=
ru
c
h
li
ny
a
b
osłona koła
zwrotnego
Wprowadzając
do
pamięci
komputera równanie funkcji
f(x, y) można wyciąć z bloku
kształt regularnego walca (jak
na rys. 35b) lub inny pokazany
poniżej.
Należy zwrócić uwagę na
ugięcie liny, tym większe im
większa jest odległość między
kołami
lub
rolkami
prowadzącymi.
lina diamentowa
(część górna)

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 34. Elementy profilowe możliwe do wykonania na linowym traku diamentowym klasy xy
[ ]
9
Trak o zsynchronizowanym ruchu przesunięcia wózka w osi x i opadu liny y nazywany
jest trakiem linowym klasy xy. Różnica pomiędzy trakiem klasy x (rys. 34) – piłującym blok
przy stałej wartości x a trakiem klasy xy polega na ścisłym powiązaniu zespołu jazdy wózka
i mechanizmu opadu suportów.
Raz zaprogramowany element może być wykonany dowolną ilość razy, z dużą
dokładnością, podstawia się nowy blok i od czasu do czasu wymienia się linę tnącą.
Przykładem
praktycznego
wykorzystania
traków
linowych
do
realizacji
płaskich elementów może
być
granitowa
ławka
wykonana
z
polskiego
granitu,
ustawiona
w jednym ze szwajcarskich
parków
(rys.
35).
Ciekawszą od ławki jest
sposób w jaki wykonano jej
części
wykorzystując
technologię
piłowania
i cięcia
kształtowego
za
pomocą liny diamentowej
Rys. 35. Granitowa ławka z elementami wykonanymi w technologii
cięcia liną diamentową
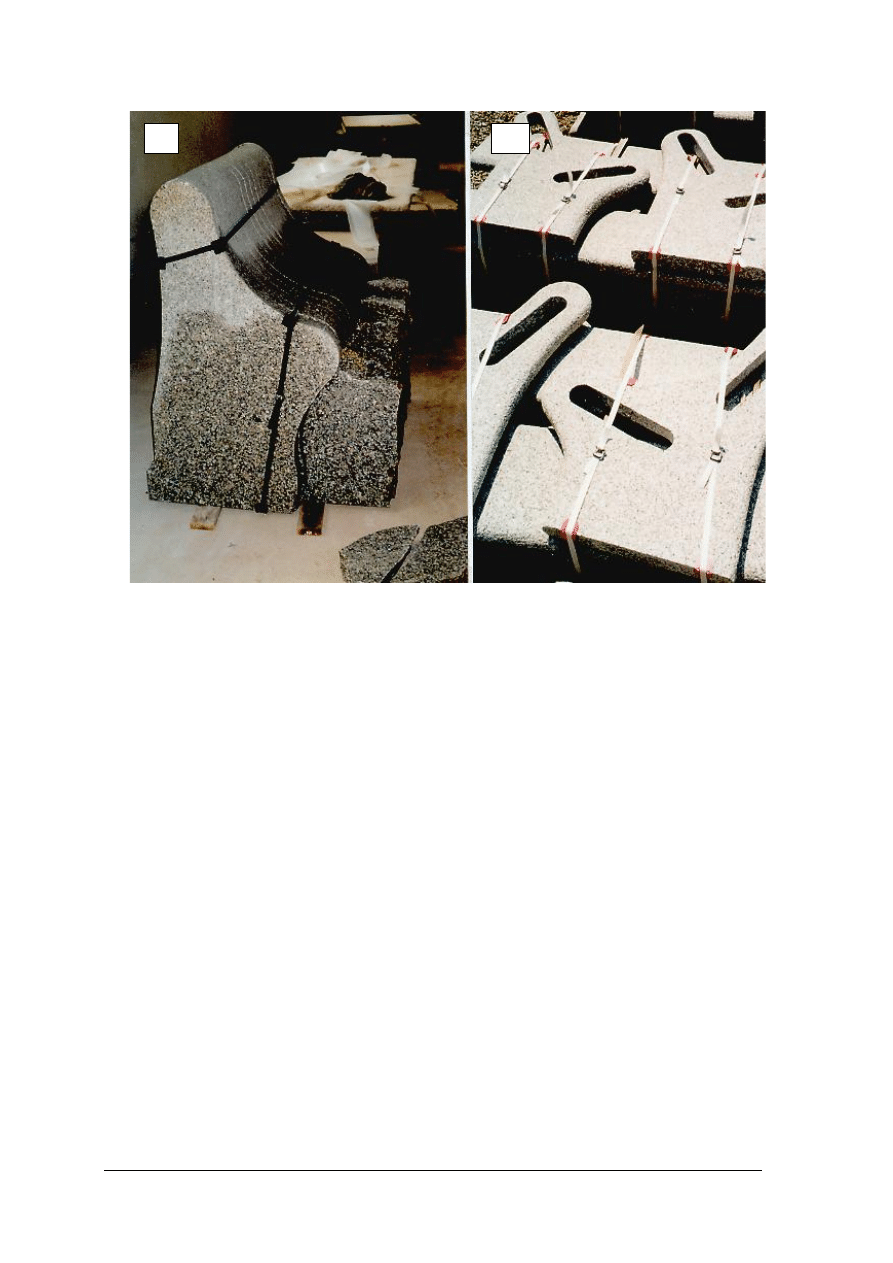
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 36. Sposób wykonania elementów granitowej ławki pokazanej na rys. 35
Pokazany na rysunku blok granitowy został przepiłowany na płyty o grubości 6 cm.
Piłowanie zakończono na wysokości około 10 cm od dołu bloku, co zabezpieczyło przed
rozsunięciem płyt. Tak przygotowany blok został ustawiony na wózku traka linowego klasy
xy, który wykonał cięcie w wymaganym obrysie jak na rys. 39a. Na rysunku. 39b widoczne
są gotowe ścianki boczne. Obróbkę wykańczającą (groszkowanie, zaokrąglanie krawędzi)
wykonano w obróbce ręczno-mechanicznej.
Traki łańcuchowe
Traki łańcuchowe są stosowane znacznie rzadziej niż traki linowe i znajdują zastosowane
przy piłowaniu grubych płyt o dużej powierzchni. Łańcuch tnący, którego ogniwa
wyposażone są w nakładki diamentowe, prowadzony jest na listwie prowadzącej (mieczu)
(rys. 37), co umożliwia uzyskanie dużej płaskości i dokładności przecinanej powierzchni
.Takiego prowadzenia nie posiadają liny diamentowe i dokładność ich przecięcia może być
znacznie mniejsza na przykład przy natrafieniu w kamieniu na strefę o większej twardości.
Łańcuch z ogniwami (jak w łańcuchu rowerowym tylko znacznie mocniejszym) przewijany
jest i napinany pomiędzy dwoma kołami łańcuchowymi umieszczonymi na końcach miecza
i prowadzony w rowkach wykonanych w jego krawędziach.
a a
b
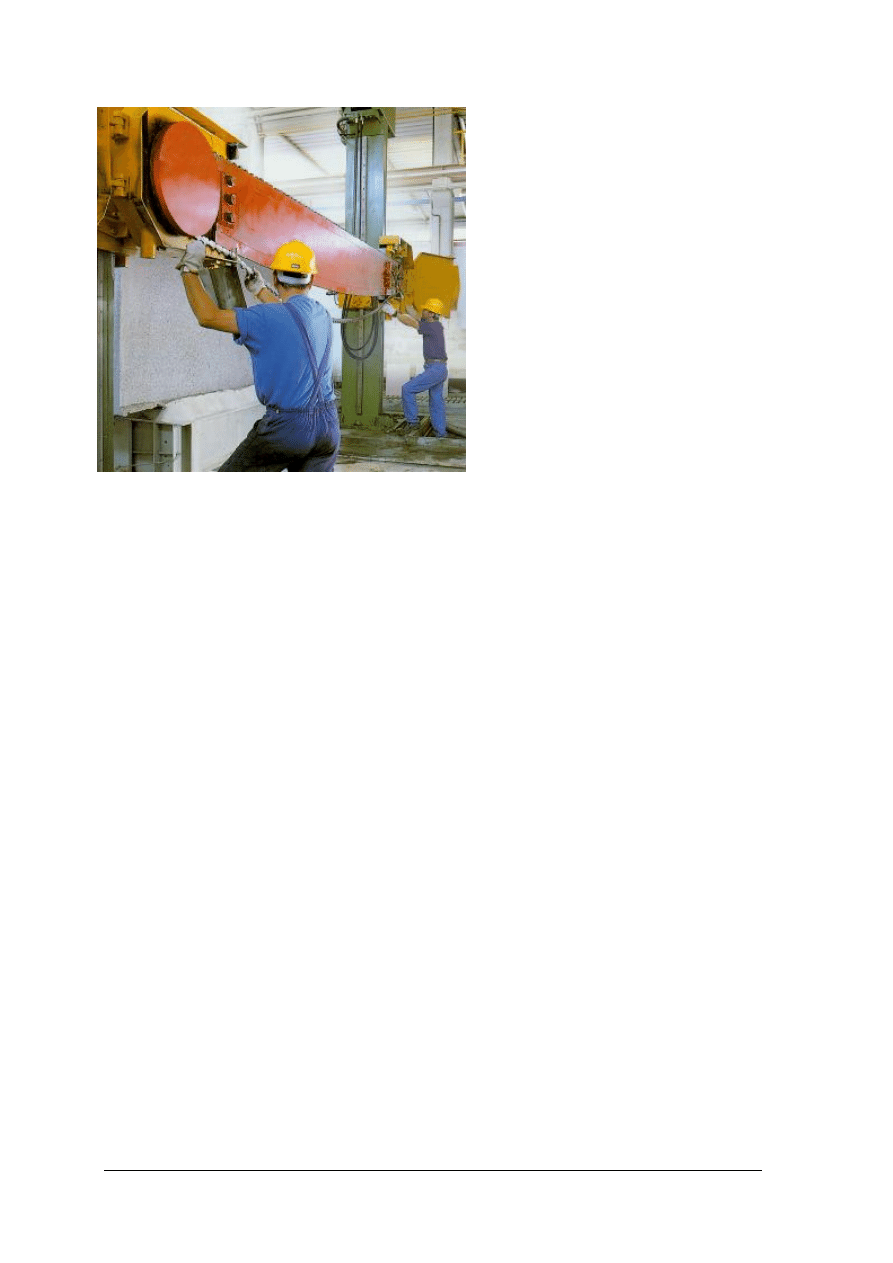
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Łańcuch składający się ze stalowych
ogniw połączonych sworzniami, które
podczas przesuwania i zmiany kierunku
ruchu obracają się względem siebie
poddawany jest ścieraniu przez materiał
w szczelinie piłowej.
Grubość łańcucha jest znacznie większa
od średnicy koralików liny diamentowej.
Łańcuch musi być intensywnie chłodzony
(60 l/min).
Trak łańcuchowy pokazany na rys. 37
o dwusłupowej konstrukcji nośnej jak
w traku
linowym
jednak
posiada
możliwość indywidualnego opuszczania
każdego z suportów. Umożliwia dokładne
cięcie płyt 3,5 x 2,2 m z dokładnością
0,5–0,6 mm.
Rys. 37. Trak łańcuchowy podczas wymiany narzędzia
[ ]
11
Zagrożenia i ochrona
W pracującym traku największe zagrożenie stanowią szybko porusząjące się cięgna:
diamentowa lina tnąca lub łańcuch(prędkość powyżej 20m/s), która może ulec pęknięciu
w każdym momencie uderzając z dużą siłą. Z tego względu płaszczyzna cięcia traka i jej
przedłużenie poza strefę cięcia jest strefą niebezpieczną.
Traki pracują z intensywnym natryskiem wody i w tych warunkach może nastąpić
porażenie prądem elektrycznym.
Podstawowe zasady bezpieczeństwa przy obsłudze traków cięgnowych:
1) Do obsługi traka mogą być dopuszczone tylko osoby znające jego sposób działania,
sposób ustawiania i mocowania bloków, zakładania narzędzi, osoby sprawne i znające
zagrożenia występujące na tym stanowisku.
2) Zakładanie i zdejmowanie lin i łańcuchów diamentowych oraz czynności pomocnicze
w obrębie traka mogą się odbywać się tylko przy wyłączonym napięciu zasilania
(wyłącznik główny obrabiarki).
3) Uruchomienie traka może nastąpić po sprawdzeniu ustawienia narzędzi i zamknięciu
osłon kół napędowego i zwrotnego (w traku linowym).
4) Podczas piłowania bloku, w płaszczyźnie cięcia i jej przedłużeniach (po obu stronach kół
linowych) nie może znajdować się ani trakowy ani osoby postronne.
5) Wyposażenie trakowego: kombinezon wodoodporny, buty na podeszwie przeciwpoślizgowej,
okulary ochronne, podkład drewniany w punkcie obserwacji pracy traka.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie ruchy wykonuje lina lub łańcuch tnący traka cięgnowego podczas piłowania
grubych płyt?
2. Dlaczego koraliki liny diamentowej zużywają się równomiernie na obwodzie?
3. W jaki sposób łączy się w pętlę linę diamentową?
4. Jaki rodzaj traka linowego zastosujesz do wycięcia kolumny o przekroju eliptycznym?
5. Jaki rodzaj traka zastosujesz do piłowania dużej płyty 3x2 m z dokładnością 0,5 mm?
6. Czy łańcuchem rowerowym można przeciąć kamień ?
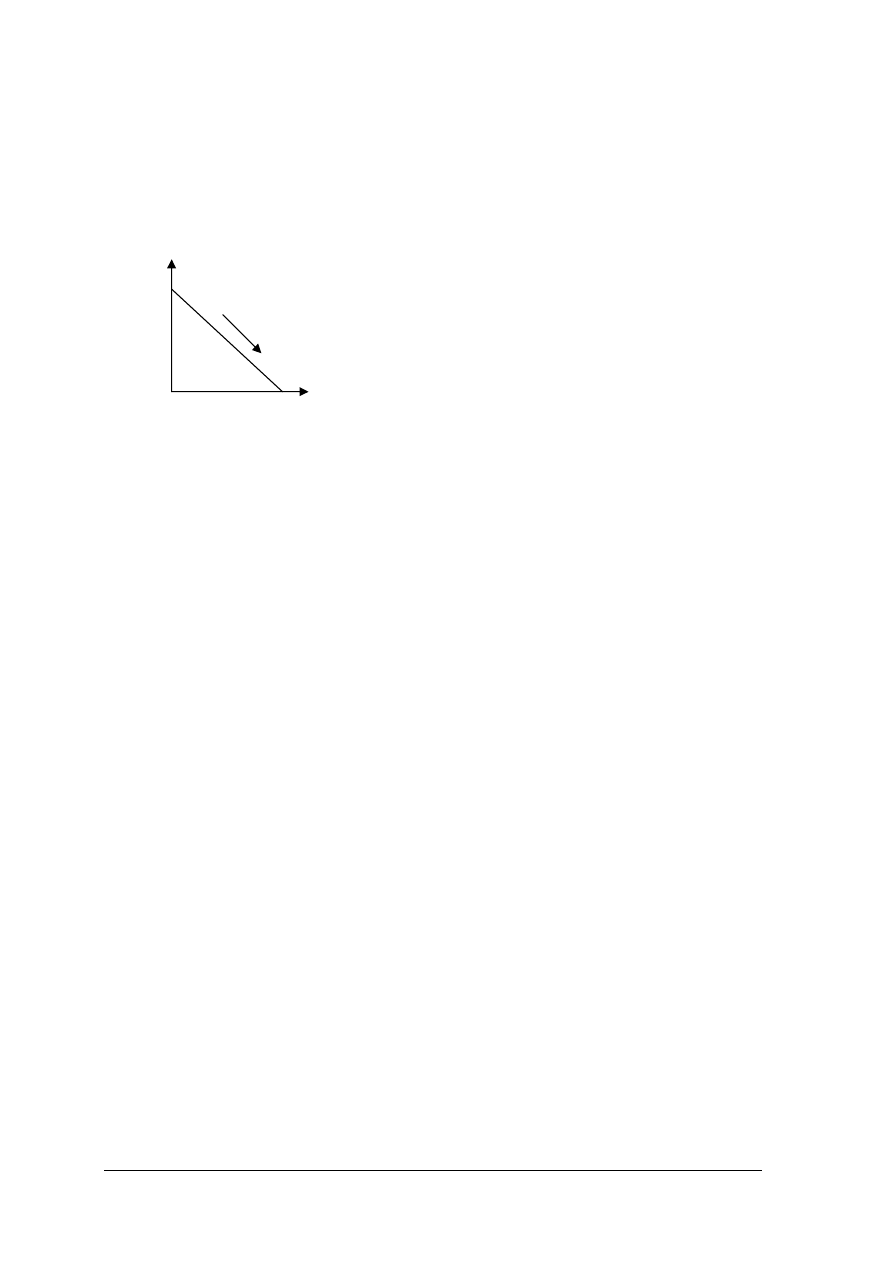
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.5.3. Ćwiczenia
Ćwiczenie 1
Na planszy przedstawiającej traki linowe klasy (y) i (xy) powinieneś:
1) wskazać i nazwać główne zespoły traka linowego,
2) opisać konstrukcję liny diamentowej, jej elementy i przeznaczenie,
3) napisać równanie typu y = f(x) do sterowania opadu liny (y) i ruchu wózka trakowego (x) -
dla uzyskania cięcia pod kątem 45
o
do poziomu jak pokazano na rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie konstrukcję i sposób działania traka linowego,
2) w prasie branżowej i materiałach informacyjnych producentów odszukać materiały
dotyczące traków linowych,
3) w źródłach jak w p.2 odnaleźć materiały dotyczące lin diamentowych,
4) napisać równanie linii prostej wychodzącej z punktu x=0,y=10 jak na szkicu.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca trak linowy klasy (y) do cięcia pionowego,
–
plansza traka linowego klasy (xy),
–
próbki lin diamentowych do kamienia,
–
materiały informacyjne producentów traków linowych,
–
literatura fachowa, periodyki i wydawnictwa krajowe
[
]
10
8
,
1
−
L
.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać podstawowe zastosowania traków linowych?
2) scharakteryzować konstrukcję liny diamentowej?
3) scharakteryzować sposób pracy jednolinowego traka diamentowego (napęd
i napinanie liny, sposób łączenia w pętlę)?
4) wskazać zastosowanie linowych traków diamentowych klasy (xy)?
5) wyznaczyć strefy niebezpieczne w otoczeniu traka?
y
x
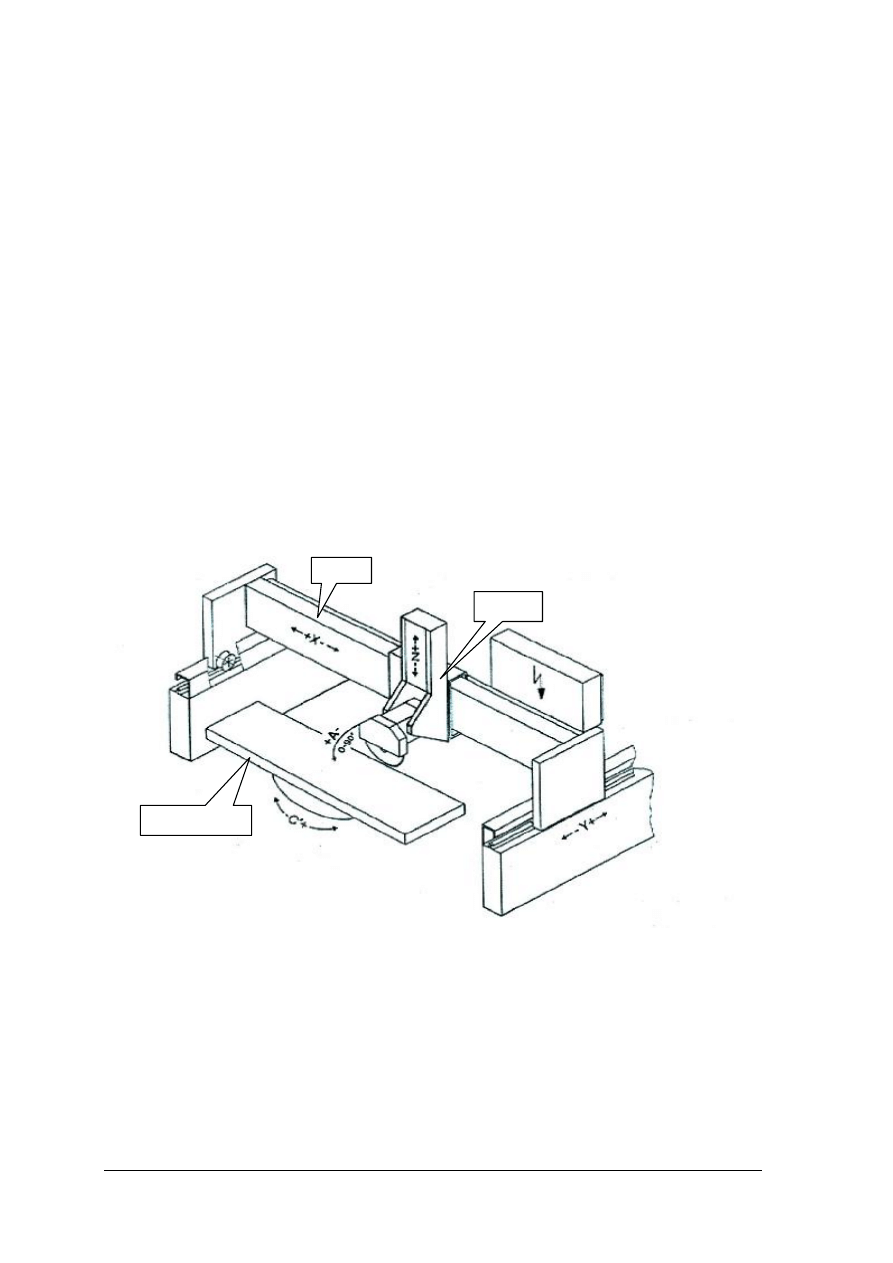
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.6. Obróbka wymiarowo-kształtowa
4.6.1. Materiał nauczania
W wyniku obróbki trakowej otrzymujemy płyty surowe o różnej grubości,
o nieregularnym obrysie wynikającym z kształtu rozciętego bloku oraz w fakturze
narzędziowej, z widocznymi śladami stosowanych narzędzi. Płyty takie stanowią półfabrykat
czyli materiał wyjściowy do dalszych zabiegów obróbczych, w wyniku których uzyskuje się
element o wymaganym kształcie i wymiarach.
Zespół tych czynności nosi nazwę obróbki wymiarowo-kształtowej.
Najczęściej stosowanym zabiegiem jest obcinanie lub rozcinanie płyt za pomocą tarcz
diamentowych, wzdłuż linii prostych lub krzywoliniowych, za pomocą pił linowych lub wodą
pod wysokim ciśnieniem.
Piły i frezarki tarczowe
Sposób pracy diamentowych tarcz tnących został omówiony w rozdziale 4.5.
W wielkośrednicowych piłach stosowane są tarcze o średnicach do 3500–4000mm,
natomiast do rozcinania płyt o grubości do 16 cm najczęściej wystarczają tarcze Ø300–
500mm. Grubość może oznaczać grubość jednej płyty lub pakietu kilku ułożonych na sobie
płyt o łącznej grubości 16 cm.
Dla omówienia sposobu działania najczęściej stosowanych obrabiarek tarczowych
posłużę się wielofunkcyjną frezarką tarczową pokazaną na rys. 38.
Rys. 38. Sposób działania mostowej frezarki tarczowej
[ ]
11
Sposób działania frezarki omawiam wykorzystując układ współrzędnych prostokątnych
(xyz) wykorzystany już przy opisie traków linowych (rozdział 4.6). Frezarka składa się
z mostu poruszającego się po szynach w kierunku (y) oraz umieszczonego na nim suportu,
który jest przesuwany w kierunku (x) oraz podnoszony i opuszczany wzdłuż osi (z). Zespół
wrzeciona, na którym mocowana jest tarcza tnąca, może być obracany o 90
0
względem osi
poziomej suportu, co jest oznaczone jako obrót (A). Rozcinana płyta mocowana jest na
obrotowym stole – obrót poziomy oznaczony literą (C).
Frezarka umożliwia rozcinanie płyt w kierunku (x) oraz prostopadle w kierunku (y) po
obróceniu stołu. Możliwym jest cięcie wzdłuż osi (x) przy ustawieniu stołu pod różnymi
most
suport
stół obrotowy
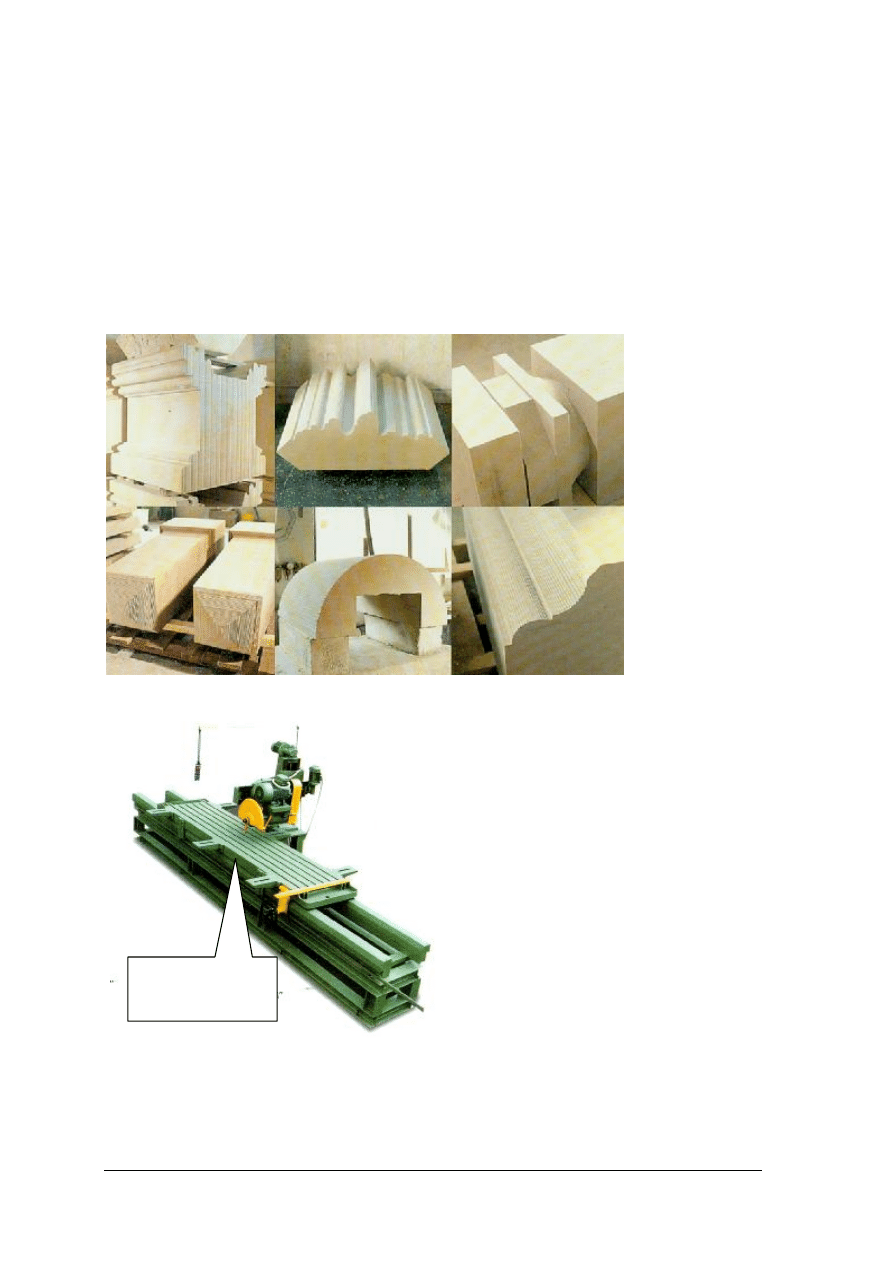
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
46
kątami (obrót C), najczęściej pod kątami będącymi wielokrotnością kątów 30 i 45
0
dzięki
czemu można rozcinać płyty pod kątami innymi niż 90
0
w płaszczyźnie licowej płyty.
Opisywana obrabiarka od zwykłej piły tarczowej różni się możliwością kątowego ustawiania
tarczy (obrót A) w stosunku do powierzchni licowej.
Duże możliwości daje obrót (A) zespołu wrzeciona: tarcza przyjmuje pozycje
umożliwiające cięcie pod dowolnym kątem względem lica płyty w granicach od 0–90
0
.
Frezarki pokazane na rysunku 41 najczęściej wyposażane są w zespoły umożliwiające
wykonywanie równoległych nacięć profilowych na długości elementu (rys.39).
Ruchem głównym dla tych obrabiarek jest obrót tarczy tnącej (bez tego ruchu cięcie
jest niemożliwe), ruchem pomocniczym – ruch zagłębiania tarczy w materiał.
Rys. 39. Przykłady profili wykonywanych na piłach i frezarkach tarczowych-metodą kolejnych wcięć
[ ]
11
Na rys. 40. pokazana jest piła tarczowa
przeznaczona do rozcinania płyt leżących
na stole, przesuwanym przez długi siłownik
hydrauliczny. Tarcza tnąca umieszczona
jest na suporcie o poziomej osi obrotu-
przesuwanym w osi (z) góra-dół oraz
w osi(y) przód-tył.
Do obcięcia płyty w kierunku prostopadłym
do jej długości płyta musi być zdjęta i
ustawiona wzdłuż żółtej (na rysunku)
prowadnicy.
Zwróć uwagę! stół wyposażony jest we
wsporniki
boczne
zwiększające
jego
powierzchnię i ułatwiające mocowanie
rozcinanych płyt. Piły kolumnowe są rzadko
spotykane w nowych zakładach.
Rys. 40. Piła tarczowa w układzie kolumnowym
[ ]
11
stół przesuwany
siłownikiem
hydraulicznym

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Prosta piła tarczowa do cięcia kamienia
w miejscach, gdzie nie ma możliwości
doprowadzenia wody bieżącej pokazana
jest na rys. 41.
Podczas transportu na miejsce pracy
zbiornik
wody
jest
pusty,
jest
napełniany przed rozpoczęciem cięcia.
Część tarczy poniżej płyty zbiornika
zanurzona jest w wodzie. Rozcinana
płyta przesuwana jest ręcznie wzdłuż
prowadnicy, która może być ustawiana
w
różnej
odległości
od
tarczy
w kierunku (y).
Rys. 41. Zbiornikowa piła tarczowa
[ ]
11
Piły
i
frezarki
mostowe
często
wyposażane są w urządzenia pomocnicze
ułatwiające załadunek płyt na stół
roboczy i odbiór odciętych elementów.
Na rys. 46 pokazana jest frezarka
wyposażona
w
układarkę
płyt
dowożonych w pozycji pionowej za
pomocą wózków widłowych.
Po ustawieniu płyty na zaczepach
(w dolnej
części
układarki)
przy
przechylaniu ramion układarka ustawia
płytę na stole. Ramiona chowane są
wewnątrz
przecięć
w
stole.
Do
ustawiania płyt na stole służą zespoły
rolek chowane lub podnoszone nad
powierzchnię stołu.
Rys. 42. Mostowa frezarka tarczowa z układarką płyt
[ ]
11
Istnieje specjalna grupa pił
mostowych, w których rozcinana
płyta
przesuwana
jest
na
przenośniku płytowym pod zespół
tarcz tnących ustawianych na
moście nad przenośnikiem.
Dla umożliwienia docięcia płyty na
pełnej
grubości
górne
powierzchnie
płyt
przenośnika
pokryte
są
wymiennymi
nakładkami drewnianymi.
Rys. 43. Przelotowa piła mostowa 6-cio suportowa
[ ]
11
Zwróć uwagę! pokazana na rys. 48 piła wyposażona jest w zespół 6 suportów z tarczami
Ø300 mm rozmieszczonych po obu stronach mostu. Dzięki niezależnemu rozmieszczeniu
tarcza tnąca
zbiornik z wodą
przenośnik płytowy
suporty
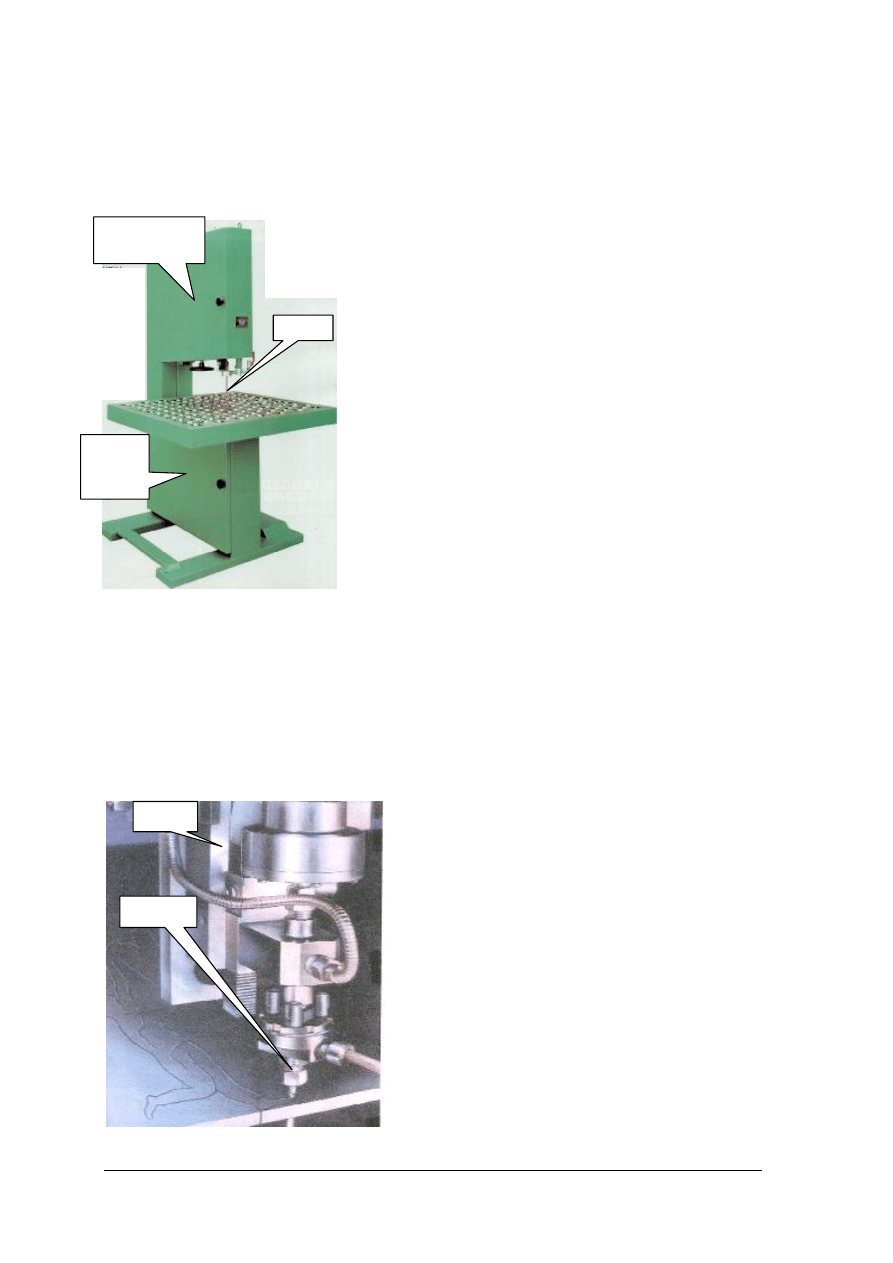
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
48
suportów na prowadnicach mostu można uzyskać wymagane szerokości rozcinanych
elementów.
Piły (przecinarki) linowe
Piły tarczowe stosowane są do cięcia wzdłuż linii prostych
na powierzchniach licowych elementów płytowych.
W przypadku konieczności wykonania elementu płaskiego
o obrysie krzywoliniowym (blaty stolików, tablicówki)
najprościej jest zastosować piłę (przecinarkę) linową
pokazaną na rys. 44.
Pracuje na zasadzie opisanej w rozdziale 4.6 dla traków
linowych. Diamentowa lina przewija się pomiędzy dwoma
kołami (tarczami) umieszczonymi jedno nad drugim.
Pionowy odcinek liny diamentowej przechodzi przez
powierzchnię stołu roboczego wyposażonego w rolki
wielokierunkowe. Przesuwając (ręcznie) płytę po stole
można wyciąć dowolny kształt krzywoliniowy.
W przypadku konieczności wycięcia otworu wierci się
mały otwór, po przewleczeniu i zapięciu linki wycina się
większy otwór o wymaganym kształcie.
Wymagany kształt rysuje się na powierzchni licowej
nakłada lub nakleja szablon. Przecinarki linowe stosuje się
w produkcji jednostkowej przy częstej zmianie kształtów
elementów.
Rys. 44. Przecinarka linowa diamentowa
[ ]
11
.
W produkcji seryjnej (duża ilość elementów o tym samym kształcie) stosowane są centra
obróbcze sterowane cyfrowo (CNC) oraz przecinarki hydrodynamiczne.
Urządzenie do cięcia wodą
Przecinarka (piła) hydrodynamiczna za pomocą cienkiego (0,8–1,2mm) strumienia wody
pod wysokim ciśnieniem (do 400 MPa) potrafi rozciąć zamrożone ryby, stos materiału
ubraniowego, grubą blachę stalową, płytę szklaną, płytę tworzywa sztucznego oraz kamienia -
od marmuru do granitu i twardego piaskowca.
Na rys. 45 pokazany jest suport przecinarki
z głowicą roboczą poruszający się wzdłuż i wszerz
płyty (w znanym już układzie (xy). Głowica
wyposażona jest w szafirową dyszę z której
wyrzucany jest cienki strumień wody pod
ciśnieniem około 4000 atmosfer, który wycina
w płycie kształt zaprogramowany na pulpicie
sterowniczym.
W większości przypadków do cięcia stosowana jest
czysta, dokładnie przefiltrowana woda; przy cięciu
materiałów twardych do wody dodawane jest
droboziarniste ścierniwo.
Marmurową płytę o grubości 5 cm można
rozcinać z posuwem 3,8 m/min.
Rys. 45. Cięcie kształtowe za pomocą przecinarki hydrodynamicznej
[ ]
11
dolne
koło
napędu
koło zwrotno-
napinające
lina
głowica
suport
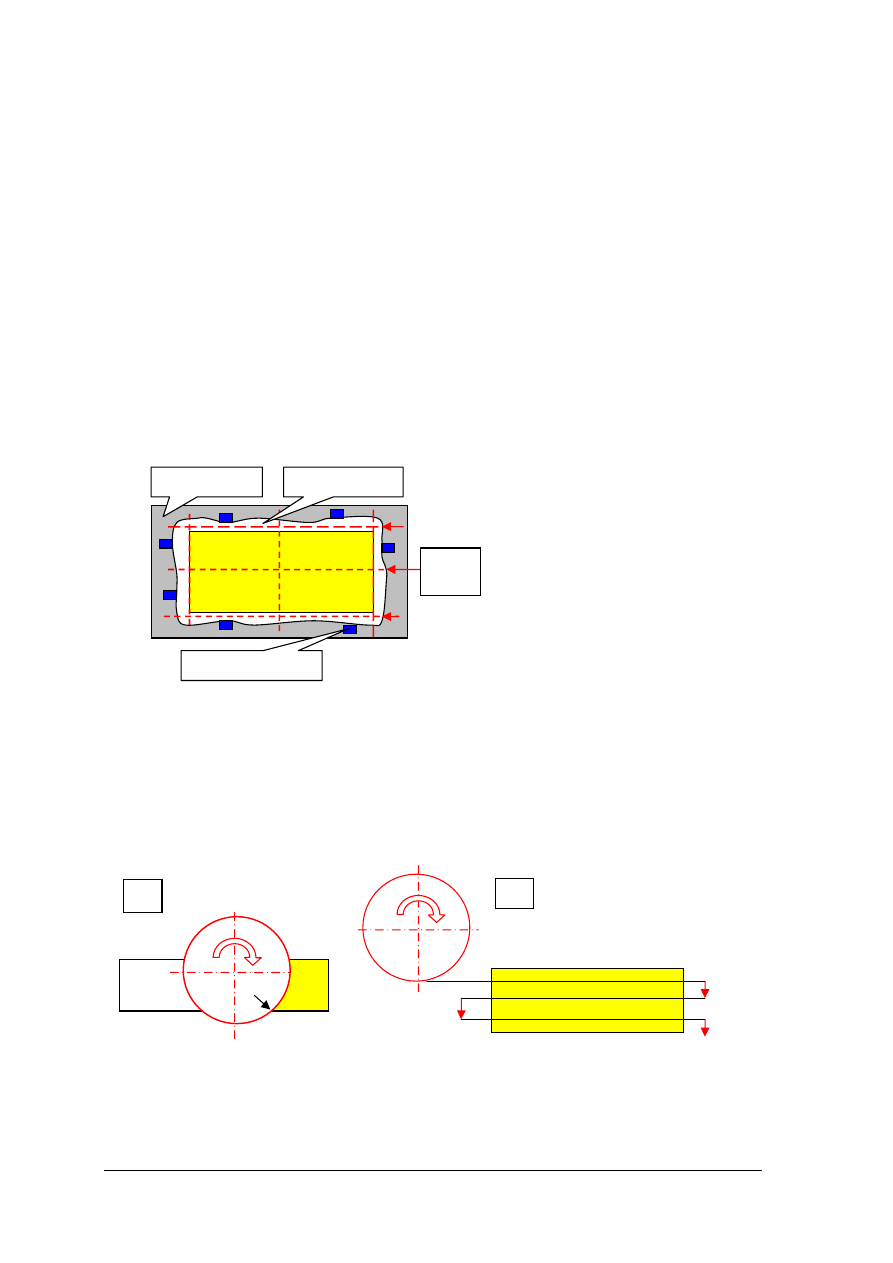
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Technika cięcia tarczami diamentowymi
Po ustawieniu i sprawdzeniu dokładności obrabiarki oraz ustawieniu tarczy tnącej
(według zasad podanych w rozdziale 4.6) przystępujemy do kolejnych czynności:
1. Ustawienie i mocowanie płyty:
a. na powierzchni stołu lub wózka układamy płytę, najlepiej wzdłuż jej dłuższego boku.
Mierząc odległość od boku stołu lub wózka do boku płyty ustalamy jej pozycję,
b. zaznaczamy linie kolejnych cięć podłużnych i poprzecznych według zadanych
wymiarów płyt jak na rys. 46, przy trasowaniu linii cięcia należy uwzględnić szerokość
szczeliny powstającej podczas cięcia,
c. pamiętając że siły skrawania będą się starały przesunąć płytę wzdłuż lub w poprzek
linii cięcia ustalić punkty mocowania płyty. Punkty te muszą się znajdować poza liniami
cięcia,
d. mocujemy płytę za pomocą zacisków mechanicznych (śrubowych lub klinowych) lub
przyssawkowych.
Rys. 46. Ustawianie i mocowanie płyty na stole
2. Cięcie marmuru, wapienia i podobnych
Płyty z materiałów mniej wytrzymałych niż granit, płyty o mniejszej grubości (do 4-5
cm) najlepiej jest rozcinać w jednym przejściu na pełnej grubości płyty. Należy przy tym
pamiętać, aby dół tarczy tnącej był zagłębiony poniżej dolnej powierzchni płyty,
w przeciwnym wypadku może nastąpić wyłamywanie dolnych krawędzi. Zjawisko to można
częściowo wyeliminować przy równoczesnym cięciu kilku płyt.Dolna płyta może mieć
wyłamaną
dolną
krawędź,
lecz
górną
można
mieścić
po stronie licowej płyty.
Rys. 47. Sposób rozcinania płyt a. cięcie na pełnej grubości płyty b. cięcie skokowe
Przy dobieraniu wielkości posuwu, czyli szybkości z jaką tarcza tnąca będzie się
zagłębiała w materiał, należy uwzględnić fakt, że im większy jest posuw tym większe
zagłębienia (łukowe ślady pracy tarczy) pozostaną na bocznych powierzchniach płyty.
linia
cięcia
stół lub wózek
płyta surowa
punkty mocowania
a
b
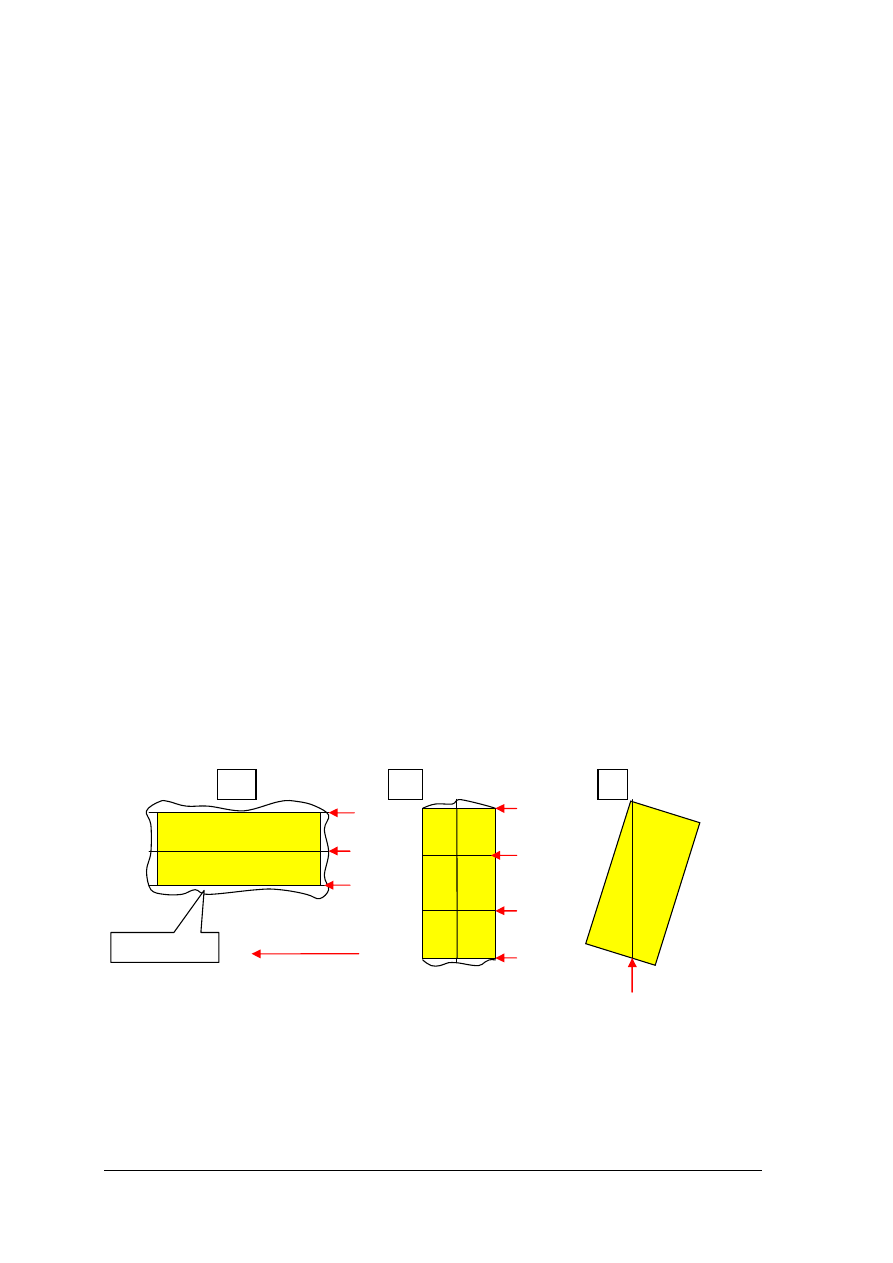
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
50
3.Cięcie materiałów twardych
W przypadku cięcia materiałów twardych (granity, sjenity, niektóre twarde marmury
dolomitowe, piaskowce) cięcie przeprowadza się przez kolejne nacinanie warstwy po
warstwie co jest określane jako cięcie skokowe.
Przy obcinaniu płyt o niewidocznych (po zamontowaniu) krawędziach stosuje się
nacinanie na ¾ grubości z odłupywaniem nadciętej części płyty.
Współczesne piły i frezarki tarczowe wyposażone są w układy automatycznego cięcia
skokowego, tam programuje się głębokości cięcia, obrabiarka sama opuszcza tarczę po
każdym skoku i zatrzymuje się po dojściu do dna płyty lub przechodzi do kolejnego cięcia.
4.Cięcie przelotowe
Cięcie przelotowe wykonywane jest przez piły wielotarczowe rozmieszczone na moście
ustawionym nad taśmą przenośnika niosącego rozcinane płyty. Tą metodą rozcinane są płyty
o mniejszej grubości (do 4–5 cm) przy rozcinaniu płyt na paski o określonej szerokości.
Czynności rozstawiania i mocowania suportów z tarczami na moście zajmują sporo czasu
i z tego względu ta metoda stosowana jest w produkcji seryjnej.
5. Formatowanie
Formatowanie polega na obcięciu lub rozcięciu płyty na elementy o wymaganej długości
i szerokości na ich powierzchni licowej. Obcinanie polega na obcięciu płyty wzdłuż jej
obrysu, natomiast rozcinanie – dzielenie płyty na mniejsze elementy wewnątrz obrysu.
Z tego względu piły mostowe, wykonujące te czynności często nazywane są piłami
formatowymi.
W produkcji jednostkowej i małoseryjnej piły te są powszechnie stosowane. Przy
utrzymaniu zasady działania piły mostowej różnią się jedynie wyposażeniem i sposobem
sterowania.
Sterowanie ręczne polega na ręcznym ustawianiu pozycji tarczy tnącej do każdego
cięcia z osobna (w kierunku wzdłużnym i poprzecznym, po obróceniu stołu o 90
0
). Po
wykonaniu jednego cięcia odmierza się odległość przesunięcia tarczy tnącej do następnego
cięcia, do wymiaru elementu dodając szerokość szczeliny piłowej. Po wykonaniu cięć
podłużnych stół obracany jest najczęściej pod kątem prostym i wykonywane są cięcia jak na
kierunku poprzecznym.
Rys. 48. Etapy formatowania prostokątnego (a+b) oraz kątowego(c). a. rozcinanie wzdłużne b .rozcinanie
poprzeczne c. rozcinanie kątowe
Sterowanie automatyczne polega na zaprogramowaniu kolejności cięć i wielkości
kolejnych przesunięć tarczy tnącej, z uwzględnieniem grubości szczeliny piłowej. Czynności
te programowane są (nastawiane) na pulpicie sterowniczym piły i po ustawieniu
i zamocowaniu płyt na stole, wykonywane przez obrabiarkę bez udziału obsługi. Większość
linia cięcia
a
b
c
płyta surowa
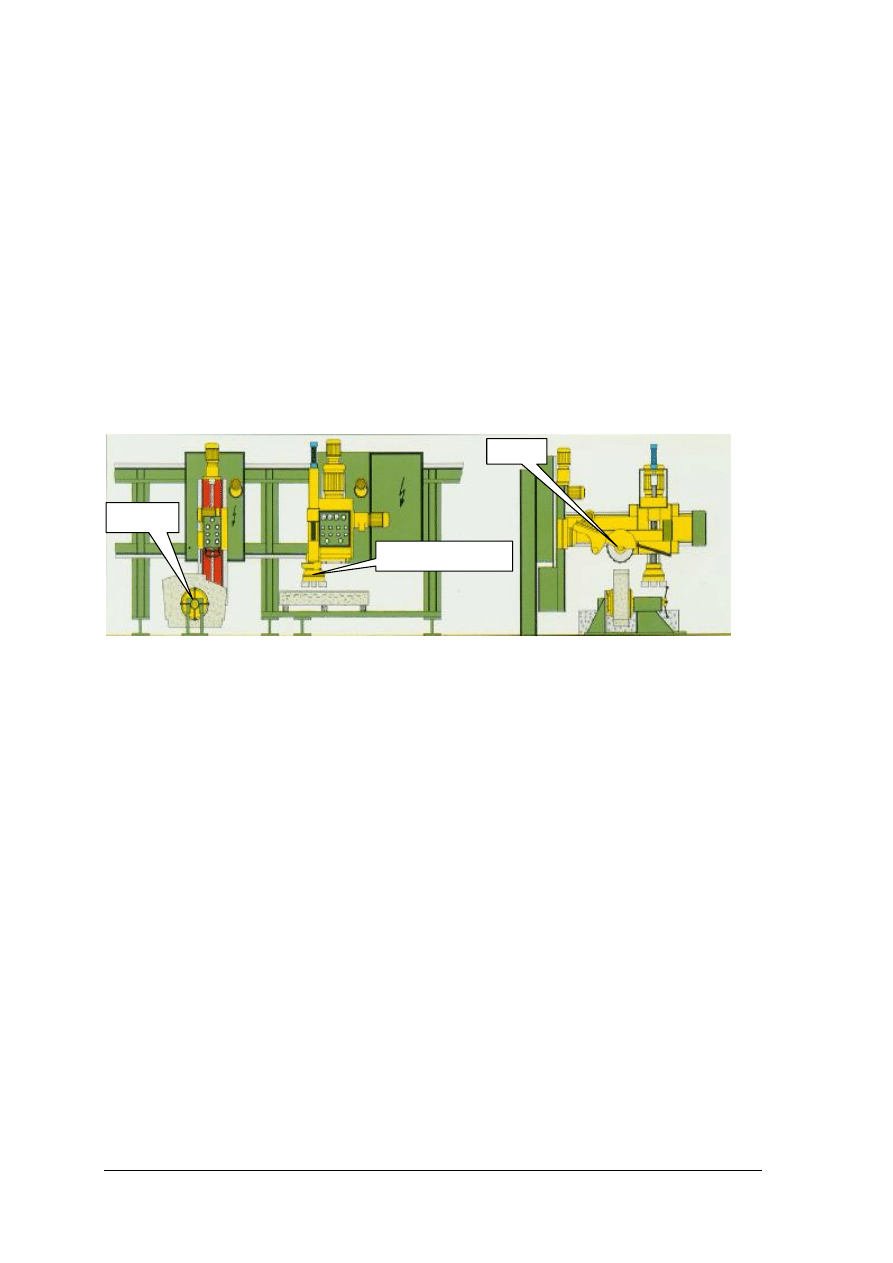
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
51
pił tego typu umożliwia cięcie ze sterowaniem ręcznym i automatycznym. Raz
zaprogramowane cięcie może być powtórzone dowolną ilość razy.
Sposób programowania cięcia jest podany w instrukcji obsługi zawartej
w dokumentacji techniczno-ruchowej obrabiarki.
6. Nacinanie konturowe
Na rys. 42 pokazane są profile nacięte na elementach kamiennych za pomocą
diamentowych tarcz tnących nacinających kontur na licowej powierzchni płyty.
Przez kolejne nacinanie cięcie koło cięcia, o różnej głębokości można uzyskać dowolny
kształt profilu.
Na rys. 49 pokazana jest obrabiarka wieloczynnościowa (piła tarczowa + szlifierko-
polerka) umożliwiająca rozcinanie, konturowanie, szlifowanie i polerowanie płyt
tablicowych.
Zwróć uwagę! obrabiana płyta umocowana jest w uchwycie umożliwiającym obracanie
jej względem osi poziomej, co umożliwia nacinanie konturowe i obróbkę mechaniczną
bocznych powierzchni płyty.
Rys. 49. Wieloczynnościowa obrabiarka do płyt profilowanych w płaszczyźnie licowej
[ ]
11
Zagrożenia przy pracy obrabiarek tarczowych
W obrabiarkach tarczowych największe zagrożenie stanowią diamentowe tarcze tnące
obracające się z dużą prędkością obwodową (do 60 m/s czyli ponad 200 km/h !). Strumień
wody chłodzącej tarczę może zawierać odpryski kamienia, czasem oderwane od tarczy
segmenty diamentowe, taki element działa jak pocisk. Dlatego w płaszczyźnie cięcia,
a zwłaszcza w części, w którą skierowany jest strumień wody spod tarczy, nie mogą
znajdować się osoby obsługujące obrabiarkę ani osoby przypadkowe. Cięcie odbywa się w
warunkach dużego natężenia hałasu (do 100 dB w odległości 2–3 metra od źródła).
Piły tarczowe pracują z intensywnym natryskiem wody i w tych warunkach może
nastąpić porażenie prądem elektrycznym (kontakt z mokrą częścią ciała lub mokrym
ubiorem).
Po analizie wypadków i ich przyczyn zostały wypracowane zasady bezpieczeństwa przy
obsłudze tych obrabiarek:
1) Do obsługi traka mogą być dopuszczone tylko osoby znające jego sposób działania,
sposób ustawiania i mocowania płyt, zakładania narzędzi, osoby sprawne i znające
zagrożenia występujące na tym stanowisku.
2) Zakładanie i zdejmowanie tarcz tnących oraz czynności pomocnicze (kontrola,
ustawianie narzędzi) oraz eksploatacyjne (smarowanie) mogą się odbywać się tylko przy
wyłączonym napięciu zasilania (wyłącznik główny obrabiarki).
3) Uruchomienie piły może nastąpić po sprawdzeniu ustawienia narzędzi i założeniu osłon
tarcz i przekładni pasowych.
4) Podczas pracy w płaszczyźnie cięcia i jej przedłużeniach nie może znajdować się ani
piłowy ani osoby postronne.
uchwyt
tarcza
głowica szlifierska

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
52
5) Stanowisko obserwacyjne piłowego winno się znajdować poza płaszczyzną cięcia,
w miejscu zapewniającym dobre warunki obserwacji.
6) Wyposażenie piłowego: kombinezon wodoodporny, buty na podeszwie nie poślizgowej,
okulary ochronne, ochronniki słuchu, podkład drewniany w punkcie obserwacyjnym.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel obróbki wymiarowo-kształtowej?
2. Opisz jakie ruchy wykonuje diamentowa tarcza tnąca umieszczona na suporcie frezarki
podczas obcinania płyty wzdłuż jej obwodu?
3. Jakie ruchy musi wykonać stół z płytą aby obcinać płytę na jej długości i szerokości?
4. Jaką pozycję musi przyjmować wrzeciono robocze suportu i tarcza tnąca aby wykonać
cięcie pod kątem 45
o
względem powierzchni licowej płyty?
5. W jaki sposób można naciąć profil krzywoliniowy za pomocą tarczy tnącej?
6. Dlaczego stół piły lub frezarki tarczowej pokryty jest wykładziną drewnianą?
7. W jaki sposób można powiększyć płaszczyznę roboczą stołu lub wózka piły tarczowej?
8. Jakie obrabiarki stosowane są do wycinania elementów o obrysie krzywoliniowym
w płaszczyźnie licowej?
4.6.3. Ćwiczenia
Ćwiczenie 1
Sprawdź stan piły tarczowej. Zamontuj i sprawdź prawidłowość ustawienia diamentowej
tarczy tnącej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeprowadzić przegląd piły tarczowej(stan wrzeciona, tarcz dociskowych, nakrętki,
prowadnic wózka lub suportu),
2) założyć tarczę tnącą na wrzeciono zwracając uwagę na strzałkę kierunku obrotu,
3) założyć zewnętrzną tarczę dociskową i dokręcić nakrętkę zaciskową,
4) obracając ręcznie tarczę sprawdzić i zapisać bicie poosiowe tarczy (dT),
5) założyć i zamocować osłonę tarczy tnącej.
Wyposażenie stanowiska pracy:
–
plansza z oznaczeniem odchyłek montażowych,
–
sprzęt ochrony osobistej,
–
piła tarczowa Ø 200–400 mm (najkorzystniej wózkowa),
–
diamentowa tarcza tnąca o średnicy jak wyżej,
–
czujnik zegarowy 0,01 z podstawą magnetyczną,
–
wózek transportowy.
Ćwiczenie 2
Po zainstalowaniu i sprawdzeniu tarczy tnącej (w ćwiczeniu 1) przygotuj stanowisko do
obcinania płyty kamiennej i przeprowadź cięcie po linii prostej.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) ustalić rodzaj materiału płyty przeznaczonej do przecinania,
2) sprawdzić jaka jest zalecana prędkość obwodowa tarczy dla tego materiału,
3) dostosować obroty tarczy do zalecanej prędkości obwodowej (jeśli obrabiarka posiada
możliwość regulacji obrotów),
4) ustalić linie cięcia i pomiędzy nimi rozmieścić uchwyty płyt,
5) w zależności od rodzaju rozcinanego materiału wybrać sposób cięcia (na pełną głębokość
lub cięcie skokowe),
6) ustalić wstępne warunki cięcia (głębokość i posuw minutowy) zgodnie z zalecaną
wydajnością minutową (Z),
7) przeprowadzić cięcie obserwując zachowanie się tarczy tnącej i jakość powierzchni po
cięciu,
8) zmierzyć i zapisać czas wykonania cięcia; dzieląc powierzchnię przecięcia (cm
2
) przez
czas (min) otrzymasz rzeczywistą wartość wydajności minutowej (Z),
9) sporządzić notatkę z danymi uzyskanymi w czasie próby.
Wyposażenie stanowiska pracy:
–
piła tarczowa Ø 200–400 mm (najkorzystniej wózkowa),
–
diamentowa tarcza tnąca o średnicy jak wyżej,
–
przymiar liniowy lub taśmowy 2m,
–
stoper lub zegarek z sekundnikiem,
–
wózek transportowy do 200 kg,
–
płyty o grubości 3–4 cm o powierzchni min. 1m
2
,
–
z 4 materiałów jak wyżej.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować pojęcie obróbka wymiarowo-kształtowa?
2) nazwać i opisać funkcje podstawowych zespołów frezarki tarczowej?
3) dobrać sposób cięcia dla różnych rodzajów kamienia?
4) zamontować i sprawdzić poprawność ustawienia diamentowej tarczy tnącej
na wrzecionie piły lub frezarki tarczowej?
5) zamocować płytę kamienną na stole obrabiarki?
6) wykonać samodzielnie cięcie płyt z co najmniej 4 głównych rodzajów
kamieni?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
54
4.7. Specjalne rodzaje obróbki kamienia
4.7.1. Materiał nauczania
W poprzednich rozdziałach zostały omówione podstawowe technologie stosowane
w mechanicznej obróbce kamienia: technologie trakowe i obróbka wymiarowo-kształtowa
elementów płytowych.
W jej wyniku otrzymuje się płaskie elementy płytowe stosowane w budownictwie jako
okładziny zewnętrzne lub wewnętrzne, elementy architektoniczne: parapety, stopnie,
stopnice. Rozwój budownictwa i budowa obiektów o podwyższonym standardzie
wykończenia wymuszają doskonalenie produkcji seryjnych elementów budowlanych, które
zostały opisane w poprzednich rozdziałach.
Z kamienia wykonuje się również wiele wyrobów o odmiennym charakterze elementów
o kształtach przestrzennych jak tralki, walce dla papiernictwa, wazony i galanterię
kamienną. Mogą być wykonywane na uprzednio omówionych obrabiarkach, lecz ich
wykorzystanie w warunkach seryjnej produkcji przemysłowej jest nieopłacalne. Są to
elementy wykonywane w mniejszych seriach, najczęściej w warsztatach kamieniarskich
o długiej tradycji. Mogą one wykorzystać do produkcji małe nieforemne głazy z różnych
gatunków kamienia i dzięki zastosowaniu metod obróbki ostrzowej i ściernej uzyskać
wyjątkowe efekty użytkowe lub wizualne.
Produkcja ich odbywa się najczęściej w technologii ostrzowej (rys. 8. rozdział 4.2)
z wykorzystaniem obrabiarek do obróbki metali (tokarek, strugarek, dłutownic). Metoda
ostrzowa jest możliwa do zastosowania ponieważ w trakcie obróbki kamienia można wycofać
stępione narzędzie, naostrzyć i rozpocząć obróbkę w miejscu, w którym została ona
przerwana. Nie było to możliwe na przykład przy piłowaniu bloków.
Toczenie kamienia
Do mechanicznej produkcji kamiennych elementów o kształtach obrotowych najczęściej
stosowane są uniwersalne tokarki kłowe stosowane w przemyśle metalowym i adaptowane
do obróbki kamienia. Umożliwiają one wykonywanie elementów walcowych i ich
podstawowymi danymi są: średnica i długość toczenia. Do toczenia galanterii kamiennej
stosowane są tokarki do Ø400x800 mm, do tralek i walców tokarki do Ø600x1500 mm. Do
toczenia walców przemysłowych i kolumn wymagane są tokarki do Ø1000x6000 mm do
9000 mm.
Tokarka składa się z solidnej podstawy, na której umieszczony jest wrzeciennik
z napędem) zakończony trój lub czteroszczękowym uchwytem. Na prowadnicach łoża
porusza się suport narzędziowy, na końcu łoża umieszczony jest konik, podtrzymujący
obrabiany element. Szybkość przemieszczania suportu jest ustalana przez skrzynkę posuwów.
Odległość pomiędzy łożem a osią uchwytu wyznacza maksymalną średnicę toczonego
elementu, zaś długość łoża – długość toczenia.
Przy toczeniu walców obróbka odbywa się w dwóch etapach, najpierw przygotowuje się
półfabrykat o wymiarach zbliżonych do kształtu ostatecznego. W przypadku walców
wykonuje się element o przekroju kwadratowym, który przez docinanie doprowadza się do
przekroju wielobocznego (8–16). Walce dłuższe przewierca się osiowo i do otworu
wprowadza się stalową oś, którą zalewa się mieszanką żywicy poliestrowej z mączką
kamienną lub stopem metalowym na bazie ołowiu.
Tak przygotowany półfabrykat mocowany jest w uchwycie wrzeciennika i podpierany na
obrotowym kle konika (rys. 55). W zależności od rodzaju obrabianego materiału do obróbki
powierzchni zewnętrznych walca stosuje się noże tokarskie zbrojone nakładkami z węglików
spiekanych lub (rys. 55) na suporcie montuje się przystawkę z tarczą karborundową lub
diamentową. Podczas wolnego obracania się walca suport z obracającym się narzędziem
przesuwany jest wzdłuż pobocznicy walca obrabiając tą powierzchnię.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Rys. 50. Uniwersalna tokarka kłowa podczas obróbki walca
powierzchni zewnętrznych walca stosuje się noże tokarskie zbrojone nakładkami z węglików
spiekanych lub (rys. 50) na suporcie montuje się przystawkę z tarczą karborundową lub
diamentową. Podczas wolnego obracania się walca suport z obracającym się narzędziem
przesuwany jest wzdłuż pobocznicy walca obrabiając tą powierzchnię.
Opisany sposób obróbki walców jest dokładniejszy od obróbki na diamentowym traku
linowym (zewnętrzna powierzchnia walca nie ma wyoblenia wynikającego z ugięcia liny)
a ponadto umożliwia toczenie znacznie dłuższych walców (do 9 m).
Obróbka tokarska umożliwia wykonanie walców o obrysie krzywoliniowym, możliwość
tą daje uruchomienie suportu w kierunku prostopadłym do osi walca.
Narzędzia tokarskie
Do obróbki tokarskiej stosowane są noże tokarskie o różnych kształtach, wymiarach
i przeznaczeniu. Nóż tokarski składa się ze stalowego trzonka o przekroju prostokątnym oraz
ostrza punktowego lub kształtowego. Ostrze może być wykonane ze stali narzędziowej lub
płytki z węglików spiekanych lutowanych do trzonka. Zastosowanie noży zbrojonych
węglikami spiekanymi jest szczególnie zalecane do materiałów ściernych (twarde piaskowce,
granity wysokokwarcowe).
Trzonek noża mocowany jest w suporcie, który może przesuwać się wzdłuż osi
toczonego elementy oraz w kierunku do niego prostopadłym. Kształt ostrza i usytuowanie
krawędzi tnącej dostosowane są do kierunku w jakim przesuwa się narzędzie względem
obrabianego elementu.
O skuteczności noża decyduje nie tylko materiał z jakiego został wykonany, lecz głównie
geometria ostrza, którą określają: kąt przyłożenia (α), kąt natarcia (γ), oraz kąt ostrza (β).
Kąt natarcia (γ) decyduje pod jakim kątem zbierana jest warstwa obwodowa materiału
nabiegającego na ostrze noża, dla materiałów miękkich jest dodatni (krawędź poniżej osi
obrotu walca) lub ujemny (krawędź powyżej osi obrotu) dla materiałów twardych.
Kąt przyłożenia (α) określa pod jakim kątem jest nachylona krawędź ostrza w stosunku
do pionu. Zabezpiecza przed tarciem narzędzia o materiał, nie może być za duży – osłabia
przekrój trzonka w rejonie podparcia.
uchwyt
konik
suport
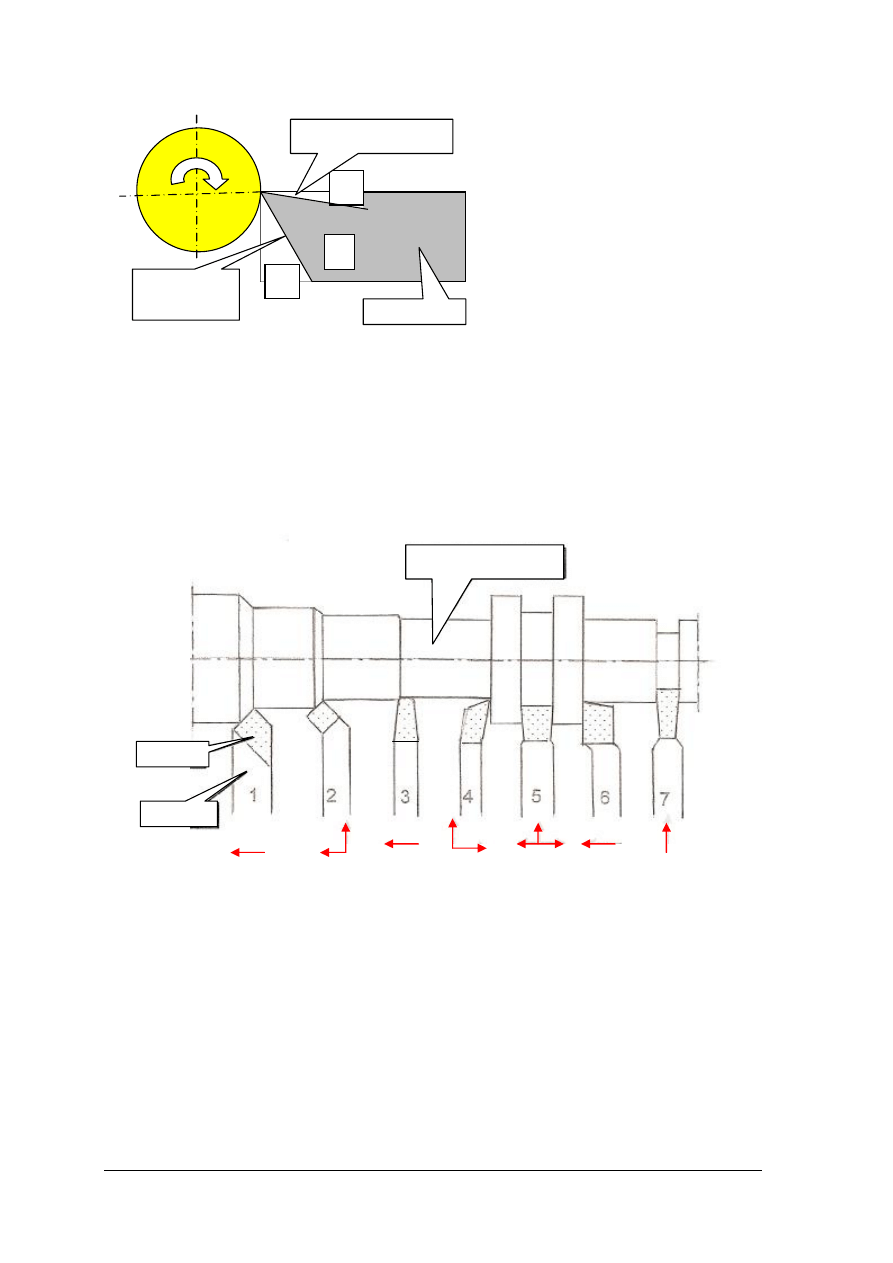
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 51. Przekrój ostrza noża tokarskiego
Kąt ostrza (β) – określa kąt pomiędzy powierzchniami natarcia i przyłożenia, decyduje o
wytrzymałości przekroju ostrza w strefie cięcia(im mniejszy kąt tym ostrze jest słabsze)..
Dlatego noże do granitu ostrzone są na kąt β bliski 90
0
. Na rys. 52. pokazane są wybrane
rodzaje noży tokarskich stosowanych do obróbki kamienia i metalu. Noże te produkowane są
seryjnie w różnych odmianach i spośród nich można dobrać najlepszy do wykonania
odpowiedniego zabiegu. Na tym samym rysunku strzałkami zaznaczono kierunki przesuwania
narzędzia podczas toczenia.
Rys. 52. Noże tokarskie stosowane przy obróbce kamienia 1– zdzierak prosty lewy, 2– wykańczak spiczasty
3 – wykańczak wąski, 4 – nóż boczny, 5 – przecinak, 6– nóż boczny odsadzany, 7– przecinak wąski
Technika toczenia
Sposób toczenia elementów kamiennych różni się od toczenia metalu ze względu na
mniejszą wytrzymałość i kruchość materiału. Dotyczy to szczególnie miejsc mocowania
i podpierania półfabrykatów w uchwytach tokarek.
Na rys. 53. pokazana jest jedna z metod mocowania granitowych elementów walcowych,
umożliwiająca toczenie walców lub kolumn o długości do 9 m, a czasem nawet dłuższych.
Sam proces wiercenia długich otworów, mocowania i zalewania osi jest pracochłonny.
Przy produkcji tralek i elementów obrotowych o mniejszej długości (1–1,5m) dolnej
części półfabrykatu nadaje się przekrój kwadratowy, co umożliwia zamocowanie go
w uchwycie czteroszczękowym tokarki. Po drugiej stronie półfabrykat podpiera się na osi
β
α
γ
powierzchnia natarcia
powierzchnia
przyłożenia
trzonek noża
ostrze
trzonek
obrabiany element
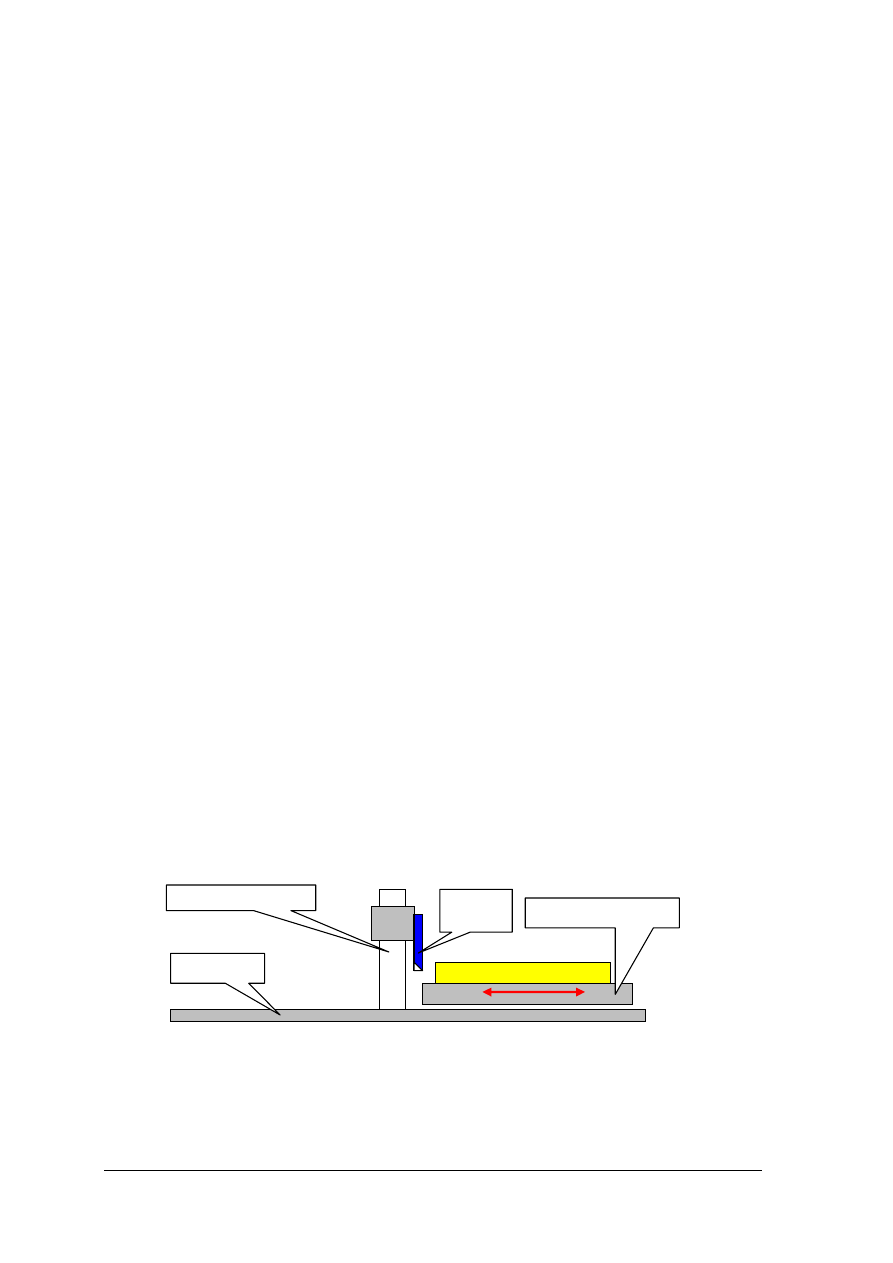
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
57
konika. Podpiera się bezpośrednio na uprzednio wykonanym otworze, lub za pośrednictwem
metalowej wkładki z otworem wklejonej do półfabrykatu. Powierzchnia półfabrykatu,
pomiędzy punktami mocowania i podparcia, musi mieć przekrój zbliżony do koła:
pozostawiony przekrój kwadratowy powoduje uderzenia noża o krawędzie i najczęściej ich
wyłamanie.
Toczenie elementów drążonych (wazony) o długości do 60 cm z materiałów o zwartej
strukturze może być wykonywane przy jednostronnym mocowaniu półfabrykatu. Elementy
takie mają podstawę o przekroju okrągłym i mogą być mocowane w trójszczękowym
uchwycie tokarskim. Dla zabezpieczenia półfabrykatu przed uszkodzeniem w miejscu
mocowania, szczęki uchwytu wyposażane są w nakładki (drewniane lub plastikowe).
Wewnętrzna część wazonu jest wykonywana przy pomocy noży wytaczaków i odcinana
lub odłamywana od środka.
W przypadku elementów drążonych o większej długości stosowane jest podpieranie na
osi konika. W tym przypadku po wykonaniu obróbki wnętrza poza osią konika–rdzeń jest
podcinany od środka i wyłamywany po zdjęciu z tokarki.
Toczenie materiałów miękkich (wapienie lekkie) odbywa się na sucho, w pozostałych
przypadkach noże tokarskie są chłodzone wodą, która równocześnie odprowadza zebrane
wióry kamienne.
Struganie kamienia
Długie elementy kamienne (powyżej 3–3,2m), o przekroju kwadratowym, prostokątnym
lub innym nieobrotowym, które nie mieszczą się na stołach lub wózkach pił tarczowych lub
traków linowych mogą być obrabiane na strugarkach do metalu.
Strugarki do metalu wykonywane są jako kolumnowe lub bramowe. Obrabiane elementy
mocowane są na długim stole, który przesuwa się wolnym ruchem posuwisto-zwrotnym (tam
i z powrotem) pod narzędziami mocowanymi w suportach umieszczonych na kolumnach lub
konstrukcji bramowej. W strugarkach obróbka odbywa się najczęściej w jedną stronę, ruch
powrotny jest ruchem jałowym.
Noże ustawione są w ten sposób, że ostrzem skierowane są w kierunku obrabianej
powierzchni i wysunięte na głębokość skrawania ,natomiast przy ruchu powrotnym unoszą
się nad obrobioną powierzchnią. Tą metodą można wykonywać złożone profile na długich
elementach przy zastosowaniu pojedynczych noży lub ich zestawów. Noże stosowane do
dłutowania mają ostrza o geometrii nożów tokarskich podanych w tab.2. Jedynie kąt
przyłożenia (α) przyjmowany jest w granicach 10–15
0
.
Rys. 53. Sposób działania strugarki do metalu i długich elementów kamiennych
Ogromny postęp w wierceniu nastąpił po wprowadzeniu wierteł diamentowych,
w których na powierzchniach tnących przylutowane są diamentowe segmenty łukowe
(rys. 54).
prowadnice
wózek przedmiotowy
kolumna lub brama
suport
nożowy
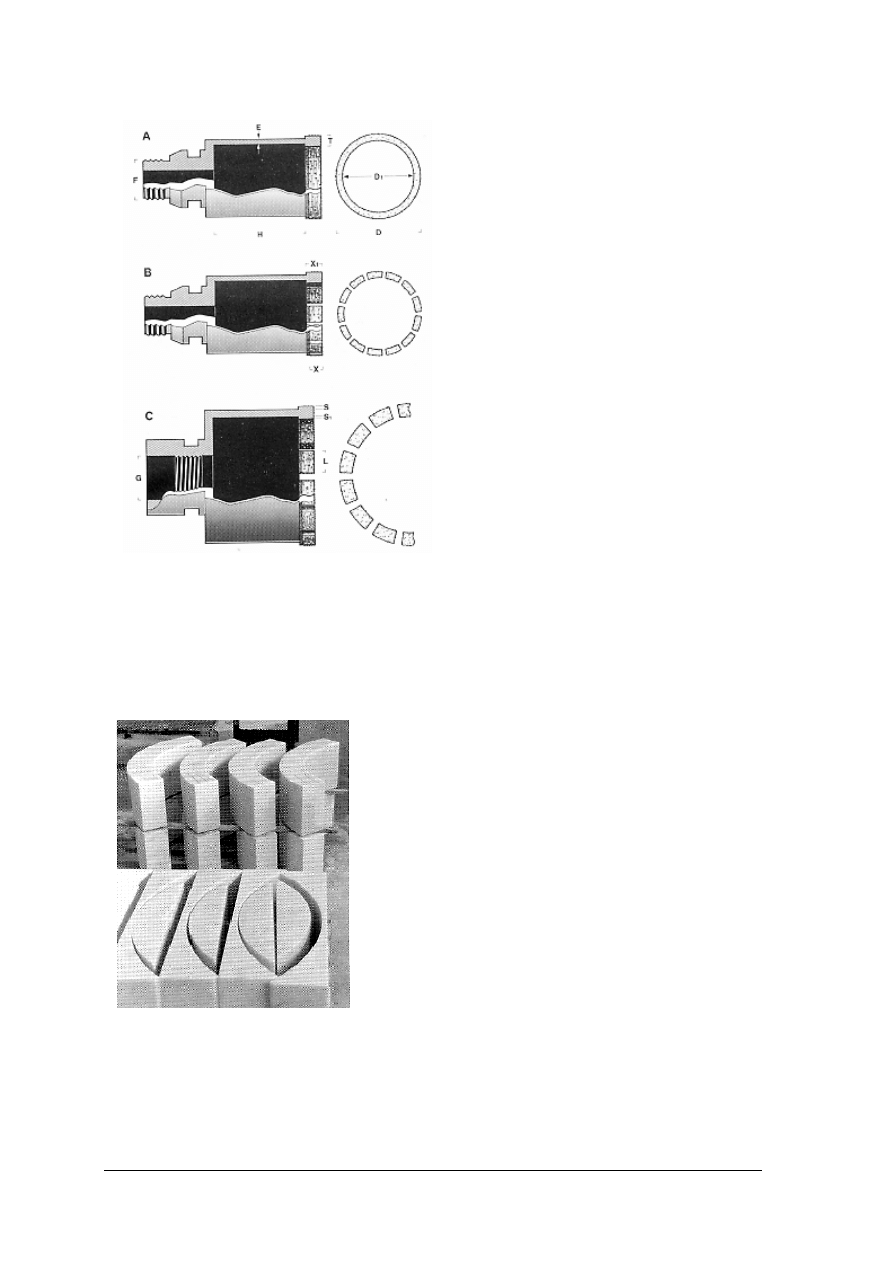
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Postęp ten można porównać do zmiany
sposobu piłowania piaskiem stalowym na
piłowanie piłami diamentowymi.
Jak pokazano na rys. 54 diamentowe
wiertło rdzeniowe składa się z korpusu
z gwintowaną końcówką, rury o długości
odpowiadającej głębokości wiercenia oraz
części tnącej. Przez część chwytową
przeprowadzony jest kanał przez który
dopływa woda chłodząca narzędzie.
Podobnie jak w diamentowych tarczach
tnących krawędź tnąca może mieć obrys
ciągły (A), segmentowy średni (B) oraz
segmentowy zgrubny (C). Im gęściej
rozmieszczone
są
segmenty
tym
dokładniejsze są ściany otworu, kosztem
zmniejszenia
szybkości
wiercenia
i większego zużycia narzędzia.
Zwróć uwagę! Grubość ścianki rury jest
mniejsza od grubości segmentu tnącego ,co
eliminuje tarcie korpusu o materiał.
Rys. 54. Diamentowe wiertła rurowe [11]
Metoda wiercenia rdzeniowego w kamieniu jest znana i stosowana od kilku tysięcy lat.
W piramidach egipskich budowanych od 2500 r. p.n.e (między innymi w piramidzie
Cheopsa) pozostały liczne otwory i rdzenie wyłamywane z tych otworów.
Współcześnie wiercenie wielośrednicowe znajduje coraz szersze zastosowanie
zastępując toczenie walców, okrągłych pokryw, podstaw kolumn a nawet kul kamiennych
stanowiących ozdobę parków i placów miejskich.
Stało się to możliwe dzięki wykorzystaniu ciężkich
wiertarek ramieniowych stosowanych w przemyśle
metalowym. Standartowe wiertła rurowe (jak na rys.60)
oferowane są w średnicach do 200 i 500mm i długości do
200 mm.
W praktyce polskich zakładów kamieniarskich
stosowane są wiertła o średnicach do 1200 mm i długości
do 1000 mm. Jako korpus wykorzystywane są typowe
rury
stalowe
bez
szwu,
w
których
krawędzie
wlutowywane są łukowe segmenty diamentowe.
Dla uzyskania optymalnych warunków wiercenia
przy najniższym zużyciu wiertła producenci narzędzi
zalecają
stosowanie
odpowiednich
prędkości
obwodowych, sił nacisku na wiertło oraz chłodzenia.
Rys. 55. Elementy marmurowe wykonane metodą wiercenia wielkośrednicowego
Wiercenie małośrednicowe
Wiercenie małośrednicowe (d<18 mm) stosowane jest najczęściej przy wykonywaniu
otworów kotwowych w płytach kamiennych mocowanych do ściany za pomocą uchwytów
metalowych.
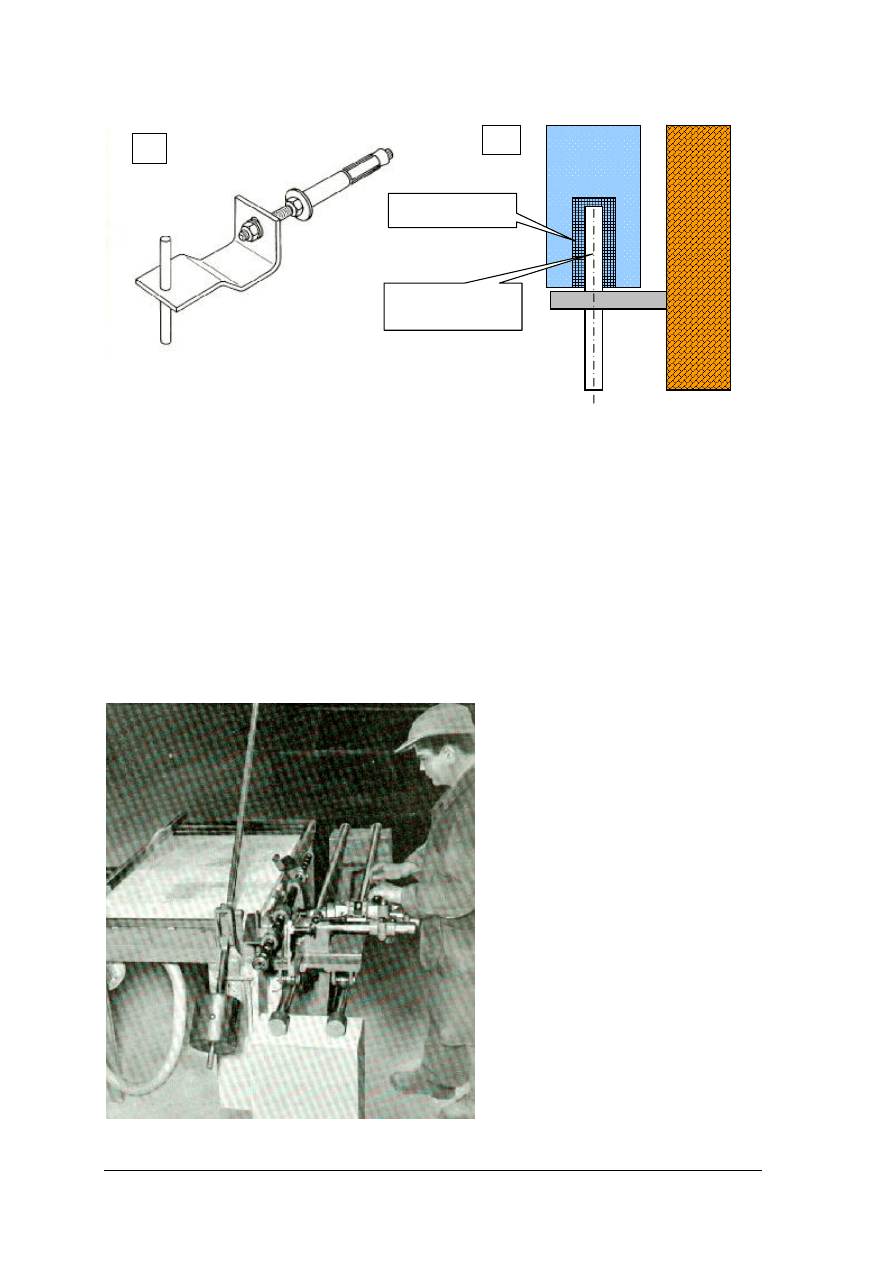
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Rys. 56. Uchwyt kotwowy(a) do mocowania płyt kamiennych
i (b) przekrój przez strefę mocowania płyty [11]
Jak pokazano na rys. 56 b w płytach kamiennych wiercone są otwory prostopadłe do
powierzchni bocznych. Płyty te ustawia się na uprzednio ustawionych uchwytach w taki
sposób, aby kołki znalazły się wewnątrz otworów. Przy większych ilościach otworów lub
odkształceniach termicznych płyt stosowane są tulejki zabezpieczające.
Wiercenie otworów kotwowych wymaga wyjątkowej precyzji: otwory muszą być
precyzyjnie rozmieszczone wzdłuż powierzchni bocznej płyty, w jednakowej odległości od
powierzchni licowej i pod właściwym kątem (najczęściej pod kątem prostym). Niedokładnie
wywiercone otwory mogą spowodować wyłamanie krawędzi i odpadnięcie płyty od elewacji.
Z tego względu wiercenie odbywa się na jedno- lub wielowiertarkowych stołach
wiertarskich gwarantujących powtarzalność rozstawienia i dokładności wierconych otworów
Jako narzędzia stosowane są diamentowe wiertła rurowe w średnicach od 4 do 10 mm ze
stopniowaniem co 1 mm , w zakresie od 10–18 mm ze stopniowaniem co 2 mm.
Do materiałów miękkich (wapienie lekkie, miękkie piaskowce) mogą być stosowane
wiertła ze stali narzędziowej lub zbrojone węglikami spiekanymi .
Na
rys.
57
pokazany
jest
stół
wiertarski
wyposażony
w
jedną
wiertarkę
diamentową.
Wiertarka
przesuwana jest na prowadnicach od
otworu do otworu w przyrządzie
umieszczonym
przy
bocznej
powierzchni
nawiercanej
płyty.
Przyrząd ten umożliwia ustawianie osi
wiercenia
w
pionie
i
rozstawu
poziomego otworów. Po jednokrotnym
ustawieniu
położenia
otworów
na
przyrządzie można wykonać otwory
w serii płyt z dużą dokładnością.
Rys. 57. Stół wiertarski do wiercenia otworów kotwowych [11]
Uchwyt mocowany
do ściany
kołek mocujący płytę
płytę
a
b
kołek z tulejką
zabezpieczającą
otwór w płycie

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy przygotowany do wykonania ćwiczeń:
1. Do obróbki jakich wyrobów i materiałów można stosować obróbkę ostrzową i dlaczego?
2
Jaką tokarkę wybierzesz do toczenia małej wazy marmurowej, a jaką do toczenia
długiego walca granitowego o średnicy 1 metra ? (średnica i długość toczenia.)
3
Jak przygotowuje się półfabrykat do toczenia granitowego walca papierniczego?
4
Z jakich części składa się nóż tokarski i jakie jest ich przeznaczenie?
5
Jaki kąt ostrza noża tokarskiego dobierzesz do obróbki granitu, a jaki do miękkiego
marmuru lub wapienia?
6
Jakie elementy kamienne można wykonać metodą strugania?
7
Dlaczego otwory kotwowe płyt okładzinowych muszą być wiercone wyjątkowo
dokładnie i starannie?
4.7.3. Ćwiczenia
Ćwiczenie 1
Na planszy przedstawiającej tokarkę pociągową powinieneś:
1) wskazać i nazwać podstawowe zespoły tokarki oraz opisać ich przeznaczenie,
2) opisać suport, wskazać miejsce i sposób mocowania noża tokarskiego,
3) opisać sposób mocowania półfabrykatu kamiennego na tokarce,
4) wskazać miejsca stwarzające zagrożenia dla obsługi i sposoby zapobiegania tym
zagrożeniom.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś:
1) przeglądnąć katalogi i materiały producentów maszyn do obróbki metali,
2) przeanalizować konstrukcję tokarki kłowej,
3) przypomnieć sobie zasady mocowania elementów kamiennych na tokarce,
4) odpowiedzieć na pytania zawarte w ćwiczeniu.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca tokarkę kłową
–
noże tokarskie o różnych kształtach i konstrukcji
–
prospekty tokarek do kamienia
–
materiały reklamowe producentów galanterii kamiennej
Ćwiczenie 2
Wykonaj obróbkę elementu z wapienia pińczowskiego o kształcie walcowym z
półfabrykatu o przekroju kwadratowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenia powinieneś :
1) umocować półfabrykat w uchwycie czteroszczękowym i podeprzeć go konikiem,
2) założyć do suportu nóż strugarski o szerokiej, pionowej krawędzi i odsunąć suport na
długość półfabrykatu w kierunku konika,
3) obracając półfabrykat ustawić go w taki sposób, aby krawędź znalazła się na wysokości
jego osi,
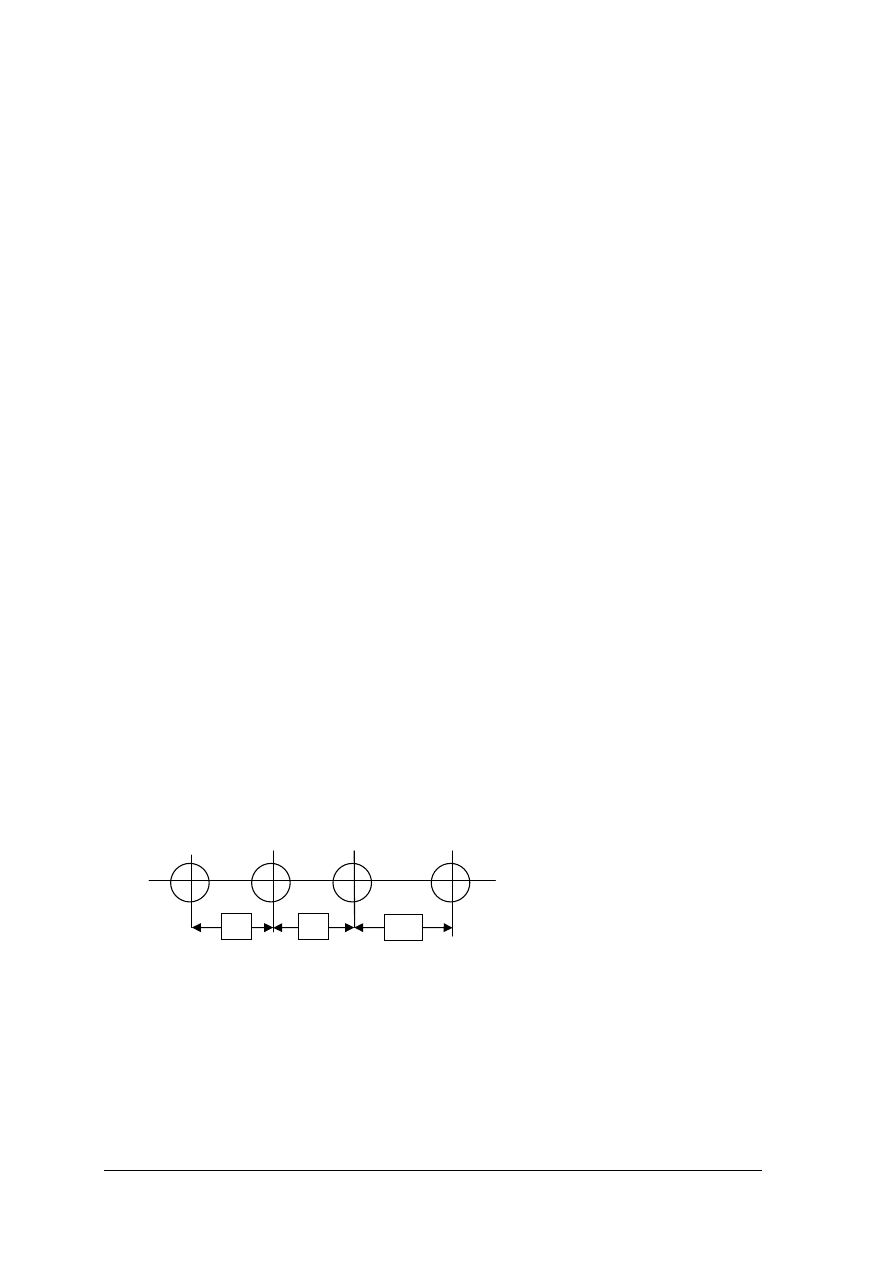
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4) bez włączania obrotu wykonać struganie krawędzi przez uruchomienie ruchu suportu w
kierunku uchwytu,
5) po wycofaniu suportu do pozycji wyjściowej obrócić półfabrykat o 90
o
i strugać kolejną
krawędź półfabrykatu,
6) wykonać toczenie na wymiar,
7) oczyścić tokarkę i uporządkować jej otoczenie.
Wyposażenie stanowiska pracy:
– rysunek elementu z wapienia,
– tokarka kłowa korzystnie z uchwytem czteroszczękowym,
– noże tokarskie o różnych kształtach i konstrukcji,
– prospekty tokarek do kamienia,
– materiały reklamowe producentów galanterii kamiennej,
– środki ochrony osobistej.
Ćwiczenie 3
Wykorzystując posiadaną wiertarkę słupową lub stołową, względnie ręczną wiertarkę
elektryczną z prowadnicą przeprowadź wiercenie otworów w płytach kamiennych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeprowadzić przegląd wiertarki ze szczególnym uwzględnieniem wyłącznika,
przekładni ,zespołu przesuwu wiertła oraz uchwytu.
2) dobrać diamentowe wiertło rurowe do granitu, lub wiertło spiralne ze stali narzędziowej
lub zbrojone węglikami spiekanymi – do miękkiego marmuru lub wapienia,
3) trasować osie otworów na powierzchni licowej elementu – według otrzymanego rysunku,
4) wykonać wiercenie co najmniej 5 otworów zwracając szczególną uwagę na dokładnie
prostopadłe ustawienie wiertła w stosunku do powierzchni licowej oraz dokładność
rozstawienia,
5) samodzielnie zmierzyć rozstawienie wykonanych otworów i porównać z rysunkiem,
6) trasować osie otworów kotwowych na bocznej powierzchni płyty i powtórzyć czynności
według p.4 i 5.
Po opanowania techniki wiercenia przeprowadzić próby kontrolne:
1. wiercenie szeregu otworów w powierzchni licowej przy założonym ich rozstawieniu
2. jak wyżej w powierzchni bocznej płyty o grubości 3-4 cm
Wyposażenie stanowiska pracy:
–
wiertarka słupowa lub ramieniowa,
–
ręczna wiertarka elektryczna z prowadnicą,
–
wiertła rurowe diamentowe o średnicach 5–20 mm,
–
wiertła spiralne o średnicach jak wyżej,
–
przymiar liniowy lub taśmowy 1 m,
–
suwmiarka 200 mm.
a
b
c

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
62
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wybrać obrabiarkę do wykonania walca granitowego?
2) ustalić i opisać sposób wykonania walca granitowego osadzonego na osi
stalowej?
3) dobrać nóż tokarski do toczenia walca granitowego?
4) dobrać nóż tokarski z ostrzem o geometrii odpowiedniej do toczenia
miękkiego kamienia (kąt ostrza)?
5) samodzielnie wywiercić otwory w powierzchni licowej płyty według
otrzymanego rysunku?
6) samodzielnie wiercić otwory kotwowe w bocznych powierzchniach płyty o
rozstawieniu według rysunku?
7) wskazać i oznaczyć miejsca niebezpieczne w wiertarce?
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
63
4.8. Obróbka fakturalna (szlifowanie, polerowanie i inne)
4.8.1. Materiał nauczania
W wyniku obróbki trakowej (rozdział 4.3) i kształtowo-wymiarowej (rozdział 4.7)
otrzymujemy ukształtowany wyrób z kamienia o powierzchniach surowych, najczęściej w
fakturach maszynowych: piłowanej lub przecinanej. Faktury te ukazują wyraźne ślady
stosowanych narzędzi: równoległe (dla obróbki piłowej) i łukowe rysy (dla obróbki
tarczowej). Dla wykorzystania walorów kolorystycznych i użytkowych kamienia poddaje się
je obróbce mającej na celu nadanie im odpowiedniej gładkości (szlifowanie i polerowanie)
lub przeciwnie- szorstkości (dla nawierzchni placów, schodów). Nowa europejska norma PN-
EN 12670 Kamień naturalny. Technologia definiuje i opisuje szereg faktur znanych i
stosowanych w polskich zakładach obróbki kamienia oraz wprowadza nowe faktury oraz
nazwy niektórych faktur.
Podstawowe rodzaje faktur
Faktury szlifowane
–
faktura wstępnie szlifowana uzyskiwana w wyniku szlifowania ścierniwem
karborundowym o ziarnistości F60,
–
faktura średnioszlifowana uzyskiwana za pomocą ścierniwa karborundowego F.120,
–
faktura pełnoszlifowana uzyskiwana za pomocą drobnoziarnistego karborundu F.220,
–
faktura matowa, stan powierzchni po obróbce tarczą szlifierską o ziarnistości F.400
–
wysokiej płaskości i dużej gładkości, lecz bez połysku.
Faktura polerowana – wykończenie powierzchni za pomocą tarczy polerskiej lub filcu
nadająca jej wysoki połysk.
Faktura woskowana (nowe określenie, dotychczas stosowano nazwy szpachlowanie,
żywicowanie):
a. wypełnienie naturalnych pustek występujących na powierzchni skały za pomocą spoiwa,
szlaku, żywic i innych materiałów,
b. polerowanie powierzchni wyrobu kamiennego połączone z jego myciem.
Faktura wypełniona: wypełnianie naturalnych pustek w powierzchni skały kitem,
szpachlówką, szelakiem, żywicami lub innymi materiałami.
Norma przewiduje również faktury otrzymywanie w wyniku różnych technologii obróbki:
–
faktura piaskowana uzyskiwana przez uderzanie ziarn piasku lub innych ziarn ściernych
wyrzucanych z dyszy urządzenia piaskującego,
–
faktura płomieniowana stan powierzchni uzyskany w wyniku obróbki termicznej skały
z użyciem wysokotemperaturowego płomienia,
–
faktura groszkowana uzyskiwana na drodze udarowej obróbki narzędziem metalowym
z piramidkowymi zębami na powierzchni czołowej.
Materiał ścierny czyli ścierniwo
Dla podstawowych technologii obróbki gładkościowej :szlifowania i polerowania
stosowane są najczęściej narzędzia pracujące na zasadzie ścierniwa związanego (patrz
rozdział 4.2). Ścierniwo luźne stosowane jest wyjątkowo do wyrównywania nierówno
przepiłowanych płyt lub kształtowania powierzchni nieforemnych.
Narzędzia szlifierskie i polerskie o różnych kształtach i wymiarach składają się z dwóch
podstawowych składników: materiału ściernego (ścierniwa) oraz spoiwa, w którym
rozmieszczone są ziarna ścierne.
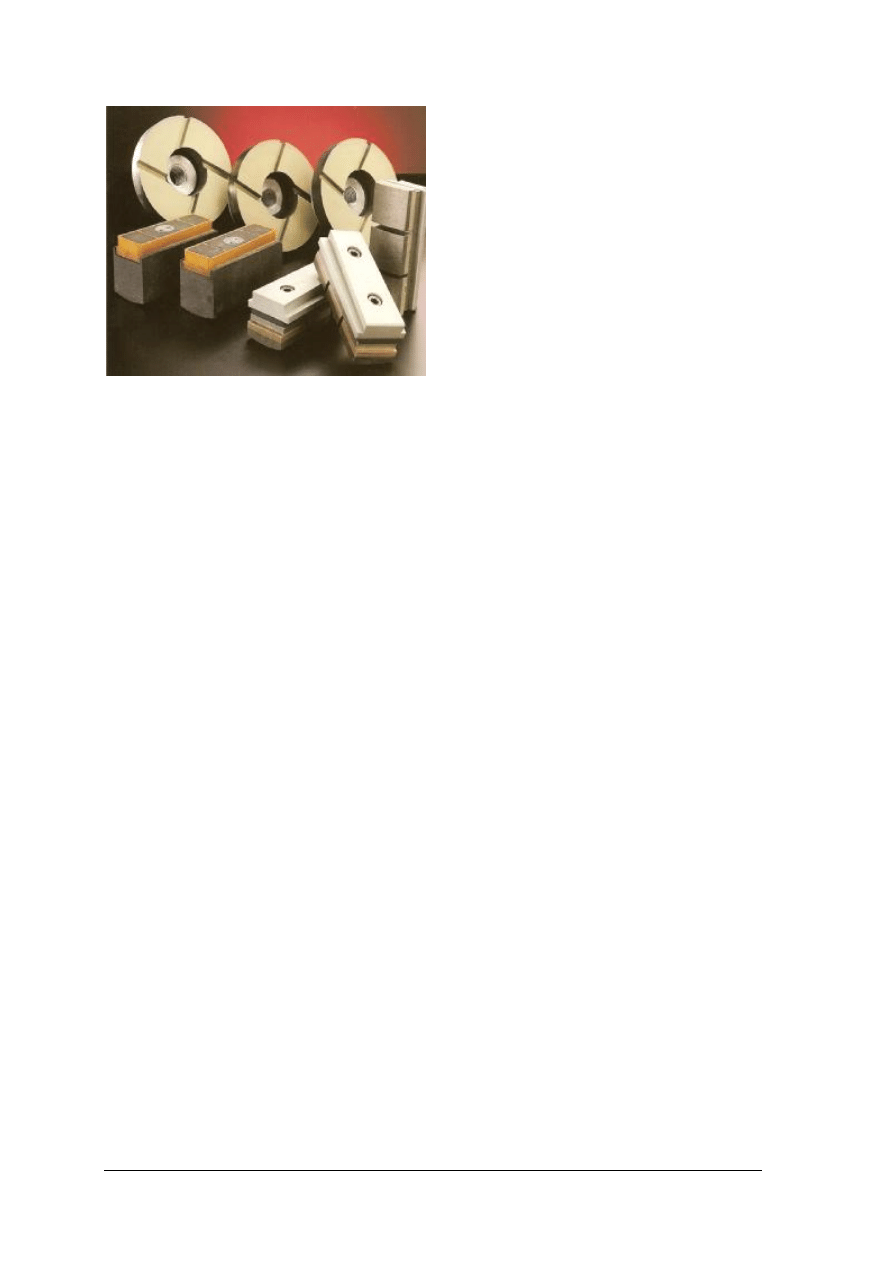
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Podstawowe materiały ścierne stosowane do produkcji ściernic i segmentów ściernych do
obróbki kamienia:
DIAMENT – najtwardszy naturalny materiał ścierny o twardości 10 w skali Mohsa. Stanowi
główny składnik diamentowych segmentów metalowo-diamentowych do piłowania, cięcia
i szlifowania kamienia KARBORUND – węglik krzemu SiC otrzymywany sztucznie przez
stapianie czystego kwarcu i koksu w temperaturze 2500–3000
0
. Twardość 9, 7 w skali
Mohsa. Odmiany: zielony o zawartości minimum 97%, twardszy lecz bardziej kruchy,
czarny o zawartości do 95% miększy i mniej kruchy KORUND (Al
2
O
3
) – twardy minerał o
twardości 9
0
w skali Mohsa. Doskonały naturalny materiał ścierny, był stosowany przed
wprowadzeniem na rynek karborundu do szlifowania granitów i sjenitów oraz piłowania
granitu linami helikoidalnymi.
ELEKTROKORUND – sztuczny materiał ścierny wytwarzany z boksytu w piecach
elektrycznych. Twardość 9–9,5 w skali Mohsa. Stosowany do produkcji tarcz tnących
i narzędzi szlifierskich.
SZMERGIEL – drobnoziarnista skała przeobrażona zawierająca znaczne ilości korundu.
W kamieniarce najbardziej znany jest szmergiel z greckiej wyspy Naxos. Był i jest stosowany
do ostatecznego szlifowania granitu i marmuru przed polerowaniem.
Własności mechaniczne i twardość nie są jedynymi czynnikami decydującymi
o skuteczności narzędzia, czynnikami tymi są: ziarnistość (wielkość) ziaren, koncentracja
(zagęszczenie ziaren w jednostce objętości) raz rodzaj spoiwa.
Ziarnistość ścierniwa jest ustalana metodą przesiewania przez sita do 53μm
(mikrometrów – dla przypomnienia 1 mikrometr = 1/1000mm), poniżej tej wartości za
pomocą sedymentacji (separacji w wodzie).
Oznaczenia cyfrowe oznaczają ile otworów mieści się na umownej jednostce powierzchni
sita. Im ziarno jest drobniejsze tym większe jest jego oznaczenie cyfrowe. Ziarna najgrubsze
mają oznaczenia 8, 9, 10 najdrobniejsze F800, F1000 i F1200.
Zwróć uwagę! oznaczenia wielkości ziarnistości zawarte w opisach faktur szlifowanych.
Spoiwo
Spoiwo jest materiałem, którego zadaniem jest utrzymanie ziaren ścierniwa w ściernicy
i zapewnienie równomiernego wychodzenia ziaren na powierzchnię narzędzia w miarę
zużycia, co nazywane jest samoostrzeniem się narzędzia. Do produkcji narzędzi
kamieniarskich stosowane są spoiwa:
Rys. 58. Tarcze i segmenty ścierne mocowane
głowicach szlifierskich
[ ]
11
.
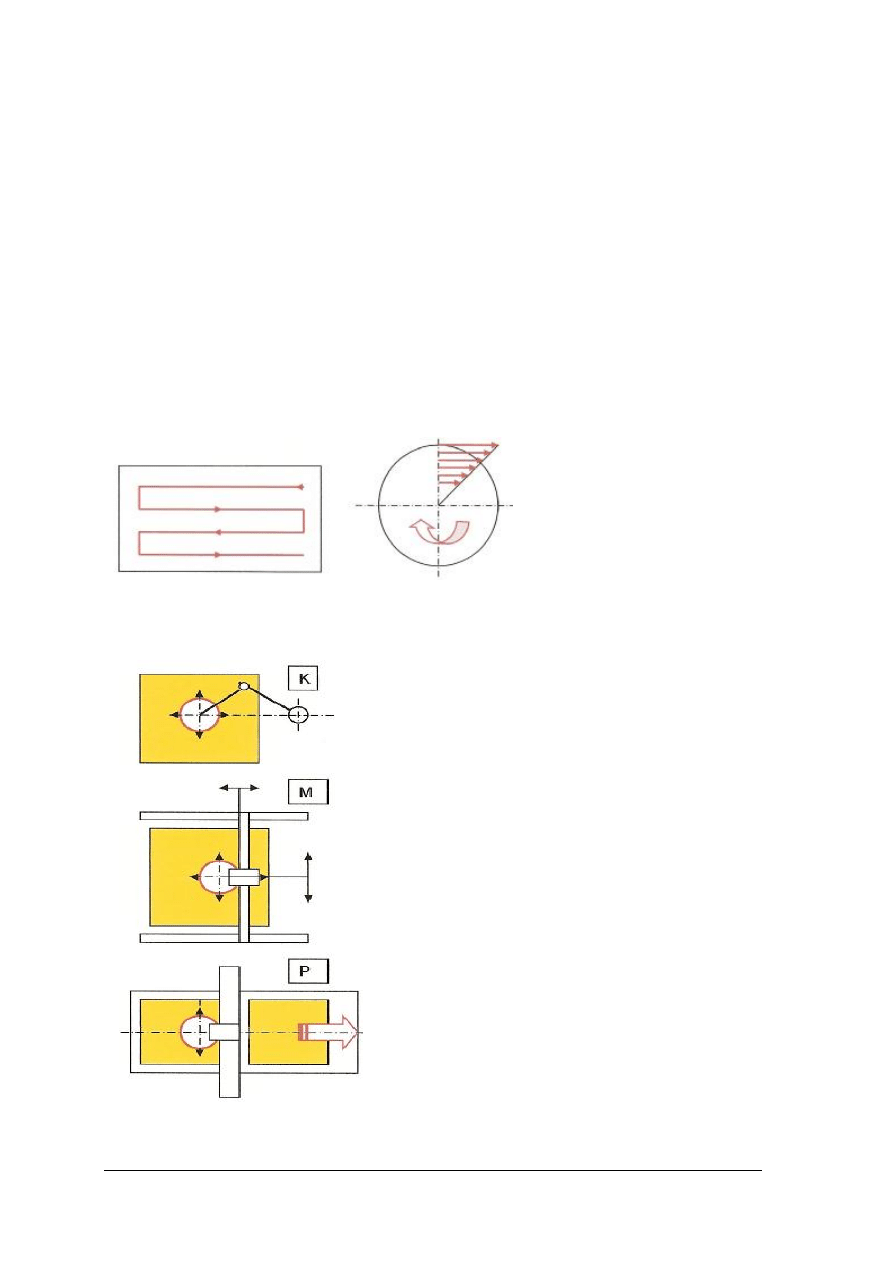
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
65
MAGNEZYTOWE – Mg-spoiwo składające się ze szkła wodnego z dodatkiem chlorku
magnezowego (cement Sorella), spoiwo mało porowate, wodochłonne i czułe na uderzenia
GUMOWE –R- składające się z kauczuku naturalnego lub sztucznego, zwulkanizowanego
siarką, spoiwo elastyczne mniej czułe na uderzenia.
METALOWO-SPIEKANE – M – spoiwo formowane z proszków, tlenków i węglików
metali; podstawowe spoiwo narzędzi diamentowych.
Doboru ściernic oraz segmentów mocowanych w głowicach szlifierskich dokonuje się
w kolejności:
2. grupa materiałowa (granity, marmury, piaskowce),
3. ziarnistość stopniowana według przyjętego schematu.
Technika szlifowania
Szlifowanie, czyli stopniowe zmniejszanie nierówności na obrabianej powierzchni
wykonywane jest przez dużą ilość ziaren ścierniwa znajdujących się na powierzchni roboczej
ściernicy. Pracę tą wykonują segmenty ścierne o coraz drobniejszym ziarnie.
Aby to nastąpiło ziarna te muszą poruszać się ruchem obrotowym a dodatkowo
prostoliniowym lub krzywoliniowym względem obrabianej powierzchni.
Na rys. 59b. pokazana jest okrągła
ściernica obracająca się względem
pionowej osi.
Zwróć
uwagę!
Największą
prędkość mają ziarna znajdujące
się
na
obwodzie
natomiast
znajdujące się w osi
Rys. 59. Ruch główny – obrót (b) oraz pomocniczy ruch wodzenia (a).
obracają się w jednym miejscu i bez dodatkowego ruchu poprzecznego powodują jedynie
miejscowe wycieranie materiału („zacieranie) skutkujące miejscowymi uszkodzeniami na
obrabianej powierzchni.
Szlifierki i polerki do kamienia
Istnieje wiele rozwiązań konstrukcyjnych szlifierek od
prostych szlifierek ręcznych do automatycznych
szlifierek wielogłowicowych .
Można jednak wyróżnić trzy główne rodzaje szlifierek
pokazanych na rys. 66.
K. Szlifierki kolankowe Ruch główny, obrót tarczy
realizuje silnik z przekładnią pasową umieszczone na
dwuprzegubowym ramieniu. Ramię mocowane jest
obrotowo do słupa lub ściany. Ruch wodzenia
wykonuje szlifierz, który ręcznie prowadzi tarczę lub
głowicę szlifierską po powierzchni płyty. Narzędzia
wymieniane są ręcznie na ściernice o coraz mniejszej
ziarnistości.
M. Szlifierki mostowe Suport z tarczą lub głowicą
szlifierską umieszczony jest na prowadnicach mostu,
który przesuwany jest w kierunku prostopadłym do jego
długości. Dzięki skojarzonym ruchom suportu i mostu
suport przemieszcza się w obrysie stołu roboczego.
Ruchem
suportu
można
sterować
ręcznie
lub
wykorzystać ruchy zaprogramowane w układzie
sterowania automatycznego (ruch obwodowy, meander
wdłużny, poprzeczny i inne).
Rys. 60. Podstawowe rodzaje szlifierek do kamienia
a
b
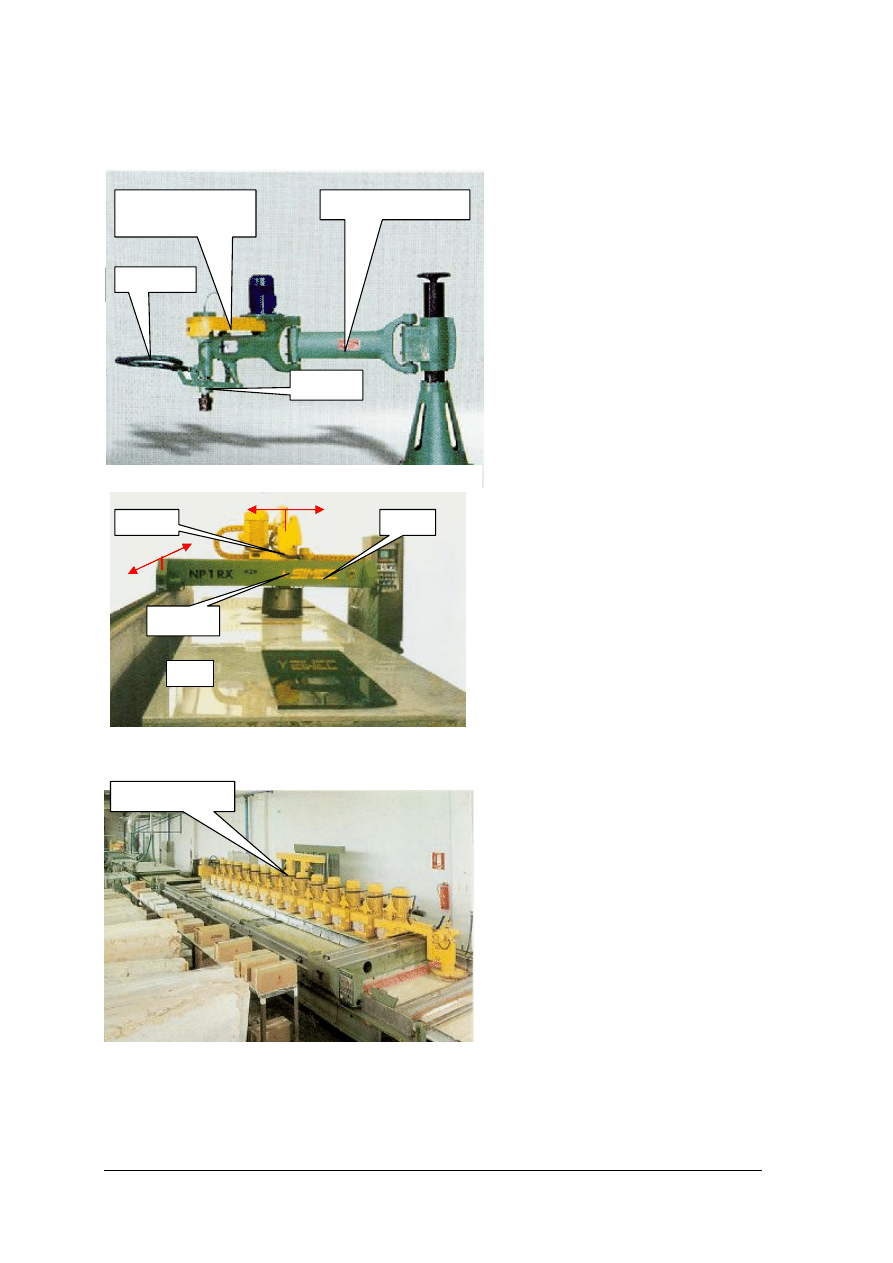
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
66
P. Szlifierki przelotowe Na rys. 66P pokazany jest schemat najprostszej, jednosuportowej
szlifierki przelotowej. Suport szlifierski umieszczony jest na prowadnicach mostu
ustawionego prostopadle do osi przenośnika płytowego lub taśmowego niosącego płyty.
Podczas przesuwania płyt na taśmie
przenośnika suport wykonuje ruch
poprzeczny wzdłuż mostu pokrywając
powierzchnię płyty.
Obecnie produkowane są przelotowe
szlifierki wielogłowicowe, w których
kolejne
suporty
wyposażane
są
w diamentowe
głowice
kalibrujące
a następnie ścierne o coraz mniejszej
ziarnistości.
Na rys. 61 pokazana jest współczesna
szlifierka przelotowa szlifująca płyty
o szerokości 2,2 m.
Most ustawiony równolegle do osi
przenośnika niesie zestaw suportów,
które przesuwane są wspólnie w
poprzek taśmy. Każdy z suportów
posiada indywidualny napęd oraz układ
śledzenia płyt oraz zużycia ściernic.
Suporty zasilane są w wodę z rurociągu
biegnącego wzdłuż mostu .
Zwróćcie uwagę! Naprzeciw każdego
z suportów na długim stole ustawione
są kartony z nowymi segmentami
ściernymi
przygotowanymi
do
wymiany.
Na rys. 62 pokazana jest szlifierka
mostowa
(M)
w
wykonaniu
półbramowym.
Most
szlifierki
porusza się na szynie przy ścianie
oraz torowisku na posadzce. Dzięki
temu ułatwiony jest dostęp do stołu
roboczego
przy
zakładaniu
i zdejmowaniu płyt. Płyty rozmieszcza
się
na
stole
i
szlifuje
kolejno
zmienianymi ściernicami, co skraca
czas obróbki. Dla każdej z płyt
ustawiane są indywidualnie pola
obróbki (b x l).
Rys. 63. Szlifierka przelotowa do płyt o szerokości 2 m z mostem podłużnym niosącym 16 suportów
[ ]
11
.
Szlifierki i polerki do krawędzi
Według normy europejskiej EN 12670 i polskiej PN-EN 12670 „krawędź to bok
elementu kamiennego, który znajduje się na obrzeżu jego ściany i ogranicza powierzchnię
uchwyt
Rys. 61. Szlifierka kolankowa (K);opis w tekście
[ ]
11
.
silnik z przekładnią
pasową
ramię przegubowe
uchwyt
głowica
most suportowy
Rys. 62. Szlifierka mostowa (M)wykonanie półbramowe
[ ]
11
.
most
suport
głowica
stół
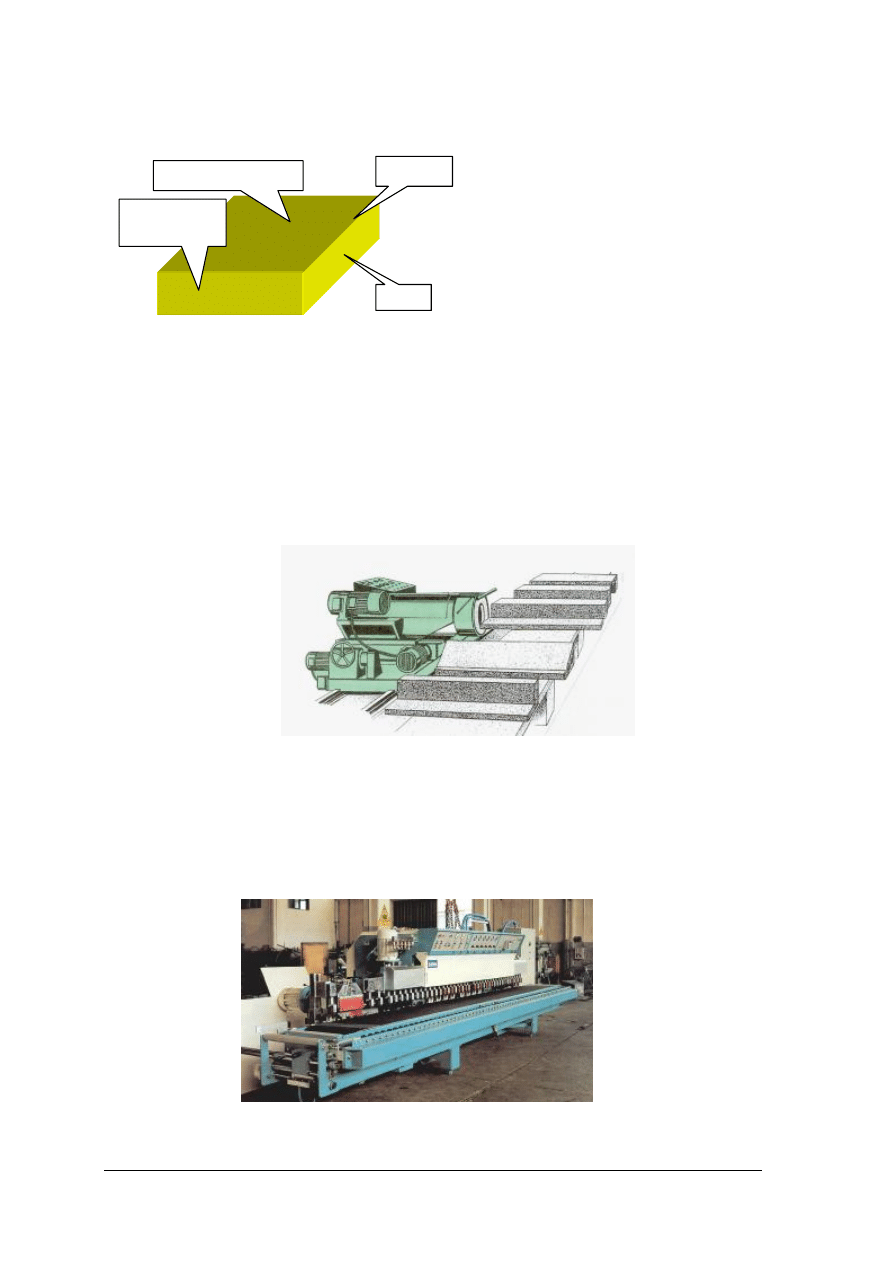
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
67
elementu. W szczególności jest to bok elementu kamiennego, którego wymiary są określone
przez grubość i wysokość elementu.”
Rys. 64. Oznaczenie powierzchni i elementów płyt.
Dla uproszczenia przyjmujemy, że krawędź jest to linia przecięcia się płaszczyzny
licowej i bocznej, zaś bok jest powierzchnią wyznaczoną przez krawędzie i grubość płyty.
Obrabiarki do obróbki powierzchni bocznych działają na podobnych zasadach jak
szlifierki i polerki do obróbki powierzchni licowych i często określane jako „boczkarki”.
Obróbka powierzchni bocznych, według normy „polega na nadaniu jej ciągłego
i regularnie ukształtowanego profilu”. Z tego względu do szlifierek do płaskich powierzchni
bocznych zostaje włączona duża grupa obrabiarek do profilowania bocznych powierzchni
elementów kamiennych.
Rys. 65. Szlifierka do płaskich powierzchni bocznych, szlifierka suportowa (porusza się suport ze ściernicą)
[11].
Obrabiane elementy ustawiane są i mocowane na stole. Wzdłuż stołu przesuwa się na szynach
suport ze ściernicą garnczkową, który obrabia po kolei czołowe lub boczne powierzchnie
ustawionych na stole elementów. Po wymianie ściernicy na następną, o niższym uziarnieniu
cykl obróbki powtarza się od nowa.
krawędź
powierzchnia licowa
powierzchnia
boczna
b o k
Rys. 66. Przelotowa wielogłowicowa szlifierka do powierzchni bocznych
[ ]
11
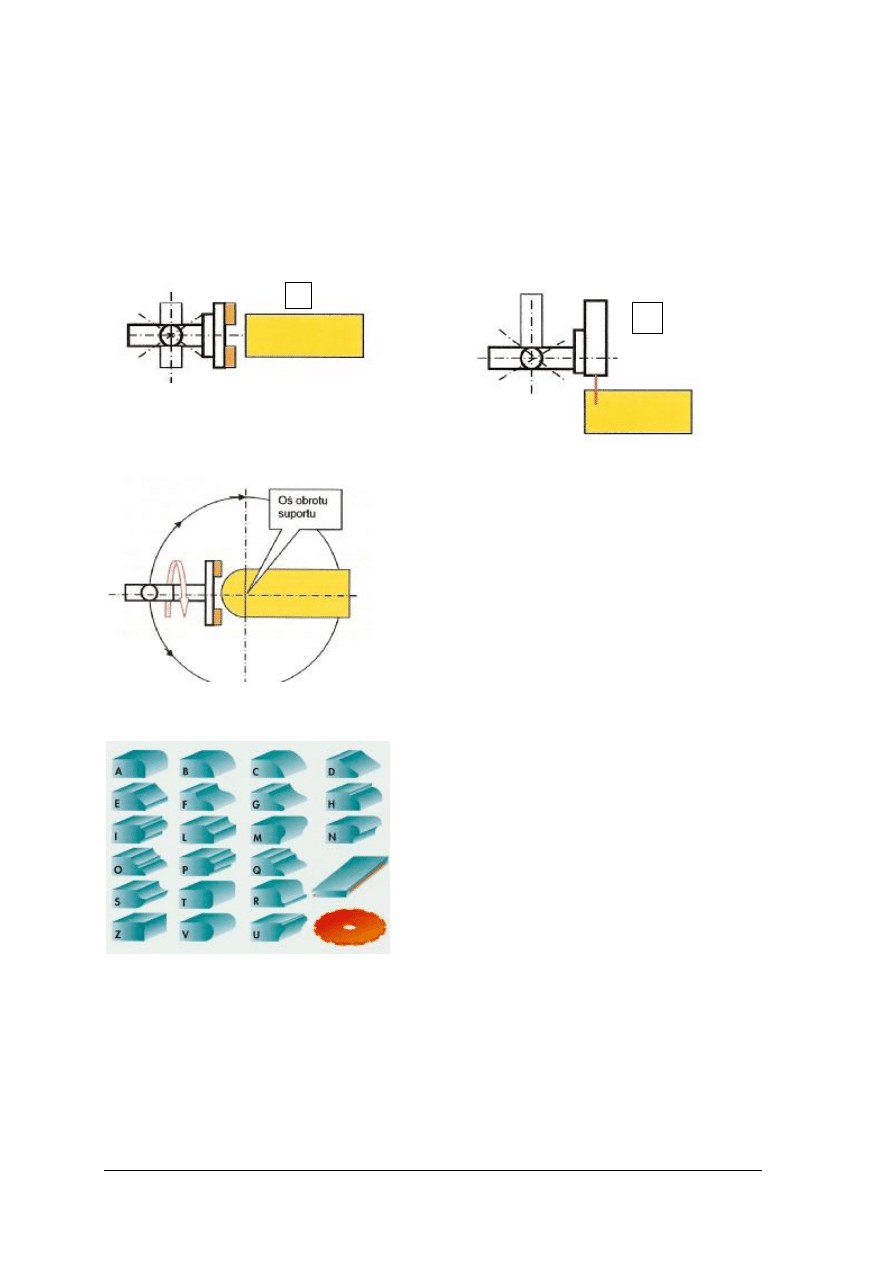
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Do seryjnej obróbki powierzchni bocznych długich elementów jak parapety i stopnice
stosowane są szlifierki przelotowe. Obrabiane elementy przesuwane są na taśmie przenośnika
wzdłuż kilkunastu głowic szlifierskich i suportu z tarczą tnącą. Umożliwia to obróbkę
powierzchni bocznych fazowanie krawędzi oraz wycinanie rowków.
Suporty narzędziowe
Szlifierki i polerki do powierzchni bocznych wyposażane są w pojedyncze ściernice lub
zespoły narzędzi umożliwiających mechaniczne wykonanie profili złożonych z linii prostych
i łukowych na długości elementu.
Podstawowe rodzaje głowic przedstawione są na rys.
67. Najczęściej stosowaną jest suport z tarczą lub
głowicą szlifierską (rys. 67a). Umożliwia ona
obróbkę powierzchni płaskich oraz fazowanie
krawędzi po zmianie nachylenia osi w górę lub
w dół. Pokazany na rys. 67b suport z tarczą tnącą
umożliwia
wykonanie
nacięć
i
rowków
w powierzchni bocznej, licowej i dolnej (również po
zmianie ustawienia).
Do wykonania profili okrągłych lub zawierających
elementy okręgu stosowane są głowice obiegowe
pokazane
na
rys.
68.
Dzięki
zastosowaniu
suportu obracającego się względem osi poziomej
przechodzącej przez krawędź obrabianej płyty
możliwym jest wykonanie obrysu o nastawionym
promieniu profilu. Tą metodą można wykonać
profile oznaczone A, B i C na rys. 69 (oznaczenia
literowe stosowane przez jedną z firm produkującej
frezy profilowe).
Pozostałe
profile
wykonuje
się
za
pomocą
diamentowych frezów profilowych, standartowych
jak na rys. 74 lub specjalnych, wykonywanych na
zamówienie.
Rys. 69. Kształty profili powierzchni bocznych
elementów kamiennych (przykłady)
[ ]
11
.
Istnieje wiele odmian ściernic karborundowych i diamentowych oraz wiele sposobów ich
mocowania na wrzecionach szlifierek. Do tego celu służą tarcze oraz głowice szlifierskie
i polerskie lub uniwersalne, umożliwiające mocowanie narzędzi szlifierskich i polerskich.
Tarcze szlifierskie stosowane są zarówno w szlifierkach (polerkach) przegubowych,
mostowych jak i przelotowych. Mogą mieścić od jednej do kilku ściernic. Woda chłodząca
i wypłukująca starty materiał najczęściej jest doprowadzana przez oś w części chwytowej.
Rys. 67. Podstawowe rodzaje głowic narzędziowych a. tarcza lub
głowica szlifierska b. głowica z tarczą tnącą
a
b
Rys. 68. Szlifierska głowica obiegowa

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Głowice szlifierskie różnią się od tarcz konstrukcją: oprócz ruchu obrotowego względem
osi głównej umożliwiają dodatkowy ruch obrotowy ściernic rozmieszczonych na jej
obwodzie.
Głowice szlifierskie powstały w wyniku poszukiwania coraz wydajniejszych metod
obróbki. Ściernica obracająca się względem swojej osi oraz dodatkowo względem centralnej
osi głowicy posiada większą szybkość przemieszczania względem obrabianej powierzchni.
Umożliwia to szybsze wyrównywanie (niwelację) powierzchni surowych płyt oraz
intensywniejsze nagrzewanie powierzchni przy końcowym polerowaniu.
Głowica wielostożkowa (rys. 70a) wyposażona jest w stożkowe frezy diamentowe
obracające się względem swoich osi zbiegających się w centralnej osi głowicy. Zbieżność
stożków jest tak dobrana, że w miejscu zetknięcia narzędzia z materiałem prędkość
obwodowa jest zbliżona sama.
Głowica z wahliwymi segementami (rys. 70 b) jest najczęściej stosowaną głowicą przy
wysokowydajnym szlifowaniu płyt granitowych.
.
Głowica wyposażona jest w zestaw segmentów w
kształcie
prostopadłościanu
(w
gwarze
warsztatowej
nazywanych
„wagonami”)
z klinowymi zaczepami na górnej powierzchni.
Po uruchomieniu obrotu głowicy siła odśrodkowa
wsuwa segment do uchwytu głowicy i mocuje na
drodze klinowania. Podczas pracy segmenty oprócz
ruchu
obrotowego
względem
osi
centralnej
wykonują wahadłowy ruch względem swoich
poziomych osi, dzięki czemu zużywają się
równomiernie na ich szerokości.
Głowice te są chętnie stosowane ze względu na
prosty i szybki sposób wymiany zużytych ściernic.
Głowice planetarne (rys. 70b i 70c) były
pierwszymi
które
zostały
zastosowane
na
szlifierkach mostowych i przelotowych, stopniowo
wypierając tarcze szlifierskie. Wewnątrz korpusu
umieszczona jest tarcza zębata, która obracając się
napędza
mniejsze
kółka
zębate
obracające
wrzeciona ściernic. Najczęściej osie satelitarnych
segmentów są równoległe do osi centralnej ; dla
zwiększenia wydajności głowice do obróbki
zgrubnej osie satelitów wykonywano z niewielką
zbieżnością (wtedy zewnętrzne części obwodu
ściernic wcinają się intensywniej w materiał pod
kątem odchylenia). W głowicach tych wymiana
narzędzia wymaga dłuższego czasu (odkręcanie
i zakręcanie każdego z segmentów oddzielnie)
Rys. 70. Podstawowe rodzaje głowic szlifierskich
[ ]
11
.
a
b
c
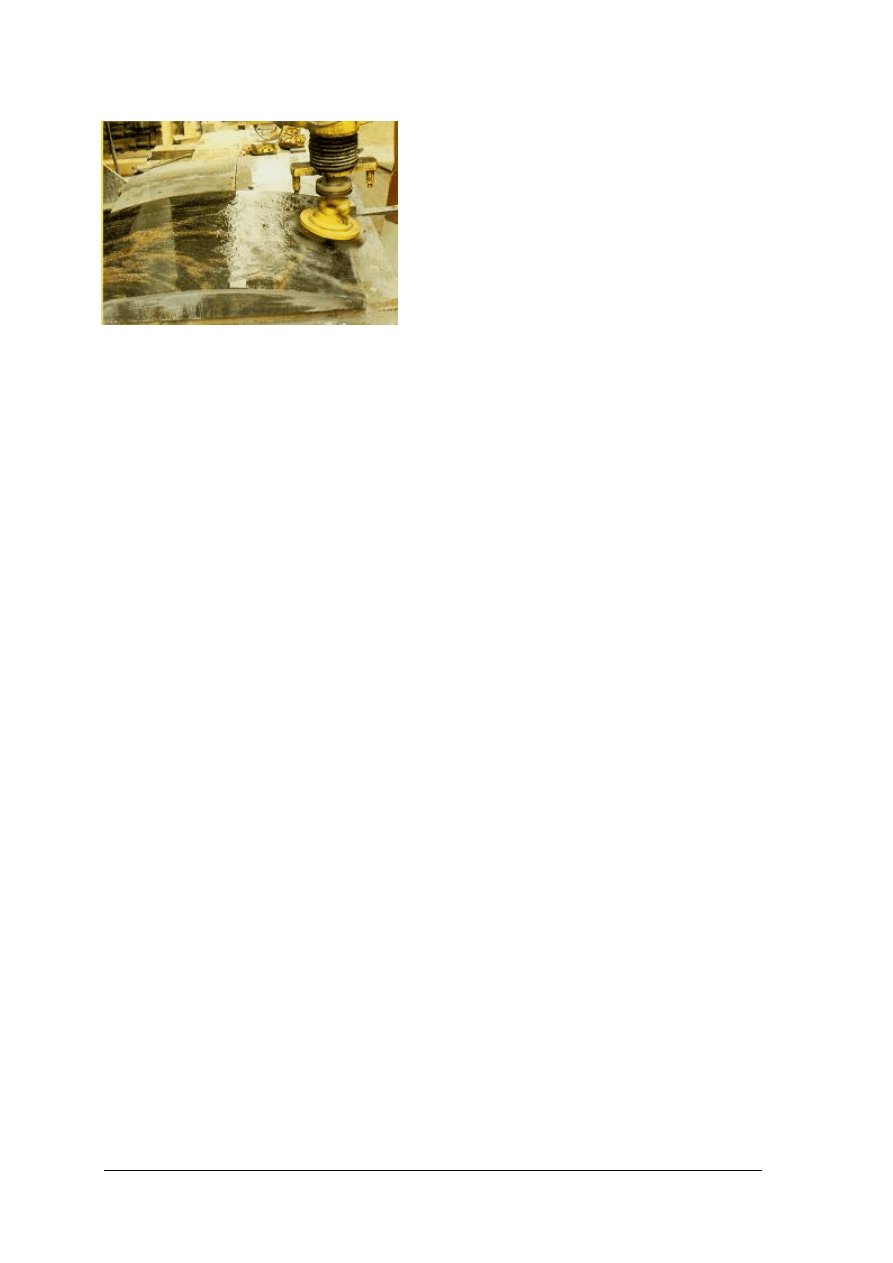
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Inne problemy stwarza mechaniczne szlifowanie i
polerowanie powierzchni łukowych, będących
wycinkiem koła lub elipsy. Takie płyty mogą być
seryjnie wycinane za pomocą traków linowych
klasy (xy). Architekci często projektują elewacje
złożone z takich właśnie elementów.
Ich
mechaniczne
wykańczanie
umożliwia
zastosowanie talerzy przegubowych osadzonych na
osi wrzeciona szlifierki za pośrednictwem przegubu
Cardana (patrz rys. 71). Umożliwia to dostosowanie
się głowicy do kształtu profilu.
Rys. 71. Przegubowy talerz szlifiersko-polerski do powierzchni łukowych
[ ]
11
.
Podstawowe procedury szlifowania i polerowania
Sposób szlifowania i polerowania podstawowych rodzajów kamienia (granity, marmury,
piaskowce) został wypracowany przez pokolenia kamieniarzy. Wprowadzenie nowych
obrabiarek i narzędzi (zwłaszcza diamentowych) zmieniło w istotny sposób wydajność
obróbki i jej jakość, lecz podstawowe zasady pozostały niezmienione.
G. Szlifowanie i polerowanie granitu
Technologia stosowana w zakładach rzemieślniczych wyposażonych w szlifierki przegubowe:
G1. szlifowanie wstępne – za pomocą ciężkich tarcz żeliwnych obracających się z prędkością
100 obr/min., pod które podsypywany jest kolejno piasek stalowy nr 3, 4, 5, 6 i 8. Po
zakończeniu wyrównywania powierzchni staranne spłukanie wodą.
G2. Szlifowanie wtórne– za pomocą lekkiej tarczy o grubości 3–4mm przy 150 obr/min
z podsypywaniem karborundu o ziarnistości kolejno 60, 90 i 120.
G3. Polerowanie – za pomocą tarczy filcowej przy 200 obr/min z proszkiem szmerglowym
„Naxos” przy minimalnej ilości wody. Dla granitów czarnych stosuje się proszek „Negrin”.
Następnie zwiększa się obroty tarczy do 250 obr/min i podaje się proszek polerowniczy
„Cynasz” z minimalną ilością podgrzanej wody.
Zwróćcie uwagę! Ziarnistość ściernic podana w normowej definicji faktur została określona
na F60, F120, F220 co odpowiada szlifowaniu wtórnemu. W wyniku istotnej poprawy jakości
powierzchni płyt surowych można wyeliminować klasyczne operacje szlifowania wstępnego.
M. Szlifowanie i polerowanie marmuru
M1. Szlifowanie – za pomocą tarcz szlifierskich z segmentami karborundowymi
o ziarnistości 20–2, obroty 100 obr/min przy dużej ilości wody: kolejne segmenty
o ziarnistości 25–35, 60–70, 80–90 i 120–150. Po ostatnim szlifowaniu dokładne spłukiwanie.
M2. Gładzenie – szlifowanie krążkiem lub pierścieniem parapitowym (szmergiel Naxos
w spoiwie szelakowym) do uzyskania wyraźnego półpołysku. Zmywanie wodą.
M3. Polerowanie – za pomocą tarczy filcowej przy obrotach zwiększonych do 300 obr/min
z zastosowaniem cynaszu lub innego proszku polerniczego. Tarcza dociskana mocno do
materiału dla uzyskania efektu nagrzania powierzchni przy minimalnej ilości wody.
P. Szlifowanie piaskowca
P1. Piaskowce miękkie – szlifowane były tarczami żeliwnymi z rowkami na powierzchni
roboczej, pod które podsypywano piasek płukany o ziarnach 1mm, przy gładzeniu piaskiem
drobniejszym 0,2–0,3mm.
P2. Piaskowce twarde (Radków, Mucharz) szlifuje się tarczami lub głowicami
wyposażonymi w karborundowe ściernice nerkowe lub pierścieniowe o ziarnistości od 25–35
lub 60–70. Obroty tarczy 100–150 obrotów/min., w warunkach intensywnego wypłukiwania
wodą startego materiału.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
71
P3. Polerowanie piaskowca – niektóre gatunki piaskowca twardego mogą przyjmować poler,
fakturę tą można uzyskać za pomocą ściernic o ziarnistości 120–220 i większej.
Podane powyżej metody szlifowania i polerowania pokazują właściwą kolejność zabiegów
niezbędnych do uzyskania równej i gładkiej powierzchni elementów kamiennych.
Faktury specjalne
Powierzchnia elementu kamiennego może być wykończona za pomocą faktur które
można nazwać gładkimi (szlifowanie, polerowanie) lub faktur szorstkich (groszkowanie,
płomieniowanie) stosowanych w miejscach zabezpieczających przed poślizgiem. Faktury
takie można uzyskiwać również za pomocą urządzeń mechanicznych.
Faktura groszkowana wykonywana jest za pomocą groszkownika, narzędzia o obrysie
kwadratowym lub okrągłym, zaopatrzonym na powierzchni czołowej w graniaste zęby.(patrz
rys. 73). Narzędzie to może być mocowane na młotku pneumatycznym, wysięgniku szlifierki
przegubowej lub na przejezdnym wózku przemieszczanym po obrabianej powierzchni jak
pokazano na rys. 72.
W zależności od ilości jednocześnie pracujących młotków (do 6 sztuk) mogą być
wyposażone we własną sprężarkę lub zaopatrywane w sprężone powietrze z sieci zakładowej.
Ruch główny wykonują groszkowniki uderzając w obrabianą powierzchnię zaś wózek
przemieszczany jest ręcznie. W tym przypadku jakość powierzchni (gęstość i głębokość
nacięć) zależy głównie od umiejętności i staranności pracownika.
Urządzenia przejezdne są stosowane najczęściej na placach i powierzchniach, na których
ułożono płyty zbyt śliskie dla użytkowników.
Rys. 72. Przejezdne urządzenia do groszkowania
[ ]
11
Rys. 73. Groszkowniki do kamienia produkowane przez jedną z włoskich firm (przykłady)
[ ]
11
.
Przy produkcji fabrycznej płyt o fakturze groszkowanej stosowane są urządzenia
wzorowane na przelotowych szlifierkach mostowych (rys.74.). Płyty podsuwane są ręcznie na
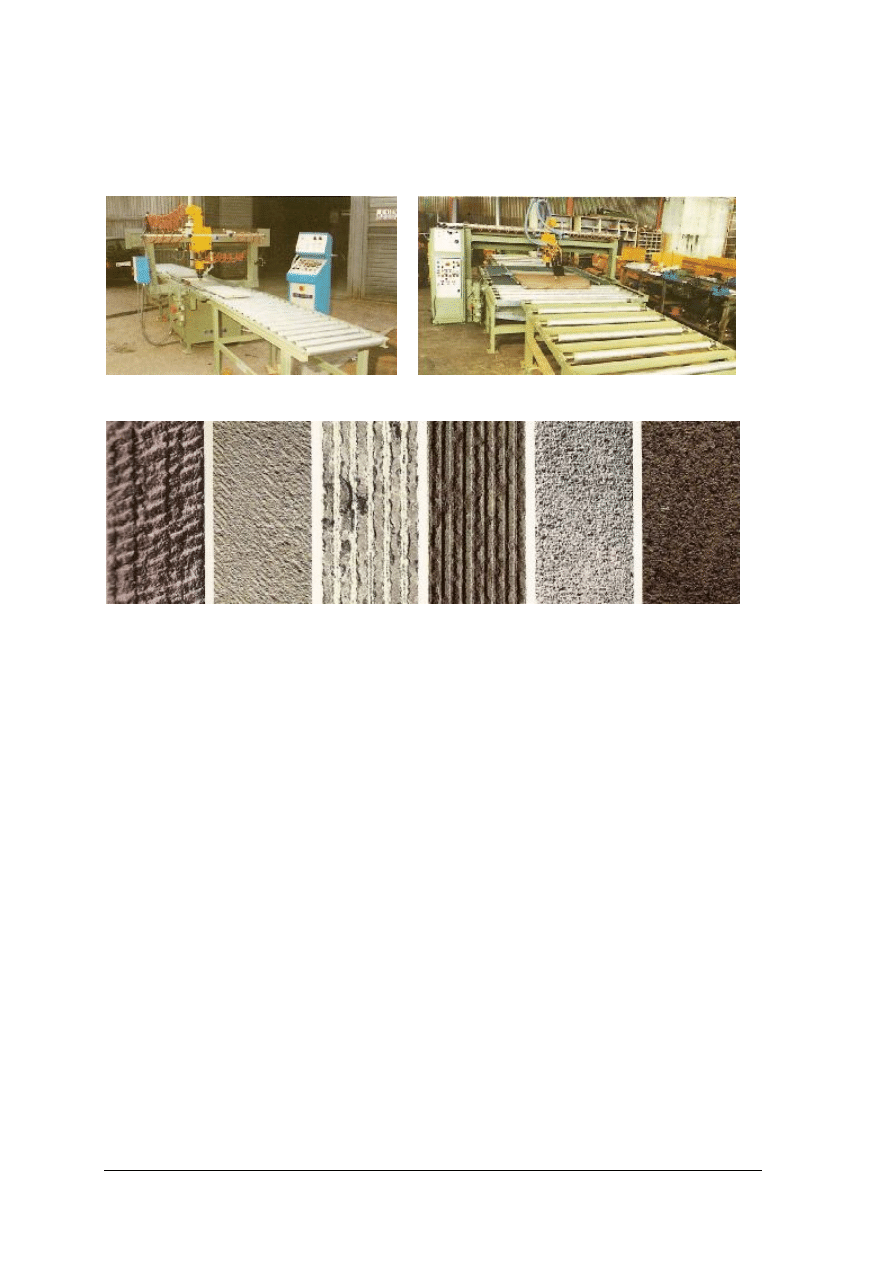
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
72
stołach rolkowych, w rejonie obróbki przechodzą na napędzane stoły rolkowe, które nadają
im wymaganą prędkość. Zmieniając prędkość przesuwania płyty i poprzecznego ruchu
suportu oraz narzędzie można uzyskać faktury jak na rys. 75.
Rys. 74. Urządzenia wielofunkcyjne do seryjnego groszkowania i płomieniowanie płyt
[ ]
11
.
Rys. 75. Przykłady faktur które można uzyskać na drodze groszkowania mechanicznego
[ ]
11
.
Faktura płomieniowana uzyskiwana jest za pomocą strumienia gorącego powietrza
wytwarzanego przez palnik. Palnik ten może być prowadzony ręcznie lub zamocowany na
suporcie urządzenia pokazanego na rys. 80.
Urządzenia tego typu czasem wykorzystywane są również do piaskowania powierzchni.
Zapylenie i głośność pracy stwarzają istotne zagrożenie dla pracowników i otoczenia. Mogą
być stosowane jedynie w zamkniętych, hermetyzowanych komorach piaskowania.
Zagrożenia przy pracy urządzeń do nadawania faktury
Przy pracy szlifierek do kamienia podstawowe zagrożenie stanowią szybko obracające
się tarcze i głowice szlifierskie, z których w każdym momencie mogą oderwać się segmenty
ścierne. W przypadku szlifierek mostowych i przelotowych dodatkowe zagrożenie stanowią
poruszające się mosty, suporty i mosty suportowe. W warunkach intensywnego chłodzenia
wodnego istnieje zagrożenie porażenia prądem.
Inne zagrożenia występują w przypadku obrabiarek do wykonywania faktur: możliwość
zetknięcia z gorącymi spalinami z palników, możliwość zapalenia się butli z gazem lub
zaprószenia oczu przez piasek i/lub dpryski kamienia.
Większość obrabiarek (a wszystkie nowe) posiadają fabryczne zabezpieczenia przed
wystąpieniem tych zagrożeń.
Należy przestrzegać zasad bezpieczeństwa wypracowanych w wyniku analizy wypadków
zaistniałych przy eksploatacji tych urządzeń:
1) Przed rozpoczęciem pracy na nowym dla Ciebie urządzeniu należy dokładnie przeczytać
instrukcję obsługi informacji osób obsługujących te urządzenie lub serwisu, w przypadku
maszyn nowo instalowanych.
2) Do obsługi obrabiarki mogą być dopuszczone tylko osoby znające sposób jego działania,
znające sposób wymiany narzędzi w tarczach i głowicach, znające zagrożenia
występujące przy jej eksploatacji.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
73
3) Wymiana narzędzi szlifierskich jest możliwa tylko przy unieruchomionych suportach
i mostach szlifierek mostowych i/lub przelotowych (chyba, że instrukcja obsługi
dopuszcza taką sytuację)
4) Uruchomienie szlifierki jest dopuszczalne po założeniu fabrycznych osłon na stole lub
trasie przenośnika.
5) Przy obrabiarkach do płomieniowania przestrzegać zasad bezpiecznego użytkowania
butli z gazem (reduktory, szczelność połączeń i samych przewodów).
4.8.2 Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaką fakturę nadasz płycie marmurowej o pięknym kolorowym wzorze, przewidzianej do
umieszczenia wewnątrz ekskluzywnego obiektu?
2. Jaką fakturę nadasz płycie granitowej przewidzianej na posadzkę peronu kolejowego?
3. Jakie czynniki wpływają na skuteczność segmentu ściernego do szlifowania kamienia?
4. Kiedy następuje samoostrzenie segmentu szlifierskiego?
5. Jakie ruchy musi wykonać segment ścierny aby skutecznie szlifować powierzchnię płyty
6. kamiennej ?
7. Jak dobierzesz ziarnistość ściernic do granitu-od zgrubnego szlifowania do polerowania?
8. Dlaczego segmenty ścierne umieszczone w głowicy planetowej są bardziej wydajne od
9. takich samych segmentów na tarczy szlifierskiej?
10. Jaką szlifierkę zastosujesz do szlifowania trzech płyt marmurowych o różnej grubości?
11. Jaką szlifierkę zastosujesz do szlifowania i polerowania 200 płyt o szerokości 2 m ?
12. Jaką szlifierkę zastosujesz do szlifowania powierzchni bocznych 200 sztuk parapetów
13. marmurowych z kapinosami (podcięcia na dolnej powierzchni parapetu)?
14. 11.Jaki rodzaj urządzenia zastosujesz dla uszorstnienia płyt granitowego podjazdu na
15. którym ślizgają się samochody i przechodnie?
4.8.3. Ćwiczenia
Ćwiczenie 1
Na planszach przedstawiających podstawowe rodzaje szlifierek powinieneś:
1) wskazać i nazwać podstawowe zespoły każdej ze szlifierek,
2) opisać funkcje jakie pełnią w szlifierce,
3) opisać przeznaczenie szlifierek w zależności od wielkości (seryjności) produkcji
i wielkości obrabianych płyt,
Na planszach przedstawiających głowice i tarcze szlifierskie powinieneś:
4) nazwać obiekt i omówić sposób jej pracy,
5) podać sposób mocowania segmentu ściernego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeglądać prospekty i materiały informacyjne krajowych i zagranicznych producentów
szlifierek – drukowane i z Internetu,
2) odpowiedzieć na pytania nauczyciela podane w ćwiczeniu.
Wyposażenie stanowiska pracy:
–
plansza przedstawiająca podstawowe rodzaje szlifierek do płaszczyzn (przegubowe,
mostowe, przelotowe),
–
plansza przedstawiająca podstawowe rodzaje szlifierek do powierzchni bocznych,
–
plansza przedstawiająca głowice i tarcze szlifierskie,

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
74
–
różne rodzaje segmentów ściernych (walcowych, garnczkowych, prostopadłościennych,
nerkowych) w możliwie szerokiej gamie ziarnistości i kształtów,
–
branżowe periodyki kamieniarskie zawierające aktualne informacje produkcyjne
i handlowe,
–
prospekty firm produkujących narzędzia szlifierskie.
Ćwiczenie 3
Wykonaj szlifowanie powierzchni bocznej płyty kamiennej za pomocą szlifierki
przegubowej lub ręcznej z napędem elektrycznym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przeprowadzić przegląd szlifierki ze szczególnym uwzględnieniem elementów
sterowania napędu i chłodzenia wodnego,
2) dobrać i zastosować właściwe środki ochrony osobistej,
3) przygotować właściwe dla materiału kolejne segmenty ścierne (rodzaj, ziarnistość),
4) założyć tarczę szlifierską na wrzeciono szlifierki,
5) założyć i ewentualnie zamocować płytę na stole szlifierki,
6) przy szlifowaniu szlifierką przegubową płytę ustawić pionowo i zamocować przy stole
roboczym,
7) uruchomić napęd wrzeciona i dopływ wody chłodzącej,
8) prowadzić ręcznie tarczę po powierzchni bocznej płyty ,
9) zmieniać segmenty na następne o coraz drobniejszym uziarnieniu,
10) spłukać i osuszyć płytę,
11) ocenić jakość uzyskanej powierzchni,
12) oczyścić szlifierkę i jej otoczenie.
Wyposażenie stanowiska pracy:
– szlifierka przegubowa lub mostowa do płaszczyzn,
– tarcza lub głowica szlifierska,
– płyta kamienna o powierzchni nie mniejszej od 1 m
2
,
– zestaw segmentów szlifierskich w zależności od rodzaju kamienia,
– przymiar taśmowy 2 m,
– środki ochrony osobistej szlifierza.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dobrać właściwy rodzaj szlifierki do szlifowanego materiału przy określonej
wielkości i seryjności produkcji?
2) dobrać odpowiedni rodzaj tarczy lub głowicy szlifierki?
3) scharakteryzować konstrukcję szlifierki i funkcje jej zespołów?
4) scharakteryzować konstrukcję tarcz i głowic szlifierskich?
5) scharakteryzować sposób szlifowania płyty granitowej?
6) określić sposób szlifowania płyty marmurowej?
7) wskazać kolejność zabiegów przy szlifowaniu płyty piaskowcowej?
8) przeprowadzić szlifowanie i polerowanie płyt z co najmniej czterech
rodzajów materiału jak w p. 5–7?
9) wskazać narzędzia i obrabiarki do groszkowania i płomieniowania?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
75
4.9. Kalkulacja kosztów i kosztorysowanie
4.9.1. Materiał nauczania
Po wykonaniu kamiennego elementu koniecznym jest określenie jego wartości i ceny za
jaką może być sprzedany. Na cenę tą składają się podstawowe składniki:
−
M. Koszt materiału użytego do jego wykonania,
−
R. Koszt robocizny i składników pochodnych,
−
N. Koszt narzędzi i środków pomocniczych,
−
S. Koszt i amortyzacja sprzętu,
−
K. Koszty ogólne-zakładowe lub warsztatowe.
M. Koszt materiału
Koszt bloków jest najczęściej podawany
w zł/m
3
lub zł/t, koszt płyt w zł/m
2
przy określonej grubości i fakturze. Do
obliczeń kosztu surowca przyjmuje się
objętość lub powierzchnię gotowego
elementu
powiększone
o
straty
materiału powstałe podczas obróbki
(obladry,
ścinki
płyt,
materiał
zeszlifowany i inne).
W przypadku piłowania bloków
straty określa wielkość szczeliny piłowej
(SP) oraz wielkość płyt bocznych
(obladrów).
Koszt płyt w zł/m
2
ustala się dzieląc wartość handlową bloku przez ilość uzyskanych z
niego płyt handlowych(bez obladrów). Do wartości bloku dodaje się koszty związane z jego
uzyskaniem (transport, za-i wyładunek, składowanie, cło i inne).
W przypadku mniejszych zakładów rzemieślniczych kupujących gotowe płyty
obowiązują podobne zasady wyceny materiału wyjściowego do produkcji (koszt zakupu,
transportu, składowania, straty technologiczne).
Wielkość strat technologicznych przy obróbce można obliczyć samemu lub przyjmować
orientacyjnie w wysokości :
granity śląskie .......20% sjenity krajowe ........30%
piaskowce...............25% marmury kieleckie 20–30%.
R. Koszt robocizny
Koszt robocizny obejmuje wynagrodzenia bezpośrednie dla pracowników i nadzoru
biorących udział w obróbce oraz obowiązkowe i uznaniowe dopłaty do wynagrodzenia
(ubezpieczenie zdrowotne, fundusz emerytalny, ZUS, deputaty i inne).
Koszt robocizny za wykonanie określonej operacji oblicza się ze wzoru:
Ro = T x s gdzie T(h) – ilość czasu zużytego na wykonanie pracy, s (zł/h)– stawka godzinowa
Stawka godzinowa (s) związana jest kwalifikacjami pracownika i kategorią trudności
wykonywanej pracy. Niższa kategoria i stawka przysługuje pracownikowi wykonującemu
proste cięcie płyt, a wyższe frezującemu skomplikowane elementy architektoniczne.
Stawki godzinowe wynikają bezpośrednio z umowy o pracę w której podana jest wielkość
wynagrodzenia miesięcznego i ewentualnych dodatków.
Dzieląc tą kwotę przez ilość godzin roboczych w miesiącu (najczęściej 4 tygodnie x 45
h/tydzień= 180 h/miesiąc) otrzymuje się stawkę godzinową (s).
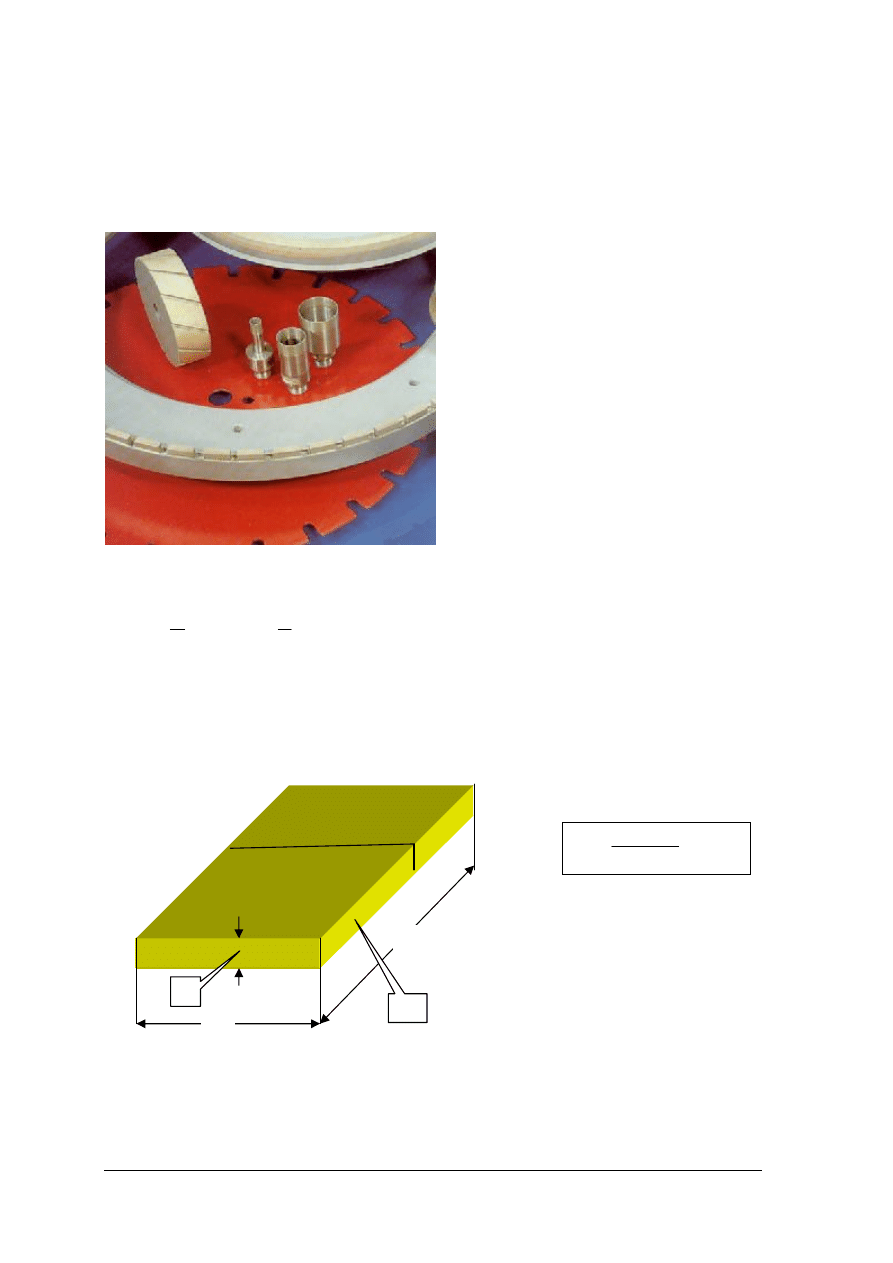
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
76
Pracownik otrzymuje wynagrodzenie obliczone według wzoru na (R
o
), natomiast
pracodawca musi doliczyć do tego obowiązujące opłaty (ubezpieczenie, fundusz zdrowotny,
emerytalny i inne). Wielkość tych dodatków zmienia się w czasie i obecnie wynosi około
80% wynagrodzenia podstawowego.
N. Koszt narzędzia
Koszt narzędzia jest istotnym składnikiem
kosztu produkcji i najczęściej podawany jest
w zł/m
2
obrabianej powierzchni. Koszt ten
związany
jest
ze
sposobem
obróbki
(piłowanie piłami gładkimi z piaskiem
stalowym, piłami, linami lub tarczami
diamentowymi),
rodzajem
obrabianego
materiału oraz rodzajem obróbki (rozcinanie,
szlifowanie, polerowanie, groszkowanie,
wycinanie).
Podstawową
wartością
umożliwiającą
obliczenie kosztu narzędzia jest jego
trwałość T(m
2
lub mb), podająca wielkość
powierzchni lub długości możliwych do
wykonania do momentu pełnego zużycia
narzędzia.
Koszt narzędzia zużytego podczas obróbki powierzchni (f) lub długości (l) elementu
liniowego wynosi
)
/
(
)
/
(
2
mb
zl
T
l
m
zl
T
f
N
⇔
=
gdzie T– trwałość odpowiednio w (m
2
lub mb).
Sposób obliczenia wielkości powierzchni piłowanych, szlifowanych czy groszkowanych
nie jest skomplikowany. Natomiast przy obliczaniu powierzchni przecięcia płyt za pomocą
tarcz diamentowych sprawa komplikuje się ze względu na fakt, że przy rozcinaniu część cięć
jest wspólnych dla rozcinanych płyt. Decyduje o tym krotność cięcia.
Krotność cięcia.
Krotność cięcia jest to długość linii cięcia przypadających na 1 metr kwadratowy płyty.
Rys. 76. Obcinanie płyt, krotność cięcia
Obliczenia komplikują się tym bardziej im gęstsza jest siatka cięć. Krotność
wykorzystuje się przy obliczeniach powierzchni przecięcia płyt, przy obcinaniu większej ich
ilości.
Podstawowy wzór dla płyt
prostokątnych
)
/
(
)
(
2
2
m
m
b
x
l
b
l
K
+
=
gdzie l i b są wymiarami płyty.
Przy obcinaniu jednej płyty na
obwodzie K=2 x (l+b) cięcie można
przypisać tylko tej płycie.
W przypadku rozcinania płyty jak
na rysunku cięcie środkowe jest
cięciem wspólnym dla obu płyt.
.
b
l
A
b
g

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Powierzchnia przecięcia
Powierzchnię przecięcia płyt (pole powierzchni bocznych rozcinanych płyt) oblicza się ze
wzoru:
g
x
K
x
A
A
b
=
gdzie A – powierzchnia licowa płyty(m
2
), K-krotność cięcia(m/m
2
) i g–
grubość płyty (m) .
Amortyzacja sprzętu i obiektów
Obrabiarki do kamienia, coraz sprawniejsze, lecz również coraz droższe decydują o
możliwościach produkcyjnych małych ,średnich i dużych zakładów obróbczych. Wysoka
cena obrabiarki zmusza do zaangażowania znacznych środków finansowych, lecz jej
wykorzystanie przynosi również znaczne profity. Nowe maszyny wymagają nowych hal, wiat
,dróg i placów które również sporo kosztują.
Koszt zakupu maszyn i budowy obiektów jest rozkładany na dłuższy okres czasu i jest
uwzględniany w kosztach planowania produkcji w postaci amortyzacji.
Dla większości maszyn kamieniarskich (traków, pił tarczowych, szlifierek i
wiertarek obowiązuje 10 letni okres amortyzacji.
Przykłady: amortyzacja traka o wartości 500.000 zł liczona na 10 lat eksploatacji wynosi
500.000:10 = 50.000 zł/rok, amortyzacja piły tarczowej liczona na 5 lat wyniesie 30.000:
10=3.000 zł/rok, amortyzacja hali o wartości 300.000 zł rozliczona na 30 lat eksploatacji
wyniesie 300.000:30= 10.000 zł/rok.
K. Koszty ogólne-zakładowe lub warsztatowe
Oprócz kosztów związanych bezpośrednio z produkcją elementów kamiennych istnieje
grupa kosztów, które rozkładają się na dłuższy okres czasu, najczęściej na rok.
Do kosztów bieżących zaliczane są między innymi koszty czynszu, dzierżawy, obsługi
prawnej, bankowej i biurowej, koszty eksploatacyjne (energia, gaz, woda, ścieki
,telekomunikacja) oraz koszt narzędzi (N).
Koszty ogólne są obliczane najczęściej przy wykonywaniu rocznego bilansu
finansowego, który określa wszystkie składniki finansowej egzystencji zakładu. Po kilku
latach pracy zakładu można w miarę dokładnie określić i planować te koszty.
Dla wyceny bieżących prac przyjmuje się przewidywane koszty ogólne jako
określony procent od robocizny (R). W zakładach rzemieślniczych koszty te wynoszą od 80
do 120% R.
Kalkulacja wyrobu
Na koszt wyrobu składają się:
1. koszt zużytych materiałów
2. koszt robocizny
3. koszt ogólnowarsztatowy (% od poz.2)
4. koszt własny wyrobu (1+2+3)
5. zysk(% od poz.4)
6. podatek obrotowy (% od 4+5)
7. cena sprzedażna (4+5+6)
W warunkach gospodarki rynkowej o wartości wyrobu decyduje rynek-prawo podaży i
popytu. Im więcej jest towaru na rynku tym cena jest niższa i odwrotnie. Z tego względu
wielkość zysku (poz. 5) jest ustalana przez producenta w taki sposób, aby sprzedać jak
najwięcej towaru. Cenę wyrobu można obniżać kupując materiały (1) po najniższych cenach,
stosując najmniej pracochłonne sposoby produkcji (2), przy oszczędnej gospodarce
warsztatowej (3). Oczywiście produkowany wyrób musi spełniać wszelkie wymagania
normowe i użytkowe, w przeciwnym wypadku rynek go odrzuci.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
78
Kalkulacja robót kamieniarskich
Oprócz kalkulacji poszczególnych wyrobów wykonuje się kosztorysy na wykonanie prac
kamieniarskich jak na przykład wykonanie elewacji zewnętrznych i wewnętrznych, układanie
posadzek, osadzanie gotowych elementów kamiennych i innych.
Zasady sporządzania takich kosztorysów i dane do ich przygotowania zawierają „Katalogi
Nakładów Rzeczowych” (w skrócie K N R ) aktualizowane i wydawane co kilka lat przez
Ministerstwo Budownictwa (nazwy Ministerstwa często są zmieniane).
Roboty kamieniarskie najczęściej umieszczane są w dziale „Konstrukcje budowlane” tom
II w rozdziale 21. Roboty kamieniarskie.
Roboty te są wyceniane w zależności od rodzaju robót; w tablicach podawany jest zakres
rzeczowy robót, kwalifikacje pracowników wymagane dla tych robót i pracochłonność
poszczególnych operacji.
Przykładowe zestawienie rodzajów robót wymienionych w tabelach:
01 Okładziny ścian i pilastrów z płyt prostokątnych
02.Obramienia otworów
03.Podokienniki,półki,lady i nakrywy
04.Okładziny gzymsów i pasów z płyt prostokątnych
....................................................................................
11.Posadzki i cokoliki
12.Stopnie
...............................................................................................
15. Rzeźby, płaskorzeźby i elementy architektoniczne dekoracyjne
Tabela robót w tej grupie zawiera:
- wyszczególnienie robót (od przygotowania podłoża, dopasowania i przycięcia elementów,
obsadzeniu elementów z zamocowaniem do wyspoinowania i przeszlifowania powierzchni)
- rodzaj zawodu (tutaj kamieniarze od II do IV grupy) i stawki godzinowe rg/m
2
płyty(w
roboczogodzinach) w zależności od wymiarów i grubości płyty
- rodzaj i ilość materiałów pomocniczych
Oddzielne tabele określają dodatki za nietypowe prace lub warunki w jakich prace są
relizowane. Dodatki te obliczane są za pomocą współczynników przez które mnoży się
robociznę R. Przykładowe wartości dodatków i odliczeń:
Osadzanie płyt prostokątnych w układzie
01- w kilku płaszczyznach............................................1,25
02- o powierzchni łukowej, wklęsłej lub wypukłej ......1,25
04 – Obsadzanie płyt nieforemnych............................. 1,55
06 – Obsadzanie elementów łupanych z płyt................2,00
...............................................................................................
11 – Obramienia łukowe wklęsłe lub wypukłe.............1,25
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak obliczysz koszt surowca zużytego na wykonanie stopnia schodowego?
2. Jakie czynniki wpływają na cenę wyrobu?
3. Jak rozlicza się koszt zakupu maszyn w kosztach ogólnych?
3. Jakie składniki składają się na koszty ogólne zakładu?
4. Jak wycenia się roboty kamieniarskie

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
79
4.9.3.Ćwiczenia
Ćwiczenie 1
Oblicz wynagrodzenie szlifierza o stawce godzinowej 7 zł/h, który pracował przy
obróbce płyty w czasie 8 godzin?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie zasady godzinowej wyceny prac kamieniarskich,
2) zapoznać się z przykładowymi wycenami prac,
3) wykonać obliczenia i zapisać w notatce.
Wyposażenie stanowiska pracy:
– plansza poglądowa z przykładami obliczeń kosztowych,
– cenniki krajowych firm kamieniarskich.
Ćwiczenie 2
Ustal cenę elementu kamiennego przyjmując koszt zużytego materiału M= 400 zł,
robociznę w wysokości R= 120 zł i koszt ogólnowarsztatowy K=90% R. Przyjmując podatek
w wysokości 19%, ustal zysk i cenę wyrobu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie zasady godzinowej wyceny elementu kamiennego,
2) zapoznać się z przykładami wycen elementów kamiennych,
3) wykonać obliczenia i zapisać w formie notatki.
Wyposażenie stanowiska pracy:
– plansza poglądowa z przykładami obliczeń kosztowych,
– cenniki krajowych firm kamieniarskich.
Ćwiczenie 3
Oblicz powierzchnię przecięcia 120 m
2
płyt o grubości 10 cm, przy rozcinaniu na płyty o
wymiarach 60x30 cm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przypomnieć sobie zasady obliczenia powierzchni przecięcia płyt z wykorzystaniem
krotności cięcia (obliczenie pełne lub z wykorzystaniem wykresu pomocniczego (rys.
65),
2) wykonać obliczenia i zapisać w formie notatki.
Wyposażenie stanowiska pracy:
– plansza poglądowa z przykładami obliczeń kosztowych,
– kopia wykresy pomocniczego (rys. 65),
– cenniki krajowych firm kamieniarskich.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
80
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać składniki kosztu wyrobu?
2) zdefiniować pojęcie koszt własny wyrobu?
3) ustalić koszt surowca na podstawie rysunku elementu?
4) obliczyć koszt robocizny znając stawkę godzinową i czas pracy
pracownika?
5) określić zasady ustalania cen wyrobu?

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
81
5. SPRAWDZIAN OSIĄGNIĘĆ
Test dla jednostki modułowej „Obróbka mechaniczna kamienia”
Instrukcja dla ucznia
1. Przeczytaj dokładnie instrukcję.
2. Zapoznaj się z zestawem pytań tekstowych i opisowych.
3. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi.
4. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
5. Test zawiera 19 zadań tekstowych i 3 zadania ilustracyjne.
6. Każde zadanie tekstowe posiada 3 możliwości odpowiedzi, z których tylko jedna jest
prawidłowa. Odpowiedź poprawną według ciebie oznacz znaczkiem X. W przypadku
pomyłki błędne oznaczenie zaznacz kółkiem ,obok zaznacz prawidłowe.
7. W części ilustracyjnej (punkty 20–22) wpisz nazwy zespołów obrabiarki w okienkach
oznaczonych na fotografiach.
8. Na rozwiązanie testu masz 45 minut.
9. Jeśli natrafiłeś na trudne pytanie przejdź do następnego i wróć do niego gdy pozostanie
Ci wolny czas.
Życzę powodzenia!

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
82
Zestaw pytań testowych
1. Podczas piłowania bloków kamiennych metodą ścierniwa luźnego w szczelinie piłowej
masę ścierną tworzą:
a) piła i piasek stalowy,
b) piła, piasek stalowy i starty kamień,
c) piasek stalowy i starty kamień,
d) tylko stary kamień.
2. Narzędzia ostrzowe stosuje się do:
a) piłowania granitu,
b) toczenia walców i waz kamiennych,
c) piłowania twardego piaskowca,
d) piłowania twardego bazaltu.
3. Piły traków wahadłowych piłujących bloki piaskiem stalowym poruszają się ruchem:
a) posuwisto-zwrotnym prostoliniowym,
b) posuwisto-zwrotnym z unoszeniem,
c) obrotowym,
d) obrotowym z unoszeniem.
4. Gładkie piły trakowe do piłowania granitu na krawędziach tnących:
a) są zbrojone segmentami diamentowymi,
b) posiadają gładkie krawędzie,
c) mają nacięte zęby,
d) mają nacięte zęby.
5. Automatyczne podawacze masy trącej są stosowane do:
a) diamentowych traków linowych,
b) piłowych traków wahadłowych,
c) piłowych traków diamentowych,
d) traków wielkotarczowych.
6. Samoostrzenie narzędzi ściernych następuje najkorzystniej gdy:
a) spoiwo ściera się szybciej niż ścierniwo,
b) ścierniwo ściera się szybciej niż spoiwo,
c) spoiwo i ścierniwo zużywają się równocześnie,
d) spoiwo i ścierniwo nie zużywają się.
7. Jakiej wysokości bloki możesz przeciąć na płyty tarczą diamentową tarczą trącą o
średnicy 3000 mm:
a) wyższe niż 200 cm,
b) wyższe niż 150 cm,
c) niższe od 120 cm,
d) wyższe niż 200 cm.
8. Grubość brzeszczota piły diamentowej jest:
a) większa od grubości segmentu diamentowego,
b) równa grubości segmentu diamentowego,
c) mniejsza od grubości segmentu,
d) niezależna od grubości segmentu.

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
83
9. Hydrauliczny napinacz pił służy do:
a) ustawienia piły w ramie piłowej,
b) równomiernego napięcia wszystkich pił,
c) prostowania brzeszczotów,
d) prostowania ramy piłowej.
10. Wymiar nominalny bloku kamienia ustalany jest według:
a) zmierzonych wymiarów maksymalnych,
b) najkrótszych krawędzi w głównych kierunkach,
c) średnich wymiarów zewnętrznych,
d) zmierzonych przekątnych.
11. Czy pełny czas piłowania bloku można obliczyć posiadając dane:
a) wysokość i szerokość bloku,
b) wysokość bloku, opad ramy i czas wymiany bloku,
c) długość i szerokość bloku,
d) wydajność godzinową bez czasu wymiany.
12. Wydajność godzinową traka można obliczyć posiadając dane:
a) wymiary nominalne bloku, opad ramy i czas wymiany,
b) wymiary nominalne bloku, opad, ilość pił,
c) wymiary nominalne bloku, opad, ilość pił i czas wymiany,
d) wymiary bloku i czas cięcia.
13. Aby obliczyć masę elementu kamiennego należy posiadać dane:
a) długość, szerokość i wysokość,
b) rzeczywiste wymiary i gęstość (γ),
c) długość, szerokość elementu, rodzaj materiału,
d) wysokość bloku i gęstość materiału.
14. Aby obliczyć prędkość obwodową diamentowej tarczy tnącej należy wykorzystać dane:
a) średnica i ilość segmentów na obwodzie,
b) średnica i obroty tarczy,
c) ilość segmentów i ich rozstawienie, obroty,
d) obwód tarczy i ilość segmentów na obwodzie.
15. Do wycięcia kolumny o przekroju eliptycznym należy zastosować trak:
a) linowy do cięcia pionowego,
b) linowy do cięcia poziomego,
c) linowy klasy (xy),
d) łańcuchowy.
16. Za pomocą piły tarczowej o stałej osi obrotu wyposażonej w obrotowy stół roboczy
można:
a) wykonać cięcia pod kątem 45
o
do powierzchni licowej,
b) wyciąć krawężnik z jednostronną fazą,
c) wyciąć płytę o określonej długości i szerokości,
d) wyciąć element o trójkątnym przekroju poprzecznym.
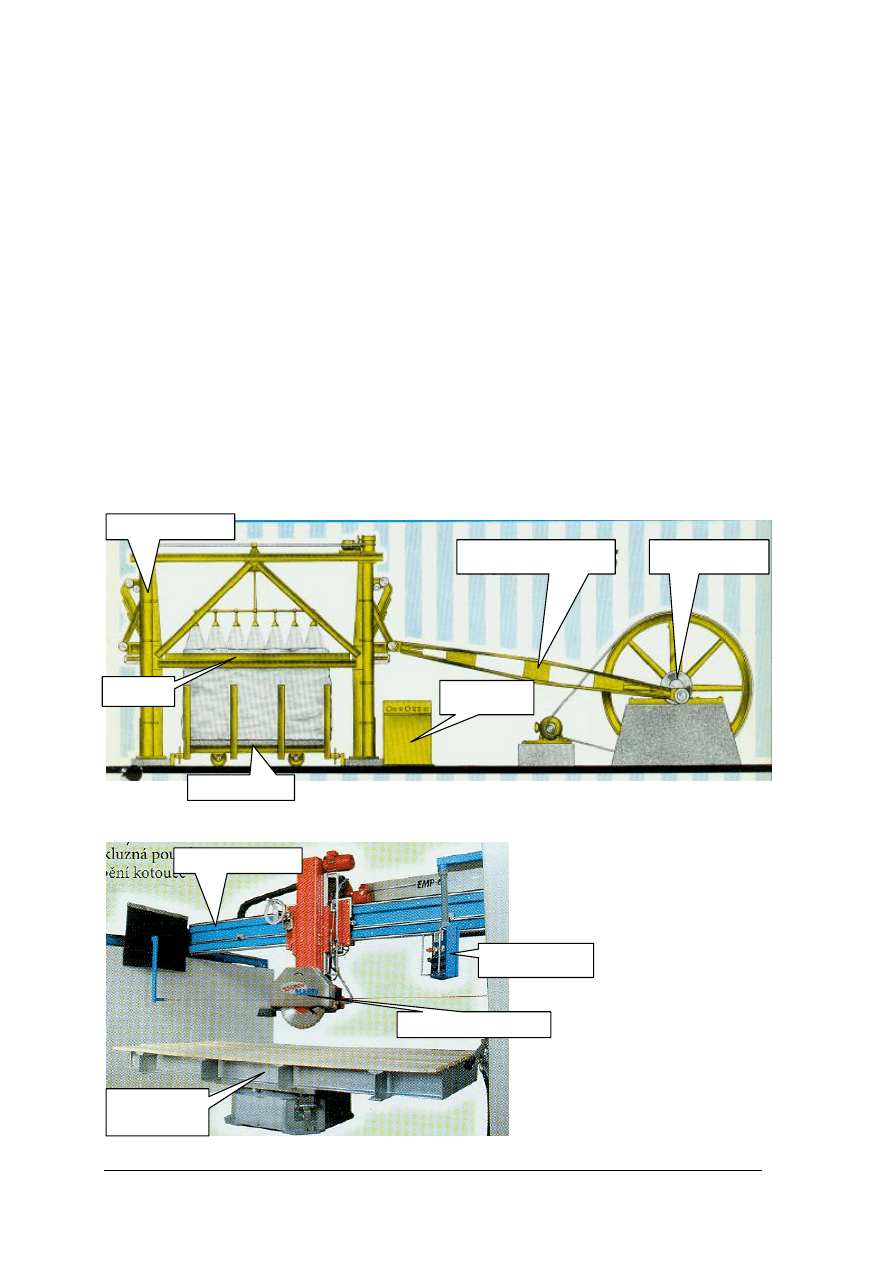
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
84
17. Linię cięcia tarczy tnącej należy prowadzić:
a) na wysokości punktów mocowania płyty,
b) obok punktów mocowania płyty,
c) po przekątnej,
d) ponad punktami mocowania.
18. Przy szlifowaniu płyty kamiennej należy stosować kolejne segmenty szlifierskie:
a) o coraz większym ziarnie ściernym,
b) o coraz mniejszym ziarnie ściernym,
c) o takim samym ziarnie ściernym,
d) o różnorodnym ziarnie ściernym.
19. Do obliczenia kosztu wyrobu wystarczą dane:
a) koszt surowca, narzędzi i koszty ogólne,
b) koszt surowca, robocizny, koszty ogólne,
c) koszt własny wyrobu, podatek, zysk,
koszt robocizny, koszt surowca.
20. Nazwij podstawowe zespoły traka pokazanego na fotografii, wpisz nazwy z miejscach
oznaczonych literami (a-e):
21. Podaj nazwy podstawowych zespołów piły tarczowej pokazanej poniżej:
c
e
a
d
c
b
d
b
a
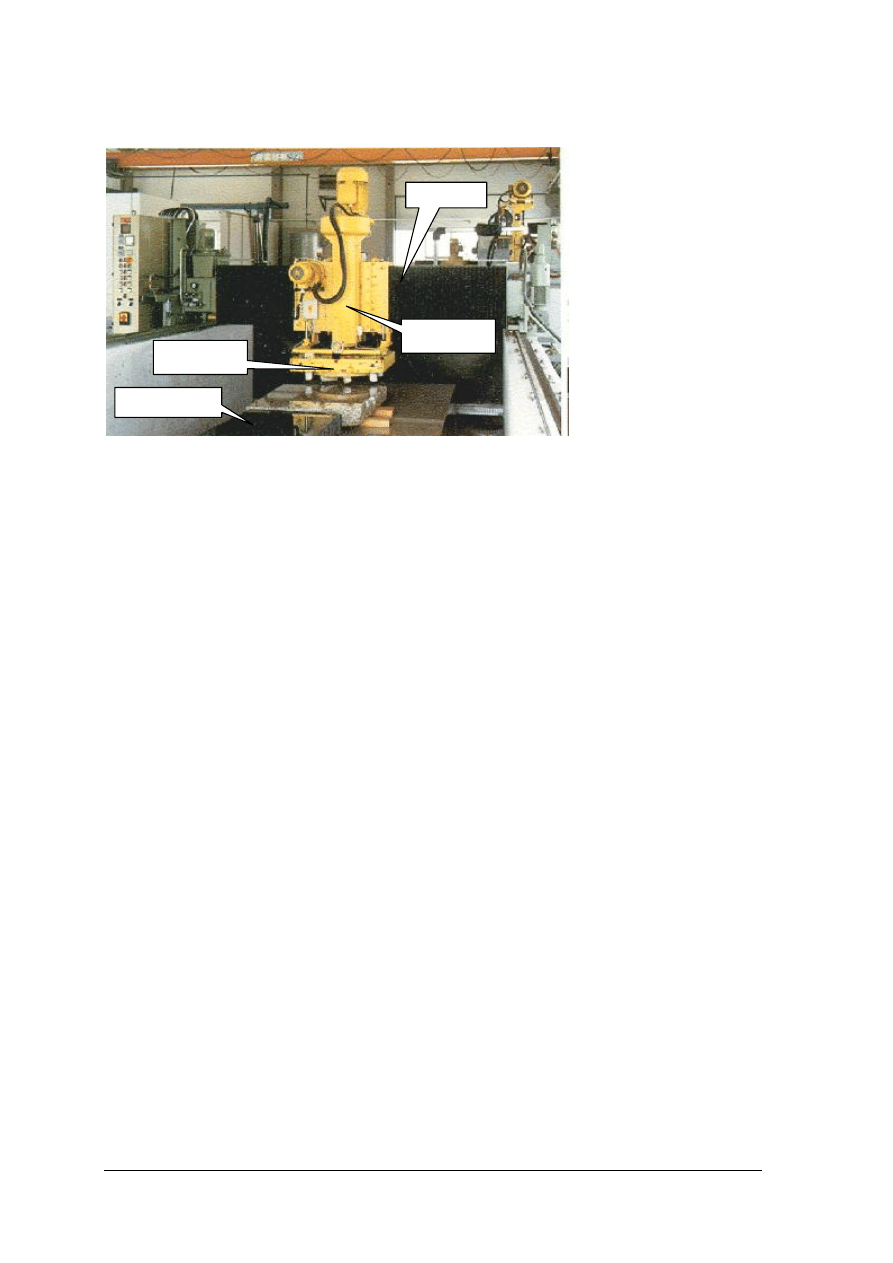
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
85
22. Podaj nazwy podstawowych elementów szlifierki bramowej pokazanej poniżej:
a
b
c
d
„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
86
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Obróbka mechaniczna kamienia
Zakreśl poprawną odpowiedź lub uzupełnij brakujące części
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
a ........................
b .................
c ..................
d ...................
20
e ..........................
21 a ......................... b ................... c ................... d ...................
22 a ......................... b ................... c ................... d ...................
Razem

„Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
87
6. LITERATURA
1. Bukalski A.: Lina diamentowa w wydobyciu i obróbce kamienia naturalnego. MC DIAM,
Warszawa 2005
2. Chrząszczewski W.: Obróbka mechaniczna i obrabiarki do kamienia. Wydawnictwo h.g.
Braune, 2004
3. Tyrowicz T.: Kamieniarstwo. Poradnik. Związek Izb Rzemieślniczych, 1970
4. Tyrowicz T.: Kamieniarstwo. Obróbka maszynowa. Wydawnictwo Arkady, 1958
5. Wilcke H. Thunig W.: Kamieniarstwo. WSiP, Warszawa, 1997
6. Czasopisma: Świat Kamienia, Nowy Kamieniarz, Kurier Kamieniarski
Normy:
PN-EN 12670 Kamień naturalny. Terminologia
BN-84/6740-02 Obróbka kamienia. Terminologia
Wykorzystano materiały i informacje firm:
ALPE Rovereto (Włochy)
BIDESEIMPIANTI S.r.l-Fara Vicentino(Włochy
B.M.Officine Meccaniche-Quinto Valpantena (Włochy – www.bmofficine.it
B R A Officine Meccaniche-Quinto Valpantena (Włochy)
Carl MEYER Bayreuth (RFN)
DIAMANT BOART Bruksela (Belgia)
Eisenwerk HENSEL Bayreuth (RFN)
GHINES S.r.l – Rimini (Włochy)
MARTIN KOLB – Dietenheim (RFN)
MC DIAM – Warszawa/Sandomierz
MONTRESOR Villafranca (Włochy)
PEDRINI S.p.a – Bergamo (Włochy)
PELLEGRINI-Verona (WŁochy)
PERISSINOTTO-Milano (Włochy)
SIMEC S.p.a.-Castello di Godego (Włochy) – www.simec.it.
SPIELVOGEL-Krumbach (RFN)
THIBAUT –Vire (Francja) – www.thibaut.fr.
Wyszukiwarka
Podobne podstrony:
kamieniarz 711[04] z2 02 n
kamieniarz 711[04] z2 02 n
kamieniarz 711[04] z2 03 u
kamieniarz 711[04] z4 02 u
kamieniarz 711[04] z3 02 n
kamieniarz 711[04] z2 01 n
kamieniarz 711[04] z3 02 u
kamieniarz 711[04] z2 03 n
kamieniarz 711[04] z1 02 n
kamieniarz 711[04] z2 04 n
kamieniarz 711[04] z4 02 n
kamieniarz 711[04] z1 02 u
kamieniarz 711[04] z2 03 u
kamieniarz 711[04] z4 02 n
kamieniarz 711[04] z4 02 u
więcej podobnych podstron