„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
MINISTERSTWO EDUKACJI
NARODOWEJ
Zbigniew Gregorczyk
Uszlachetnianie tkanki skórnej skór z włosem
744[03]Z3.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Tadeusz Sadowski
dr inż. Jan Żarłok
Opracowanie redakcyjne:
mgr inż. Zbigniew Gregorczyk
Konsultacja:
mgr inż. Zdzisław Feldo
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[03]Z3.05
„Uszlachetnianie tkanki skórnej skór z włosem” zawartego w modułowym programie
nauczania dla zawodu „Garbarz skór”.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Przygotowanie do uszlachetniania tkanki skórnej skór z włosem
7
4.1.1. Materiał nauczania
7
4.1.1.1. Cel, metody i sposoby przygotowania skór do uszlachetniania tkanki skórnej 7
4.1.1.1. Przygotowanie skór owczych i jagnięcych do uszlachetniania na welur
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
13
4.2. Maszyny i urządzenia do uszlachetniania tkanki skórnej
14
4.2.1. Materiał nauczania
14
4.2.1.1. Nawilżanie
14
4.2.1.2. Napinanie
14
4.2.1.3. Szlifowanie
15
4.2.1.4. Odpylanie
16
4.2.1.5. Trocinowanie i siatkowanie
16
4.2.1.6. Rozbijanie
17
4.2.1.7. Czesanie skór
18
4.2.1.8. Prasowanie okrywy włosowej i tkanki skórnej
20
4.2.1.9. Strzyżenie włosa
21
4.2.1.10. Usuwanie nadmiaru wody
21
4.2.1.11. Procesy kąpielowe
22
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
28
4.3. Uszlachetnianie tkanki skórnej na welur. Nakładanie powłok kryjących typu
nappalan i pololuks
29
4.3.1. Materiał nauczania
29
4.3.1.1. Barwienie welurów futrzarskich
29
4.3.1.2. Główne czynniki decydujące o przebarwieniu tkanki skórnej skór
barwionych barwnikami anionowymi
32
4.3.1.3. Metody i metodyki barwienia welurów
34
4.3.1.4. Uszlachetnianie skór na nappalan i pololuks
39
4.3.1.5. Wady i uszkodzenia powstałe w czasie uszlachetniania tkanki skórnej
45
4.3.2. Pytania sprawdzające
46
4.3.3. Ćwiczenia
46
4.3.4. Sprawdzian postępów
48
5. Sprawdzian osiągnięć
49
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy z zakresu uszlachetniania tkanki
skórnej skór z włosem, a także ułatwi Ci wykonywanie poszczególnych czynności,
związanych z tymi procesami.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania umożliwia samodzielne przygotowanie się do wykonania ćwiczeń
i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy wskazaną literaturę oraz
inne źródła informacji. Obejmuje on również ćwiczenia, które zawierają:
−
wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
sprawdzian teoretyczny,
−
sprawdzian umiejętności praktycznych.
4. Przykład zadania/ćwiczenia oraz zestaw pytań sprawdzających Twoje opanowanie wiedzy
i umiejętności z zakresu całej jednostki. Zaliczenie tego ćwiczenia jest dowodem
osiągnięcia umiejętności praktycznych określonych w tej jednostce modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa: Uszlachetnianie tkanki skórnej skór z włosem, której treści teraz
poznasz jest jednym z modułów koniecznych do zapoznania się z procesem uszlachetniania
i wykończania skór z okrywą włosową.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[03].Z3.04
Uszlachetnianie okrywy
włosowej skór
744[03].Z3.05
Uszlachetnianie tkanki
skórnej skór z włosem
744[03].Z3
Technologia wykończenia
i uszlachetniania skór z włosem
744[03].Z3.01
Natłuszczanie skór z okrywą
włosową
744[03].Z3.02
Suszenie skór wyprawionych
z okrywą włosową
744[03].Z3.03
Przygotowanie skór
wyprawionych z okrywą włosową do
uszlachetniania
744[03].Z3.06
Ocena jakościowa,
rozsortowanie i przechowywanie
skór wyprawionych z okrywą włosową

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej „Uszlachetnianie tkanki
skórnej skór z włosem” powinieneś umieć:
−
odczytywać i stosować instrukcje technologiczne dotyczące czynności i operacji
natłuszczania oraz przygotowania skór do uszlachetniania,
–
przygotowywać skóry do chemicznego, termicznego i mechanicznego uszlachetniania,
–
sporządzać kąpiele umartwiającą, zaprawiającą i barwiącą włos zgodnie z instrukcją
technologiczną,
−
stosować podstawowe metody badania organoleptycznego skór przeznaczonych do
barwienia,
−
rozpoznawać sposoby przygotowania skór do barwienia,
−
zorganizować stanowisko pracy zgodnie z wymogami ergonomii,
−
dobierać i stosować odzież ochrony osobistej na stanowiskach mechanicznej i chemicznej
obróbki skór,
−
stosować zasady bezpiecznej pracy i ochrony środowiska przy obsłudze maszyn i
urządzeń oraz transportu skór między stanowiskami pracy,
−
korzystać z różnych źródeł informacji.
−
pracować w grupie i indywidualnie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić cel uszlachetniania tkanki skórnej,
–
rozróżnić i scharakteryzować maszyny, urządzenia i narzędzia stosowane przy
uszlachetnianiu tkanki skórnej,
–
rozróżnić i scharakteryzować metody i sposoby uszlachetniania tkanki skórnej,
–
wykonać czynności szlifowania i odpylania tkanki skórnej,
–
sporządzić zestawy kąpieli, wykonać procesy chemicznego przygotowania i barwienia
tkanki skórnej,
–
zestawić roztwory farb i apretur do uszlachetniania tkanki skórnej,
–
wykonać czynności nakładania zestawów uszlachetniających tkankę skórną,
–
zorganizować stanowiska do poszczególnych procesów zgodnie z zasadami
bezpieczeństwa i higieny pracy oraz wymaganiami ergonomii.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Przygotowanie do uszlachetniania tkanki skórnej skór
z włosem
4.1.1. Materiał nauczania
4.1.1.1. Cel, metody i sposoby przygotowania skór do uszlachetniania tkanki skórnej
Wykończanie skór futerkowych od strony mizdry stosuje się wówczas, gdy tkanka skórna
jest ścisła i stosunkowo gruba, a powierzchnia skóry jest dostatecznie duża. Wykończa się od
strony mizdry skóry owcze i jagnięce określonych ras, których charakter włókna skórnego
pozwala uzyskać po oszlifowaniu przyjemne w dotyku i równe włókno weluru futrzarskiego.
Najczęściej do tego rodzaju produkcji stosuje się surowiec, który ma bardziej ostry i gruby
włos od typowego surowca futrzarskiego wykończonego od strony włosa. Na przykład skóry
z merynosów są dobrym surowcem do uszlachetniania od strony włosa, natomiast nie nadają
się do użytkowania ich od strony mizdry, ponieważ tkanka skórna jest zbyt cienka, luźna i nie
nadaje się do szlifowania.
Welury futrzarskie przeznacza się do konfekcjonowania kurtek, kamizelek i tym
podobnych. Wykończanie mizdry może polegać także na pokrywaniu jej zestawami
kryjącymi w sposób stosowany przy wykończaniu plastykowym skór licowych. Taki rodzaj
skór wyprawionych nosi nazwę pololuksów. Bardzo popularną metodą wykończania skór
owczych jest metoda uszlachetniania tkanki skórnej na „nappalan”.
4.1.1.1. Przygotowanie skór owczych i jagnięcych do uszlachetniania na welur
Sortowanie według przeznaczenia
Skóry owcze i jagnięce przeznaczone na welur futrzarski poddajemy sortowaniu według
przeznaczenia po garbowaniu – czyli wykończone w kolorze naturalnym.
Kryteria doboru skór do uszlachetniania na welur futrzarski muszą uwzględniać różną
jakość okrywy włosowej oraz różną jakość dermy wykończanej na welur futrzarski bądź
nappalan. Oszlifowana derma jest stroną użytkową wyrobu i dlatego też niedopuszczalne są
wszelkie wady i uszkodzenia tkanki skórnej, to jest luźność tkanki, wysoka okrywa włosowa,
blizny, dziury, zagięcia, wychwyty i plamy po ospie.
W związku z tym skóry owcze wygarbowane i wykończone w kolorze naturalnym, na
biało, poddaje się rozsortowaniu według przeznaczenia na różne asortymenty, na przykład
barwienie okrywy włosowej, uszlachetnianie na welur bądź nappalan. W przypadku
uszlachetniania tkanki skórnej metodą pololuks niektóre z tych wad są dopuszczalne, na
przykład drobne blizny, ślady po ospie, drobne zacięcia, bądź zagięcia.
Nawilżanie
Celem tego procesu jest nawilżenie półfabrykatu po wysuszeniu. Pozwala ono na
zmiękczenie skór podczas międlenia, trocinowania, rozbijania, i tym podobnych operacji.
Nawilżanie skór przeprowadza się różnymi sposobami:
−
odleżenie skór w chłodnym i wilgotnym pomieszczeniu,
−
zwilżenie mizdry szmatą lub szczotką,
−
natryskiwanie wodą,
−
przesypywanie wilgotnymi trocinami,
−
nawilżanie w nowoczesnych bębnach mieszaniną parowo-wodną,
−
obróbkę w wilgotnych trocinach w bębnie do trocinowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Nawilżona skóra powinna dawać wrażenie lekkiego chłodu oraz powinna dawać się rozciągać
przy średnim wysiłku.
W technice futrzarskiej stosuje się odleżenie w wilgotnym pomieszczeniu na jedną dobę,
po czym obraca się je w bębnie z wilgotnymi trocinami.
Suszenie na ramach perforowanych
Skóry napina się na ramy perforowane naciągając je do długości i szerokości, tak aby
można je było szlifować. Po napinaniu skóry są suszone, a po wysuszeniu sezonowane. Skóry
wysuszone posiadają lekką „stójkę”.
Szlifowanie wstępne
Prawidłowe przeprowadzenie obróbek mechanicznych w procesie uszlachetniania tkanki
na welur futrzarski wpływa na jej miękkość, pulchność oraz na wygląd estetyczny. Skóry
o dobrze oszlifowanej mizdrze mają równo ucięte i gęste, bez oznak „kluszczenia się”,
włókno skórne oraz nie posiadają zmechacenia miejsc przeszlifowanych. Miejsce
przeszlifowania mizdry obniża wygląd estetyczny i jakość skór, ponieważ ta część skóry jest
plamista i mniej wytrzymała na rozciąganie.
Szlifowanie skór owczych i jagnięcych przeprowadzać należy bardzo uważnie, ze
względu na stosunkowo cienką warstwę siatkową skóry właściwej i niezbyt ścisłą tkankę.
Szlifowanie przy produkcji tego rodzaju skór ograniczyć należy do oczyszczenia i lekkiego
wyrównania jej powierzchni. Przy metodzie klasycznej produkcji welurów futrzarskiej
szlifowanie najlepiej przeprowadzać tylko przed procesem barwienia tkanki. Szlifowanie po
procesie barwienia nie jest wskazane i należy go unikać, gdyż zawsze powoduje powstanie
plamistego wybarwienia mizdry, obniżając w ten sposób jakość skóry.
Do szlifowania stosuje się szlifierki pedałowe i odgórne posiadające wałek oscylujący,
który w czasie szlifowania umożliwia dokładne podcięcie włókna skóry. Papier do
szlifowania winien posiadać drobne ziarno, aby nie powodować głębszych zadrapań tkanki
skórnej.
Odtłuszczanie w agregacie
Niektóre skóry owcze i jagnięce zawierają duże ilości tłuszczu w tkance skórnej.
Wymagają one dodatkowego odtłuszczania za pomocą rozpuszczalników. Do takich skór
zalicza się między innymi surowiec amerykański i australijski. Odtłuszczanie tradycyjnymi
sposobami nie daje wystarczających wyników przy wykończaniu tych skór na welur
futrzarski.
Skóry nadmiernie tłuste wymagają odtłuszczenia w agregatach pralniczych działających
na zasadzie sterowania automatycznego, na przykład agregat „Spencer Mammoth” jest
przemysłowym agregatem chemicznego czyszczenia, ładowanym czołowo, zaprojektowanym
dla potrzeb dużych zakładów. Agregat jest zaprojektowany do stosowanie czterochlorku
etylenu jako środka odtłuszczającego, jednakże może być przystosowany do stosowania
trójchlorku etylenu. Ładowność agregatu wynosi 80 kg skór. Proces ten umożliwia bardziej
efektywne usuwanie zabrudzeń oraz zapewnia prawidłowe barwienie. Mizdra skór jest
miękka i ciągliwa. Agregat jest wykonany w formie pralnicy i destylatora.
Trocinowanie
Wilgotne trociny w czasie obracania bębna powodują nie tylko powierzchniowe
oczyszczenie włosa, ale także spulchnienie tkanki skórnej. Używane są trociny bukowe
i brzozowe, które są pozbawione żywicy i garbnika oraz nie powodują przyciemnienia
mizdry.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
W celu zmniejszenia niebezpieczeństwa sfilcowania włosa lub lepszego odtłuszczenia
tkanki skórnej dodaje się do trocin trójchloroetylen lub benzynę ekstrakcyjną. Czyszczenie w
trocinach, a następnie trzepanie skór przeprowadza się dwukrotnie, za każdym razem używają
świeżych trocin.
Siatkowanie
Skóry poddaje się siatkowaniu w bębnach siatkowych w celu usunięcia nadmiaru trocin
i pyłu.
Rozbijanie
Przeprowadza się zwykle dwa razy po trocinowaniu wilgotnym i suchym oraz po nawilżeniu.
Pierwszy raz skóry rozciąga się w różnych kierunkach, przy czym ostatnia operacja powinna
być wykonana do szerokości. Przy drugim rozbijaniu rozciąganie powinno być dokonane
wzdłuż linii grzbietu. W czasie rozbijania powierzchnia skóry zwiększa się 5-8%.
Czesanie skór
Po trocinowaniu skór konieczne jest czesanie okrywy włosowej w celu wyprostowania
sfilcowanego włosa, równoległego ułożenia, usunięcia z okrywy włosowej włosów słabo
osadzonych oraz pozostałych trocin, pyłu i innych zanieczyszczeń. Wszelkie zafilcowania,
skłębione kosmyki włosów, obecność zanieczyszczeń mechanicznych mogą spowodować
miejscowe „przeszlifowania” tkanki skórnej podczas szlifowania.
Skóry szlachetne, zdjęte i wykończone workowo, na przykład lisy czy norki, czesane są
ręcznie stalowym grzebieniem zaopatrzonym z jednej strony w uchwyt. Niekiedy konieczne
jest ręczne rozczesywanie włosa sfilcowanego skór owczych i króliczych przed lub po
czesaniu mechanicznym.
Prasowanie
Skóry poddawane są prasowaniu na prasowarce, której wał roboczy ma temperaturę od
120-240
o
C. Przed prasowaniem okrywę włosową zwilża się roztworem alkoholu etylowego,
kwasu mrówkowego i niejonowego środka powierzchniowo czynnego. Jest to tak zwane
uplastycznianie okrywy włosowej. Zwilżenie okrywy włosowej oraz następnie 30-40
minutowe odleżenie ułatwia proces prasowania. W trakcie prasowania włosy prostują się
i ulegają wydłużeniu, okrywa włosowa staje się puszysta i błyszcząca.
Strzyżenie
Zależnie od rodzaju skóry futerkowej oraz od tego na jaki typ imitacji ma być
uszlachetniona, okrywę włosową strzyże się na różną wysokość. Operację tę przeprowadzamy
wielokrotnie
Stosuje się dwa rodzaje strzyżarek – podstrzyżarki do strzyżenia wstępnego oraz
strzyżarki do strzyżenia właściwego..
Dogarbowanie
Dogarbowanie w przypadku welurów futrzarskich ma głównie za zadanie poprawę
zagęszczenia rozluźnionej tkanki skórnej od strony mizdry, przy jednoczesnym zachowaniu
miękkości skór. Właściwie prowadzony proces dogarbowania zależy od szeregu czynników,
a głównie od ilości soli chromowych zastosowanych do garbowania skór oraz rozłożenia się
tej soli na przekroju skóry poddawanej garbowaniu. Oprócz tego na prawidłowy przebieg
procesu dogarbowania wpływa stopień zobojętnienia skór garbowanych w procesie wyprawy
przed ich dogarbowaniem i stopień maskowania garbnika chromowego w tych skórach,
niezależnie od środków użytych do tego procesu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Dogarbowanie w procesie produkcji welurów futrzarskich jest nieodzownym czynnikiem,
który sprzyja uzyskaniu większej zwartości tkanki, jej pełności jak również pomaga osiągnąć
w procesie barwienia pełne, równomierne wybarwienie. Skóry dogarbowane dają się także
lepiej szlifować, co umożliwia otrzymanie w dotyku krótkiego i miękkiego włókna.
Do dogarbowania skór futerkowych stosujemy wyłącznie garbniki mineralne.
Zastosowanie znajdują jedynie sole chromowe w postaci brzeczek chromowych, a także sole
glinu, również w postaci zasadowych związków chemicznych.
Dogarbowanie metodą chromową winno być tak przeprowadzone, aby zawartość tlenku
chromu na suchą substancję skóry wynosiła około 0,8-3 g/l Cr
2
O
3
. Zasadowość brzeczki
stosowanej do dogarbowania powinna wynosić 33-40
o
Sch. Większa ilość soli chromowych w
tkance skórnej powoduje wzrost zdolności wiązania się barwnika anionowego ze skórą.
W ostatnim czasie w procesie dogarbowania skór znalazły zastosowanie również sole
glinu. Wykorzystywane są do dogarbowania brzeczkami chromowo-glinowymi, co sprzyja
otrzymaniu żywego i równomiernego wybarwienia skóry na całej powierzchni i w całym
przekroju. Skóry po dogarbowaniu chromowo-glinowym mają wyższą temperaturę skurczu,
większą wytrzymałość na rozciąganie i mniejszą nasiąkliwość niż po dogarbowaniu
glinowym.
Z soli glinowych najszersze zastosowanie znalazły ałun glinowy i gotowe preparaty, takie
jak Luton B i Luton O. Ilość związków glinu powinna być stosowana w takiej ilości, aby
stężenie tlenku glinu na suchą skórę wynosiło około 0,5%. Po dogarbowaniu skóry powinny
być poddane odleżeniu w celu lepszego związania się kompleksów chromowo-glinowych
z kolagenem.
Neutralizacja
Zobojętnianie skór futerkowych przeprowadza się w przypadku uszlachetniania tkanki
skórnej na welur. Najczęściej stosowanymi środkami w przypadku skór futerkowych są:
kwaśny węglan sodowy i mrówczan sodu. Środki te charakteryzują się łagodnym działaniem,
przez co otrzymuje się delikatną, miękką, pulchną i ciągliwą tkankę skórną.
Zobojętnianie skór owczych przeprowadza się w cytroku w czasie 2-4 godzin
i w temperaturze 35-38
o
C
.
Czas i technika zobojętniania zależy od tego w jakim kolorze
będziemy barwić tkankę skórną.
Umartwianie
Umartwianie jest jednym z procesów przygotowujących okrywę włosową do barwienia
barwnikami utlenialnymi i ma na celu:
−
usunięcie z okrywy włosowej i naskórka nadmiernej ilości tłuszczu,
−
nastawienie okrywy włosowej i skóry na taką wartość pH, aby wytworzyć optymalne
warunki prowadzenia dalszych procesów zaprawiania i barwienia,
−
wywołanie określonych zmian strukturalnych keratyny w warstwie łuskowej
i zewnętrznej korowej, które sprzyjają procesowi barwienia.
Umartwianie przeprowadzamy w kąpieli z dodatkiem roztworów alkalicznych
– mieszaniną węglanu sodowego i wody amoniakalnej z dodatkiem tensydu anionowego.
Proces prowadzi się w cytroku, stosując współczynnik kąpielowy K = 8. Temperatura kąpieli
zależy od rodzaju surowca i może wynosić od 20-35
o
C. Czas obracania skór wynosi od
1-5 godzin. Najczęściej w praktyce umartwianie prowadzi się przez okres 2 godzin. Dodatek
tensydów anionowych zmniejsza o ¼ zużycie zasad i wpływa korzystnie na odtłuszczenie
włosa. Ilość stosowanego tensydu anionowego wynosi 2-4 g/dm
3
.
W celu wzmocnienia kąpieli umartwiającej zasadowej można dodać 0,5-1 g/dm
3
wody
utlenionej 30-procentowej, którą wlewa się w trzech porcjach w odstępach co 20 minut.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki powinien być charakter tkanki skórnej skór przeznaczonych na welur futrzarski?
2. Jakie znasz rodzaje uszlachetniania tkanki skórnej?
3. Co rozumiesz pod pojęciem sortowania według przeznaczenia?
4. Jaka jest kolejność operacji przygotowujących skóry do uszlachetniania na welur?
5. Jaki jest cel nawilżania i napinania skór?
6. Jak przebiega szlifowanie tkanki skórnej?
7. Dlaczego skóry poddajemy trocinowaniu?
8. Jaki jest cel odłuszczania skór w agregacie „Spencer?
9. Dlaczego skóry poddajemy rozbijaniu, czesaniu, prasowaniu i strzyżeniu?
10. Jaki jest cel dogarbowania i neutralizacji welurów futrzarskich?
11. Jaki jest cel umartwiania welurów futrzarskich?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj operację ręcznego nawilżania skór.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze sposobami nawilżania skór,
2) zorganizować stanowisko pracy zgodnie z przepisami bhp,
3) przeprowadzić operację ręcznego nawilżenia skór,
4) zastosować odpowiednią kąpiel do nawilżania ręcznego,
5) poddać skóry odleżeniu,
6) dokonać oceny skór przed i po nawilżeniu i zaprezentować wnioski.
Wyposażenie stanowiska pracy:
−
skóry do nawilżenia,
−
stół roboczy,
−
szczotka do nawilżania ręcznego,
−
naczynie na kąpiel,
−
boczek lub podest do odleżania skór,
−
odzież ochronna.
Ćwiczenie 2
Porównaj skóry owcze odtłuszczone i przed procesem odtłuszczania. Omów proces
odtłuszczania w agregatach i wyjaśnij jego cel.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem teoretycznym dotyczącym odtłuszczania skór,
2) charakteryzować skóry przed otłuszczaniem,
3) charakteryzować skóry po odtłuszczeniu,
4) wykazać różnice,
5) omówić przebieg procesu odtłuszczania skór w agregatach pralniczych,
6) wyjaśnić cel odtłuszczania.
Wyposażenie stanowiska pracy:
−
skóry nie odtłuszczone,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
−
skóry pod odtłuszczaniu.
−
stół roboczy,
−
plansze ze schematami agregatów do odtłuszczania,
−
odzież ochronna.
Ćwiczenie 3
Wykonaj operację strzyżenia okrywy włosowej skór jagnięcych. Porównaj skóry przed
i po strzyżeniu.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania dotyczącym strzyżenia skór z włosem,
2) zapoznać się z instrukcją obsługi strzyżarki,
3) zapoznać się z instrukcją bhp podczas pracy maszyny,
4) omówić charakter okrywy włosowej przed strzyżeniem,
5) wykonać operację strzyżenia skór,
6) dokonać oceny okrywy włosowej przed i po strzyżeniu i zaprezentować wnioski.
Wyposażenie stanowiska pracy:
−
strzyżarka do skór,
−
skór jagnięce,
−
boczek lub paleta do układania skór,
−
stół roboczy lub blat,
−
odzież ochronna.
Ćwiczenie 4
Wykonaj operację szlifowania skór owczych. Scharakteryzuj tkankę skór owczych przed
i po szlifowaniu.
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z instrukcją obsługi szlifierki,
2) zapoznać się z instrukcją bhp podczas pracy maszyny,
3) zorganizować stanowisko pracy,
4) wykonać operację szlifowania tkanki skórnej,
5) dokonać oceny skór przed i po szlifowaniu i zaprezentować wnioski.
Wyposażenie stanowiska pracy:
−
szlifierka do skór,
−
skóry owcze,
−
boczek lub paleta do układania skór,
−
stół roboczy lub blat,
−
odzież ochronna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać metody uszlachetniania tkanki skórnej?
¨ ¨
2) scharakteryzować operacje przygotowania skór do uszlachetniania?
¨ ¨
3) określić cel nawilżania i rozbijania tkanki skórnej?
¨ ¨
4) opisać wpływ szlifowania na jakość tkanki skórnej?
¨ ¨
5) podać cel dogarbowania skór przed uszlachetnianiem?
¨ ¨
6) omówić wpływ umartwiania na jakość wybarwień?
¨ ¨
7) omówić wady tkanki skórnej po szlifowaniu?
¨ ¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Maszyny i urządzenia do uszlachetniania tkanki skórnej
4.2.1. Materiał nauczania
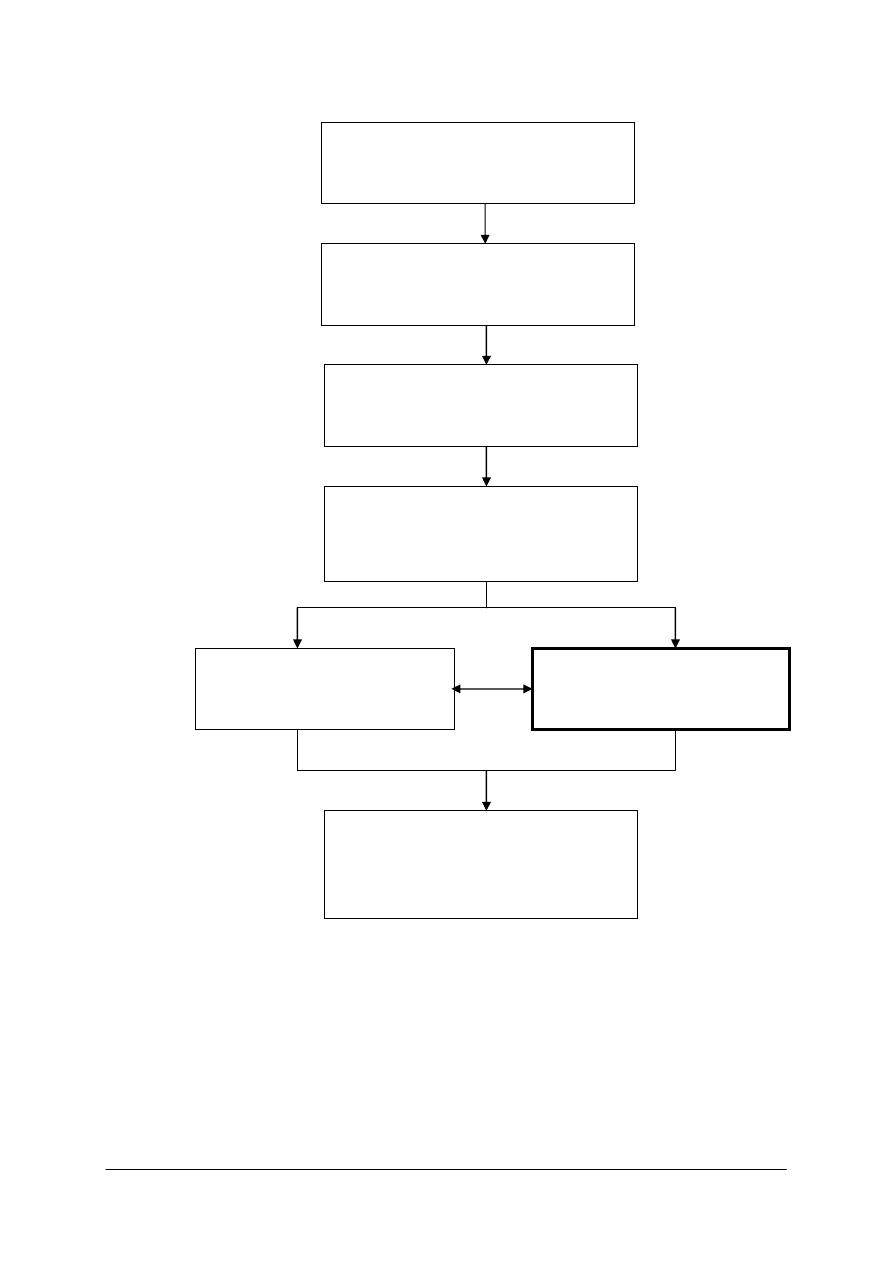
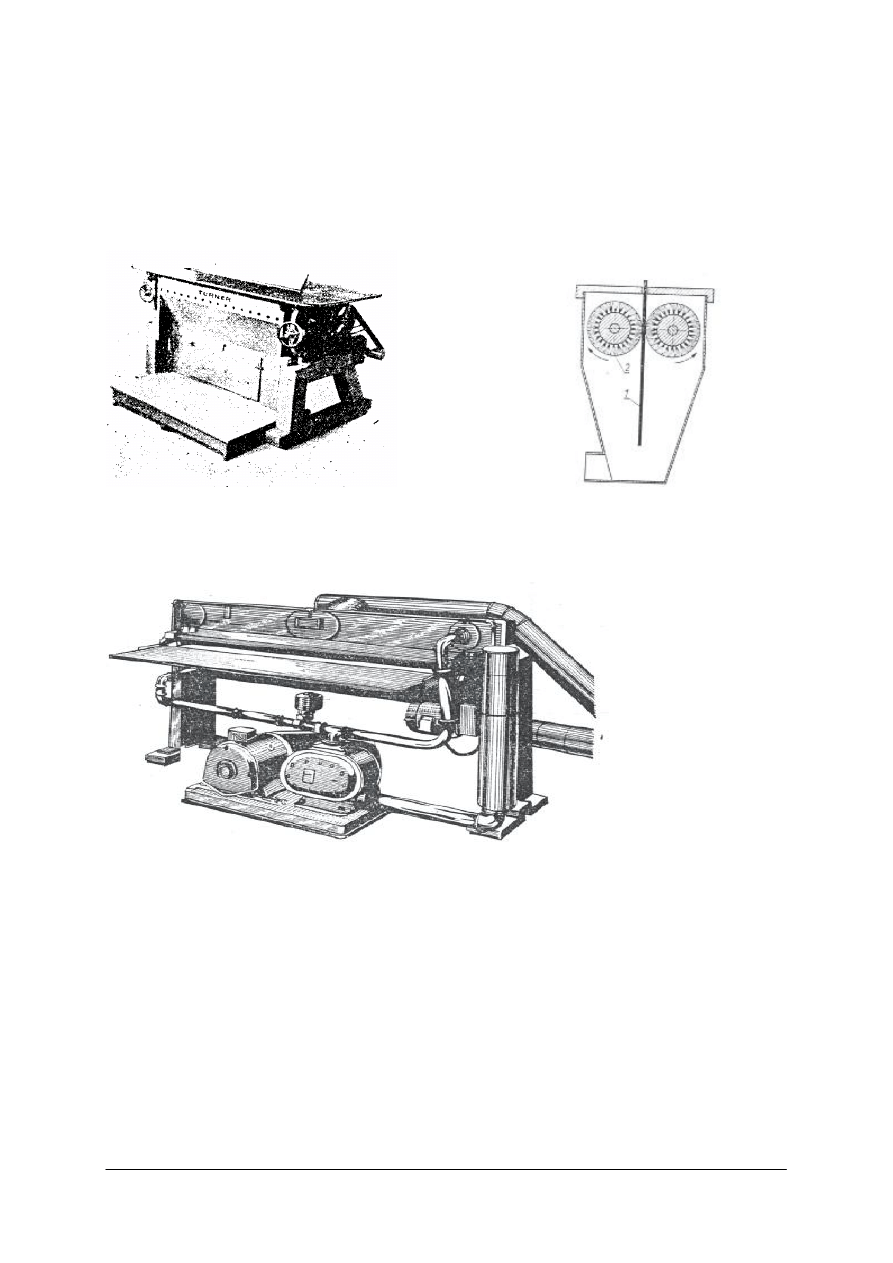
4.2.1.1. Nawilżanie
Do nawilżania skór owczych możemy stosować maszyny podobne do nalewarek lub
agregatów natryskowych. Z równie dobrym skutkiem możemy nawilżać skóry w komorze
natryskowej lub ręcznie za pomocą szczotki. Zasada jest podobna w każdym przypadku,
Skóry układa się na taśmie podającej mizdrą do góry i poddaje natryskowi wodą zgodnie
z wymogami technologii.
Rys. 1. Kabina natryskowa-widok ogólny Rys. 2. Schemat kabiny natryskowej: 1- sprężarka,
[9, s. 248] 2- pistolet natryskowy, 3- skóra, 4- wyciąg [7, s. 315]
Rys. 3. Nalewarka [9, s. 251]
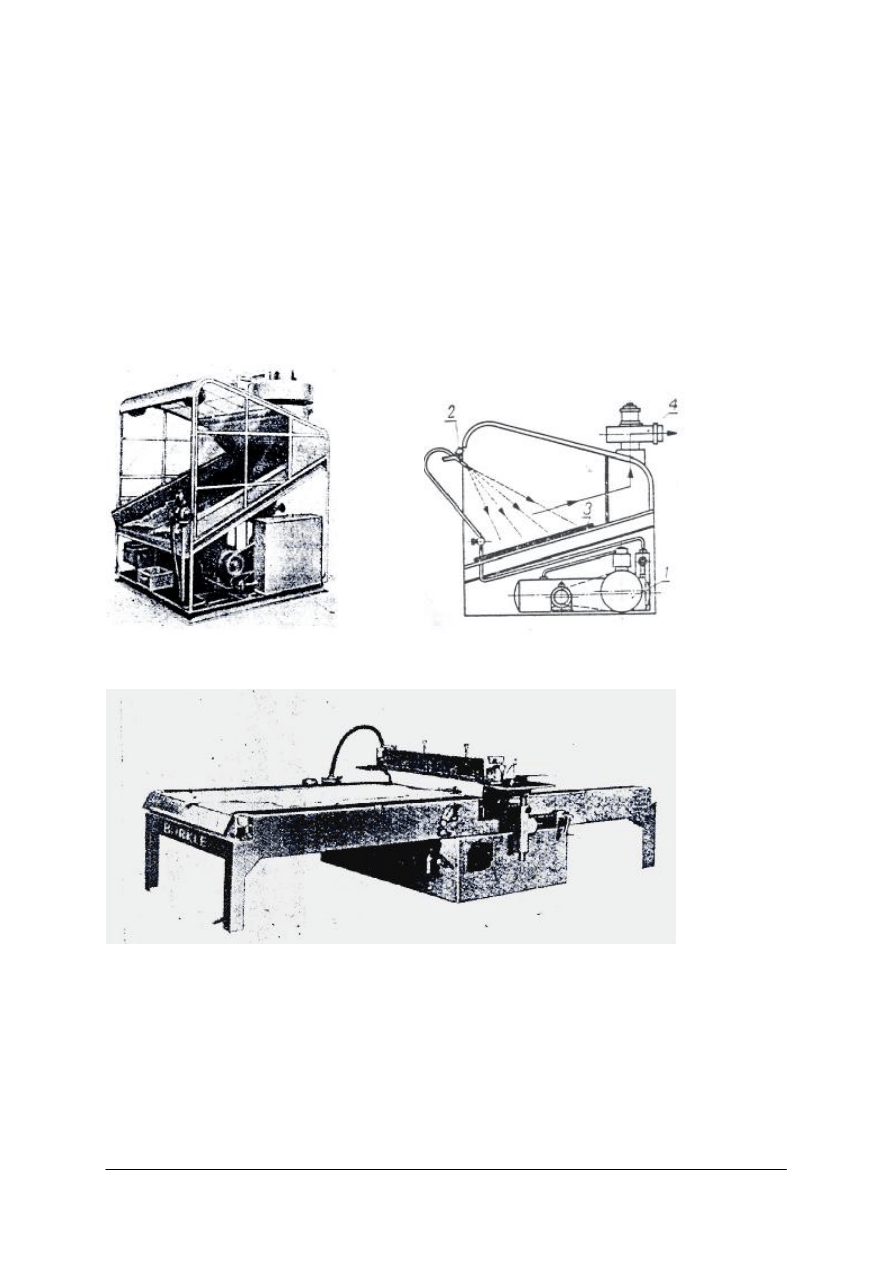
4.2.1.2. Napinanie
Do napinania skór stosowane są suszarnie ramowe. Skóry przypina się spinaczami do
perforowanej ramy. Należy pamiętać aby były one dobrze rozprostowane, bez fałd, gdyż te
utrudniają proces szlifowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 4. Ogólny widok agregatu suszarniczego z płytami perforowanymi [7, s. 202]
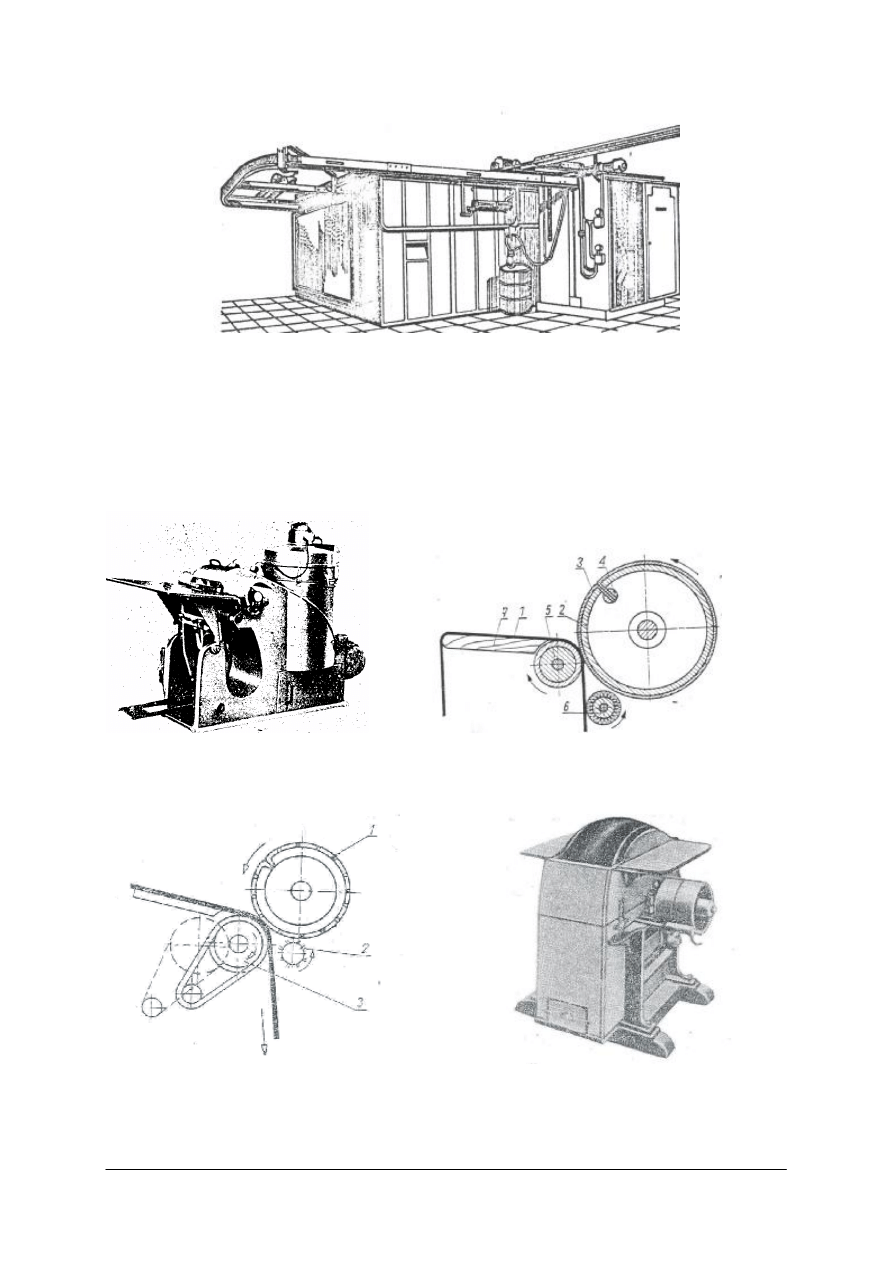
4.2.1.3. Szlifowanie
Szlifowanie tkanki skórnej odbywa się na maszynach zwanych szlifierkami. Ma ono na
celu wyrównanie grubości tkanki skórnej oraz uzyskanie krótko podciętych i równych
włókien mizdry. Niektóre szlifierki wyposażone są w urządzenia oscylujące, które
umożliwiają osiowy przesuw bębna szlifierskiego na odpowiednią odległość.
Rys. 5. Szlifierka bębnowa Svit [9, s. 271]
Rys. 6. Schemat działania szlifierki bębnowej: 1- skóra,
2- walec szlifierski, 3-papier ścierny, 4- napinacz
papieru, 5- walec dociskowy, 6- szczotka, 7- stół
[9, s. 272]
Rys. 7. Ułożenie elementów roboczych w szlifierce
Rys. 8. Szlifierka odgórna [5, s. 49]
1- papier ścierny, 2- szczotki odpylające,
3- walec przesuwny podający [5, s. 48]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.1.4. Odpylanie
Po oszlifowaniu powierzchnia skór powinna być oczyszczona z pyłu. Najprostszy sposób
odpylania przez szczotkowanie ręczne lub odpylarkę szczotkową nie daje wymaganego
efektu, ponieważ na skutek tarcia szczotkami wytwarzają się na powierzchni skóry siły
elektrostatyczne, dzięki którym najdrobniejsze cząstki pyłu przywierają do powierzchni
skóry.
Rys. 9. Odpylarka szczotkowa [9, s. 273]
Rys. 10. Schemat działania odpylarki
szczotkowej
1 – skóra, 2- walce szczotkowe [9, s. 273]
Coraz częściej stosuje się odpylarki pneumatyczne, które eliminują mankamenty odpylania
szczotkowego.
Rys. 11. Odpylarka pneumatyczna [9, s. 274]
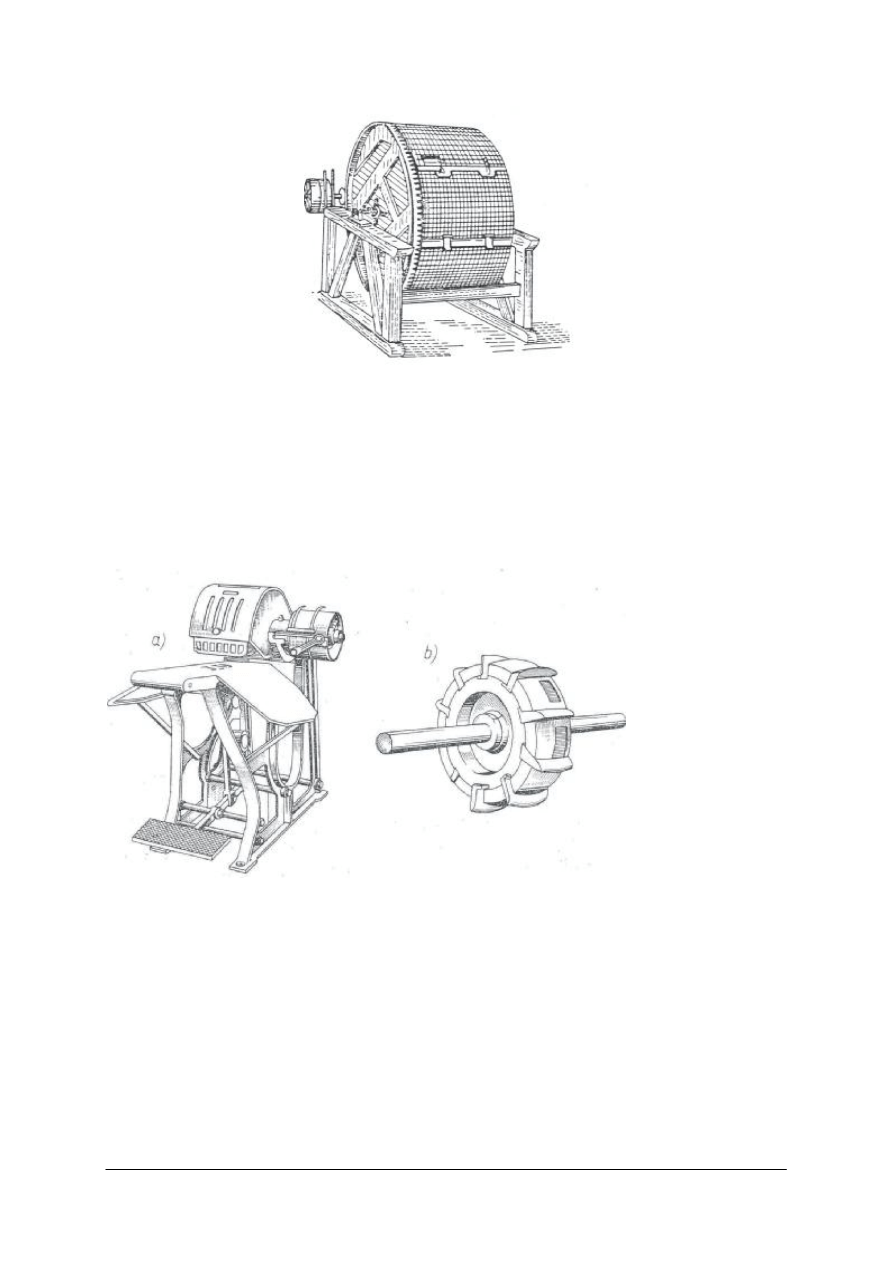
4.2.1.5. Trocinowanie i siatkowanie
Do tej operacji stosuje bębny trociniaki i siatkowe, stanowiące zespół urządzeń
wzajemnie się uzupełniających. Bębny trociniaki służą do czyszczenia skór futerkowych,
natomiast bębny siatkowe do wytrzepania z nich trocin i pyłu. Niekiedy czyszczenie skór
w trocinach i trzepanie odbywa się w jednym bębnie, który ma na zewnątrz przesuwane
blachy, a wewnątrz siatkę. Jeśli blachy są zasunięte, to bęben służy do czyszczenia
w trocinach, po ich rozsunięciu bęben spełnia rolę bębna siatkowego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 12. Bęben siatkowy do trzepania. [15, s. 103]
4.2.1.6. Rozbijanie
Rozbijanie przeprowadzamy na maszynach zwanych rozbijarkami. Rozbijarka pedałowa
jest wyposażona w stalowe noże z półokrągłą krawędzią, w ilości 10-12 sztuk, na wale
roboczym. Do dociskania skóry służy urządzenia pedałowe, które podnosi podkładkę
z twardej skóry i dociska ją do wirującego bębna nożowego. Do czyszczenia mizdry
i jednoczesnego jej ścierania używa się noży ostrych, natomiast do rozbijania i zmiękczania
– noży tępych. Ten typ rozbijarki stosuje się do skór owczych.
Rys. 13. Rozbijarka pedałowa: a) widok ogólny, b) wał roboczy [5, s. 6]
Po pierwszym siatkowaniu najpierw rozciąga się skóry w różnych kierunkach,
a w ostatniej operacji rozciąganie wykonuje się poprzecznie do szerokości. Przy drugim
rozbijaniu rozciąga się skóry także w różnych kierunkach, natomiast na końcu – wzdłuż linii
grzbietu.
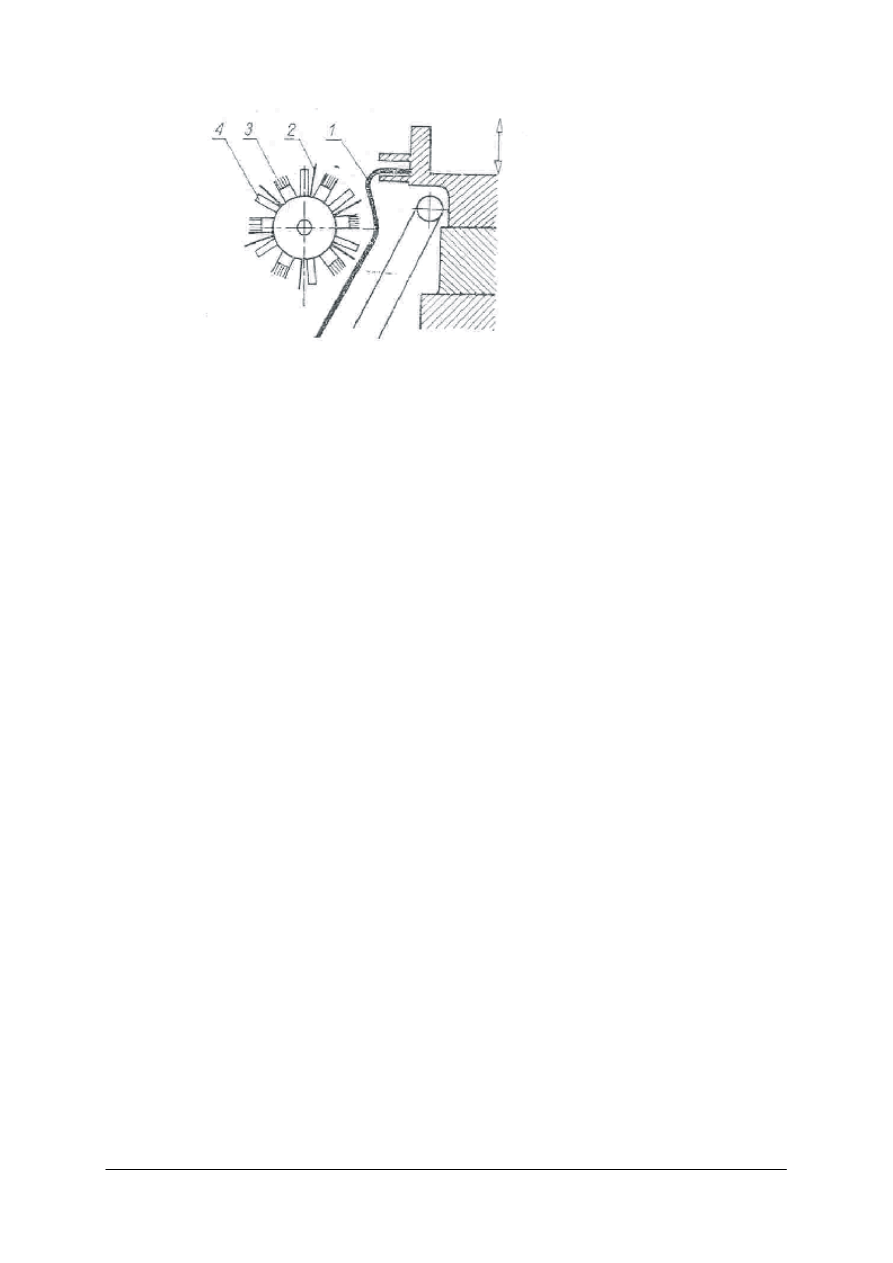
Do rozciągania skór owczych można stosować rozbijarki hydrauliczne, które są wysoce
sprawne przy wykończaniu skór przeznaczonych na welur. Na głównym wale roboczym
o średnicy 1200 mm znajdują się spiralnie, na przemian ułożone noże ostre, kamień szlifujący
i szczotki odpylające, które dociskają skórę do rzemienia. Skóra jest przesuwana przez układ
hydrauliczny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 14. Schemat rozbijarki hydraulicznej [5, s. 47]
1 – skóra, 2 – nóż, 3 – szczotka czyszcząca, 4 – kamień szlifierski
W operacji rozciągania nie zawsze uzyskuje się odpowiednią ciągliwość tkanki ze względu
na własności skór wynikające z występujących wad surowca, niewłaściwego garbowania
o nieumiejętnego natłuszczania. Skóry dobrze rozciągnięte powinny być wyraźnie wydłużone.
W czasie obróbki skór może nastąpić rozdarcie skór lub oderwanie części skór, szczególnie
w miejscach pachwin i łap.
4.2.1.7. Czesanie skór
Po trocinowaniu skór konieczne jest czesanie okrywy włosowej w celu wyprostowania
sfilcowanego włosa, równoległego ułożenia, usunięcia z okrywy włosowej włosów słabo
osadzonych oraz pozostałych trocin, pyłu i innych zanieczyszczeń.
Skóry szlachetne, zdjęte i wykończone workowo, na przykład lisy czy norki, czesane są
ręcznie stalowym grzebieniem zaopatrzonym z jednej strony w uchwyt. Niekiedy konieczne
jest ręczne rozczesywanie włosa sfilcowanego skór owczych i króliczych przed lub po
czesaniu mechanicznym.
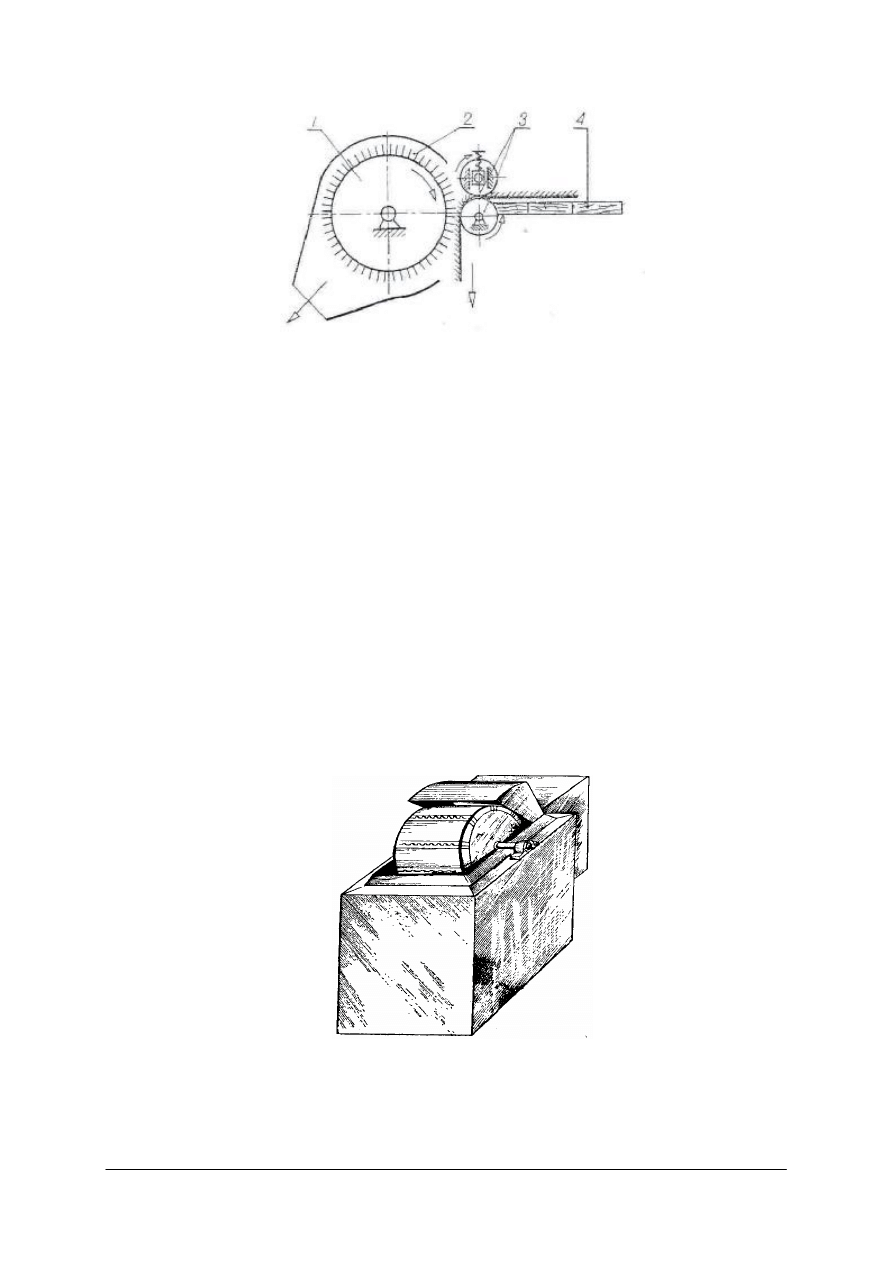
Do czesania skór wykończonych płasko służą różnego typu czesarki. Najczęściej
używane czesarki mają wał o długości odpowiadającej szerokości skór, to jest. 60 lub 120 cm.
Na skutek obrotów wału, które wynoszą 200 do 400 obrotów na minutę, osadzone w taśmie
igły czeszą podsuniętą skórę. Igły są zakrzywione w kierunku ruchu; grubość ich i wysokość
muszą być dostosowane do przeznaczenia skór oraz ich gatunku. Do skór baranich używa się
igieł z drutu stalowego o średnicy 0,7 mm i wysokości 20 mm.
Przy czesaniu skóry należy zwracać uwagę, aby igły nie wygięły się w odwrotnym
kierunku. Wówczas zamiast czesać ślizgają się one po powierzchni pokrywy włosowej. Może
się też zdarzyć, że igły na skutek różnego napięcia mechanicznego mogą wygiąć się na boki
– wówczas zamiast czesać mierzwią i wichrzą włosy. W razie częściowego zużycia i zdarcia
zgrzebła taśmowego należy zastąpić je świeżym. Schemat działania czesarki podaje rys. 15.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 15. Schemat działania czesarki [5, s. 50]
1- wał, roboczy, 2- zgrzebło taśmowe, 3- walce stalowe, 4- stół roboczy
Drugim typem czesarki stosowanej do czesania skór baranich jest czesarka grzebieniowa,
na wale której osadzone są mocne grzebienie stalowe. Jest to czesarka o konstrukcji
analogicznej do konstrukcji rozbijarki pedałowej z tą różnicą, że zamiast noży osadzone są
grzebienie. Skórę kładzie się włosem do góry na ruchomej podkładce, dociskanej do wału
roboczego za pomocą pedału. Podkładka jest szerokości wału roboczego, a więc wąska, tak że
skóra w części nie obrabianej zwisa na obie strony i może być dowolnie podsuwana pod wał
roboczy. Szerokość wału roboczego wynosi 10 do 12 cm, a średnica wraz z grzebieniami
15 do 20 cm. Liczba grzebieni na obwodzie wynosi 8 sztuk. Szybkość wału wynosi 250 do
300 obrotów na minutę. Maszyna tego typu czesze dobrze i głęboko (do spodu). Wadą jej jest
to, że przy ustawieniu włosa do góry nie jest w stanie usunąć z niego całkowicie
zanieczyszczeń mechanicznych na przykład trocin lub piasku.
Trzeci typ stanowi czesarka grzebieniowa odgórna (rys. 16); czesane na niej skóry
przykłada się od góry i przyciska do wału roboczego włosem. Stanowi ona uzupełnienie
czesarki grzebieniowej pedałowej, gdyż pozwala na dokładne usunięcie z włosa
zanieczyszczeń mechanicznych. Głębokość czesania jest mniejsza w porównaniu z pedałową.
Wał roboczy ma średnicę 50 do 60 cm, a szerokość 12 do 15 cm, zęby są rozmieszczone co
8 mm, szybkość wału wynosi 150 do 200 obrotów na minutę.
Rys. 16. Czesarka grzebieniowa odgórna – widok ogólny [15. s. 459]
Ze względu na usuwany kurz, trociny i słabo obsadzony włos wszystkie rodzaje czesarek
muszą być obudowane i podłączone do wyciągu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2.1.8. Prasowanie okrywy włosowej i tkanki skórnej
Po nawilżeniu i odleżeniu okrywę włosową prasuje się w temperaturze 180-240
o
C na
prasowarkach.
Rys. 17. Prasowarka: 1- siatka metalowa, 2- cięgno, 3- pedał [5, s. 53]
Głównym elementem roboczym prasowarki jest ogrzewany prądem walec o szerokości
350 mm, średnicy 260 mm, obracający się z prędkością 900 obrotów/minutę. Jest on
zaopatrzony w spiralnie ułożone rowki, które ułatwiają rozciąganie i prostowanie włosa.
Niekiedy na obwodzie walca są wbudowane szczotki stalowe o krótkich igłach. Temperatura
prasowania jest regulowana za pomocą regulatora elektronicznego. Urządzenie dociskowe
prasowarki jest podobne do stosowanego przy rozbijarce, z tym że podpora wykonana jest
z materiału odpornego na działanie podwyższonych temperatur.
Do prasowania tkanki skórnej skór owczych i jagnięcych uszlachetnianych na nappalan
lub pololuks używamy pras. Obecnie, prawie wyłącznie, stosowane są prasy płytowe
napędzane hydraulicznie, których konstrukcja umożliwia szybkie ich otwieranie i zamykanie.
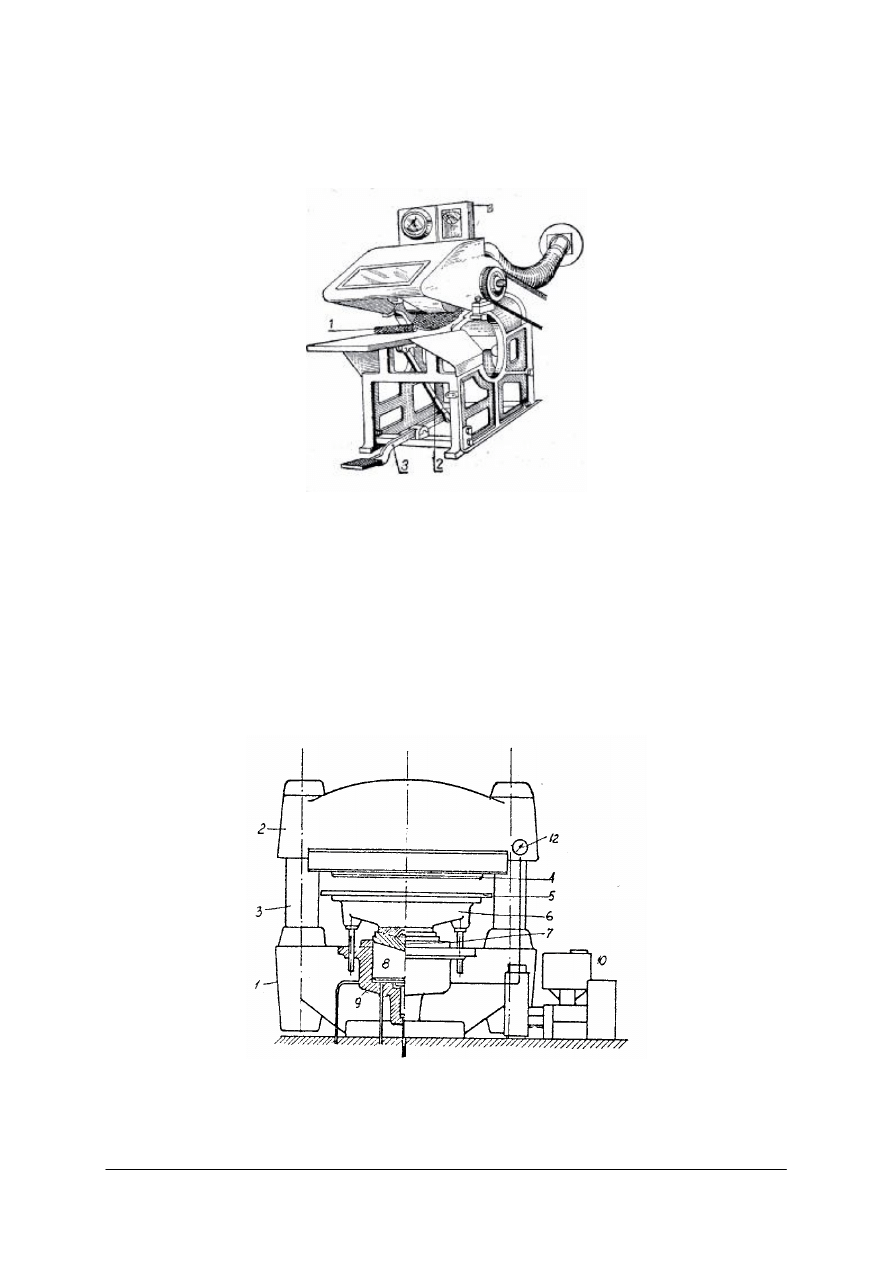
Rys. 18. Prasa płytowa hydrauliczna. [7, s. 241]
Równoległość płyt i równomierność rozkładu nacisków zapewnione są dzięki osadzeniu
stołu (6) przegubowo, w kulistym gnieździe (7). Drobniejsze nierówności kompensowane są
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
filcową podkładką (5) układaną na płycie stołu. Głowna płyta (4) ogrzewana jest elektrycznie
lub parą. Płyta prasująca przymocowana jest do płyty ogrzewanej. Ciśnienie, potrzebne do
osiągnięcia wymaganego efektu, ustawia się na zaworze przelotowym i kontroluje za pomocą
manometru (12). Po osiągnięciu nastawionego ciśnienia przekaźnik czasowy odmierza
nastawiony czas, po upływie którego maszyna samoczynnie się otwiera. Temperatura płyty
prasującej utrzymywana jest, za pomocą termoregulatora, na stałym, nastawionym poziomie.
4.2.1.9. Strzyżenie włosa
Strzyżenie jest jedną z podstawowych operacji przy obróbce uszlachetniania skór
owczych, jagnięcych, królików i innych. Strzyżenie prowadzi do zmniejszenia wysokości
włosa, daje powierzchnię okrywy włosowej równą, o elastycznym wyglądzie. Przed
barwieniem dokonuje się kilkakrotnego strzyżenia skór, przeprowadzając najpierw strzyżenie
wstępne w celu usunięcia głównej masy włosa, a następnie strzyżenie właściwe. Stosuje się
dwa rodzaje strzyżarek – podstrzyżarki do strzyżenia wstępnego i strzyżarki do strzyżenia
właściwego.
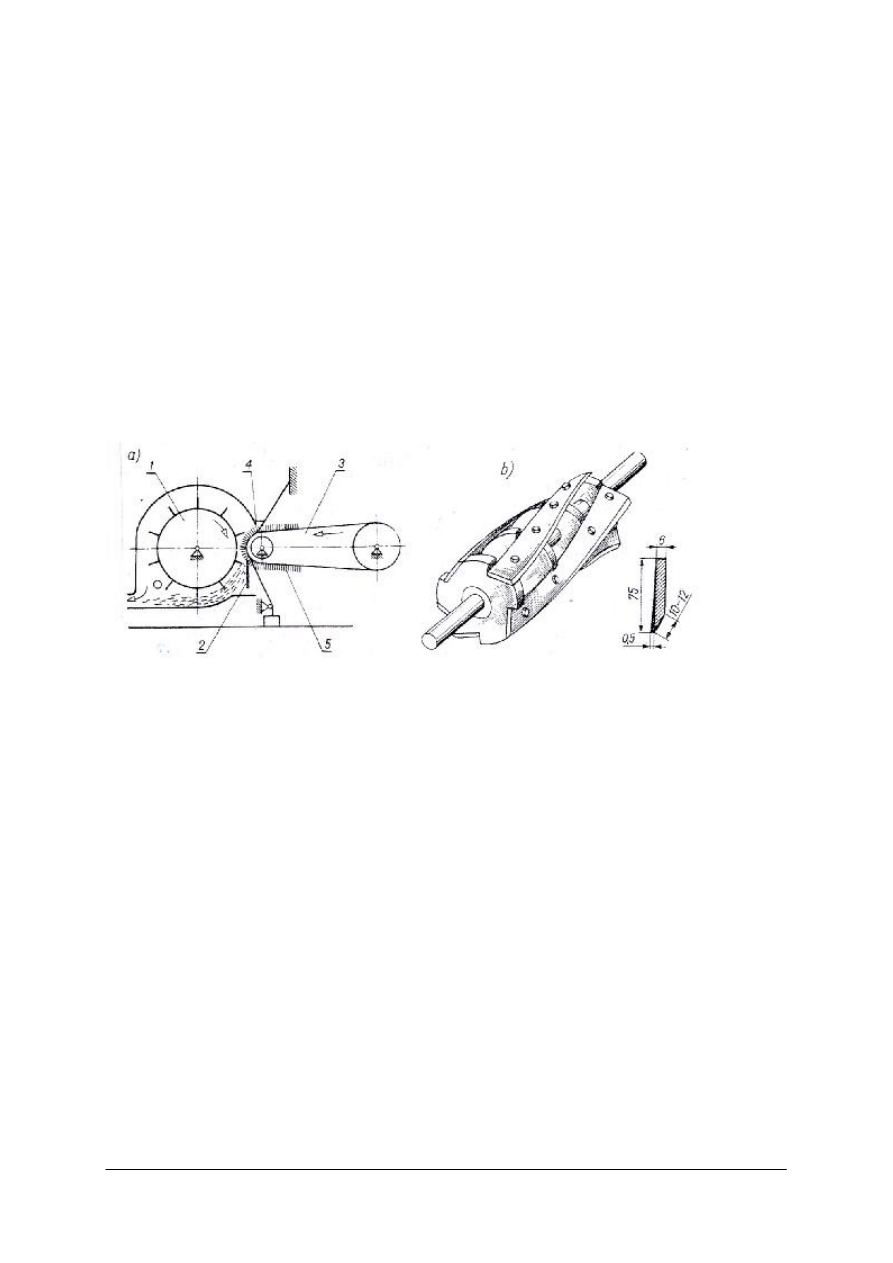
Rys. 19. Strzyżarka: a) schemat działania, b) spiralny nóź strzyżarki [ 5, s. 55]
We wszystkich strzyżarkach częściami roboczymi są: wał (1) ze spiralnie ułożonymi
nożami, nieruchomy nóż (2), przenośnik taśmowy płócienny typu siatkowego (3) oraz
urządzenie podtrzymujące (4). Umieszczone na wale spiralne noże przemieszczają się obok
krawędzi tnącej nieruchomego noża – współdziałają więc na zasadzie nożyc. Okrywa
włosowa skór (5) przesuwanych na przenośniku układa się na krawędzi nieruchomego noża
i zostaje przecięta przez obracające się noże spiralne. Długość pozostawionego na skórze
włosa reguluje się zmianą położenia przenośnika. Powoduje to zmianę odległości między
powierzchnią przenośnika a krawędzią tnącą noża. Przy dobrze dobranym stosunku prędkości
wału roboczego i przenośnika strzyżenie przebiega prawidłowo, a otrzymana okrywa
włosowa jest równa. Maszyna ma także urządzenie ssące, które służy do ustawiania włosa
prostopadle do noża nieruchomego oraz obudowę połączoną z układem wyciągowym.
Strzyżarki właściwe mają 10 spiralnych noży o prędkości 1800 obrotów/minutę, zaś
podstrzyżarki 5 do 6 noży o mniejszej prędkości obrotowej. Strzyżarki są produkowane
w dwóch wielkościach – o długości wału 600 mm są przeznaczone do strzyżenia skór
króliczych i 1200-1600 mm – do strzyżenia skór owczych.
4.2.1.10. Usuwanie nadmiaru wody
Do usuwania nadmiaru wody z tkanki skórnej i okrywy włosowej służą wirówki.
Rysunek 20 przedstawia przekrój typowej wirówki, stosowanej w przemyśle futrzarskim.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
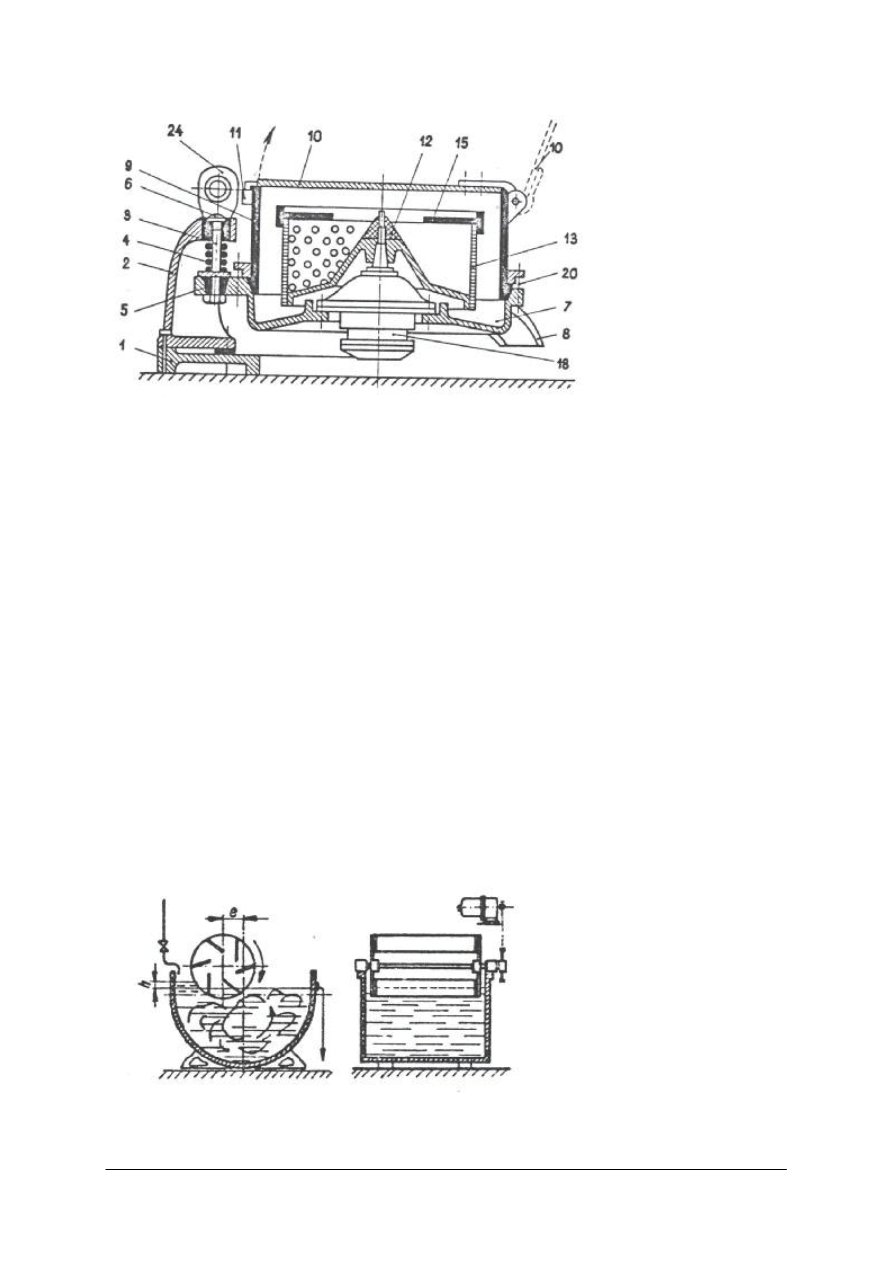
Rys. 20. Schemat wirówki do skór futerkowych. [7, s. 164]
Odwadnianie skór odbywa się dzięki sile odśrodkowej, wywołanej przez wirnik (13),
obracający się dookoła pionowej osi z prędkością 720 obrotów na minutę. Przyśpieszenie
odśrodkowe, działając na mokre skóry rozłożone równomiernie przy ściankach płaszcza
wirnika, a także na cząsteczki wody, powoduje ich spływanie na zewnątrz perforowanego
płaszcza wirnika.
Wirnik osadzony jest na wale silnika napędowego (18) i przymocowany do niego
specjalnie ukształtowaną nakrętką (12). Silnik przykręcony jest do dna (7) zbiornika, tworząc
rynnę spływową, którą poprzez króciec (8) odwirowana ciecz odpływa do ścieków. Dno
połączone jest z płaszczem (9), zaopatrzonym w pokrywę (10) stanowiącą obudowę wirówki.
Dno za pośrednictwem trzech trzpieni (3), sprężyn (4) i amortyzatorów (5) zawieszone jest na
wieszakach wahadłowych (2), przymocowanych do płyty (1), stanowiącej podstawę wirówki.
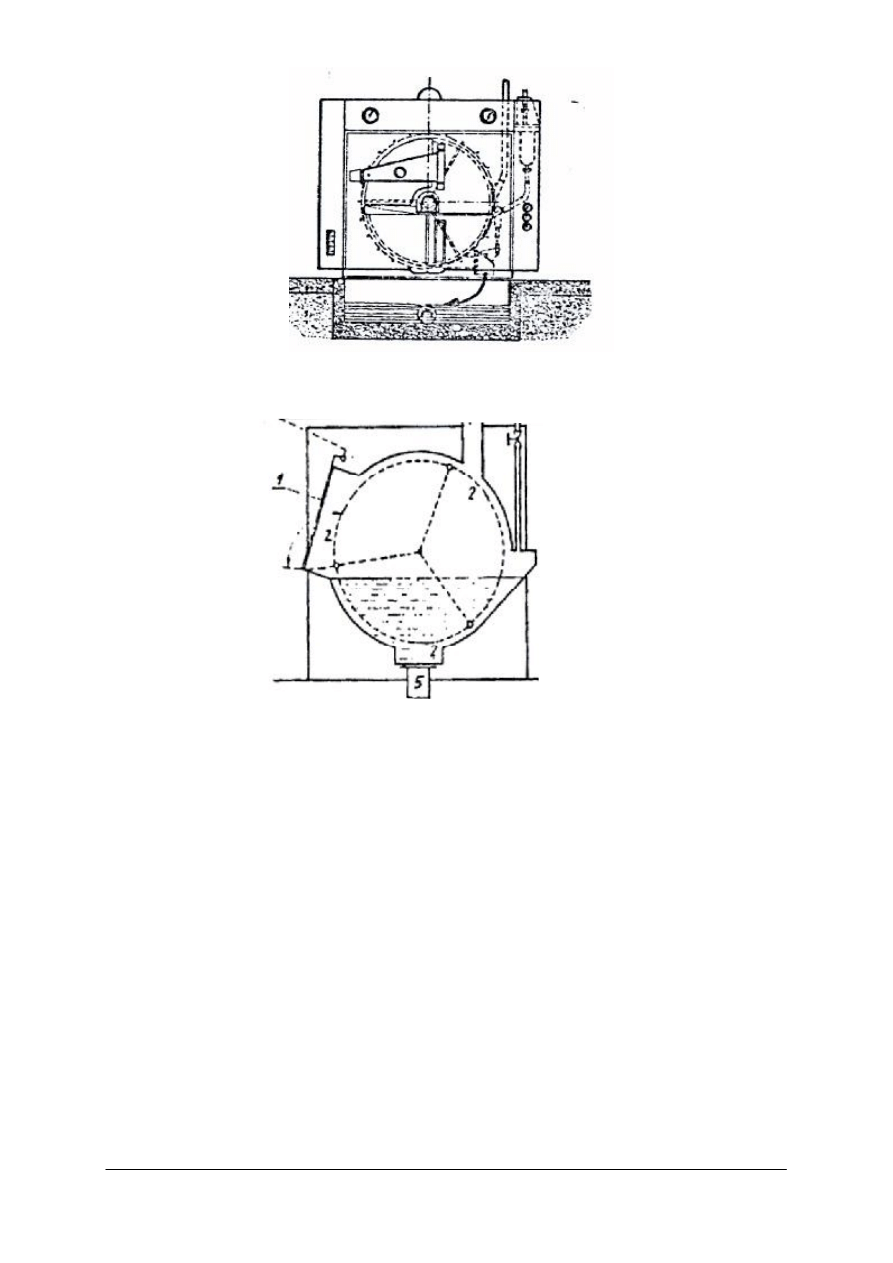
4.2.1.11. Procesy kąpielowe
Procesy kąpielowe przy uszlachetnianiu skór futerkowych prowadzone są najczęściej
w cytrokach lub urządzeniach sekcyjnych typu Hagspol, Coretan i tym podobnych, a rzadziej
w bębnach.
Cytrok składa się ze zbiornika i mieszadła łopatkowego. Zbiorniki cytroków budowane
są w różnych wielkościach o objętości 1-5, a nawet 8 m
3
. Wypukłe dno osadza się na klinach
lub betonowych podstawach. Cytroki mogą być również osadzone wychylnie tak, aby
zawartość można było wylewać bezpośrednio do wózka.
Rys. 21. Szkic cytroka garbarskiego [7, s.17]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Niektóre cytroki w najniższym miejscu mają otwór do spuszczania roztworów. Cytroki
do płukania mają zbiornik z przelewem dla stałego odpływu zanieczyszczonego płynu oraz
rurociąg z zaworem doprowadzający czystą wodę. Umożliwia to płukanie skór w bieżącej
wodzie. Zbiornik cytroka ma zaokrąglony płaszcz, wykonany z drewna modrzewiowego lub
sosnowego. Zaokrąglone dno zmniejsza opory, ułatwia krążenie płynu i ruch wirowy skór.
Mieszadło łopatkowe składa się zasadniczo z 4-8 desek, osadzonych w bocznych
tarczach, zamontowanych na wale. Deski osadzone są w tarczach promieniowo lub skośnie
pod określonym kątem. Mieszadło osadzone jest na zbiorniku tak, że łopatki są zanurzone
w cieczy na głębokość około 1/3 średnicy tarcz bocznych.
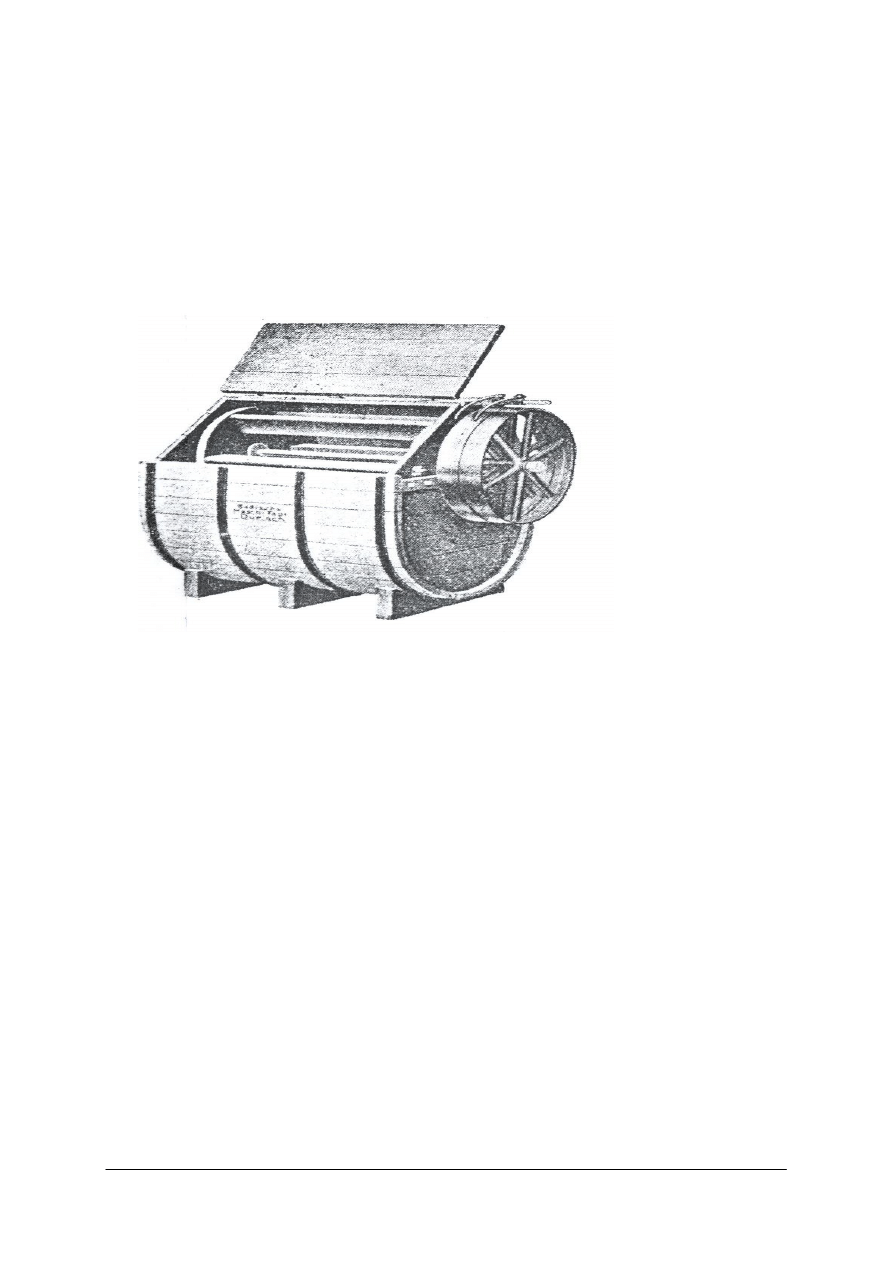
Rys. 22. Cytrok – widok ogólny [7, s. 153]
W nowoczesnych zakładach garbarskich, do barwienia skór futerkowych, wykorzystuje
się urządzenia dwu- lub trójsekcyjne. Aparaty z trójkomorowym wirnikiem są
zmodyfikowanymi pralnicami bębnowymi. Składają się z ażurowego bębna, podzielonego
promieniowo
perforowanymi
ściankami na trzy równe części, umieszczonego
w cylindrycznym płaszczu.
Praca aparatów jest zautomatyzowana, a proces barwienia przebiega ściśle według
uprzednio opracowanego programu. Zapewnia to powtarzalność wyników barwienia, rzędu
95%, w następujących po sobie partiach przerobowych.
W przemyśle spotykanych jest kilka typów tych aparatów, między innymi: Coretan –
produkowany przez firmę Trockentechnik, Staromat - firmy BMF, Hagspiel – firmy
Hagspiel. Zasada działania tych urządzeń jest taka sama, różnią się one tylko budową.
Aparaty „Coretan” mają obracający się bęben, wewnątrz przedzielony przegrodami.
Bęben umieszczony jest w zbiorniku z roztworami roboczymi. W czołowej ściance każdej
sekcji znajdują się otwierane drzwiczki, przez które można załadować lub wyładować skóry
z poszczególnych sekcji bębna. Zbiornik jest osłonięty prostokątną obudową zaopatrzoną w
drzwiczki, umożliwiające dostęp do bębna. Podczas wymiany skór poszczególne sekcje
ustawia się kolejno w położeniu umożliwiającym dostęp do sekcji przez drzwiczki osłony
i bębna. System automatycznego zabezpieczenia uniemożliwia pracę bębna lub zmianę
położenia sekcji przy otwartych drzwiczkach.
Wszystkie elementy aparatu, stykające się z roztworami roboczymi, wykonane są ze stali
nierdzewnej. Pojemność aparatu wynosi do 5 m
3
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
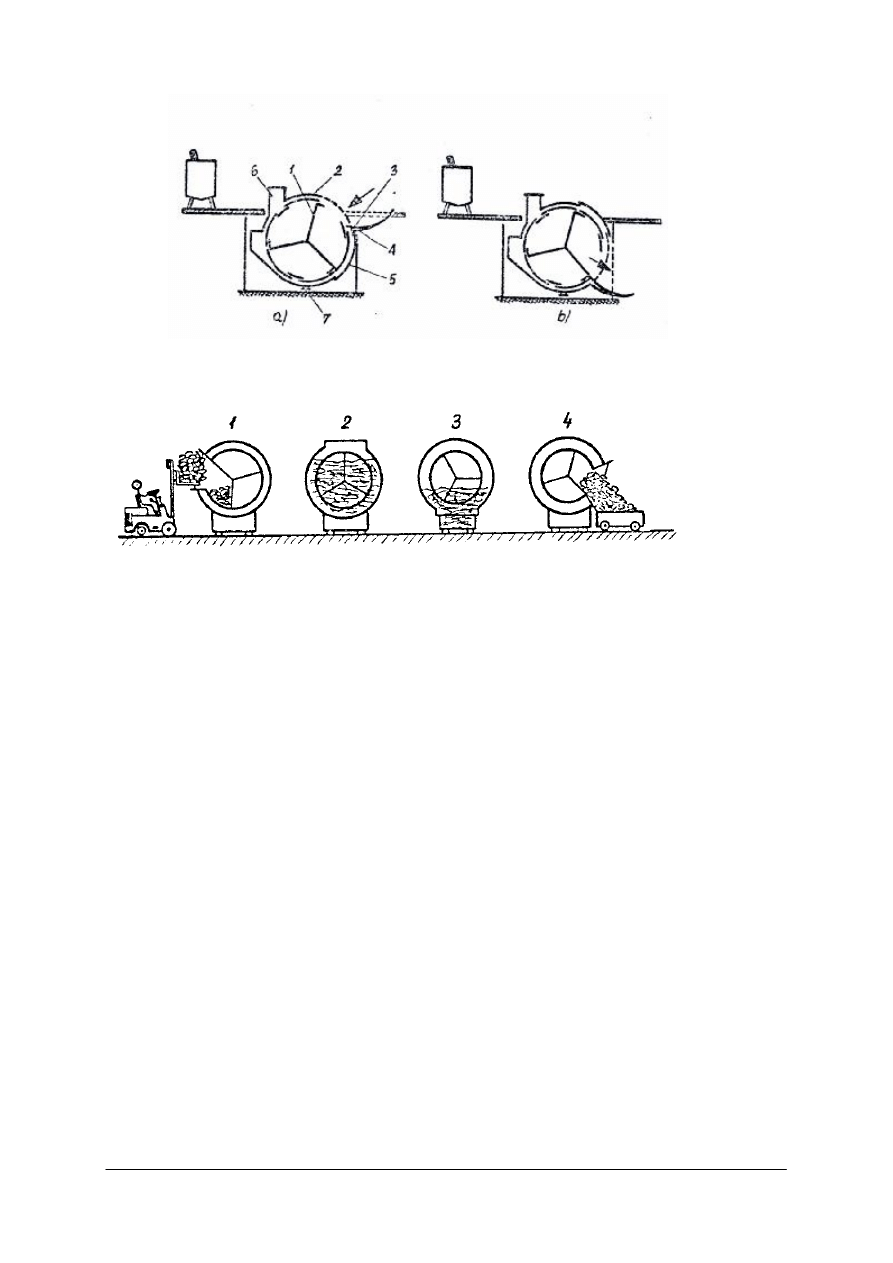
Rys. 23. Aparat do barwienia „Coretan” – widok ogólny [7, s. 60]
Rys. 24. Bęben trójdzielny Y: 1 – właz do napełniania i opróżniania bębna, 2 – bęben segmentowy,
3 – doprowadzenie wody, 4 – doprowadzenie roztworów roboczych, 5 – odprowadzenie [13, s. 71]
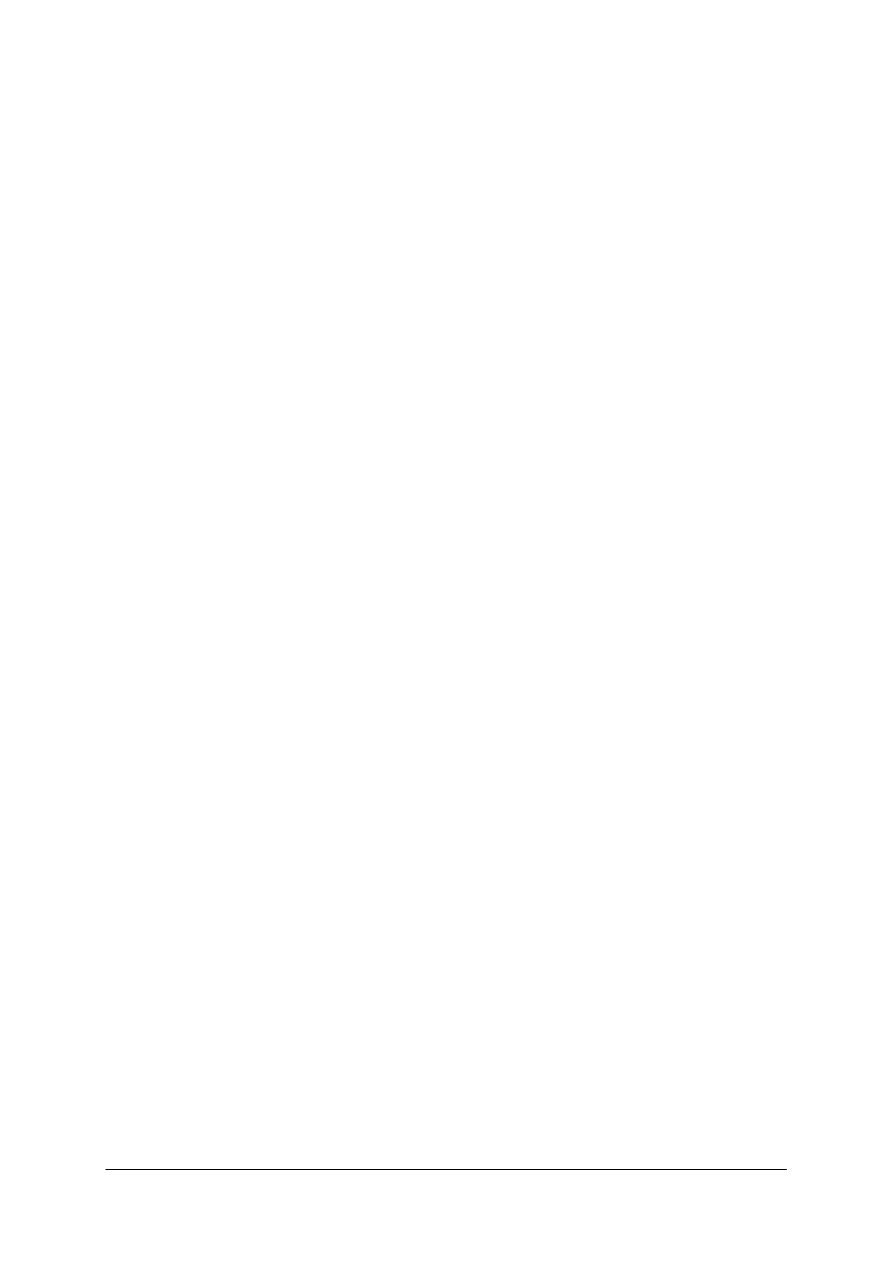
Podobnie zbudowany jest aparat „Staromat”. Perforowany bęben (1) zamknięty jest
w cylindrycznej obudowie (2). Każda sekcja bębna zaopatrzona jest w wychylne drzwiczki
(4) i (5) umożliwiające napełnianie lub wyjmowanie skóry z każdej sekcji. Napełnianie
aparatu roztworami roboczymi odbywa się przez przewód (6), a opróżnianie-spustem (7)
umieszczonym w dolnej części obudowy.
Do zbiornika aparatu można wprowadzać zarówno płynne, jak i sypkie chemikalia, przy
czy nie dostają cię one bezpośrednio do wirnika, dzięki czemu nie stykają się z powierzchnią
półfabrykatów. Zapobiega to możliwości uszkodzenia skór. Aparat może pracować przy
niskich współczynnikach kąpielowych, co pozwala na przyspieszenie operacji, zmniejszenie
zużycia chemikaliów oraz zmniejszenie objętości roztworów roboczych i ścieków.
W zbiorniku zamontowane są urządzenia do podgrzewania roztworów i niezbędne elementy
automatyki do utrzymywania nastawionej temperatury w przeciągu całego czasu trwania
procesu.
Wszystkie aparaty wyposażone są w automaty do zmiany kierunku obrotów i czasu
trwania obrotów w danym kierunku oraz czasu postoju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 25. Schemat budowy aparatu „Staromat”: a) załadunek skór, b) wyładunek [7, s. 61]
Rys. 26. Cykl pracy aparatu trójsekcyjnego: 1 – załadunek, 2 – praca, 3 – spust chemikaliów, 4 – wyładunek
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak działają urządzenia do nawilżania tkanki skórnej skór welurowych?
2. Jakie są zasady napinania skór?
3. Jak zbudowany i ułożony jest układ wałów roboczych w szlifierce?
4. Czym charakteryzuje się bęben do trocinowania i siatkowania?
5. Jakie maszyny i urządzenia służą do rozbijania tkanki skórnej skór owczych?
6. Czym różni się podstrzyżarka od strzyżarki??
7. Jakie urządzenie służy do usuwania nadmiaru kąpieli ze skór futerkowych?
8. W jakim urządzeniu wykonywane są czynności barwienia i umartwiania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na arkuszu papieru wypisz urządzenia do mechanicznej obróbki skór futerkowych
przygotowywanych do uszlachetniania tkanki skórnej. Wypisz do jakich operacji są
stosowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania z zakresu procesów przygotowania skór
futerkowych do uszlachetniania tkanki skórnej,
2) wypisać nazwy maszyn i urządzeń stosowanych do obróbki mechanicznej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
3) przyporządkować operacje do maszyn i urządzeń,
4) zaprezentować ćwiczenie.
Wyposażenie stanowiska pracy:
–
arkusze papieru,
–
przybory szkolne.
Ćwiczenie 2
Przeprowadź operację napinania skór na ramach perforowanych. Porównaj skórę przed
i po napinaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania z zakresu napinania skór,
2) zapoznać się z instrukcją obsługi suszarni z ramami perforowanymi,
3) zapoznać się z instrukcją bhp,
4) omówić charakter tkanki skórnej przed napinaniem,
5) omówić zasady napinania skór,
6) przeprowadzić operację napinania skór,
7) wysuszyć skórę na ramach perforowanych,
8) zdjąć skórę z ram,
9) dokonać oceny organoleptycznej wysuszonych skór,
10) porównać charakter tkanki przed i po napinaniu,
11) spostrzeżenia i wnioski zapisać w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
– skóry owcze nawilżone do napinania,
– stół roboczy,
– suszarnia z płytami perforowanymi,
– spinacze – uchwyty do przypinania skór,
– boczki lub podesty do wykładania skór,
– odzież ochronna.
Ćwiczenie 3
Dokonaj prasowania tkanki skórnej skór jagnięcych. Porównaj skóry przed i po
prasowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) scharakteryzować wygląd skór przed prasowaniem,
4) zapoznać się z instrukcją obsługi prasy,
5) zapoznać się z instrukcją bhp podczas pracy urządzenia,
6) omówić niebezpieczne części podczas pracy maszyny,
7) sprawdzić z mechanikiem stan techniczny,
8) uruchomić maszynę,
9) dobierać parametry prasowania,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
10) przeprowadzić czynność prasowania,
11) dokonać oceny skór przed i po prasowaniu,
12) spostrzeżenia i wnioski zapisać w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
–
prasa hydrauliczna,
–
skóry jagnięce,
–
boczki na skóry,
–
instrukcja obsługi prasy,
–
instrukcja bhp,
–
odzież ochronna.
Ćwiczenie 4
Zaobserwuj i omów pracę rozbijarki pedałowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) nazwać proces technologiczny prowadzony na tych maszynach,
3) wskazać i nazwać zespoły mechanizmów i elementy robocze,
4) omówić sposób obróbki skór,
5) wskazać elementy zabezpieczeń przeciw wypadkowych,
6) omówić zasady bezpiecznej pracy,
7) narysować szkic maszyny.
Wyposażenie stanowiska pracy:
–
rozbijarka pedałowa,
–
instrukcje obsługi rozbijarek,
–
instrukcja BHP,
–
odzież ochronna.
Ćwiczenie 5
Przeprowadź operację odpylania oszlifowanych skór.
Aby wykonać ćwiczenie powinieneś
1) zapoznać się z materiałem nauczania dotyczącym czyszczenia i odpylania skór
2) zorganizować stanowisko do wykonania ćwiczenia,
3) zapoznać się z instrukcją obsługi odpylarki i instrukcją bhp,
4) dokonać operacji odpylania,
5) porównać skóry przed i po odpylaniu,
6) spostrzeżenia i wnioski zanotować w dzienniczku ćwiczeń,
7) zaprezentować wyniki.
Wyposażenie stanowiska pracy:
−
skóry owcze po oszlifowaniu,
−
odpylarka,
−
instrukcja działania odpylarki,
−
stół roboczy,
−
odzież ochronna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) omówić proces nawilżania?
¨ ¨
2) wykonać operację napinania skór?
¨ ¨
3) omówić układ wałów w szlifierce podczas pracy maszyny?
¨ ¨
4) omówić urządzenia do trocinowania i siatkowania?
¨ ¨
5) omówić i wykonać operację rozbijania tkanki skórnej?
¨ ¨
6) wykonać operację prasowania okrywy włosowej?
¨ ¨
7) dobrać parametry i wykonać prasowanie tkanki skórnej?
¨ ¨
8) omówić operację strzyżenia?
¨ ¨
9) omówić budowę i zasadę działania cytroka?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Uszlachetnianie tkanki skórnej na welur. Nakładanie powłok
kryjących typu nappalan i pololuks
4.3.1. Materiał nauczania
4.3.1.1. Barwienie welurów futrzarskich
Skóry owcze przeznaczone na welury winny charakteryzować się lekkością oraz nie
powinny posiadać uszkodzeń od strony mizdry, nie dających usuną się drogą szlifowania.
Prawidłowo wybarwione skóry welurowe powinien charakteryzować:
−
syty, żywy, równy i modny odcień wybarwień,
−
wysoki stopień przebarwienia,
−
możliwie największa odporność użytkowa na czynniki atmosferyczne, takie ja światło
i woda, na pranie w rozpuszczalnikach organicznych, na tarcie na sucho i mokro.
Do barwienia skór stosowane są przeważnie rozpuszczalne w wodzie barwniki
o charakterze soli, w których składnikiem barwnym jest anion. Są to barwniki anionowe
dzielące się na różne grupy według ich właściwości.
Do barwienia welurów futrzarskich powinny być stosowane barwniki, które umożliwiają
przebarwienie skóry na całym jej przekroju oraz uzyskanie wybarwień nie zmieniających
odcienia podczas procesów wykończalniczych skór welurowych. Najczęściej stosowanymi
barwnikami do barwienia welurów futrzarskich są barwniki metalokompleksowe,
bezpośrednie oraz reaktywne.
Barwniki metalokompleksowe
Barwniki metalokompleksowe są to w większości barwniki azowe, do cząsteczki których
wprowadzono takie atomy metali jak: chrom, miedź, kobalt, nikiel. Klasyfikacja barwników
metalokompleksowych opiera się na liczbie barwnych ligand związanych z centralnym
atomem metalu. W grupie barwników metalokompleksowych wyróżnia się:
−
barwniki 1:1 metalokompleksowe, w których na 1 atom metalu przypada jeden barwny
ligand,
−
barwniki 1:2 metalokompleksowe, zawierające dwa barwne ligandy na jeden atom metalu
centralnego.
Barwniki 1:1 metalokompleksowe reagują z kolagenem skóry wytwarzając wiązanie typu
solnego między grupami sulfonowymi barwników a aminowymi grupami kolagenu oraz
drogą zamiany ligandów wody na odpowiednie grupy wchodzące w metalokompleks.
Wybarwienia tymi barwnikami odznaczają się wysoką trwałością na wodę, pranie i światło.
Ze względu na znajdujący się w cząsteczce barwnika atom metalu można je zaliczyć do
barwników amfoterycznych. Charakter amfoteryczny tej grupy barwników ujawnia się przy
barwieniu w silnie kwaśnych kąpielach.
Barwniki 1:2 metalokompleksowe nie zawierają wolnych grup sulfonowych. Chemicznie
stanowią one jednoujemne barwne jony nie posiadające w cząsteczce grup solotwórczych
łatwo ulegających dysocjacji, a jedynie grupy ułatwiające rozpuszczalność w wodzie na
drodze hydratacji ( –SO
2
, –NH
2
, –CH
3
, –NH-CO-CH
3
). Sposób reagowania ze skórą
barwników 1:2 metalokompleksowych nie jest dostatecznie wyjaśniony. Przypuszcza się, że
obok oddziaływań dipolowych i wiązań wodorowych, część grup –COOH kolagenu wiąże
się z centralnym jonem kompleksu barwnika i tworzy trwałe wiązanie koordynacyjne.
O powstaniu takich wiązań świadczy duża odporność wybarwień na działanie wody, potu
oraz światła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Barwniki 1:2 metalokompleksowe są zdolne do barwienia włókna w środowisku słabo
kwaśnym lub obojętnym. Cząsteczka barwnika 1:2 jest dużo większa niż barwnika
kwasowego i 1:1 metalokompleksowego. Zbyt duże cząsteczki tych barwników utrudniają
dyfuzję barwnika do przestrzeni międzywłóknistych, a tym samym powodują zabarwienie
zewnętrznych warstw przekroju skóry. To samo zjawisko jest przyczyną trudności
w otrzymaniu równych wybarwień. W celu uzyskania lepszego przebarwienia skór
welurowych proces barwienia należy prowadzić w środowisku słabo alkalicznym, co ułatwi
penetrację barwnika w głąb skóry. Natomiast w końcowym etapie należy środowisko
zakwasić. Spowoduje to związanie przez skórę dodatkowej ilości barwnika znajdującego się
w kąpieli.
Barwniki bezpośrednie
Barwniki bezpośrednie są solami aromatycznych sulfokwasów, przy czym wykazują
budowę zbliżoną do barwników kwasowych. Ciężar cząsteczkowy barwników bezpośrednich
jest jednak znacznie wyższy. niż barwników kwasowych. Z tego względu wykazują one
niższy stopień zdyspergowania oraz trudniej penetrują w głąb tkanki skórnej skór
futerkowych niż barwniki kwasowe, słabiej barwią również okrywę włosową
Przykładami barwników stosowanych do barwienia skór owczych są: czerń bezpośrednia do
futer oraz brunat bezpośredni 2Z do futer.
Barwniki bezpośrednie są dość trudno rozpuszczalne w wodzie – w granicach
10-180 g/dm
3
. Wraz z podnoszeniem temperatury kąpieli wzrasta rozpuszczalność barwników
bezpośrednich. Do rozpuszczania tych barwników powinno się stosować wodę miękką,
zawierającą tylko nieznaczną ilość soli mineralnych. Do rozpuszczania ich stosuje się często
wodę zawierającą sodę amoniakalną lub trójfosforan sodowy. Tego ostatniego dodaje się do
wody w ilości 5-10% w porównaniu do masy barwników. Produkowane w Polsce barwniki
bezpośrednie znane są pod nazwą handlową barwniki helionowe.
Barwniki bezpośrednie wykazują duża skłonność do agregacji cząsteczek w kąpielach
barwiących. Barwniki te wiązane są przez skóry futerkowe z kąpieli słabo kwaśnych, z kąpieli
o wartości pH identycznych lub nieznacznie wyższych niż wynosi punkt izoelektryczny
włókien kolagenowych i keratynowych. Przed barwieniem skór owczych garbowanych
chromowo należy je dokładnie zobojętnić.
Szybkość dyfuzji barwnika bezpośredniego w głąb tkanki skórnej, szybkość jego
wiązania przez grupy reaktywne kolagenu, intensywność i równomierność wybarwienia
zależą w dużym stopniu od pH i temperatury kąpieli barwiącej. Najintensywniejsze
wyciąganie barwnika uzyskuje się, przeprowadzając barwienie w kąpieli o temperaturze
55-60
o
C, zawierającej 1 ml/dm
3
wody amoniakalnej 25-procentowej. W miarę podnoszenia
temperatury kąpieli barwiącej wzrasta również intensywność wybarwienia okrywy włosowej.
Zmniejszenie szybkości barwienia i polepszenia równomierności wybarwień uzyskuje się
dodając do kąpieli odpowiednie egalizatory, na przykład Rokafenol N-8.
Barwniki reaktywne
Barwniki reaktywne zawierają w swojej cząsteczce, obok części barwnej, również
ugrupowanie zdolne do reakcji chemicznej z włóknem barwionym. Tworząc połączenia typu
„barwnik-włókno” dają wybarwienia o wysokiej odporności na pranie, działanie światła oraz
na tarcie suche i mokre.
Układem reaktywnym może być atom lub ugrupowanie atomów, którym barwnik
zawdzięcza zdolność reagowania z grupami polarnymi mającymi wolną parę elektronów.
Znajdujące się w cząsteczce barwnika reaktywnego atomy chloru zdolne są do reakcji
z grupami aminowymi kolagenu skóry, przy czym tworzą się trwałe połączenia chemiczne
barwnika z substancją białkową. Równolegle do reakcji z kolagenem przebiega reakcja

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
uboczna z udziałem cząsteczki wody, która występuje tu jako „współzawodnik” grupy
aminowej. Powstały w reakcji ubocznej związek jest barwnikiem, który wiąże się
z kolagenem skóry zgodnie z posiadanymi grupami funkcyjnymi, jednak w sposób znacznie
mniej trwały. W związku z wydzielaniem się kwasu solnego w czasie procesu barwienia,
konieczne jest dodawanie do kąpieli pewnej ilości zasad celem jego zobojętnienia.
Oprócz pochodnych heterocyklicznych związków aromatycznych z ruchliwym
chlorowcem, do barwienia skór welurowych są stosowane także barwniki winylosulfonowe
(B-SO
2
-CH
2
-CH
2
-CH
2
-OSO
3
Na). Dużą rolę w procesie barwienia tymi barwnikami odgrywa
wartość pH kąpieli barwiącej. Poprzez regulowanie tego parametru osiąga się nukleofilowy
charakter grup kolagenu, warunkujący zachodzenie reakcji chemicznej, jak również
przeprowadzenie barwnika z formy siarczynoetylosulfonowej w reaktywna. W zakresie pH =
9-11 tworzy się z kolagenem wiązanie kowalencyjne.
Barwniki rozpuszczalne w rozpuszczalnikach organicznych
Przy wykończeniu skór typu anilinowego czy półanilinowego wykorzystuje się barwniki
metalokompleksowe w postaci roztworów wodnorozpuszczalnikowych. W krajach
zachodnich ich produkcją zajęto się w latach 60-tych. Pojawiły się wówczas na rynku
asortymenty barwników w płynie, między innymi Eukosolar Farbstoffe (BASF), Lavaderm
Farbstoffe (Bayer), LD-5900 (Stahl). Produkty pochodzące z importu są to roztwory
wodnorozpuszczalnikowe wybranych barwników metalokompleksowych z grupy 1:2. Są
produkowane w różnych stężeniach i przy użyciu bardzo różnych rozpuszczalników takich
jak: alkohole, poliglikole, etery, glikol etylenowy oraz niskocząsteczkowe amidy, na przykład
formamid, a także aminy, na przykład etanoloamina. Firma Bayer wprowadziła pełny, pod
względem
kolorystycznym,
asortyment
12
barwników
metalokompleksowych
rozpuszczalnych w mieszaninie glikol etylenowy – woda, które mogą być stosowane nie tylko
do barwienia natryskowego, ale także do barwienia metodą kąpielową. Barwniki te nie
zawierają grup sulfonowych.
W Polsce produkowane są płynne barwniki o nazwie handlowej barwniki polfanilowe.
Należą one do grupy barwników metalokompleksowych typu 1:2. Nie posiadają grup
sulfonowych i nie zawierają elektrolitów, są produkowane w postaci kwasów barwnikowych.
Powstałe kwasy barwnikowe są zobojętniane dwuetanoloaminę, a następnie rozpuszczane
w mieszaninie następujących rozpuszczalników: alkohol etylowy, glikol etylenowy i woda
w stosunkach 1:1:1.
Barwniki polfanilowe są produktami podobnymi do importowanych. Charakteryzują się
one jednak niższym stężeniem barwnika oraz innym składem rozpuszczalników
i emulgatorów. To stosunkowo niskie stężenie barwników polfanilowych wynika z mniejszej
rozpuszczalności barwników metalokompleksowych 1:2 w rozpuszczalnikach zastosowanych
do produkcji tej grupy barwników. W chwili obecnej produkowane jest 8 rodzajów
barwników polfanilowych, które można mieszać ze sobą w dowolnych stosunkach.
Wybarwienia wykonane za pomocą barwników polfanilowych mają zadowalającą
odporność na działanie światła, wody, kwasu mrówkowego, acetonu, benzyny. Posiadają
jednak małą odporność na działanie formaliny. Odznaczają się również dobrą odpornością na
tarcie suche i mokre. Obecnie barwniki te mają zastosowanie w zakładach garbarskich do
wykończenia skór typu anilinowego.
Barwniki kwasowe
Barwniki kwasowe zaliczane są do prostych barwników anionowych. Podczas barwienia
wiążą się one z zasadowymi grupami tkanki skórnej oraz z zasadowymi kompleksami
chromu, obecnymi w skórze po garbowaniu. Im więcej znajduje się w skórze zasadowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
soli chromu, tym uzyskane wybarwienia są bardziej pełne i intensywne. Barwniki kwasowe
występują w handlu w postaci soli sodowych R-SO
3
Na z domieszką soli obojętnych, na
przykład Na
2
SO
3
.
Barwniki kwasowe charakteryzują się: dobrą rozpuszczalnością w wodzie, wysoką
odpornością na kwasy, alkalia i wysalanie. Posiadają zdolność łatwego i całkowitego
przebarwienia przekroju skóry. Główną wadą tych barwników są wybarwienia
niedostatecznie odporne na działanie wody i światła, dlatego jako barwniki samodzielne mają
niewielkie znaczenie w procesie barwienia skór. Wchodzą one zazwyczaj w skład kompozycji
z innymi barwnikami anionowymi, gdzie spełniają rolę egalizatorów, barwiąc wewnętrzne
warstwy tkanki skórnej.
Przy uszlachetnianiu skór welurowych barwniki kwasowe stosowane są do barwienia
okrywy włosowej w przypadku konieczności uzyskania intensywnego jej zabarwienia.
4.3.1.2. Główne czynniki decydujące o przebarwieniu tkanki skórnej skór barwionych
barwnikami anionowymi
Można wyodrębnić następujące grupy czynników wpływających na głębokość
przebarwienia tkanki skórnej:
−
przygotowanie skór do barwienia,
−
rodzaj stosowanych barwników i ich budowa chemiczna,
−
sposób przeprowadzenia barwienia,
−
parametry procesu barwienia,
−
stosowanie środków pomocniczych.
Przygotowanie skór do barwienia
Ładunek powierzchniowy skóry garbowanej zasadowymi siarczanami chromu jest
zawsze dodatni. Wynika on z ładunku kompleksów chromowych oraz z kwaśnego odczynu
skóry chromowej, który wpływa na podwyższenie dodatniego ładunku grup zasadowych
–NH
3
+
kolagenu. Zjawisko to sprawia, że skóra chromowa silnie wiąże ujemnie naładowane
jony barwników. Ważnym procesem mającym na celu obniżenie reaktywności skóry
chromowej i w konsekwencji zwiększenie szybkości przenikania barwników w głąb tkanki
skórnej, jest neutralizacja. Środki używane do neutralizacji, w zależności od budowy
chemicznej, powodują zróżnicowanie zmiany wartości pH poszczególnych warstw tkanki
skórnej, a także mają różne zdolności maskowania kompleksów chromowych związanych
z kolagenem. W zależności od rodzaju stosowanego środka neutralizującego można uzyskać
mniej intensywne, ale bardziej równomierne, o lepszym przebarwieniu, wybarwienia tkanki
skórnej.
Według wzrastania równomierności wybarwienia środki neutralizujące można
uszeregować następująco: mrówczan sodowy, mrówczan wapniowy, siarczyn sodowy,
wodorowęglan sodowy, polifosforan.
Rodzaj stosowanych barwników i ich budowa
Zdolność wnikania barwnika w głąb skóry, bardziej lub mniej równomierny jego rozkład
w przekroju skóry jest wynikiem wielkości i kształtu cząsteczki oraz zależy od rozkładu,
ilości i rodzaju grup zjonizowanych lub czynnych koordynacyjnie. Wraz ze zwiększaniem się
ciężaru cząsteczkowego, powinowactwa koordynacyjnego i zmniejszenia się ilości grup
warunkujących rozpuszczalność barwników, zmniejsza się zdolność przenikania ich w głąb
tkanki skórnej.
Zdolność barwników do agregacji jest wynikiem oddziaływania międzycząsteczkowego,
które powoduje powstawanie dipoli i tworzenie się wiązań wodorowych pomiędzy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
cząsteczkami barwnika. Skłonność cząsteczek barwnika do tworzenia aglomeratów można
zmniejszyć, jeżeli do cząsteczki barwnika, w miejsce gdzie zgromadzone są grupy czynne
koordynacyjnie, wprowadzi się silnie zdysocjowaną grupę nadającą rozpuszczalność.
Barwniki posiadające w swoich cząsteczkach grupy aktywne, na przykład –OH, –COOH,
mają zdolność do tworzenia kompleksowych połączeń z obecnym w skórze garbnikiem
chromowym. Ze wzrostem zawartości chromu w skórze poddanej barwieniu, zwiększa się
ilość związanego barwnika. Dzięki powstawaniu trwałych wiązań: barwnik – Cr(III)
– kolagen, znacznie podwyższa się odporność wybarwień na działanie czynników
atmosferycznych oraz na tarcie na sucho i na mokro.
Parametry procesu barwienia
Na proces barwienia i głębokość przenikania barwników anionowych do tkanki skórnej
mają wpływ następujące parametry:
−
temperatura barwienia,
−
wzrost pH,
−
stężenie barwnika,
−
współczynnik kąpielowy.
Wzrost temperatury powoduje zwiększenie ruchu kinetycznego cząsteczek barwnika
i zmniejszenie wielkości agregatów, a także zwiększenie powinowactwa do skóry. W miarę
wzrostu temperatury zwiększa się szybkość wiązania barwników przez skórę, jednak przyrost
temperatury prowadzi do zmniejszenia stopnia przebarwienia.
Wiązanie się barwnika anionowego ze skórą zależy w pierwszej fazie barwienia od
ładunku powierzchniowego skóry, który jest uzależniony od jej punktu izoelektrycznego
i kwasowości, jak również od pH kąpieli barwiącej. Wartość pH kąpieli barwiącej wywiera
wpływ na stopień zdyspergowania barwników anionowych. Barwniki anionowe
w środowisku kwaśnym są mało zdyspergowane. Dlatego też przy niskich wartościach pH
osadzają się na powierzchni skóry i dają nierównomierne wybarwienia. Przy wyższych
wartościach pH łatwo dyfundują do skóry, dając bardziej równomierne wybarwienia,
o większym przebarwieniu tkanki skórnej.
Istotne znaczenie ma również stężenie barwnika w kąpieli barwiącej. Zwiększenie
stężenia barwnika polepsza efekt przebarwienia, gdyż powoduje wzrost współczynnika
dyfuzji. Jednak intensywność wybarwienia nie wzrasta proporcjonalnie ze wzrostem stężenia.
Na głębokość przebarwienia tkanki skórnej wywiera także wpływ wielkość
współczynnika kąpielowego. Zmniejszenie współczynnika kąpielowego, przy równoczesnym
obniżeniu temperatury procesu barwienia pozwala uzyskać większe przebarwienie. Z kolei
prowadzenie procesu przy wysokich współczynnikach i podwyższonej temperaturze zwiększa
odporność wybarwień na działanie wody i tarcie.
Stosowanie środków pomocniczych w procesie barwienia
W celu uzyskania lepszych efektów barwienia, do kąpieli barwiącej dodaje się różnego
rodzaju środki pomocnicze takie jak: dyspergatory, penetratory, środki powierzchniowo
czynne, rozpuszczalniki organiczne. Dodatek środków pomocniczych, anionowych lub
niejonowych, reguluje szybkość wiązania się barwników z kolagenem, ułatwia wnikanie
cząsteczek barwnika w głąb tkanki skórnej, zmniejsza stopień ich zagregowania. Działanie
dezagregujące na barwniki w roztworze przejawiają także rozpuszczalniki organiczne.
Dodatek rozpuszczalników organicznych rozpuszczalnych w wodzie powoduje obniżenie
powinowactwa
barwnika
do
barwionego
włókna,
gdyż
powstają
jony
typu
„barwnik-rozpuszczalnik” o zmniejszonym powinowactwie do skóry. Umożliwia to lepsze
przebarwienie przekroju skóry. Przy rozpuszczalnikach nie mieszających się z wodą barwnik
przechodzi z roztworu do rozpuszczalnika otaczającego włókno, skąd przenika już

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
bezpośrednio do włókna wiążąc się z nim. Rozpuszczalnik spełnia tu rolę pośrednika między
roztworem barwnika a włóknem.
4.3.1.3. Metody i metodyki barwienia welurów
Barwienie skór owczych welurowych, w zależności od wymagań. można przeprowadzić
różnymi metodami, z których w technologii najczęściej stosowane są:
−
barwienie tkanki skórnej bez rezerwacji włosa,
−
barwienie tkanki skórnej z rezerwacją włosa,
−
barwienie tkanki skórnej i okrywy włosowej w kolorach podobnych – barwienie
„ton w ton”.
A. Barwienie skór owczych welurowych bez rezerwacji włosa
Barwienie to przeprowadza się po rozmoczeniu skór oszlifowanych w kąpieli
o temperaturze 45-50
o
C, zawierającej rozpuszczony barwnik.
Barwniki stosowane do barwienia:
−
barwniki metalokompleksowe 1:2 – barwniki koriaminowe trwałe, barwniki polfalanowe,
−
barwniki koriaminowe – barwniki bezpośrednie o dość dużej cząsteczce,
−
specjalne barwniki kwasowe, na przykład barwniki folanowe,
−
barwniki reaktywne – helaktynowe F.
Barwienie wymienionymi barwnikami (z wyjątkiem barwników reaktywnych) prowadzi
się w pH obojętnym lub słabo alkalicznym, następnie dodaje się do kąpieli kwas mrówkowy
w ilości około połowy użytego barwnika, a następnie dotłuszcza tłuszczami garbarskimi
– Garbole, Roksol ST-2. Intensywność wybarwienia tkanki skórnej zależy przede wszystkim
od zawartości w nich chromu, jeśli barwi się barwnikami anionowymi, oraz od użytego
środka i sposobu dogarbowania. Dogarbowanie Rotaniną CR, Rozinem T, powoduje
częściowe rozjaśnienie barwy, ale jednocześnie uzyskuje się bardzo równomierne
wybarwienie. Natomiast dogarbowanie solami glinu zwiększa na ogół intensywność
wybarwienia mizdry.
Barwienie
barwnikami
helaktynowymi T lub polaktynowymi prowadzi się
w temperaturze 45-50
o
C i kąpieli o wartości pH = 8,0-9,0, która to wartość jest najwłaściwsza
do wiązania się barwników wiązaniami kowalencyjnymi. Do kąpieli barwiącej należy dodać
sól kuchenną i porcjami roztwór sody do utrzymania wysokiej wartości pH.
Po wypłukaniu skór barwionych barwnikami reaktywnymi z dodatkiem środków
powierzchniowo czynnych uzyskuje się wybarwienie o bardzo wysokich wskaźnikach
jakościowych.
B. Barwienie skór owczych welurowych z rezerwacją okrywy włosowej.
Można przeprowadzić tą operację stosując specjalne preparaty rezerwujące okrywę
włosową, jak Katanol WL, Thiotan RS, Ochrona LX, albo przez dobór odpowiednich
barwników nie wykazujących powinowactwa do wełny, na przykład barwników
bezpośrednich o dużej cząsteczce, które barwią intensywnie tkankę skórną nie barwiąc
okrywy włosowej.
C. Barwienie tkanki skórnej i okrywy włosowej w kolorach podobnych
Barwienie „ton w ton” można uzyskać dwoma sposobami, a mianowicie:
−
okrywę włosową barwi się w pierwszej kąpieli, najczęściej barwnikami kwasowymi,
utlenialnymi, lub metalokompleksowymi, a mizdrę barwi się w drugiej kąpieli
zawierającej najczęściej barwniki metalokompleksowe lub bezpośrednie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
−
okrywę włosową i mizdrę barwi się w jednej kąpieli zawierającej barwnikami
wykazujące podobne powinowactwo zarówno do włókien keratynowych, jak
i kolagenowych.
Metoda druga jest trudniejsza, ponieważ brak jest dostatecznej ilości barwników
o wymaganych właściwościach farbiarskich. Można ją stosować do barwienia okrywy
włosowej i tkanki skórnej po odpowiednim umartwianiu okrywy włosowej, na przykład przez
chlorowanie i zastosowanie odpowiednich barwników kwasowych lub reaktywnych.
Metodyki barwienia welurów
I.
Praktyczne przeprowadzenie procesu uszlachetniania skór owczych i jagnięcych
krajowych na welur : Jasny beż
Przeciętny ciężar skóry owczej
- 0,8 kg
Przeciętny ciężar skóry jagnięcej
- 0,5 kg
Stosunek ciężaru skóry do kąpieli
- 1:20
1. Skompletowanie partii skór – należy przygotować partię skór tego samego pochodzenia
nadających się na welur. Waga partii skór 175 kg.
2. Nawilżanie i napinanie – skóry od strony mizdry należy dokładnie nawilżyć i pozostawić
do odleżenia na około 15-20 minut. Następnie skóry należy napiąć i zwrócić uwagę, aby
skóra była prawidłowo rozprostowana i naciągnięta.
3. Szlifowanie wstępne – po napięciu skóry należy oszlifować od strony mizdry w celu
nadania efektu welurowego.
4. Odpylanie – przeprowadzić na odpylarkach lub poprzez trzepanie w bębnie siatkowym.
5. Odtłuszczenie w agregacie „Spencer” – przeprowadzić zgodnie z programem
odtłuszczania i instrukcją obsługi.
6. Czesanie – przeprowadzić w celu rozczesania sfilcowanego włosa i usunięcia
zanieczyszczeń.
7. Prasowanie I – skóry poddaje się prasowaniu na prasowaczkach elektrycznych w celu
należnego rozfilcowania i wyprasowania okrywy włosowej. Temperatura wału
prasowaczki 180-200
o
C.
8. Strzyżenie I – przeprowadza się na strzyżarkach przepuszczających skórę w dwóch
kierunkach.
9. Rozbijanie na rozbijaczkach „Schedel” – ma na celu rozciągnięcie, rozprostowanie tkanki
skórnej. Należy je przeprowadzić w trzech kierunkach do długości i szerokości.
10. Nawilżenie i napinanie przeprowadzamy jak w punkcie 2.
11. Szlifowanie właściwe – przeprowadzić jak w punkcie 3.
12. Szlifowanie pachwin – luźne części boczne skór oraz pachwiny, których nie można
szlifować na szlifierce pedałowej należy poddać szlifowaniu na szlifierce odgórnej.
13. Dogarbowanie – przeprowadzamy w następujący sposób: do cytroka napełnionego wodą
o temperaturze 37
o
C dodajemy sól, po jej rozpuszczeniu środek powierzchniowoczynny
i zanurzamy skóry. Po 60 minutach dodać Chromal oraz mrówczan sodu i podnieść
zasadowość do 40
o
Sch. dodając wodę amoniakalną. Skóry pozostawiamy do dnia
następnego:
Cr
2
O
3
- 0,8 g/l
sól przemysłowa
- 20 g/l
woda amoniakalna
- 0,24 g/l

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
mrówczan sodu
- 1,0 g/l
Pretepon G
- 1,0 g/l
temperatura 35
o
C
czas około 12 godzin
14. Neutralizacja – temperatura początkowa 50
o
C, czas 1 godzina
mrówczan sodowy
- 1,0 g/l
kwaśny węglan sodowy - 1,0 g/l
Dermin M
- 0,5 g/l
15. Barwienie – po 1 godzinie neutralizacji dodać do kąpieli neutralizującej uprzednio
rozgotowane i przecedzone barwniki.
Barwniki dodać w 2 porcjach co 15 minut
Brunat polfalanowy 2GL: koncentracja 100/100
- 0,4 g/l
Żółcień polfalanowa GRL koncentracja 100/100
- 0,4 g/l
Po 1 godzinie od dodania barwników dodać rozcieńczony 10-krotną ilością H
2
O
kwas. Po dodaniu kwasu barwić jeszcze 1 godzinę.
16. Pranie
temperatura 35
o
C, czas 30 minut
Pretepon G
- 1 g/l
17. Natłuszczanie
temperatura 45
o
C, czas 40 minut
kwas mrówkowy 80%
- 0,5 g/l
Sulfopar MF-1
- 1,5 g/l
Po natłuszczeniu skóry ułożyć na odleżenie na około 2 godziny.
18. Odwodnienie – skóry należy poddać odwirowaniu w celu usunięcia nadmiaru wody.
19. Suszenie – suszy się w suszarni tunelowej w temperaturze 40-45
o
C.
20. Trocinowanie mokre – operację przeprowadzamy w trocinach bukowych dodając wodę.
Ilość wody zależy od stopnia wysuszenia skór.
600 g na 1 kg skór, temperatura 30-40
o
C, czas 3-4 godziny
21. Siatkowanie – skóry poddaje się siatkowaniu w bębnach siatkowych w celu usunięcia
nadmiaru trocin.
22. Rozbijanie I – rozbija się w dwóch kierunkach do długości skóry.
23. Napinanie – skóry napina się na ramy naciągając je bardziej do długości.
24. Prasowanie i strzyżenie do efektu – przeprowadzamy w celu nadania estetycznego
wyglądu okrywy włosowej.
25. Rozbijanie i czyszczenie do efektu – przeprowadzamy w celu nadania elastycznego
wyglądu okrywy włosowej.
26. Mierzenie maszynowe powierzchni lub planimetrem w dcm
2
.
27. Sortowanie i klasyfikacja.
28. Zdanie do magazynu za dowodem „PZ”
II. Barwienie tkanki skórnej skór owczych i jagnięcych przeznaczonych na welur futrzarski
na kolor „Camel”
1. Neutralizacja – kąpiel zawiera:
Dermin M
- 0,5 g/l
woda amoniakalna 25%
- 0,5 g/l

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
kwaśny węglan sodu
- 1,0 g/l
czas 60 minut
2. Barwienie: po neutralizacji do kąpieli neutralizującej dodajemy uprzednio rozpuszczone
oraz rozgotowane barwniki przez sito w dwóch porcjach co 10 minut.
Brunat polfalanowy BGL koncentracja 100/100
- 0,15 g/l
Brunat polfalanowy ZGL koncentracja 100/100
- 0,075 g/l
Brunat polfalanowy BL koncentracja 100/100
- 0,15 g/l
Żółcień polfalanowa GBL koncentracja 100/100
- 0,15 g/l
Po 60 minutach barwienia dodajemy w trzech porcjach rozcieńczony wodą w stosunku
1:10 kwas mrówkowy 85% - 1,0 g/l. Po dodaniu kwasu barwić jeszcze 60 minut.
3. Płukanie – przeprowadza się w świeżej kąpieli w temperaturze 35
o
C z dodatkiem
Preteponu G – 1,0 g/l. Skóry obracamy 30 minut.
4. Natłuszczanie – po płukaniu przeprowadzamy natłuszczanie skór kąpielą o składzie:
tłuszcz, np. Sulfopar MF-1W
- 0,5-1 g/l
kwas mrówkowy
- 0,5 g/l
czas 30 minut.
III. Barwienie tkanki skórnej skór owczych i jagnięcych przeznaczonych na welur futrzarski
na kolor „ciemny brunat”
1. Rozmoczenie i neutralizacja – do kąpieli o temperaturze początkowej 35
o
C zawierającej
Pretepon G – 1,0 g/l zarzucamy skóry i obracamy 20 minut.
Po 20 minutach dodajemy:
woda amoniakalną 25%
- 1,0 g/l
kwaśny węglan sodu
- 1,0 g/l
obracamy 50 minut.
2. Barwienie – po 1 godzinie dodajemy Rokamin S-8 – 0,2 g/l. Po 10 minutach dodajemy
wcześniej rozpuszczone i rozgotowane barwniki w dwóch porcjach co 10 minut.
Brunat polfalanowy BL koncentracja 100/100
- 1,5 g/l
Czerń polfalanowa BGLN koncentracja 100/100
- 0,2 g/l
Po 90 minutach dodać w trzech porcjach uprzednio rozcieńczony wodą kwas mrówkowy
85% -1,5 g/l. Od dodania ostatniej porcji kwasu barwić jeszcze 30 minut.
3. Pranie – przeprowadza się w świeżej kąpieli o temperaturze 35
o
C z dodatkiem Preteponu
G – 1,0 g/l, skóry obracamy 30 minut.
4. Natłuszczanie – przeprowadzamy w kąpieli o temperaturze 50
o
C zawierającej:
Sulfopar MF-1W
- 1,0 g/l
Kwas mrówkowy
- 0,5 g/l
czas 60 minut
IV. Barwienie tkanki skórnej skór owczych i jagnięcych przeznaczonych na welur futrzarski
na kolor „brązowy”
1. Neutralizacja.
temperatura początkowa 50
o
C, czas 60 minut
woda amoniakalna 25%
- 2,0 g/l

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
2. Barwienie – po 1 godzinie neutralizacji dodać do kąpieli uprzednio rozpuszczone
i rozgotowane barwniki. Barwniki należy dodawać do kąpieli przez sito w trzech
porcjach co 15 minut.
Brunat karminowy BTM koncentracja 100/100
- 1,2 g/l
Brunat polfalanowy BGL koncentracja 100/100
- 0,8 g/l
Czerń polfalanowa RBL koncentracja 100/100
- 0,143 g/l
lub Czerń polfalanowa BGLN koncentracja 100/100
- 0,286 g/l
Oranż polfalanowy RL koncentracja 100/100
- 0,058 g/l
3. Pranie – kąpiel o temperaturze 35
o
C , czas 30 minut.
Pretepon G lub Siarczanol N-2
– 1,0 g/l
4. Natłuszczanie – temperatura początkowa 50
o
C, czas 60 minut
Kwas mrówkowy
- 0,5 g/l
Sulfopar MF-1W
- 1,0 g/l
V. Barwienie tkanki skórnej skór owczych i jagnięcych przeznaczonych na welur futrzarski
na kolor „kolor koniak”
1. Neutralizacja
temperatura 30
o
C, czas 90 minut
Pretepon G lub Siarczanol N-2
- 1,0 g/l
Po 15 minutach
Derminal M
- 0,5 g/l
Mrówczan sodu
- 1,0 g/l
Kwaśny węglan sodu
- 1,5 g/l
Woda amoniakalna 25% - 1,0 g/l
2. Barwienie
Po 90 minutach do kąpieli neutralizującej dodać uprzednio rozpuszczone i rozgotowane
barwniki, dodać do kąpieli przez sito w dwóch porcjach co 15 minut .
Żółcień polfalanowa 2BRL koncentracja 100/100 - 1,4 g/l
Brunat polfalanowy 2GL koncentracja 100/100
- 0,4 g/l
Po 60 minutach dodać w trzech porcjach co 15 minut kwas mrówkowy 80% - 2,0 g/l
– rozcieńczony wodą w stosunku 1:10, po dodaniu do ostatniej porcji kwasu barwić
jeszcze 60 minut.
3. Pranie
temperatura 35
o
C, czas 30 minut
Pretepon G lub Siarczanol N-2
- 1,0 g/l
4. Natłuszczanie
temperatura początkowa 50
o
C, czas 60 minut
kwas mrówkowy 80%
- 0,5 g/l
Sulfopar MF-1W
- 1,0 g/l
VI. Barwienie tkanki skórnej skór owczych i jagnięcych przeznaczonych na welur futrzarski
na kolor „ciemny brąz
1. Neutralizacja
temperatura 45
o
C, czas 90 minut
Pretepon G lub Siarczanol N-2
- 1,0 g/l
Po 10 minutach

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Mrówczan sodu
- 1,0 g/l
Kwaśny węglan sodu
- 1,5 g/l
Woda amoniakalna 25% - 0,5 g/l
2. Barwienie
Nowa kąpiel temperatura początkowa 60
o
C
woda amoniakalna 25%
- 0,5 g/l
Dermin M
- 0,5 g/l
Rokamin S-8
- 0,2 g/l
Po 15 minutach dodać wcześniej rozpuszczone i rozgotowane barwniki, dodawać do
kąpieli przez sito w dwóch porcjach co 15 minut
Czerń polfalanowa BGLN koncentracja 100/100
- 0,4 g/l
Brunat polfalanowy BL koncentracja 100/100
- 0,05 g/l
po 60 minutach dodać w trzech porcjach co 10 minut
kwas mrówkowy 80% - 1,0 g/l – rozcieńczony wodą w stosunku 1:10
po dodaniu ostaniej porcji kwasu barwić jeszcze 60 minut.
3. Pranie – temperatura 35
o
C, czas 30 minut
Pretepon G lub Siarczanol N-2
- 1,0 g/l
4. Natłuszczanie – temperatura początkowa 50
o
C, czas 60 minut
kwas mrówkowy 80%
- 0,5 g/l
Sulfopar MF-1W
- 1,0 g/l
4.3.1.4. Uszlachetnianie skór na nappalan i pololuks
Wykończenie typu nappalan prowadzi do uzyskania na stronie welurowej warstewki
sztucznego lica. Celem nałożenia na skórę powłoki wykończeniowej typu nappalan jest
uodpornienie jej na działanie czynników zewnętrznych, takich jak: plamienie, brudzenie,
opady atmosferyczne, odporność na światło oraz nadanie im estetycznego wyglądu.
W przypadku skór uszlachetnianych na pololuks warstwa sztucznego lica jest dużo grubsza.
Do produkcji nappalan i pololuks najlepiej nadają się skóry owcze garbowania
chromowego, które mają mizdrę gładką o krótkim włóknie. Dopuszczalne są niezbyt
głębokie wady, okrywa może mieć mniej gęsty włos, a tkanka skórna powinna być w miarę
ciągliwa i luźna na całej powierzchni. Skóry powinny być lekkie, miękkie, a więc
odtłuszczone maszynowo. W przypadku uszlachetniania skór na pololuks dopuszczalne są
pewne wady w postaci delikatnych zacięć, śladów po ospie.
Dobór partii przeznaczonej na wykończenie typu nappalan powinien odpowiadać
wymogom wysokiej jakości, dlatego też po wykończeniu „na biało” półfabrykat rozsortowuje
się. Wysortowane skóry nie powinny wykazywać jarzmowatości, ani rozdwajania. Obecnie
stawia się następujące wymagania materiałom futrzarskim wykończonym na nappalan:
−
miękkie, lekkie skóry o nadmiernej ciągliwości,
−
dobrze przylegająca powłoka wykończeniowa,
−
naturalny przyjemny chwyt,
−
wygląd nie przypominający sztucznej skóry,
−
duża odporność na tarcie,
−
odporność na zewnętrzne działanie mechaniczne,
−
efekt hydrofobowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Proces technologiczny produkcji nappalanów przewiduje, przed rozpoczęciem
uszlachetniania, odpowiednie przygotowanie tkanki skórnej. Należy wybarwić ją na żądany
kolor i polepszyć właściwości fizykomechaniczne.
Sposoby barwienia i uszlachetniania skór futerkowych można podzielić na cztery
zasadnicze grupy:
1. Barwienie dermy z osłoną okrywy włosowej i bez osłony włosa.
2. Barwienie dermy i okrywy włosowej w podobnym kolorze – barwienie ton w ton.
3. Barwienie okrywy włosowej i tkanki skórnej w różnych kolorach.
4. Intensywne barwienie okrywy włosowej przy słabym zabarwieniu mizdry.
Do barwienia mizdry skór futerkowych stosuje się te same barwniki, jakich używa się do
welurów
garbarskich.
Najbardziej
rozpowszechnione
jest
stosowanie
barwników
kwasowo-chromowych, metalokompleksowych, reaktywnych oraz wybranych barwników
heteropolarnych. Stosuje się mieszaniny barwników do uzyskania wymaganej kolorystyki
z dodatkiem odpowiednich środków pomocniczych, potrzebnych do wykonania wybarwienia.
Technikę barwienia mizdry skór futerkowych można podzielić na dwie grupy:
1. Barwienie szczotkowe polegające na ręcznym naprowadzaniu roztworu barwiącego,
2. Barwienie kąpielowe polegające na traktowaniu skóry roztworem barwnika
z zabezpieczeniem lub bez zabezpieczeniem okrywy włosowej.
Do
barwienia
skór
przeznaczonych
na
nappalan
stosuje
się
barwniki
metalokompleksowe. Po dogarbowaniu chromowym lub glinowym w kąpieli zobojętniającej
i wypłukaniu przeprowadza się barwienie włosa, a następnie mizdry. Barwienie mizdry
w kąpieli z ochroną włosa polega na zastosowaniu preparatów zabezpieczających keratynę
włosa przed wiązaniem barwnika amonowego, a nie wpływających na wiązanie z kolagenem.
Do tych preparatów zalicza się produkty zawierające związki siarki w swojej cząsteczce na
przykład Thiaton RS (Santoz) oraz krajowy Ochrona LK. Ze względu na to, że tkanka skórna
jest z natury silnie przetłuszczona, zalecane jest barwienie welurów w rozpuszczalnikach
organicznych. Skóry najpierw odtłuszcza się, a następnie barwi w świeżym roztworze
rozpuszczalnika.
Wytwarzanie nappalanów ze skór futerkowych odbywa się we wszystkich odmianach:
−
czysta anilinowa do krytej,
−
błyszczące do matowych,
−
z efektem dwubarwnym,
−
z efektem metalicznym,
−
z nakładaniem folii tłoczącej,
−
wytłaczane,
−
antykowane,
−
lakierowane.
Nanoszenie podkładu jako czynnika regulującego chłonność- hydrofobizacja.
Hydrofobizacja to bardzo ważny proces technologiczny, gdyż decyduje w dużej mierze
o ostatecznym wyglądzie skór. Zbyt wysoka zdolność nasiąkania powoduje:
−
silną penetrację zestawu wiążącego,
−
zwiększenie zużycia materiałów,
−
zesztywnienie skóry,
−
zmniejszenie odporności na zginanie.
Zbyt niska chłonność powoduje:
−
nierównomierną penetrację zestawu wiążącego,
−
niespokojną powierzchnię skóry,
−
obniżenie zdolności wiązania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Następnym ważnym wymaganiem w stosunku do tego działania jest, aby wybarwienie
skóry nie zmieniło się. Podkład ten powoduje więc, że typowe właściwości skóry futerkowej
jak ciągliwość, a przede wszystkim miękkość, pozostają zachowane.
Opracowano różne metody regulowania chłonności tkanki skórnej. Zazwyczaj
przeprowadza się powierzchniową hydrofobizację weluru przez natryskiwanie roztworami
związków organicznych. Przy czym można używać zarówno organicznego roztworu Aversyn
SU lub wodnego rozcieńczonego roztworu Aversyn HP 100 lub inne.
Wodna hydrofobizacja w porównaniu z organicznymi roztworami jest bardziej korzystna
bo nie wymaga specjalnego parku maszynowego. Ważne jest tylko, aby w obu przypadkach
natryskiwać aż do nasycenia roztworem. W celu bardziej oszczędnej produkcji skór nappalan
przeprowadzono prace badawcze nad hydrofobizacją w trakcie obróbki mokrej. Tym samym
można uprosić wykończenie oszczędzając jeden natrysk.
Następnym
sposobem
regulacji
chłonności
może
być
natrysk
związkami
stearianometalokompleksowymi,
na
przykład
Ombropkom
M
lub
emulsjami
parafinowo-cyrkonowymi na przykład Persistol E. Preparaty te działają przyciemniająco na
wybarwienie skór i nadają się na wykończenie z efektem półanilinowym lub kryjącym.
Nanoszenie podkładu zasadniczego
Wybór właściwych marek środków wiążących zapewnia spełnienie stawianych
wymagań, a mianowicie:
−
spokojna powierzchnia,
−
chwyt,
−
właściwości odpornościowe,
−
zachowanie podczas przerobu,
−
zachowanie w czasie użytkowania.
Ważnym czynnikiem jest wybór środków wiążących niezmieniających lub zmieniających
tylko nieznacznie ton wybarwienia.
Nanoszenie apretur
Zadaniem apretur jest nadanie skórom pożądanego chwytu, żywości, wymaganego
połysku oraz poprawę właściwości fizycznych. Środki błonotwórcze stosowane
w wykończalnictwie nappalanów zestawione są najczęściej na bazie poliuretanów lub
nitrocelulozy i stosowane głównie w fazie wodnej. Przez dodatek środków poprawiających
chwyt można w dowolny sposób wpływać na wykończoną powierzchnię skóry, czyniąc ją na
przykład tępą, gładką, jedwabistą, woskową.
Prasowanie międzyoperacyjne
Prasowanie między nanoszeniem podkładu jest korzystne, gdyż wskutek tego uzyskuje
się zamknięcie powierzchni i dobre rozłożenie powłoki. Należy przy tym brać pod uwagę
następujące czynniki:
−
ciśnienie prasowania,
−
temperaturę prasowania,
−
czas kontaktu.
Ciśnienie i temperatura prasowania nie powinny być zbyt wysokie przy wykończaniu
nappalanów, gdyż wskutek prasowania włókna skóry zagęszczają się przestrzennie, przez co
dochodzi do stwardnienia skóry. Zbyt wysokie temperatury prasowania i zbyt długie czasy
kontaktu mogą prowadzić do migracji niezwiązanych środków natłuszczających, zawsze
obficie występujących w skórach futerkowych, co jest przyczyną tworzenia się plam
i pogarszania się odporności fizycznych. Ponadto trzeba brać pod uwagę, że w przypadku
środków wiążących o bardzo dużej zdolności tworzenia powłok, zbyt silne prasowanie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
powoduje, że następna warstwa natryśnięta nie wiąże się odpowiednio. Należy podkreślić
następujące zagadnienia techniczne bliskie praktyce:
−
bardzo korzystny, zarówno ze strony wyglądu, jak i chwytu, okazał się w praktyce suchy
natrysk. Takie poprawienie wizualne przez wielokrotny suchy natrysk wykorzystali
w technologii przede wszystkim Włosi. Elegancja ich skór pochodzi w dużej części stąd,
że podkłady bardzo często natryskuje się na sucho. Początkowo szorstki chwyt zanika po
prasowaniu międzyoperacyjnym,
−
w produkcji nappalanów sprawdziły się w praktyce prasy hydrauliczne do prasowania.
Temperatura w prasowaniach międzyoperacyjnych przy natryskiwaniu podkładów nie
powinna przekraczać 80
o
C. Ciśnienie podczas prasowania powinno wynosić 20-80
barów.
−
apreturowanie końcowe można wykonać zarówno w środowisku wodnym jak
i organicznym. Z reguły wykończenie organiczne pozwala uzyskać lepsze właściwości
fizyczne i przyjemniejsze warianty chwytu.
Przykładowe metodyki wykończenia skór nappalan
Wodne
Podkład wstępny:
500 części słabo kationowego podkładu olejowego
250 części wody
250 części żywicy kationowej
_______________________________
2 razy cienko natryskiwać
Podkład właściwy:
125 części napełniacza woskowo-olejowego
125 części napełniacza zawierającego miękki polimer
0-48 części pigmentu
125 części butadienowego środka wiążącego
375 części żywicy
_______________________________
2 razy natrysnąć
prasowanie 80
o
C, ciśnienie 50 barów
1 raz natrysnąć
Lakier końcowy – wodny:
1000 części polimeru akrylanowego i nowolaku
50 części żywicy nowolakowej
15 części kopolimeru akrylanowego
5 części emulsji silikonowej
____________________________
1 raz natrysnąć na wilgotno

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Organiczne
Impregnacja:
100 części środka fluorowego
300 części octanu butylu
____________________________
1 raz natrysnąć
Podkład wstępny:
125 części napełniacza woskowo-olejowego
125 części napełniacza zawierającego miękki polimer
0-80 części pigmentu
250 części wody
125 części butadienowego środka wiążącego
375 części żywicy
____________________________
2 razy natrysnąć
prasowanie 80
o
C, ciśnienie 50 barów
1 raz natrysnąć
Lakier końcowy organiczny:
50 części kombinacji PU – lakier nitro
50 części octanu butylu
150 części lakieru nadającego chwyt
50 części środka fluorowego
10 części oleju silikonowego
____________________________
1 raz natrysnąć na wilgotno
prasować 60
o
C , 50 barów
Metodyki wykończenia skór nappalan proponowane przez różne firmy
Sposób uszlachetniania skór owczych nappalan proponowany przez firmę BASF:
Podkład hydrofobowy:
100 części Lepton Binder SD
200 części octan butylu
_________________________
1 raz natrysk pistoletem stosując podkład krzyżowy
suszenie w temperaturze 30-40
o
C
Podkład anilinowy – gruntowanie:
150 części Lepton Binder SD
150 części Astacin Finish PUD
20 części Astacin Saft PU
680 części wody
_________________________
1 raz natrysk
suszenie w temperaturze 30-40
o
C
prasowanie płytą gładką
temperatura 80
o
C, 50-80 atmosfer
Ponowne nanoszenie natrysku
suszenie w temperaturze 30-40
o
C

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Apretura:
400 części Corial EM Finish C
80 części Corial EM TOPS
60 części Corial Wash S
20 części Corial Wash G
440 części wody
_______________________________
jednokrotne nanoszenie natryskiem
suszenie w temperaturze 30-40
o
C
prasowanie płytą gładką, temperatura 80
o
C, 50-80 atmosfer
Sposób uszlachetniania pololuks proponowany przez firmę BAYER
Zestaw impregnujący:
800 części woda
200 części Densondrin FL
____________________________
1 raz natrysk
suszenie w temperaturze 30-40
o
C
Zestaw kryjący:
80 części pigment zbliżony do koloru wybarwienia tkanki skórnej
300 części Lepton Binder DL
20 części Lepton Wash A
580 części woda
____________________________
1-2 razy natrysk pistoletem
suszenie w temperaturze 30-40
o
C
prasowanie, temperatura 80
o
C, 50-80 atmosfer
ponowny jedno- lub dwukrotny natrysk
suszenie w temperaturze 30-40
o
C
prasowanie, temperatura 80
o
C, 80 atmosfer
Utrwalanie:
100 części Corial EM Finish G
100 części Corial EM Finish M
100 części woda
_______________________________
1 raz natrysk pistoletem
suszenie w temperaturze 30-40
o
C
Utrwalanie II:
100 części Corial EM Finish G
100 części Corial EM Finish M
100 części woda
20 części Corial Wash EBT
50 części Densodrin FL
____________________________
1 raz natrysk pistoletem
suszenie w temperaturze 30-40
o
C
prasowanie 80
o
C, 120 atmosfer

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.3.1.5. Wady i uszkodzenia powstałe w czasie uszlachetniania tkanki skórnej
Przy uszlachetnianiu maszynowym mogą powstać wady zarówno tkanki skórnej jak
i okrywy włosowej. Do tych drugich zalicza się:
−
nierówny, schodkowo strzyżony włos,
−
ucięte końcówki skóry,
−
źle wyczesany włos wskutek zbyt rzadkiej i delikatnej szczotki,
−
wyrwany włos wskutek grubej, ostrej i gęstej szczotki; przy czesaniu może wystąpić
nadmierne wyrywanie włosa słabego lub słabo osadzonego, co powoduje zmniejszenie
gęstości okrywy włosowej – dla skór owczych wyrywanie włosa może dochodzić do
40%; w przypadku zgięcia i odkształcenia igieł czesarki może zachodzić zamiast czesania
mierzwienie włosa.
−
źle epilowany, pozostawiony włos ościsty , w przypadku skór nutrii, norek, królików,
i tym podobnych, wskutek złego ustawienia i niewyregulowania maszyny bądź
zastosowanie nieodpowiednich szczotek,
−
źle wyprostowany włos wskutek zbyt niskiej temperatury prasowarki,
−
plamy na włosie wskutek nierównomiernie rozprowadzonej apretury albo wskutek
wysokiej temperatury wału prasowarki powodującej zmiany chemiczne w barwniku,
−
wypadanie włosa w czasie płukania po nieprawidłowo przeprowadzonym procesie
umartwiania, powodującym osłabienie obsady włosa; użycie do zaprawy umartwiającej
nadmiernej ilości zasad lub zastosowanie zbyt wysokiej temperatury umartwiania
i przedłużonego czasu jego trwania, powoduje osłabienie struktury włosa i może się
objawiać jego skrzywieniem i zmatowieniem.
Wady tkanki skórnej mogą powstawać w każdej operacji mechanicznej. Wady
występujące po suszeniu to: zrogowacenie tkanki skórnej na skutek zbyt wysokiej
temperatury suszenia, szczególnie skór garbowanych piklowo, przesuszenie skór, objawiające
się nadmiernym skurczem powierzchni skóry, zaginanie łap stwarzające trudności przy
obróbce mechanicznej i wpływające na obniżenie ciągliwości skór. Wadą jest także
niedostateczne wysuszenie w postaci mokrych miejsc, głównie części karkowej skór, co
powoduje w operacjach obróbki mechanicznej marszczenie się tkanki i jej sztywnienie.
Niebezpieczne jest nadmierne nagrzewanie skór i nierównomierne suszenie. Skóry takie tracą
miękkość i pulchność. Suszenie skór w niskich temperaturach ma wpływ na wyraźne
obniżenie wytrzymałości tkanki skórnej na rozciąganie. Dlatego też obniżenie temperatury
i wilgoci względnej musi być równomierne w poszczególnych fazach suszenia.
W czasie rozbijania może nastąpić rozdarcie skór lub oderwanie części skór, szczególnie
w miejscach pachwin i łap.
Wadą najczęściej występującą po szlifowaniu jest powstanie długiego włókna
zmechaconego w wyniku typowej dla skór futerkowych luźnej struktury tkanki lub użycia
nieodpowiedniego papieru ściernego. Nadmierne szlifowanie może prowadzić do osłabienia
tkanki oraz obsady cebulek włosa, a nawet może spowodować jego wypadanie.
W trakcie prasowania skórę należy przesuwać możliwie szybko, aby nie dopuścić do
przypalenia włosa i skóry.
Niedostateczne nawilżenie skór utrudnia obróbkę mechaniczną, natomiast nadmierne
nawilżenie może prowadzić do filcowania się włosa w czasie trocinowania w bębnie
obrotowym lub kurczenia się powierzchni skóry w czasie jej wykończenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wady skór futerkowych barwionych wynikają z nierównomiernego, plamistego
wybarwienia. Szczególnie często mogą wystąpić różnice w odcieniu wybarwienia części
grzbietowej i brzusznej. Najczęściej występującą wadą tkanki skór barwionych jest
zmniejszenie jej ciągliwości i ubytek powierzchni użytkowej.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jaki sposób przygotowujemy tkankę skórną do uszlachetniania na welur?
2. Jakie barwniki stosujemy do barwienia tkanki skórnej?
3. Jakie wymagania stawiamy skórom uszlachetnionym na welur?
4. Jakie znasz metody barwienia skór welurowych futrzarskich?
5. Jakie czynniki wpływają na proces barwienia tkanki skórnej skór welurowych?
6. Zaproponuj metodyką barwienia skór welurowych.
7. Czym charakteryzują się skóry uszlachetnione na nappalan, a czym na pololuks?
8. Jak przebiega proces uszlachetniania skór nappalan i pololuks ?
9. Jakie rodzaje apretur nanosimy na tkankę celem uszlachetnienia skór na nappalan
i pololuks?
10. Jakie parametry obowiązują podczas prasowania skór nappalan i pololuks?
11. Jakie są różnice w wykończeniu nappalan i pololuks?
12. Jakie wady i uszkodzenia powstają w procesach obróbki mechanicznej skór?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj proces barwienia tkanki skórnej na welur.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się wiadomościami z zakresu barwienia skór welurowych,
2) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z wymogami bhp,
3) zapoznać się z instrukcją i uruchomić na próbę urządzenie do barwienia,
4) zapoznać się z metodyką barwienia,
5) zaproponować kolor,
6) przygotować odpowiednią kąpiel i przeprowadzić barwienie tkanki skórnej,
7) sprawdzić wyczerpanie brzeczki barwiącej ,
8) wypłukać wodą i zostawić do wysuszenia,
9) spostrzeżenia i wnioski zapisać w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
–
cytrok,
–
skóry do barwienia,
–
zestaw barwników,
–
instrukcja obsługi cytroka,
–
metodyki barwienia skór welurowych,
–
boczki lub koziołki do wykładania skór
–
odzież ochronna,
–
rękawice gumowe, okulary.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Ćwiczenie 2
Przeprowadź proces wykończania skór na nappalan
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania z zakresy wykończania skór na nappalan,
2) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z wymogami bhp,
3) rozsortować otrzymane próbki skór,
4) dobrać środki do przeprowadzenia wykończania,
5) przeprowadzić nakładanie powłok,
6) wykonać prasowania międzyoperacyjne,
7) omówić i przedstawić wykonanie ćwiczenia.
Wyposażenie stanowiska pracy:
–
skóry po barwieniu do wykończania na nappalan,
–
stół roboczy lub blat,
–
prasowarka,
–
instrukcja obsługi prasowarki,
–
metodyki nakładania powłok,
–
środki wykończalnicze,
–
pistolet natryskowy,
–
odzież ochronna.
Ćwiczenie 3
Porównaj powłoki skór wykończonych na nappalan i pololuks.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z wymogami bhp,
3) scharakteryzować powłoki skór wykończonych na nappalan,
4) scharakteryzować powłoki skór wykończonych na pololuks,
5) dokonać oceny i porównania obu sposobów wykończeń,
6) spostrzeżenia zapisać w dzienniczku ćwiczeń,
7) zaprezentować wnioski.
Wyposażenie stanowiska pracy:
–
próbki skór po wykończeniu na nappalan,
–
próbki skór po wykończeniu na pololuks,
–
stół podświetlany,
–
odzież ochronna, rękawice gumowe, okulary.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Ćwiczenie 4
Omów wady skór powstałe w procesach obróbki mechanicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) dokonać oględzin otrzymanych próbek skór,
3) scharakteryzować wady powstałe w poszczególnych procesach obróbki mechanicznej,
4) porównać wady w otrzymanych próbkach z wadami skór umieszczonymi w katalogu,
5) określić jakie wady występują w otrzymanych próbkach,
6) spostrzeżenia zapisać w dzienniczku ćwiczeń,
7) zaprezentować wnioski.
Wyposażenie stanowiska pracy:
–
próbki skór z wadami po obróbkach mechanicznych,
–
katalogi skór z wadami po obróbkach mechanicznych,
–
stół podświetlany,
–
odzież ochronna, rękawice gumowe, okulary.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) przeprowadzić nawilżanie skór?
¨ ¨
2) omówić obróbki mechaniczne skór uszlachetnianych na welur?
¨ ¨
3) omówić sposoby barwienia skór welurowych?
¨ ¨
4) wykonać barwienie skór?
¨ ¨
5) przeprowadzić obróbki ręczne uszlachetniania skór?
¨ ¨
6) sporządzić zestaw do uszlachetniania skór na nappalan?
¨ ¨
7) sporządzić zestaw do uszlachetniania skór na pololuks?
¨ ¨
8) scharakteryzować i wykonać czynności prasowania tkanki
skórnej skór z włosem polofiksowaniu?
¨ ¨
9) omówić wady skór powstałe w czasie obróbek mechanicznych?
¨ ¨
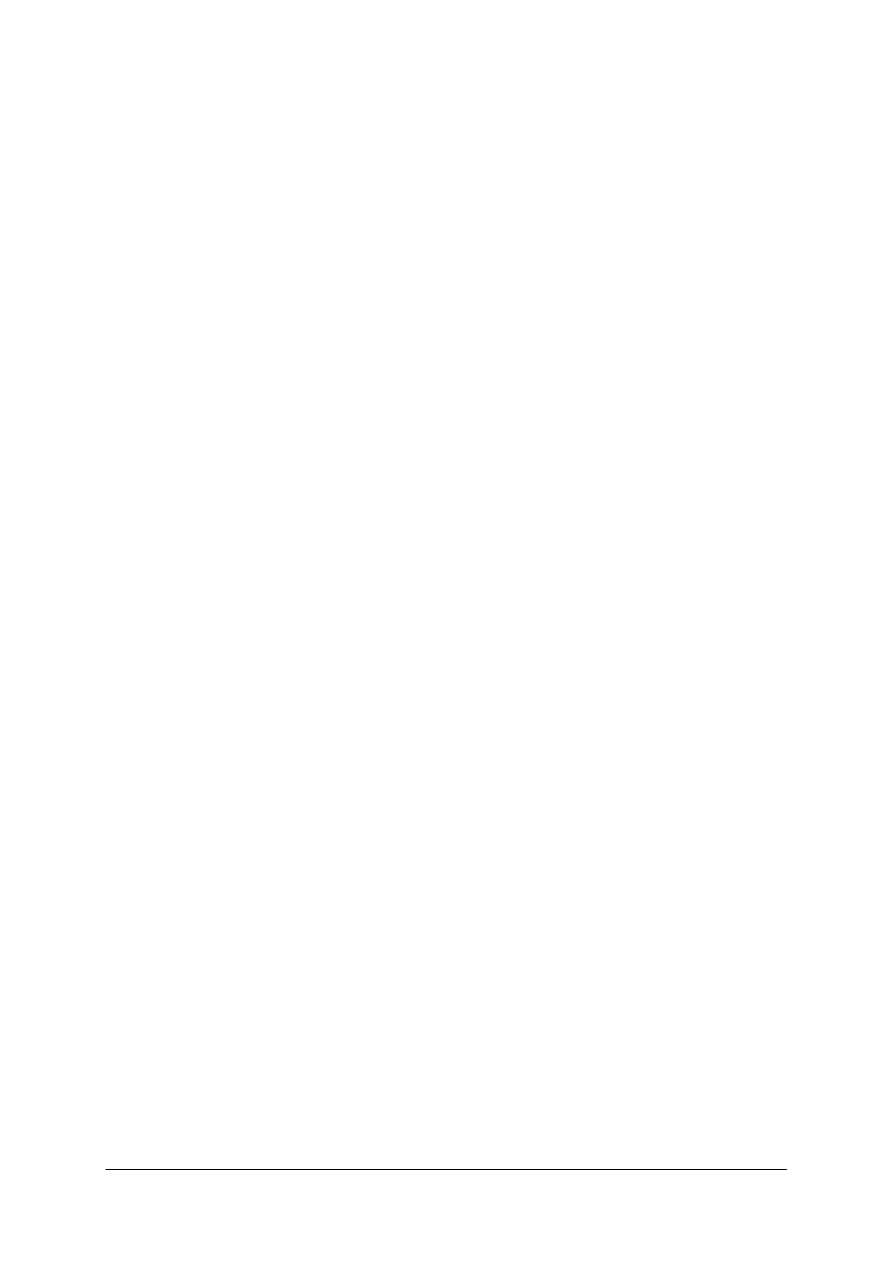
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1) Przeczytaj uważnie instrukcję.
2) Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3) Zapoznaj się z zestawem pytań testowych.
4) Test zawiera 20 pytań dotyczących przygotowania do uszlachetniania i uszlachetniania
tkanki skórnej skór futerkowych. Pytania 1-14 są z poziomu podstawowego a pytania
15-20 z poziomu ponadpodstawowego.
5) Udziel odpowiedzi tylko na załączonej karcie odpowiedzi:
- w pytaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź X (w przypadku
pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić
odpowiedź prawidłową),
- w pytaniach z krótką odpowiedzią wpisz odpowiedź w wyznaczone pole,
- w zadaniach rysunkowych wykonaj rysunek w wyznaczonym polu.
6) Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonania zadania.
7) Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
8) Na rozwiązanie testu masz 90 minut.
ZESTAW ZADAŃ TESTOWYCH
Część I
1. Nawilżanie skór ma na celu:
a) zwiększenie powierzchni skóry,
b) zmiękczenie tkanki skórnej,
c) przygotowanie skór do dogarbowania,
d) przygotowanie skór do strzyżenia.
2. Szlifowanie skór welurowych przeprowadza się:
a) przed barwieniem,
b) po barwieniu,
c) przed nawilżeniem,
d) przed garbowaniem.
3. Dogarbowanie ma na celu:
a) zwiększenie zwartości tkanki skórnej i uzyskanie lepszych wybarwień,
b) zabezpieczenie skóry przed wysuszeniem,
c) wprowadzenie do okrywy włosowej środków natłuszczających,
d) zneutralizowanie tkanki skórnej.
4. Umartwianie jest procesem przygotowującym:
a) tkankę skórną do garbowania,
b) okrywę włosową do barwienia,
c) tkankę skórną do szlifowania,
d) skóry futerkowe do nawilżania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. Odpylarki to urządzenia do:
a) odpylania skór po szlifowaniu,
b) oczyszczania skór przed garbowaniem,
c) oczyszczania skór po barwieniu,
d) czyszczenia skór po nawilżaniu.
6. Prasa hydrauliczna służy do:
a) rozbijania skór,
b) prasowania okrywy włosowej,
c) prasowania tkanki skórnej,
d) rozciągania skór.
7. Czas barwienia skór welurowych trwa:
a) 5-6 godzin,
b) 2 doby,
c) około 2 godzin,
d) 12 godzin.
8. Skóry bezpośrednio przed barwieniem poddaje się:
a) szlifowaniu,
b) praniu,
c) suszeniu,
d) neutralizacji.
9. Długie zmechacone włókno tkanki skórnej powstaje w wyniku:
a) źle przeprowadzonej operacji szlifowania,
b) źle przeprowadzonej neutralizacji,
c) złego wytrzepania,
d) złego wybarwienia.
10. Kurczenie się powierzchni skóry w czasie wykończania powoduje:
a) niedostateczne nawilżenie,
b) nadmierne nawilżenie,
c) szlifowanie,
d) rozbijanie.
11. Podaj podział barwników używanych do barwienia welurów futrzarskich.
12. Podaj ogólną charakterystykę barwników reaktywnych.
13. Wymień czynniki decydujące o jakości wybarwień tkanki skórnej.
14. Jakie są metody barwienia skór welurowych?.
Część II
15. Narysuj schemat działania szlifierki bębnowej.
16. Narysuj schemat działania rozbijarki pedałowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
17. Stosowanie środków pomocniczych w procesie barwienia powoduje:
a) zmniejszenie stężenia barwników w kąpieli,
b) odtłuszczenie skór,
c) uzyskanie lepszych efektów barwienia,
d) natłuszczenie skór.
18. Prasowanie po apreturowaniu właściwym w wykończaniu skór na nappalan prowadzi się
w temperaturze:
a) 80
o
C,
b) 50
o
C,
c) 100
o
C,
d) 120
o
C.
19. Wymień parametry wpływające na proces barwienia skór welurowych.
20. Wymień kolejność operacji przy wytwarzaniu skór typu nappalan.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko ...................................................................................................
„Uszlachetnianie tkanki skórnej skór z włosem” 744[03].Z3.05
Zakreśl poprawną odpowiedź, udziel krótkiej odpowiedzi lub wykonaj rysunek
Numer
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
12.
13.
14.
15.
16.
17.
a
b
c
d
18.
a
b
c
d
19.
20.
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Bieńkiewicz K.: Fizykochemia wyprawy skór. WNT, Warszawa 1977
2. Duda I.: Skóry surowe futrzarskie. WNT, Warszawa 1992
3. Instrukcje obsługi i konserwacji maszyn i urządzeń.
4. Kopański R.: Zarys futrzarstwa, PWRiS, 1965
5. Lasek W., Persz T.: Technologia wyprawy skór. Cz. II. Wykończanie. WSiP, Warszawa
1985
6. Lasek W.: Kolagen – chemia i wykorzystanie. WNT, Warszawa 1978
7. Maleńczak J., Čujan Z.: Maszyny i urządzenia garbarskie. Skrypt WSI, Radom 1981
8. Michalec T.: Technologia garbarstwa i futrzarstwa – ćwiczenia laboratoryjne. WSI,
Radom skrypt nr 7 1996
9. Persz T.: Garbarstwo, cz. II. WPLiS, Warszawa 1966
10. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
11. Praca zbiorowa: Kuśnierstwo. WNT, Warszawa 1971
12. Praca zbiorowa: Vademecum garbarza, ITeE, Radom 1996
13. Rodziewicz O., Śmiechowski K.: Technologia garbarstwa dla projektantów obuwia
i odzieży. Politechnika Radomska, Radom 2001
14. Sadowski T.: Materiałoznawstwo dla kuśnierzy. WSLiP, Warszawa 1989
15. Woźniakiewicz W.: Materiałoznawstwo futrzarskie. WSLiP, Warszawa 1975
16. Woźniakiewicz W.: Technologia futrzarstwa. WPLiS 1956
Wyszukiwarka
Podobne podstrony:
garbarz skor 744[03] z3 05 n
garbarz skor 744[03] z3 05 n
garbarz skor 744[03] z3 01 u
garbarz skor 744[03] z2 05 u
garbarz skor 744[03] o2 05 n
garbarz skor 744[03] z3 06 n
garbarz skor 744[03] z3 02 n
garbarz skor 744[03] z3 02 u
garbarz skor 744[03] z3 01 n
garbarz skor 744[03] z3 06 u
garbarz skor 744[03] z2 05 n
garbarz skor 744[03] z3 03 n
garbarz skor 744[03] z3 03 u
garbarz skor 744[03] z3 04 n
garbarz skor 744[03] o2 05 u
garbarz skor 744[03] z3 04 u
garbarz skor 744[03] z3 01 u
więcej podobnych podstron