
Nadstopy na bazie żelaza
1. Czym są nadstopy?
Nadstopy zwane inaczej superstopami lub superstopami żaroodpornymi to grupa materiałów na
bazie żelaza, niklu i kobaltu. Do najważniejszych własności należy zaliczyć:
Wysoką żaroodporność
Wysoką wytrzymałość
Odporność na pełzanie w wysokich temperaturach
Dobrą stabilność powierzchniową
Odporność na korozję i utlenianie
Nadstopy na bazie żelaza zwykle mają austenityczną strukturę krystaliczną ściennie centrowaną.
Znajdują zastosowanie głównie w przemyśle lotniczym i energetycznym. Ze względu na wysoką
odporność na wysokie temperatury stosuje się je jako części silników odrzutowych. Nadstopy mogą
być także używane jako zamiennik stali nierdzewnej pracującej w środowisku kwasowym i
słonowodnym.
Superstopy są bardzo wytrzymałe na wysoką temperaturę dzięki zastosowaniu wzmocnienia
roztworowego polegającego na wtórnym wytrąceniu się głównie faz γ' i węglików. Przez utlenianie w
procesie produkcji warstwy powierzchniowej oraz dodanie aluminium i chromu nadstopy zyskują
odporność na korozję. Pierwiastki jak Ren i Molibden dodawane są celem uzyskania wytrzymałości w
wysokich temperaturach, a małe dodatki węgla i boru umacniają granice ziaren. Dodatek tantalu,
rutenu i tytanu podnosi odporność na zmęczenie.
Obecnie wykorzystywana jest już czwarta generacja superstopów z takimi dodatkami jak pierwiastki
metali trudnotopliwych, na przykład ruten (Ru), co umożliwia pracę w środowisku, w którym
temperatury osiągają 1100C.
2. Sposoby otrzymywania nadstopów żelaza
Standardową praktyką przygotowania superstopów jest próżniowe topienie indukcyjne (VIM). Proces
VIM redukuje zawartość azotu i tlenu, zapobiegając utlenianiu takich pierwiastków jak aluminium,
cyrkon, tytan, hafn i usuwa zanieczyszczenia o niskiej temperaturze topnienia takie jak: ołów i
bizmut, które mogłyby osłabiać własności wysokotemperaturowe superstopów. Drugie topienie –
zarówno powtórne topienie łukowo próżniowe (VAR) lub powtórne topienie elektrożużlowe (ESR) -
daje produkt jednorodny. Z kolei proces potrójnego topienia (VIM-ESR-VAR) – dający dużo lepszą
jednorodność jest jeszcze zbyt drogi, aby mógł być stosowany rutynowo.
Superstopy dostarczane są w postaci wlewków, prętów, rur, płyt, blach i części kutych. Wyroby te
wytwarzane są przez kucie na prasie, a następnie walcowanie, kucie młotowe lub kucie w matrycy.
Obróbka cieplna poprawia strukturę ziaren oraz końcowe własności mechaniczne i materiałowe
stopów.
Na podzespoły pracujące w szczególnie uciążliwych warunkach np. tarcza wirnika turbiny, zamiast
wlewków konwencjonalnych, wykorzystuje się materiały proszkowe, zagęszczane w procesie
prasowania izostatycznego na gorąco, lub wyciskane.
W temperaturach od 650C do 704C może być stosowany austenityczny, utwardzany wydzieleniowo
stop 718®, zawierający 53% Ni i 18% Cr, posiadający większą wytrzymałość na zmęczenie i pełzanie
do zerwania, w którym jako pierwszy pierwiastek umacniający stosowany jest niob (Nb).
Austenityczne superstopy na bazie żelaza (Fe) są tańsze niż superstopy na bazie niklu i kobaltu,
posiadają wysoką odporność na zużycie, wzrastającą ze wzrostem zawartości węgla (C). Stopy
stosowane są w łożyskach samolotów pracujących w wysokiej temperaturze i na styki ślizgowe
maszyn.
3. Fazy występujące w nadstopach żelaza
Faza γ (austenit)
Właściwości austenitu zależą głównie od ilości niklu w stopie: wzrost jego zawartości zwiększa
stabilność tej fazy, powoduje wzrost własności mechanicznych oraz możliwość stosowania stopów w
wysokiej temperaturze. Fazę tę stabilizuje także Co i W.
Faza γ’
Krystalizuje w sieci A1, w stopach żelaza ma z reguły kształt sferyczny. Ilość tworzącej się fazy można
kontrolować zawartością tytanu oraz aluminium, albo stosunkiem tych pierwiastków.
Taki skład chemiczny stopu gwarantuje wysokie własności mechaniczne, oraz skłonność do tworzenia
się niekorzystnych faz typu TCP.
Faza γ”
Stopy umocnione fazą γ” zawierają od 2 do 6% Nb oraz zwiększoną ilość żelaza. Faza γ” krystalizuje w
sieci tetragonalnej przestrzennie centrowanej, jest koherentna z austenitem.
Po obróbce cieplnej wydzielenia fazy γ” mogą mieć kształt dysków.
Faza η
Występuje w stopach na bazie żelaza umacnianych fazą γ” . Faza η krystalizuje w strukturze
heksagonalnej. Faza η może występować w dwóch formach:
W kształcie płytek wewnątrz ziarn
W kształcie komórek na granicy ziarn
Niezależnie od formy wytwarzania fazy η obniża ona wytrzymałość stopu, ale wpływa na wzrost jego
plastyczności.
Faza δ
Występuje we wszystkich stopach na bazie żelaza, których fazą umacniającą jest faza γ”. Może
tworzyć się po bardzo długim czasie pracy stopów powyżej 650°C, po przeróbce plastycznej oraz po
obróbce cieplnej. Faza δ tworzy się w wyniku przemiany γ” => δ. Faza ta tworzy się w zakresie 650-
980°C i ma kształt płytek.
Faza TCP
Są to fazy niekorzystnie wpływające na własności stopów. Do tej grupy należą: σ, μ, Lavesa oraz G.
Pojawienie się tych faz w strukturze powoduje wzrost kruchości stopów, najczęściej wydzielają się w
postaci igieł, płytek oraz nieregularnych cząsteczek. Powodują gwałtowny spadek własności
mechanicznych stopów. Można ich uniknąć kontrolując skład chemiczny, odpowiednio obrabiając
cieplnie, przestrzegając temperatury pracy stopów.
4. Nadstop żelaza na przykładzie superstopu A-286
Superstop typu A-286 znajduje zastosowanie w warunkach wymagających wysokiej wytrzymałości i
odporności na korozję do 700C. Jest to nadstop austenityczny, który może być utwardzany za
pomocą procesu starzenia, aż osiągnie pożądaną wytrzymałość. A-286 może być używany także w
niskich temperaturach (-196C do temperatury pokojowej), jeśli wymagany jest ciągliwy,
niemagnetyczny materiał o wysokiej wytrzymałości. Stop ten znajduje także zastosowanie w
produktach mających styczność z wodą.
Proces produkcji A-286 odbywa się z wykorzystaniem metody rafinacji AOD (Argon Oxygen
Decarburization) lub VIM (Vacuum Induction Melting). W celu ulepszenia materiału stosuje się łuki
próżniowe lub przetapianie elektrożużlowe.
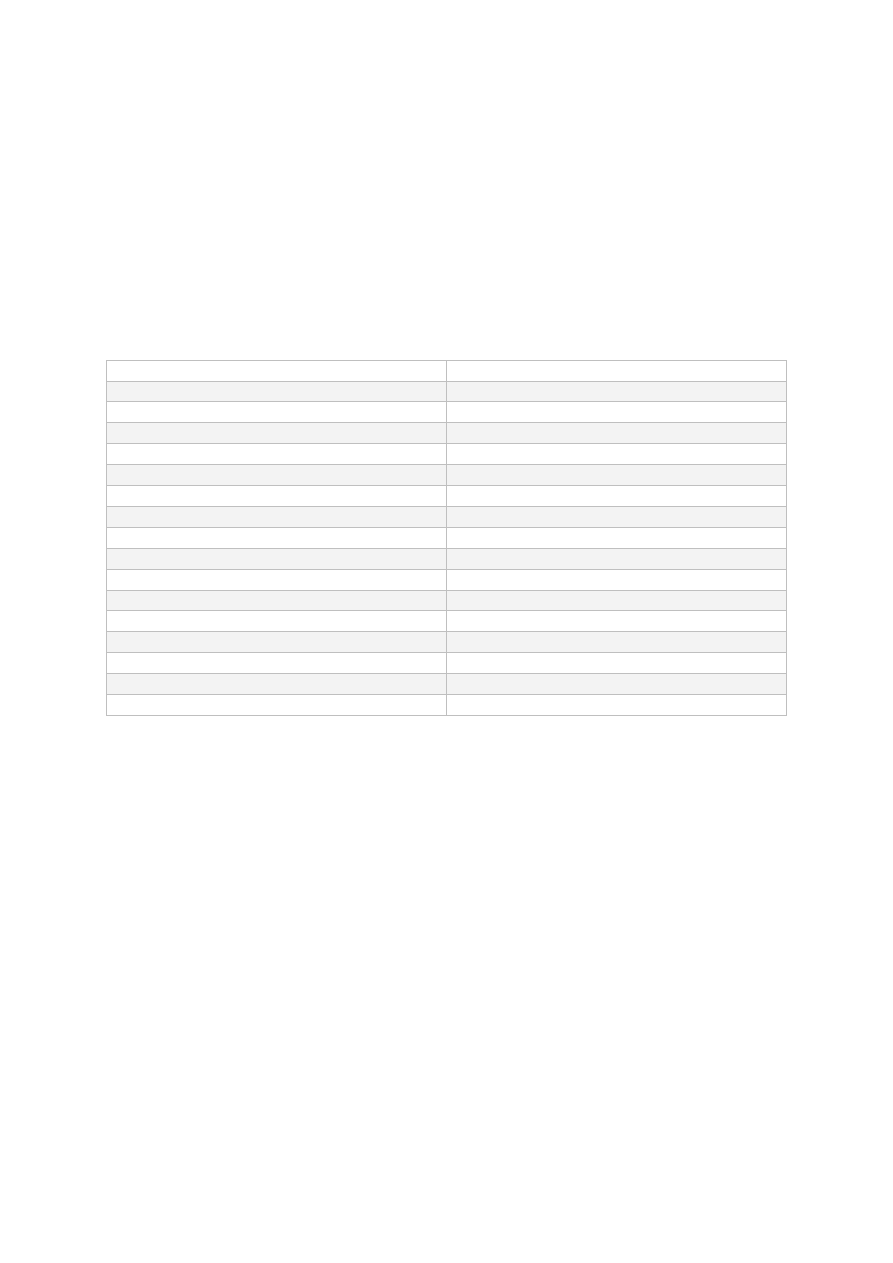
Analiza chemiczna nadstopu A-286:
Dodatek Stopowy
Zawartość procentowa [%]
Węgiel
< 0,08
Mangan
< 0,35
Fosfor
< 0,015
Siarka
< 0,015
Krzem
< 0,35
Chrom
17 – 21
Nikiel
50 – 55
Molibden
2,80 – 3,30
Niob
4,75 – 5,50
Tytan
0,65 – 1,15
Aluminium
0,20 – 0,80
Kobalt
< 1
Bor
< 0,006
Miedź
< 0,30
Tantal
< 0,05
Żelazo
Reszta zawartości
Własności mechaniczne stopu A-286:
Granica plastyczności: 275 MPa
Granica wytrzymałości: 620 MPa
Wydłużenie: 40%
Wyszukiwarka
Podobne podstrony:
GIELDA NA EGZAMIN 2013 id 19029 Nieznany
Na wyk ad id 312279 Nieznany
na strazy faktur id 312319 Nieznany
Licencja na logo Cu id 267791 Nieznany
AMSTERDAM na 10 sposobow id 593 Nieznany
,pytania na obrone, EIT id 3247 Nieznany
4 Obrobka na frezarce CNC id 37 Nieznany
materialy na wyklad 6a id 28522 Nieznany
Na ludowa nute id 312181 Nieznany
Makijaz na wiosne 2010 id 27723 Nieznany
materialy na wyklad 6b id 28523 Nieznany
2 czesc na egzamin HMS id 20545 Nieznany (2)
proza na przelomie PDF id 40301 Nieznany
Polacy na rowerach (CBOS) id 37 Nieznany
MIASTA NA PRAWACH POWIATU id 29 Nieznany
Nadstopy na?zie żelaza
GIELDA NA EGZAMIN 2013 id 19029 Nieznany
Na wyk ad id 312279 Nieznany
więcej podobnych podstron