„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Emilia Udała
Przetwarzanie kopalin 711[03].Z3.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Grażyna Ślusarczyk
dr inż. Joanna Specylak-Skrzypecka
Opracowanie redakcyjne:
mgr Janusz Górny
Konsultacja:
mgr inż. Teresa Myszor
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 711[03].Z3.05
„Przetwarzanie kopalin”, zawartego w modułowym programie nauczania dla zawodu górnik
odkrywkowej eksploatacji złóż.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
Klasyfikacja surowców kamieniarskich
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
14
4.1.4. Sprawdzian postępów
15
Obróbka kamienia
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
2
6
4.2.3. Ćwiczenia
2
6
4.2.4. Sprawdzian postępów
27
Narzędzia i przyrządy kamieniarskie
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
35
4.3.3. Ćwiczenia
35
4.3.4. Sprawdzian postępów
37
Przeróbka termiczna surowców skalnych
38
4.4.1. Materiał nauczania
38
4.4.2. Pytania sprawdzające
41
4.4.3. Ćwiczenia
41
4.4.4. Sprawdzian postępów
42
Rodzaje i charakterystyka paliw
43
4.5.1. Materiał nauczania
43
4.5.2. Pytania sprawdzające
47
4.5.3. Ćwiczenia
47
4.5.4. Sprawdzian postępów
48
Technologia produkcji wapna, cementu i gipsu
49
4.6.1. Materiał nauczania
49
4.6.2. Pytania sprawdzające
56
4.6.3. Ćwiczenia
57
4.6.4. Sprawdzian postępów
58
Zastosowanie przetworzonych materiałów skalnych
59
4.7.1. Materiał nauczania
59
4.7.2. Pytania sprawdzające
63
4.7.3. Ćwiczenia
63
4.7.4. Sprawdzian postępów
64
Ochrona środowiska i warunki bezpiecznej pracy przy produkcji
wapna, cementu i gipsu
65
4.8.1. Materiał nauczania
65
4.8.2. Pytania sprawdzające
68
4.8.3. Ćwiczenia
69
4.8.4. Sprawdzian postępów
69
5. Sprawdzian osiągnięć
70
6. Literatura
75

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Niniejszy poradnik ma za zadanie pomóc Ci przyswoić wiedzę z zakresu wykonywania
robót przygotowawczych i eksploatacyjnych w kopalniach odkrywkowych.
Poradnik ten zawiera:
1. Wymagania wstępne, czyli wykaz niezbędnych wiadomości i umiejętności, które
powinieneś mieć opanowane, aby przejść do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwiający samodzielne przygotowanie się
do wykonania ćwiczeń i zaliczenia sprawdzianów. Do poszerzenia wiedzy wykorzystaj
wskazaną literaturę, czasopisma oraz inne źródła informacji. Poradnik obejmuje on
również ćwiczenia, które zawierają:
−
wykaz materiałów, narzędzi i sprzętu potrzebnych do realizacji ćwiczenia,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczenia,
−
sprawdzian teoretyczny,
−
sprawdzian umiejętności praktycznych.
4. Przykładowe zadania oraz zestaw pytań sprawdzających Twoje opanowanie wiedzy
i umiejętności z zakresu całej jednostki. Zaliczenie tego ćwiczenia jest dowodem
osiągnięcia umiejętności praktycznych określonych w tej jednostce modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie TAK lub NIE,
co oznacza, że opanowałeś materiał albo posiadasz jeszcze luki w swojej wiedzy
i nie w pełni opanowałeś umiejętności. Jeżeli masz trudności ze zrozumieniem tematu
lub ćwiczenia, to poproś nauczyciela lub instruktora o wyjaśnienie i ewentualne
sprawdzenie, czy dobrze wykonujesz daną czynność.
Po opanowaniu programu jednostki modułowej, nauczyciel sprawdzi poziom Twoich
umiejętności i wiadomości. Otrzymasz do samodzielnego rozwiązania test pisemny oraz
zadanie praktyczne. Nauczyciel oceni oba sprawdziany i na podstawie określonych kryteriów
podejmie decyzję o tym, czy zaliczyłeś program jednostki modułowej. Poradnik nie jest
podręcznikiem, zawierającym kompletną wiedzę związaną z tym zawodem. Aby zdobyć
więcej interesujących Cię informacji, musisz sięgnąć do przedstawionych pozycji literatury,
czasopism i najszybciej aktualizowanych fachowych stron internetowych. Pamiętaj,
że przedstawiony tu wykaz literatury nie jest czymś stałym i w każdej chwili mogą pojawić
się na rynku nowe pozycje.
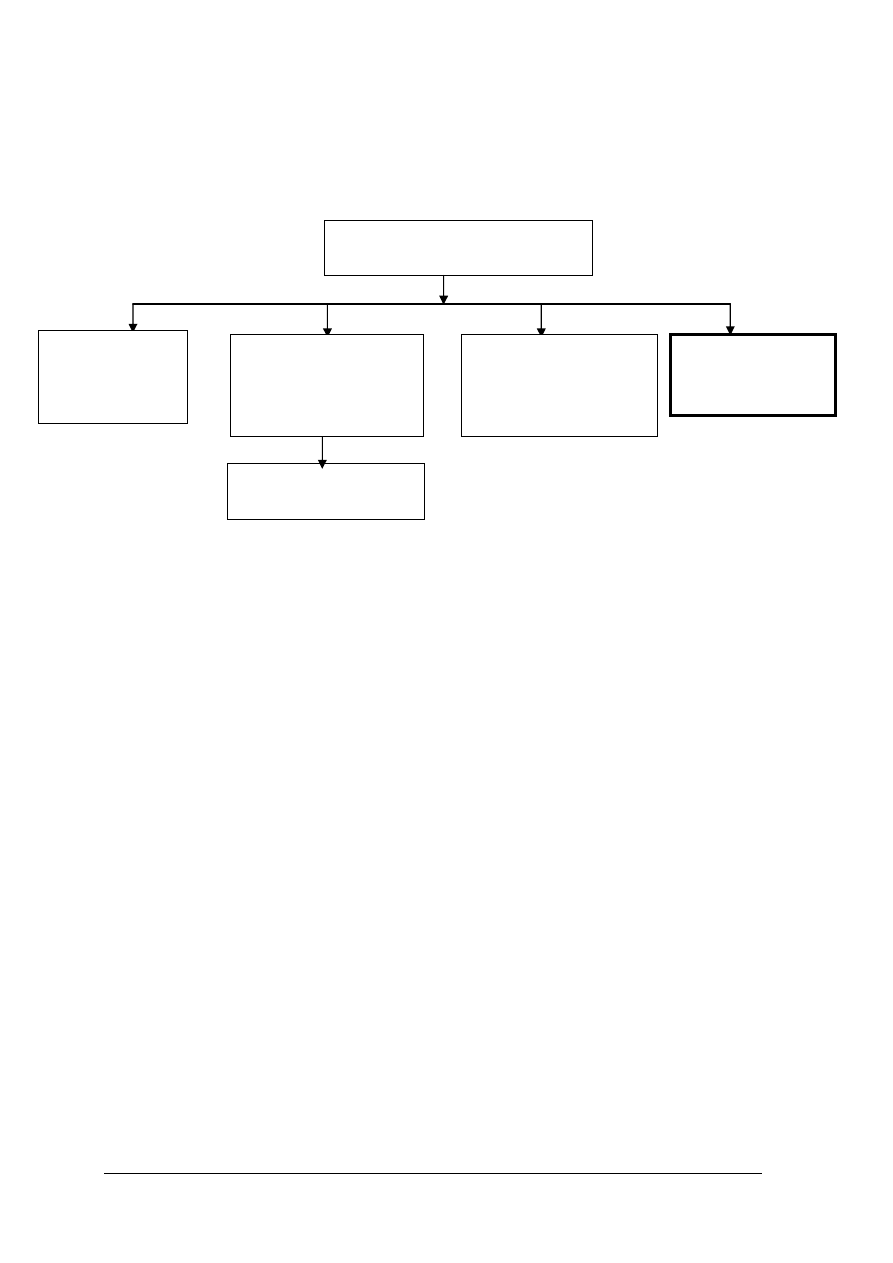
Technologia eksploatacji złóż
Tednostka modułowa: „Wykonywanie robót przygotowawczych i eksploatacyjnych”,
której treści poznasz, jest jednym z modułów koniecznych do zapoznania się z procesem
zarządzania odkrywkowymi złożami kopalin, co ilustruje schemat 1.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy, instrukcji przeciwpożarowych i zasad ochrony środowiska
naturalnego, wynikających z charakteru wykonywanych prac. Przepisy te poznasz podczas
trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
711 [ 03].Z3
Technologia eksploatacji złóż
711[03].Z3.05
Przetwarzanie
kopalin
711[03].Z3.01
Rozpoznawanie
i udostępnianie złóż
odkrywkowych
711[03].Z3.02
Wykonywanie robót
przygotowawczych
i eksploatacyjnych
711[03].Z3.04
Wykonywanie zwałowania
i rekultywacji
711[03].Z3.03
Transportowanie urobku

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
organizować stanowisko pracy,
−
stosować podstawowy sprzęt ochrony osobistej,
−
stosować ogólne zasady bhp, ochrony przeciwpożarowej i ochrony środowiska,
−
posługiwać się podstawowymi narzędziami i sprzętem pomocniczym,
−
znajdować informacje w różnych źródłach,
−
selekcjonować, porządkować i przechowywać informacje,
−
obserwować zjawiska fizyczne,
−
dokumentować podjęte działania,
−
rozpoznawać makroskopowo minerały oraz określać ich przynależność do danej grupy,
−
definiować pojęcie skały oraz określać procesy skałotwórcze,
−
charakteryzować różne typy skał pod względem ich składu mineralogicznego
i właściwości fizycznych,
−
określać strukturę i teksturę i badać właściwości fizyczne skał,
−
rozpoznawać główne rodzaje skał magmowych, osadowych i metamorficznych
występujących w warunkach naturalnych odsłonięć i w wyrobiskach górniczych,
−
wskazywać miejsca występowania skał w Polsce,
−
objaśnić wpływ warunków powstawania i zalegania skał na ich właściwości.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać i sklasyfikować surowce kamieniarskie oraz określić fakturę elementów
kamiennych i wady kamienia blocznego,
−
rozróżnić podstawowe czynności przy obróbce kamienia,
−
zastosować narzędzia i przyrządy kamieniarskie,
−
scharakteryzować proces mechanicznej przeróbki kopalin oraz sporządzać schematy
procesu jakościowego i ilościowo– jakościowego,
−
scharakteryzować przeróbkę chemiczną surowców oraz przeróbkę termiczną kopalin,
−
scharakteryzować procesy termiczne zachodzące w materiałach skalnych podczas
wypalania,
−
scharakteryzować proces wzbogacania kruszyw,
−
scharakteryzować paliwa stosowane do produkcji materiałów wiążących,
−
określić warunki bezpiecznej pracy przy produkcji wapna, cementu i gipsu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Klasyfikacja surowców kamieniarskich
4.1.1. Materiał nauczania
Zastosowanie i cechy surowca kamiennego
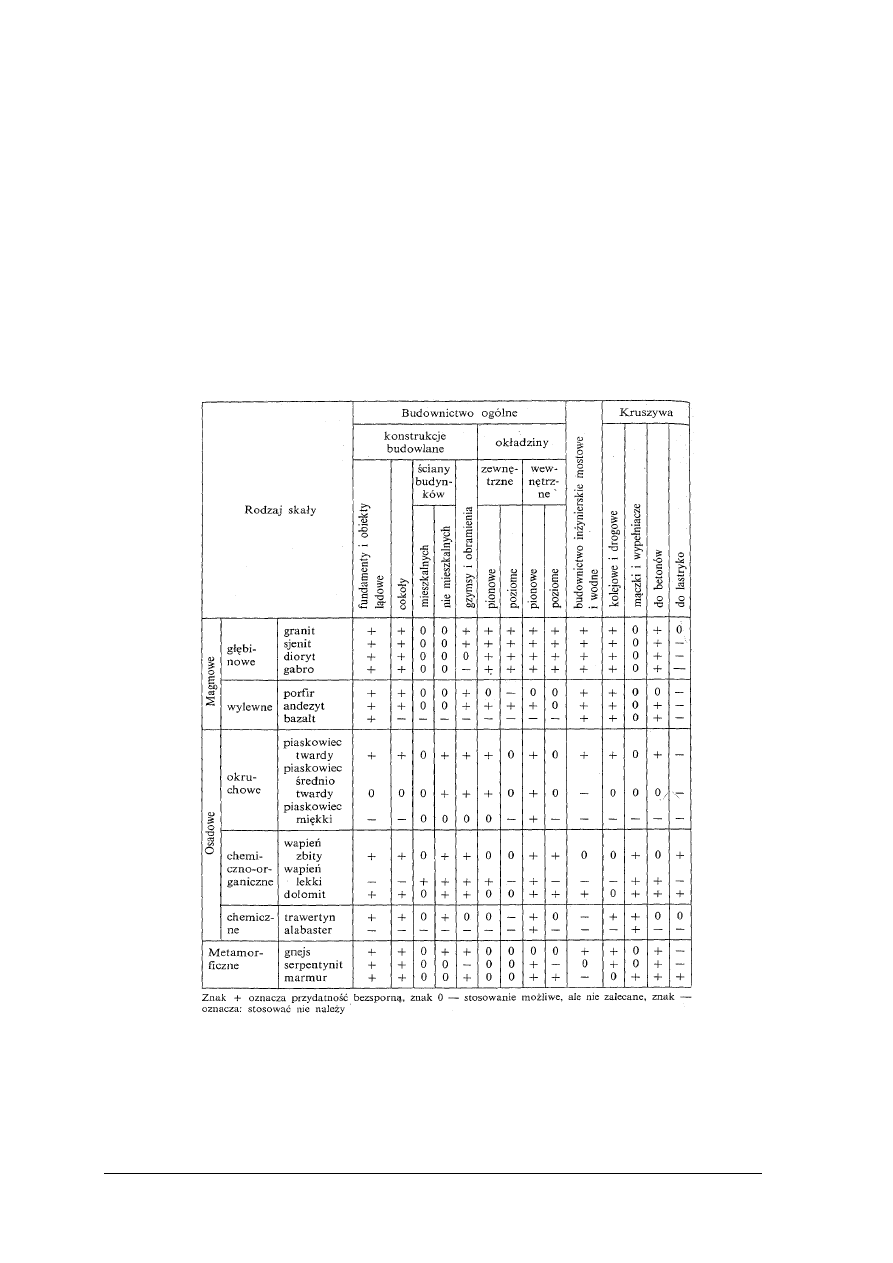
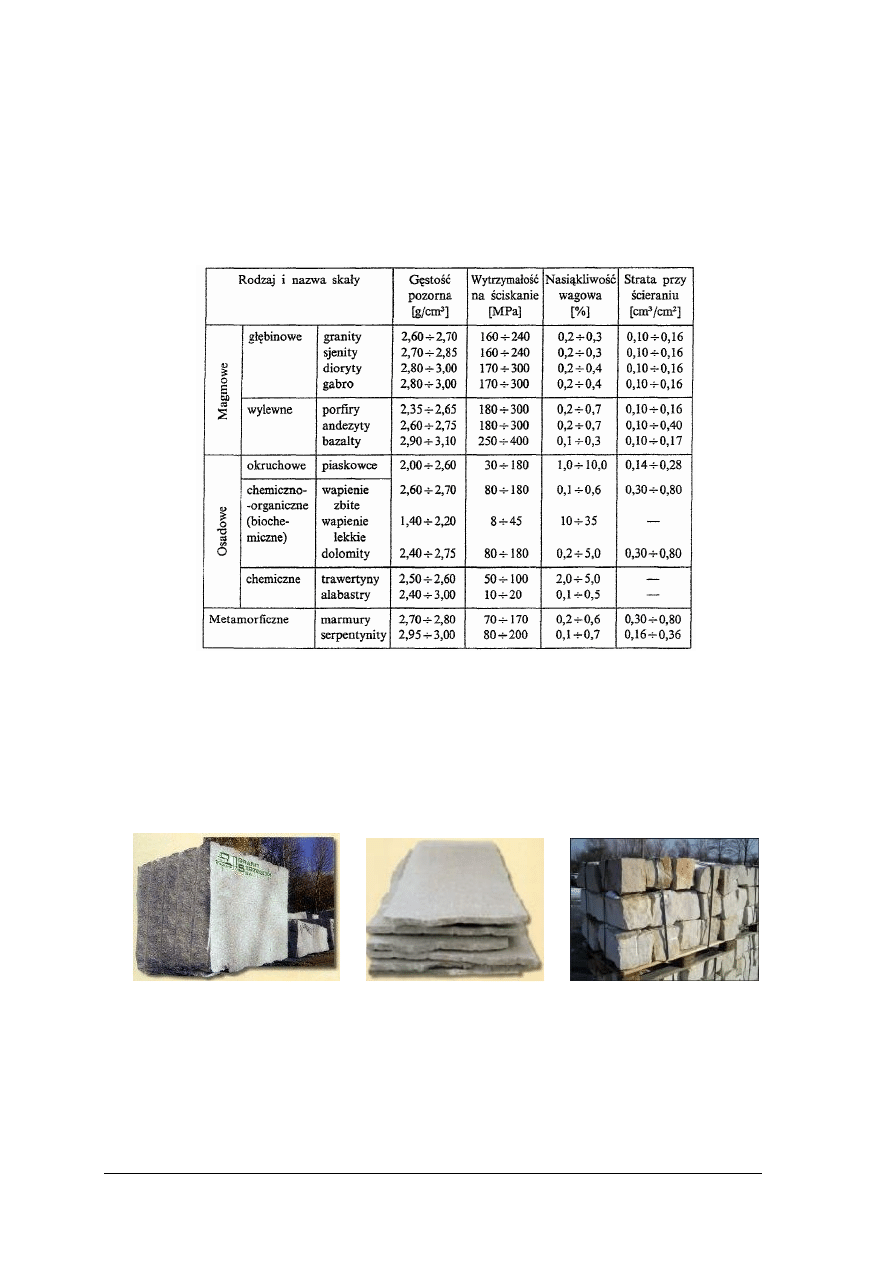
Surowiec kamienny jest to skała lita o odpowiednich właściwościach technicznych,
służący poprzez jego uszlachetnienie (obróbkę, przeróbkę) do produkcji materiałów
kamiennych. Rodzaje skał i ich zastosowanie przedstawia tabela 1.
Tabela 1. Orientacyjne zastosowanie skał do celów budowlanych [10, s. 46]
Przydatność surowca kamiennego określają cechy, z których należy wymienić:
−
skład mineralogiczny skały,
−
skład chemiczny,
−
budowa: struktura, tekstura,
−
barwa, połysk, które decydują o walorach estetycznych i dekoracyjnych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
cechy fizyczne takie, jak: gęstość objętościowa, porowatość, nasiąkliwość, przewodność
cieplna, odporność na zamarzanie, ogniotrwałość i inne,
−
cechy mechaniczne wytrzymałość na ściskanie i zginanie, twardość, ścieralność
i odporność na uderzenia).
Cechy techniczne najczęściej stosowanych skał zamieszczono w tabeli 2.
Tabela 2. Podstawowe własności techniczne skał [10, s. 40]
Surowce kamieniarskie
Uzyskiwane w kopalniach odkrywkowych surowce kamieniarskie mają postać (rys. 1 i 2):
−
bloków,
−
płyt surowych,
−
formaków,
−
kamienia łamanego.
a)
b)
c)
Rys. 1.
Surowce kamieniarskie: a) blok, b) płyty surowe, c) formaki [20]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 2.
Kamień łamany [20]
Bloki są to bryły kamienia naturalnego w kształcie zbliżonym do prostopadłościanu
uzyskiwane w wyniku urabiania złoża, dzielenia monolitów skalnych lub obróbki brył
nieregularnych, przeznaczone do dalszego dzielenia lub stanowiące surowiec do obróbki
kamieniarskiej. Bloki kamienne wydobywane są:
−
jako elementy gotowe do różnych celów np. do umacniania brzegów morskich
i rzecznych, tworzenia zapór,
−
do obróbki kamieniarskiej, na cele specjalne jak rzeźby, cokoły, pomniki, elewacje
budowlane, filary mostowe, gzymsy, kominki,
−
do dzielenia na płyty,
−
na elementy brukowe jak krawężniki, oporniki, kostki brukowe, kamień murowy itp.,
−
na kruszywo i kamień łamany.
Wymagana objętość bloków surowych:
−
z granitu i piaskowca ≥ 0,5 m
3
,
−
z wapieni lekkich ≥ 0,4 m
3
,
−
z innych skał ≥ 0,25 m
3
.
Płyty surowe są to płaskie na wpół wykończone wyroby z nieobrobionymi krawędziami,
uzyskiwane po odcięciu lub odłupaniu płyt z bloku surowego. Służą do obróbki
kamieniarskiej na płyty elewacyjne, posadzkowe, nagrobkowe i inne.
Wymagana powierzchnia płyt surowych:
−
z granitu ≥ 0,3 m
2
,
−
z granodiorytu, serpentynitu, piaskowca i wapieni lekkich ≥ 0,2 m
2
,
−
z innych skał ≥ 0,15 m
2
.
Wymagana grubość płyt surowych:
−
z piaskowca i wapieni lekkich 30 ÷ 200 mm co 10 mm,
−
z innych skał 20 ÷ 200 mm co 10 mm.
Formaki to bryły kamienia o kształcie zbliżonym do wyrabianych z nich elementów
np. kostek drogowych, krawężników, okładzin itd. lub będące ich wielokrotnością,
uzyskiwane w wyniku urabiania skał lub doprowadzenia kształtu bryły kamienia do kształtu
zbliżonego do wykonywanych z formaków elementów kamiennych np. kostek brukowych.
Kamień łamany to bryły skalne nieregularnego kształtu o naturalnym przełomie, ostrych
krawędziach, uzyskiwane bezpośrednio przez urabianie skał w złożu lub rozdrabnianie.
Kamień łamany dzieli się na odmiany, grupy i klasy:
-
w zależności od przeznaczenia na trzy odmiany:
B – do budowy murów i fundamentów,
I – do budowy dróg i budowli inżynierskich,
K – do przerobu na kruszywo,
-
w zależności od wymiaru zasadniczego bryły na sześć grup:
I
20 – 250 mm,
IV 500 – 800 mm,
II 250 – 500 mm,
V 250 – 800 mm,
III 20 – 500 mm,
VI 20 – 800 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Według PN-B-11210 dopuszcza się w kamieniu łamanym 5% brył większych i do 5%
brył mniejszych od określonych w grupach.
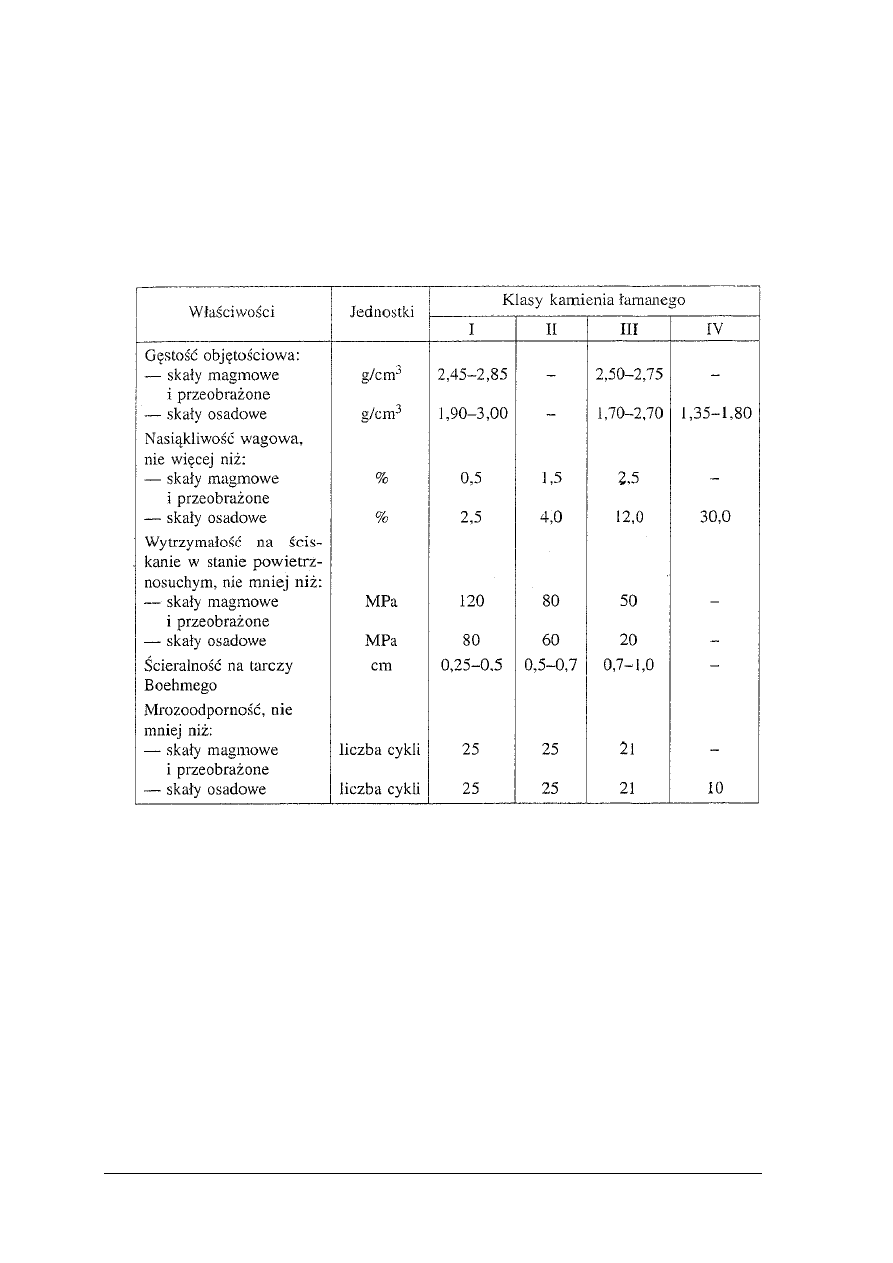
W zależności od właściwości technicznych skały dzieli się na cztery klasy (tabela 3):
I , II, III, IV. Klasa III i IV nie znajduje zastosowania przy budowie dróg i obiektów
inżynierskich.
Tabela 3. Wymagania dla kamienia łamanego [3, s. 109]
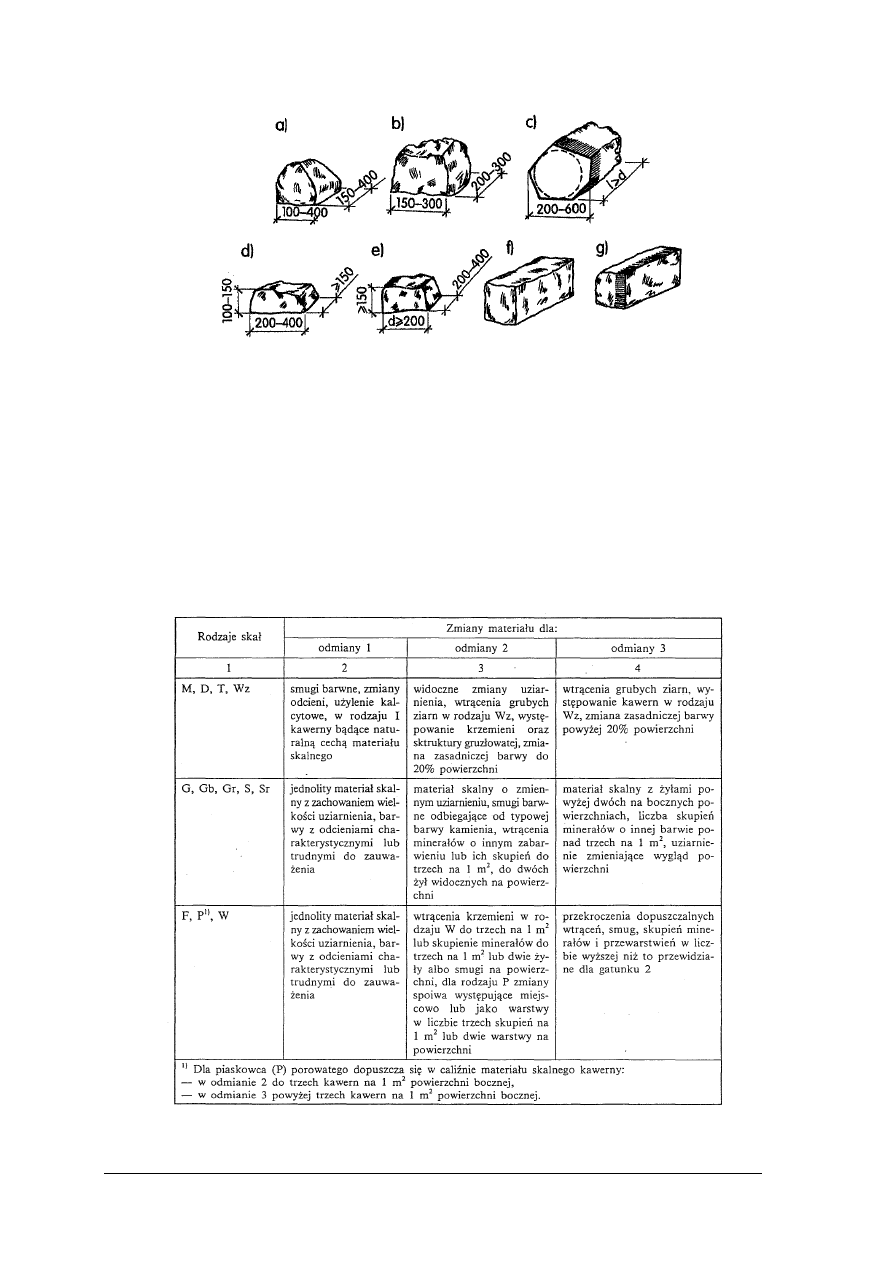
Do kamienia łamanego do budowy murów i fundamentów (rys. 3) zalicza się:
-
kamienie łamane niesortowalne, gdy są to odłamy skalne o wymiarach 100÷400 mm,
-
kamienie łamane sortowane o dwóch powierzchniach równoległych i trzeciej licowej do
nich prostopadłej,
-
kamienie łamane przycinane w kształcie wieloboku, wyrównanej powierzchni licowej,
-
kamień płytowy,
-
kamień łupany (murak),
-
kamień ciosowy licowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys.3. Kamienie łamane: a) niesortowany, b) sortowany, c) przycinany, d) płytowy, e) łupany, f) ciosowy
prosty, g) ciosowy licowy [10, s. 50]
Klasyfikacja bloków , formaków i płyt surowych
Według normy PN-B-11200 istnieje podział bloków, formaków i płyt surowych na:
-
rodzaje – w zależności od rodzaju skały:
D – dolomitowe, F – z tufu, G – granitowe, GB – z gabra, Gr – granodiorytowe,
M – marmurowe, P – piaskowce; S – sjenitowe, Sr – serpentynitowe, T – trawertynowe,
Wz – z wapieni zbitych, z wapieni lekkich – W,
-
trzy odmiany: 1, 2, 3 – w zależności od naturalnych zmian występujących w materiale
skalnym (tabela 4).
Tabela 4. Odmiany bloków, formaków i płyt [15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
-
klasy I, II, III – w zależności od dopuszczalnych różnic długości przeciwległych
krawędzi bloków i dopuszczalnych odchyłek grubości płyt surowych. Dopuszczalne
wartości zawiera norma. Nie ma podziału formaków na klasy.
Bloki, formaki i płyty surowe powinny mieć kształt zbliżony do prostopadłościanu.
Dopuszcza się wykonanie ich o innych kształtach wg indywidualnych dokumentów
technicznych. Odchylenia od kształtu ujęte są w normie PN-B-11200.
Wymiary handlowe różnią się od rzeczywistych wielkością nadmiaru ujętego w normie.
Oznaczanie i cechowanie surowców kamieniarskich
Oznaczanie powinno składać się z:
-
nazwy wyrobu,
-
numeru normy,
-
symbolu rodzaju,
-
symbolu odmiany,
-
symbolu klasy.
Każdy blok lub płytę surową oznacza się cechą wykonaną farbą niezmywalną (oprócz
anilinowej) o barwie kontrastującej z barwą kamienia.
Treść cechy zawiera co najmniej:
-
oznaczanie bez części słownej i numeru normy,
-
numer ewidencyjny tylko dla bloków,
-
rok wydobywania tylko dla bloków,
-
nazwę lub symbol producenta, tylko dla płyt surowych.
Cechę bloku wykonuje się na dwóch bocznych powierzchniach. Cechę płyty umieszcza
się na jednej powierzchni. Formaków nie cechuje się.
Wady surowca kamieniarskiego
Kamień do produkcji bloków, formaków i płyt surowych powinien odpowiadać
określonym w normie wymaganiom:
−
posiadać jednolitą budowę o typowej strukturze dla danego kamienia,
−
nie powinien mieć widocznych pęknięć i powinien wydawać przy uderzeniu młotkiem
czysty dźwięk ( właściwy dla danego rodzaju skały),
−
właściwości cech fizycznych w zależności od przeznaczenia powinny być zgodne
z wymaganiami PN -B – 01080:1994 (PN-84/B-01080).
Dopuszczalne jest występowanie następujących wad surowców kamieniarskich:
−
bloki mogą mieć wyszczerbienia krawędzi i naroży oraz wypukłości i wklęsłości ścian
nie większe niż połowa nadmiaru dla bloków,
−
płyty surowe powinny mieć powierzchnie równoległe do siebie i być wolne od
zanieczyszczeń powstałych w wyniku przecierania; dopuszczalne wady zawiera tabela 6.
−
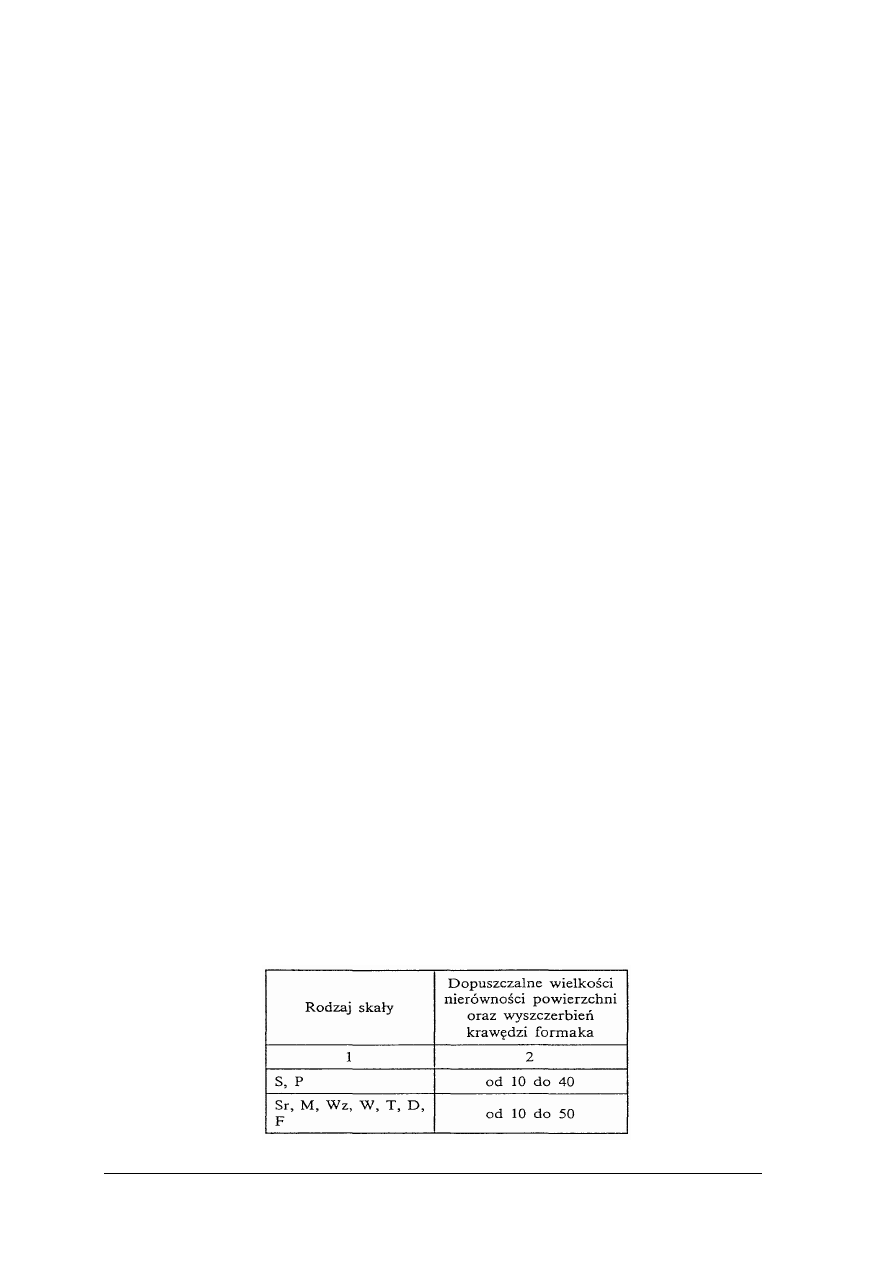
formaki mogą mieć wyszczerbienia krawędzi i nierówności wg tabeli 5.
Tabela 5. Dopuszczalne wielkości nierówności formaka w mm [15]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Tabela 6. Dopuszczalne wady płyt surowych w mm [15]
Charakterystyka naturalnych wad kamienia blocznego
Naturalne wady kamienia blocznego mogą utrudniać dalszą obróbkę kamienia, obniżać
walory estetyczne i dekoracyjne wykonanych elementów, dlatego surowce kamieniarskie
zaliczane są do różnych odmian (odmiany bloków, formaków i płyt opisano wyżej).
Ujawniające się wady charakteryzuje się następująco:
−
przerosty to przewarstwienia skał odmiennych mineralogicznie, strukturalno-
-teksturalnie, w różnym stopniu spojone z calizną danej skały,
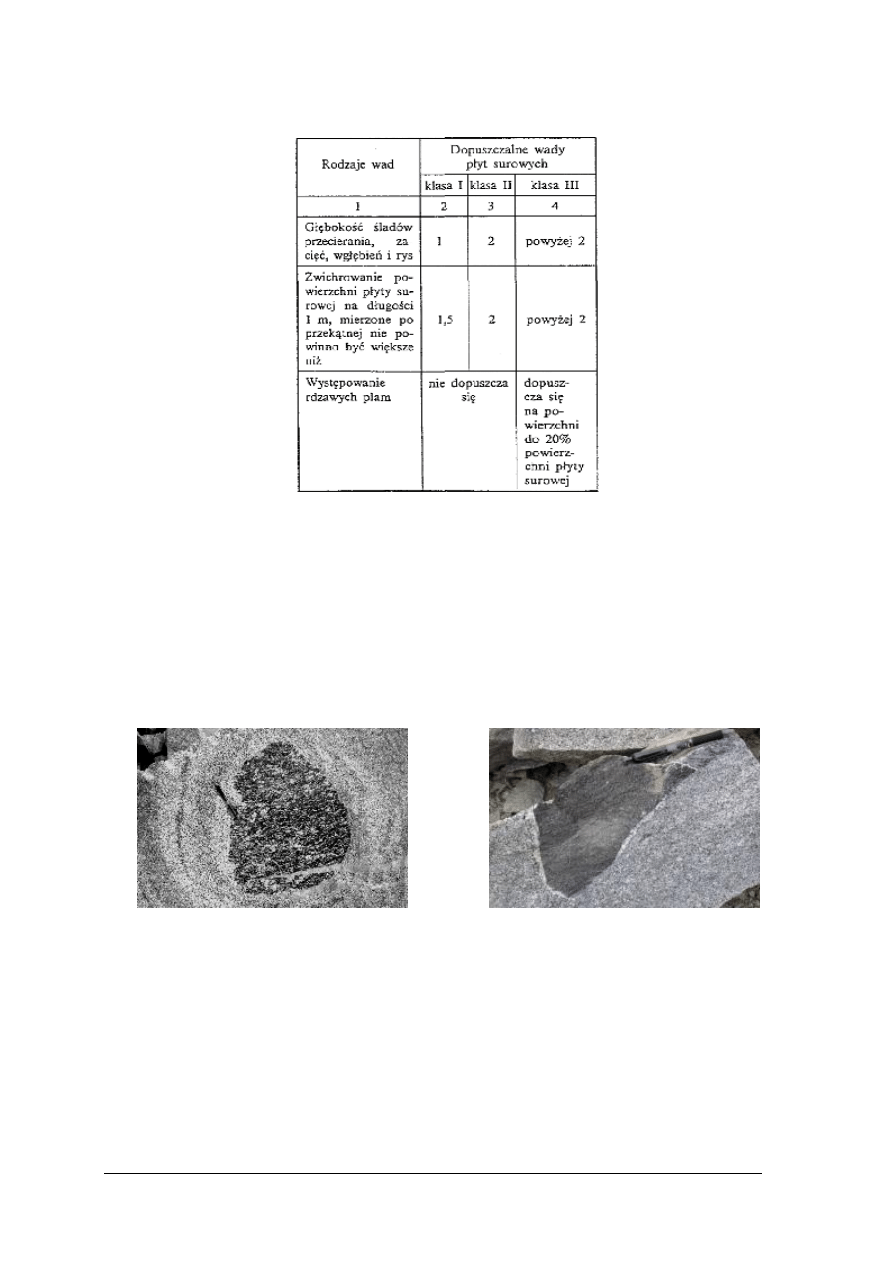
−
skupienia są to ograniczone przestrzennie różnej wielkości partie kamienia o odmiennych
cechach mineralogicznych i strukturalno-teksturalnych (enklawy rys. 4),
Rys. 4. Enklawy w granicie strzelińskim [18]
−
żyły to regularne lub nieregularne wypełnienia spękań, odmienną mineralogicznie
substancją skalną,
−
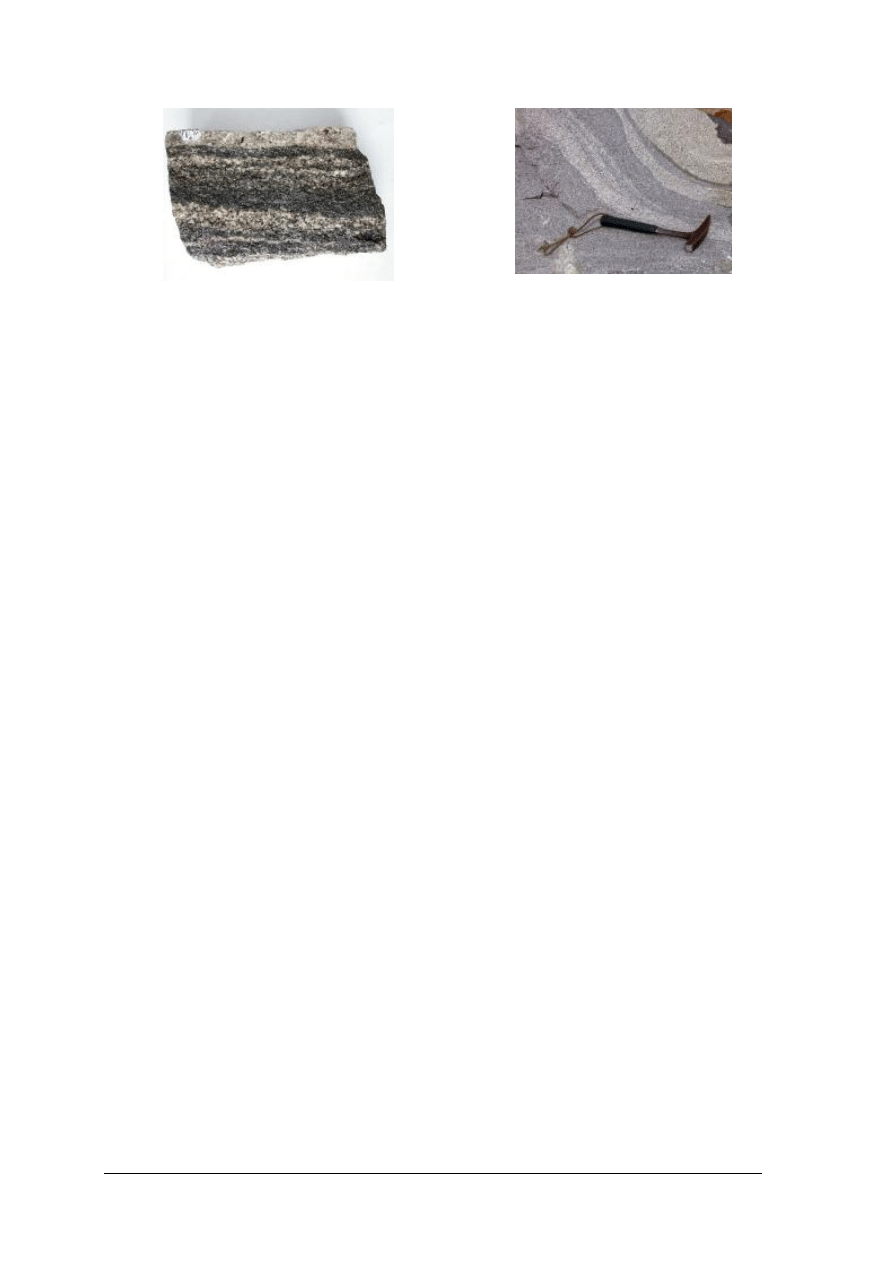
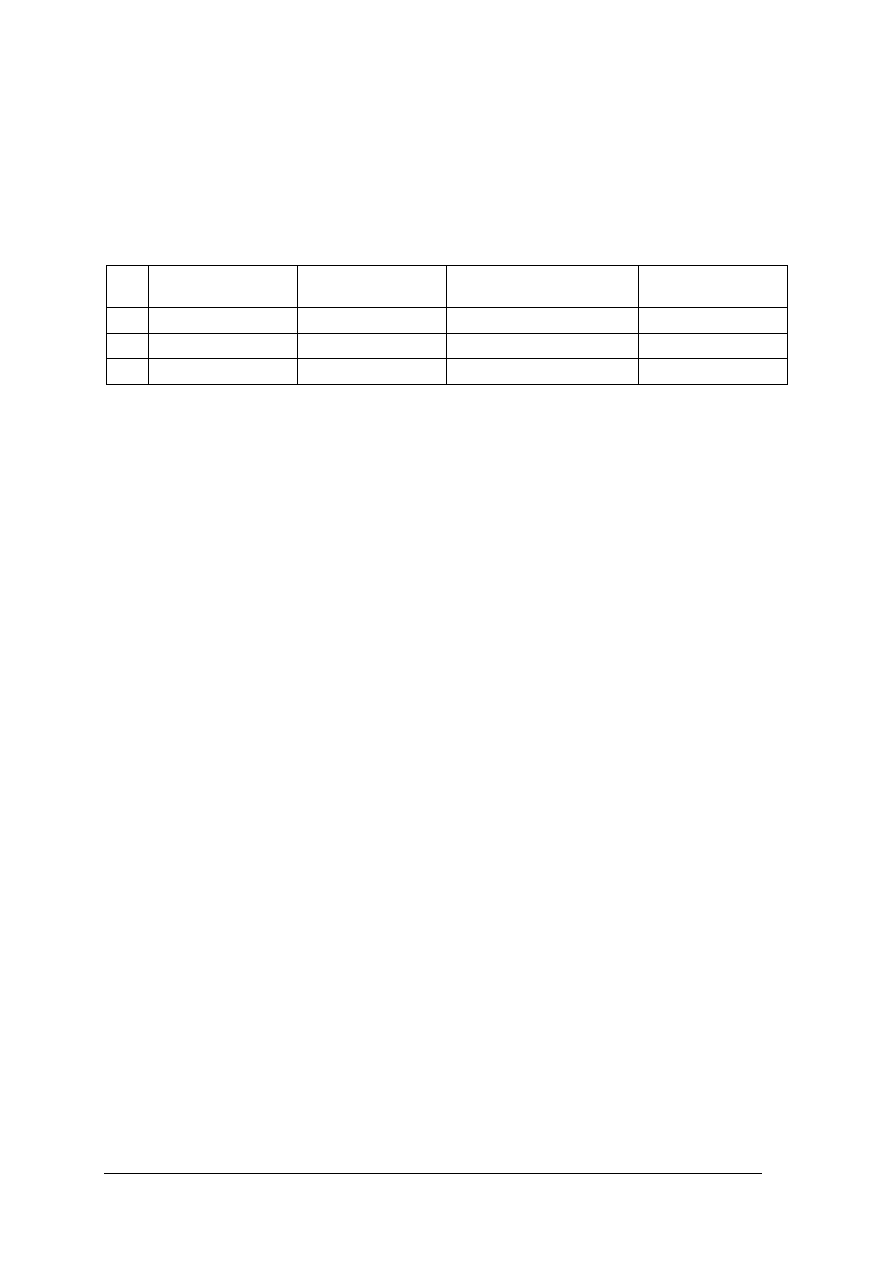
szliry (smugi) są intensywnym zabarwieniem lub dobarwieniem partii kamienia (skały),
smużystej koncentracji jednego ze składników mineralnych, np. łyszczyków (rys. 5 i 6),
−
kawerny to nieregularne, puste przestrzenie w caliźnie kamienia,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 5. Szliry w granicie karkonoskim [18]
Rys. 6. Szliry w granicie strzelińskim [18]
−
mikrospękania (sztychy) są to drobne pęknięcia widoczne lub niewidoczne
makroskopowo powstałe wskutek naturalnego spękania skały albo w wyniku stosowania
określonej techniki jej urabiania,
−
korozja kamienia to zjawisko niszczenia kamienia na skutek działania czynników
fizycznych, chemicznych i biologicznych w warunkach atmosferycznych lub środowiska
użytkowania kamienia.
Dopuszczalne wady należy określać posługując się normą BN-84/6747-13.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń:
1. Jakie są skały przydatne w kamieniarstwie?
2. Jakie znasz surowce kamieniarskie?
3. W jakim celu wydobywa się bloki surowe?
4. Jaka jest różnica między blokiem, płytą surową, formakiem?
5. Jakie wady naturalne może posiadać kamień bloczny?
4.1.3. Ćwiczenia
Ćwiczenie 1
Z grupy pięciu przedstawionych surowców kamieniarskich wybierz te, które mają
naturalne wady. Określ te wady i scharakteryzuj je.
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wpisać do notatnika wybrane surowce kamieniarskie i ich naturalne wady,
3) dokonać krótkiej charakterystyki wad,
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
7) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
grupa pięciu surowców kamieniarskich.
−
wzorce wad kamienia bocznego,
−
literatura zgodna z punktem 6 Poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 2
Z grupy przedstawionych surowców kamieniarskich wybierz trzy: z wapienia, piaskowca
i marmuru. Po czym poznałeś rodzaj skały? Uzasadnij wybór. Określ postać surowca
kamieniarskiego oraz zakwalifikuj do odpowiedniej odmiany po rozpoznaniu zmian na
powierzchni surowców. Uzupełnij tabelę.
Tabela do ćwiczenia 2
Lp.
Postać surowca
kamieniarskiego
Rodzaj skały
Występujące naturalne
wady kamienia
Odmiana
1
2
3
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wybrać odpowiednie surowce kamieniarskie i zaobserwować zmiany naturalne na ich
powierzchniach,
3) skorzystać z odpowiedniej normy i zadecydować o odmianie wybranych surowców,
4) uzupełnić tabelę,
5) sprawdzić poprawność wykonanego zadania,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia,
8) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
Polskie Normy,
−
wzorce wad kamienia blocznego,
−
przyrządy do mierzenia powierzchni,
−
przybory do pisania,
−
grupa surowców kamieniarskich,
−
tabela do ćwiczenia 2,
−
literatura zgodna z punktem 6 Poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zdefiniować blok?
2) zdefiniować kamień łamany?
3) zdefiniować formak?
4) zdefiniować płytę surową?
5) rozróżnić surowce kamieniarskie ze względu na kształt?
6) rozróżnić surowce kamieniarskie ze względu na rodzaj kamienia?
7) określić zastosowanie surowców kamieniarskich?
8) sklasyfikować bloki, formaki i płyty surowe zgodnie z PN-B-11200?
9) wskazać i rozpoznawać wady kamienia blocznego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Obróbka kamienia
4.2.1. Materiał nauczania
Podział obróbki kamienia
Obróbką kamienia nazywa się proces nadawania wydobytym blokom kamiennym
żądanych kształtów, wymiarów i faktury powierzchni za pomocą narzędzi, maszyn i środków
pomocniczych. Czynności mechaniczne polegające na rozdrobnieniu kamieni i segregacji
uzyskanego kruszywa na frakcje, wraz ze wzbogaceniem i uszlachetnieniem końcowego
wyrobu nazywa się przeróbką mechaniczną.
Rodzaje obróbki kamienia:
-
obróbka ręczna np. klinowanie, groszkowanie, dłutowanie, wykonywana przy pomocy
prostych, ręcznych narzędzi kamieniarskich,
-
obróbka mechaniczna np. piłowanie bloków na trakach, wiercenie otworów,
wykonywana przez maszynę lub urządzenie i człowieka sterującego pracą maszyny
lub urządzenia,
-
obróbka automatyczna – maszynowa, przy której zautomatyzowane są ruchy zespołów
obrabiarki oraz zasilanie w przedmioty obrabiane i ich mocowanie.
Metody obróbki powierzchni:
-
obróbka udarowa polega na dzieleniu, rozklinowywaniu, odbijaniu lub kruszeniu
materiału kamiennego przez bezpośrednie albo pośrednie uderzenia ręcznymi
i mechanicznymi narzędziami do obróbki kamienia,
-
obróbka ścierna polega na piłowaniu, przecinaniu, ścieraniu lub skrawaniu materiału
kamiennego przez bezpośrednie tarcie narzędziami lub luźnym albo związanym
materiałem ściernym wykonane ręcznie, mechanicznie lub automatycznie za pomocą
maszyn do obróbki kamienia,
-
obróbka cieplna – termiczna obróbka powierzchniowa kamienia za pomocą palników
termicznych.
Etapy obróbki:
-
obróbka wstępna (zgrubna), obejmuje czynności przygotowawcze, takie jak: dzielenie
bloków, odbijanie nadmiarów, wyrównywanie krawędzi,
-
wtórna obróbka powierzchni. Powinna być poprzedzona rozpoznaniem struktury
kamienia, układu warstw, naturalnych wad kamienia oraz ustaleniem właściwej
powierzchni licowej obrabianego elementu. Powierzchnia licowa będzie najczęściej
narażona na działanie czynników atmosferycznych.
Faktury powierzchni kamienia
W
wyniku
obróbki
udarowej,
ściernej i cieplnej powierzchnia uzyskuje
charakterystyczny dla danego rodzaju kamienia wygląd zewnętrzny (fakturę) zależny
od stopnia wyrównania i wykończenia powierzchni.
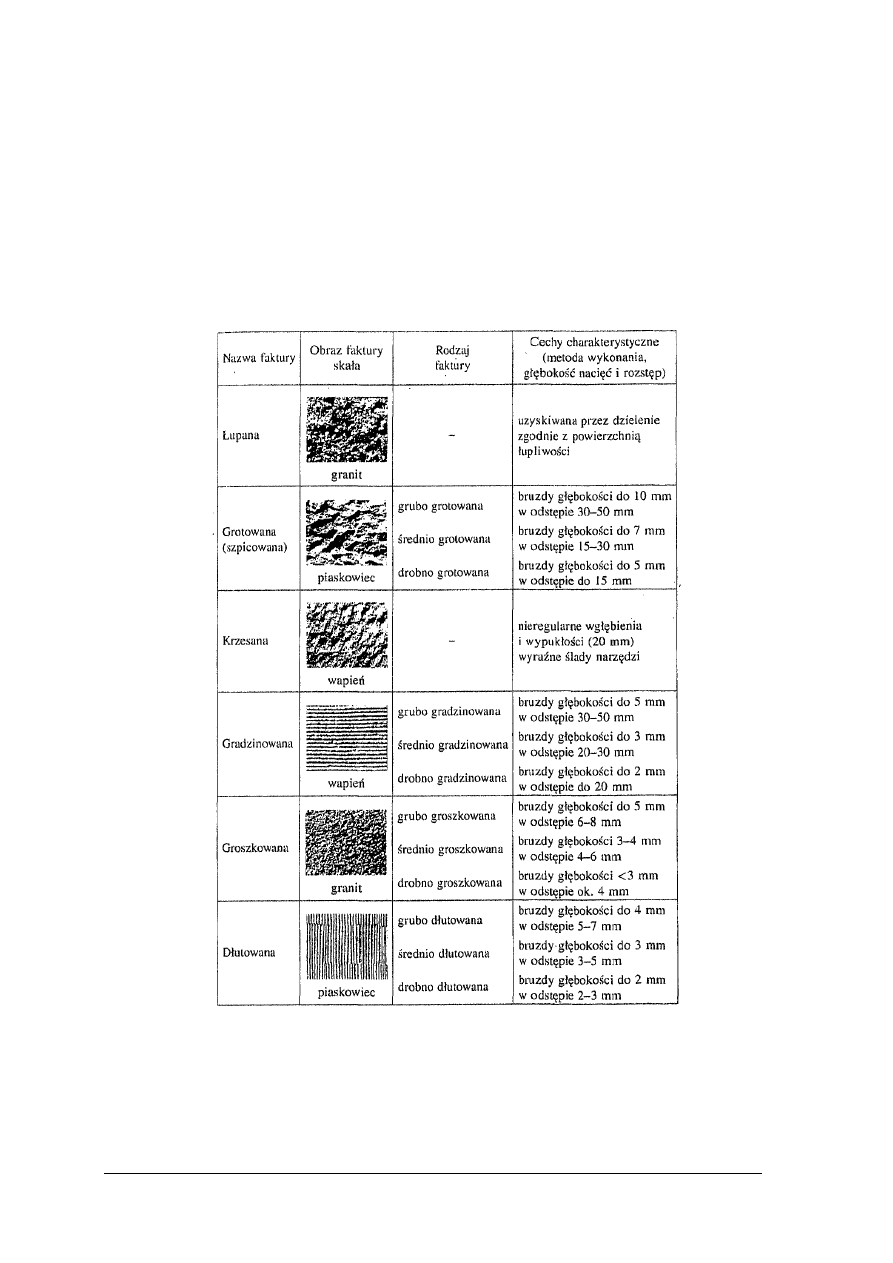
Faktury są następujące (tabela 7):
-
po obróbce udarowej: łupana, rwana, krzesana, płaskociosana, zębatociosana,
gradzinowana, grotowana, groszkowana, prążkowana, dłutowana, nacinana, nacinana
w deseń „bonia w ramce”,
-
po obróbce ściernej: piłowana, przecinana, szlifowana, piaskowana, półpolerowana,
polerowana,
-
po obróbce cieplnej: płomieniowa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Czynności podczas obróbki kamienia
Czynności obróbki mają nazwy ściśle związane z używanymi narzędziami następujące:
−
szczelinowanie - powierzchniowe nacięcie bruzdy (szczeliny) na płaszczyźnie bryły,
bloku lub płyty, wyznaczające kierunek łupania – klinowania lub szramowania,
−
łupanie - klinowanie to dzielenie brył i bloków kamienia wg ich płaszczyzn łupliwości
za pomocą klinów i młotków, wzdłuż linii podziału wyznaczonej przez szczelinowanie,
−
szramowanie – dzielenie płyt przez punktowe pionowe uderzenia grotem i pobijakiem lub
młotkami wzdłuż linii podziału wyznaczonej przez szczelinowanie,
Tabela 7. Wybrane faktury powierzchni [3, s. 107]
−
odbijanie – usuwanie nadmiaru kamienia wzdłuż krawędzi bloku, formaka lub płyty, przy
użyciu odbijaków dłutowych i pobijaków, lub odbijaków czyli młotków dwuręcznych,
−
rwanie – paserowanie to wyrównywanie powierzchni bloku lub formaka polegające na
odbiciu większych nierówności (wypukłości) przy użyciu odbijaków lub grotów oraz
pobijaków albo przy zastosowaniu urządzeń mechanicznych, np. młotków o napędzie
pneumatycznym lub elektrycznym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
krzesanie – wstępne wyrównywanie powierzchni kamieni przy użyciu kilofów,
oskardów, grotów lub ciosaków dla nadania bryłom kamieni żądanego kształtu i faktury
powierzchni,
−
szlakowanie – czynność polegająca na wyrównywaniu wyznaczonych krawędzi bloku lub
odpowiednich pasów na jego powierzchniach przy użyciu szerokich dłut i pobijaków,
−
ciosanie – wyrównywanie powierzchni miękkich kamieni dwuręcznymi, podłużnymi
ciosakami o ostrzu prostym łub zębatym,
−
grotowanie – szpicowanie to wyrównywanie powierzchni kamienia polegające na
zbijaniu nadmiaru kamienia przy użyciu grotów (szpicaków) i pobijaków,
−
gradzinowanie – wyrównywanie powierzchni średniotwardych kamieni, polegające na
zbijaniu nadmiaru kamienia dłutami o zębato wykształconym ostrzu czyli gradzinami
i przy użyciu pobijaków,
−
groszkowanie – wyrównywanie powierzchni kamieni twardych i średniotwardych,
polegające na zbijaniu nadmiaru i wypukłości kamienia groszkownikami,
−
prążkowanie inaczej karbowanie jest to wyrównywanie powierzchni kamieni twardych
(np. ze skał magmowych), polegające na zbijaniu nadmiaru i wypukłości kamienia przy
użyciu dłutowników: młotków karbowników,
−
dłutowanie - wyrównywanie powierzchni kamieni miękkich i średniotwardych przy
użyciu dłut szerokich i pobijaków,
−
nacinanie – czynność nadania poprzednio wyrównanym powierzchniom kamieni
miękkich ostatecznego wyglądu przez regularne kierunkowe nacięcia tych powierzchni
dłutem szerokim pobijanym pobijakiem,
−
profilowanie – czynności związane z wycięciem lub zacięciem na krawędziach lub
powierzchniach elementu dodatkowych powierzchni, różnego kształtu i w różny sposób
ze sobą powiązanych - wykonywane ręcznie lub mechaniczne,
−
piaskowanie – czynność polegająca na mechanicznym oczyszczaniu powierzchni
kamieni twardych lub średniotwardych wykonana przez natrysk strumienia piasku lub
żwirku kwarcowego o wielkości ziaren 0,2÷0,7 mm, pod ciśnieniem 3÷4 atmosfer,
−
płomieniowanie – czynności polegające na obróbce powierzchni płomieniem przy użyciu
palników termicznych,
−
piłowanie - dzielenie bloków na żądane wymiary, przeważnie na. płyty określonej
grubości za pomocą pił ręcznych lub przy użyciu traków kamieniarskich,
−
przecinanie – dzielenie lub obcinanie płyt za pomocą pił tarczowych – cyrkularek lub
dzielenie bloków kamiennych przy użyciu traka tarczowego,
−
szlifowanie – ręczne lub mechaniczne wyrównywanie (wygładzanie) powierzchni
materiałami i narzędziami ściernymi,
−
polerowanie – ręczne lub mechaniczne doprowadzenie poprzednio wyszlifowanej
powierzchni kamienia do pełnej gładkości i nadania jej poprzez tarcie materiałami
polerskimi naturalnego połysku.
Przykładowe faktury obrobionych powierzchni ukazuje tabela 7.
Obrabialność kamienia
Obrabialność kamienia to zdatność danego materiału kamiennego do obróbki w celu
uzyskania odpowiedniego kształtu i
faktury, przy pomocy
narzędzi ręcznych
i mechanicznych. Zależnie od własności skały poddaje się ją takiemu lub innemu sposobowi
obrabiania. Stąd też pewne skały łatwiej poddają się piłowaniu, szlifowaniu i polerowaniu niż
łupaniu, groszkowaniu itd., a inne odwrotnie.
Skały proste, tj. złożone. z jednego minerału, np. marmur, kwarcyt itp. dają się tym
łatwiej obrabiać, im mniej twardy jest tworzący je minerał.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Skały złożone z kilku minerałów, np. granit składający się z kwarcu, skalenia i miki
oraz piaskowiec złożony z krzemionki i spoiwa wapiennego, obrabiają się tym trudniej,
im większy, mają stosunek minerałów twardszych do bardziej miękkich, a tym łatwiej,
im stosunek ten jest mniejszy. Na przykład im granit ma więcej kwarcu, a piaskowiec
krzemionki, tym trudniejsza jest ich obróbka. Gdy natomiast granit zawiera więcej skalenia
i miki, a piaskowiec spoiwa wapiennego, to obrabialność ich jest łatwiejsza.
Trudniej i wolniej obrabia się skały gruboziarniste od średnio- i drobnoziarnistych,
ponieważ wymagana jest wtedy większa ostrożność przy odłupywaniu części grubych ziaren,
a to w celu uniknięcia dołków w razie wykruszania całych ziaren.
Skała o równomiernym rozmieszczeniu ziaren pozwala się obrabiać łatwiej i szybciej, niż
gdy one są w niej grupowo rozłożone, zwłaszcza nierówno. Ze skał tego typu trudne,
a czasem nawet niemożliwe jest wykonanie cienkiego i ostrego profilu elementów
budowlanych.
Skały średnio zwięzłe i mniej niż średnio zwięzłe, np. piaskowce o bardzo wyraźnym
uwarstwieniu, nie nadają się do obróbki groszkowanej, gdyż powoduje ona przerywanie
warstw, a później ich łuszczenie się. Powierzchnie takiej obróbki mają nieładny wygląd.
Skały porowate obrabia się łatwiej i szybciej od nieporowatych, nie nadają się one jednak
do polerowania, a przy większych porach także i do szlifowania.
Piłowanie i szlifowanie skał jest tym łatwiejsze, im większa jest ich ściera1ność.
Skały poleruje się tym lepiej, im bardziej są zwięzłe i im minerały w nich zawarte mają
równomierniejszą podatność do polerowania. Występowanie w skale minerałów lub ich
obcych wtrąceń nie polerujących się daje powierzchnię polerowaną z matowymi punktami.
W przypadku braku jednolitej zwięzłości w skale, poszczególne miejsca nie przyjmują
polerowania i otrzymuje się wtedy powierzchnie z plamkami.
Przeróbka i obróbka mechaniczna kamienia łamanego
Materiały kamienne mają zastosowanie w przemyśle budowlanym, hutniczym,
cementowo-wapienniczym, energetycznym, chemicznym itd. Z tego względu zakłady
przeróbki kamienia mogą być różnie wyposażone w maszyny i urządzenia do rozdrabniania,
przesiewania (sortowania), oczyszczania, uszlachetniania i transportu wewnętrznego.
Przeróbka kruszyw polega przede wszystkim na:
-
rozdrabnianiu jedno- i wielostopniowym, w celu otrzymania ziarn nie przekraczających
wielkości (wymiarów) określonych warunkami odbioru,
-
przesiewaniu, aby rozdzielić kruszywa na poszczególne frakcje lub grupy frakcji,
-
płukaniu w płuczkach w celu odprowadzenia z kruszywa gliny, iłów itp.
W celu podwyższenia jakości produkowanego kruszywa mogą być przeprowadzone
dodatkowe operacje takie jak:
-
klasyfikacja hydrauliczna kruszyw drobnych 0÷2 mm na frakcje 0,1÷0,5; 0,5÷1,0;
1,0÷2,0,
-
odwadnianie w celu oddzielenia piasku od części ilastych i wody,
-
uszlachetnianie kruszyw grubych w celu wydzielenia ziaren o zbyt niskiej wytrzymałości,
nieodpowiedniego kształtu, porowatych itp.,
Rozdrabnianie dzieli się na:
-
kruszenie wstępne odbywa się w pobliżu kamieniołomu i ma na celu zmniejszenie
okruchów skalnych do wymiarów 250÷300 mm,
-
kruszenie grube zwane także kruszeniem I stopnia odbywa się w zakładzie przeróbczym
i ma na celu uzyskanie produktu kruszenia nie przekraczającego 120÷150 mm,
-
kruszenie średnie II stopnia zapewnia produkt o maksymalnym uziarnieniu 50÷60 mm,
-
kruszenie drobne III stopnia zapewnia produkt o maksymalnym uziarnieniu do 32 mm.
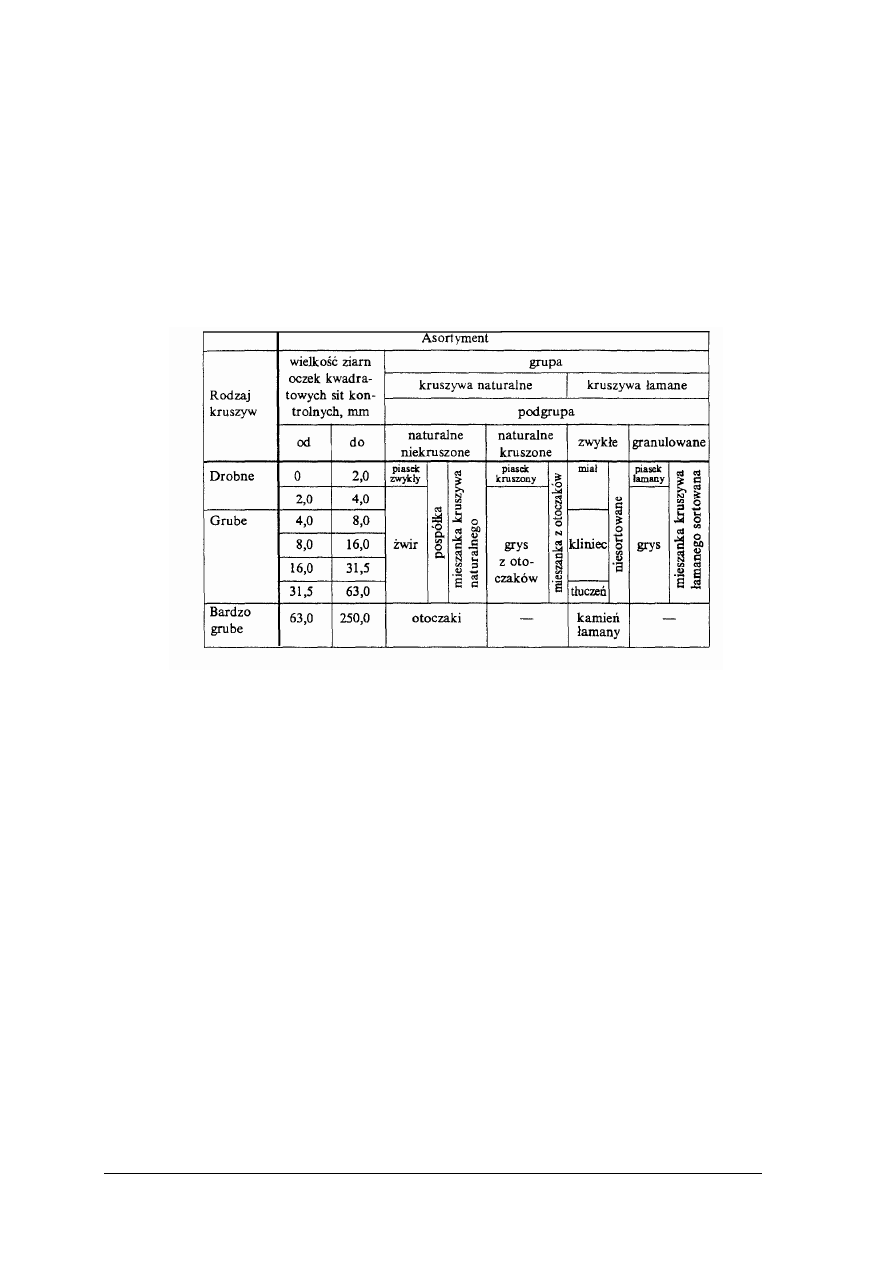
Kruszywa łamane (tabela 8) dzieli się na:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
-
łamane zwykłe, uzyskiwane z jednokrotnego kruszenia skał,
-
łamane granulowane, otrzymywane przez dwu- lub trzykrotne kruszenie.
Rozdrabnianie pierwszego stopnia wykonuje się kruszarkami szczękowymi jedno
lub dwurozporowymi w zależności od twardości kamienia. Kruszarki szczękowe jedno-
rozporowe z prostym ruchem szczęki stosowane są do rozdrabniania bardzo twardych
kamieni. Kruszenie drugiego i trzeciego stopnia wykonuje się kruszarkami stożkowymi
oraz kruszarkami udarowymi i młotkowymi. Kruszarki przystosowane do przeróbki skał
twardych lub bardzo twardych na grysy (kruszywo granulowane) noszą nazwę granulatorów.
Tabela 8. Podział kruszyw [3, s. 107]
Kruszarki udarowe służą głównie do produkcji drobnych frakcji o najlepszej kubiczności
ziarna końcowego (nawet poniżej 10% w całym przedziale frakcji) oraz zminimalizowanej
zawartości ziaren słabych i zwietrzałych.
Kruszarki szczękowe, odpowiednio dobrane, też
umożliwiają uzyskanie wymaganego kształtu kubicznego, lecz tylko w wąskim przedziale
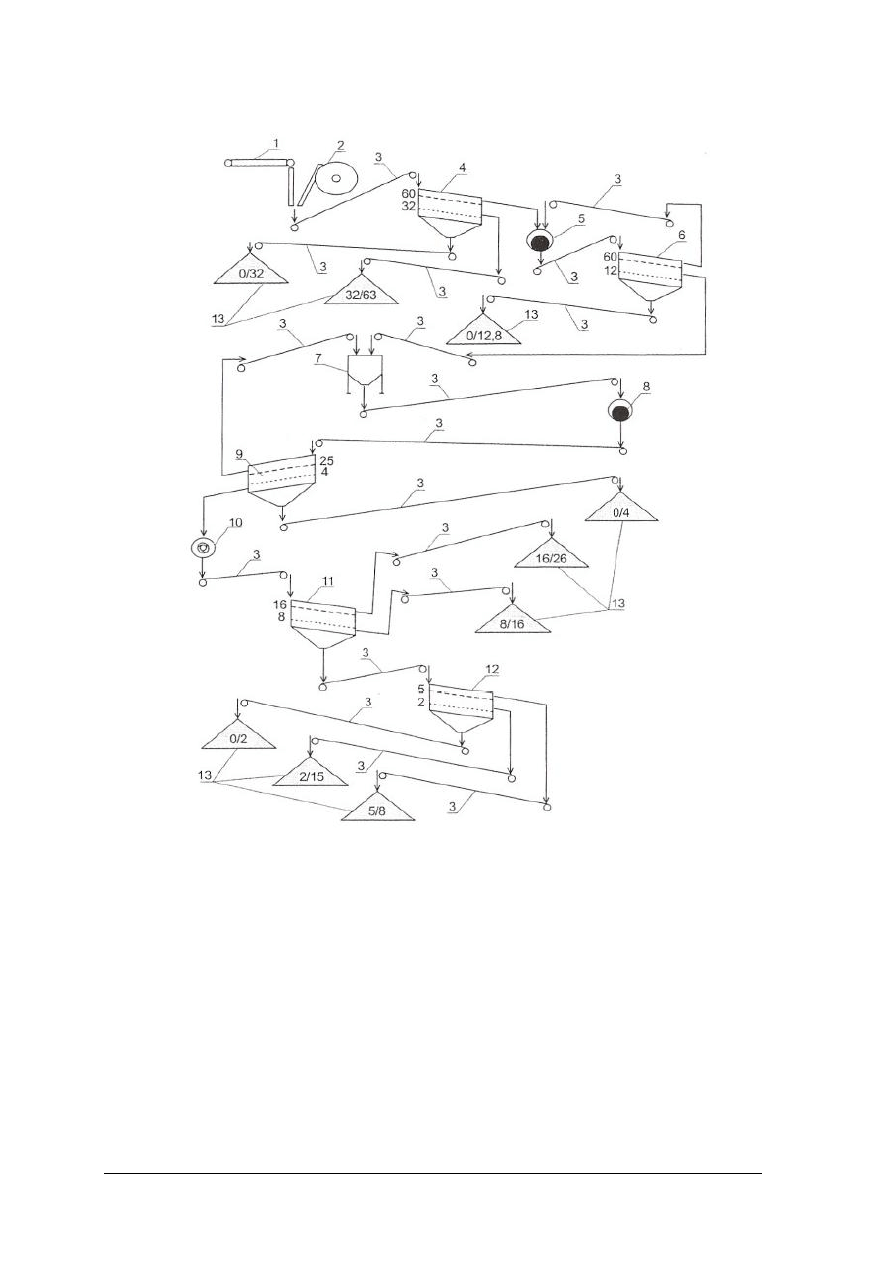
uziarnienia. Nowoczesny zakład przeróbczy kruszywa wyposażony jest w maszyny
umożliwiające 3- lub 4-stopniowy system kruszenia, urządzenia podające i pomocnicze (rys. 7).
Do przerobu kruszywa, znajdują coraz szersze zastosowanie przewoźne urządzenia do
produkcji kruszyw, oprócz tradycyjnych stacjonarnych urządzeń. Są to zestawy maszyn oraz
węzły do produkcji kruszyw, najczęściej na podwoziu kołowym lub samobieżne na podwoziu
gąsienicowym.
Prosty węzeł do produkcji kruszyw składa się z:
-
kruszarki,
-
przesiewnika jednopokładowego,
-
zasypnika z podajnikiem,
-
przenośnika roboczego.
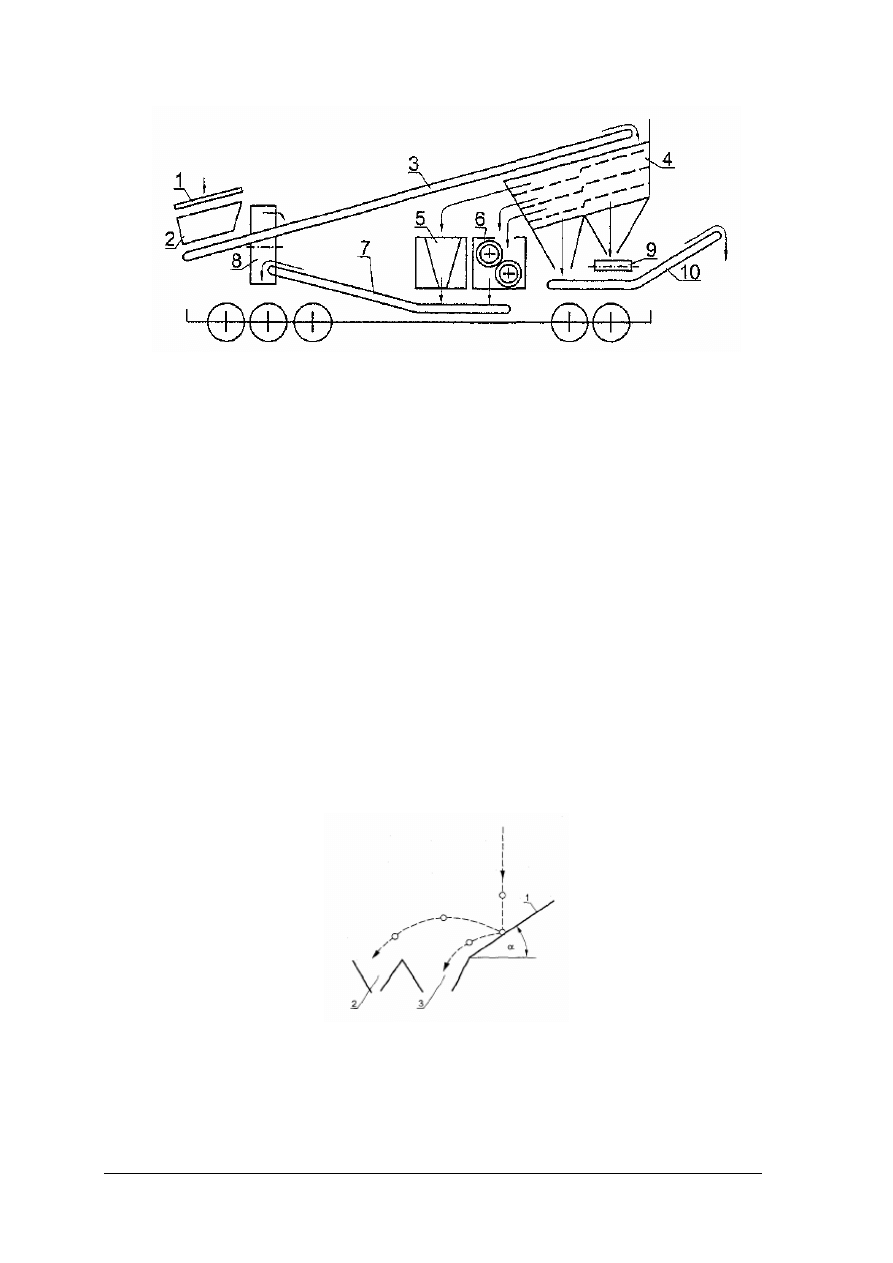
Dwustopniowy węzeł kruszenia (rys. 8) składa się z:
-
dwóch kruszarek,
-
trzypokładowego przesiewnika,
-
zestawu przenośników.
Przewoźne węzły mogą być wyposażone w urządzenia do zraszania wodą, co ułatwia
proces przesiewania i umożliwia uzyskanie produktu finalnego – kruszywa płukanego,
znajdującego coraz szersze zastosowanie w budownictwie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 7. Schemat technologiczny zmodernizowanego zakładu przeróbki kruszywa bazaltowego: 1 – podawacz
płytowy, 2 – kruszarka szczękowa (I stopień kruszenia), 3 – przenośnik taśmowy, 4 – przesiewacz
z sitami 60 i 32 mm, 5 – kruszarka stożkowa (II stopień kruszenia), 6 – przesiewacz z sitami 60 i 12
mm, 7 – silos o pojemności 50 m , 8 – granulator (III stopień kruszenia), 9 – przesiewacz z sitami
25 i 4 mm, 10 – kruszarka udarowa (IV stopień kruszenia), 11 – przesiewacz z sitami 16 i 8 mm, 12 –
przesiewacz z sitami 5 i 2 mm, 13 – pryzmy kruszywa o frakcji podanej w mm [3, s. 134]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 8. Dwustopniowy przewoźny węzeł kruszenia: 1 – zasypnik nadawy, 2 – podajnik nadawy, 3 – przenośnik, 4 –
trójpokładowy przesiewnik wibracyjny, 5 – kruszarka szczękowa, 6 – kruszarka walcowa, 7 – przenośnik
zwrotny, 8 – podajnik obrotowy, 9 i 10 – przenośniki produktów gotowych [3, s. 135]
Uszlachetnianie kruszyw
Uszlachetnianie ma na celu uzyskanie lepszej jakości kruszywa:
-
przez odrzucenie ziaren niekształtnych i o małej wytrzymałości,
-
przez zmniejszenie nasiąkliwości i porowatości ziaren.
Do najważniejszych sposobów uszlachetniania kruszywa zalicza się:
-
technologie cieczy ciężkich,
-
metody wykorzystujące różnice współczynników tarcia i sprężystości ziaren słabych
i mocnych.
Uszlachetnianie w cieczach ciężkich polega na nasyceniu kruszywa wodną zawiesiną
zmielonego ferrokrzemu lub magnetytu. W wyniku tego zabiegu nasiąkliwość ziaren
zmniejsza się istotnie, zwiększa się dzięki temu np. mrozoodporność kruszywa.
Uszlachetnianie kruszyw za pomocą klasyfikatora płytowego polega na wykorzystaniu
różnic we współczynnikach sprężystości i tarcia ziaren słabych i mocnych. Schemat działania
klasyfikatora płytowego pokazano na rys. 9, na którym można zauważyć, że ziarna twarde
(o większym współczynniku sprężystości) odbijają się dalej od płyty niż ziarna miękkie
(o mniejszym współczynniku sprężystości) i dzięki temu możliwa jest segregacja kruszywa
do dwóch zbiorników.
Rys. 9. Schemat działania klasyfikatora płytowego: 1 – płyta, 2 – zbiornik kruszywa mocnego, 3 – zbiornik
kruszywa słabego [3, s. 136]
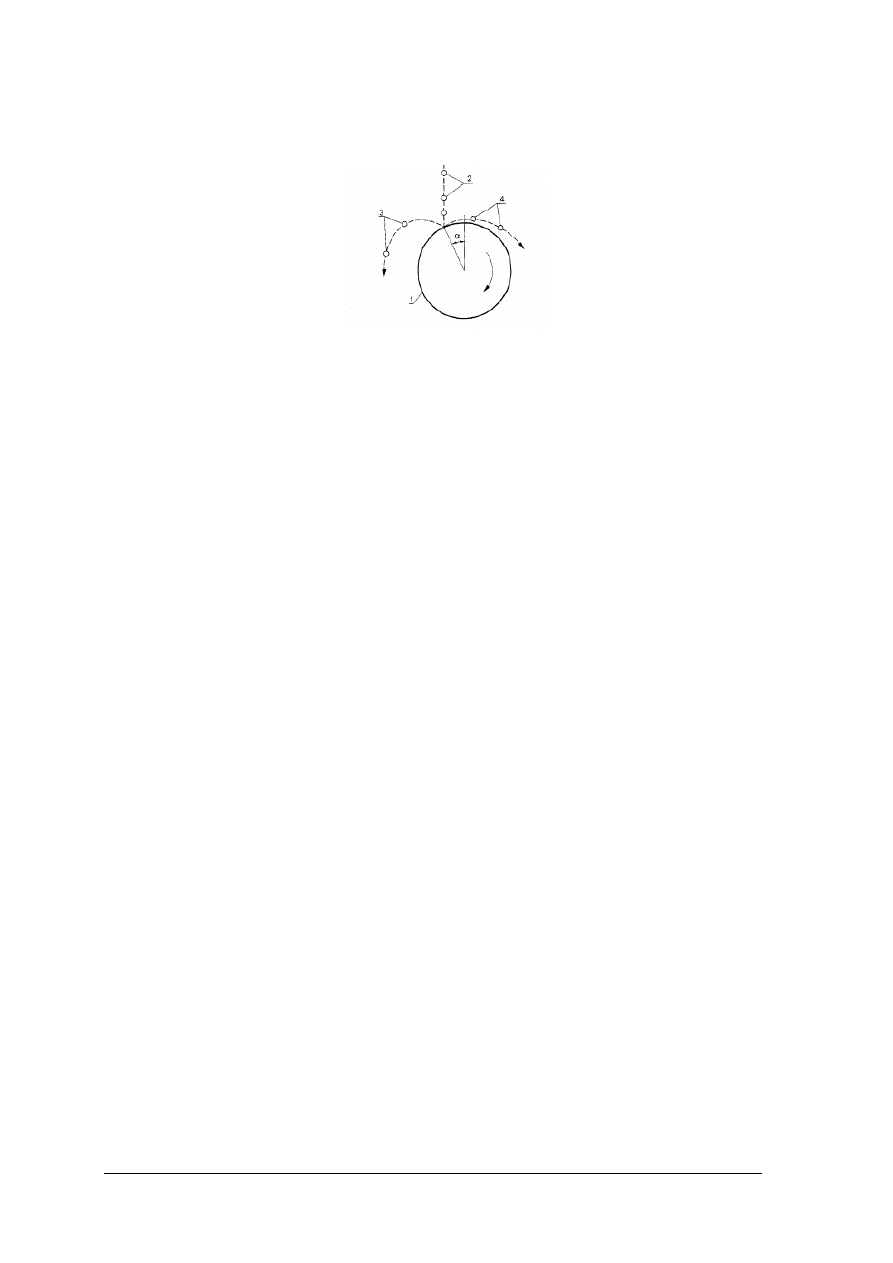
Uszlachetnianie kruszyw za pomocą klasyfikatora bębnowego polega na wykorzystaniu
właściwości sprężystych oraz różnic współczynników tarcia poszczególnych ziaren kruszywa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Na rysunku 10 widać , że ziarna twarde odbijają się w stronę przeciwną do kierunku obrotów
bębna, natomiast miękkie zgodnie z kierunkiem obrotu.
Rys. 10. Schemat działania klasyfikatora bębnowego: 1 – bęben, 2 – strumień podawanego kruszywa, 3 – ziarna
mocne, 4 – ziarna słabe [3, s. 137]
Stosowane układy technologiczne
W procesie produkcji kruszyw podstawowe znaczenie ma prawidłowy dobór maszyn
i urządzeń. Do tego celu niezbędna jest znajomość charakterystyki pracy przewidywanych do
zastosowania maszyn, a w szczególności kruszarek i przesiewników.
Dobór maszyn zależy od:
-
właściwości przerabianej skały,
-
uziarnienia nadawy,
-
wielkości szczelin wylotowych kruszarek,
-
otworów sit,
-
wpływu zmiany wielkości szczeliny kruszarki na uziarnienie nadawy,
-
wpływu warunków atmosferycznych na wydajność i przepustowość poszczególnych
maszyn,
-
zmienności jakości złoża.
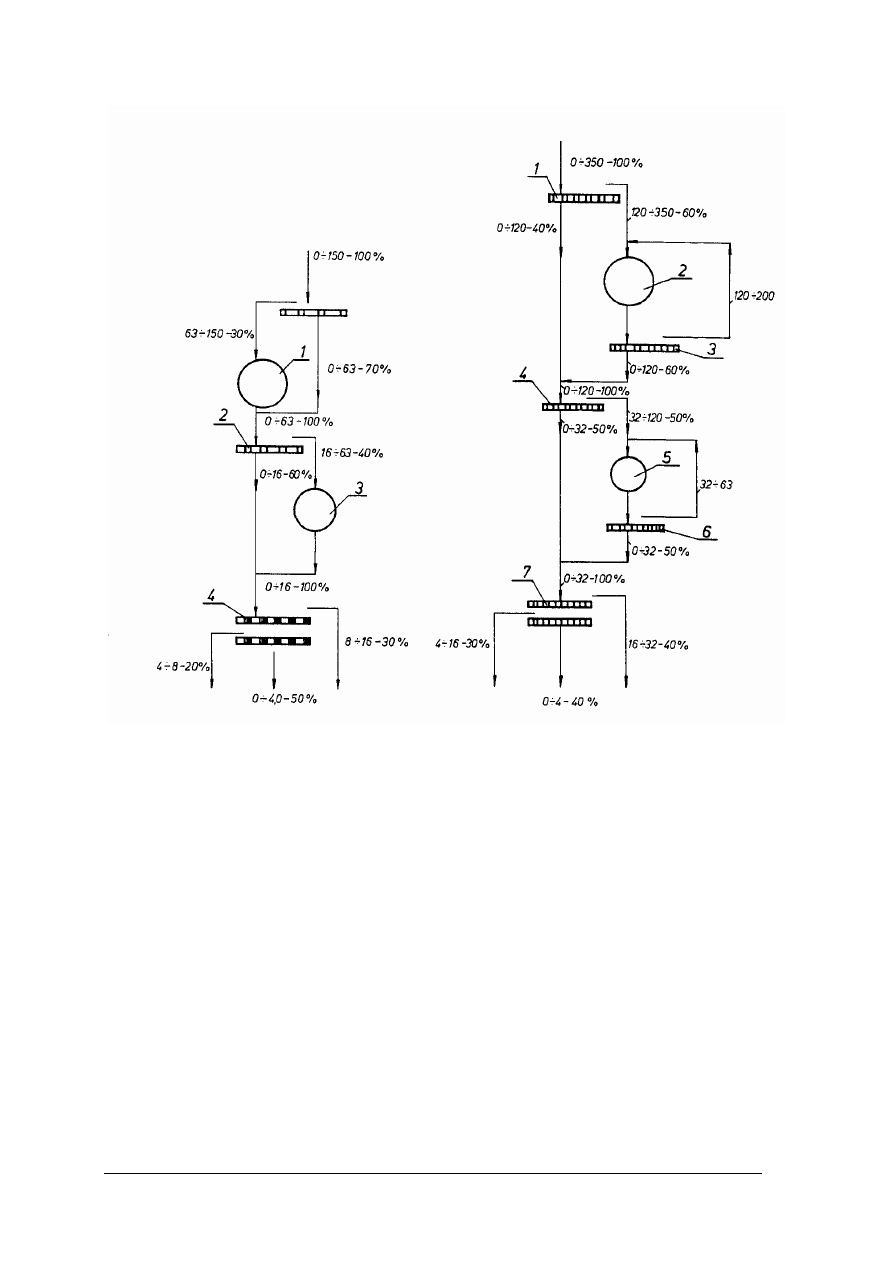
Przewidywany układ technologiczny zależy od rodzaju złoża i jego uziarnienia.
Do przeróbki kruszyw często stosuje się tzw. otwarty układ technologiczny przeważnie
wtedy, gdy jest niewielka ilość frakcji grubych (powyżej 32 mm).
Polega on na tym, że materiał przechodzi przez poszczególne maszyny i urządzenia bez
zawracania jego części do ponownej przeróbki w tej samej maszynie. Na rysunku 11
przedstawiono otwarty układ technologiczny przeróbki kruszywa. Określenie ilości materiału
podawanego do poszczególnych maszyn nie sprawia tu trudności, gdyż znając uziarnienie
i ilość nadawy można określić ilość materiału podawanego, np. do kruszarki stożkowej.
W produkcji kruszyw z surowców zawierających znaczne ilości grubych okruchów
skalnych stosuje się tzw. zamknięte układy technologiczne. Stosując zamknięty układ
technologiczny (rys. 12) napotykamy na trudności związane z określeniem ilości materiału
podawanego do kruszarek 2 i 5 oraz na przesiewniki 3, 4 i 6. W początkowej fazie z sita
1 do kruszarki 2 dostaje się 60% dostarczonego do zakładu materiału, jednak nie wszystko
ulega rozdrobnieniu do uziarnienia poniżej 120 mm. Część, np. ok. 40% – o uziarnieniu
120÷200 mm wraca do kruszarki.
Ustalenie ilości nadziarna krążącego w obiegu zamkniętym jest bardzo kłopotliwe, gdyż
wymaga długotrwałych badań w warunkach przemysłowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Rys. 11. Otwarty układ technologiczny Rys. 12. Zamknięty układ technologiczny
przeróbki [7, s. 121] przeróbki [7, s. 121]
1, 3 – kruszarki; 2, 4 – przesiewniki 2,5 – kruszarki; 1, 3, 4, 6, 7 – przesiewniki
Na rysunkach 11 i 12 podane schematy technologiczne są schematami jakościowymi
układów.
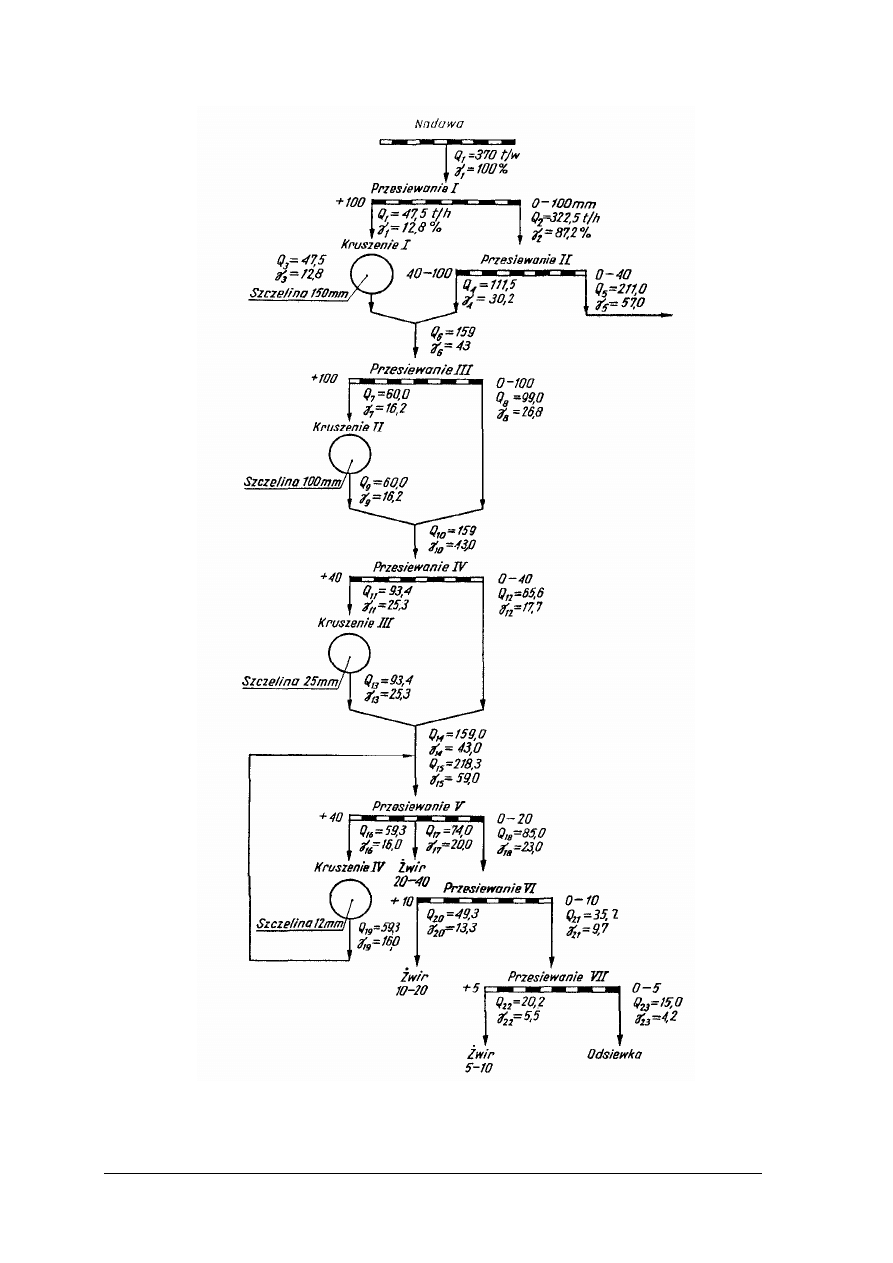
Przykładowy schemat ilościowo – jakościowy przedstawiony na rysunku 13 podaje:
-
nadawę Q – w t/h,
-
ilość wychodzących frakcji γ – w %.
Produkcja grysów frakcji: 5÷10, 10÷20, 20÷40 mm polega na rozdrobnieniu materiałów
o frakcjach powyżej 40 mm w ilości 43%. w kruszarkach szczękowych (I i II kruszenie) oraz
w kruszarkach stożkowych (III i IV kruszenie). Ze schematu można odczytać ilości materiału
podawanego do kruszarek i na przesiewniki. Znając parametry techniczne tych urządzeń
można kontrolować ich faktyczne wykorzystanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 13. Schemat produkcji grysów [7, s. 163]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Od jakich cech zależy obrabialność kamienia?
2. Jakie stosuje się rodzaje i metody obróbki kamienia?
3. Czym jest faktura kamienia i od czego zależy jej rodzaj?
4. Jakie są podstawowe czynności ręcznej obróbki kamienia?
5. Jakie są układy technologiczne przeróbki mechanicznej kamienia?
6. Jakie są asortymenty kruszywa łamanego?
7. Dlaczego uszlachetniania się kruszywa?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wybierz z przedstawionych eksponatów kamiennych te, które mają fakturę: krzesaną,
gradzinowaną, groszkowaną. Podaj rodzaj skały tych eksponatów i narzędzia stosowane
w celu otrzymania odpowiedniej faktury. Uzasadnij wybór faktury. Uzupełnij poniższą tabelę.
Lp.
Wybrana
faktura
Rodzaj
skały
Potrzebne
narzędzia
Uzasadnienie wybranej faktury
1
krzesana
2
gradzinowana
3
groszkowana
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) obejrzeć eksponaty,
3) określić rodzaj skały eksponatów,
4) wybrać wzorniki faktur dla wybranych rodzajów skał,
5) wybrać przyrządy pomiarowe do pomiaru nacięć,
6) porównać wzorniki faktur z powierzchnią eksponatów,
7) wykonać odpowiednie pomiary na powierzchni eksponatów,
8) określić rzeczywiste faktury eksponatów,
9) uzupełnić tabelę,
10) sprawdzić poprawność wykonanego zadania,
11) zaprezentować wykonane ćwiczenie,
12) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
eksponaty kamieni o różnych fakturach
−
przyrządy pomiarowe: suwmiarka i głębokościomierz,
−
wzorniki faktur,
−
tabela do ćwiczenia,
−
literatura zgodna z punktem 6 Poradnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 2
Wzbogacanie kruszyw jest procesem kosztownym: wymaga dodatkowych maszyn
i urządzeń, a mimo to prowadzi się uszlachetnienie kruszyw w zakładach przeróbczych. Jakie
sposoby wzbogacania kruszyw poznałeś i dlaczego się je wprowadza? Odpowiedzi zanotuj
w tabeli.
Tabela do ćwiczenia 2
Lp.
Sposoby wzbogacania
kruszyw
Cel wzbogacania kruszywa
1
2
3
4
5
Aby wykonać ćwiczenie, powinieneś:
1) przypomnieć sobie wiadomości z jednostki modułowej 711[03].Z1.03 „Użytkowanie
maszyn i urządzeń do obróbki kamienia”
2) uzupełnić tabelę,
3) sprawdzić poprawność wykonanego zadania,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia,
6) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
-
tabela do ćwiczenia 2,
-
notatnik i przyrządy do pisania,
-
literatura zgodna z punktem 7 Poradnika.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować obrabialność kamienia?
2) sklasyfikować obróbkę kamienia?
3) wyjaśnić, od czego zależy faktura powierzchni elementu kamiennego?
4) rozróżnić podstawowe czynności przy obróbce kamienia?
5) wyjaśnić, na czym polega przeróbka kamieni łamanych ?
6) scharakteryzować przewoźne węzły kruszenia i objaśnić ich zastosowanie?
7) wyjaśnić, od czego zależy dobór maszyn i urządzeń do procesu
mechanicznej przeróbki kamienia łamanego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Narzędzia i przyrządy kamieniarskie
4.3.1. Materiał nauczania
Narzędzia kamieniarskie i ich zastosowanie
Narzędzia kamieniarskie do ręcznej obróbki kamienia są znormalizowane. Do obróbki
kamienia używa się narzędzi takich jak:
1. Szczeliniak czyli dłuto o płaskim, sfazowanym, tępym ostrzu służące do nacinana i bruzd
(szczelin) na płaszczyźnie bryły kamienia w celu wyznaczenia kierunku łupania
w skałach twardych. Szczeliniakiem nacina się rysę przez podtrzymywanie go lewą ręką
i prostopadłe opieranie jego ostrza na powierzchni szczelinowatej skały oraz przez
pobijanie jego tępego końca młotkiem. Bruzdę nacina się prowadząc narzędzie od środka
zarysowanej linii do krawędzi bloku, płyty, lub formaka.
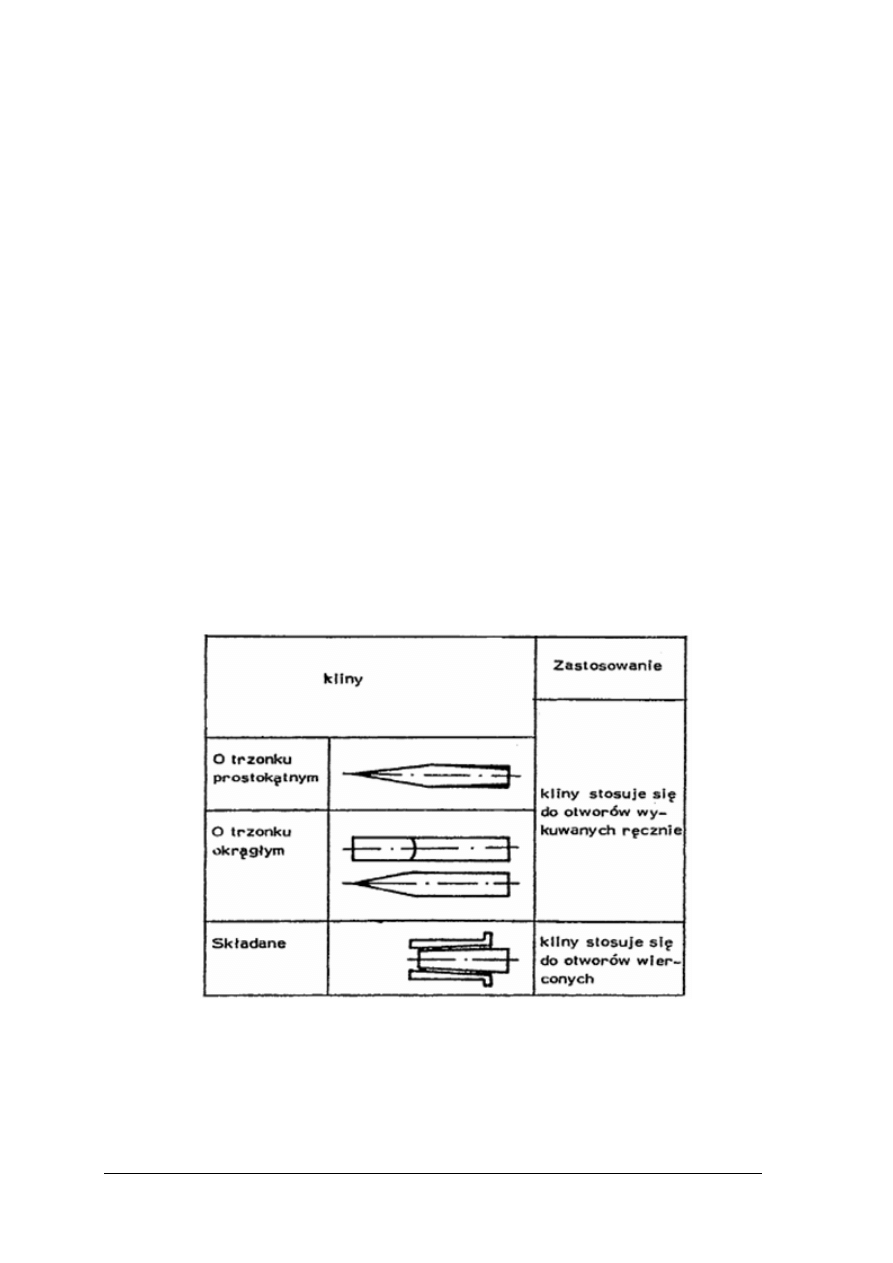
2. Kliny (tabela 9) do łupania bloków skalnych wzdłuż płaszczyzn najmniejszej spoistości.
Kliny umieszcza się w wykonanych dla nich gniazdach (otworach) wykuwanych ręcznie
lub wierconych. Pobijany młotkiem klin przesuwa się stopniowo w głąb gniazda, rozpiera
jego ścianki i niszczy spoistość bloku. Kliny są zwykłe i składane. Kliny składane
używane są w skałach trudno łupliwych. Umieszcza się je w otworach wierconych. Kliny
składane równomierniej rozkładają siłę uderzenia młota na ścianki otworu i tym samym
mocniej rozszczepiają masę skalną. Elementami takich klinów są dwie podkładki stalowe
w kształcie pierścienia przeciętego wzdłuż wysokości i pogrubionego w dolnym końcu
oraz stalowego klina o małej stożkowej zbieżności, umieszczonego między nimi.
Tabela 9. Rodzaje klinów [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
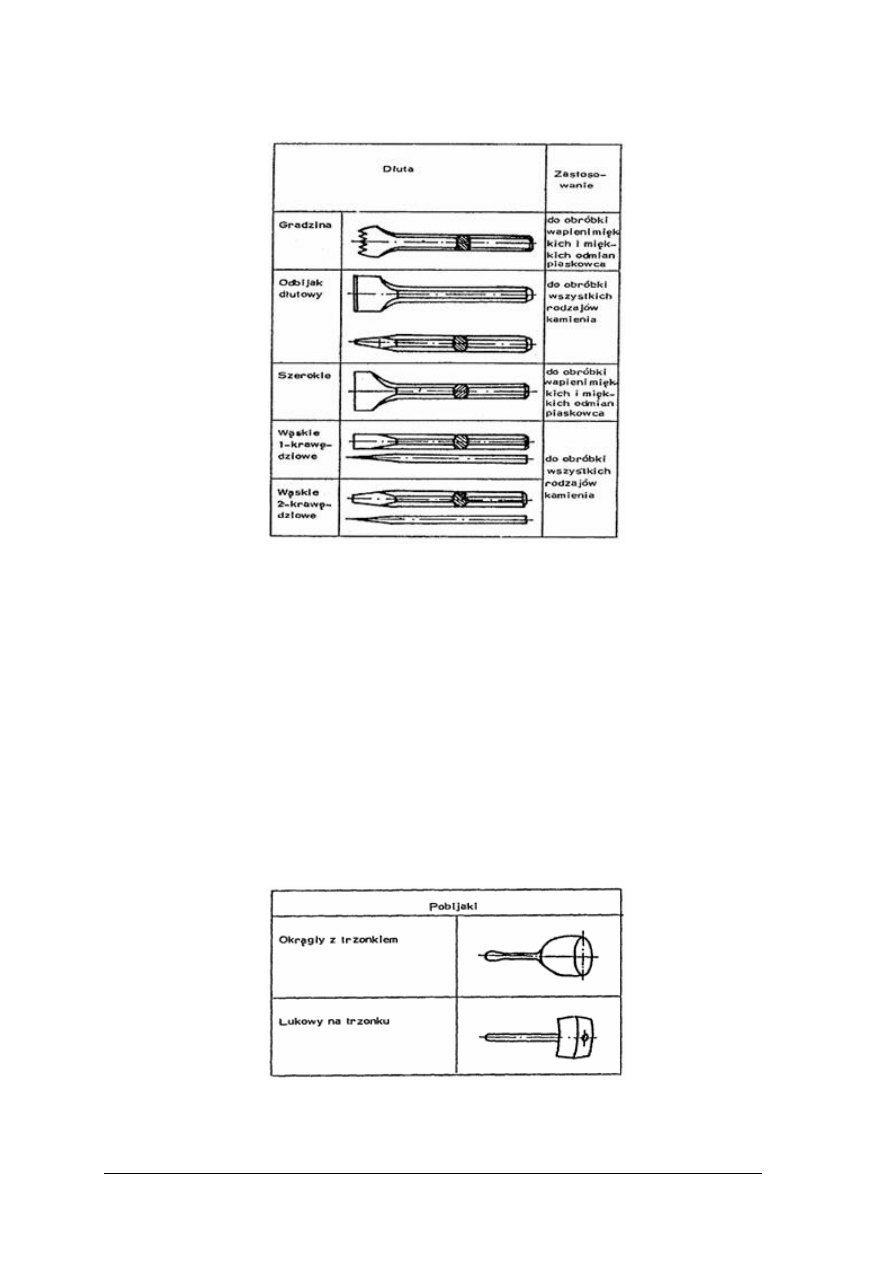
Tabela 10. Dłuta [11]
3. Dłuta (tabela 10) służącą do dłutowania, odbijania i nacinania kamienia. Na przykład
odbijak dłutowy służy do obrabiania krawędzi i odbijania mniejszych nadmiarów bloków
oraz mniejszych nierówności uwypuklonych na ich powierzchniach. Podczas obróbki
trzyma się go w lewej ręce. Ustawia się jego ostrze na najrówniejszej powierzchni
wzdłuż zarysowanej linii, tak, aby na całej długości swojej powierzchni dotykało
kamienia i pobija się jego tępy koniec młotkiem trzymanym w prawej ręce. Odłupywanie
nadmiaru rozpoczyna się od środka i prowadzi się je coraz ostrożniej do naroży
obrabianego elementu, aby nie uszkodzić kamienia. Dłuto szerokie służy np. do obróbki
dłutowanej płyt chodnikowych. Trzyma się dłuto lewą ręką, a uderza pobijakiem
(drewnianym) trzymanym w prawej ręce. Przy dłutowaniu górnych krawędzi
krawężników można użyć np. dłuta wąskiego pobijanego młotkiem.
4. Pobijaki drewniane (tabela 11), które służą do pobijania dłut i grotów podczas obróbki
skał miękkich.
Tabela 11. Pobijaki [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
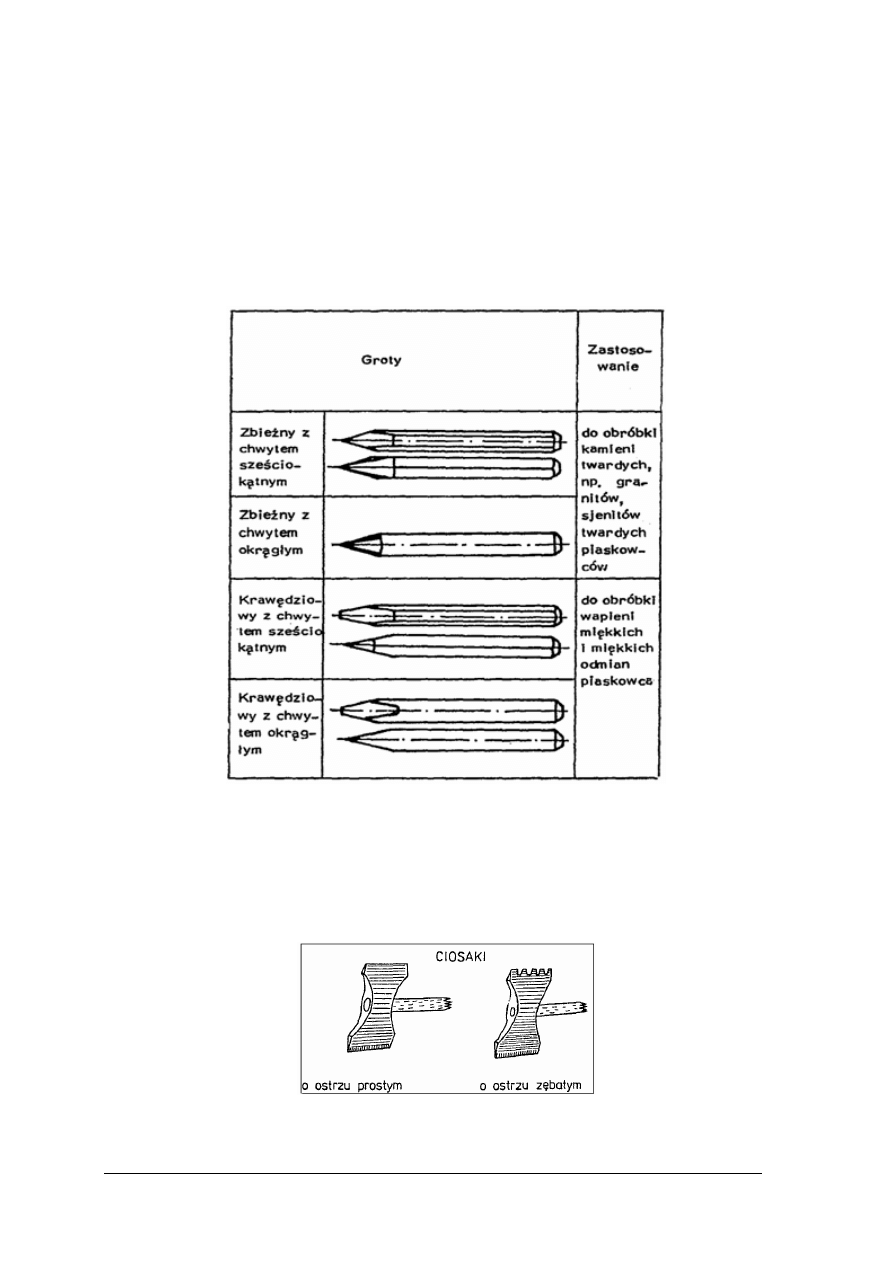
5. Groty (tabela 12) zwane też szpicakami służą do zbijania nadmiaru kamienia na
powierzchniach obrabianych, drążenia otworów klinowych itp.. Przy obróbce bloku lub
kostki przystawia się ostrze grota trzymanego lewą ręką do powierzchni elementu
obrabianego i pobija się go młotkiem lub pobijakiem. Po każdym pobiciu cofa się grot
o 10÷15 mm, aby sprawdzić czy właściwa jest siła uderzenia i dobry kąt nachylenia
grota. Prawidłowe grotowanie daje wynik w postaci prostych, przerywanych
i wydłużonych zarysów nacięć.
Tabela 12. Rodzaje i zastosowanie grotów [11]
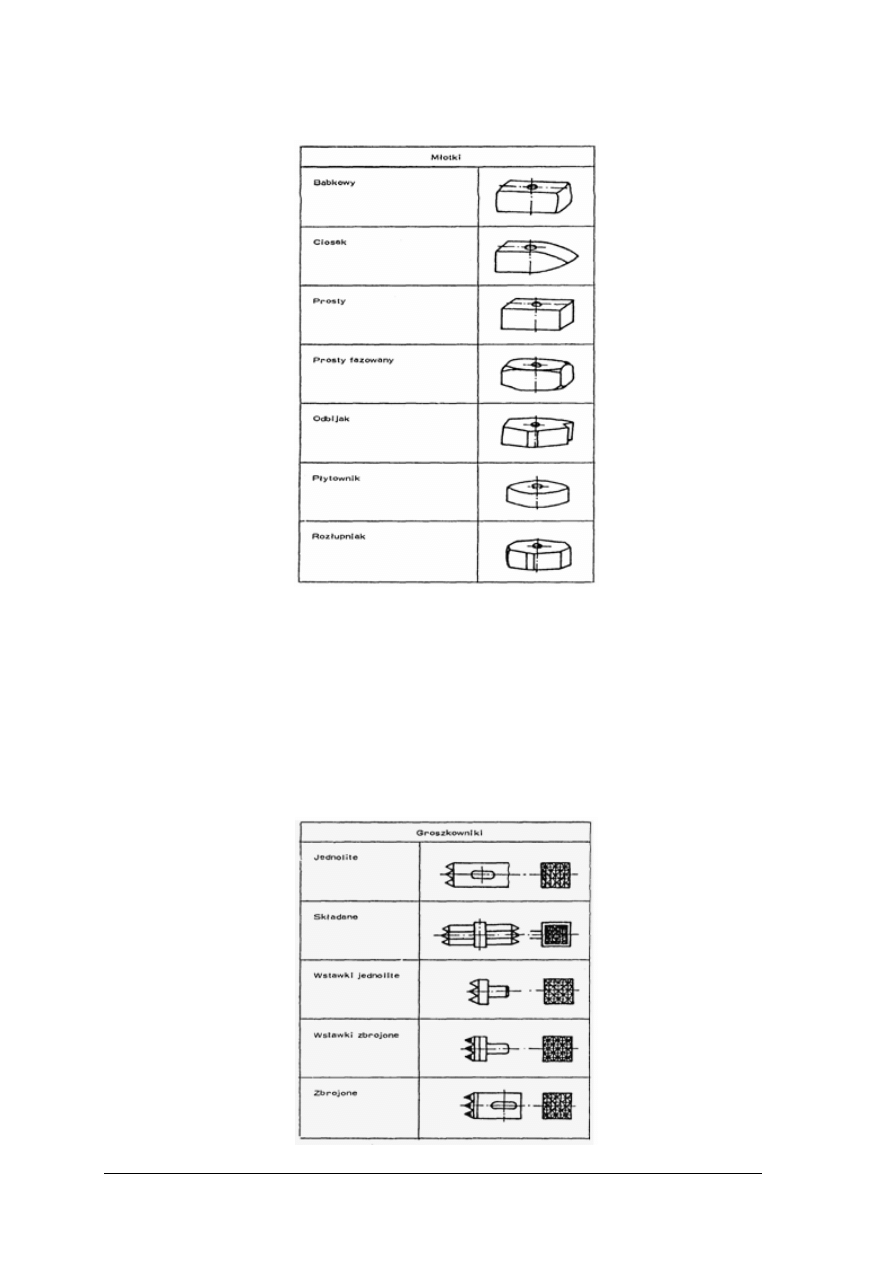
6. Młotki metalowe (tabela 13, 14), które służą jako pośrednie narzędzia kamieniarskie,
np. przy klinowaniu, do pobijania klinów lub bezpośrednie narzędzia obróbki takie jak
ciosaki , płytowniki. Ciosaki mogą mieć ostrza proste i zębate. Stosuje się je do obróbki
wapieni miękkich oraz miękkich i średniotwardych piaskowców.
Tabela 13. Ciosaki [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Tabela 14. Odmiany młotków metalowych i ciosaków [11]
7. Groszkowniki (tabela 15) używane do bezpośredniej obróbki kamienia skał twardych np.
magmowych, jak granit, sjenit, andezyt, bazalt oraz twardych i średniotwardych
piaskowców w celu nadania powierzchniom obrabianym faktury groszkowanej.
Powierzchnie obuchów tych narzędzi są nacięte szeregiem czworobocznych zaostrzonych
piramidek, które bezpośrednio wyrównują powierzchnię obrabianego elementu.
Piramidki mogą mieć różne wielkości. Groszkowniki o większym ciężarze są trzymane
dwoma rękami równocześnie. Groszkowniki składane mają wymienne wstawki
z ostrzami bardzo twardymi.
Tabela15. Odmiany groszkowników [11]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
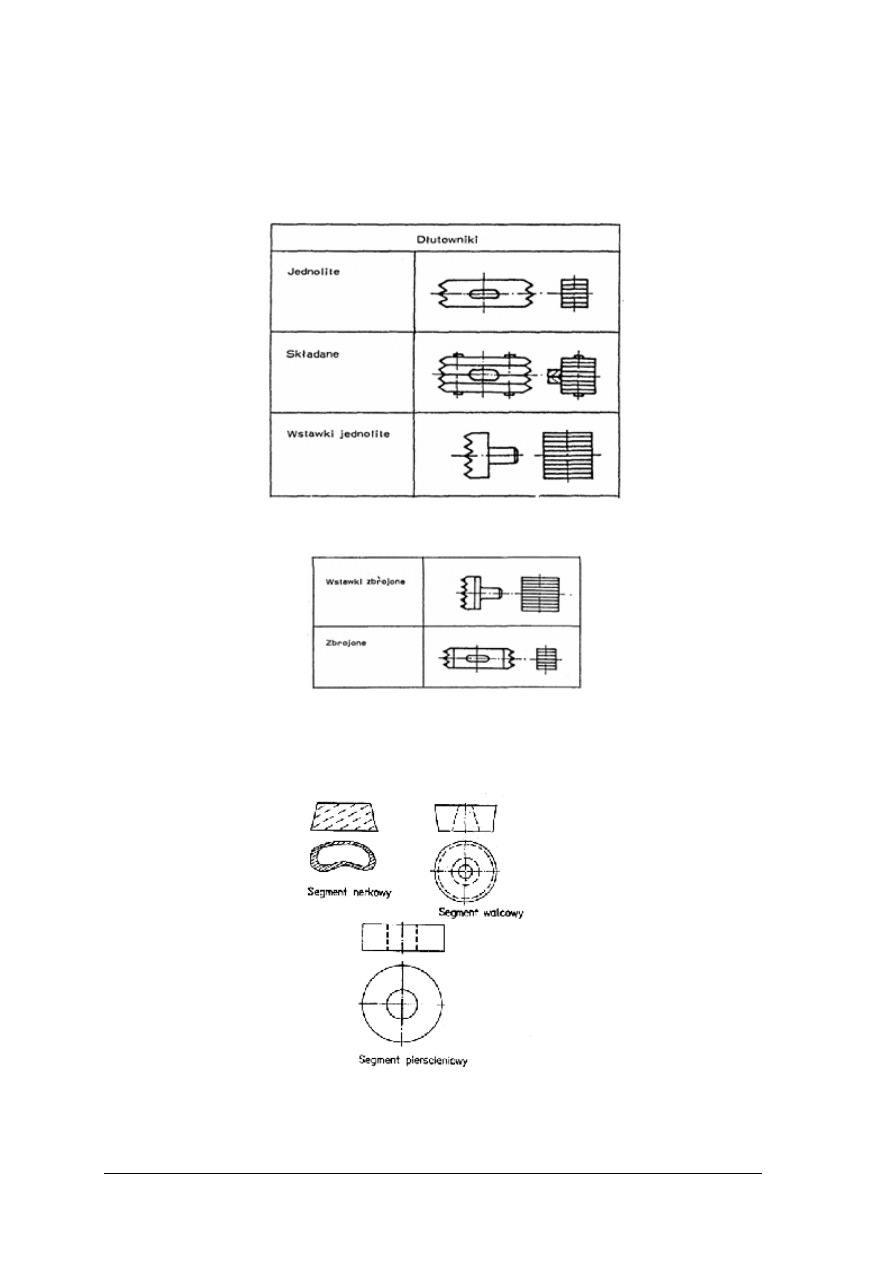
8. Dłutowniki (tabela 16 i 17) czyli młotki karbowniki służące do bezpośredniej obróbki
kamieni twardych, stosowane dla uzyskania faktury powierzchni karbowanej-
prążkowanej.
Tabela 16. Odmiany dłutowników [11]
Tabela 17. Dłutowniki zbrojone [11]
9. Segmenty ścierne (rysunek 14) to szlifierskie narzędzia ścierne różnych kształtów,
mocowane w odpowiednim korpusie, stanowiące tzw. ściernice segmentowe
przeznaczone do czołowego szlifowania płaszczyzn.
Rys. 14. Przykłady segmentów ściernic [11]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Materiały szlifierskie można podzielić na dwie grupy:
-
pochodzenia naturalnego: piaskowiec, piasek kwarcowy, korund, szmergiel, pumeks,
ziemia okrzemkowa, drobny szmergiel. Szmergiel jest minerałem złożonym z tlenku
glinu, magnetytu, hematytu, kwarcu i różnych krzemianów,
-
pochodzenia syntetycznego (sztuczne): piasek stalowy, karborund i sztuczny pumeks.
Do polerowania używa się: tarcz filcowych lub pierścieni ołowianych i specjalnych
proszków polerskich. Doskonałym środkiem jest np. kwas szczawiowy.
Narzędzia zmechanizowane
Obróbka ręczna wspomagana jest narzędziami mechanicznymi takimi jak:
-
wiertarki,
-
szlifierki,
-
młotki pneumatyczne.
Maszyny kamieniarskie o różnym stopniu automatyzacji (traki, piły tarczowe, frezarki,
szlifierki) zostały opisane w jednostce modułowej „Eksploatowanie maszyn i urządzeń
do obróbki kamienia” 711[03].Z1.03
Przyrządy pomiarowe i sprzęt pomocniczy
Podczas obróbki elementu jego wymiary ustala się i sprawdzania odpowiednimi
przyrządami pomiarowymi. Kształt elementu obrabianego ustala się i sprawdza szablonami
i sprawdzianami, wykonanymi wg projektu elementu.
Przyrządy pomiarowe:
-
miarki składane lub zwijane o długości 2 do 3 m,
-
liniały drewniane o długości do 150cm i szerokości 5cm (rys. 16),
-
przyrząd wstęgowy z oprzyrządowaniem (taśma miernicza),
-
głębokościomierz 0÷200 mm,
-
suwmiarki 0÷500mm, 0÷1000 mm z nakładkami do powiększania powierzchni stykowej,
-
łaty kamieniarskie drewniane o długości do 5 m,
-
poziomice,
-
kątowniki metalowe (rys. 15) małe, średnie i duże,
-
kątowniki nastawne (rys. 15),
-
cyrkle proste, kabłąkowe (macki), drążkowe,
-
piony,
-
drut kalibrowany (rys. 17),
-
ołówki kamieniarskie, rysiki grafitowe,
-
szablony, wzorniki, sprawdziany (rys. 17).
Sprzęt pomocniczy:
-
stołki kamieniarskie z regulowanym poziomem roboczym,
-
stołki tzw. koziołki kamieniarskie, drewniane,
-
podkładki drewniane,
-
drągi metalowe (łomy) do przesuwania bloków,
-
taczki, wózki dwukołowe do przewożenia bloczków,
-
kilofy, grabie, łopaty, szczotki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
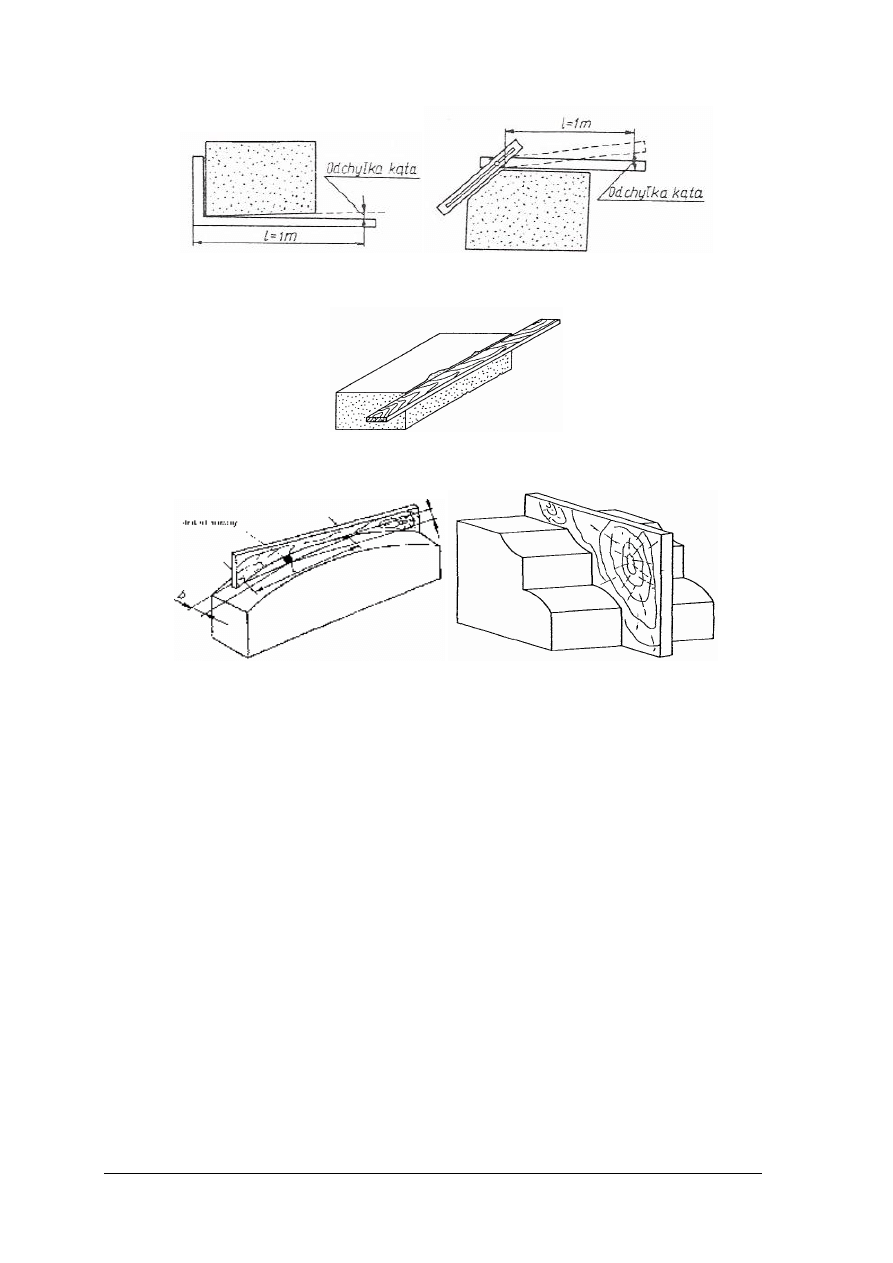
Rys. 15. Zastosowanie kątowników: zwykłego i nastawnego do sprawdzania kątów [12]
Rys. 16. Zastosowanie liniału drewnianego sprawdzania krawędzi [12]
Rys. 17. Zastosowanie wzorników drewnianych i drutu kalibrowanego podczas obróbki powierzchni o różnych
kształtach [12]
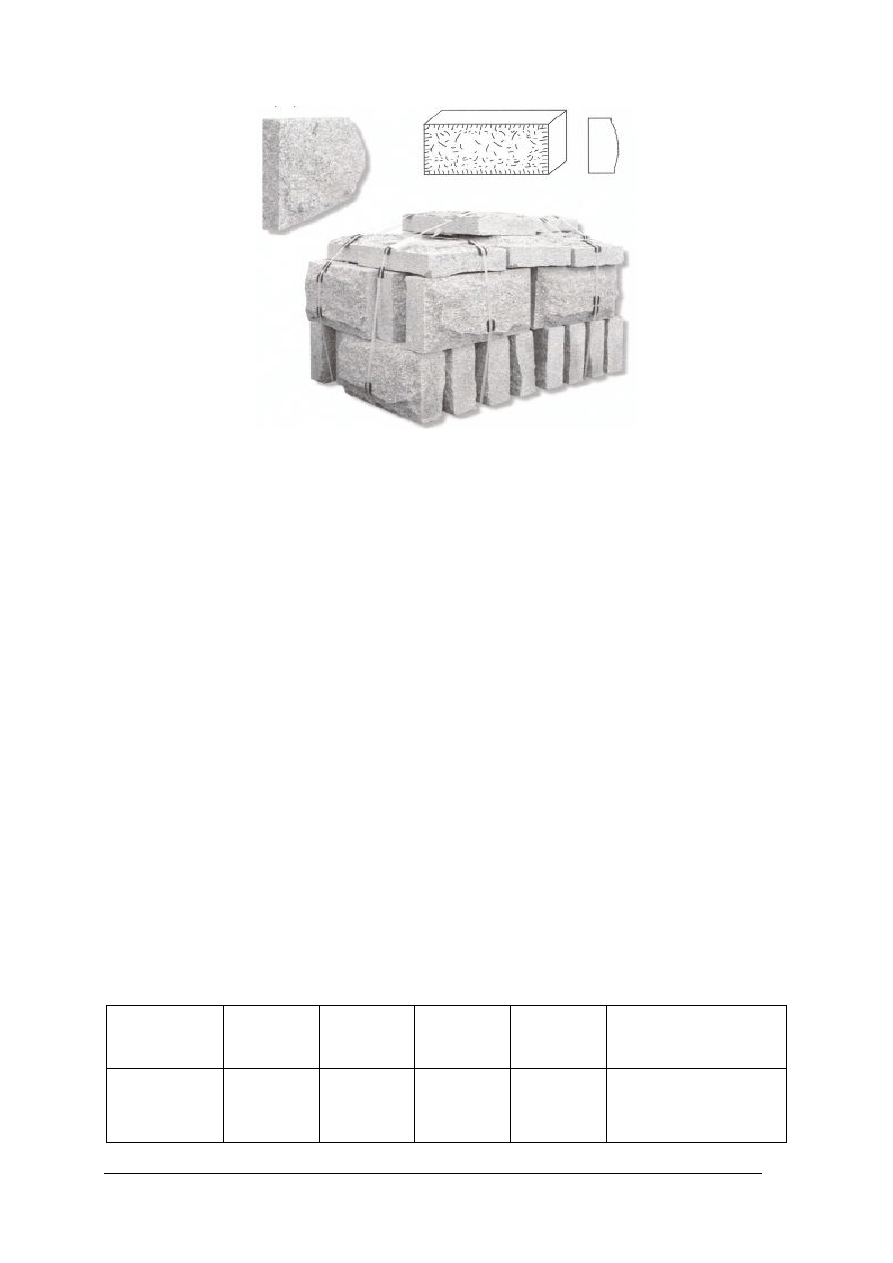
Ręczna obróbka powierzchni czołowych
Powierzchnia czołowa płyt okładzinowych (rys.18) może być wykonana z bonią
w ramce. Pracę rozpoczyna się od wyznaczenia na kamieniu wzdłuż najdłuższej krawędzi
linii prostej, stycznie do największego wgłębienia zewnętrznej powierzchni, i wykuwa się
wzdłuż tej linii na powierzchni czołowej pas szerokości ok. 2 cm tzw. szlak.
Na wykutym pasie kładzie się łatę, a drugą łatę przykłada się do przeciwległego boku
kamienia w ten sposób, aby góra jej licowała z dołem łaty, leżącym na wykutym pasie.
Wyznacza się znowu linię wzdłuż tej łaty na kamieniu i wykuwa się drugi pas. Sprawdza się
przez cały czas przy pomocy obu łat, aby oba pasy leżały na tej samej płaszczyźnie.
Do wyznaczania linii używa się (zależnie od barwy kamienia) ołówków kamieniarskich
lub węgla dla jasnych kamieni lub kawałków porcelany dla ciemnych. Następnie wykuwa się
pasy poprzeczne łącząc nimi pasy podłużne. Powstaje w ten sposób ramka, obiegająca
dookoła płaszczyznę czołową i wyznaczająca dokładnie poziom tej płaszczyzny. Środkowa
część powierzchni czołowej może być pozostawiona jako surowa i wtedy mamy fakturę
powierzchni określaną jako „bonia w ramce”, lub może być obrobiona w dowolny sposób.
Gdy element ma być szlifowany lub polerowany , obrabia się całą powierzchnię czołową jako
groszkowaną, która stanowi przygotowanie do najczęściej wykonywanego maszynowo
szlifowania i polerowania. Bonia w różnych elementach może być różnej wysokości (2÷10 cm).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 18. Płyty okładzinowe o fakturze „bonia w ramce” [20]
Po wykonaniu powierzchni czołowej odznacza się przy pomocy kątownika, prostopadle
do czołowej, powierzchnie stykowe (lub przy pomocy kątownika nastawnego, jeżeli
powierzchnie te mają być ukośne) i odbija się odbijakiem, młotem lub dłutem nierówności
krawędzi oraz sprawdza liniałem drewnianym lub metalowym.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie jest przeznaczenie szczeliniaka?
2. Jakie znasz pośrednie narzędzia kamieniarskie?
3. Do jakich prac stosuje się pobijaki?
4. Jakie są zasady obróbkę powierzchni czołowej elementu kamiennego?
5. Jakie jest zastosowanie głębokościomierza przy pomiarach elementu kamiennego?
6. Jakie są stosowane narzędzia pomiarowe podczas obróbki kamienia?
7. Jakie może być zastosowanie faktury zwanej „bonią w ramce”?
8. Jakie są zasady obróbki kamieni za pomocą grotów?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj obróbkę wybranej powierzchni piaskowca jako średnio grotowaną. Po obróbce
wypełnij tabelę.
Tabela doćwiczenia 1
Faktura
powierzchni
Rodzaj
skały
Głębokość
nacięć
i rozstęp
Potrzebne
narzędzia
do obróbki
Potrzebne
narzędzia
pomiarowe
Krótki
opis obróbki
średnio
grotowana
piaskowiec
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) wybrać wzornik faktury dla piaskowca,
3) przygotować narzędzia do obróbki średnio grotowanej powierzchni,
4) wybrać przyrządy pomiarowe do pomiaru nacięć i bruzd,
5) wytypować jedną powierzchnię piaskowca do obróbki,
6) wykonać obróbkę powierzchni,
7) oczyścić powierzchnię,
8) sprawdzić wykonaną fakturę,
9) uzupełnić tabelę,
10) zaprezentować wykonane ćwiczenie,
11) dokonać oceny poprawności wykonanego ćwiczenia,
12) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
piaskowiec do obróbki,
−
narzędzia kamieniarskie do obróbki średnio grotowanej,
−
przyrządy pomiarowe: suwmiarka i głębokościomierz,
−
sprzęt pomocniczy,
−
wzorniki faktur,
−
tabela do ćwiczenia 1,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Dobierz narzędzia kamieniarskie do:
1) wykonania rys w kamieniu,
2) zbijania nadmiaru kamienia,
oraz dobierz do nich narzędzia pośrednie. Uzupełnij tabelkę.
Tabela do ćwiczenia 2
Czynności przy obróbce kamienia
Narzędzia bezpośrednie
Narzędzia pośrednie
wykonanie bruzd
zbijanie nadmiaru
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) dobrać narzędzia do obróbki bezpośredniej,
3) dobrać narzędzia pośrednie,
4) sprawdzić poprawność wykonanego zadania,
5) uzupełnić tabelę,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia,
8) uporządkować miejsce pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyposażenie stanowiska pracy:
−
narzędzia kamieniarskie do obróbki bezpośredniej,
−
narzędzia kamieniarskie do obróbki pośredniej,
−
tabela do ćwiczenia 2,
−
notatnik i przyrządy do pisania.
−
literatura zgodna z punktem 6 Poradnika.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić podstawowe czynności przy obróbce kamienia?
2) dobrać narzędzia do wykonania faktury grotowanej?
3) dobrać narzędzia do wykonania faktury krzesanej i groszkowanej?
4) rozróżnić podstawowe narzędzia do obróbki kamienia?
5) wyjaśnić, na czym polega zbijanie nadmiaru kamienia?
6) scharakteryzować nacinanie bruzd w kamieniu?
7) określić zastosowanie wzorników?
8) posłużyć się narzędziami i przyrządami pomiarowymi?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4. Przeróbka termiczna surowców skalnych
4.4.1. Materiał nauczania
Spoiwa wiążące
Spoiwa wiążące otrzymuje się przez przeróbkę termiczną surowców skalnych. Spoiwa
wiążące to drobno zmielone tworzywa mineralne, które połączone z wodą, mają zdolność do
wiązania (zmiany stanu skupienia z płynnego na stały) i twardnienia, czyli zwiększania
wytrzymałości. Ze względu na te zdolności mają szerokie zastosowanie, przede wszystkim
w budownictwie np. do otrzymywania: zaczynów, zapraw, betonów, prefabrykatów.
Klasyfikacja spoiw ze względu na warunki, w których wiążą i twardnieją:
-
powietrzne wiążą i twardnieją tylko w powietrzu; dzielą się na spoiwa wapienne
i gipsowe,
-
hydrauliczne wiążą i twardnieją zarówno w powietrzu jak i w wodzie; należą do nich:
spoiwa cementowe i wapno hydrauliczne.
Klasyfikacja spoiw ze względu na rodzaj surowców:
-
spoiwa wapienne produkuje się z wapieni czystych, wapieni marglistych
lub krzemionkowych, których głównym składnikiem jest węglan wapnia CaCO
3.
Należą do nich: wapno budowlane (wapno palone, wapno hydratyzowane, ciasto
wapienne, wapno hydrauliczne),
-
spoiwa gipsowe i anhydrytowe wytwarza się z kamienia gipsowego, którego głównym
składnikiem jest dwuwodny siarczan wapnia CaSO
4
∙2H
2
O lub z anhydrytu, którego
głównym składnikiem jest siarczan wapnia CaSO
4
.
Należą do nich: spoiwa gipsowe dla budownictwa (gips budowlany, szpachlowy,
tynkarski i klej gipsowy), spoiwa specjalne (np. gips ceramiczny i estrichgips)
oraz spoiwa anhydrytowe,
-
spoiwa cementowe – z surowców takich jak wapienie i gliny lub margle, w których obok
głównego składnika – węglanu wapnia CaCO
3
– występują również wapienie o znacznej
zawartości krzemionki SiO
2
(margle), tlenki glinu (boksyty) oraz domieszki tlenków
żelaza.
Należą do nich cementy powszechnego użytku (portlandzki, portlandzki z dodatkami,
hutniczy, pucolanowy, wieloskładnikowy) oraz cementy specjalne np. portlandzki biały.
Wypalanie kamienia wapiennego
Podstawowym spoiwem wapiennym jest wapno palone. Wapno palone otrzymuje się
w procesie wypalania kamienia wapiennego o uziarnieniu 10÷200 mm, który zawiera do 99%
węglanu wapnia CaCO
3
. Podczas wypalania kamienia wapiennego w temperaturze
950÷1050°C następuje dekarbonatyzacja. Reakcja przebiega zgodnie z równaniem:
CaCO
3
↔ CaO + CO
2
- 176,6kJ
Ze 100 części wagowych CaCO
3
(surowca) uzyskuje się 56 części CaO i 44 części CO
2.
Teoretyczny uzysk wapna wynosi 56%. Temperatura rozkładu węglanu wapnia ~ 900°C.
Teoretycznie, w temperaturze 900°C wapień powinien rozkładać się całkowicie i bez
trudności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
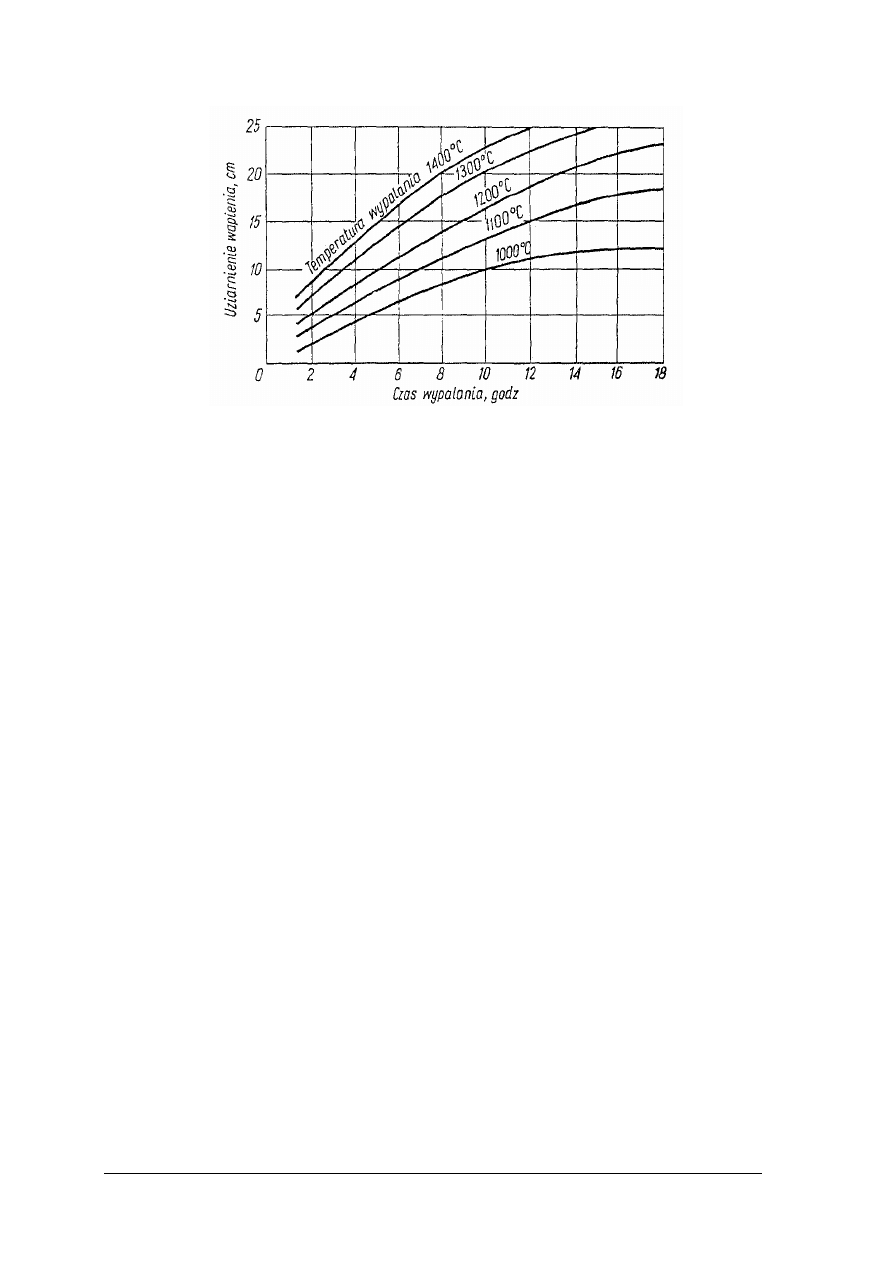
Rys. 19. Wykres czasu wypalania wapienia wg Knibbsa [1, s. 36]
W praktyce jednak stosuje się temperatury wyższe, gdyż szybkość wypalania naturalnego
kamienia wapiennego zależy między innymi od:
-
ciśnienia CO
2
,
-
temperatury wypalania,
-
właściwości fizycznych i chemicznych surowca,
-
stopnia rozdrobnienia kamienia
.
Wapień o zbyt małej twardości (< 3÷4 wg skali Mohsa) bardziej się kruszy i zatyka
wolne przestrzenie w piecu, potrzebne dla przepływu gazów. Natomiast zbyt duża
wytrzymałość wapienia (związana z większym ciężarem objętościowym) zwiększa zużycie
paliwa i przedłuża czas wypalania. Im większa bryła wypalanego surowca, tym trudniej
i dłużej się on wypala.
Całkowity czas zużyty na wypalenie wapienia w piecu składa się:
-
z okresu potrzebnego do podgrzewania kamienia do 900°C – temperatury jego rozkładu,
-
z okresu potrzebnego dla przebiegu reakcji rozkładu CaCO
3
.
Dla ustalenia tych obydwu okresów stosuje się obliczenia teoretyczne lub wzory
empiryczne, często przedstawiane w formie wykresów. Na podstawie zamieszczonego
wykresu można w przybliżeniu określić czas wypalania dla kamienia wapiennego o znanym
uziarnieniu.
Wapno palone
Po przeróbce termicznej otrzymuje się wapno palone niegaszone w bryłach o wymiarach
30÷180 mm. Wapno palone jest porowate, bez zapachu. Barwa zależy od domieszek: im, ich
jest mniej, tym barwa jest bardziej biała. Najlepszy gatunek wapna palonego powinien
zawierać 94% CaO i nie więcej niż 0,6% MgO. Najgorszy gatunek – odpowiednio 85% i 2%.
Po rozdrobnieniu w kruszarkach uzyskuje się wapno palone niegaszone kruszone, a po
rozdrobnieniu dodatkowym w młynach: wapno palone niegaszone mielone.
Ciasto wapienne
Jest spoiwem wapiennym w postaci wodorotlenku wapnia Ca(OH)
2
otrzymywanym
w wyniku połączenia wapna palonego z wodą (gaszenia) i co najmniej 3-miesięcznym
dołowaniu, podczas którego następuje jego dogaszanie. Ma konsystencję ciasta. Reakcja
hydratacji czyli uwodnienia tlenku wapnia jest reakcją egzotermiczną
CaO + H
2
O → Ca(OH)
2
+ ok.1,13 MJ/kg CaO

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Wapno hydratyzowane
Wapno palone kruszone zawierające głównie CaO poddawane jest procesowi hydratacji
metodą przemysłową w hydratorach. Reakcja uwodnienia przebiega według w/w równania.
Otrzymane wapno nazywa się wapnem suchogaszonym lub hydratyzowanym i ma postać
proszku.
Wapno hydrauliczne
Surowcem do wypalania są wapienie margliste zawierające oprócz CaCO
3
6÷20%
domieszek w postaci SiO
2
, Al
2
O
3
, Fe
2
O
3
. Wypalanie może odbywać się w piecach
stosowanych do wapna palonego, w temperaturze 900÷1100°C. W czasie wypalania węglan
wapniowy rozkłada się, a pewna część powstałego tlenku wapniowego reaguje
z domieszkami. Powstają wówczas krzemiany (2CaO SiO
2
), gliniany (CaO Al
2
O
3
), żelaziany
wapniowe (2CaO∙Fe
2
O
3
), które wykazują własności hydrauliczne. Po wypaleniu uzyskuje się
bryły wapna barwy szarej lub żółtawej .Wapno hydrauliczne po wypaleniu i rozdrobnieniu
poddaje się gaszeniu na sucho, podobnie jak przy gaszeniu wapna palonego.
Prażenie kamienia gipsowego
Głównym składnikiem kamienia gipsowego w ilości powyżej 90% jest dwuwodny
siarczan wapnia: CaSO
4
·2H
2
O (dwuhydrat). Rozdrobniony kamień gipsowy poddaje się
prażeniu, w wyniku czego następuje proces dehydratacji, tj. odłączenia się chemicznie
związanej wody:
-
w temperaturze 125 ÷180 °C następuje dehydratacja:
CaSO
4
·2H
2
O ↔ CaSO
4
·0,5H
2
O + 1,5H
2
O
i powstaje gips półwodny (półhydrat) ─ CaSO
4
0,5H
2
O odmiany α lub β: odmiana α
powstaje w atmosferze nasyconej pary wodnej; odmiana β powstaje wtedy, gdy para
wodna jest usuwana,
-
przy temperaturze 800 °C następuje częściowy rozkład siarczanu wapnia na tlenek
wapnia CaO i dwutlenek siarki SO
2
:
CaSO
4
↔ CaO + SO
2
+ 1/2O
2
W wyniku przeróbki termicznej (zróżnicowanej temperaturą prażenia) oraz rozdrobnienia
wyprażonych surowców otrzymujemy spoiwa gipsowe np. gips budowlany czy estrichgips.
Gips budowlany
Gips budowlany jest spoiwem, którego głównym składnikiem jest gips półwodny, czyli
półwodny siarczan wapnia odmiany β. Nie zawiera dodatków modyfikujących.
Estrichgips
Estrichgips otrzymuje się przez wypalenie kamienia gipsowego (CaSO
4
·2H
2
O)
w temperaturze powyżej 800 °C i zmielenie. Głównym składnikiem jest anhydryt I. Zawiera
wskutek rozkładu termicznego niewielką ilość wolnego tlenku wapniowego CaO. Estrichgips
ma pewne właściwości hydrauliczne, mimo że zaliczany jest do spoiw powietrznych.
Spoiwa anhydrytowe
Surowcem do produkcji spoiw anhydrytowych jest anhydryt, którego głównym
składnikiem jest siarczan wapnia CaSO
4
.
Spoiwo anhydrytowe otrzymuje się dwoma sposobami:
-
przez wypalenie kamienia gipsowego w temperaturze powyżej 400°C i przemielenie.
-
przez przemielenie naturalnej skały anhydrytowej na tak zwaną mączkę anhydrytową.
Uzyskuje się spoiwo o zwiększonej wodoodporności. Spoiwo nie reaguje z wodą. Staje
się to możliwe dopiero po dodaniu katalizatora, np. tlenku wapnia, lub dolomitu palonego.
Klinkier cementowy
Surowcem do produkcji klinkieru cementowego jest mieszanina surowców składających
się z wapieni i glinokrzemianów. Zawartość w nich podstawowych tlenków: tlenku wapnia
(CaO), tlenku magnezu (MgO), krzemionki (SiO
2
), tlenku glinu (Al
2
O
3
) i tlenku żelaza
(Fe
2
O
3
) jest procentowo ustalona i bardzo ważna dla utrzymania jednolitej jakości cementu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Klinkier cementowy jest produktem spiekania w temperaturze ok. 1450 °C mieszaniny
surowców . W tej temperaturze stapiają się cząsteczki surowca i tworzą się spieczone grudki.
W wyniku termochemicznych reakcji tworzą się 4 główne fazy (minerały):
-
krzemian trójwapniowy zwany alitem,
-
krzemian dwuwapniowy zwany belitem,
-
glinian trójwapniowy,
-
glinożelazian czterowapniowy
,
zwany bronmillerytem.
Minerały klinkieru decydują:
-
o wiązaniu,
-
o szybkości wiązania,
-
o wytrzymałości spoiwa cementowego.
W skład klinkieru wchodzą również w niedużej ilości inne związki np. wolne wapno
CaO, wolny tlenek magnezu MgO.
Cement portlandzki
Cement jest spoiwem wiążącym hydraulicznym, które składa się:
-
ze zmielonego klinkieru cementowego – podstawowego składnika,
-
z siarczanu wapnia (kamienia gipsowego) w ilości 3÷5% regulującego czas wiązania,
-
z dodatków hydraulicznych i pucolanowych np. żużla wielkopiecowego i popiołów
lotnych powstałych ze spalania węgla w elektrowniach, które decydują o rodzaju
cementu.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym są spoiwa wiążące?
2. Jaka jest klasyfikacja spoiw?
3. Co to jest dekarbonizacja węglanu wapna?
4. Jakie są rodzaje wapna?
5. Jakie są rodzaje gipsu?
6. Jakie jest zastosowanie klinkieru cementowego?
7. Jakie są rodzaje cementów?
8. Jakie jest zastosowanie spoiw wiążących?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj wykres czasu wypalania wapienia umieszczony na rysunku 19 w materiale
nauczania. Na podstawie wykresu ustal czas wypalania kamienia wapiennego, o uziarnieniu
100 mm, potrzebny do otrzymania wapna palonego. O czym musiałeś zadecydować, aby
określić jednoznacznie ilość godzin wypalania kamienia? Zapisz odpowiedź.
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować wykres czasu wypalania wapienia (rysunek 19),
2) ustalić warunki i czas wypalania kamienia wapiennego,
3) zapisać odpowiedź z uzasadnieniem,
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie,
6) uporządkować miejsce pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania.
−
Poradnik dla ucznia.
Ćwiczenie 2
Uzupełnij tabelę tak, aby przedstawiała przeróbkę termiczną i chemiczną kamienia
gipsowego do temperatury prażenia ~ 200
°C.
Tabela do ćwiczenia 2
Proces dehydratacji
Temperatura
procesu
prażenia
Wzór
chemiczny
Określenie
chemiczne
Określenie
praktyczne
Odmiany
normalna
CaSO
4
·2H
2
O
dwuhydrat
w kamieniu
gipsowym
1
125°C÷180°C
półwodny siarczan
wapnia, gips
półwodny
Proces dehydratacji
Aby wykonać ćwiczenie, powinieneś:
1) przyporządkować wzory chemiczne i określenia do odpowiednich temperatur prażenia
kamienia gipsowego i uzupełnić tabelę,
2) sprawdzić poprawność wykonanego zadania,
3) zaprezentować wykonane ćwiczenie,
4) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
tabela do ćwiczenia 2,
−
notatnik i przybory do pisania.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić dehydratację od dekarbonatyzacji?
2) dobrać rodzaj surowca kamiennego do produkcji wapna, cementu?
3) dobrać rodzaj surowca kamiennego do produkcji gipsu?
4) rozróżnić wapno palone od hydraulicznego?
5) wyjaśnić proces hydratacji CaO ?
6) scharakteryzować gips budowlany?
7) wyjaśnić zastosowanie klinkieru cementowego?
8) podać zastosowanie cementu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.5. Rodzaje i charakterystyka stosowanych paliw
4.5.1. Materiał nauczania
Ogólne wiadomości o paliwach
Paliwem nazywamy substancję, którą spala się w celu otrzymania energii cieplnej.
Paliwo powinno charakteryzować się: dostatecznie szybkim spalaniem w powietrzu, brakiem
szkodliwych składników w produktach spalania, opłacalnością uzyskania ciepła pod
względem gospodarczym. Rozróżniamy 3 rodzaje paliw: stałe, ciekłe i gazowe (tabela 18).
Paliwo stałe składa się z części organicznych i mineralnych. Do składników organicznych
zaliczamy związki węgla z wodorem, tlenem, azotem i częścią siarki, do składników
mineralnych - związki pozostałej siarki i popiół. W skład popiołu wchodzą tlenki krzemu,
glinu, żelaza, wapnia, magnezu i alkalia. Częściami palnymi w paliwie jest węgiel (C), wodór
(H) i siarka (S), zaś niepalnymi azot (N) i popiół.
Tabela 18. Klasyfikacja paliw [1, s. 13]
Tabela 19. Składniki węgla i koksu [1, s. 14 ]
W tabeli 19 podany jest przybliżony skład elementarny węgla kamiennego i koksu.
Spalanie paliwa polega na energicznym łączeniu się jego palnych części z tlenem.
Jednocześnie wydziela się duża ilość ciepła oraz pozostaje popiół. Gazy rozżarzone
w wysokiej temperaturze spalania tworzą płomień. W przemyśle spalanie paliwa zachodzi
w powietrzu, które dostarcza potrzebnego tlenu (zawartość tlenu w powietrzu wynosi
w przybliżeniu 20%).
Pochodzenie
Stan skupienia paliwa
naturalne
sztuczne przemysłowe
Stałe
drewno
torf
węgiel brunatny
węgiel kamienny
antracyt
węgiel drzewny
koks
muł węglowy
ciekłe
ropa naftowa
benzyna
olej gazowy
mazut
oleje smołowe
gazowe
gaz ziemny
gaz koksowniczy
gaz świetlny
gaz generatorowy
gaz wielkopiecowy
Składniki
Węgiel kamienny
Koks
Węgiel (C)
Wodór (H)
Tlen (O)
Azot (N)
Siarka (S)
Popiół
Wilgoć
6 2 ÷ 90 %
1 ÷ 5 %
2 ÷ 14%
0,3 ÷ 2%
0,5 ÷ 3%
7 ÷ 15%
2 ÷ 15%
80÷90 %
0,4÷2 %
—
—
0,4÷1 %
8÷14 %
1÷1,5 %

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Zjawisko palenia się paliwa jest procesem skomplikowanym. Reakcje zachodzące
podczas spalania paliwa są egzotermiczne, to znaczy, że w czasie ich trwania wydziela się
ciepło. Proces palenia przedstawić można za pomocą następujących reakcji chemicznych:
C+O
2
→ CO
2
+ 97 kcal
2H
2
+O
2
→ 2H
2
O + 58 kcal
S+O
2
→ SO
2
+ 69 kcal
Jeżeli do paliwa doprowadzi się zbyt mało powietrza, wówczas z powodu braku tlenu
część węgla może utlenić się tylko na tlenek węgla (CO) zamiast na dwutlenek węgla (CO
2
).
Reakcja ta przebiega według równania:
2C+O
2
→ 2CO + 29 kcal
W takim przypadku mamy do czynienia ze spalaniem niezupełnym. Jeżeli powstały CO,
który jest gazem palnym, nie spali się w palenisku (oddając przy tym swe ciepło spalania)
lecz ujdzie z gazami spalinowymi, wówczas jego ciepło spalania jest dla całkowitego procesu
palenia stracone. Przy niepełnym spaleniu paliwa może powstać również metan (CH
4
) lub
pozostać nie spalony węgiel (C).
Ogólnie straty cieplne przy spalaniu paliwa stałego można podzielić na: straty
niezupełnego spalania, straty powstałe z niesprawności paleniska, straty powstałe w wyniku
unoszenia ciepła ze spalinami tzw. straty kominowe. W praktyce, dla uniknięcia strat,
spowodowanych niepełnym spalaniem wprowadza się do paleniska pewien nadmiar
powietrza ustalany tzw współczynnikiem nadmiaru powietrza λ, który zależy od konstrukcji
pieca i rodzaju stosowanego paliwa.
Dla węgla kamiennego przy piecach komorowych lub szybowych λ = 1,5÷1,8 (to znaczy,
że stosuje się 1,5÷1,8-krotnie większą ilość powietrza, niż wynosi ilość obliczona
teoretycznie). Nadmiar powietrza oblicza się na podstawie wyników analizy chemicznej
spalin.
Do ważniejszych cech paliw zalicza się:
-
ciepło spalania,
-
wartość opałowa.
Ciepło spalania jest to ilość ciepła uzyskana przez spalenie 1 kg (m
3
) paliwa, przy czym
woda zawarta w gazach spalinowych znajduje się w stanie ciekłym. Ciepło spalania wyraża
się w J/kg w układzie SI (dawniej kcal/kg, 1kcal = 4186,6 J). W warunkach przemysłowych
uchodzące gazy spalinowe zawsze mają temperaturę wyższą niż 100°C, a wobec czego
zawarta w nich woda znajduje się w stanie pary i uchodzi unosząc zawarte w niej ciepło
parowania. Praktycznie więc wartość opałowa paliwa jest mniejsza niż jego ciepło spalania.
Wartość opałowa paliwa jest to ilość ciepła uzyskana przez spalenie 1 kg paliwa, czym
woda zawarta w gazach spalinowych znajduje się w stanie pary. Wartość opałową wyraża się
w J/kg paliwa. Im więcej części palnych zawiera paliwo, tym większa jest jego wartość
opałowa. Ważna jest zawartość w paliwie pierwiastka węgla (C) i wodoru (H).Przy spalaniu
siarki również otrzymuje się ciepło, jednak powstający dwutlenek siarki (S0
2
) działa
niszcząco na metalowe części pieca i zatruwa atmosferę. Siarka więc jest w paliwie
składnikiem niepożądanym.
Wartość opałowa paliw w przybliżeniu wynosi:
-
25 MJ/kg węgla kamiennego,
-
29 MJ/kg koksu,
-
34 MJ/m
3
n
gazu ziemnego,
-
42 MJ/kg mazutu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Do porównywania różnych paliw stosuje się pojęcie paliwa umownego, dla którego
przyjęto wartość opałową ok. 29300 kJ/kg (dokładnie 7000 kcal/kg).
Paliwa stosowane w przemyśle materiałów wiążących:
-
węgiel kamienny (antracyt, pył, miał),
-
koks,
-
gaz generatorowy,
-
gaz ziemny,
-
olej opałowy (mazut).
Charakterystyka paliw
Węgiel kamienny to skała osadowa pochodzenia roślinnego, zawierająca 75÷97%
pierwiastka węgla, powstała w karbonie (era paleozoiczna) ze szczątków roślinnych, które
bez dostępu tlenu uległy uwęgleniu. Ma czarną barwę, matowy połysk, czarną rysę. Wartość
opałowa węgla waha się od 16,7 do 29,3 MJ/kg i zależy od jego składu (zawartości popiołu,
siarki, wilgotności). Wartość opałowa czystego pierwiastka węgla wynosi około 33,2 MJ/kg.
Według Polskiej Normy węgiel kamienny został podzielony na typy zgodnie
z naturalnymi cechami, charakteryzującymi jego przydatność technologiczną (tabela 20). Dla
węgla kamiennego wszystkich typów oraz celów przeznaczenia, rozróżnia się zależnie od
wymiarów ziarn 11 sortymentów zasadniczych (tabela 21).
Koks to paliwo uzyskiwane poprzez przemysłowe wygrzewanie węgla kamiennego
w temperaturze 600÷1200°C, bez dostępu tlenu, w specjalnych komorach koksowniczych
(bateriach) za pomocą gazów spalinowych. W wyniku tego procesu następuje odgazowanie
węgla i jego spiekanie w bryły koksu. Jest to paliwo o wyższej kaloryczności od zwykłego
węgla kopalnego, gdyż zawiera co najmniej 90÷ 95% czystego pierwiastka węgla, a specjalne
gatunki węgla przy odpowiedniej technologii mogą dawać nawet czystość rzędu 98%.
W procesie koksowania z surowego węgla usuwane są gazy, ciecze, substancje łatwotopliwe
(np. siarka), oraz inne substancje (głównie organiczne) ulegające rozkładowi w tych
temperaturach.
Tabela 20. Typy węgla [17]
Typ węgla
Zawartość
części lotnych
V %
Charakterystyka
Główne zastosowanie
węgiel
płomienny
>28
duża zawartość części lotnych, brak lub
słaba zdolność spiekania, długi, silnie
świecący płomień
piece przemysłowe i domowe, generatory
węgiel
gazowo-
płomienny
>28
duża zawartość części lotnych, średnia
zdolność spiekania
piece przemysłowe i domowe, wytlewanie,
uwodornianie
węgiel gazowy
> 28
duża wydajność gazu i smoły, znaczna
spiekalność
gazownictwo, koksownictwo, wytlewanie
Węgiel
gazowo-
koksowy
>28
duża wydajność gazu i smoły, dobra
spiekalność,
średnie
ciśnienie
rozprężania
gazownictwo, koksownictwo
węgiel
orto-
koksowy
20÷31
typowy
węgiel
koksowy,
średnia
zawartość
części
lotnych,
dobra
spiekalność,
wysokie
ciśnienie
rozprężania
produkcja koksu metalurgicznego
węgiel meta –
koksowy
14÷28
dobra
spiekalność,
duże
ciśnienie
rozprężania
produkcja koksu odlewniczego
węgiel semi –
koksowy
14÷28
mała zawartość części lotnych, słaba
spiekalność,
średnie
ciśnienie
rozprężania
w koksownictwie jako dodatek schudzający
wsad węglowy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
węgiel chudy
1÷28
mała zawartość części lotnych, brak lub
słaba spiekalność, krótki płomień
piece przemysłowe i domowe, generatory
węgiel
antracytowy
10÷14
mała zawartość części lotnych, brak
zdolności spiekania
węgiel na mieszanki do produkcji koksu;
węgiel
energetyczny
do
palenisk
specjalnych
oraz
produkcji
paliwa
bezdymowego
antracyt
3÷10
bardzo mała zawartość części lotnych,
brak zdolności spiekania
paliwo specjalne
Metaantracyt
< 3
bardzo mała zawartość części lotnych,
brak zdolności spiekania
Koks jest substancją szaro-czarną, porowatą, o charakterystycznym zapachu gazów
koksowniczych. Wtórnie jest zanieczyszczony częścią tych gazów oraz niewielką ilością
produktów rozkładu substancji towarzyszących węglowi kamiennemu. Podczas spalania nie
daje płomienia ani dymu. Palenie jego polega na żarzeniu się. Zaletą koksu w porównaniu
z węglem kamiennym jest jego wyższa kaloryczność, a jednocześnie spokojniejsze spalanie.
Wartość opałowa koksu 29 MJ/kg.
Tabela 21. Sortymenty węgla [16]
Ropa naftowa (olej skalny) to ciekła kopalina, złożona z mieszaniny naturalnych
węglowodorów gazowych, ciekłych i stałych. Złoża ropy naftowej występują w porowatych
skałach w głębi ziemi (w normalnych warunkach ponad złożem ropy tworzy się warstwa
zawierająca gaz ziemny). Jest podstawowym surowcem przemysłu petrochemicznego
stosowanym do otrzymywania m.in. benzyny, nafty, olejów, parafiny, smarów, asfaltów,
mazutów, wazelin. Ropę naftową przerabia się w rafineriach. Aby wyodrębnić z ropy jej
poszczególne składniki (np. benzynę) stosuje się destylację frakcyjną. Ropę rozdziela się na
frakcje dzięki różnicy w temperaturach wrzenia poszczególnych jej składników.
Mazut (olej opałowy) – ciemnobrunatna do czarnej oleista ciecz będąca pozostałością po
destylacji ropy naftowej w warunkach atmosferycznych (ciśnienie normalne), w temperaturze
250 do 350°C.Gęstość wynosi 890÷ 960 kg/m
3
.
Wartość opałowa (średnia) 41MJ/kg.
Gaz ziemny jest to paliwo kopalne pochodzenia organicznego, gaz zbierający się
w skorupie ziemskiej w pokładach wypełniających przestrzenie, niekiedy pod wysokim
Grupa
Nazwa
Symbol
Wymiar ziarna
mm
Grube
Kęsy
Ks
ponad 120
Grube
Kostka I
Ko I
200–120
Grube
Kostka II
Ko II
120–60
Grube
Orzech I
O I
80–40
Grube
Orzech II
O II
50–25
Średnie
Groszek I
Gk I
30–16
Średnie
Groszek II
Gk II
20–8
Średnie
Grysik
Gs
10–5
Miałowe
Miał
M
6–0
Inne
Pył
P
1–0
Inne
Muł
Mu
1–0
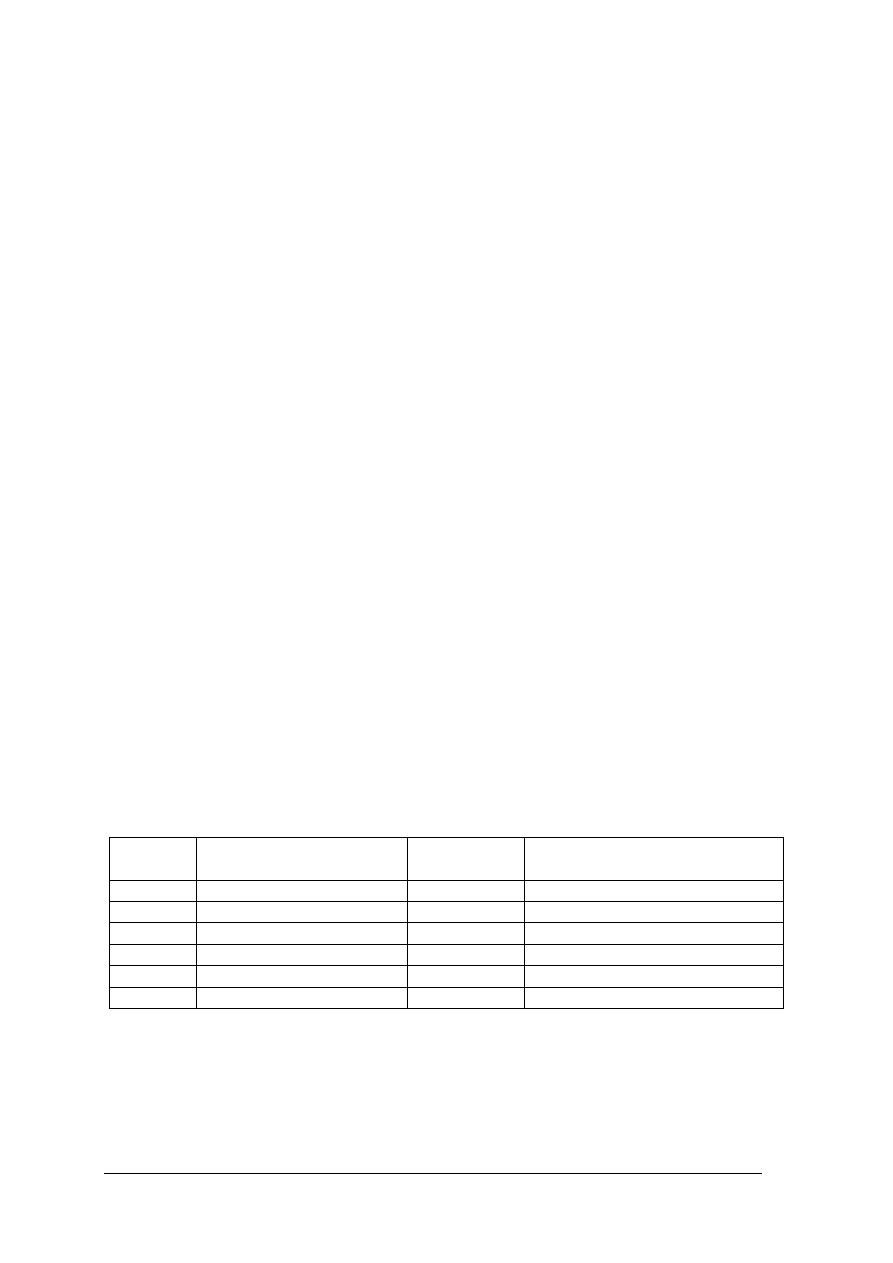
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
ciśnieniem. Pokłady gazu ziemnego występują samodzielnie lub towarzyszą złożom ropy
naftowej lub węgla kamiennego. Zawartość składników jest zmienna i zależy od miejsca
wydobycia, jednak głównym składnikiem stanowiącym ponad 90% gazu ziemnego jest
metan. Oprócz niego mogą występować niewielkie ilości etanu, propanu, butanu i innych
związków organicznych oraz mineralnych. Wartość opałowa (średnia) wynosi 30 MJ/m
3
.
Gaz generatorowy to palny gaz sztucznie powstały w wyniku zgazowania paliwa stałego,
np. węgla, drewna (gaz drzewny) lub innego rodzaju biomasy. W zależności od składu
paliwa, składu czynnika zgazowującego oraz konstrukcji gazogeneratora, skład gazu
generatorowego może być różny, przy czym praktycznie zawsze składa się on z wodoru,
tlenku węgla, metanu, pary wodnej, dwutlenku węgla i azotu. Wartość opałowa gazu
generatorowego wynosi około 4÷5,5 MJ/m³.
Składowanie paliw
Węgiel i koks gromadzi się na składach otwartych lub w zbiornikach; olej opałowy
w szczelnych zbiornikach dwupłaszczowych lub w wannach żelbetowych; paliwa gazowe
w zbiornikach.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest klasyfikacja paliw?
2. Jak przebiega proces spalania paliwa?
3. Jaka jest różnica między spalaniem zupełnym, a niezupełnym?
4. Jakie są straty cieplne podczas spalania?
5. Co to jest wartość opałowa paliw?
6. Jakie są cechy charakterystyczne węgla kamiennego?
7. Jakie są cechy charakterystyczne koksu?
8. Jakie są cechy charakterystyczne mazutu?
4.5.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj wartości opałowe paliw stosowanych w przemyśle materiałów wiążących.
Uzupełnij tabelę wstawiając paliwa w kolejności: od największej wartości opałowej do
najmniejszej.
Lp.
Nazwa paliwa
Wartość
opałowa
Jednostka wartości opałowej
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować paliwa pod względem ich wartości opałowych,
2) uzupełnić tabelę,
3) zaprezentować wykonane ćwiczenie,
4) dokonać oceny poprawności wykonanego ćwiczenia,
5) uporządkować miejsce pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Wyposażenie stanowiska pracy:
−
tabela do ćwiczenia,
−
notatnik i przybory do pisania.
Ćwiczenie 2
Na podstawie opisu, zawierającego krótką charakterystykę, określ rodzaj paliwa.
a) Jest substancją szaro-czarną, porowatą. Podczas spalania nie daje płomienia ani dymu.
Palenie jego polega na żarzeniu się. Uzyskiwane jest poprzez przemysłowe wygrzewanie
węgla kamiennego, w temperaturze 600 ÷1200 °C, bez dostępu tlenu, w specjalnych
komorach.
b) Jest to paliwo kopalne pochodzenia organicznego. W skorupie ziemskiej wypełnia
przestrzenie, niejednokrotnie pod wysokim ciśnieniem. Głównym składnikiem
stanowiącym ponad 90% jest zawsze metan. Oprócz niego mogą występować niewielkie
ilości etanu, propanu, butanu i innych związków organicznych oraz mineralnych.
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przeczytać treść polecenia,
2) przeanalizować charakterystyki paliw,
3) dokonać wyboru paliwa na podstawie opisu,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia,
6) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
-
eksponaty paliw,
−
notatnik i przybory do pisania.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić podstawowe paliwa stałe i ciekłe?
2) rozróżnić podstawowe paliwa naturalne i sztuczne?
3) dobrać paliwo ze względu na wartość opałową?
4) wytypować paliwa potrzebne w przemyśle materiałów wiążących?
5) wymienić gazy spalinowe zanieczyszczające środowisko?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.6. Technologia produkcji wapna, cementu i gipsu
4.6.1. Materiał nauczania
Typowy proces produkcji wapna palonego
Etapy produkcji wapna palonego są następujące:
-
przygotowanie kamienia wapiennego: kamień o odpowiednim składzie chemicznym
i odpowiedniej granulacji jest pobierany ze składowiska otwartego. W zależności od
potrzeb kamień wapienny może być przesiewany celem usunięcia powstałej podczas
wtórnego kruszenia (w czasie transportu i przesypywania) oraz w wyniku wysuszenia
i odspojenia się przyklejonych pyłów i gliny oraz nadmiaru frakcji drobnej. Czasem
stosowane jest płukanie kamienia w celu usunięcia naturalnych zanieczyszczeń, takich
jak krzemionka, glina i bardzo drobne cząstki wapienia. Kamień powinien mieć
odpowiednią granulację: 180÷400 mm dla pieców kręgowych, 50÷200 mm dla pieców
szybowych, 10÷50 mm dla pieców obrotowych,
-
wypalanie kamienia wapiennego odbywa się w piecach: kręgowych, szybowych
lub obrotowych. Proces termiczny surowców został opisany w rozdziale 4.4.
-
składowanie lub rozdrabnianie produktu wypału: bryły wapna palonego rozdrabnia się
w kruszarkach i młynach w zależności od potrzeb.
Piece szybowe można podzielić na trzy grupy:
-
piece szybowe z wsadem mieszanym,
-
piece dwu-szybowe regeneracyjno - współprądowe (Maerz),
-
piece szybowe opalane gazem.
Tradycyjny piec szybowy (rysunek 20) na wsad mieszany posiada:
-
gardziel czyli górną część pieca, przez którą zasypuje się do pieca wsad mieszany:
kamień wapienny i koks w odpowiednich proporcjach:
0,5 < d
koksu
/ D
wapienia
< 0,7,
przy czym uziarnienie kamienia powinno być w granicach:
D ÷ 2D,
po to, aby czasy rozkładu kamienia nie różniły się zbytnio, a czas spalania paliwa nie
różnił się od czasu dekarbonizacji kamienia wapiennego. Kamień i koks są ważone
i podawane do pieca w taki sposób, aby zminimalizować ich segregację i zapewnić
równomierność rozkładu energii, a zatem równomierny wypał i większą sprawność
termiczną,
-
komin połączony z gardzielą , wytwarza odpowiedni ciąg gazu w piecu,
-
szyb, część pieca poniżej gardzieli, wyłożony materiałem ogniotrwałym. W szybie są 3
strefy:
1. suszenia i podgrzewania wsadu do temperatury ok. 900°C,
2. wypalania wapna w temperaturze 900÷1200°C (rozdział 4.4.1),
3. chłodzenia wapna.
-
fundament, uformowany pod szybem tak, aby ułatwiać odbieranie wypalonego wapna
przez otwory uciągowe.
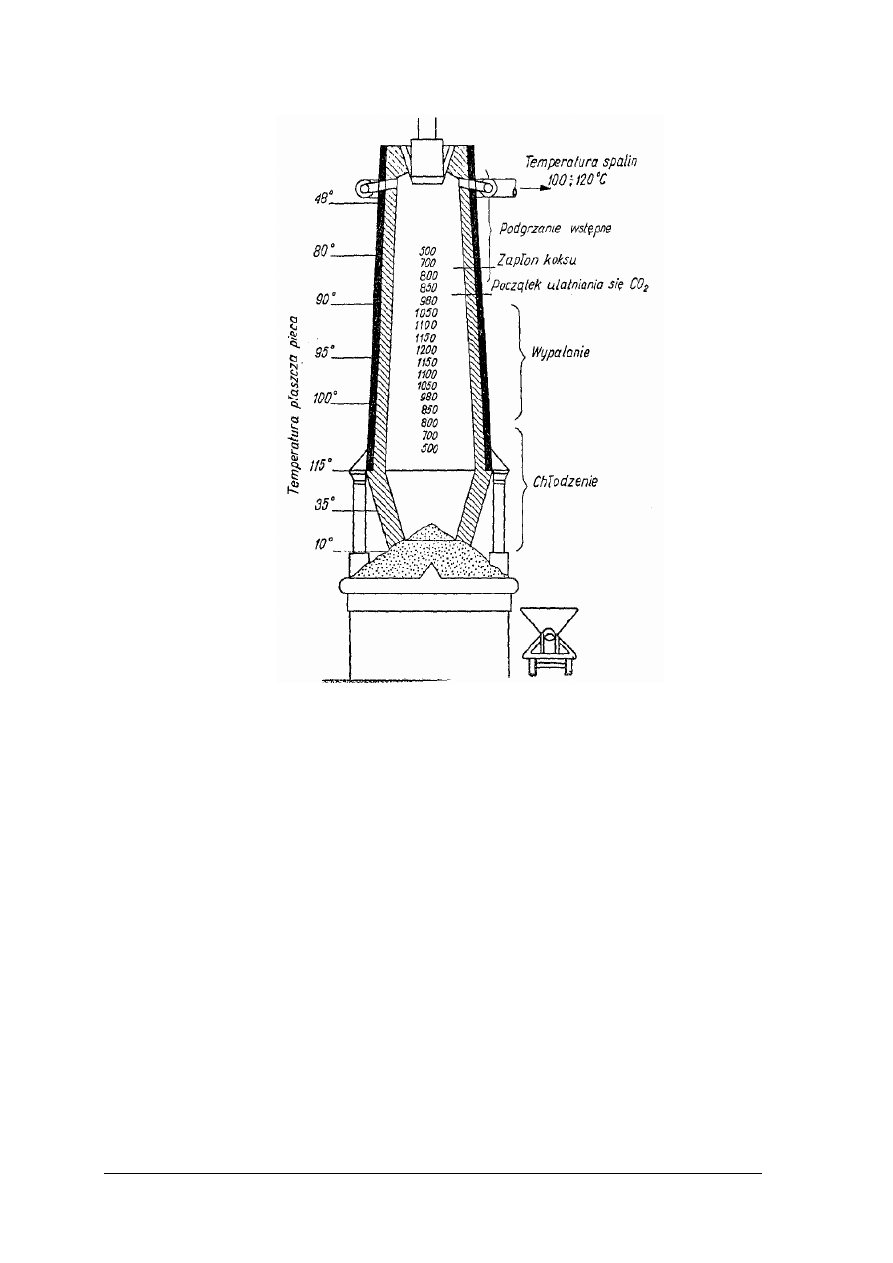
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 20. Podział stref i rozkład temperatur w piecu szybowym [1, s. 46]
Piec Maerz`a
Piec o wys. ~ 60m jest w pełni zautomatyzowany i opomiarowany, co pozwala na
precyzyjną kontrolę procesu wypalania. Składa się z 2 szybów 1 i 2. Cykl naprzemienny trwa
ok. 12 minut i polega na tym, że w tym samym czasie w jednym z szybów następuje
wypalanie, a w drugim następuje regeneracja (odzysk) ciepła nagromadzonego w wypalanym
kamieniu. Istnieją 3 strefy: podgrzewania, wypalania i chłodzenia. Ciepło wypalania pochodzi
ze spalania oleju opałowego (mazutu). W celu podtrzymania procesu spalania wtłacza się do
pieca również powietrze. Kamień podawany jest cyklicznie od góry pieca za pomocą skipów.
Mazut i powietrze podawane są z tego samego kierunku. Wypał następuje współprądowo.
Przez to proces wypalania jest mniej energochłonny, a produkt bardziej reaktywny. Wypalone
bryłki, przed wybraniem z pieca muszą być ochłodzone do temperatury ok. 80°C. Powietrze
chłodzące wtłaczane jest pod ciśnieniem od dołu pieca. Piece Maerz
'
a mogą być też opalane
gazem, olejem lub rozdrobnionym paliwem stałym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 21. Schemat działania pieca Maerz
’
a [19]
Wypalanie wapna w piecu obrotowym
Piecem jest stalowy cylinder o średnicy 2÷3 m, wyłożony materiałem ogniotrwałym,
lekko pochylony względem poziomu i wsparty w kilku miejscach na wieńcach tocznych.
Przebieg wypalania:
-
podgrzewanie i suszenie wapienia przebiega na rusztach obrotowych, które wykorzystują
ciepło spalin pochodzące z wypalania,
-
wypalanie wapienia jest przeciwprądowe. Wapień o granulacji 10÷50 mm podaje się
z jednego końca pieca; paliwo z przeciwległego końca przez dyszę, Paliwem może być:
pył węglowy, olej opałowy, gaz generatorowy lub ziemny,
-
chłodzenie polega na tym, że wapno palone wychodzące z pieca, chłodzi się strumieniem
powietrza w urządzeniu zwanym chłodnikiem. Stosuje się chłodniki planetarne.
Wadą pieców są straty ciepła na skutek złego przenoszenia ciepła pomiędzy gazami
spalinowymi, a wapieniem i zbyt wysoka z tego powodu temperatura gazów odlotowych
(ok. 900°C).
Rys. 22. Piec obrotowy z chłodnikami planetarnymi [1, s. 61]
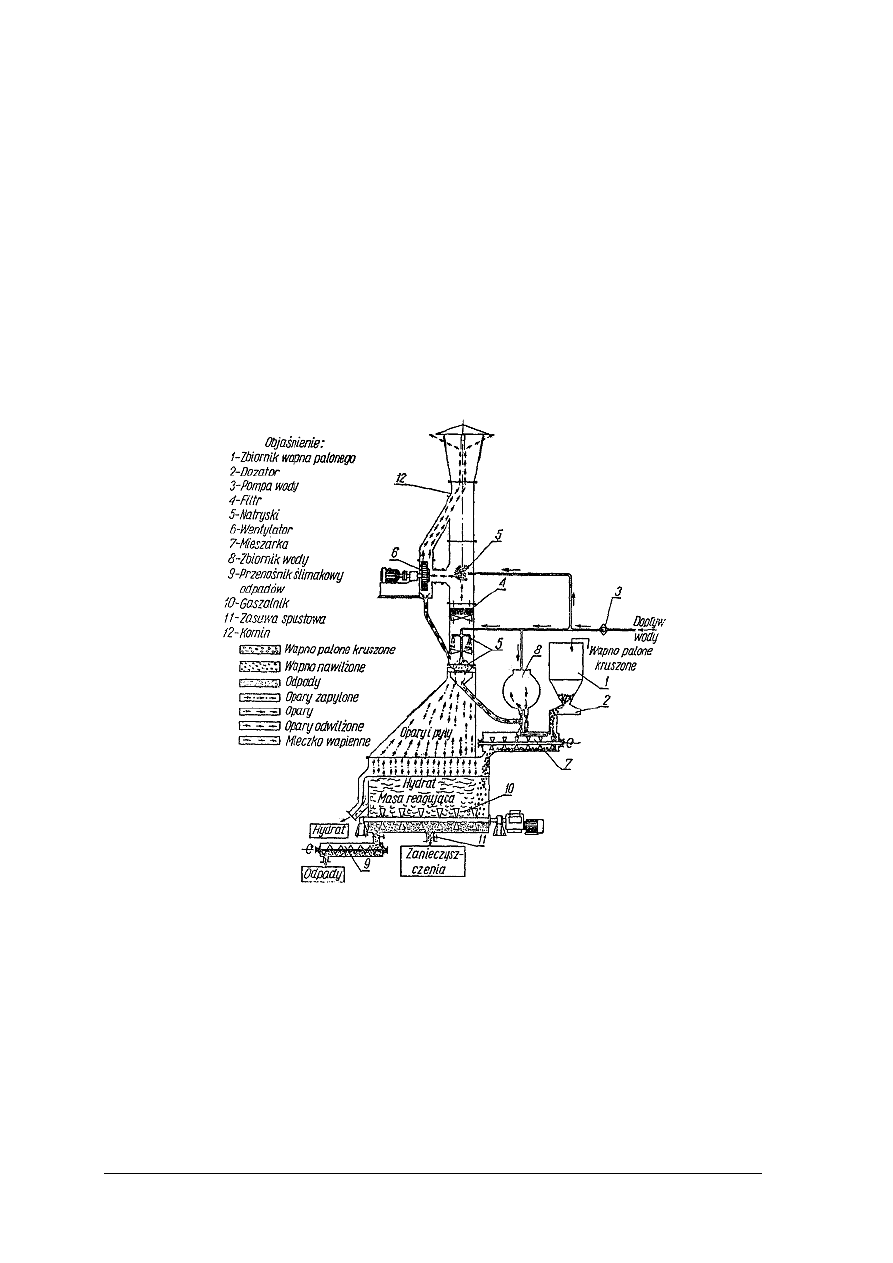
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Technologia produkcji wapna hydratyzowanego
Gaszenie wapna palonego na skalę przemysłową na sucho w celu otrzymania wapna
suchogaszonego, czyli hydratyzowanego odbywa się mechanicznie w urządzeniach zwanych
hydratorami. Są one zmechanizowane i zautomatyzowane.
Proces gaszenia w hydratorach (rysunek 23) ogólnie polega na:
-
połączeniu rozkruszonego wapna palonego z wodą zimną lub ogrzaną,
-
wymieszaniu powstałego hydratu ( temperatura reakcji ok.100°C),
-
pozostawieniu go na okres 24 ÷ 72 godzin w silosach tzw. dojrzewalnikach, dla
przereagowania z wodą,
-
przesianiu lub rozdzieleniu wapna w separatorach powietrznych i pakowaniu w worki.
Rys. 23. Hydrator selektywny wg systemu Sturtevant- Knibbsa [1, s. 64]
Produkcja wapna hydraulicznego
Wapno hydrauliczne produkuje się następujących etapach:
-
wypalanie wapieni marglistych poniżej temperatury spiekania (rozdział 4.4), najczęściej
w piecach szybowych, w takich samych, co wypalanie wapna palonego. Surowiec podaje
się do pieca w kawałkach o wymiarach 60÷150 mm,
-
rozdrobnienie,
-
gaszenie na sucho w urządzeniach hydratacyjnych podobnych do hydratorów używanych
do gaszenia wapna palonego,
-
rozdzielenie w separatorze grudek mniej zlasowanych,
-
rozdrabnianie w młynach większych grudek.
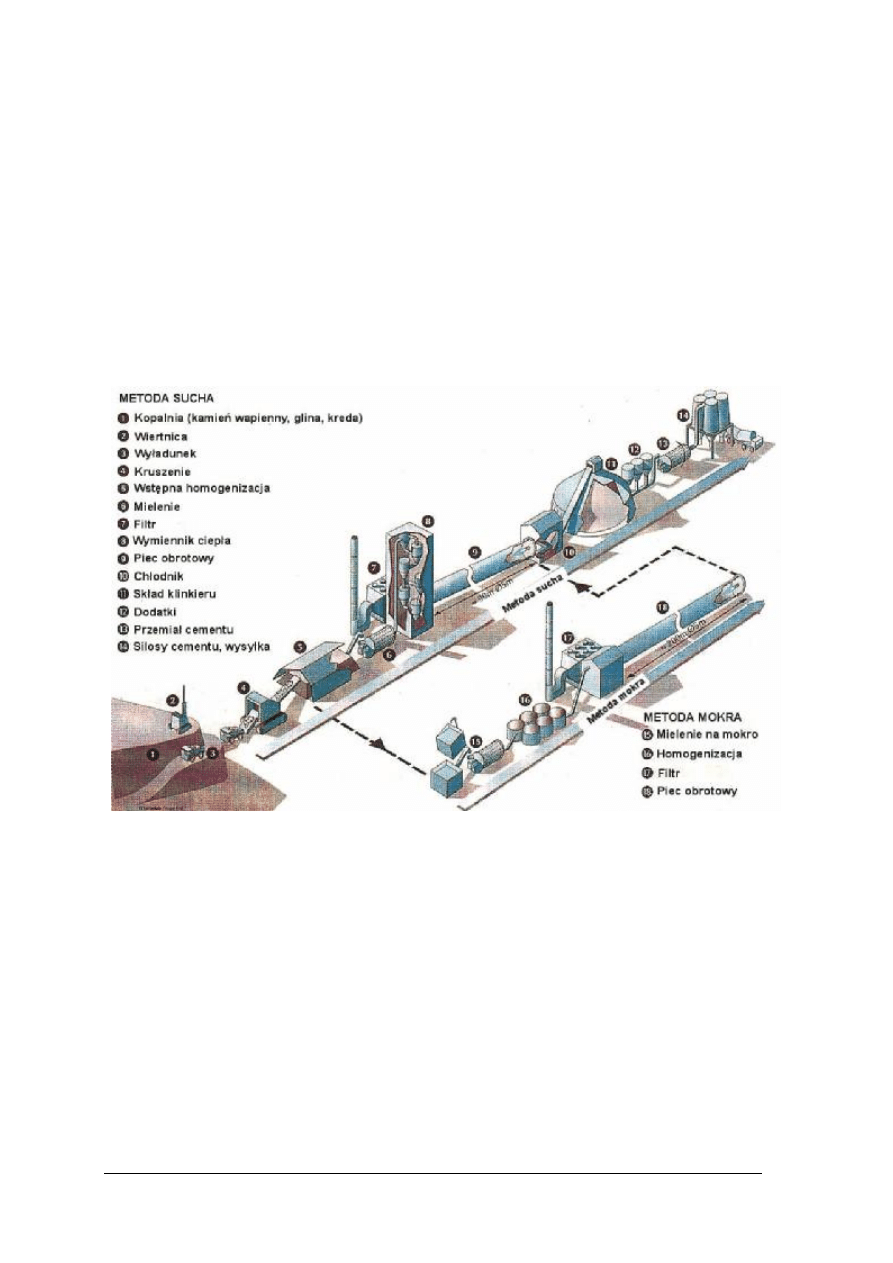
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Technologia produkcji cementu
W przemyśle cementowym stosowane są dwie metody produkcji: sucha i mokra
(rysunek 24), różniące się między sobą głównie sposobem przygotowywania mieszaniny
surowcowej. W metodzie suchej przemiela się surowiec uprzednio wysuszony w młynach
i następnie wypala się w piecach obrotowych lub szybowych. W metodzie mokrej przemiela
się surowiec z równoczesnym dodawaniem wody w ilości 30÷50% i mieszaninę surowcową
w postaci gęstego, ciekłego szlamu wypala się w piecach obrotowych.W polskim przemyśle
cementowym zanika metoda mokra na rzecz metody suchej, a klinkier wypalany jest
przeważnie w piecach obrotowych. Eliminowanie mokrej metody zmniejsza zużycie energii
cieplnej, a tym samym ilość emitowanych gazów odlotowych (ogranicza się m.in. emisję
CO
2
).
Rys. 24. Metody produkcji cementu: sucha i mokra [22]
Metoda sucha produkcji cementu
Surowce: wapnie i glinokrzemiany są wysuszane oddzielnie do zawartości ~2% wilgoci
w suszarniach obrotowych. Następnie przenośnikami są dostarczane do zbiorników. Pod
zbiornikami umieszczone są dozowniki, które podają materiały do młynów w ilościach
odpowiadających obliczonemu składowi mieszaniny surowcowej. W młynach zostają
zmielone na mączkę o ziarnach ~ 0,09 mm i równocześnie wstępnie mieszane. Mączkę
transportuje się do silosów, gdzie koryguje się jej skład przez odpowiednie dobranie ilości
składników (partii o większej lub mniejszej zawartości CaCO
2
). Po korekcji dokładnie się
miesza, bo mieszanina surowcowa musi mieć możliwie jednolity skład. Mieszaninę zwilża się
wodą przed podaniem jej do pieca (rysunek 25).
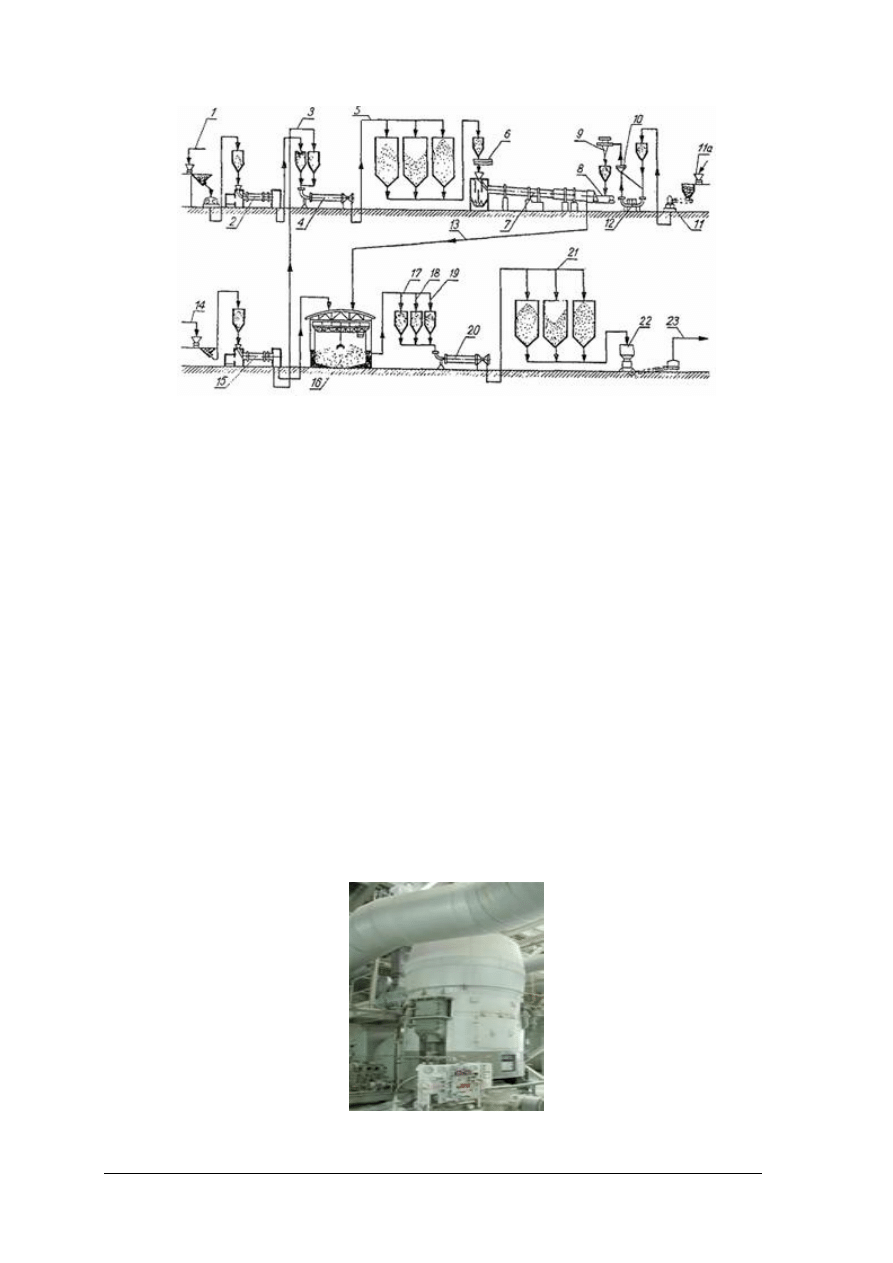
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 25. Schemat produkcji cementu metodą suchą w piecu obrotowym 1 – wapień, 2 – suszarnia, 3 – żużel,
4 – młyn, 5 – silosy na mączkę surowcową, 6 – ślimak mieszający, 7 – piec obrotowy, 8 – wentylator,
9 – cyklon, 10 – separator, 11 – łamacz węgla, 11a – węgiel, 12 – młyn, 13 – klinkier, 14 – żużel, 15 –
suszarnia, 16 – magazyn klinkieru, 17 – klinkier, 18 – gips, 19 – dodatki, 20 – młyn, 21 – silosy na
cement, 22 – pakowarka, 23 – cement [1, s. 103]
Piece obrotowe opalane mogą być mączką węglową (miał węglowy zmielony
i wysuszony w węglowym młynie) wdmuchiwaną do pieca przez dyszę. Gazy spalinowe
przesuwają się w stronę wyższego końca pieca. Mieszanka surowcowa przesuwa się w stronę
przeciwną i pod wpływem gorących spalin ok. 1450 °C spieka się (nie topi) w klinkier
(przeróbka termiczna surowców omówiona została w rozdziale 4.4.). Klinkier ma postać
bryłek o ciemnej barwie. Wypalony klinkier ochładza się w chłodnikach planetarnych
i
przetransportowuje do zbiorników, a ze zbiorników do młynów. Przed zmieleniem
dodawane jest wagowo 1÷3% gipsu jako regulatora wiązania cementu z wodą oraz inne
dodatki w miarę potrzeby. Zmielony cement paczkuje się.
Technologia produkcji gipsu
Produkcja spoiwa gipsowego jest zazwyczaj zautomatyzowana i etapy produkcji płynnie
następują po sobie:
-
rozdrobnienie kamienia gipsowego w kruszarce udarowej do granulacji 0 ÷ 40 mm,
-
magazynowanie skruszonego kamienia gipsowego, jego uśrednienie oraz automatyczne
wybieranie,
-
proces suszenia i równoczesnego mielenia kamienia gipsowego w młynie misowo-
-walcowym (rysunek 26) do wymaganej granulacji,
Rys. 26. Młyn misowo-walcowy [21]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
-
proces wypału kamienia gipsowego (dehydratacja), polega na jego prażeniu
w kalcynatorze obrotowym (rysunek 27) w celu wydzielenia wody krystalizacyjnej
(rozdział 4.4.1.) i otrzymania spoiwa gipsowego.
Rys. 27. Kalcynator obrotowy [21]
-
dokładny, bo zautomatyzowany i skomputeryzowany etap odważenia i wymieszania
składników – zgodnie z recepturą (rysunek 28),
Rys. 28. Łączenie składników [21]
-
magazynowanie (rysunek 29) produktów kalcynacji kamienia gipsowego: gips
budowlany, gips modelowy, anhydryt,
Rys. 29. Magazynowanie produktów [21]
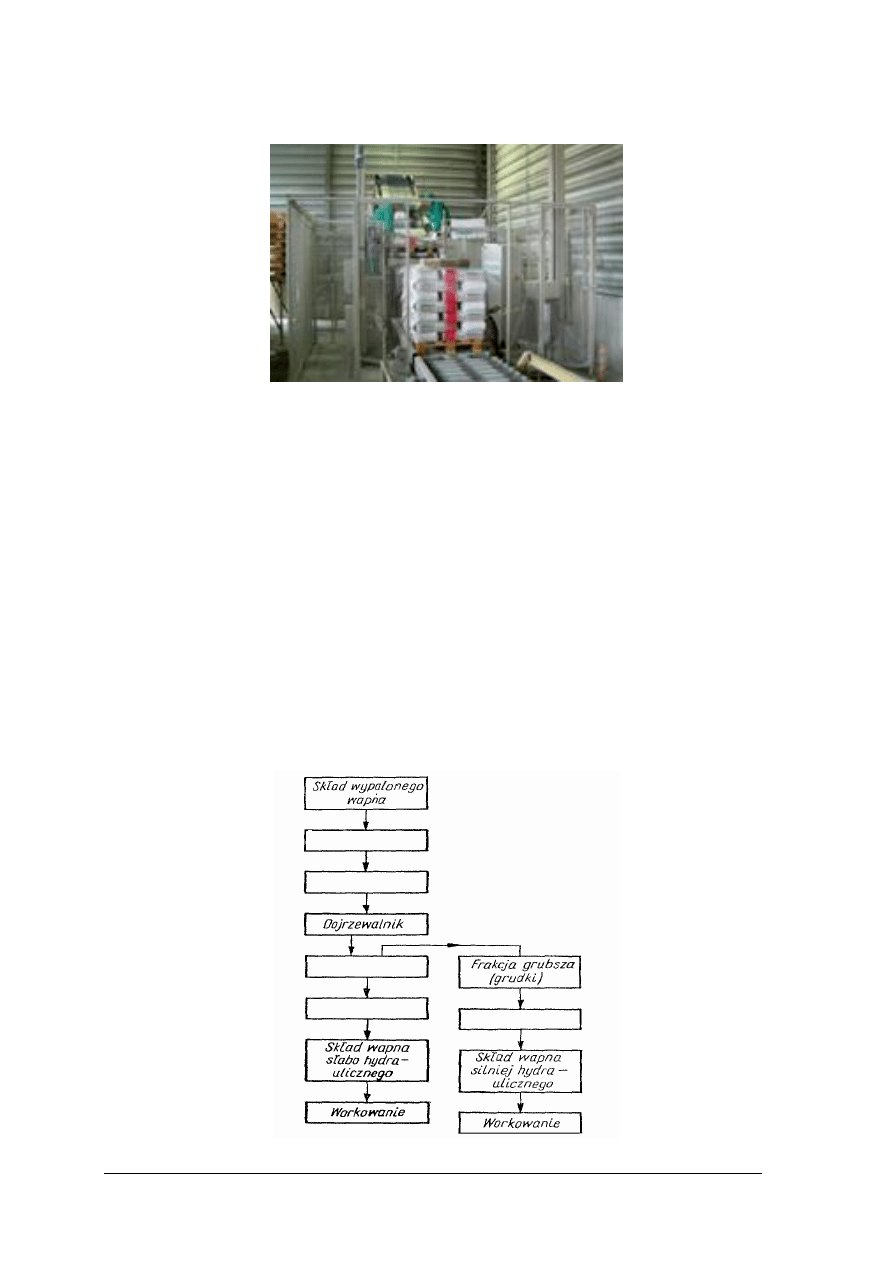
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
-
pakowanie i paletyzowanie spoiw gipsowych (rysunek 30).
Rys. 30. Pakowalnia [21]
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak przygotowuje się kamień wapienny do wypalania?
2. Jakie są etapy produkcji wapna palonego?
3. Jaka jest budowa typowego pieca szybowego?
4. Jaka jest rola hydratowa?
5. Co jest przyczyną eliminowania metody mokrej przy produkcji cementu?
6. Jakie są etapy produkcji gipsu?
7. Jaka jest rola kalcynatora?
4.6.3. Ćwiczenia
Ćwiczenie 1
Uzupełnij uproszczony schemat przebiegu produkcji wapna hydraulicznego z wapna
palonego.
Rysunek do ćwiczenia 1

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować proces produkcji wapna hydraulicznego,
2) przeanalizować przedstawiony schemat,
3) wytypować etapy procesu do uzupełnienia,
4) wypełnić schemat,
5) sprawdzić poprawność wykonanego zadania,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia,
8) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
tablice poglądowe na temat produkcji materiałów wiążących,
−
schemat do ćwiczenia,
−
notatnik i przybory do pisania,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Opracować uproszczony schemat produkcji gipsu.
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować proces produkcji gipsu,
2) narysować układ schematu,
3) uzupełnić układ nazwami etapów (urządzeń),
4) sprawdzić poprawność wykonanego zadania,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
7) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
tablice poglądowe na temat produkcji materiałów wiążących,
−
notatnik i przybory do pisania,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 3
Spośród pięciu przedstawionych materiałów:
a) wybierz gips, wapno palone i cement,
b) określ te cechy materiałów, które pozwoliły na jednoznaczny wybór,
c) dobierz eksponaty surowców do produkcji wybranych materiałów wiążących.
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć eksponaty materiałów wiążących,
2) dokonać wyboru wg punktu a),
3) odpowiedzieć na punkt b),
4) obejrzeć eksponaty surowców,
5) dokonać wyboru wg punktu c)
6) sprawdzić poprawność wykonanego zadania,
7) zaprezentować wykonane ćwiczenie,
8) dokonać oceny poprawności wykonanego ćwiczenia,
9) uporządkować miejsce pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania,
−
eksponaty materiałów wiążących w tym: gipsu, wapna palonego i cementu,
−
eksponaty surowców do produkcji materiałów wiążących,
−
literatura zgodna z punktem 6 Poradnika.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić podstawowe materiały wiążące?
2) rozróżnić urządzenia do produkcji materiałów wiążących?
3) dobrać surowce do produkcji materiałów wiążących?
4) przedstawić i objaśnić uproszczony schemat technologiczny
produkcji wapna, cementu lub gipsu?
5) wymienić, jaką granulację powinien mieć surowiec do produkcji
wapna, cementu, gipsu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.7. Zastosowanie przetworzonych materiałów skalnych
4.7.1. Materiał nauczania
Przetworzone materiały skalne w postaci spoiw wiążących mają zastosowanie jako
składniki: zaczynów, zapraw i betonów.
-
Zaczyny są to mieszaniny spoiwa z wodą przed rozpoczęciem wiązania.
-
Zaprawy to mieszaniny spoiwa, drobnego kruszywa (piasku) i wody zarobowej.
Właściwości techniczne zapraw zależą od rodzaju spoiwa i od wzajemnej proporcji
składników. Zadaniem spoiwa w zaprawie jest połączenie ze sobą poszczególnych ziaren
kruszywa, będącego materiałem wypełniającym, oraz zespolenie elementów łączonych ze
sobą. Zaprawy mogą być:
-
murarskie: wapienne, cementowe, cementowo-wapienne, cementowo-gliniane,
-
tynkarskie: wapienne, cementowe, cementowo-wapienne, gipsowe, gipsowo-wapienne.
-
Beton to sztuczny kamień powstały w wyniku wiązania i twardnienia spoiwa zawartego
w mieszance betonowej. Mieszanka betonowa składa się ze spoiwa, kruszywa różnych
frakcji, wody oraz ewentualnych dodatków mineralnych w postaci popiołów lotnych
i domieszek chemicznych.
Zalety spoiwa gipsowego:
-
łatwość wykonywania odlewów,
-
możliwość szybkiego użycia wyprodukowanych wyrobów,
-
małe zużycie paliwa przy jego produkcji,
-
ognioodporność,
-
czystość ekologiczna.
Wady spoiwa gipsowego:
-
zbyt szybkie wiązanie,
-
nieodporność na działanie wody i wilgoci (zmniejszanie wytrzymałości pod wpływem
wody),
-
niezbyt dobre łączenie z materiałami wypełniającymi (piaskiem, żwirem itp.),
-
korodujące działanie na stal.
Zastosowanie spoiw gipsowych:
-
do zapraw murarskich w murach nie narażonych na działanie wody,
-
do wyrobu tynków wewnętrznych,
-
do wyrobów budowlanych, jak suche tynki w arkuszach, płyty, pustaki, bloki, dyle
ścienne i stropowe,
-
do wyrobu sztucznych marmurów (stiuków),
-
do wznoszenia ścianek monolitycznych.
-
jako dodatek do produkcji cementu (regulator wiązania),
-
w przemyśle: ceramicznym, chemicznym, górniczym, odlewniczym, w medycynie
i innym.
Produkty gipsowe
Wyroby gipsowe stosuje się do prac wykończeniowych wewnątrz pomieszczeń
Najczęściej są to płyty i pustaki np.:
-
płyty gipsowe Pro-Monta mają kształt prostopadłościanu o grubości 80÷120 mm.
Powierzchnie licowe płyt są równe i gładkie, a boki posiadają montażowe wpusty i pióra
w kształcie trapezu. Taka konstrukcja płyt pozwala na szybki montaż oraz uzyskanie
ścian o dużej gładkości powierzchni bez jakiegokolwiek tynkowania. Płyty gipsowe Pro-
Monta mają też zastosowanie przy wykonywaniu obudowy słupów nośnych, kanałów
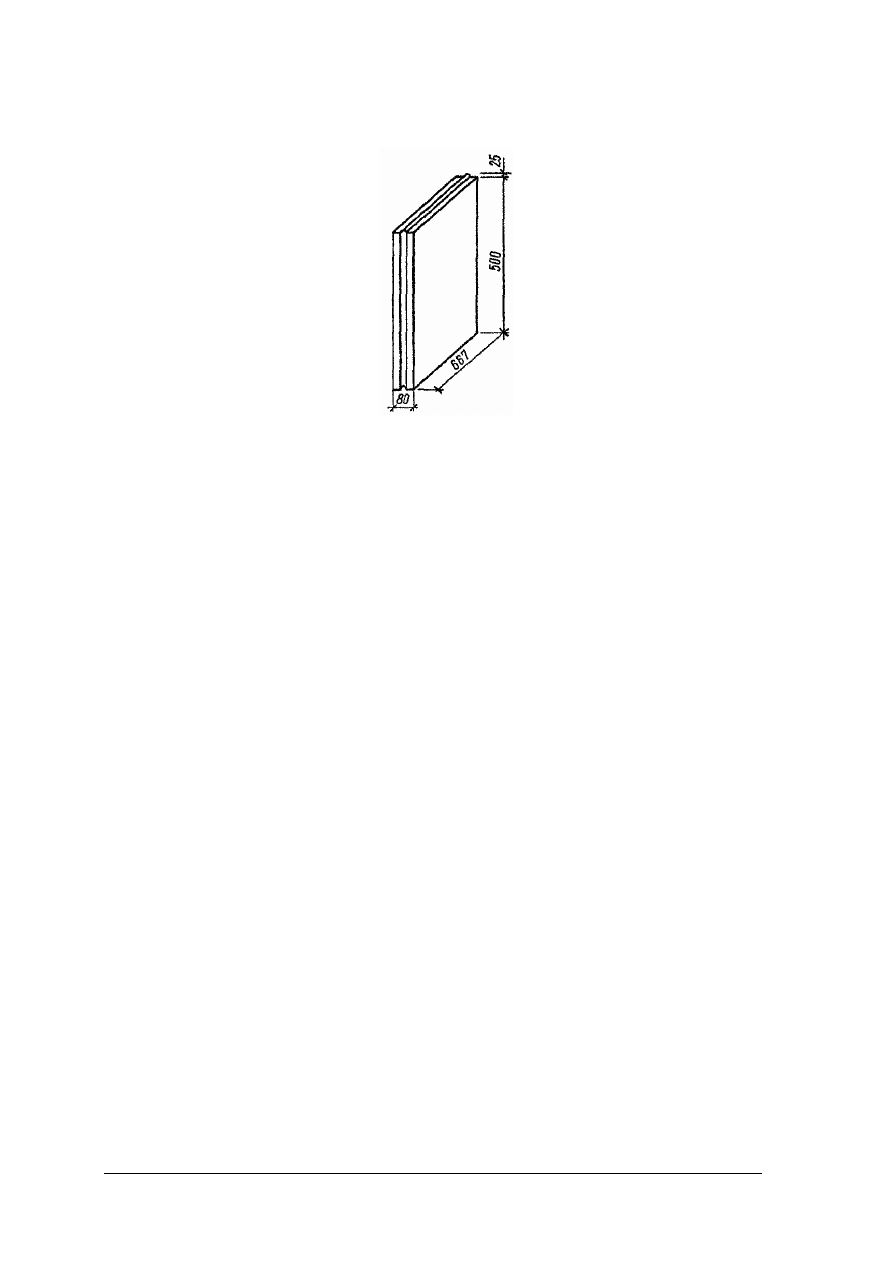
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
wentylacyjnych
i
sanitarnych
w
pomieszczeniach
budynków
mieszkalnych,
przemysłowych i użyteczności publicznej,
Rys. 31. Płyta Pro-Monta [9, s. 133]
-
płyty gipsowo-kartonowe o grubości 9÷24 mm powstają poprzez połączenie rdzenia
gipsowego z nałożoną obustronnie okładziną ze specjalnego wielowarstwowego kartonu.
Karton pokrywa obie strony płyty oraz dłuższe brzegi. Najczęściej producent różnicuje
strony płyty, na spodniej umieszczane są oznaczenia wskazujące grubość, miejsce
produkcji, normę, itp. Strona bez oznaczeń to strona licowa. Gips tworzący rdzeń płyty
jest odpowiednio modyfikowany dodatkami regulującymi czas wiązania oraz
powodującymi obniżenie gęstości gipsu i zwiększenie jego przyczepności do kartonu.
Karton natomiast ma za zadanie przejmowanie naprężeń rozciągających powstających
przy zginaniu płyty. Wytrzymałość płyt na zginanie w kierunku ich długości jest 3-krotnie
większa niż w kierunku do niej prostopadłym. Jest to uwarunkowane kierunkiem włókien
celulozy w kartonie. Kartonowa powierzchnia jest gładka, gotowa do natychmiastowego
malowania, do tapetowania i okładania okładzinami ceramicznymi. Rodzaje płyt
gipsowo-kartonowych:
-
standardowe (zaczyn gipsowy obłożony kartonem),
-
ogniochronne (do zaczynu dodajemy włókna szklane),
-
o zwiększonej odporności na działanie wody (dodanie żywic i sylikonów).
Etapy produkcji płyt gipsowo-kartonowych:
-
mieszanie gipsu o wilgotności ok. 10% z odpadami produkcyjnymi (suchymi i mokrymi),
-
proces kalcynowania (usuwania wody) ,
-
obróbka gipsu: mieszanie w mieszalniku specjalnie dobranych komponentów,
-
formowanie wstęgi (o ustalonej grubości i szerokości) i twardnienie płyty na taśmie,
-
cięcie specjalnymi nożycami wstęgi na pożądane wymiary,
-
suszenie i pakowanie płyt na palety.
Poddane specjalnej obróbce płyty mogą uzyskać właściwości pozwalające na montaż
ścian w warunkach szczególnej wilgotności, a nawet jako płyty osłonowe. Możliwe jest
produkowanie, transport i montaż płyty do długości 6 metrów. Płyty gipsowo-kartonowe
używane są jako elementy konstrukcyjne i dekoracyjne.
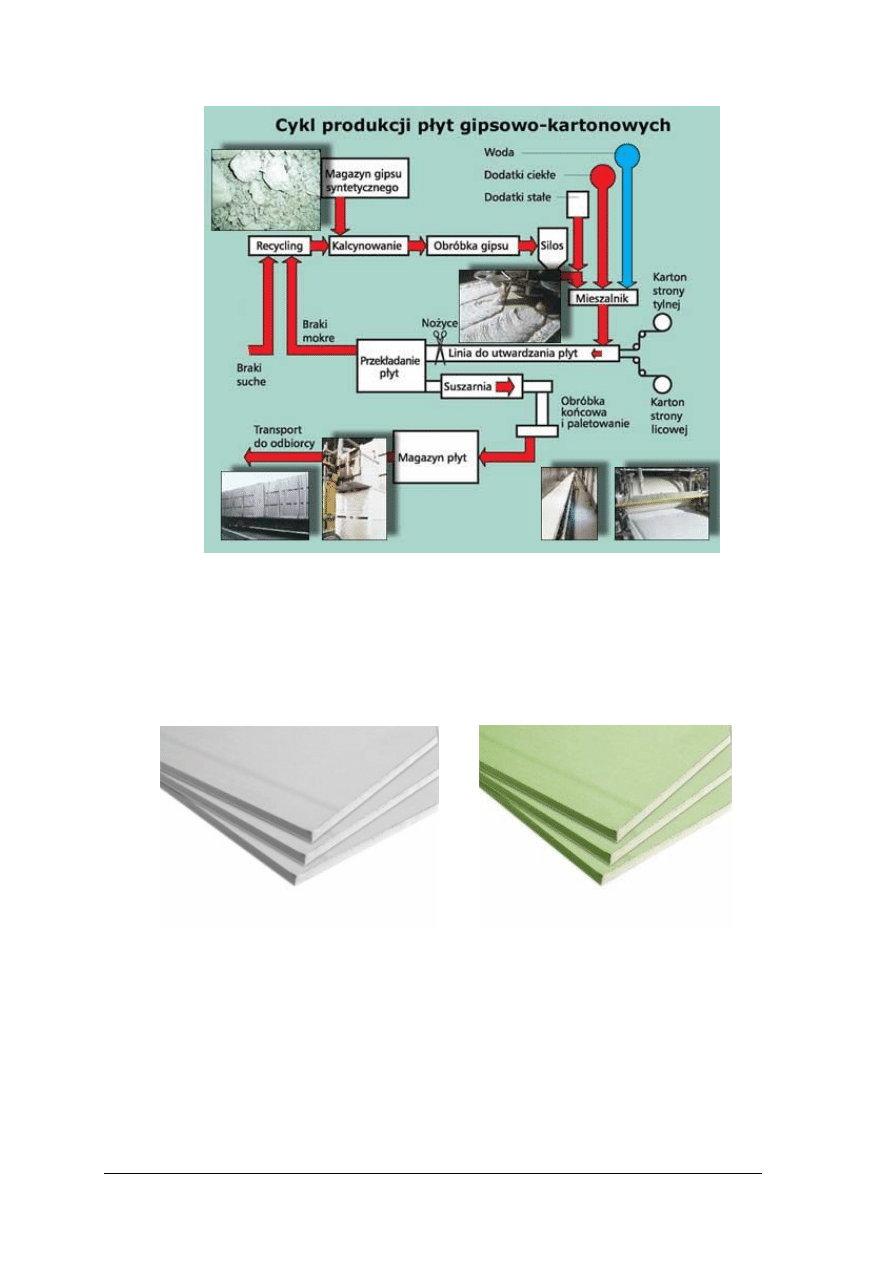
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Rys. 32. Produkcja płyt gipsowo-kartonowych [23]
Płyty gipsowo-kartonowe należą do materiałów budowlanych uczestniczących
w recyklingu. Coraz większa ilość tych materiałów budowlanych wytwarzana jest z odpadów
lub materiałów zwracanych do obiegu. Papier odzyskiwany jest w 100%, a coraz większa
ilość gipsu to gips syntetyczny, pochodzący z oczyszczania emisji kominów elektrowni.
a)
b)
Rys. 33. Płyty gipsowo-kartonowe: a) zwykłe, b) o rdzeniu impregnowanym środkami hydrofobowymi [20]
Zastosowanie spoiwa wapiennego
Zalety:
-
zdolność nadawania zaprawom dobrej urabialności,
-
zdolność chemicznego łączenia się z domieszkami hydraulicznymi, mielonymi żużlami itp.
Wady:
-
niska wytrzymałość,
-
nieodporność na działanie wody,
-
duże zużycie paliwa przy produkcji wapna.
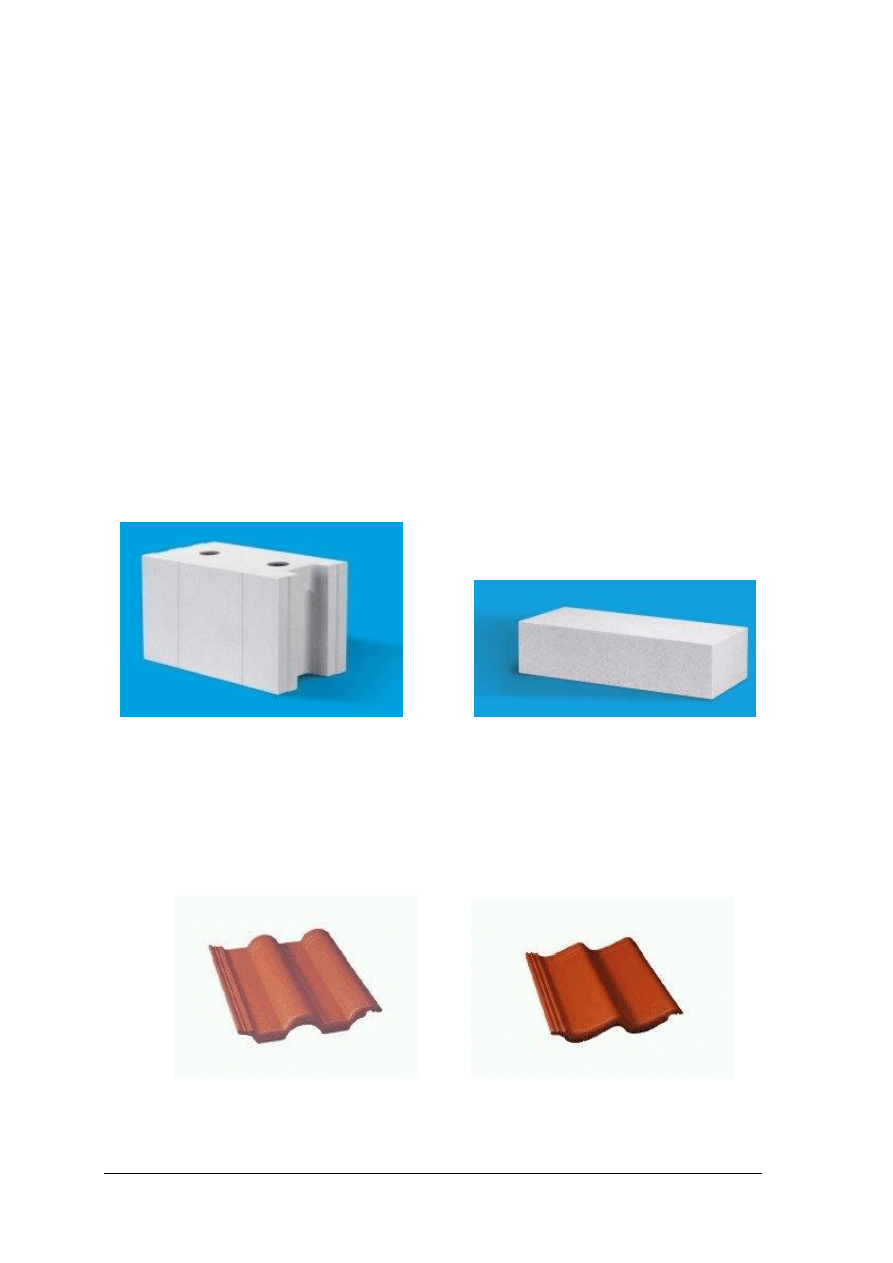
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
Zastosowanie:
-
do zapraw murarskich
-
do zapraw tynkarskich,
-
do betonów niewielkiej wytrzymałości (żużlobetony, gruzobetony),
-
do farb wapiennych,
-
do produkcji cegieł i bloków silikatowych.
Produkty z zapraw wapienno-piaskowych
Cegły i bloki wapienno-piaskowe zwane silikatowymi produkuje się w następujących
etapach:
-
wykonanie zaprawy składającej się:
-
z wapna niegaszonego mielonego,
-
piasku kwarcowego,
-
wody,
-
leżakowanie zaprawy w silosach przez 10 godzin w celu gaszenia wapna,
-
formowanie wyrobów metodą prasowania,
-
autoklawizowanie wyrobów w stalowych, hermetycznie zamykanych cylindrach,
w temperaturze około 373K (100
°
C), pod ciśnieniem około 0,8 MPa - przez kilkanaście
godzin. Podczas autoklawizowania zaprawa wiąże i twardnieje.
a)
b)
Rys. 34. Bloki silikatowe: a) drążony, b) pełny [20]
Zastosowanie spoiwa cementowego
Cement portlandzki jest najbardziej uniwersalnym spoiwem i daje wyroby stosunkowo
szybko twardniejące zarówno na powietrzu jak i w wodzie o znacznej wytrzymałości. Ujemną
cechą jest niska odporność na chemiczne działanie wielu kwasów, soli i gazów oraz skurcz
przy tężeniu w pierwszym okresie na powietrzu. Wyroby z zapraw cementowych to
np. dachówki i gąsiory.
a)
b)
Rys. 35. Dachówki cementowe barwione: a) zakładkowa EKSTRA, b) esówka PROFIL S [20]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Wyroby z betonów
Gotowe wyroby z betonów nazywa się prefabrykatami. Do wytwarzania prefabrykatów
używa się:
-
betonu zwykłego,
-
betonu lekkiego,
-
żużlobetonu,
-
żelbetu,
-
strunobetonu,
-
kablobetonu.
Prefabrykaty klasyfikuje się na:
-
drobnowymiarowe – przeznaczone do ręcznego układania np.: pustaki ścienne, bloczki
ścienne, belki i pustaki stropowe,
-
średniowymiarowe - układane są przy pomocy lekkiego sprzętu do transportu i podnoszenia,
-
wielkowymiarowe – przeznaczone do montażu i transportu z zastosowaniem sprzętu
ciężkiego.
a)
b)
Rys. 36. Wyroby z betonu komórkowego: a) bloczek, b) kształtka [20]
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co różni się zaczyn od zaprawy?
2. Co to jest beton?
3. Jakie są rodzaje zapraw?
4. Jakie jest zastosowanie cementu?
5. Jakie są zalety i wady cementu?
6. Jakie znasz wyroby gipsowe?
7. Jakie znasz wyroby wapienno-piaskowe?
4.7.3. Ćwiczenia
Ćwiczenie 1
Określ na podstawie krótkiej charakterystyki rodzaj wyrobów oraz podaj spoiwa użyte do
produkcji tych wyrobów.
a) Wyroby o grubości 9÷24 mm powstają poprzez połączenie rdzenia do kartonu. Rdzeń jest
odpowiednio modyfikowany dodatkami regulującymi czas wiązania oraz powodującymi
obniżenie gęstości spoiwa i zwiększenie jego przyczepności do kartonu. Karton natomiast
ma za zadanie przejmowanie naprężeń rozciągających powstających przy zginaniu wyrobu.
b) Uformowane wyroby metodą prasowania, są autoklawizowane w stalowych,
hermetycznie zamykanych cylindrach, w temperaturze około 373K, pod ciśnieniem około

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
0,8 MPa. Autoklawizowanie trwa kilkanaście godzin. W tym czasie zaprawa wiąże
i twardnieje.
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie przeczytać krótkie charakterystyki,
2) przeanalizować treść polecenia,
3) odpowiedzieć na punkt a) i b),
4) sprawdzić poprawność wykonanego ćwiczenia,
5) zaprezentować wykonane ćwiczenie,
6) dokonać oceny poprawności wykonanego ćwiczenia,
7) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania,
−
literatura zgodna z punktem 6 Poradnika.
Ćwiczenie 2
Przedstaw uproszczony schemat technologiczny produkcji płyt gipsowo-kartonowych.
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować produkcję płyt gipsowo-kartonowych przedstawioną na rysunku 32,
2) sporządzić uproszczony schemat technologiczny produkcji płyt,
3) sprawdzić poprawność wykonanego ćwiczenia,
4) zaprezentować wykonane ćwiczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia,
6) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
notatnik i przybory do pisania,
−
literatura zgodna z punktem 6 Poradnika.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić wyroby ze względu na spoiwo, z którego powstały?
2) rozróżnić płyty gipsowe od gipsowo - kartonowych?
3) wytypować materiał wiążący do produkcji betonu?
4) przedstawić i objaśnić uproszczony schemat technologiczny
produkcji płyt gipsowo – kartonowych?
5) wymienić etapy produkcji wyrobów silikatowych?
6) wyjaśnić, przy produkcji których wyrobów ma zastosowanie
recykling?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.8. Ochrona środowiska i warunki bezpiecznej pracy przy
produkcji wapna, cementu i gipsu
4.8.1. Materiał nauczania
Instytucjami do przeprowadzania kontroli w zakładach pracy są:
-
Państwowa Inspekcja Pracy,
-
Państwowa Inspekcja Sanitarna,
-
Urząd Dozoru Technicznego.
Do zakresu działania Państwowej Inspekcji Pracy należą między innymi:
-
kontrola przestrzegania prawa pracy,
-
kontrola przestrzegania przepisów bhp w tym również przy np. modernizacji zakładów
przemysłowych oraz stanowiących ich wyposażenie maszyn i urządzeń technicznych
i technologicznych,
-
analizowanie przyczyn wypadków przy pracy oraz chorób zawodowych,
-
kontrola prawidłowości stosowania środków zapobiegających wypadkom i chorobom
zawodowym oraz uczestniczenie w badaniu przyczyn wypadków przy pracy.
Państwowa Inspekcja Pracy działa na zasadzie ustawy (Dz. U. z 2001r., nr 124 poz. 1362).
Państwowa Inspekcja Sanitarna kontroluje przestrzegania przepisów określających
wymagania dotyczące:
-
higieny środowiska tj. czystości powietrza atmosferycznego, gleby, wody,
-
utrzymania należytego stanu higienicznego w zakładzie pracy,
-
warunków zdrowotnych środowiska pracy.
Realizując te zadania Państwowa Inspekcja Sanitarna sprawdza wyniki pomiarów
czynników szkodliwych dla zdrowia, porównuje z dopuszczalnym stężeniem i natężeniem,
w szczególności:
-
zapylenia,
-
hałasu,
-
wibracji.
Ponadto, kontroluje pomieszczenia produkcyjne, urządzenia, stosowane technologie,
materiały, zabezpieczenia techniczne, ochrony osobiste, zaplecza sanitarne itd.
Urząd Dozoru Technicznego kontroluje urządzenia techniczne.
Wyżej wymienione instytucje jak i zakładowe służby bhp przyczyniają się do poprawy
warunków pracy i zmniejszania wypadków przy pracy oraz chorób zawodowych.
Obowiązkiem pracodawcy (zakładu pracy) jest eliminowanie i ograniczanie
oddziaływania czynników szkodliwych, możliwie do najniższego poziomu, poprzez:
-
doskonalenie technologii i modernizowanie urządzeń produkcyjnych,
-
utrzymywanie w stałej sprawności urządzeń eliminujących lub ograniczających
szkodliwe czynniki w środowisku pracy,
-
środki organizacyjne (metody pracy, ograniczenie czasu ekspozycji, przerwy w pracy itp.).
Pracownik powinien współdziałać z pracodawcą w zakresie:
-
ustalenia stopnia narażenia na czynniki szkodliwe, występujące w środowisku pracy,
-
znajomości podstawowych zasad ochrony zdrowia przed działaniem czynników
szkodliwych,
-
stosowania środków ochrony zbiorowej (np. wentylacja, obudowy maszyn, tłumiki,
ekrany),
-
informowania pracodawcy o uszkodzeniach urządzeń, maszyn, instalacji, mających
wpływ na obecność czynników szkodliwych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
-
używania przydzielonych środków ochrony indywidualnej zgodnie z przeznaczeniem
oraz informowania pracodawcy o ich uszkodzeniu lub trudnościach w stosowaniu,
-
poddawania się wstępnym, okresowymi i kontrolnym oraz innym zalecanym badaniom
lekarskim, a także stosowania się do wskazań lekarza.
Warunki bezpieczeństwa i higieny pracy
Osoby kierownictwa i dozoru oraz inne osoby kierujące zespołami pracowników
powinny:
-
organizować i prowadzić pracę w sposób zapewniający bezpieczeństwo pracowników,
-
informować podległych im pracowników o przepisach i zasadach bezpiecznego
wykonywania pracy,
-
kontrolować wszystkie obsadzone stanowiska pracy na każdej zmianie kierownictwa.
Ponadto osoby kierownictwa i dozoru powinny:
-
zapewnić oświetlenie dróg wnętrz obiektów, a także innych miejsc przebywania ludzi
zgodnie z przepisami i Polskimi Normami,
-
dopilnować oznakowania dróg komunikacyjnych oraz dojść do miejsc i stanowisk pracy
i dopilnować utrzymywane ich w stanie umożliwiającym swobodne i bezpieczne
poruszanie się po nich,
-
dozorować eksploatowanie, konserwowanie, naprawianie maszyn i urządzeń w sposób
określony w dokumentacji techniczno-ruchowej,
-
przeprowadzać okresowe kontrole stanu technicznego oraz sposobu korzystania
z obiektów, maszyn i urządzeń, a także z instalacji technicznych zakładu,
-
określać miejsca i stanowiska pracy na których pracownicy powinni stosować wymagane
środki ochrony indywidualnej.
Dla poszczególnych stanowisk pracy powinny być opracowane instrukcje zrozumiałe dla
pracowników, których dotyczą i określać w szczególności:
-
sposoby bezpiecznego wykonywania pracy oraz właściwego stosowania środków
ochrony indywidualnej,
-
zasady postępowania w sytuacjach awaryjnych, z uwzględnieniem zagrożeń
występujących podczas wykonywania poszczególnych prac,
-
zasady ochrony przed zagrożeniami,
-
informacje o stosowaniu sprzętu ratunkowego,
-
informacje o działaniach, które powinny być podjęte w przypadku zagrożenia.
Pracownicy powinni znać treść instrukcji, oraz wykonywać pracę zgodnie z jej wskazaniami.
Pracownik może być dopuszczony do pracy w ruchu zakładu, jeżeli:
-
posiada wymagane kwalifikacje lub potrzebne umiejętności do wykonywania pracy,
-
odbył aktualne przeszkolenie w zakresie bezpieczeństwa i higieny pracy,
-
posiada dostateczną znajomość przepisów oraz zasad bezpieczeństwa i higieny pracy,
-
w wyniku badań lekarskich oraz innych wymaganych badań został uznany za zdolnego
do wykonywania określonej pracy.
Przed rozpoczęciem pracy pracownik sprawdza w zakresie swoich kompetencji warunki
pracy, a w szczególności stan technicznych środków bezpieczeństwa oraz stosowanych
narzędzi; wyniki sprawdzenia przekazuje osobie dozoru.
Zatrudnianie pracowników na nowym stanowisku pracy może nastąpić wyłącznie po ich
przeszkoleniu w zakresie:
-
zagrożeń występujących na tym stanowisku,
-
sposobów ochrony przed zagrożeniami,
-
metod bezpiecznego wykonywania prac.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
Instruktaż stanowiskowy, powinny prowadzić osoby sprawujące nadzór nad
pracownikami, wyznaczone przez kierownika zakładu oraz przeszkolone w zakresie metod
prowadzenia instruktażu.
Przystępując do pracy pracownicy powinni mieć do dyspozycji następujące środki
ochrony indywidualnej:
U – odzież ochronną (np. płaszcze, kurtki, fartuchy przednie, kamizelki, bluzy, czapki,
berety,
chustki),
N – ochrony kończyn dolnych (np. buty, trzewiki, getry),
R – ochrony kończyn górnych (np. rękawice, ochraniacze palców, ochraniacze dłoni),
G – ochrony głowy (np. hełmy ochronne),
T – ochrony oczu i twarzy (np. okulary, gogle, tarcze ochronne, osłony twarzy),
S – ochrony słuchu (np. wkładki i nauszniki przeciwhałasowe, hełmy),
D – ochrony układu oddechowego (np. półmaski, maski),
Środki ochrony indywidualnej powinny:
-
spełniać wymagania dotyczące oceny zgodności (oznakowane znakiem bezpieczeństwa
„B”, a od dnia uzyskania przez Polskę członkostwa UE – znakiem „CE”),
-
być dobrane do istniejącego zagrożenia,
-
nie powodować same z siebie dodatkowego zagrożenia,
-
być udostępnione w odpowiedniej ilości,
-
być wybrane (typ) z uwzględnieniem stanu zdrowia pracownika.
Środowisko pracy przy produkcji wapna, gipsu i cementu
Środowisko pracy – to zbiór określonych przestrzennie lub organizacyjnie miejsc,
w których pracownicy wykonują swoje czynności zawodowe.
Główne czynniki szkodliwe występujące w środowisku pracy:
-
substancje chemiczne (toksyczne, drażniące, uczulające, rakotwórcze),
-
pyły przemysłowe (zwłókniające, rakotwórcze, itp.),
-
hałas (dźwięki słyszalne, infradźwięki, ultradźwięki),
-
wibracja (drgania miejscowe, ogólne),
-
mikroklimat (zimny, gorący),
-
niedostateczne oświetlenie stanowisk pracy,
-
promieniowanie jonizujące, laserowe, nadfioletowe i podczerwone,
-
pola elektromagnetyczne.
Obowiązki pracodawcy - mające na celu ochronę zdrowia pracowników w środowisku
pracy – wynikają głównie z Kodeksu pracy (dział dziesiąty pt. „Bezpieczeństwo i higiena
pracy”):
-
znać obowiązujące normatywy higieniczne (najwyższe dopuszczalne stężenia i natężenia
czynników szkodliwych),
-
stale monitorować lub dokonywać okresowo na swój koszt badań i pomiarów stężeń
i natężeń czynników szkodliwych występujących w środowisku pracy,
-
ustalić czas oddziaływania czynników szkodliwych,
-
dokonać oceny i udokumentować ryzyko zawodowe występujące przy pracach
w narażeniu na czynniki szkodliwe,
-
stosować środki profilaktyczne zmniejszające ryzyko związane z narażeniem na czynniki
szkodliwe,
-
informować pracowników o zagrożeniach i sposobie postępowania w celu jego
ograniczenia lub uniknięcia.
Obowiązkiem pracodawcy jest eliminowanie i ograniczanie oddziaływania czynników
szkodliwych, możliwie do najniższego poziomu, poprzez:
-
doskonalenie technologii i modernizowanie urządzeń produkcyjnych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
-
utrzymywanie w stałej sprawności urządzeń eliminujących lub ograniczających
szkodliwe czynniki w środowisku pracy,
-
środki organizacyjne (metody pracy, ograniczenie czasu ekspozycji, przerwy w pracy itp.).
Cementownia LAFARGE CEMENT S.A (www.pip.gov.pl/) podaje, że główne
zagrożenia w cementowni to: pyły przemysłowe, hałas, wibracje, prace w przestrzeniach
zamkniętych, możliwości pochwycenia przez urządzenia rotujące.
Aby zminimalizować zagrożenia, pracodawca wprowadza hermetyzację i automatyzację
procesów technologicznych, procedury blokowania urządzeń przed niezamierzonym
uruchomieniem podczas prac remontowych. Pracodawca wprowadził specjalistyczne
urządzenia i procedury podczas czyszczenia zbiorników, bez konieczności wchodzenia
pracowników do zbiornika. Chcąc zminimalizować zagrożenia pracodawca zamontował
podesty do załadunku cementu, a kontrola sprzętu i narzędzi wykonywana jest każdorazowo
przed rozpoczęciem pracy.
Ochrona środowiska zakładu
W celu ochrony środowiska zakładu stosuje się różne techniki obniżania emisji
zanieczyszczeń:
-
emisja SO
2,
CO
2
,CO zależy m.in. od zawartości siarki w paliwie, typu pieca, rodzaju
oraz wymaganej jakości i granulacji paliwa i surowca. Dobór paliwa o niskiej zawartości
siarki, staranny dobór i kontrola innych substancji wchodzących do pieca, może
zredukować lub zapobiegać emisjom. Równomierna i stabilna praca pieca, działającego
w pobliżu ustalonych parametrów procesu, jest korzystna zarówno dla poziomu emisji
jak i zużycia energii,
-
emisję pyłu w procesie przygotowania wsadu oraz wypału surowca ogranicza się,
głównie poprzez stosowanie urządzeń odpylających np. cyklonów, elektrofiltrów, filtrów
nasyconych, płuczek mokrych. Dobrze eksploatowane filtry tkaninowe potrafią
utrzymywać niezawodnie koncentrację pyłu poniżej 50 mg/m
3
,
-
obniżanie emisji niezorganizowanej osiąga się poprzez utrzymanie porządku na zakładzie
stosowanie bezpyłowych punków załadowczych, utrzymanie w stanie mokrym
dróg i placów, eliminowanie odkrytych składów surowców, paliw i produktów gotowych.
Techniki usuwania zebranych pyłów (pyły są to cząsteczki o różnej zawartości tlenku
wapnia, popiołu z paliwa, gliny itd.) są różne: od ich wprowadzenia do produktów
komercyjnych (np. do wapna budowlanego, wapna do stabilizacji gleby, wapna gaszonego
i produktów granulowanych) do składowania na wysypisku.
Inwestycje związane z automatyzacją i modernizacją maszyn i urządzeń znacząco
zmniejszają wydatki energetyczne urządzeń,
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Dlaczego powołano wielu instytucje do spraw bhp?
2. Jakie działanie zakładu pracy ograniczają lub eliminują oddziaływania czynników
szkodliwych?
3. Dlaczego pracownik musi współdziałać z pracodawcą w zakresie bezpieczeństwa pracy
4. Jaki jest cel przeszkolenia pracowników przed objęciem pracy?
5. Jak rozumiesz: środowisko pracy?
6. Jakie jest zastosowanie ochron indywidualnych?
7. Które czynniki szkodliwe mogą występować w środowisku pracy?
8. Jakie znasz rodzaje zanieczyszczeń środowiska zakładu podczas produkcji wapna,
cementu i gipsu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
4.8.3. Ćwiczenia
Ćwiczenie 1
Ustal zabezpieczenia indywidualne pracownika zatrudnionego przy produkcji wapna,
cementu i gipsu przed występującymi zagrożeniami zdrowia w miejscu pracy. Uzupełnij
tabelę. 0
Tabela do ćwiczenia 1
Zagrożenie zdrowia
Środki ochrony indywidualnej
Urazy wzroku
Urazy słuchu
Urazy kończyn
Zagrożenia pyłami
Zagrożenia drganiami mechanicznymi
Aby wykonać ćwiczenie, powinieneś:
1) przypomnieć sobie wiadomości zawarte w module jednostkowym 711[13].01.01
„Stosowanie przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej
i ochrony środowiska”,
2) przeanalizować treść polecenia,
3) ustalić odpowiedź,
4) uzupełnić tabelę,
5) sprawdzić poprawność wykonanego ćwiczenia,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny poprawności wykonanego ćwiczenia,
8) uporządkować miejsce pracy.
Wyposażenie stanowiska pracy:
−
eksponaty zabezpieczeń osobistych,
−
ogólne przepisy bhp,
−
notatnik i przybory do pisania,
−
literatura zgodna z punktem 6 Poradnika.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić czynniki zagrażające zdrowiu na określonym miejscu pracy?
2) zastosować środki ochrony indywidualnej ?
3) wymienić wymagania, które powinny spełniać środki ochrony
indywidualnej?
4) wyjaśnić, dlaczego przy produkcji wapna, cementu i gipsu występują
zagrożenia szkodliwymi gazami?
5) wyjaśnić, dlaczego przy produkcji wapna, cementu i gipsu nie da się
całkowicie wyeliminować zagrożenia pyłami?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
W zadaniach należy wybrać tylko jedną odpowiedź. Z czterech wersji odpowiedzi do
wyboru, tylko jedna jest prawidłowa. Pierwsze 14 zadań jest na poziomie podstawowym,
a dalszych 6 zadań jest na poziomie ponadpodstawowym
Maksymalna ilość punktów możliwych do uzyskania wynosi 20.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X lub wpisując prawidłową odpowiedź. W przypadku pomyłki należy
błędną odpowiedź zaznaczyć kółkiem, a następnie ponownie zakreślić odpowiedź
prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu opanowania
wiadomości i wykształcenia umiejętności w wyniku zorganizowanego procesu
kształcenia w jednostce modułowej Przetwarzanie kopalin. Spróbuj swoich sił. Jeżeli się
zastanowisz, na pewno dasz sobie radę z większością zadań.
9. Na rozwiązanie testu masz 35 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
ZESTAW ZADAŃ TESTOWYCH
1. Instruktaż stanowiskowy nie dotyczy
a) zagrożeń występujących na tym stanowisku.
b) sposobów ochrony przed zagrożeniami.
c) sposobów zmiany dokumentacji technicznej.
d) metod bezpiecznego wykonywania prac.
2. Pracownik przystępujący do ręcznej obróbki kamienia ma mieć zapewnione środki
ochrony indywidualnej, a przede wszystkim.
a) ochrony układu oddechowego.
b) ochrony słuchu.
c) odzież ochronną.
d) ochrony przeciwodblaskowe.
3. Naturalne wady bloku kamiennego decydują o zaliczeniu go do odpowiedniej
a) grupy.
b) klasy.
c) odmiany.
d) rodzaju.
4. Do kruszyw łamanych zwykłych, grubych zalicza się
a) żwir.
b) grys z otoczaków.
c) kliniec.
d) pospółkę.
5. Nie stosuje się cechowania kamienia w postaci
a) płyt surowych przycinanych.
b) płyt surowych łupanych.
c) formaków.
d) bloków.
6. Piłowanie bloków zalicza się do
a) obróbki udarowej.
b) obróbki ściernej.
c) obróbki termicznej.
d) przeróbki mechanicznej.
7. Gradzina i szczeliniak to narzędzia kamieniarskie zaliczane do
a) dłut.
b) odbijaków.
c) grotów.
d) dłutowników.
8. Do utworzenia minerałów klinkieru cementowego potrzebna jest temperatura
a) ~1650°C.
b) ~1450°C.
c) ~1250°C.
d) ~1050°C.
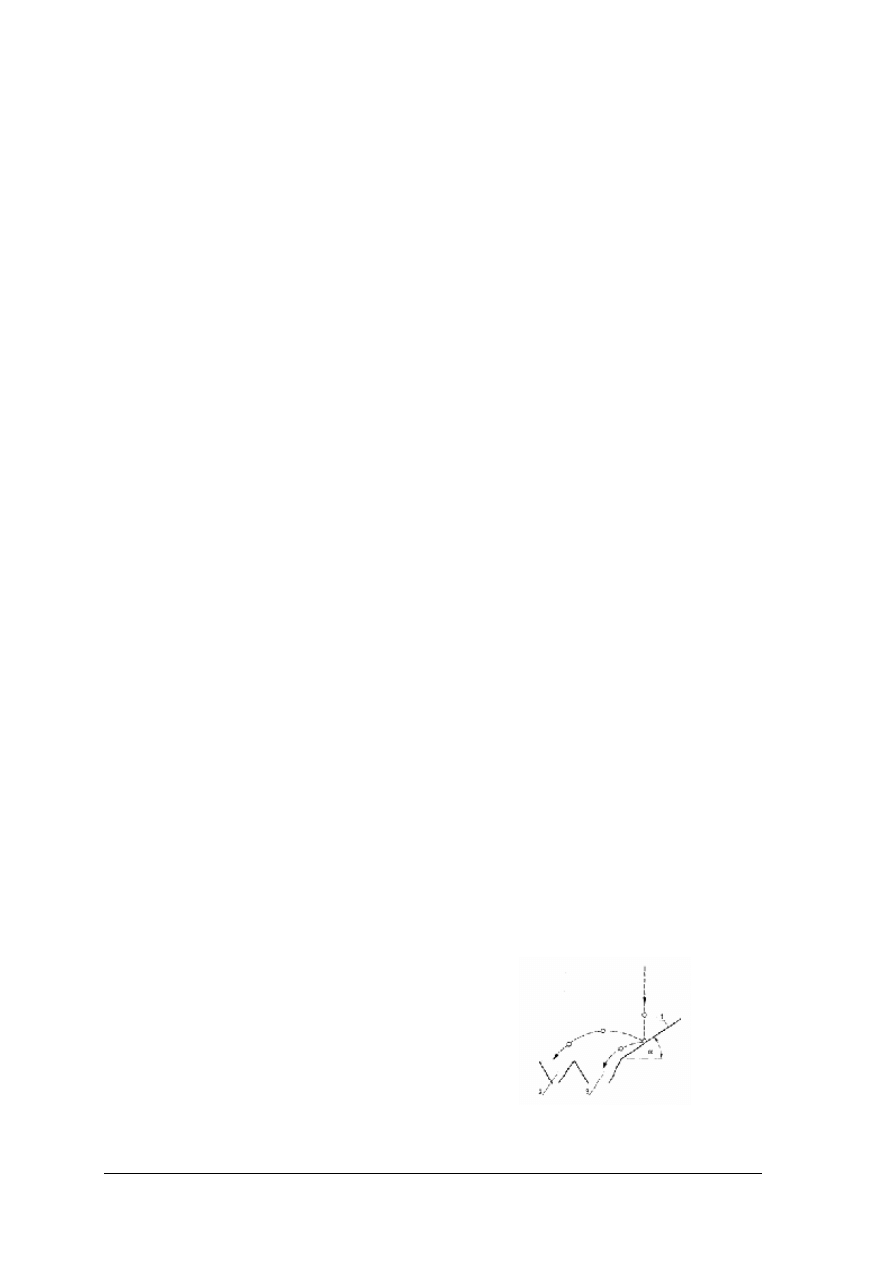
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
9. Wapno palone i gaszone metodą przemysłową nazywa się wapnem
a) palonym.
b) hydraulicznym.
c) hydratyzowanym.
d) gaszonym.
10. Wartość opałowa paliwa to
a) strata ciepła podczas spalania.
b) ilość paliwa zużytego podczas spalania.
c) koszt paliwa zużytego podczas spalania.
d) ilość ciepła uzyskanego podczas spalania jednostki paliwa.
11. Wyroby silikatowe powstają z połączenia
a) wapna niegaszonego i piasku.
b) wapna gaszonego i piasku.
c) gipsu i piasku.
d) cementu portlandzkiego i piasku.
12. Głównym składnikiem betonów jest
a) wapno hydrauliczne.
b) wapno hydratyzowane.
c) gips budowlany.
d) cement portlandzki.
13. Spoiwo cementowe wiąże wtedy, gdy dodana do niego jest
a) drobna frakcja kamienia.
b) gruba frakcja kamienia.
c) woda.
d) inna porcja spoiwa.
14. Przeróbka termiczna kamienia wapiennego przedstawiana reakcją
CaCO3 ↔ CaO + CO
2
– 176,6kJ nazywa się
a) hydratacją.
b) dekarbonatyzacją.
c) dehydratacją.
d) karbonizacją.
15. Kalcynator obrotowy służy do prażenia kamienia gipsowego w celu
a) uzyskania z niego grudek.
b) wydzielenia z niego wody krystalizacyjnej.
c) szybkiego jego wysuszenia.
d) maksymalnego jego rozdrobnienia.
16. Rysunek przedstawia zasadę działania
a) kruszarki szczękowej.
b) młyna.
c) cyklonu.
d) klasyfikatora płytowego.
Rysunek do zadania 16
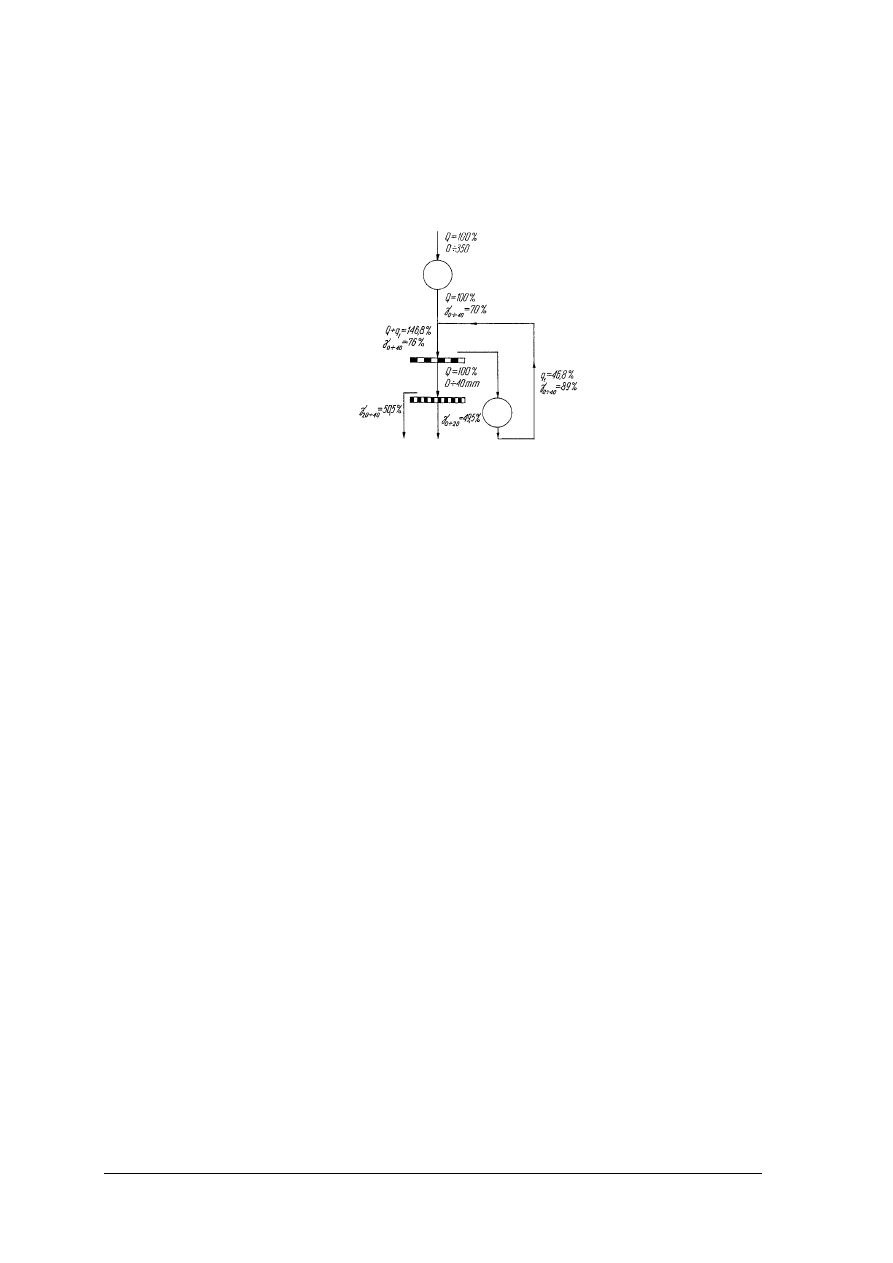
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
17. Na rysunku przedstawiono układ technologiczny przeróbki kamienia
a) zamknięty.
b) półzamknięty.
c) otwarty.
d) półotwarty.
Rysunek do pytania 17
18. Rysunek do zadania 17 przedstawia schemat przeróbki kamienia
a) ilościowy.
b) jakościowy.
c) Ilościowo-jakościowy.
d) wycinkowy.
19. Zaniechanie metody mokrej na rzecz metody suchej przy produkcji cementu przyczynia
się do
a) zmniejszenia emisji CO
2.
b) zwiększenia emisji CO
2.
c) zwiększenia zużycia wody.
d) nie stosowania wody.
20. Kruszenie III stopnia kamienia zapewnia produkt o maksymalnym uziarnieniu
a) 150 mm.
b) 120 mm.
c) 60 mm.
d) 32 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Przetwarzanie kopalin
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
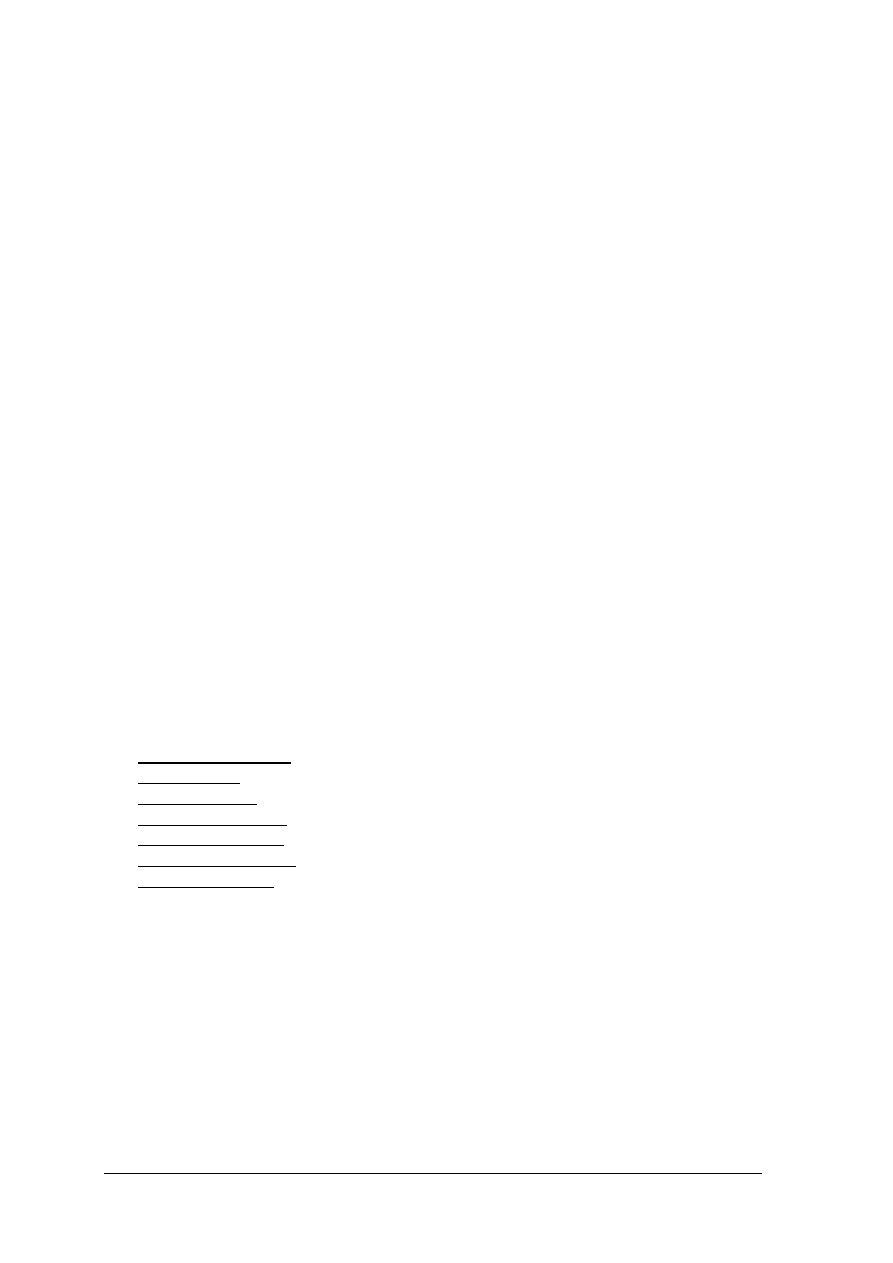
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
6. LITERATURA
1. Ahrends I.: Przeróbka termiczna kopalin. PWSZ, Warszawa 1966
2. Blaschke S.: Przeróbka mechaniczna kopalin. Wyd. Śląsk, Katowice 1984
3. Budownictwo ogólne. Praca zbiorowa. Arkady, Warszawa 2005
4. Burnat B., Korzeniowski J.I.: Prowadzenie ruchu zakładu górniczego. WiSG, Burnat
&Korzeniowski, Wrocław 2003
5. Czeżowski A.: Kamieniołomy. Obróbka i przeróbka kamienia. IBB, Warszawa 1946
6. Glapa W., Korzeniowski J.I.: Mały leksykon górnictwa odkrywkowego. WiSG, Burnat
&Korzeniowski, Wrocław 2005
7. Grzelak E.: Kruszywa mineralne. COIB, Warszawa 1995
8. Jędruch J., Sierakowski R.: Górnictwo kamienne. WG-H, Katowice 1958
9. Parczewski W.: Materiały budowlane. PWN, Warszawa 1977
10. Prace Naukowe Instytutu Górnictwa Politechniki Wrocławskiej. Nr 91 Konferencje
28/2000
11. Wolski Z.: Zarys materiałoznawstwa budowlanego. WSiP, Warszawa 1994
12. Żeńczykowski W. Budownictwo ogólne t.1. Materiały i wyroby budowlane. Arkady.
Warszawa 1992
13. BN-84/6740-02
14. BN-84/6747-13
15. PN-84/B-01080
16. PN-B-11200:1996
17. PN-B-11210:1996
18. PN-B-11215:1998
19. PN-EN 12670:2002
20. PN-EN 12620:2004
21. PN-EN 13373:2004
22. PN-EN 1467:2005
23. PN-G-97001:1982
24. PN-G-97002:1982
25. www.ing.uni.wroc.pl
26. www.lhoist.pl
27. www.mechko.pl
28. www.muratorplus.pl
29. www.nowadolina.pl
30. www.polskicement.pl
31. www.polskigips.pl
Wyszukiwarka
Podobne podstrony:
gornik odkrywkowej eksploatacji zloz 711[03] z3 05 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 05 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 05 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 n
gornik odkrywkowej eksploatacji zloz 711[03] o1 05 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 01 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 03 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 03 u
gornik odkrywkowej eksploatacji zloz 711[03] o1 05 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 04 u
gornik odkrywkowej eksploatacji zloz 711[03] z3 01 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 03 n
gornik odkrywkowej eksploatacji zloz 711[03] o1 05 n
gornik odkrywkowej eksploatacji zloz 711[03] z3 02 u
więcej podobnych podstron