Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
1
INSTRUKCJA OBSŁUGI
SYSTEMU KOMPUTEROWEGO A&DM
(Acquisition and Data Mining)
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
2
DANE WEJŚCIOWE (zasilanie systemu)
Dane wejściowe (zasilające system A&DM – Acquisition and Data Mining) stanowią
podstawę do dalszych analiz oraz eksploracji danych. Przykładowy system A&DM,
wdrożony faktycznie do przemysłu, jest zasilany danymi z wielu źródeł z odlewni. Dane
mogą być rejestrowane automatycznie (np. pomiary pirometryczne), półautomatycznie
(np. automatyczna rejestracja wybranych parametrów, niektóre natomiast trzeba dopisać
ręcznie) lub manualnie. A&DM służy do prowadzenie pełnej akwizycji danych z wybranych
działów odlewni (np. dział MASY).
W systemie A&DM wykresy generowane są w oparciu o zarejestrowane dane rzeczywiste.
Do każdego rodzaju danych i asortymentu wykreślane są granice tolerancji (tzw. „widełki
technologiczne”), docelowo aktualizowane na bieżąco wraz z historią zmian przez
pracowników odlewni. Niektóre parametry nie posiadają ustalonych dopuszczalnych
zakresów technologicznych, np. temperatura masy (T) i wówczas do analizy brane są widełki
domyślne (a granice
są
oznaczone kolorem czerwonym). Oprócz
podstawowych
parametrów, takich jak godzina i czas pomiaru, nazwa asortymentu i inne informacje
identyfikujące pomiary, rejestrowane są parametry charakteryzujące proces. Te parametry
są prezentowane na wykresach. Poniżej przedstawiono te parametry. Zestawienia
szczegółowe znajdują się w informacjach dotyczących działów/modułów.
DZIAŁ/MODUŁ MASY
W
wilgotność masy w stanie wilgotnym
%
p
w
przepuszczalność masy (w stanie wilgotnym)
10
-8
*m
2
/Pa*s
R
c
w
wytrzymałość na ściskanie masy w stanie wilgotnym
MPa
Z
zagęszczalność masy (w stanie wilgotnym)
%
T
temperatura masy (w stanie wilgotnym)
°C
DZIAŁ/MODUŁ ZALEWANIE
T
zal
Temperatura stopu podczas zalewania formy na liniach A1/A2
°C
*t
zal
Czas zalewania formy
sek
Tp
kadz
Temperatura początkowa stopu w kadzi przed wlaniem do induktora
MPa
A
Poziomy mocy transformatora zasilającego induktor-piec
/
DZIAŁ/MODUŁ METALURGIA
Pierw.
spectro
Skład chemiczny stopu mierzony przez spektrometr, w tym: C, Si,
Mn, P, S, Cr, Cu, V, Mo, Ni, Ti, Al, Co, Sn, As, Pb, B, Bi, Mg,
Te, Ce, Fe1, Fe2, Fe_, Ce1, Sc
%
DZIAŁ/MODUŁ JAKOŚĆ (TSJ)
Wada - TYP (wewn.)
Rodzaj wady wg normy PN-85/H-83105
(wady wewnętrzne)
/
Klasa A|B|C (wewn.)
Klasa danego rodzaju wady, intensywność
wystąpienia wady
A-duża B-średnia, C-mała
(klasy wad wewnętrznych)
/
Wada - TYP (rekl.)
Rodzaj wady wg normy PN-85/H-83105
/
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
3
(wady reklamacyjne)
Klasa A|B|C (rekl.)
Klasa danego rodzaju wady, intensywność
wystąpienia wady
A-duża B-średnia, C-mała
(klasy wad relamacyjnych)
/
OPIS POSZCZEGÓLNYCH DZIAŁÓW
w funkcji akwizycji i eksploracji danych
Dział/Moduł JAKOŚĆ dotyczy analizy jakości przy pomocy parametrów rejestrowanych
w Dziale Jakości. Są to:
•
zestawienie dzienne, wg zdefiniowanego zakresu (np. tygodniowe, miesięczne) oraz
roczne
•
możliwość wykreślenia jednocześnie jednego parametru w dowolnym ujęciu
czasowym (dzień, tydzień, miesiąc)
•
dynamicznie tworzony przez użytkownika wykres przy pomocy tabeli przestawnej
•
wykres skalowany dynamicznie (zmiany parametrów, asortymentu, skali itd. są
odświeżane w czasie rzeczywistym)
Parametry rejestrowane przez Dział Jakości:
•
zalana ilość
•
masa zalanych odlewów [kg]
•
masa braków wewnętrznych [kg]
•
masa braków reklamacyjnych [kg]
•
typ wady (braków wewnętrznych oraz reklamacyjnych)
•
klasa wady (braków wewnętrznych oraz reklamacyjnych)
•
indeks wybranego systemu ERP (np. SAP R/3, proAlpha)
•
inne (ID-numer kolejny pomiaru, nazwa wyrobu, nazwa klienta, numer linii
produkcyjnej, data zalania, data reklamacji, login, uwagi, numer raportu)
Dział/Moduł MASY służy do statystycznego zestawieniu wybranych parametrów masy
formierskiej. Możliwe jest:
•
zestawienie dzienne, wg zdefiniowanego zakresu (np. tygodniowe, miesięczne) oraz
roczne
•
możliwość wykreślenia jednocześnie dwóch parametrów w ujęciu czasowym
•
wyróżnienie na wykresie wybranego asortymentu
•
błyskawiczne zdefiniowanie parametrów o najniższych/najwyższych odchyleniach
•
wykres skalowany dynamicznie (zmiany parametrów, asortymentu, skali itd. są
odświeżane w czasie rzeczywistym)
Parametry rejestrowane w Laboratorium Pospiesznym Mas P4:
•
wilgotność masy w stanie wilgotnym [%] (W)
•
przepuszczalność masy w stanie wilgotnym [10-8m2/Pa*s] (pw)
•
wytrzymałość na ściskanie masy w stanie wilgotnym [MPa] (Rcw)
•
zagęszczalność [%] (Z)
•
temperatura masy [°C]
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
4
•
nazwa asortymentu - numer KT (krótki nazwa asortymentu powiązana z Kartą
Technologiczną)
•
inne (ID-numer kolejny pomiaru, data, godz. pobrania próbki masy, godzina zapisania
wyników, zmiana, typ masy, numer linii produkcyjnej, skąd masa pobrana, login)
Pobieranie próbek masy z analizy pospiesznej
•
Przen. - masa pobierana z przenośnika
•
Lej - masa pobierana z zasobnika nad formierką
Dział/Moduł METALURGIA obejmuje parametry dotyczące metalurgii (właściwości
stopu). Dział ten ma za zadanie analizowanie pierwiastków z pomiarów spektrometrycznych
(na przykładzie spektrometru ARL 3460):
•
zestawienie dzienne, wg zdefiniowanego zakresu (np. tygodniowe, miesięczne) oraz
roczne
•
możliwość wykreślenia jednocześnie dwóch parametrów w ujęciu czasowym
•
wyróżnienie na wykresie wybranego asortymentu
•
błyskawiczne zdefiniowanie parametrów o najniższych/najwyższych odchyleniach
•
wykres skalowany dynamicznie (zmiany parametrów, asortymentu, skali itd. są
odświeżane w czasie rzeczywistym)
Najistotniejsze parametry rejestrowane przez spektrometr:
•
składy chemiczne - zawartość procentowa pierwiastków [%] (na podstawie plików
źródłowych: C, Si, Mn, P, S, Cr, Cu, V, Mo, Ni, Ti, Al, Co, Sn, As, Pb, B, Bi, Mg, Te,
Ce, Fe1, Fe2, Fe_, Ce1, Sc)
•
nazwa asortymentu - numer KT
•
inne (data i godzina wykonania pomiaru, gatunek metalu, numer pieca, numer wytopu,
numer kolejny próby, rodzaj próby: P - próba pospieszna, A - próba atestowa
zwalniająca wytop)
Dział/Moduł ZALEWANIE dotyczy parametrów związanych z oceną stabilności zalewania
form. Dodatkowo mierzone są temperatury lancą pomiarową (np. temperatura początkowa
stopu w kadzi przed wlaniem do inkduktora, temperatura w induktorze) oraz inne parametry
(np. poziomy mocy transformatora zasilającego induktor-piec).
•
zestawienie dzienne
•
możliwość wykreślenia jednocześnie dwóch parametrów w ujęciu czasowym
•
wyróżnienie na wykresie wybranego asortymentu
•
błyskawiczne zdefiniowanie parametrów o najniższych/najwyższych odchyleniach
•
wykres skalowany dynamicznie (zmiany parametrów, asortymentu, skali itd. są
odświeżane w czasie rzeczywistym)
Parametry rejestrowane przez pirometr:
•
temperatura zmierzona [°C] (T)
•
czas zalewania formy [s] (*t)
•
nazwa asortymentu - numer KT
•
inne (identyfikacja numeru stanowiska zalewania (nr terminala), data i godzina
pomiaru (zapis co 1-2 minuty, pozycja planu (0 - zgodna z planem, 1 - niezgodna z
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
5
planem), numer kolejny odlewu w zasięgu danego numeru technologicznego,
odchyłka od temperatury zadanej [ºC])
Parametry rejestrowane przy pomocy lancy pomiarowej:
•
temperatura początkowa stopu w kadzi (Tpkadz)
Parametry inne:
•
poziomy mocy transformatora zasilającego induktor-piec (A)
SKRÓCONA INSTRUKCJA OBSŁUGI
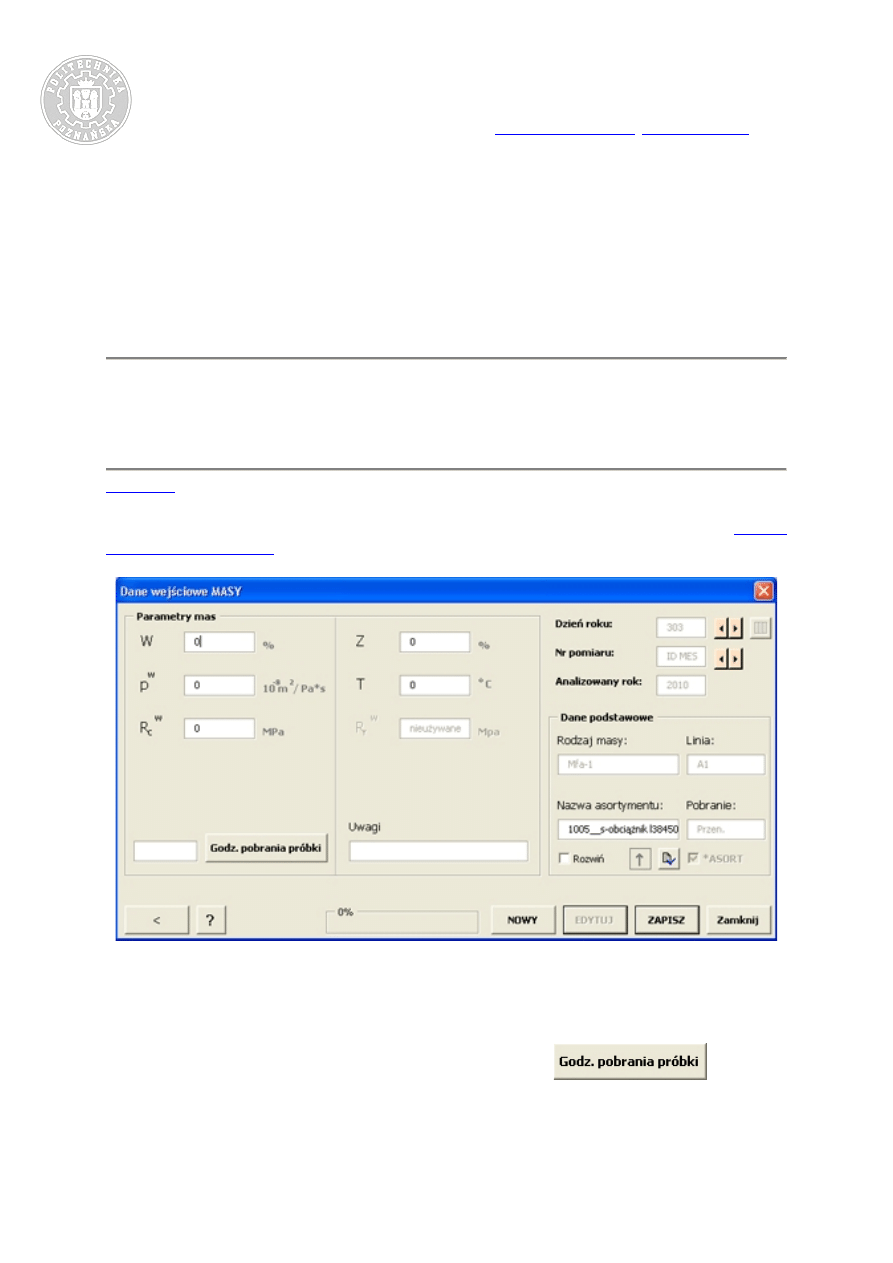
Akwizycja danych w dziale/module MASY
Formatka
umożliwia rejestrację danych wspomaganą przez system komputerowy. Okno
można otworzyć po kliknięciu przycisku z nazwą danego działu, np. MASY w zakładce
'DANE WEJŚCIOWE' z poziomu menu głównego. Najpierw pojawia się okno
'Wybór
danych podstawowych'
, a następnie właściwa plansza w polami do uzupełnienia.
Niezbędne pola muszą być uzupełnione, system zaś kontroluje, czy wpisane wartości nie
przekraczają dopuszczalnych granic. Pola numeryczne uzupełnione zerami są traktowane jako
zero lub brak zapisu (np. nie wszystkie pomiary muszą być wykonane lub mogą być
rejestrowane z różną częstotliwością w stosunku do innych). W celu uzupełnienia pola
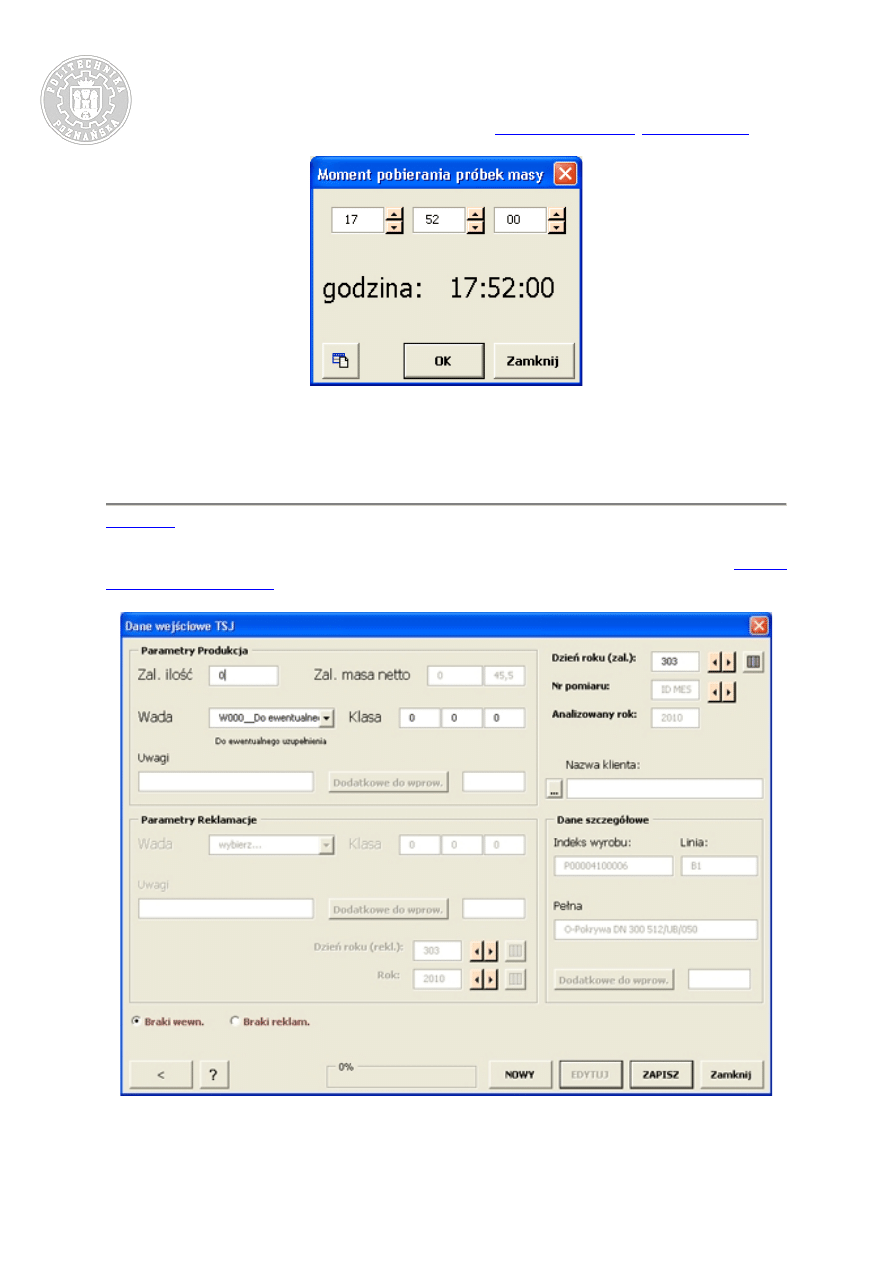
'Godzina pobrania próbki' należy kliknąć na przycisk
. Zostanie
wywołane okno:
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
6
Godzina pobrania próbki powinna być faktyczną godziną, o której pobrano próbkę.
Akwizycja danych w dziale/module JAKOŚĆ
Formatka
umożliwia rejestrację danych wspomaganą przez system komputerowy. Okno
można otworzyć po kliknięciu przycisku z nazwą danego działu, np. MASY w zakładce
'DANE WEJŚCIOWE' z poziomu menu głównego. Najpierw pojawia się okno
'Wybór
danych podstawowych'
, a następnie właściwa plansza w polami do uzupełnienia.
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
7
Niezbędne pola muszą być uzupełnione, system zaś kontroluje, czy wpisane wartości nie
przekraczają dopuszczalnych granic. Pola numeryczne uzupełnione zerami są traktowane jako
zero lub brak zapisu (np. nie wszystkie pomiary muszą być wykonane lub mogą być
rejestrowane z różną częstotliwością w stosunku do innych). Dane dotyczące zalań i braków
wewnętrznych należy uzupełniać w bloku 'Parametry Produkcja', natomiast dane dotyczące
braków reklamacyjnych w bloku 'Parametry Reklamacje'. Należy zaznaczyć jedną z dwóch
opcji
(domyślnie zaznaczona jest opcja dotycząca zalań oraz
braków wewnętrznych).
Dane dotyczące zalań oraz braków wewnętrznych mogą być uzupełniane z pewnych
opóźnieniem (czasem nawet kilkudniowym). Algorytm systemu komputerowego działa w ten
sposób, że obowiązkowo należy podać dla każdego nowego wpisu liczbę zalań. W polu
'Wada' domyślnie zaznaczona jest opcja 'W000_Do ewentualnego uzupełnienia', która może
zostać później uzupełniona - jeżeli okaże się, że dla w odlewach z danego zalania pojawiły się
wady, należy wybrać jeszcze raz ten sam indeks i dodać typ, klasę oraz liczbę wad. Pola
wcześniej uzupełnione będą wczytane z bazy. W przypadku, gdy pole 'Wada' nie zostanie
uzupełnione (zostanie zachowany domyślny zapis 'W000_Do ewentualnego uzupełnienia'),
system potraktuje taki zapis jako brak wad dla danego indeksu z danego dnia. Podczas zapisu
danych system zadaje pytanie, czy data zalania jest prawidłowa.
Edycja danych
Edycja danych
Opcja umożliwia edycję danych zarejestrowanych w systemie komputerowym. Najpierw
pojawia się okno
'Wybór danych podstawowych'
, a następnie otwarta zostaje odpowiednia
baza danych w programie Excel. Należy edytować tylko pola, które wcześniej zostały
uzupełnione ręcznie. UWAGA - nieodpowiednie modyfikowanie bazy danych może
skutkować nieprawidłowym jej działaniem, a w ostateczności spowoduje utratę danych.
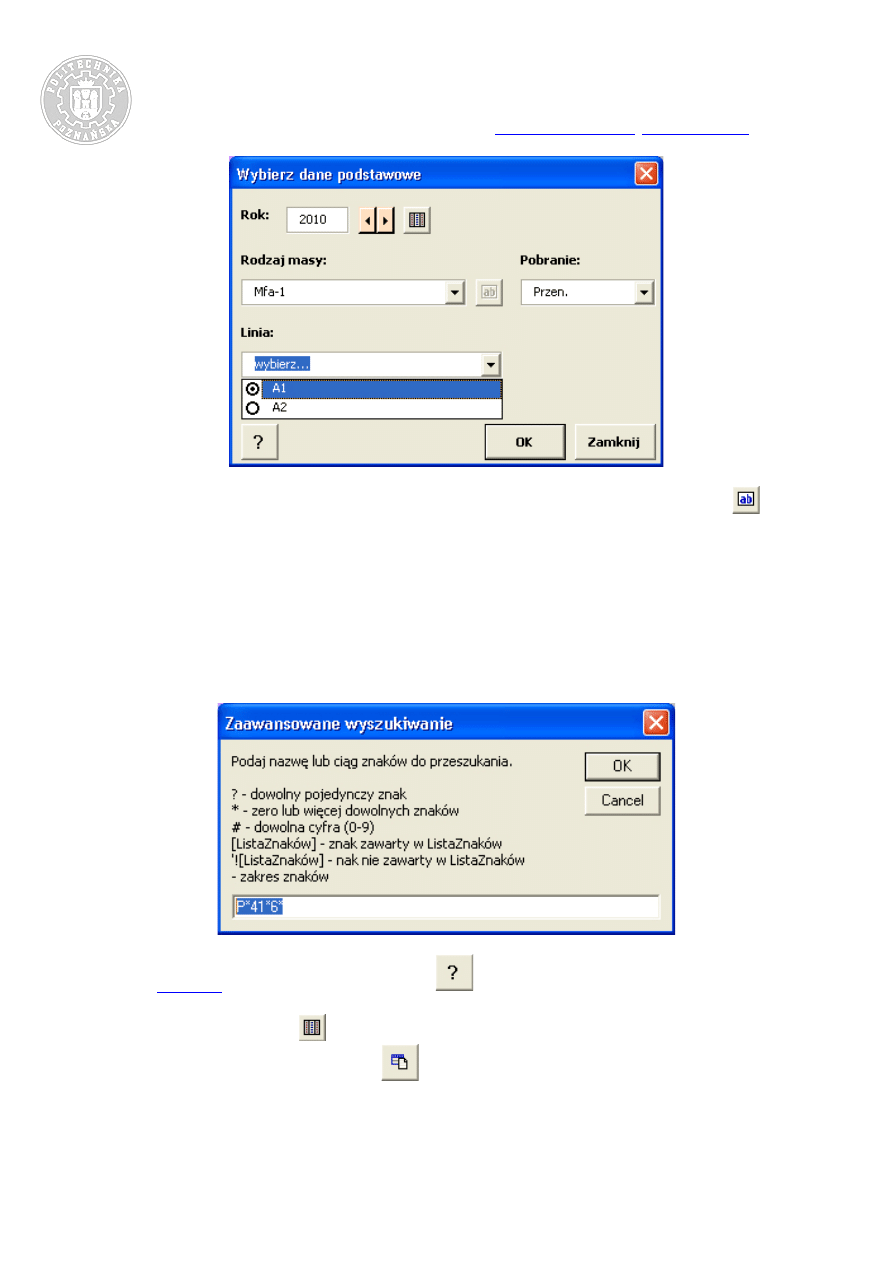
Wybór danych podstawowych
Wybór danych podstawowych
Formatka
umożliwia wybór podstawowych danych do dalszej analizy. Okno można otworzyć
po kliknięciu przycisku z nazwą danego działu, np. MASY w zakładce 'ANALIZA' menu
głównego. Zawarto tutaj filtry, które wstępnie porządkują i sortują dane, np. wg dat, linii
produkcyjnych, pobieranych prób itd. na zasadzie "od ogółu do szczegółu".
lub:
następnie
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
8
W formatce 'Dane podstawowe' w niektórych przypadkach odblokowany jest przycisk
.
Po jego kliknięciu pojawia się okno umożliwiające wyszukanie jednej z wielu pozycji w polu
wyboru (np. indeks). Można posługiwać się ciągami znaków:
? - dowolny pojedynczy znak
* - zero lub więcej dowolnych znaków
# - dowolna cyfra (0-9)
[ListaZnaków] - znak zawarty w ListaZnaków
![ListaZnaków] - znak nie zawarty w ListaZnaków
- zakres znaków
Każda
formatka
posiada dodatkowo przycisk
, po kliknięciu którego zostają wyświetlone
informacje dotyczące aktualnie otwartego ekranu.
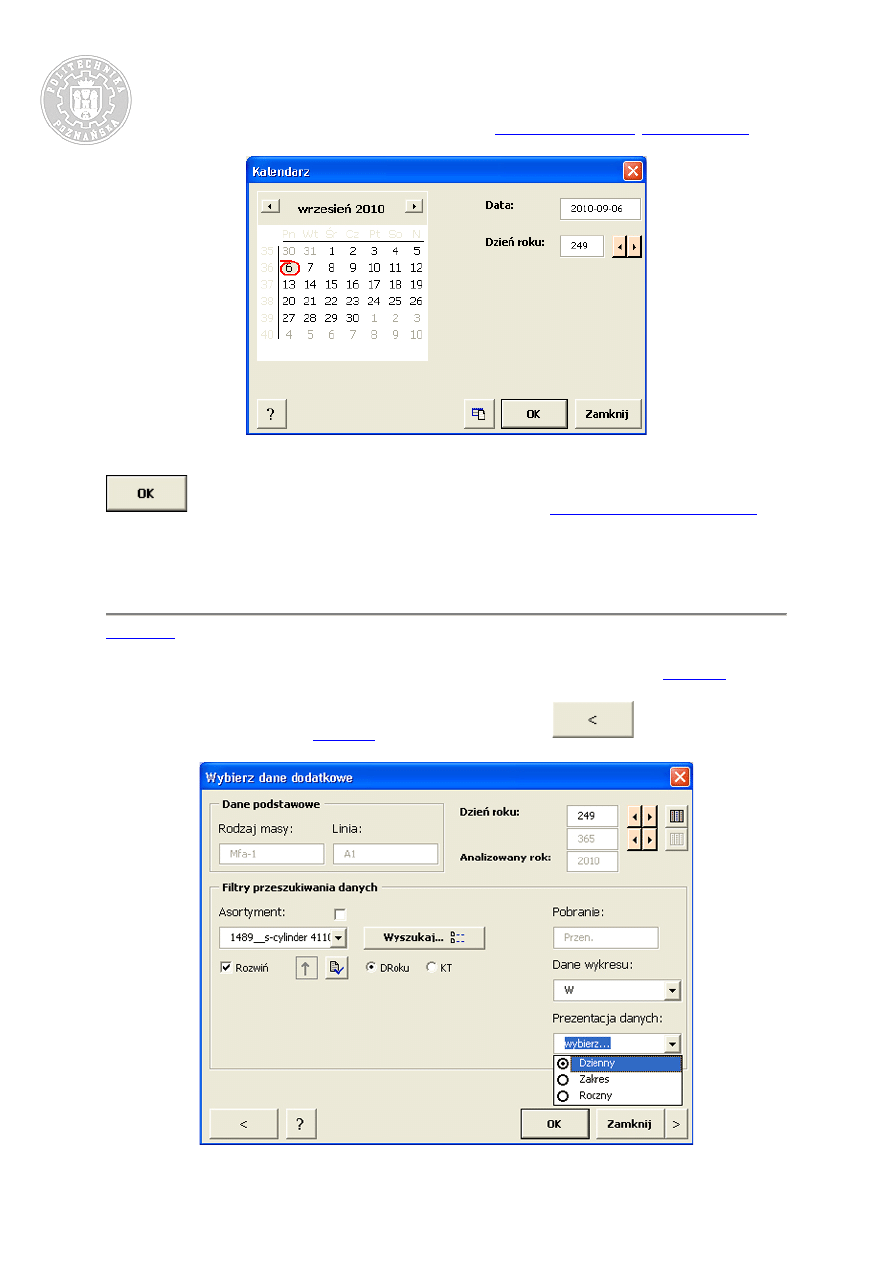
Po kliknięciu na przycisk
zostaje otwarty cyfrowy kalendarz z możliwością wyboru dnia
miesiąca, miesiąca lub roku. Przycisk
uzupełnia kalendarz datą aktualną.
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
9
Po zatwierdzeniu wyboru na etapie danych podstawowych należy kliknąć przycisk [OK]
, który przenosi użytkownika do kolejnego okna -
Wybór danych dodatkowych
.
Wybór danych dodatkowych
Wybór danych dodatkowych
Formatka
umożliwia wybór dodatkowych danych do dalszej analizy. Zawarto tutaj filtry,
które szczegółowo porządkują i sortują dane, np. wybór danych do wykresu, wybór
asortymentu, sposób prezentacji danych. Dane wybrane w poprzedniej
formatce
zostają
zachowane i nieaktywne (tzn. nie można ich zmienić w nowym oknie). Dane można zmienić
przechodząc do poprzedniej
formatki
po kliknięciu przycisku
.
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
10
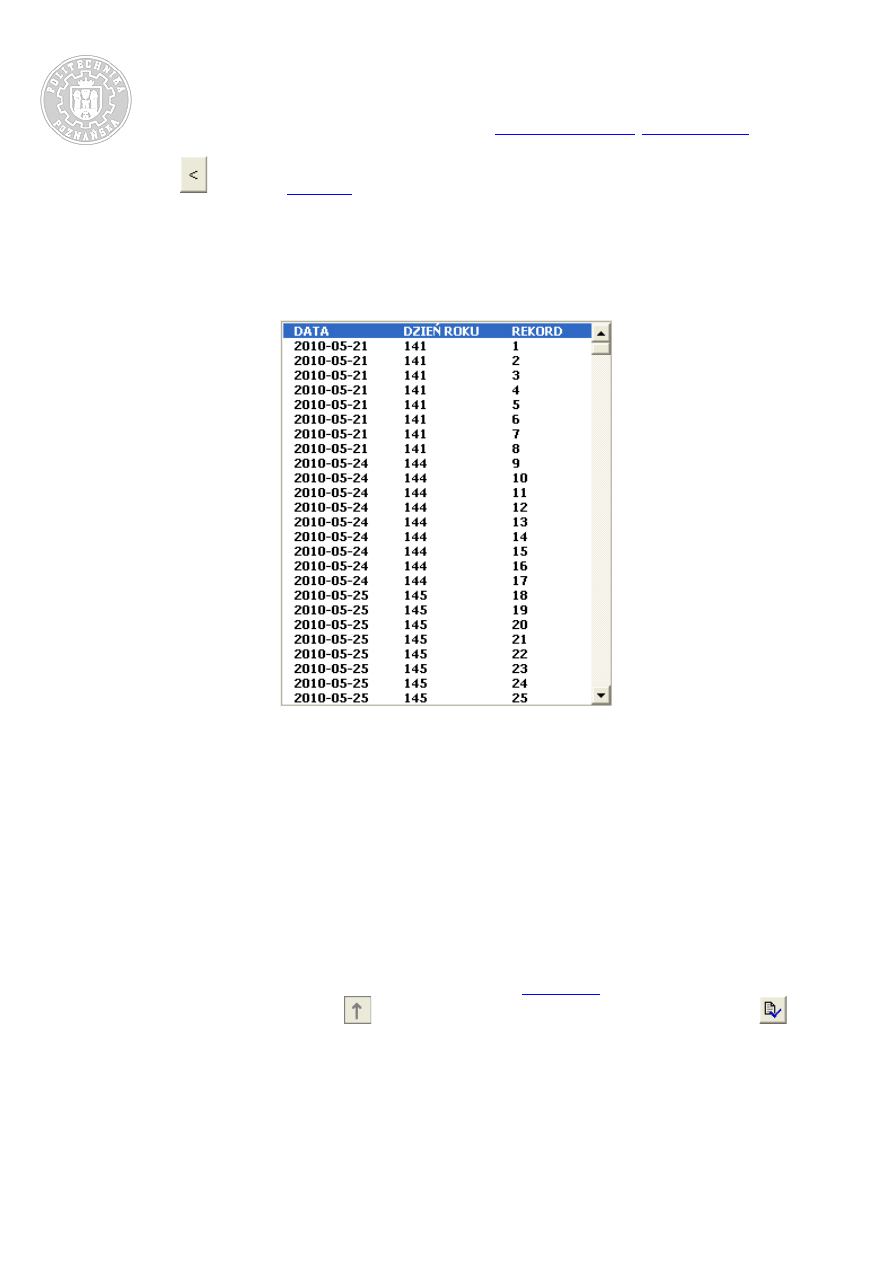
Przycisk
rozszerza
formatkę
i wyświetla dostępne rekordy danych, wyszukane na
podstawie wskazanych w poprzednim oknie filtrów przeszukiwania. Numery rekordów nie
odzwierciedlają numerów rekordów w bazach danych zasilających system komputerowy, ale
stanowią numer kolejny wyszukanego rekordu spełniającego kryteria podane przez
użytkownika.
Przykładowe okno z dostępnymi rekordami danych:
Pole wyboru 'Dane wykresu' umożliwia wybór parametru (lub parametrów), który będzie
prezentowany na wykresie.
Pole wyboru 'Prezentacja danych' umożliwia wybór sposobu prezentacji danych na wykresie:
•
Dzienny - dane będą wykreślone w zakresie jednego dnia roku
•
Zakres - dane będą wykreślone w zakresie wybranych dni roku
•
Roczny - dane będą wykreślone w zakresie jednego roku (włącznie do dnia, dla
którego dostępne są dane)
Okno 'Wybór danych dodatkowych' umożliwia m.in. wskazanie konkretnego asortymentu do
dalszych analiz.
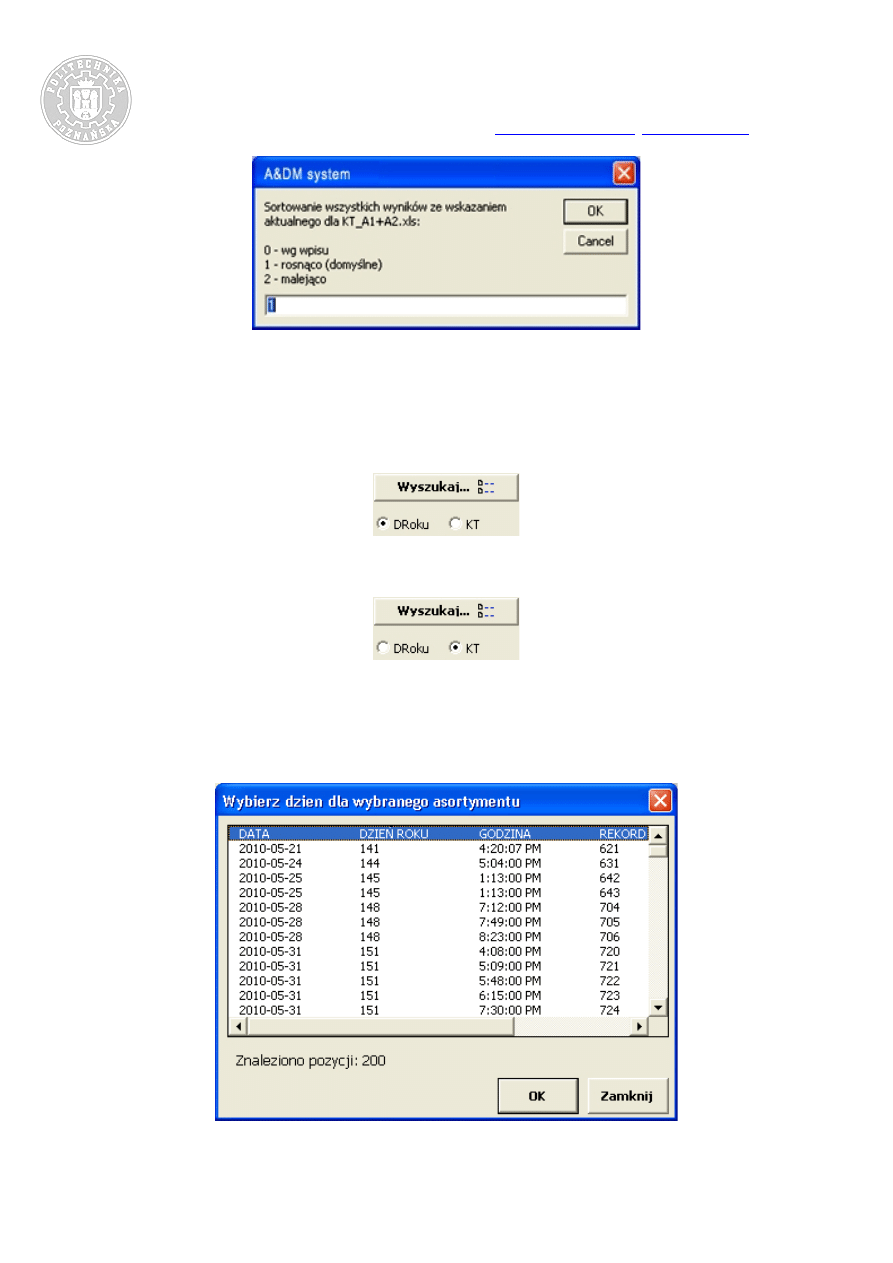
Na wydziale P4 asortyment składa się z 4 cyfr (tzw.
numer KT
), który można sortować
w dwojaki sposób: szybki
(rosnąco lub malejąco) lub zaawansowany
(rosnąco/malejąco lub wg wpisu do bazy, tzn. na końcu znajdują się nowo zarejestrowane
nazwy asortymentu). W przypadku sortowania zaawansowanego pojawia się okno:
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
11
Asortyment może być dodatkowo wyszukiwany przez użytkownika. Jest to przydatne
wówczas, gdy nie są znane informacje na temat odlewanego w danym dniu asortymentu lub
postawione są bardziej złożone zadania analizy. Wówczas można wykorzystać jedną z dwóch
opcji:
- wyszukiwanie dni roku, w których występuje dany asortyment (musi być wskazany dowolny
asortyment w polu 'Asortyment')
- wyszukiwanie asortymentu w danym dniu roku (musi być wskazany dowolny dzień roku
w polu 'Dzień roku')
Okno z możliwością wyboru dnia roku w którym występuje asortyment (lub odwrotnie -
asortymentu, który występuje w konkretnym dniu roku). Należy zaznaczyć dowolny rekord
danych i podwójnie kliknąć lewym przyciskiem myszy lub przycisk [OK]. Wówczas w pole
'Dzień roku' lub 'Asortyment' automatycznie zostanie wstawiona wybrana wartość.
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
12
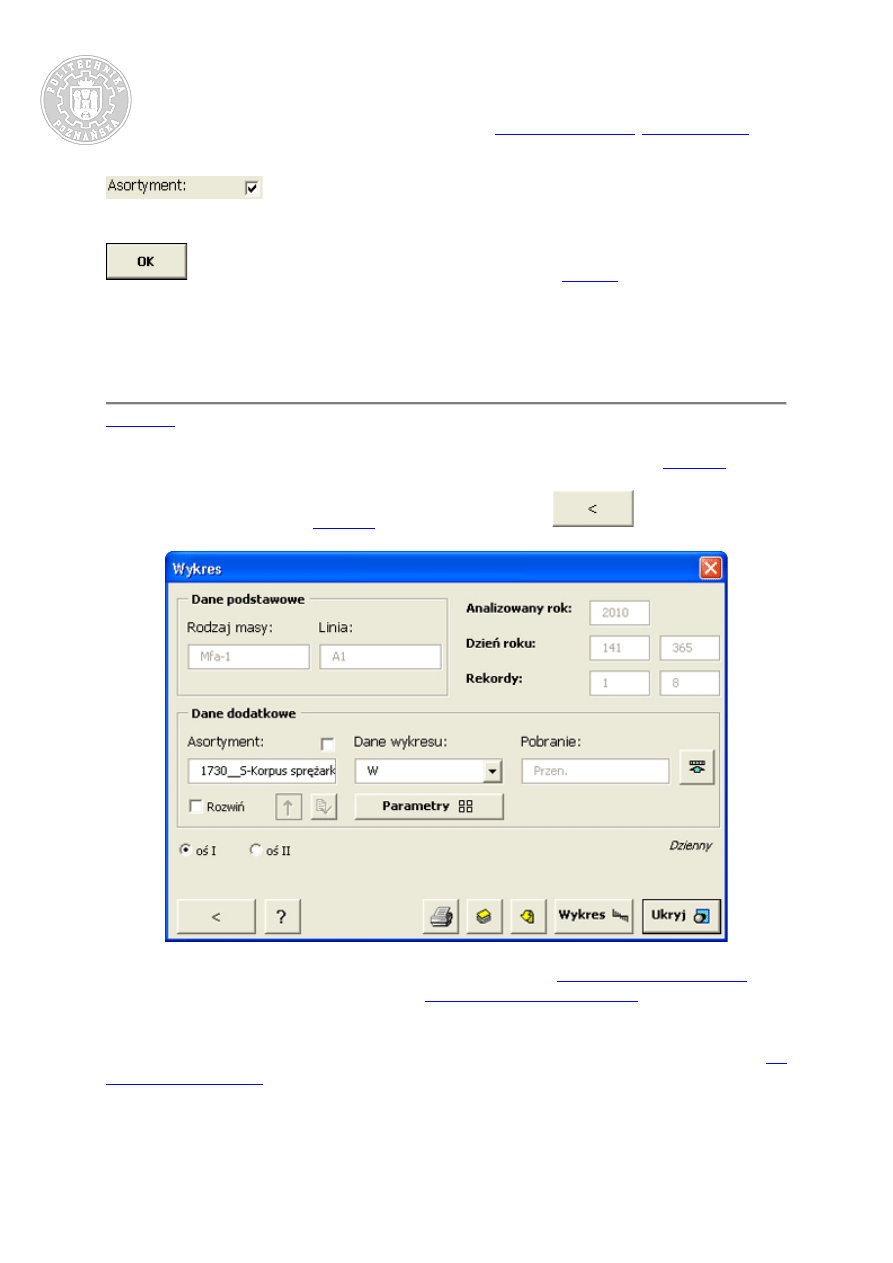
W celu zaznaczenia na wykresie wybranego asortymentu należy zaznaczyć opcję:
, w przeciwnym razie na wykresie nie zostanie wyróżniony żaden
asortyment.
Po zatwierdzeniu wyboru na etapie danych dodatkowych należy kliknąć przycisk [OK]
, który przenosi użytkownika do kolejnego okna -
Wykres
. Jednocześnie pojawia
się pierwszy wykres, którym można sterować w następnym oknie.
Wykres
Wykres
Formatka
umożliwia dynamiczne sterowanie wykresem. Specjalnie
zaprojektowane
algorytmy mają za zadanie w sposób błyskawiczny wykreślać wartości parametrów
z wyróżnieniem wybranego asortymentu. Dane wybrane w poprzedniej
formatce
zostają
zachowane i nieaktywne (tzn. nie można ich zmienić w nowym oknie). Dane można zmienić
przechodząc do poprzedniej
formatki
po kliknięciu przycisku
.
Na wykresie można zestawić jeden parametr (na jednej
osi wartości parametrów
) lub
jednocześnie dwa parametry (na dwóch
osiach wartości parametrów
). Należy wówczas
wybrać numer osi (oś I - lewa lub oś II - prawa), a następnie wskazać dowolny parametr
w polu 'Dane wykresu'. Istnieje również możliwość zaprezentowania na wykresie wszystkich
parametrów - opcja '[wszystko...]' (znormalizowane wartości parametrów na jednej
osi
wartości parametrów
). W tym przypadku na jednej osi prezentowane są wszystkie lub
wybrane, tzn. wskazane przez użytkownika, parametry. Wyboru tych parametrów można
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
13
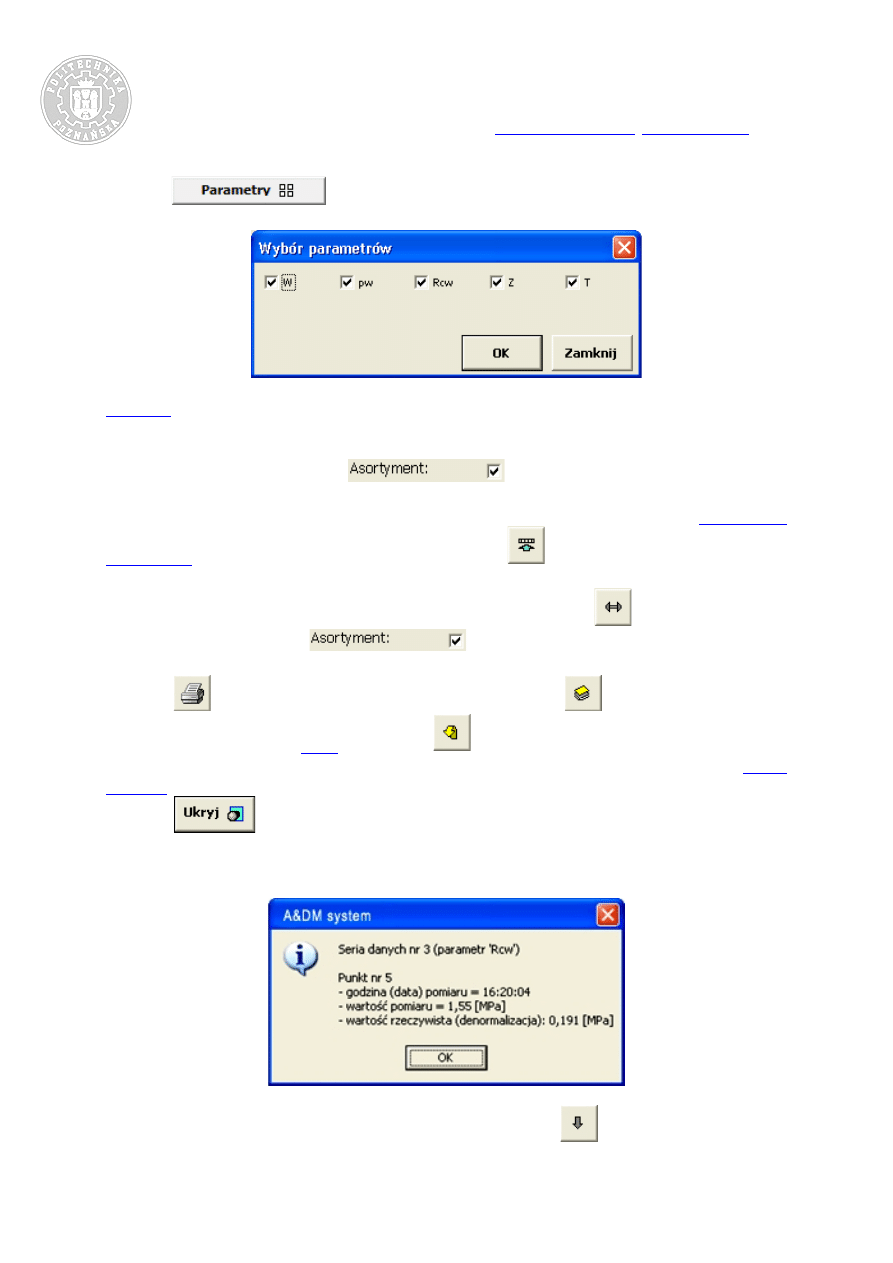
dokonać w oknie 'Wybór parametrów', które pojawia się po kliknięciu na przycisk klikając na
przycisk
:
Oś czasu
jest wspólna dla wszystkich wybranych parametrów.
W polu wyboru 'Asortyment' zostaną pokazane tylko asortymenty unikatowe dla wybranego
zakresu danych. W każdej chwili można wskazać inny asortyment, pamiętać jednak należy o
tym, aby zaznaczona była opcja
, w przeciwnym razie na wykresie nie
zostanie wyróżniony asortyment.
Istnieje możliwość zawężenia zakresu danych do jednego asortymentu na lewej
osi wartości
parametrów
. W tym celu należy kliknąć na przycisk
, a wyniki zostaną zawężone do
wybranej w polu wyboru 'Asortyment' nazwy asortymentu. Pokazanie wszystkich
asortymentów będzie możliwe po kliknięciu na przycisk
. Opcję tę można
wykorzystywać łącznie z
- wówczas w opisie wykresu pojawi się
oznaczenie 'wyróżn.' (wyróżnienie asortymentu).
Przycisk
umożliwia wydruk wykresu, natomiast przycisk
umożliwia zapis wykresu
na dysku w formacie
EMF
. Przycisk
odświeża wykres (powrót do ustawień
początkowych). Ma to znaczenie, gdy użytkownik chce wrócić do ustawień sprzed
edycji
wykresu
.
Przycisk
skaluje okno, co ułatwia oglądanie wykresu i jednocześnie możliwe jest
zaznaczanie punktów oraz elementów na wykresie. Po kliknięciu na element wykresu pojawi
się okno z komunikatem, na przykład dla punktu:
Powrót do okna pierwotnego nastąpi po kliknięciu na przycisk
.
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
14
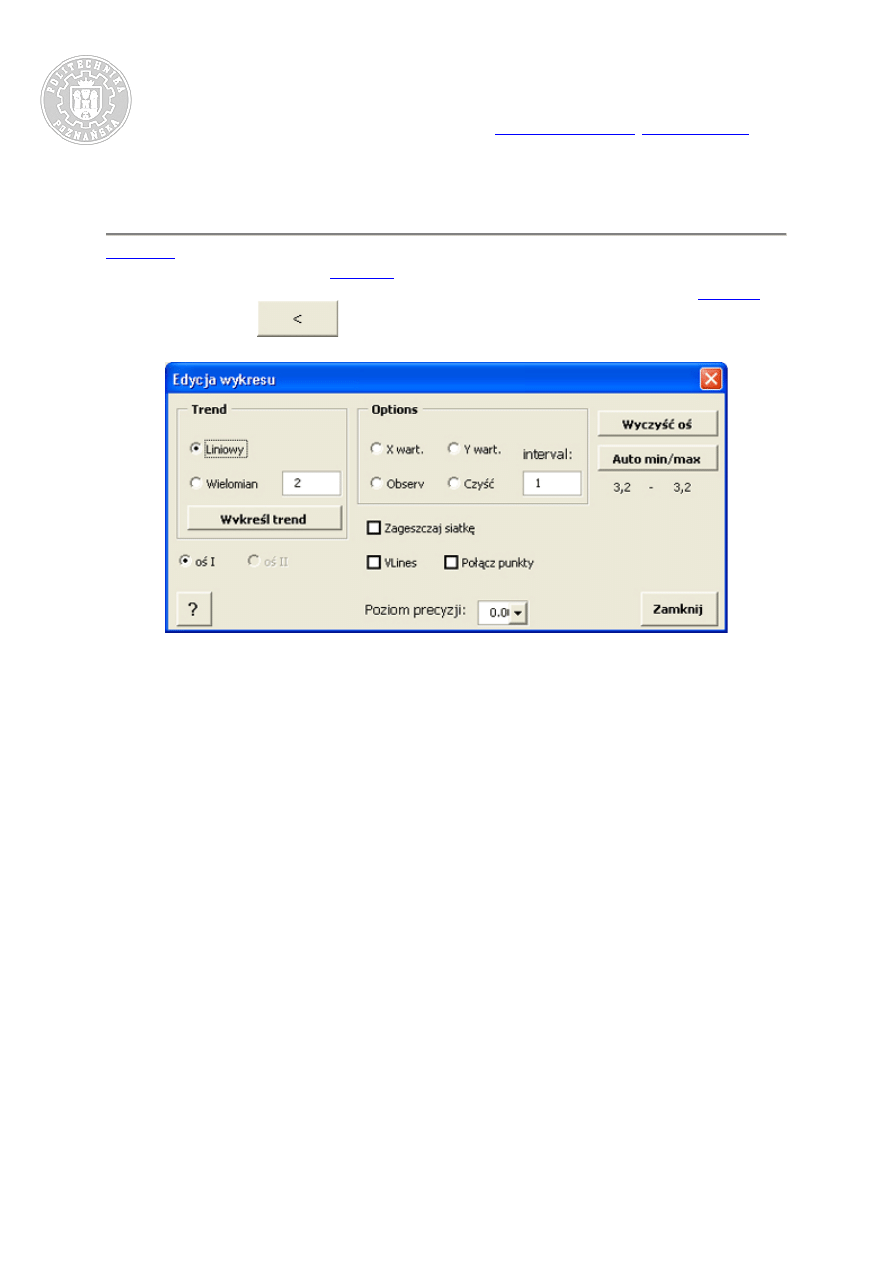
Edycja wykresu
Formatka
umożliwia dynamiczne edytowanie wykresu dla poszczególnych osi rzędnych.
Dane wybrane w poprzedniej
formatce
zostają zachowane i nieaktywne (tzn. nie można ich
zmienić w nowym oknie). Dane można zmienić przechodząc do poprzedniej
formatki
po
kliknięciu przycisku
.
'Edycja wykresu' umożliwia m.in.:
•
'Wykreśl trend' - wykreślenie trendu (liniowy i wielomianowy od st.2 do st.6)
•
'X wart.' - zaznaczenie dla punktów wykresu wartości z osi czasu
•
'Y wart.' - zaznaczenie dla punktów wykresu wartości z osi rzędnych (należy wybrać
oś I lub oś II)
•
'Observ' - zaznaczenie obserwacji szczególnych dla danego punktu danych (opcja
testowana)
•
'Czyść' - wyczyszczenie opisu punktów danych (należy wybrać oś I lub oś II)
•
'Interval' - interwał, krok opisu punktów (np. Interval=5 oznacza, ze co piąty punkt
danych zostanie opisany; ma to znaczenie, gdy wykres zawiera sieć gęsto ułożonych,
nieczytelnych punktów danych)
•
'Zagęszczaj siatkę' - siatka pomocnicza
•
'VLines' - rzut na oś czasu punktów z wybranej osi rzędnych
•
'Połącz punkty' - połączenie punktów wykresu
•
'Poziom precyzji' - wybór poziomu precyzji wyświetlanych danych na osi rzędnych
(dostępne do wyboru są 3 poziomy precyzji: jednostkowy 0, dziesiętny 0.0, setny 0.00,
tysięczny 0.000)
•
'Wyczyść oś' - wyczyszczenie formatu i danych dla wybranej osi rzędnych
•
'Auto min/max' - skalowanie osi rzędnych do minimalnej i maksymalnej wartości
w wybranych zakresie prezentacji danych (dzienny, zakres, roczny)
Komputerowe Systemy Sterowania Produkcją – laboratorium
Instrukcja obsługi systemu komputerowego służącego do akwizycji i eksploracji danych
Politechnika Poznańska, ITMat, Zakład Odlewnictwa, Laboratorium CAD/CAE Technologii Materiałów
Robert SIKA, POK.17, Hala A15/T2, tel. (61) 665 2459, e-mail:
robert.sika@put.poznan.pl
,
15
Analiza danych przy pomocy wykresu przestawnego
Analiza danych przy pomocy wykresu przestawnego umożliwia dynamiczne wykonywanie
wykresu dla wielu zmiennych. Taki typ wykresu jest wykorzystany w dziale JAKOŚĆ.
W celu wykonania takiej analizy, identycznie jak dla pozostałych działów, należy wybrać
dane podstawowe, a następnie dane dodatkowe (uwaga - większość pól jest zablokowana, a
wyboru kryteriów analizy można dokonać na wykresie przestawnym). W ten sposób można
wygenerować wykres dla jednego asortymentu. W celu prześledzenia innych zmian dla
jednego lub kilku asortymentów należy kliknąć na przycisk
, w polu 'Indeks
ProAlpha' wybrać jeden lub kilka asortymentów, kliknąć na przycisk
, a następnie na
.
Wyszukiwarka
Podobne podstrony:
instrukcja bhp przy obsludze dm Nieznany (3)
instrukcja bhp przy obsludze dm Nieznany (2)
wykład 6 instrukcje i informacje zwrotne
DP i DM
DM
Instrumenty rynku kapitałowego VIII
05 Instrukcje warunkoweid 5533 ppt
Instrukcja Konwojowa
2 Instrumenty marketingu mix
Promocja jako instrument marketingowy 1
Promocja jako instrument marketingowy
więcej podobnych podstron