
L
ABORATORIUM
T
ECHNOLOGII
Strona
5 - 1
5
Symulacja komputero-
wa i obróbka części
na frezarce sterowanej
numerycznie
Przemysław Siemiński,
Cel ćwiczenia:
o
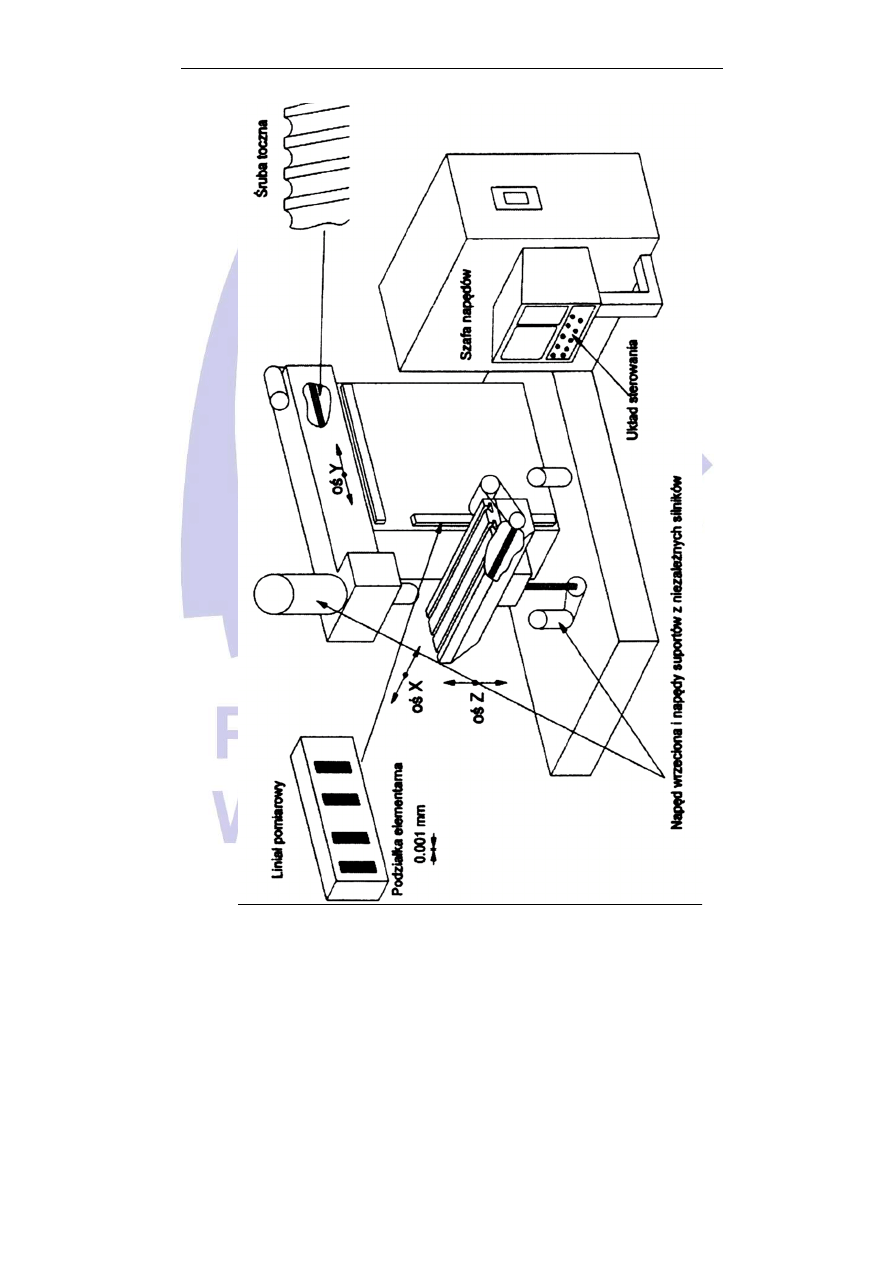
zapoznanie z budową i działaniem frezarek CNC,
o
przegląd frezów trzpieniowych (palcowe, zaokrąglo-
ne, kuliste) stosowanych tych maszynach,
o
umieszczenie punktów charakterystycznych na fre-
zarkach CNC,
o
programowaniem obrabiarek CNC (edycja progra-
mów oraz prowadzeniem symulacji obróbki na ste-
rowaniu obrabiarki CNC),
o
uruchamianie programów obróbkowych na frezarce
CNC.
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
5
Strona
5 - 2
Wykaz oznaczeń:
2D
–
ang. Two Dimensional – dwuwymiarowy (płaski)
3D
–
ang. Three Dimensional – trójwymiarowy (prze-
strzenny),
CAD –
ang. Computer Aided Design – komputerowe
wspomaganie projektowania
CAM –
ang. Computer Aided Manufacturing – komputero-
we wspomaganie wytwarzania
NC
–
ang. Numerical Control – sterowanie numeryczne
maszyn i urządzeń
CNC –
ang. Computer Numerical Control – komputerowe
sterowanie numeryczne maszyn i urządzeń
OSN –
Obrabiarki Sterowane Numerycznie
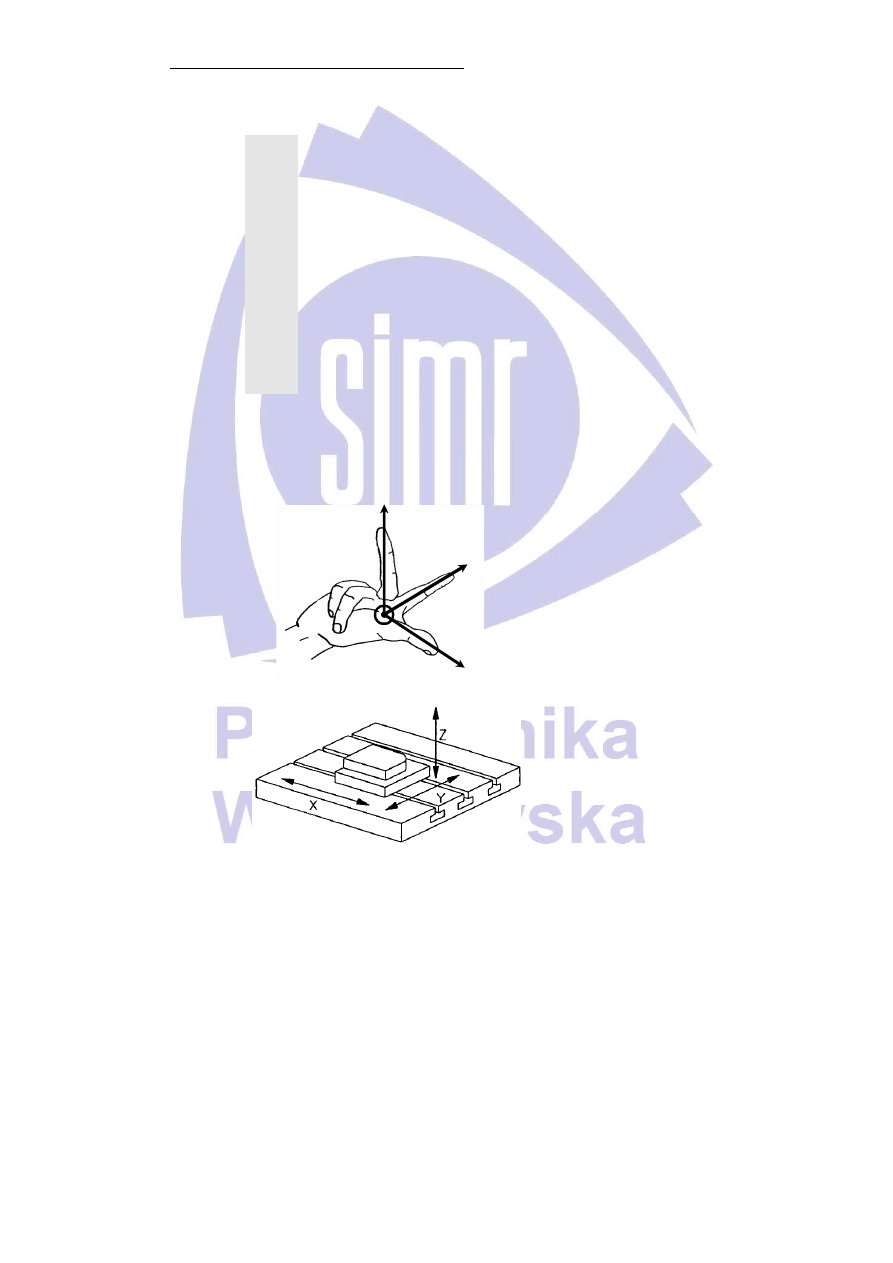
Układ osi pionowej frezarki CNC (3 osiowej):
Y
X
Z
Układ osi frezarki
CNC jest układem
prawoskrętnym
Układ osi frezarki
opisujący
przed-
miot obrabiany,
S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA FREZARCE STEROWANEJ NUMERYCZNIE
Strona
5 - 3
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
5
Strona
5 - 4
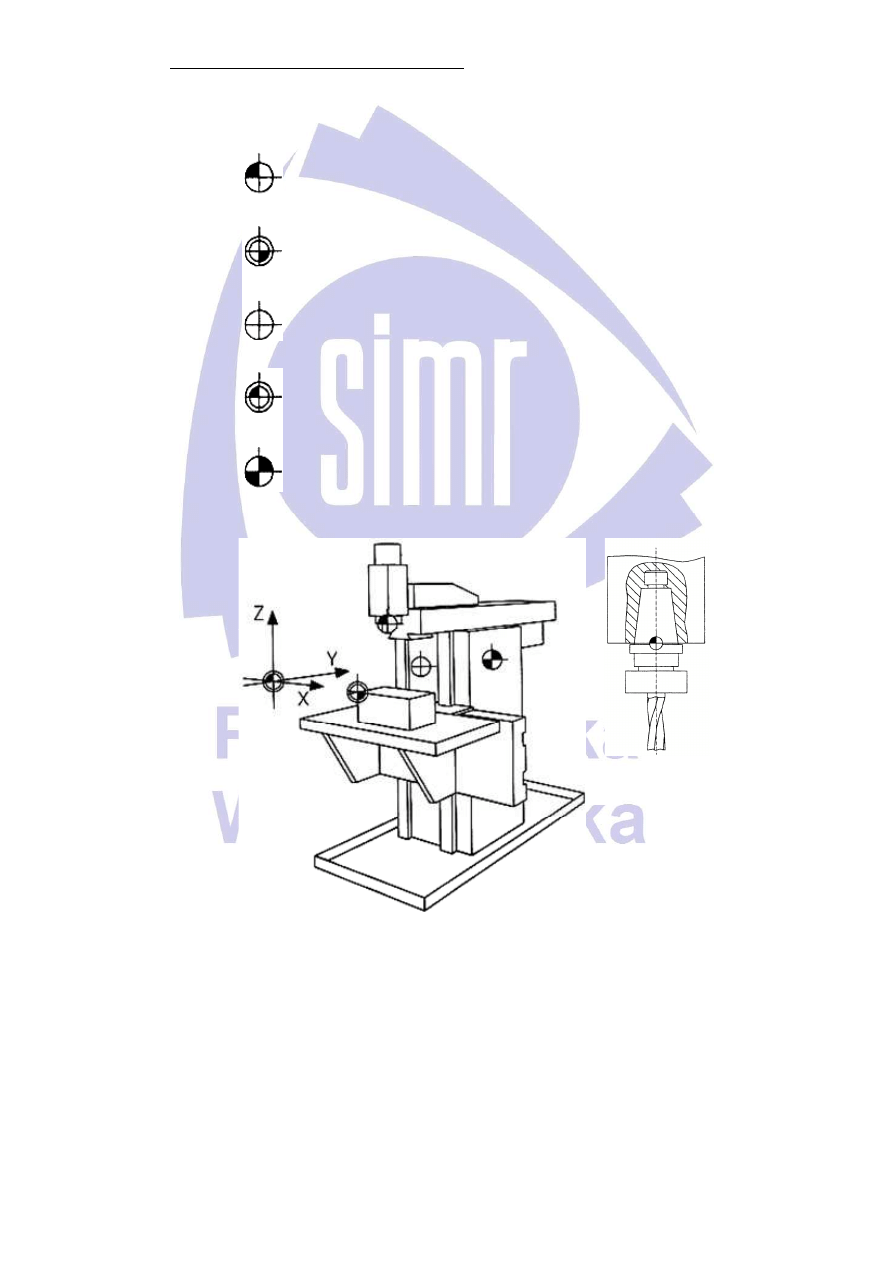
Punkty charakterystyczne pionowej frezarki CNC (3 osiowej):
PUNKT ODNIESIENIA NARZĘDZIA – do tego punk-
tu sterowanie odnosi wszystkie ruchy narzędzia,
PUNKT ZEROWY PRZEDMIOTU OBRABIANEGO –
definiuje położenie przedmiotu obrabianego w prze-
strzeni obrabiarki,
PUNKT WYMIANY NARZĘDZIA – punkt zmiany na-
rzędzia (jeżeli obrabiarka posiada magazyn narzędzi).
PUNKT ZEROWY OBRABIARKI –początek układu
współrzędnych obrabiarki (ustalony przez producenta,
PUNKT WYJŚCIOWY OBRABIARKI (REFEREN-
CYJNY, BAZA) – służy do kalibracji położenia układu
pomiarowego,

S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA FREZARCE STEROWANEJ NUMERYCZNIE
Strona
5 - 5
Podstawowe (najważniejsze) funkcje programowania brabiarek
CNC:
G code
G code
G code
G code - (kod ISO) to język zapisu poleceń dla urządzeń CNC.
Definiuje operacje, które należy wykonać, aby obrobić detal na
obrabiarce CNC. Taki kod można edytować samodzielnie lub
otrzymać w wyniku przetworzenia przez postprocesor, na
podstawie ścieżek ruchu narzędzia wygenerowanych w
programie CAM.
Przykładowe funkcje przygotowawcze:
G00 - ruch szybki narzędzia bez obróbki (szybki dojazd),
G01 - ruch narzędzia wg interpolacji liniowej,
G02 - ruch narzędzia wg interpolacji kołowej zgodnie z ruchami
wskazówek zegara,
G03 - ruch narzędzia wg interpolacji kołowej przeciwnie do
ruchu wskazówek zegara,
G54 - G59 - przesunięcie układu współrzędnych (punktu
zerowego) przedmiotu obrabianego,
G90 - pozycjonowanie absolutne,
G91 - pozycjonowanie przyrostowe (inkrementalne).
Przykładowe funkcje pomocnicze:
M00 - stop programu bezwarunkowy (zawsze),
M01 - stop programu warunkowy (zależy od wybrabego trybu
pracy),
M03 - włączenie prawych obrotów wrzeciona,
M04 - włączenie lewych obrotów wrzeciona,
M05 - wyłączenie obrotów wrzeciona,
M06 - zmiana narzędzia (polecenie "zmień"),
M30 - koniec programu i przewinięcie do początku.
Dodatkowe funkcje:
T – kompensacja wymiarów narzędzia (wybór narzędzia,
symbol T oraz numer narzędzia, np. T24),
D – rejestr narzędzowy zawierający opis geometryczny
narzędzia (długość, średnica),
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
5
Strona
5 - 6
S – wybór prędkości obrotowej wrzeciona (symbol "S" oraz
podana wartość, np. S1500),
F – wybór posuwu (symbol "F" oraz podana wartość, np. F800),
X – położenie w osi "X" (po adresie występuje wartość
bezwzględna lub względna, np. X200),
N – numer danego boku programu. (np. N35).
Przykładowy program obróbczy:
Na początku widnieje nazwa programu oraz blok komentarza
(rozpoczynający się od ‘;’. W bloku N5 przywołano najważniej-
sze funkcje przygotowawcze, inicjując tym samym sposób in-
terpretacji kolejnych bloków Blok N10 to przywołanie narzę-
dzia (T1) w magazynie, wstawienie do wrzeciona (M6) i usta-
wienie jego rejestru narzędziowego (D1). W bloku tym dokona-
no ustawienia prędkości obrotowej wrzeciona na 800 obr/min
(S800) i włączenie obrotów prawych (M3) oraz ustawienia
prędkości posuwu na 100 mm/min (F100). Następne bloki pro-
gramują już ruch narzędzia.

S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA FREZARCE STEROWANEJ NUMERYCZNIE
Strona
5 - 7
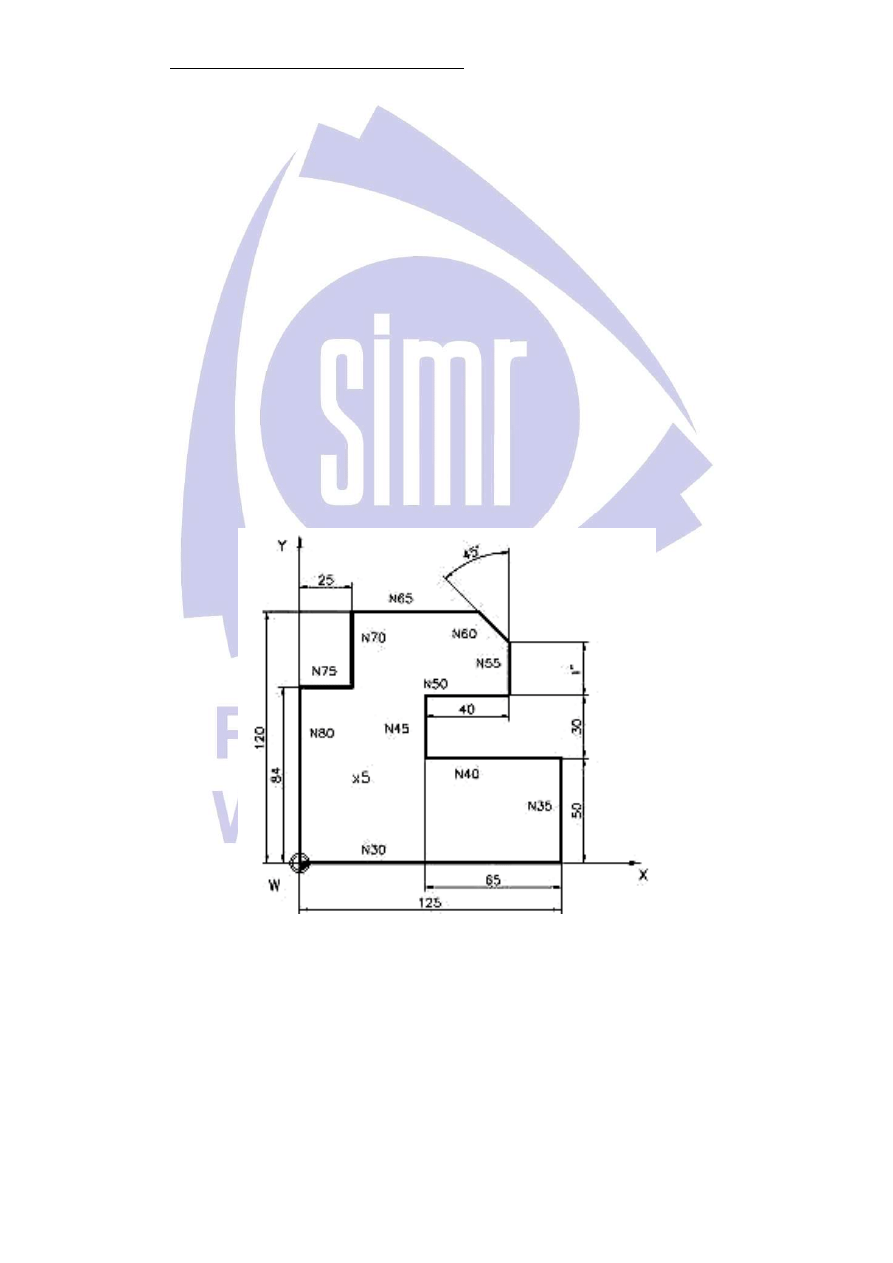
%MPF500
;11-08-2003
N5 G54 G90
N10 S800 F100 T1 D1 M3 M6
N15 G0 X0 Y0
N20 Z3
N25 G1 Z-5
N30 X125
N35 Y50
N40 X60
N45 Y80
N50 X100
N55 Y105.4
N60 X85.4 Y120
N65 X25
N70 Y84
N75 X0
N80 Y0
N85 G0 Z50
N90 M5
N95 M30
W N15 następuje pozycjonowanie w płaszczyźnie XY nad punk-
tem początkowym konturu (ruchem szybkim G0), a w N20 w
osi Z 3 mm przed powierzchnią materiału. Blok N25 to usta-
wianie się w osi Z ruchem roboczym (G1) z uwagi na rozpoczę-
cie kontaktu narzędzia z materiałem obrabianym. Bloki N30 –
N80 programują ruch narzędzia w płaszczyźnie XY, kolejno
przez wszystkie elementy konturu. Blok N85 to wycofanie na-
rzędzia w osi Z ruchem szybkim (G0). W przedostatnim bloku
(N90) wyłączamy obroty wrzeciona (M5). Ostatni blok (N95) to
słowo końca programu i przewinięcia do początku (M30).
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
5
Strona
5 - 8
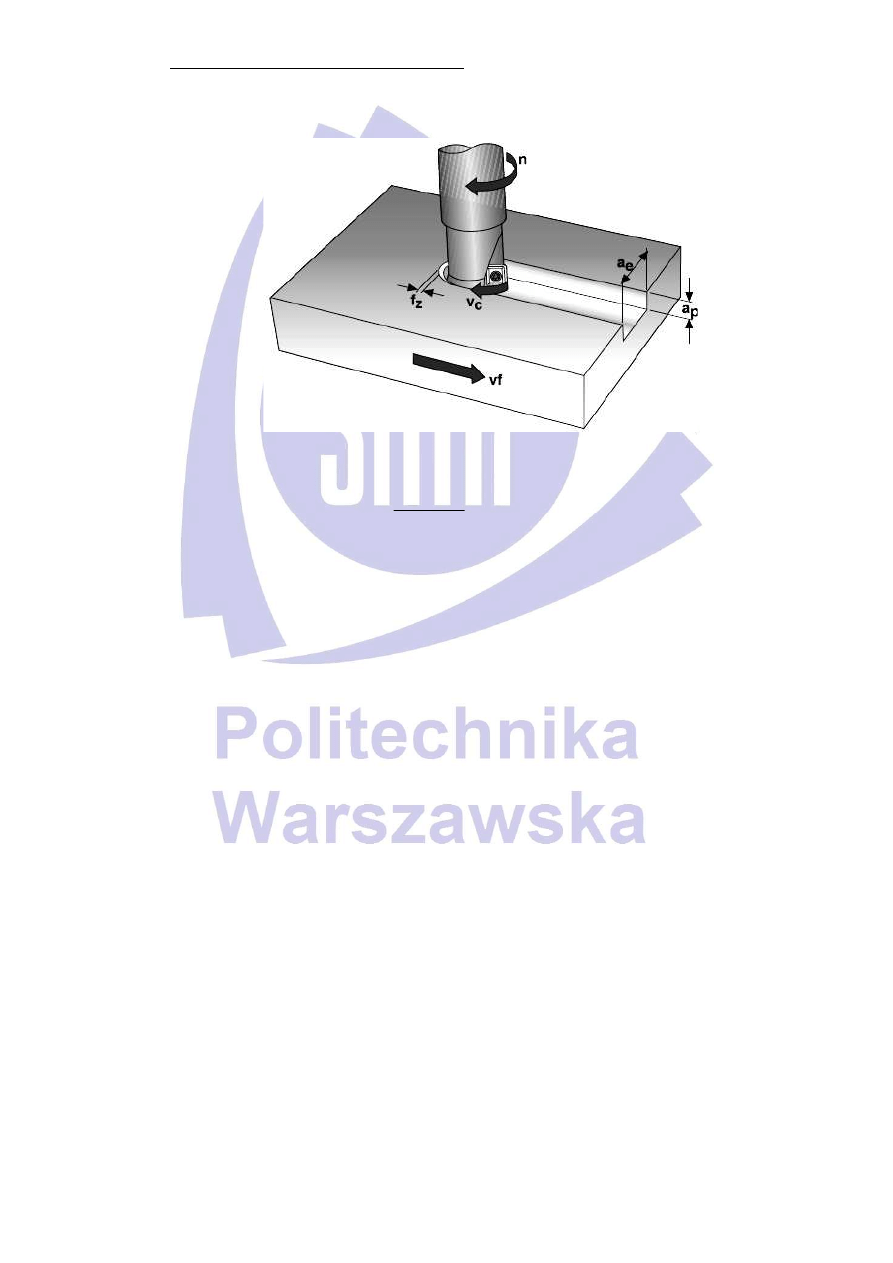
Definicje parametrów skrawania:
Podstawowe zależności dotyczące skrawania:
D
v
n
c
c
⋅
⋅
=
π
1000
f
z
n
v
z
n
f
⋅
⋅
=
Oznaczenia:
n – prędkość obrotowa [obr/min],
v
c
– prędkość skrawania [m/min],
f
z
– posuw na ząb [mm/ostrze],
z
n
– liczba zębów (ostrzy),
v
f
– prędkość posuwowa [mm/min],
a
e
– szerokość powierzchni frezowanej [mm],
a
p
– głębokość skrawania [mm],
D
c
– średnica skrawania (narzędzia) [mm].
S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA FREZARCE STEROWANEJ NUMERYCZNIE
Strona
5 - 9
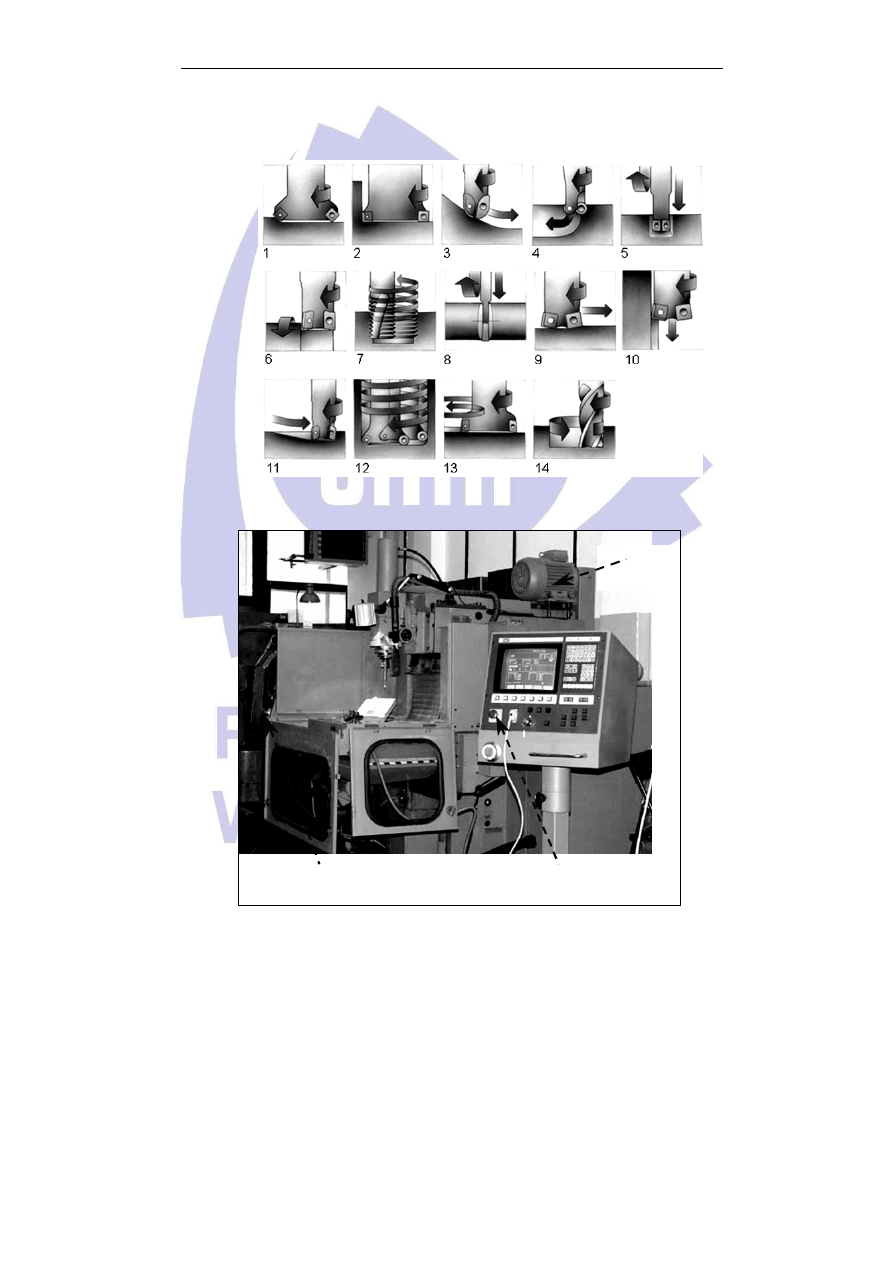
Rodzaje operacji frezowania stosowane na pionowych frezar-
kach CNC:
Wygląd frezarki Avia FNF 40NA:
dodatkowy awaryjny
wył
ą
cznik STOP
awaryjny wył
ą
cznik STOP
na pulpicie sterownika
silnik
wrzeciona
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
5
Strona
5 - 10
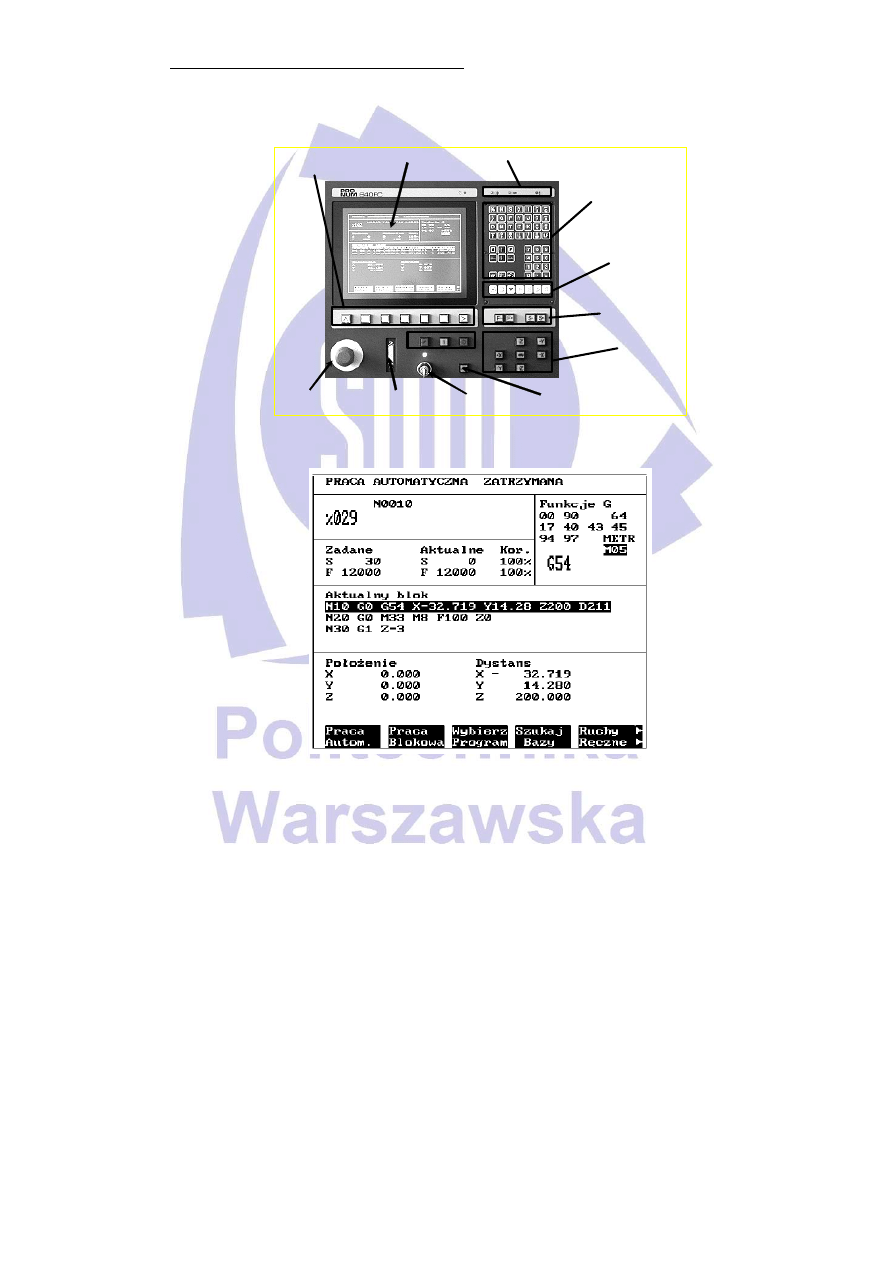
Opis pulpitu sterowniczego Pronum 640FC frezarki Avia FNF
40NA:
awaryjny
wył
ą
cznik ST OP
ekran komputerowy
k lawiatura
przyciski wyboru osi
port RS232
przyciski wyboru
menu ekranowego
przyciski zm iany posuwu
i obrotów wrzeciona
diody informacyjne
przyciski
programowalne
wł
ą
cznik chłodziwa
blokada
edycji (kluczyk)
Opis ekranu głównego sterownika Pronum 640FC:
Literatura:
1.
Praca zbiorowa pod red. Sobolewskiego J.:
Projektowanie techno-
logii maszyn
Oficyna Wydawnicza PW, 2007, Warszawa.
2.
Stach B.:
Podstawy programowania obrabiarek sterowanych nu-
merycznie.
Wyd. Szkolne i Pedagogiczne, Warszawa 1999.
3.
Brejnak A.:
Programowanie obrabiarek CNC. Frezowanie. - kon-
sultacja merytoryczna.
Wyd. REA. Warszawa, 2002.
Wyszukiwarka
Podobne podstrony:
Lab technologii ćw 2 ogarnijtemat com
Lab technologii cw 4 id 258645 Nieznany
Lab technologii cw 6 id 258649 Nieznany
Lab technologii ćw 7 ogarnijtemat com
Lab technologii cw 1 id 258643 Nieznany
Lab technologii ćw 3 ogarnijtemat com
Lab technologii ćw 2 ogarnijtemat com
TI sprawozdanie cw 2, studia, sem 5, Lab. Technologia informacyjna w elektroenergetyce, projekt
Lab KN cw 2
Lab KN cw 5 id 258468 Nieznany
Lab TP Ćw 7
Instr lab elektronika Cw 2
Lab KN cw 3
ćw 1 SRT4, SiMR, Pojazdy, Lab. Pojazdów, Ćw 1
teoria przezwojowana, Semestr 3 moje, FIZYKA LAB, fizyka cw 1
więcej podobnych podstron