
L
ABORATORIUM
T
ECHNOLOGII
Strona
4 - 1
4
Symulacja komputero-
wa i obróbka części
na tokarce sterowanej
numerycznie
Przemysław Siemiński,
Cel ćwiczenia:
o
zapoznanie z budową i działaniem tokarek CNC (2-
osiowych i 3-osiowych z narzędziami napędzanymi),
o
przegląd noży tokarskich stosowanych na tych ma-
szynach,
o
umieszczenie punktów charakterystycznych na fre-
zarkach CNC,
o
programowanie obróbki części typu wał maszynowy
lub tarcza pod obróbkę na 2-osiowej tokarce CNC w
systemach CAM,
o
edycja programów oraz prowadzenie symulacji ob-
róbki na sterowaniu obrabiarki CNC,
o
uruchamianie prostej obróbki tokarskiej na maszynie
TPS200 firmy CBKO ze sterowaniem Mitsubishi Mel-
das 500.
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
4
Strona
4 - 2
Wykaz oznaczeń:
2D
–
ang. Two Dimensional – dwuwymiarowy (płaski)
3D
–
ang. Three Dimensional – trójwymiarowy (prze-
strzenny),
CAD –
ang. Computer Aided Design – komputerowe
wspomaganie projektowania
CAM –
ang. Computer Aided Manufacturing – komputero-
we wspomaganie wytwarzania
NC
–
ang. Numerical Control – sterowanie numeryczne
maszyn i urządzeń
CNC –
ang. Computer Numerical Control – komputerowe
sterowanie numeryczne maszyn i urządzeń
OSN –
Obrabiarki Sterowane Numerycznie
Układ osi sterowanych tokarki CNC (2-osiowej):
W przemyśle maszynowym wśród tokarek CNC najczęściej sto-
sowane są maszyny sterowane w dwóch osiach (Z i X). Stoso-
wane są dwa rozwiązania konstrukcyjne takich tokarek.
Pierwsze wzorowane na maszynach sterowanych ręcznie (to-
karkach konwencjonalnych), mają narzędzie zamocowane w
imaku znajduje się przed osią wrzeciona (rysunek 4.1).
Rysunek 4.1 Tokarka CNC „TMK50” firmy WAFO ze sterowaniem FA-
NUC 0i-mate z osi
ą
S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA TOKARCE STEROWANEJ NUMERYCZNIE
Strona
4 - 3
Taki układ osi jest wygodny dla tokarzy doszkalających się na
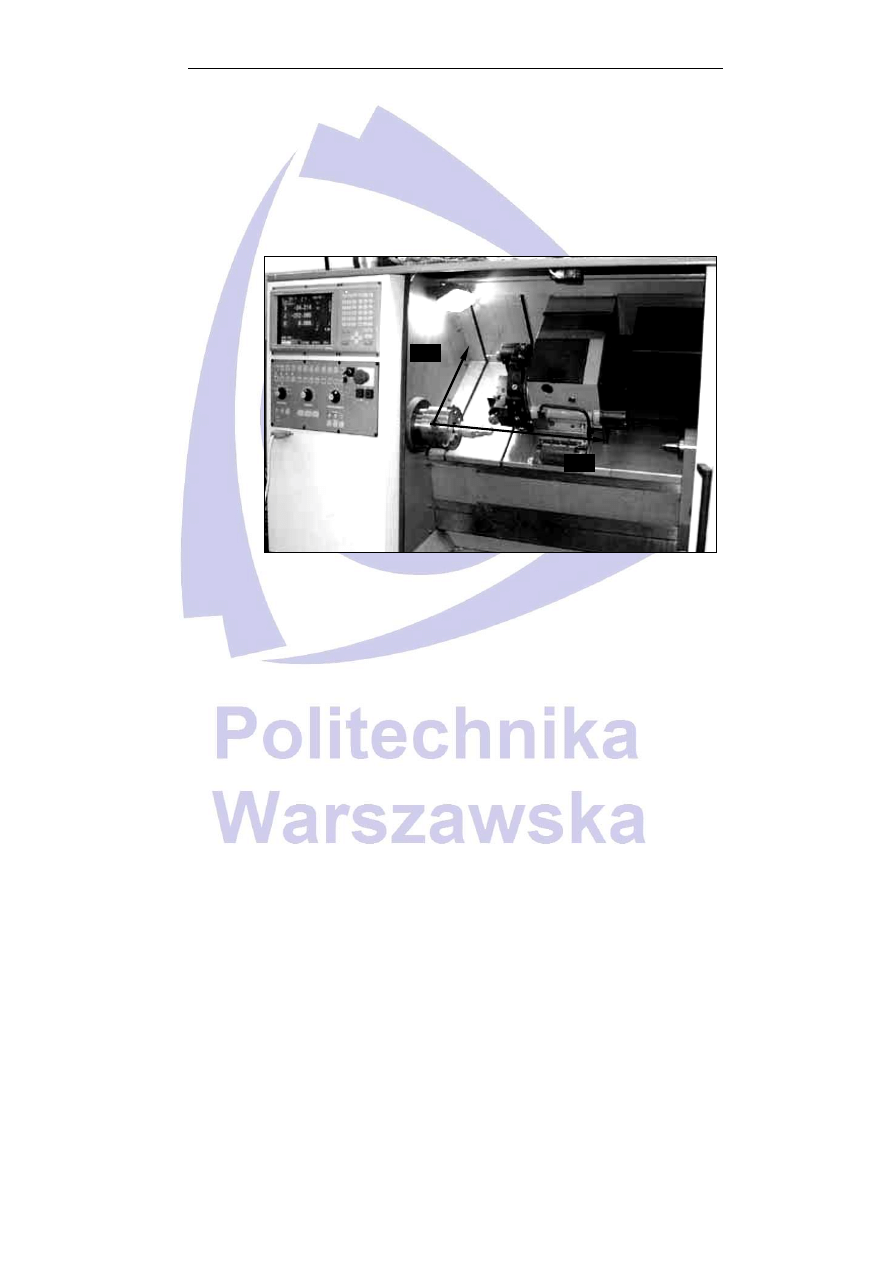
maszyny sterowane numerycznie. W drugim rozwiązaniu kon-
strukcji tokarek CNC narzędzie znajduje się za osią wrzeciona
przedmiotowego (tzw. za osią toczenia). Takie maszyny ze
względów sztywności i ergonomii obsługi mają łoże pod okre-
ślonym skosem. Przykład takiej tokarki z suportem za osią to-
czenia pokazano na rysunek 4.2.
Rysunek 4.2 Układ osi sterowanych 2-osiowej tokarki CNC: „TPS 200”
firmy CBKO ze sterowaniem Mitsubishi Meldas 500
W tokarkach CNC przyjęto, że oś wrzeciona przedmio-
towego obrabiarki wyznacza oś Z, przy czym zwrot dodatni tej
osi jest w kierunku od wrzeciona do konika. Drugą osią stero-
waną jest oś X opisująca kierunek prostopadły dojazdu narzę-
dzi do obrabianego przedmiotu. Na typowych 2-osiowych to-
karkach CNC nie ma możliwości sterowania narzędziami w osi
Y (unoszenia ich ponad lub pod oś wrzeciona), wobec czego w
opisie ruchu narzędzi jest ona pomijana.
Wobec powyższego układ osi sterowanych tokarki CNC nazwa-
no układem ZX. W tych osiach jest sterowany ruch suportu z
zamontowanymi narzędziami (nożami tokarskimi, wiertłami,
itp.), które stosowane są do obróbki przedmiotu obrabianego.
Domyślne początek układu osi jest na końcu wrzeciona, więc
pokazywany jest ona tak jak na rysunek 4.1b.
o
ś
X
o
ś
Z
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
4
Strona
4 - 4
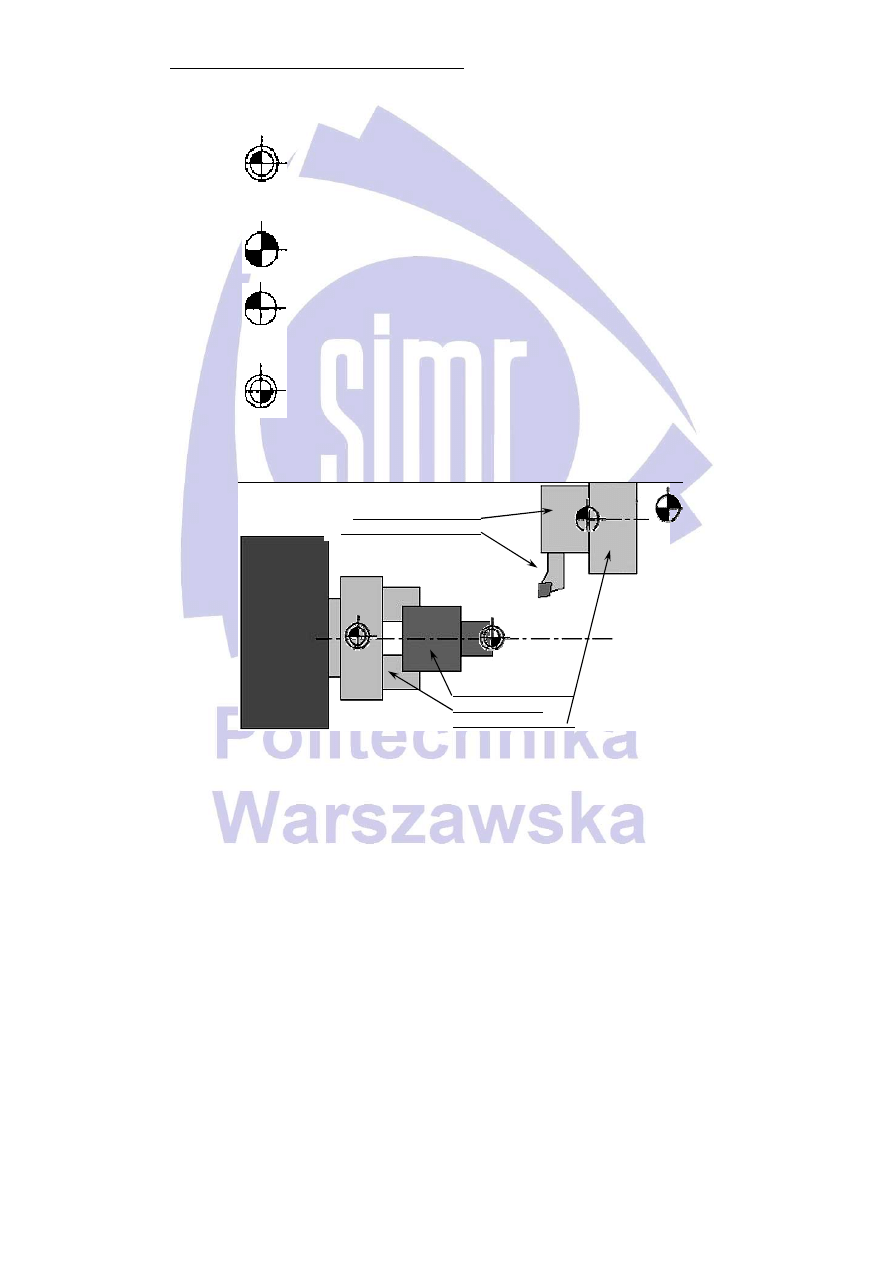
Punkty charakterystyczne pionowej frezarki CNC (3 osiowej):
PUNKT ZEROWY OBRABIARKI –początek układu
współrzędnych obrabiarki (ustalony przez producenta,
PUNKT WYJŚCIOWY OBRABIARKI (REFEREN-
CYJNY, BAZA) – służy do kalibracji położenia układu
pomiarowego,
PUNKT ODNIESIENIA NARZĘDZIA – do tego punk-
tu sterowanie odnosi wszystkie ruchy narzędzia,
PUNKT ZEROWY PRZEDMIOTU OBRABIANEGO –
definiuje położenie przedmiotu obrabianego w prze-
strzeni obrabiarki,
Umiejscowieniem punktów charakterystycznych w przestrzeni
tokarki CNC:
oprawka narz
ę
dziowa
narz
ę
dzie (nó
ż
tokarski)
przedmiot obrabiany
uchwyt tokarski
głowica narz
ę
dziowa
S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA TOKARCE STEROWANEJ NUMERYCZNIE
Strona
4 - 5
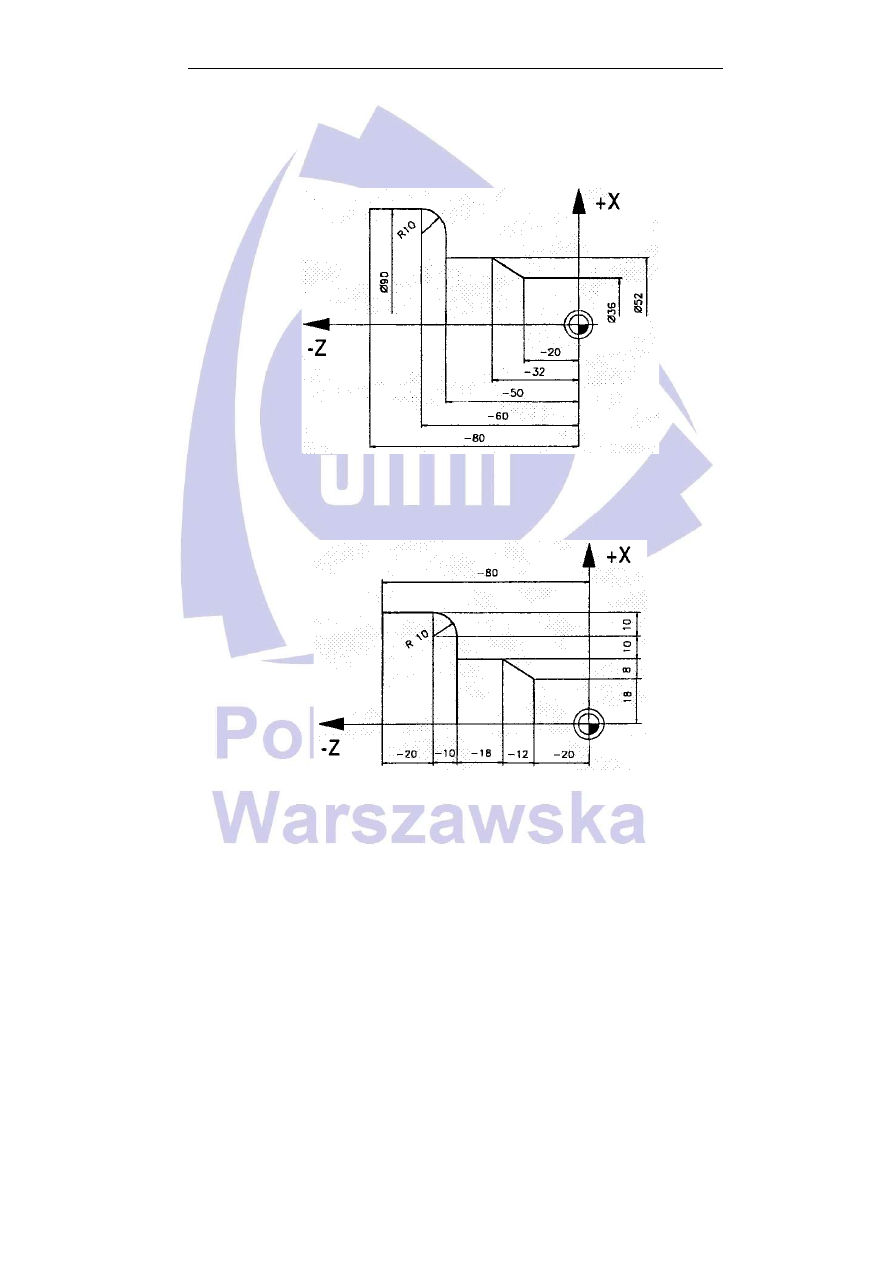
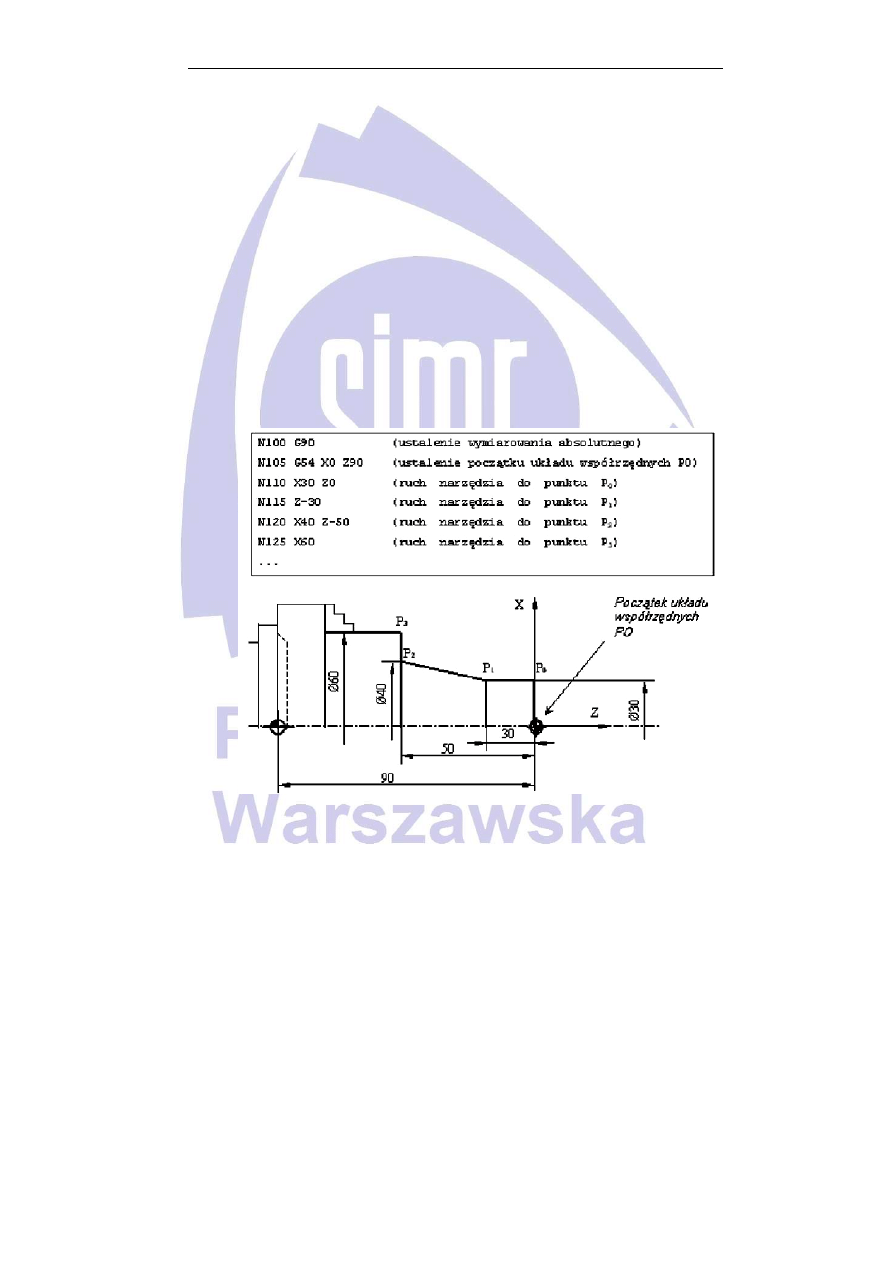
Wymiarowanie w programowaniu tokarek CNC
a)
wymiarowanie absolutne
wymiarowanie absolutne
wymiarowanie absolutne
wymiarowanie absolutne - polega na przyjęciu bazy od któ-
rej określamy wszystkie wymiary.
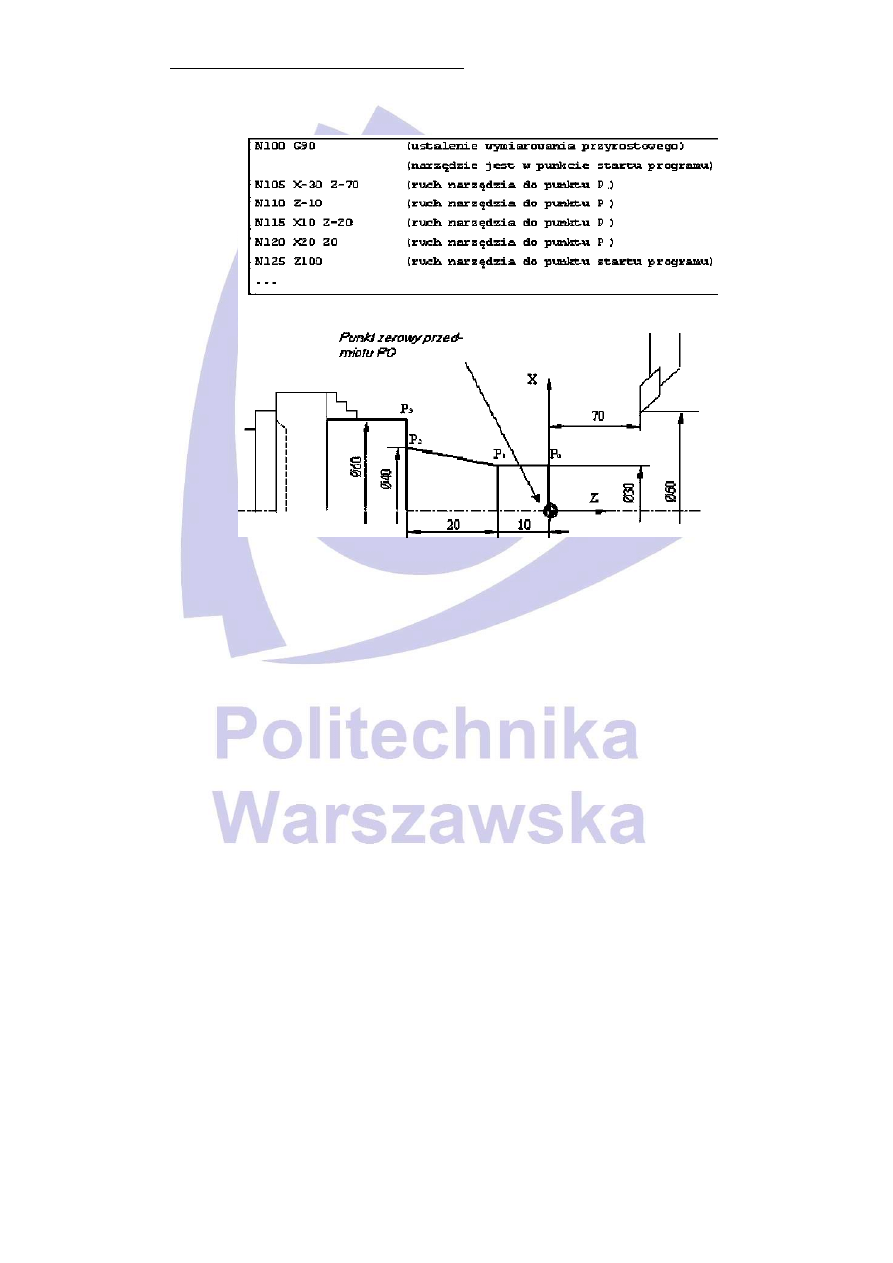
b)
Wymiarowanie inkrementalne (przyrostowe)
Wymiarowanie inkrementalne (przyrostowe)
Wymiarowanie inkrementalne (przyrostowe)
Wymiarowanie inkrementalne (przyrostowe) –
–
–
– polega na
tym iż koniec wymiaru poprzedniego jest początkiem na-
stępnego.
Obydwie metody są dobre, jednak wymiarowanie absolutne po-
siada więcej zalet do których można zaliczyć:
−
tolerancje wymiarów nie sumują się,
−
zmiany wymiarów nie mają wpływu na następne wymiary,
−
błędy jednych wymiarów nie prowadzą do błędów kolejnych
wymiarów.

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
4
Strona
4 - 6
Podstawowe (najważniejsze) funkcje programowania brabiarek
CNC:
G code
G code
G code
G code - (kod ISO) to język zapisu poleceń dla urządzeń CNC.
Definiuje operacje, które należy wykonać, aby obrobić detal na
obrabiarce CNC.
Taki kod można edytować samodzielnie lub otrzymać w wyniku
przetworzenia przez postprocesor, na podstawie ścieżek ruchu
narzędzia wygenerowanych w programie CAM.
Przykładowe funkcje przygotowawcze:
G00 - ruch szybki narzędzia bez obróbki (szybki dojazd),
G01 - ruch narzędzia wg interpolacji liniowej,
G02 - ruch narzędzia wg interpolacji kołowej zgodnie z ruchami
wskazówek zegara,
G03 - ruch narzędzia wg interpolacji kołowej przeciwnie do
ruchu wskazówek zegara,
G54 - G59 - przesunięcie układu współrzędnych (punktu
zerowego) przedmiotu obrabianego,
G90 - pozycjonowanie absolutne,
G91 - pozycjonowanie przyrostowe (inkrementalne).
Przykładowe funkcje pomocnicze:
M00 - stop programu bezwarunkowy (zawsze),
M01 - stop programu warunkowy (zależy od wybrabego trybu
pracy),
M03 - włączenie prawych obrotów wrzeciona,
M04 - włączenie lewych obrotów wrzeciona,
M05 - wyłączenie obrotów wrzeciona,
M06 - zmiana narzędzia (polecenie "zmień"),
M30 - koniec programu i przewinięcie do początku.
S
YMULACJA KOMPUTEROWA I OBRÓBKA CZĘŚCI NA TOKARCE STEROWANEJ NUMERYCZNIE
Strona
4 - 7
Dodatkowe funkcje:
T – kompensacja wymiarów narzędzia (wybór narzędzia,
symbol T oraz numer narzędzia, np. T24),
D – rejestr narzędzowy zawierający opis geometryczny
narzędzia (długość, średnica),
S – wybór prędkości obrotowej wrzeciona (symbol "S" oraz
podana wartość, np. S1500),
F – wybór posuwu (symbol "F" oraz podana wartość, np. F800),
X – położenie w osi "X" (po adresie występuje wartość
bezwzględna lub względna, np. X200),
N – numer danego boku programu. (np. N35).
Przykład programu w wymiarowaniu absolutnym:
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
4
Strona
4 - 8
Przykład programu w wymiarowaniu przyrostowym:
Literatura:
1.
Praca zbiorowa pod red. Sobolewskiego J.:
Projektowanie
technologii maszyn
Oficyna Wydawnicza PW, 2007, War-
szawa.
2.
Stach B.:
Podstawy programowania obrabiarek sterowa-
nych numerycznie.
Wyd. Szkolne i Pedagogiczne, Warszawa
1999.
3.
Brejnak A.:
Programowanie obrabiarek CNC. Frezowanie. -
konsultacja merytoryczna.
Wyd. REA. Warszawa, 2002.
Wyszukiwarka
Podobne podstrony:
Lab technologii cw 6 id 258649 Nieznany
Lab technologii cw 1 id 258643 Nieznany
Lab KN cw 5 id 258468 Nieznany
Lab KN cw 4 id 258467 Nieznany
Lab KN cw 5 id 258468 Nieznany
MD cw 1 id 290131 Nieznany
cw 9 id 122181 Nieznany
cw 5 id 121769 Nieznany
Lab 05 Obliczenia w C id 257534 Nieznany
28 04 2013 cw id 31908 Nieznany
Cw 8 id 97501 Nieznany
immunologia cw 3 id 212083 Nieznany
Lab technologii ćw 2 ogarnijtemat com
@sprawozdanie cw 3 id 38478 Nieznany (2)
Jung cw 4 id 229101 Nieznany
@sprawozdanie cw 4 id 38479 Nieznany (2)
cw 5 id 122432 Nieznany
więcej podobnych podstron