
L
ABORATORIUM
T
ECHNOLOGII
Strona
1 - 1
1
Badanie technologicz-
nych parametrów wy-
krawania
Adam Leśniewicz
Cel ćwiczenia:
o
zapoznanie z przebiegiem procesu cięcia blach na
przykładzie operacji wykrawania,
o
określenie wpływu luzu między elementami tnącymi
na siłę wykrawania i jakość powierzchni przecięcia,
o
nabycie umiejętności obliczania wartości parame-
trów, niezbędnych do:
−
projektowania procesu technologicznego wykra-
wania (dobór pras),
−
konstruowania wykrojników (dobór elementów
sprężystych dociskaczy).
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 2
1.1 Wiadomości podstawowe
Wykrawa
Wykrawa
Wykrawa
Wykrawanie
nie
nie
nie
to operacja cięcia blach za pomocą tłoczników mo-
cowanych na prasach. Umożliwia otrzymanie płaskich przed-
miotów o różnych kształtach. Wykrawanie prowadzi się zwykle
za pomocą dwóch elementów tnących: płyty tnącej i stempla.
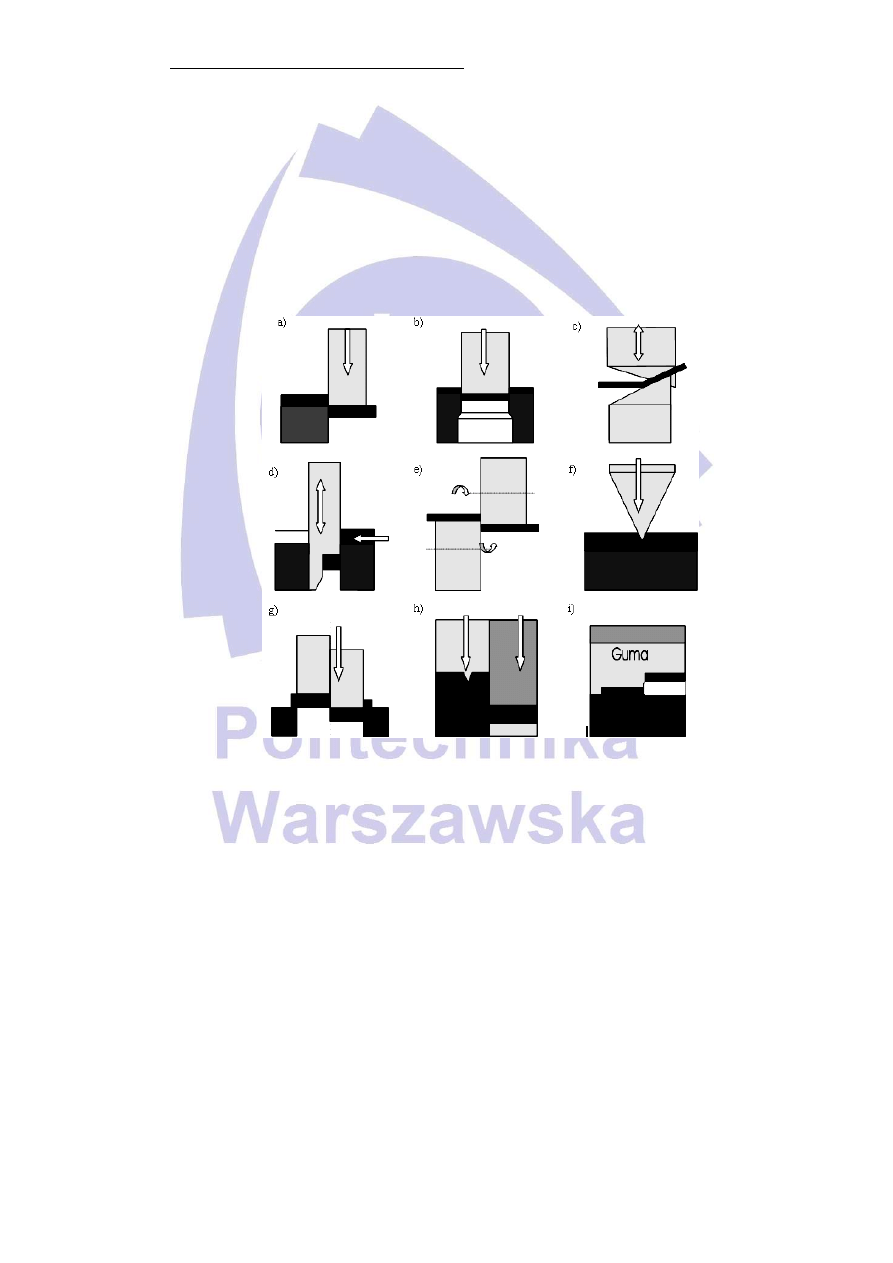
Rysunek 1.1 Metody ci
ę
cia. a) na no
ż
ycach wzdłu
ż
linii prostej, b) na
wykrojnikach wzdłu
ż
linii zamkni
ę
tej, c) z drgaj
ą
cym ru-
chem narz
ę
dzia, d) wykrawania rowka o szeroko
ś
ci równej
ś
rednicy stempla, e) no
ż
ami kr
ąż
kowymi ruchem obroto-
wym, f) narz
ę
dziem w kształcie klina, g) wygładzanie me-
tod
ą
skrawania naddatku, h) wygniatanie dociskaczem
rowka, i) z u
ż
yciem materiału elastycznego (np. gumy)
Warunkiem koniecznym przecięcia materiału jest doprowadze-
nie, w żądanym przekroju, do koncentracji naprężeń ściskają-

B
ADANIE TECHNOLOGICZNYCH PARAMETRÓW WYKRAWANIA
Strona
1 - 3
cych lub rozciągających, koniecznych do naruszenia spójności
materiału. Sposoby realizacji procesu cięcia ilustruje rysunek
1.1.
1.1.1 Mechanizm procesu wykrawania
Przebieg procesu cięcia blachy spoczywającej na powierzchni
płyty tnącej i poddanej naciskowi stempla, można podzielić na
fazy:
a)
faza odkształceń sprężystych:
•
wybrzuszenie materiału znajdującego się pomiędzy
stemplem a płytą tnącą pod wpływem momentu gnącego
M
M
M
M
– powstałego w wyniku przesunięcia względem siebie
sił
P
P
P
P
- oddziaływania na blachę krawędzi tnących,
•
zmniejszenie powierzchni styku blachy i elementów tną-
cych,
•
koncentracja naprężeń i odkształceń w pobliżu krawędzi
tnących,
b)
faza odkształceń plastycznych (rysunek 1.2):
•
miejscowe uplastycznienie materiału ze wzrostem naci-
sków powyżej granicy plastyczności,
•
przesunięcie obszaru odkształceń plastycznych w głąb
materiału,
•
umocnienie materiału,
•
zwiększenie powierzchni przylegania pod stemplem,
•
3-osiowy stan nierównomiernego ściskania pod krawę-
dzią stempla – plastyczna płynięcie materiału,
c)
pękanie materiału:
•
pierwsze pęknięcia przy krawędzi płyty tnącej, wywołane
stanem naprężeń z promieniowymi naprężeniami rozcią-
gającymi nad krawędzią tnącą płyty tnącej,
•
pęknięcia w pobliżu krawędzi tnącej stempla (podczas
dalszej kontynuacji procesu),
•
połączenie pęknięć,
d)
usuwanie oddzielonego materiału (dla cięcia wzdłuż linii
zamkniętej):
•
odkształcenie występów zazębiających się wzajemnie na
powierzchni pęknięcia,
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 4
•
spadek wartości momentu gnącego,
•
zmniejszenie (w konsekwencji) wybrzuszenia przedmiotu
wykrawanego, zwiększenie jego wymiarów i rozpychanie
w otworze płyty tnącej.
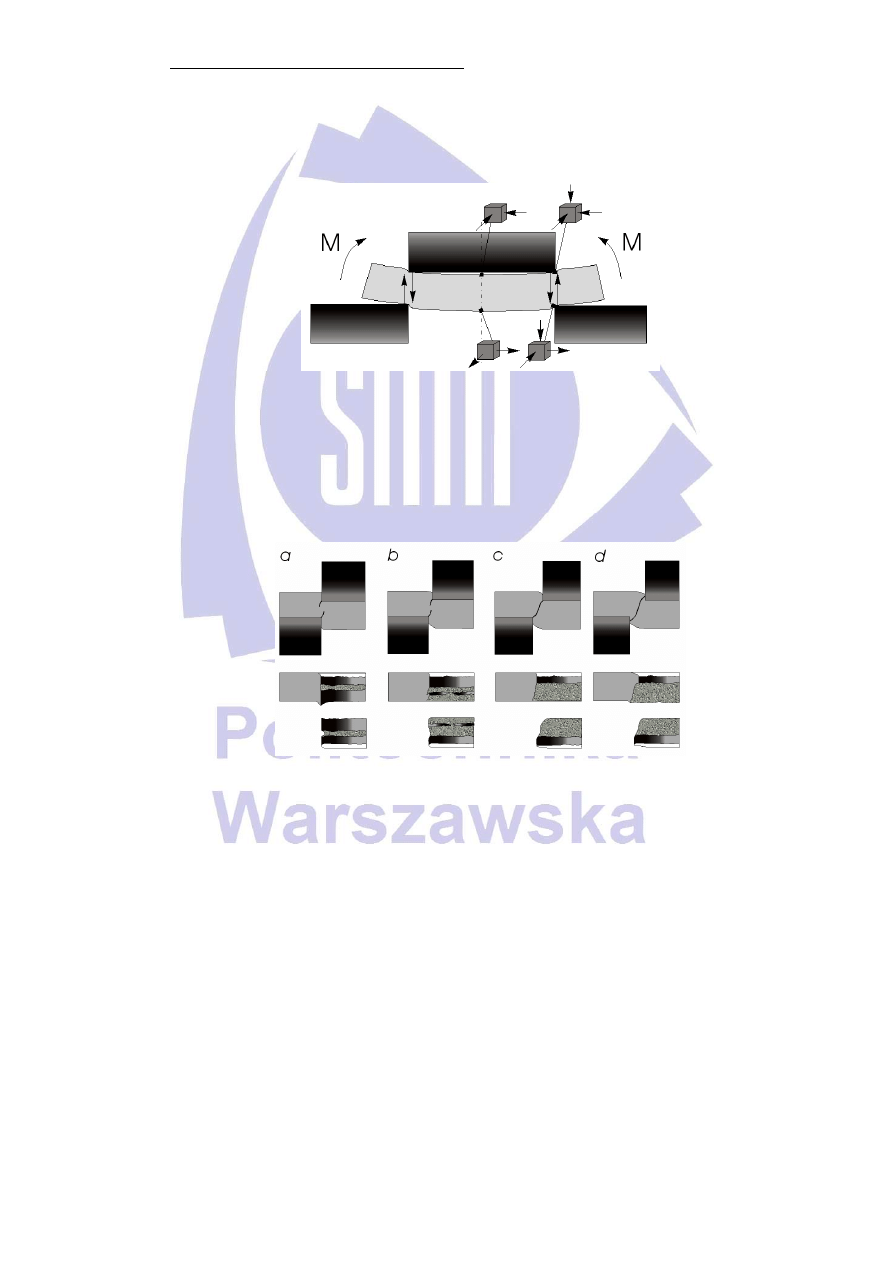
Rysunek 1.2 Schemat fazy plastycznej procesu wykrawania
1.1.2 Dobór luzu w procesie wykrawania
Luz
Luz
Luz
Luz
to różnica wymiarów otworu płyty tnącej
D
D
D
D
pł
pł
pł
pł
i stempla
d
dd
d
st
st
st
st
:
L = D
pł
– d
st
(1.1)
Rysunek 1.3 Wpływ luzu na powierzchni
ę
przeci
ę
cia i schemat p
ę
kni
ę
cia
Wielkość luzu wpływa na:
•
przebieg procesu cięcie,
•
wygląd powierzchni przecięcia (rysunek 1.3).
Przy pewnej wielkości luzu optymalnego ze względu na pękanie
materiału (rysunek 1.3c) pęknięcia rozchodzące się od obu

B
ADANIE TECHNOLOGICZNYCH PARAMETRÓW WYKRAWANIA
Strona
1 - 5
krawędzi tnących tworzą jedną powierzchnię. Wielkość luzu
optymalnego zależy od rodzaju materiału i grubości blachy. Je-
śli materiał jest twardy, to wartość odkształcenia plastycznego
jest mniejsza i pęknięcia następują wcześniej, a więc luz musi
być odpowiednio większy. Jeśli blacha jest grubsza to luz musi
być odpowiednio większy, gdyż kąt rozchodzenia się pęknięć
dla danego materiału jest stały.
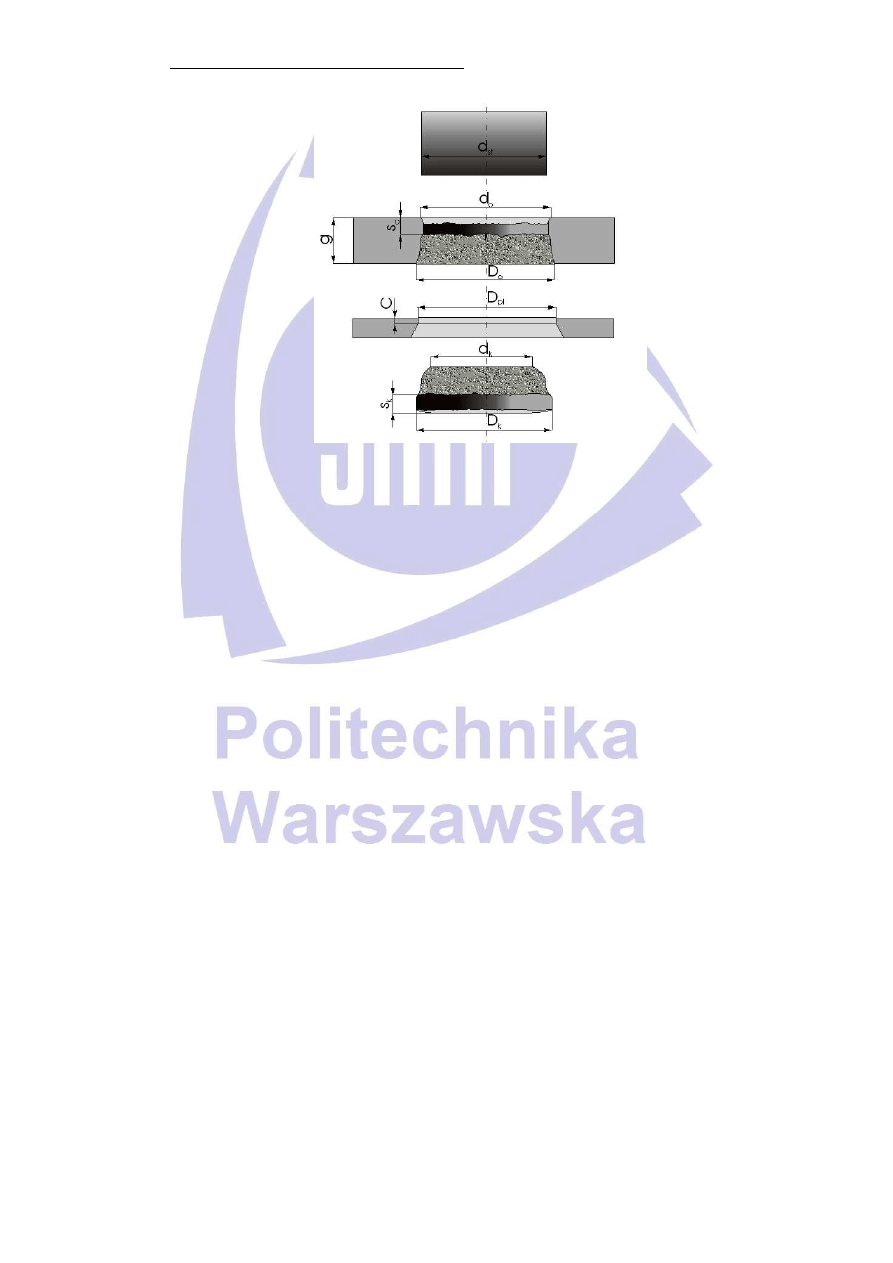
Zgodnie z rysunkiem 1.4 wartość luzu optymalnego określana
jest wzorem:
D
pt
= 2 (g – s) tgα
(1.2)
gdzie:
dla materiałów miękkich:
α
= (5 ÷ 6)°,
s
= (0,4 ÷ 0,5) g;
dla materiałów średniej twardości:
α
= (4 ÷ 5)°,
s
= (0,2 ÷ 0,4) g;
dla materiałów twardych:
α
= (3 ÷ 4)°,
s
= (0,1 ÷ 0,2) g;
Rysunek 1.4 Wpływ grubo
ś
ci ci
ę
tego materiału na wielko
ść
luzu
Charakterystyczne strefy powierzchni rozdzielenia dla wykra-
wania z luzem optymalnym (rysunek 1.3c):
1.
zaokrąglenia w sąsiedztwie miejsca przecięcia, powstała na
początku fazy plastycznej,
2.
błyszcząca i gładka powierzchnia walcowa z ewentualnymi
rysami biegnącymi równolegle do osi, powstała podczas
plastycznego płynięcia,
3.
matowa i chropowata, stożkowa powierzchnia pęknięcia,
4.
zadzior, ostry występ biegnący wzdłuż krawędzi przecięcia,
będący wynikiem wykrawania z niewłaściwym luzem lub
zaokrągleniem (stępieniem) krawędzi tnących.
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 6
Charakterystyczne strefy powierzchni rozdzielenia dla wykra-
wania z luzem znacznie mniejszym od optymalnego (rysunek
1.3a):
•
błyszcząca,
•
pasek o matowej powierzchni złomu,
•
błyszcząca,
•
zadzior.
Charakterystyczne strefy powierzchni rozdzielenia dla wykra-
wania z luzem większym od optymalnego (rysunek 1.3d):
•
wysoka strefa błyszcząca
•
dużego pochylenia powierzchni pęknięcia
•
gruby, wygięty zadzior.
Zakresy luzów stosowanych w praktyce:
luz normalny
luz normalny
luz normalny
luz normalny
– stosowany w wykrojnikach obsługiwanych
ręcznie, o wartościach nieznacznie mniejszych od luzu opty-
malnego, celem przedłużenia żywotności wykrojnika (tab. 1.1),
luz zmniejszony o około 50% w stosunku do luzu normalnego
luz zmniejszony o około 50% w stosunku do luzu normalnego
luz zmniejszony o około 50% w stosunku do luzu normalnego
luz zmniejszony o około 50% w stosunku do luzu normalnego
–
stosowany w wykrojnikach pracujących automatycznie (więk-
sza rezerwa na zużycie, eliminuje możliwość cofnięcia się wy-
krojonego materiału za powracającym stemplem),
luz stosowany przy wygładzaniu i cięciu czystym
luz stosowany przy wygładzaniu i cięciu czystym
luz stosowany przy wygładzaniu i cięciu czystym
luz stosowany przy wygładzaniu i cięciu czystym
(od wartości
ujemnych do max 2% grubości blachy), mający zapewnić moż-
liwie prostopadłe powierzchnie ścinania i wysoką gładkość cię-
cia.
Tabela 1.1 Warto
ś
ci luzów normalnych, mi
ę
dzy otworem w płycie tn
ą
cej
a stemplem w % grubo
ś
ci blachy
[2]
Rodzaj
materiału
Grubość materiału w [mm]
do 1
1 ÷ 2
2 ÷ 3
3 ÷ 5
5 ÷ 7
7 ÷ 10
Stal miękka
(0,1
÷
0,2%C),
mosiądz miękki
5
6
7
8
9
10
Stal śr.twardości
(0,2
÷
0,4%C),
mosiądz twardy
6
7
8
9
10
11
Stal twarda
(0,4
÷
0,6%C),
brąz twardy
7
8
9
10
11
12

B
ADANIE TECHNOLOGICZNYCH PARAMETRÓW WYKRAWANIA
Strona
1 - 7
1.1.3 Wyznaczanie siły wykrawania
Podczas projektowania jakiegokolwiek procesu technologiczne-
go i konstruowania wykrojników niezbędna jest znajomość:
•
wartości luzu, który decyduje o jakości powierzchni rozdzie-
lenia,
•
składowych i przebiegu siły wykrawania, która jest nie-
zbędna do realizacji procesu cięcia.
Siła wykrawania
Siła wykrawania
Siła wykrawania
Siła wykrawania
jest ściśle związana z wymiarami i własno-
ściami wykrawanej blachy. Odpowiada ona chwilowej drodze
suwaka
s
na odcinku, który jest równy sumie grubości materia-
łu
g
i wysokości powierzchni walcowej matrycy
c.
Rysunek 1.5 Przebieg krzywej siły wykrawania P(s) i siły dopuszczalnej
prasy P
dop
(s).
1. faza odkształce
ń
spr
ęż
ystych,
2. faza odkształce
ń
plastycznych,
3. p
ę
kanie materiału,
4. wypychanie przedmiotu,
5. przepychanie materiału przez powierzchni
ę
walcow
ą
otworu tn
ą
cego.
Zgodnie z rysunkiem 1.5 w fazie odkształceń sprężystych i na
początku następnej – fazy plastycznej, siła nacisku stempla
stale rośnie aż do momentu uplastycznienia materiału, gdzie
osiąga wartość
P
pl
na całej grubości materiału.

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 8
Dalsza zmiana nacisku stempla uzależniona jest od
współczy
współczy
współczy
współczyn-
n-
n-
n-
nika umocnienia
nika umocnienia
nika umocnienia
nika umocnienia
ciętego materiału. Gdyby materiał nie podle-
gał umocnieniu, to nacisk stempla w fazie odkształceń pla-
stycznych zmniejszałby się stopniowo w miarę zmniejszania
grubości ścinanej warstwy, jak to przedstawia linia przerywa-
na (rysunek 1.5).
Jednakże większość materiałów doznaje umocnienia, czyli
wzrostu granicy plastyczności ze wzrostem odkształcenia. Dla-
tego też siła nacisku stempla rośnie osiągając na końcu fazy
odkształceń plastycznych wartość maksymalną
P
P
P
P
max
max
max
max
. Na war-
tość tej siły istotny wpływ ma wielkość luzu l. Zastosowanie lu-
zu mniejszego od optymalnego powoduje wzrost
P
P
P
P
max
max
max
max
sięgający
2 ÷ 2,5 razy dla luzów ujemnych.
Siła w fazie pękania zależy od rodzaju i grubości materiału. Dla
materiałów miękkich i plastycznych (ołów, cyna) pęknięcie mo-
że w ogóle nie nastąpić. Wtedy występuje rozdzielenie materia-
łu poprzez plastyczne płyniecie. Dla materiałów twardych i
kruchych pęknięcie (czyli utrata spójności) może nastąpić już
na samym początku procesu odkształceń plastycznych.
Wartość siły wypychania
P
P
P
P
w
w
w
w
wykrawanego przedmiotu z ażuru
blachy i przepychania przez powierzchnię cylindryczną płyty
tnącej zależy głównie od wartości luzu.
Znajomość maksymalnej wartości siły wykrawania oraz jej
przebiegu pozwala na prawidłowy dobór prasy zapewniającej
realizację procesu.
Dla pras hydraulicznych wartość siły dopuszczalnej na całej
długości skoku jest stała i równa naciskowi nominalnemu pra-
sy P
N
, która jest podstawą do obliczeń konstrukcyjnych pras.
P
N
=
P
N
≈ const.
(1.3)
Dla pras mechanicznych (korbowe, mimośrodowe) w wyniku
zmian zastępczego ramienia nacisku, w pewnym przedziale
skoku suwaka prasy, siła dopuszczalna
P
dop
przyjmuje wartości
zmienne, mniejsze do wartości siły normalnej
P
N
(rys. 9.5.).
P
dop
≠ const.
P
dop max
= P
N
(1.4)

B
ADANIE TECHNOLOGICZNYCH PARAMETRÓW WYKRAWANIA
Strona
1 - 9
Aby prasa w sposób właściwy realizowała proces wykrawania,
krzywa która określa przebieg siły wykrawania w funkcji sko-
ku suwaka prasy musi przebiegać poniżej wykresu przebiegu
siły dopuszczalnej
P
P
P
P
dop
dop
dop
dop
dla danej prasy, zgodnie z rys. 9.5.
W praktyce składowe siły wykrawania oblicza się wg przybli-
żonych zależności:
P
max
= k L g R
t
. [N]
(1.5)
gdzie:
k
–
L
–
g
–
R
t
–
współczynnik równy 1,15 ÷ 1,3, uwzględniający wpływ
dodatkowych oporów cięcia spowodowanych np. zmniej-
szonym luzem, stępieniem krawędzi tnących itp.
długość linii cięcia [mm],
grubość ciętego materiału [mm],
wytrzymałość na ścinanie materiału [MPa] wg tabeli 1.2.
Tabela 1.2 Wytrzymało
ść
na
ś
cinanie R
t
Materiał, R
t
[MPa]
Stan
Wyżarzony
Twardy
Blachy stalowe tłoczne
stal 0,2%C
stal 0,4%C
stal 0,5%C
Blachy grube
stal 0,3%C
stal 0,6%C
Stal nierdzewna
260 – 340
290 – 410
420 – 510
440 – 590
310 – 380
400 – 500
520 – 560
-
-
-
-
-
-
600 – 800
Aluminium
Al Mn 1
Al Mg 3
Al Mg 5
Al Cu5 Mg1
Miedź
Mosiądz M 63
60 – 90
80 – 120
150 – 200
190 – 240
200 – 350
min 170
250 – 320
100 – 150
140 – 200
220 – 270
-
320 – 370
min 240
360 – 480
Siła wypychania
P
w
przedmiotu z ażuru i otworu płyty tnącej,
w przeciętnych warunkach wykrawania:
P
w
= k
w
P
dop
c/g. [N]
(1.6)
gdzie:
k
w
–
współczynnik wypychania równy 0,05 ÷ 0,10, zależny od
wielkości luzu i rodzaju materiału (wartości wyższe dla
mniejszych luzów i bardzo miękkich materiałów),

L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 10
cccc
–
c/g
c/g
c/g
c/g
–
wysokość walcowej części otworu tnącego,
ilość zaciśniętych przedmiotów w płycie tnącej.
Po zakończeniu procesu wykrawania na skutek istnienia od-
kształceń sprężystych odpad (ażur blachy) zostaje zaciśnięty na
stemplu.
Siłę
P
s
potrzebną do zepchnięcia odpadu ze stempla przy jego
powrocie do górnego zwrotnego punktu , określa się z zależno-
ści:
P
s
= k
s
P
max
[N]
(1.7)
gdzie:
k
s
– współczynnik spychania zależny o szerokości obrzeża ma-
teriału zaciśniętego na stemplu, rodzaju wykrojnika, lu-
zu między krawędziami tnącymi , rodzaju materiału,
grubości materiału; określany wg tabeli 1.3.
Tabela 1.3 Warto
ść
współczynnika k
s
[3]
Rodzaj
wykrojnika
Grubość materiału [mm]
do 1
Od 1 do 5
ponad 5
Jednostemplowy
0,02 ÷ 0,06
0,06 ÷ 0,08
0,10 ÷ 0,12
Wielotaktowy
0,06 ÷ 0,08
0,10 ÷ 0,12
0.12 ÷ 0,15
Wielostemplowy
0,08 ÷ 0,10
0,12 ÷ 0,15
0,15 ÷ 0,20
1.2 Przebieg ćwiczenia
Ćwiczenie polega na określeniu wpływu luzu pomiędzy stem-
plem a otworem w płycie tnącej na siły:
P
P
P
P
max
max
max
max
,
P
P
P
P
w
w
w
w
i
P
P
P
P
ssss
oraz jakość
powierzchni przecięcia. Operacja wykrawania jest przeprowa-
dzana w wykrojniku z wymiennymi stemplami, ustawionym na
stole prasy hydraulicznej, wyposażonej w urządzenie do reje-
stracji wielkości siły w funkcji skoku suwaka.
Postępowanie przy realizacji ćwiczenia:
1.
Pomiar grubości
g
zadanych pasów blach wykonanych z
różnych materiałów,

B
ADANIE TECHNOLOGICZNYCH PARAMETRÓW WYKRAWANIA
Strona
1 - 11
2.
Pomiar średnicy
d
st
wymiennych stempli i otworu
D
st
– pły-
ty tnącej oraz wysokości c walcowej części otworu tnącego.
3.
Ustawienie wykrojnika (z prowadzeniem bezpośrednim) na
stole prasy hydraulicznej,
4.
Wykrawanie krążków z pasów blach przy użyciu wskaza-
nych przez prowadzącego wymiennych stempli; odczyt sił
wykrawania
P
max
, P
w
i
P
s
.
5.
Określenie na podstawie wykresów wartości siły wypchnię-
cia
P
P
P
P
w
w
w
w
,
6.
Pomiar średnicy strefy błyszczącej krążka
D
k
i otworu
d
o
oraz oszacowanie procentowego udziału stref błyszczących
s
k
/g
i
s
o
/g
(rys.9.6.),
7.
Obliczenie z wykorzystaniem programów teoretycznej siły
wykrawania
P
max
,
P
w
i
P
s
,, wartości luzu optymalnego i
normalnego i wymiarów narzędzi tnących,
10.
Rysowanie szkiców wyciętego otworu i krążka przy luzie:
•
optymalnym,
•
większym od optymalnego,
•
mniejszym od optymalnego,
11.
Wypełnienie karty zestawienia wyników,
12.
Opracowanie wniosków (ocena zgodności wyliczeń teore-
tycznych z praktyką doświadczalną, zalecenia odnośnie
konstrukcji wykrojników).
Sprawozdanie powinno zawierać punkty wymienione powyżej
wraz z obliczeniami i szkicami.
L
ABORATORIUM
T
ECHNOLOGII
Ć
WICZENIE
1
Strona
1 - 12
Rysunek 1.6 Wymiary kr
ąż
ka i wyci
ę
tego otworu: d
st
–
ś
rednica stempla,
d
o
– najmniejsza
ś
rednica wyci
ę
tego otworu, D
o
– najwi
ę
k-
sza
ś
rednica wyci
ę
tego otworu, D
pł
–
ś
rednica płyty tn
ą
cej,
d
k
– najmniejsza
ś
rednica kr
ąż
ka, D
k
– najwi
ę
ksza
ś
rednica
kr
ąż
ka, s
c
– wysoko
ść
strefy błyszcz
ą
cej wyci
ę
tego otworu,
s
k
– wysoko
ść
strefy błyszcz
ą
cej kr
ąż
ka, c – wlot walcowy
płyty tn
ą
cej.
Literatura:
1.
Erbel S., Kuczyński K., Marciniak Z.,
Techniki wytwa-
rzania. Obróbka plastyczna
, PWN Warszawa 1981,
2.
Marciniak Z.,
Konstrukcja tłoczników
, Ośrodek Tech-
niczny A. Marciniak Sp. Z o. o. Warszawa 2002,
3.
Erbel S., Kuczyński K., Olejnik L.,
Technologia obróbki
plastycznej. Laboratorium
. OWPW Warszawa 2003.
1.
Wyszukiwarka
Podobne podstrony:
Lab technologii cw 4 id 258645 Nieznany
Lab technologii cw 6 id 258649 Nieznany
Lab KN cw 5 id 258468 Nieznany
Lab KN cw 4 id 258467 Nieznany
Lab KN cw 5 id 258468 Nieznany
MD cw 1 id 290131 Nieznany
cw 9 id 122181 Nieznany
cw 5 id 121769 Nieznany
Lab 05 Obliczenia w C id 257534 Nieznany
28 04 2013 cw id 31908 Nieznany
Cw 8 id 97501 Nieznany
immunologia cw 3 id 212083 Nieznany
Lab technologii ćw 2 ogarnijtemat com
@sprawozdanie cw 3 id 38478 Nieznany (2)
Jung cw 4 id 229101 Nieznany
@sprawozdanie cw 4 id 38479 Nieznany (2)
cw 5 id 122432 Nieznany
więcej podobnych podstron