Metody konwertorowe
otrzymywania stali
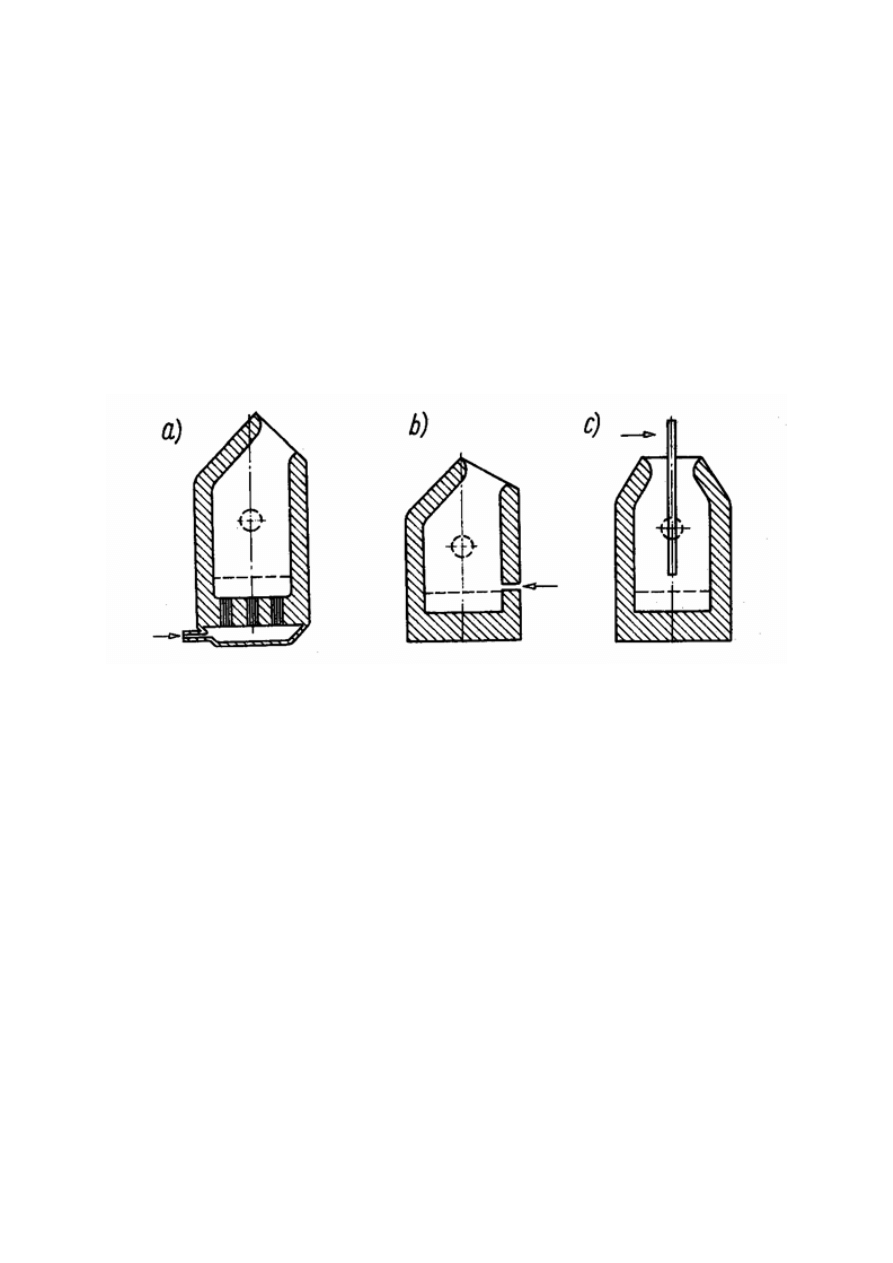
Wytapianie stali metodami konwertorowymi polega na przedmuchiwaniu utleniającego
gazu (powietrza rys.2.1_02a i b; lub tlenu rys. 2.2-02c) przez roztopioną surówkę. Utleniają
się wówczas krzem, mangan i węgiel, zawarte w surówce, oraz niekiedy siarka i fosfor.
Powstające w wyniku tego procesu tlenki przechodzą do żużla lub w postaci gazu opuszczają
konwertor.
Reakcje utleniające mają charakter egzotermiczny - wydzielające się ciepło umożliwia
utrzymanie zawartości konwertora w stanie ciekłym.
Rys. 2.1-02. Konwertory:
a) z doprowadzeniem gazu utleniającego od spodu; b) z boku; c) z góry.
Konwertory składają się ze stalowego płaszcza oraz wyłożenia ceramicznego (ogniotrwałego)
kwaśnego lub zasadowego. Zależności od charakteru chemicznego rozróżnimy procesy
konwertorowe kwaśne lub zasadowe.
Metoda Bessemera
Pierwszy opracowany przez Henryka Bessemera w roku 1856 roku proce był procesem
kwaśnym. Do przerobu w konwertorze Bessemera z wyłożeniem kwaśnych nadają się
surówki zawierające krzem do 2%, mangan od 1,5%; siarki 0,05% i fosforu 0,1%, zawartość
węgla wynosi 3,5÷4,5%.
Reakcje utleniania są źródłem ciepła. Zwłaszcza krzem, którego w surówce besemerowskiej
jest około 2%, dostarcza dużych jego ilości.
W procesie Bessemera nie można przerabiać surówek zawierających znaczniejsze ilości
fosforu, gdyż pozostaje on w stali po świeżeniu i powoduje jej kruchość.
Metody Thomasa
Zmiany, jakie w konwertorze Bessemera wprowadził w 1878 roku inny Anglik – S. G.
Thomas, usunęły tę wadę. Ulepszenie polegało na wprowadzeniu wyłożenia zasadowego.
Zasadowe wyłożenie umożliwia doprowadzenie do konwertora wapna, które w końcowej
fazie świeżenia wiąże się z fosforem, tworząc fosforan wapniowy wypływający w postaci
ż
użla na powierzchnię metalu. Surówka przeznaczona do przeróbki w procesie Thomasa
zawiera znacznie więcej fosforu i znacznie mniej krzemu niż besemerowska. Proces
ś
wieżenia jest podobny do metody poprzedniej.
W procesie zasadowym (tomasowskim) fosfor ma podobne zadanie do spełnienia jak
krzem w metodzie kwaśnej, tzn. podczas świeżenia jest głównym źródłem ciepła.
Po świeżeniu żużel jest zlewany do oddzielnych kadzi i po ochłodzeniu poddawany
mieleniu. W takiej postaci stanowi cenny nawóz dla rolnictwa.
Pozostałą jeszcze w konwertorze stal odtlenia się za pomocą żelazo – manganu.
Wzbogacenie powietrza w tlen zmniejsza stopień naazotowania stali; sposób ten ma jednak
ograniczone zastosowanie w konwertorach z dolnym dmuchem, gdyż wzrost zawartości tlenu
w dmuchu zwiększa zużycie obmurza.
Metoda konwertorowo-tlenowa (LD)
Doprowadzenie dmuchu od góry umożliwia zastosowanie do świeżenia czystego tlenu,
dzięki czemu nie wprowadza się do stali azotu i nie zwiększa zużycia wyłożenia konwertora.
Korzyści te sprawiają, że metody konwertorowe-tlenowe mają obecnie coraz szersze
zastosowanie w przemyśle. Maleje przy tym znaczenie dawnych metod konwertorowych.
W roku 1949 w hutach austriackich Linz-Donawitz zastosowano metodę konwertorowe-
tlenową. Polega ona na wdmuchiwaniu do konwertora tlenu w celu wykonania świeżenia.
Tlen doprowadza się do konwertora o wyłożeniu zasadowym przez gardziel rurą intensywnie
chłodzoną wodą. Dzięki spalaniu węgla zawartego w surówce w konwertorze osiąga się
temperaturę przekraczającą 1700°C. Umożliwia to przerabianie tą metodą surówek o
dowolnym składzie chemicznym. Proces świeżenia trwa 12÷15 min.
Wydajność metody LD jest znacznie większa niż innych i wynosi do 400 ton na godzinę. W
Polsce metodę konwertorowe-tlenową stosuje się m.in. w Hucie im. Sendzimira oraz Hucie
Katowice. Tam też wprowadza się nowoczesną metodę ciągłego odlewania stali.
Wytwarzanie stali w piecach martenowskich
W hutnictwie szeroko stosuje się metodę Siemensa-Martina.
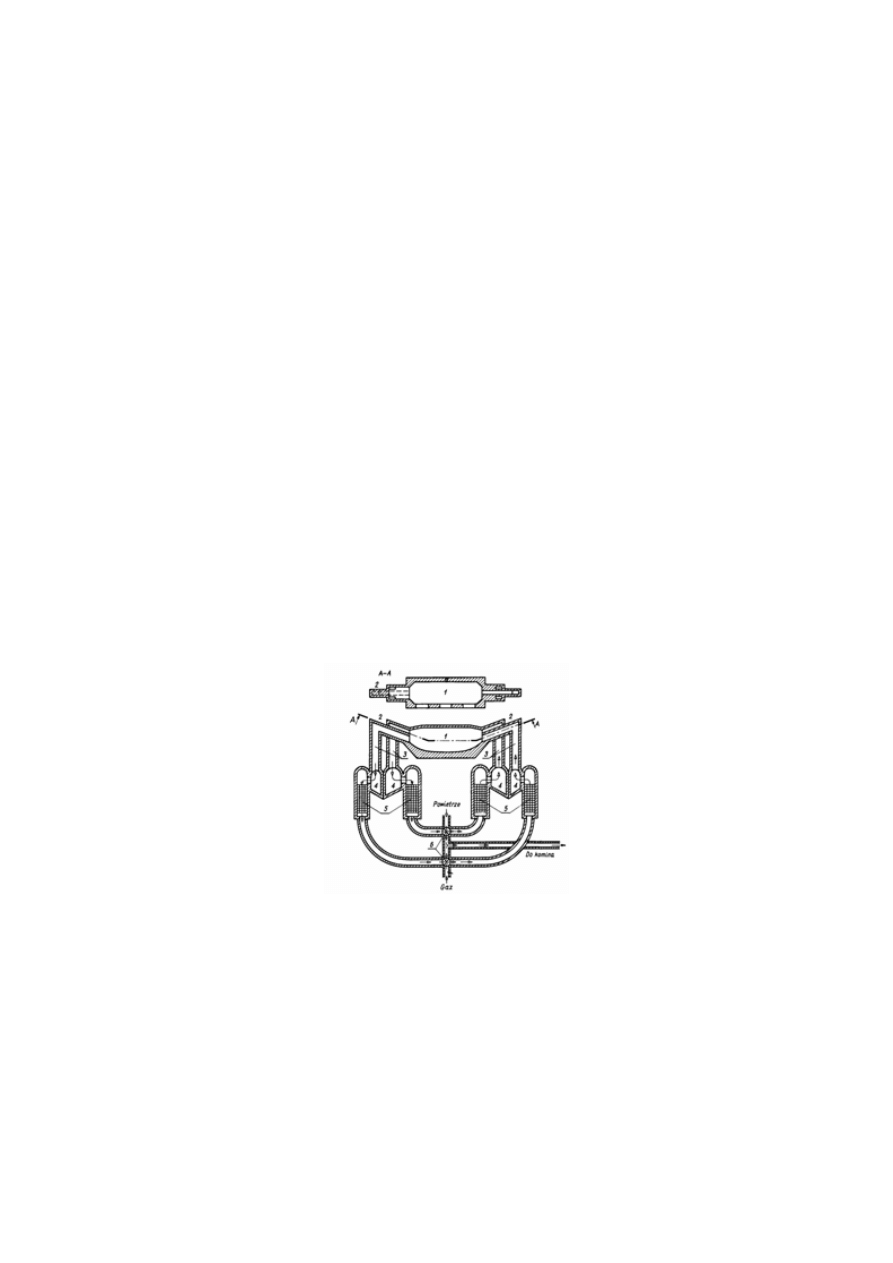
Piec martenowski przedstawiony jest na rys. 02-03
Rys. 02-03 piec martenowski
1- przestrzeni roboczej; 2- głowice; 3- kanałów; 4- komory żużlowe; 5- regeneratory;
6- zaworów rozrządczych. Przestrzeń robocza jest ograniczona od spodu trzonem pieca - z
boków - głowicami oraz ścianą przednią i ścianą tylną, a od góry - sklepieniem.
Warunki, w jakich pracuje trzon pieca, wymagają, aby materiały, z których jest
zbudowany, odznaczały się dużą odpornością na działanie temperatury, wytrzymałością
mechaniczną i odpornością na chemiczne działanie metalu i żużla. Trzon pieca jest wykonany
z materiałów zasadowych, niekiedy - z materiałów kwaśnych. W połowie ściany tylnej, w
dolnej jej części, na poziomie trzona znajduje się otwór spustowy, zatykany materiałem
ogniotrwałym na czas wytopu stali. W ścianie przedniej znajdują się okna wsadowe, w liczbie
3÷5, zamykane zasłonami wyłożonymi cegłą szamotową.
Przez te okna doprowadza się do pieca materiały w stanie stałym. Niekiedy piece
martenowskie przerabiają ciekłą surówkę. Wówczas wlewa się ją oknami wsadowymi lub
specjalnie do tego celu wykonanym otworem w tylnej ścianie, którego ujście znajduje się we
wnętrzu pieca powyżej poziomu metalu.
Wielkość pieca martenowskiego określa się jego ładownością. Małe piece martenowskie
przetapiają jednorazowo około 30 ton wsadu metalowego, a duże - ponad 400 ton.
Głowice pieców martenowskich służą do doprowadzenia do przestrzeni roboczej paliwa
(gazu generatorowego) i powietrza oraz odprowadzania powstałych w piecu spalin. Ponieważ
każda z głowic pracuje na zmianę w taki sposób, że jedna z nich doprowadza powietrze i gaz,
a druga w tym czasie odprowadza spaliny do regeneratorów, muszą być one przystosowane w
równej mierze do obu tych funkcji.
Regeneratory służą do odzyskiwania dla procesu martenowskiego części ciepła, które
zawierają uchodzące spaliny. Regeneratory używane w piecach Siemens-Mamina są
zbudowane w postaci komór wypełnionych szamotową kratownicą, przez które przepływają
na zmianę gorące spaliny i następnie gaz oraz powietrze do spalania paliwa gazowego.
Urządzenie rozrządcze ma za zadanie okresową zmianę kierunku przepływu powietrza i
gazu oraz spalin w regeneratorach.
W piecu martenowskim przerabia się surówkę i złom. Jako materiały pomocnicze są
jeszcze używane topniki, ruda oraz żelazostopy. Surówka używana do przerobu w piecu
martenowskim zawiera 3,8÷4,2% węgla, ponad 0,75÷1,5% krzemu, 1,5÷2,5% manganu, do
0,5% fosforu oraz do 0,06% siarki. Można ją dostarczać w stanie ciekłym lub w stanie stałym
w postaci gąsek.
Przebieg wytopu w piecu martenowskim
Zasadowy proces martenowski dzieli się na następujące okresy:
1) naprawa pieca,
2) ładowanie pieca,
3) topienie wsadu,
4) świeżenie, odfosforzanie i odsiarczanie metalu,
5) odtlenianie,
6) spust stali.
Wsad zaczyna się topić już podczas ładowania pieca i w tym celu spala się największą
ilość gazu, gdyż przejście materiałów w stan ciekły wymaga znacznych ilości ciepła.
Podczas świeżenia zachodzą reakcje utleniania krzemu, manganu i węgla, znane nam z
procesów konwertorowych. Ponadto w piecach o wyłożeniu zasadowym wykonuje się
odfosforzanie i następnie odsiarczanie. Do odfosforzania niezbędne jest wapno tworzące po
roztopieniu żużel, do którego dodaje się następnie rudy w celu wytworzenia atmosfery
utleniającej. Tak przygotowany żużel reaguje z fosforem. Nasycony fosforem żużel usuwa się
z pieca oknem wsadowym, a na jego miejsce wytwarza się nowy przez dorzucenie świeżych
porcji wapna.
W dalszym ciągu procesu zachodzą reakcje odsiarczania.
Wytworzone w tych reakcjach siarczki przechodzą do żużla i wraz z nim są usuwane z
pieca.
Odtlenianie stali następuje dzięki dodaniu, podobnie jak w procesach konwertorowych,
odtleniaczy w postaci surówki zwierciadlistej, żelazomanganu, żelazokrzemu i aluminium.
Utworzone w krótkim czasie tlenki doprowadzanych składników wypływają do żużla.
Po zakończonym wytopie spuszcza się stal otworem spustowym do kadzi odlewniczej.
Proces martenowski trwa średnio około 8 godzin.
Rafinacja stali w piecach elektrycznych
Wytopiona w piecu martenowskim stal zawiera jeszcze pewne ilości siarki i fosforu.
Dalsze oczyszczanie odbywa się w piecach elektrycznych. Najczęściej stosuje się do tego celu
piece elektrodowe (łukowe). Oprócz pieców elektrodowych używa się pieców indukcyjnych i
oporowych.
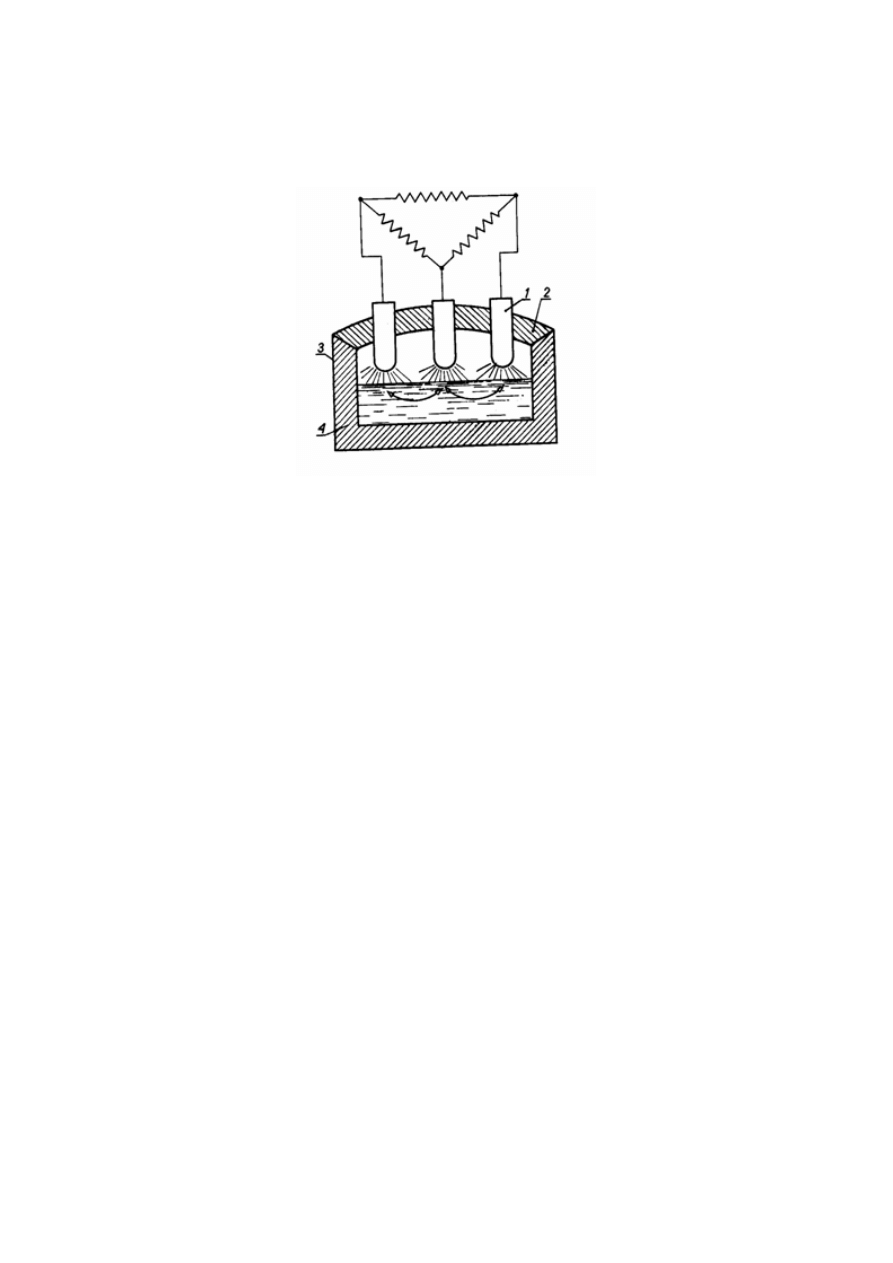
Schemat pieca elektrodowego typu Heroulta (czytaj Herulta) stosowanego w hutnictwie
przedstawiono na rys. 02-04.
Rys. 02-04 Piec Heroulta
Najczęściej piece takie są zasilane prądem przemiennym trójfazowym. Są wyposażone
w trzy elektrody grafitowe 1, wprowadzone do przestrzeni roboczej przez sklepienie pieca 2.
Płaszcz pieca 3 jest wykonany z grubej blachy stalowej. Wyłożenie pieca 4 może być kwaśne
i wówczas jest zrobione z cegły krzemionkowej lub - częściej - zasadowe i wtedy wykonuje
się je z magnezytu lub dolomitu. Spust stali następuje przy przechylaniu pieca. Ponieważ w
czasie pracy pieca elektrody ulegają zużyciu, należy je stopniowo opuszczać w taki sposób,
aby dotykały żużla znajdującego się na powierzchni stali. Najczęściej piece elektrodowe
służą do rafinacji stali wytopionej uprzednio np. w piecu martenowskim.
Proces rafinacji rozpoczyna się od napełnienia pieca stalą, zwykle dostarczaną w stanie
ciekłym z pieców stalowniczych lub złomem stalowym.
Odfosforzanie przebiega w atmosferze utleniającej i z tego powodu wraz ze stalą dodaje
się do pieca kilka procent rudy i ponadto do związania fosforu - około 5% wapna. Stopione w
czasie pracy pieca wapno tworzy żużel, szczelnie pokrywający stopiony metal. Między stalą a
ż
użlem zachodzą reakcje (znane nam z procesu martenowskiego), powodujące przechodzenie
fosforu do żużla. Jeżeli żużel nasyci się zbytnio fosforem, należy go zlać i zastąpić świeżym.
Po odfosforzeniu przeprowadza się odsiarczanie, które wymaga atmosfery redukcyjnej.
W tym celu do pieca doprowadza się drobno zmielony koks lub pokruszone elektrody
grafitowe. W celu wytworzenia żużla, podobnie jak poprzednio, ładuje się wapno. Siarka
tworząca z żelazem siarczek żelaza reaguje z wapnem i węglem. W wyniku wzajemnego
chemicznego oddziaływania oprócz żelaza i tlenku węgla powstaje siarczek wapnia, który
przechodzi do żużla i wraz z nim jest usuwany.
Po rafinacji zawartość siarki i fosforu w stali jest mniejsza niż 0,03%. Po zakończeniu
odsiarczania stal odtlenia się za pomocą żelazomanganu lub żelazokrzemu i następnie zlewa
do kadzi odlewniczej.
Stal wytworzoną w piecach elektrycznych nazywamy niekiedy stalą szlachetną ze
względu na jej wielką czystość warunkującą dobre własności użytkowe.
Zlewanie stali
Wytopioną stal zlewa się do kadzi wykonanej z blachy i wyłożonej cegłą szamotową.
Pojemność kadzi musi odpowiadać ilości stali spuszczanej z pieca. Po spuście stali z pieca
martenowskiego w kadzi wykonuje się dodatkowe odtlenianie za pomocą aluminium, a
czasem - żelazotytanu lub żelazowanadu.
Z kadzi stal zlewa się do form zwanych wlewnicami lub kokilami. Zlewanie stali do
form może odbywać się w sposób zwykły - z góry lub - częściej - na zasadzie naczyń
połączonych - z dołu.
Zlewanie z dołu nazywa się syfonowym (rys. 02-5).
Rys. 02-05 układ wlewowy syfonowy
Wlewnice ustawia się na płycie mającej rowki, w których układa się szamotowe kanały
łączące się z lejem wyłożonym rurami szamotowymi. Do tego leja wlewa się stal wyciekającą
z wylewu kadziowego. Przez łączące kanały stal przedostaje się do wlewnic; jej poziom
podnosi się w miarę przybywania stali.
Jeżeli do wlewnic wleje się stal odtlenioną żelazomanganem, zachowuje się ona
„niespokojnie". Ciecz wrze i wydziela gazy. Taką stal nazywamy nieuspokojoną.
Stal odtleniona w końcowej fazie procesu żelazokrzemem zachowuje się we wlewnicach
bardzo spokojnie i z tego powodu nazywamy ją uspokojoną.
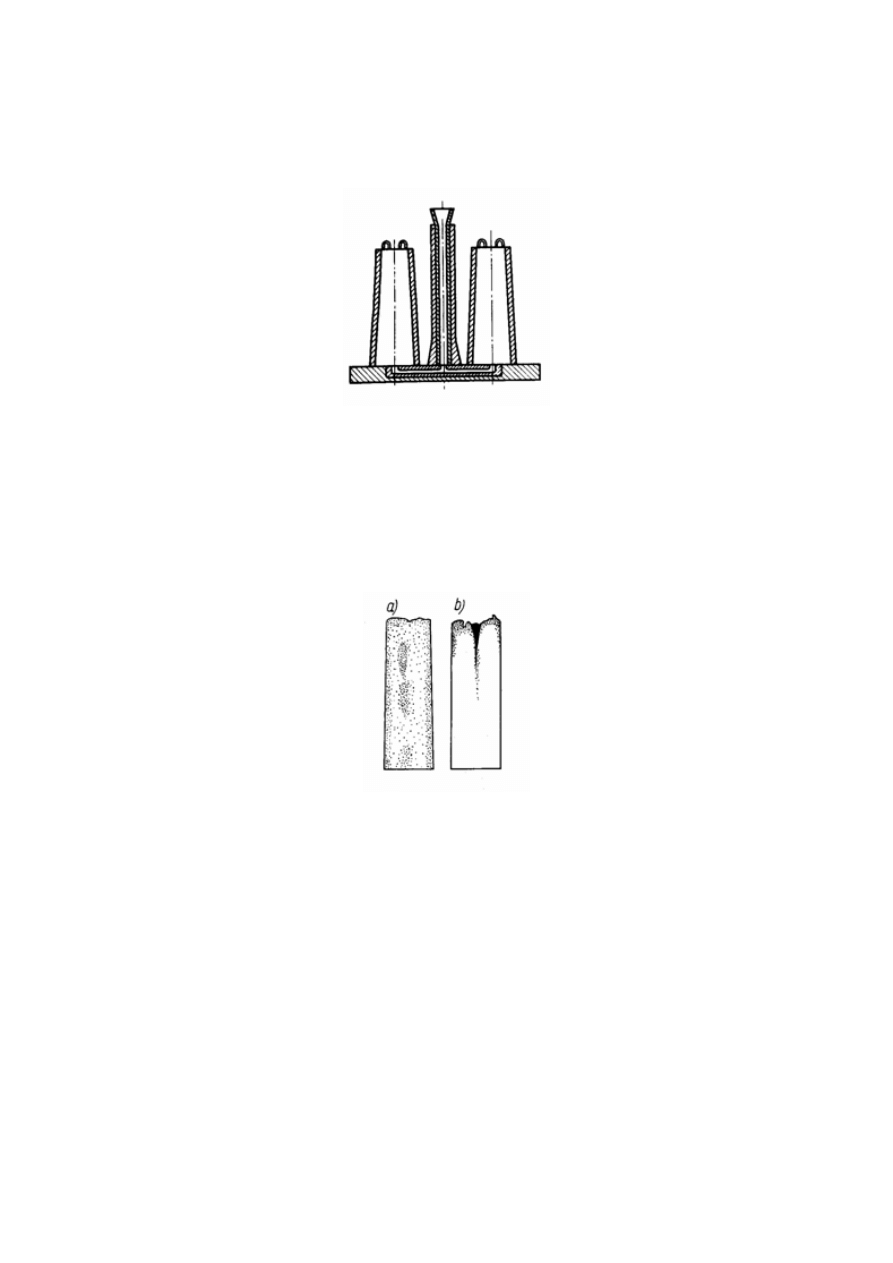
Rys. 02-06 Wlewki:
a) ze stali nieuspokojonej, b) ze stali uspokojonej.
Stal uspokojona krzepnąc zmniejsza swą objętość i tworzy w górnej części wlewka jamę
skurczową (rys. 02-6b). Stal nieuspokojona nie tworzy jamy skurczowej, ponieważ w całej
masie wlewka znajdują się pęcherze gazowe, które podczas krzepnięcia wyrównują różnice
objętości. Stanowią one jak gdyby szereg małych jam skurczowych (rys. 02_6a). Przy
obróbce plastycznej wlewków stalowych odcina się jamę skurczową.
Przez zastosowanie szamotowych nadstawek na wlewnicach stal utrzymuje się w
górnych częściach wlewka przez dłuższy czas w stanie ciekłym. Dzięki temu powstająca jama
skurczowa nie sięga głęboko we wlewek, jak w przypadku szybkiego stygnięcia.
Stal odlewana czasem bez uspokojenia (stale z małą zawartością węgla odlewa się
zwykle jako nieuspokojone), mimo pęcherzy we wlewku, nie jest wadliwa, gdyż zostaną one
zwalcowane i zgrzane podczas obróbki plastycznej.
Wyszukiwarka
Podobne podstrony:
Metody oceny spawalnosci stali
Otrzymywanie Stali, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykłady
Rodzaje kontaktów do półprzewodników i metody ich otrzymywania
Metody oceny spawalnosci stali
Wyroby kute i metody ich otrzymywania
10 Metody otrzymywania zwierzat transgenicznychid 10950 ppt
31 Metody otrzymywania i pomiaru próżni systematyka, porów
10 Metody otrzymywania sztywnych pianek poliuretanowych
metody otrzymywania soli, ENERGETYKA AGH, sem 2, chemia
metody otrzymywania plynow 1, Kosmetologia, Chemia
170 Metody otrzymywania dwuwarstw lipidowych i pomiar ich grubosci
09 Praktyczne metody otrzymywania polimerówid 7774
Procesy stalownicze, metody otrzymywania surówki w wielkim piecu Kopia
2 metody otrzymywania izocyjanian%f3w
17 METODY OTRZYMYWANIA POLIMERÓW
Lewkowicz, referat metody otrzymywania polimerów
więcej podobnych podstron