„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Żelasko
Wykonywanie ręczne form piaskowych i rdzeni
812[03] Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jadwiga Łoin
mgr inż. Igor Lange
Opracowanie redakcyjne:
mgr inż. Andrzej Żelasko
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[03]Z2.02
Wykonywanie ręczne form piaskowych i rdzeni zawartego w modułowym programie nauczania
dla zawodu operator maszyn i urządzeń odlewniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Narzędzia i oprzyrządowanie przeznaczone do wykonywania form i rdzeni
7
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
7
22
22
26
4.2. Wykonywanie ręczne form piaskowych
27
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
27
34
35
36
4.3. Przebieg procesu formowania ręcznego
37
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
37
42
42
44
4.4. Ręczne wykonanie rdzeni
45
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
45
55
56
56
5. Sprawdzian osiągnięć
57
6. Literatura
64

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu ręcznym form
piaskowych i rdzeni.
W poradniku zamieszczono:
−
wymagania wstępne określające umiejętności, jakie powinieneś posiadać, abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
−
cele kształcenia czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia w ramach
tej jednostki modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści jednostki
modułowej,
−
zestaw pytań sprawdzających, czy opanowałeś już podane treści,
−
ćwiczenia zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
−
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu ćwiczeń,
−
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie Twoich
wiadomości i umiejętności opanowanych podczas realizacji programu danej jednostki
modułowej,
−
literaturę związaną z programem jednostki modułowej umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
812[03].Z2.01
Przygotowanie mas formierskich
i rdzeniowych
812[03].Z2
Technologia wytwarzania
wyrobów metodami
odlewniczymi
812[03].Z2.02
Wykonywanie ręczne form
piaskowych i rdzeni
812[03].Z2.03
Wykonywanie maszynowe form
piaskowych i rdzeni
812[03].Z2.04
Wykonywanie odlewów
metodami specjalnymi
812[03].Z2.05
Topienie stopów odlewniczych
i zalewanie form
812[03].Z2.06
Wybijanie, oczyszczanie
i wykańczanie odlewów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
korzystać z poradników i norm,
−
odczytywać informacje podane na rysunku wykonawczym i złożeniowym,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
komunikować się i pracować w zespole,
−
stosować umiejętności opanowane we wcześniejszych jednostkach modułowych,
−
samodzielnie podejmować decyzje,
−
dokonywać oceny swoich umiejętności.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować zespół modelowy,
–
określić przebieg procesu formowania,
–
scharakteryzować typowe metody formowania ręcznego,
–
dobrać narzędzia do wykonywania, wykańczania i naprawy form i rdzeni,
–
dobrać przyrządy pomiarowe,
–
dobrać skrzynki formierskie,
–
przygotować zespół modelowy i przyrządy niezbędne do wykonania formy i rdzenia,
–
wykonać ręcznie formy,
–
sprawdzić jakość i prawidłowość wykonania formy,
–
wykonać ręcznie rdzenie,
–
wykonać montaż rdzeni,
–
zastosować pokrycia ochronne na rdzenie,
–
przygotować formę do zalania,
–
posłużyć się dokumentacją technologiczną, Polskimi Normami, normami branżowymi oraz
poradnikami,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas wykonywania form i rdzeni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Narzędzia i oprzyrządowanie przeznaczone do wykonywania
form i rdzeni
4.1.1 Materiał nauczania
Odlewnictwo metali obejmuje całokształt zagadnień dotyczących wytwarzania przedmiotów
o dowolnych, z góry przewidzianych kształtach i wymiarach przez wypełnianie ciekłym
metalem odpowiednio przygotowanych form odlewniczych.
Odlew – wyrób metalowy wykonany drogą zalewania form odlewniczych ciekłym metalem.
Forma odlewnicza jest zespołem elementów, które po złożeniu tworzą wnękę o kształcie
surowego odlewu, czyli odlewu wraz z układem wlewowym. Wnęka formy odtwarza zewnętrzne
kształty odlewu (powierzchnie) oraz w niektórych przypadkach gniazda rdzeniowe, w których są
osadzane rdzenie odtwarzające powierzchnie wewnętrzne odlewu.
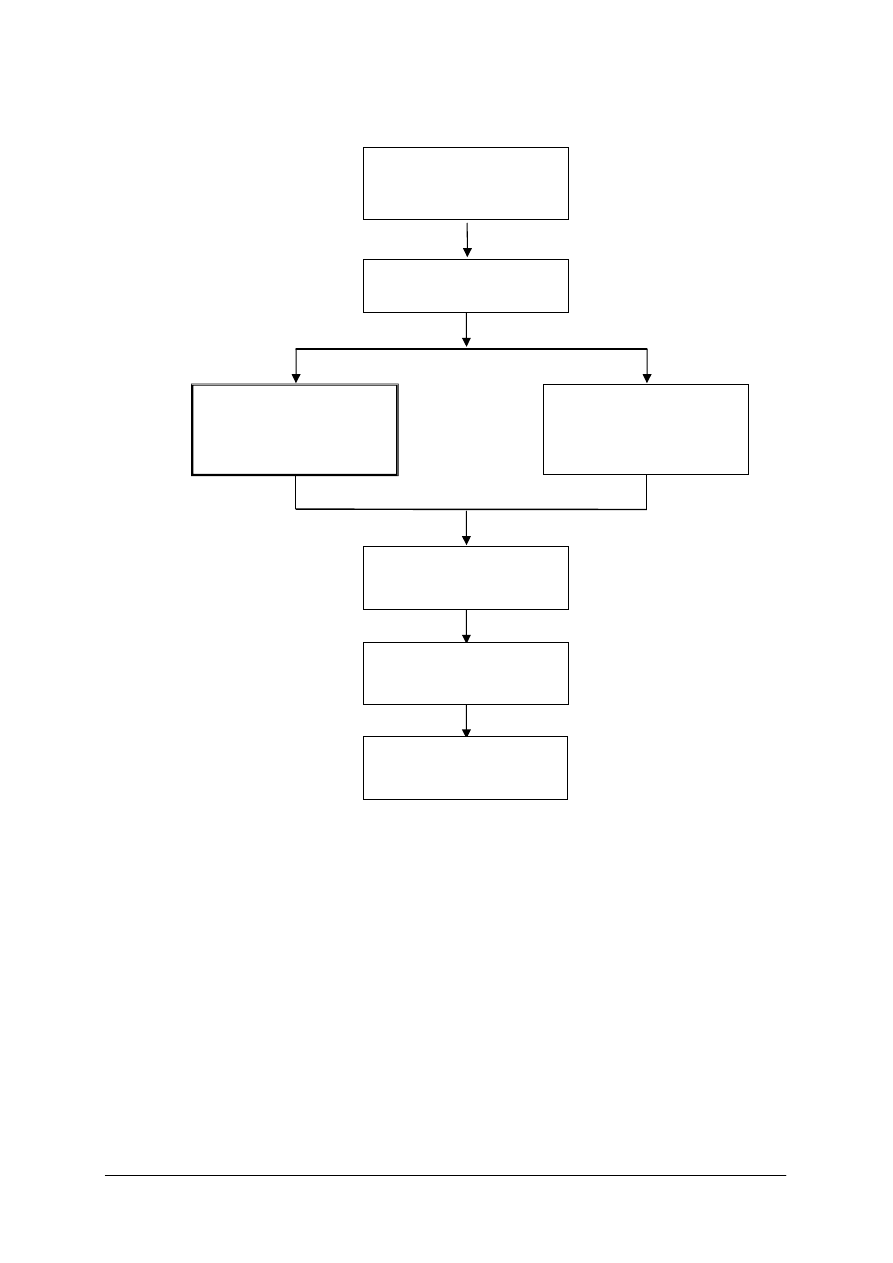
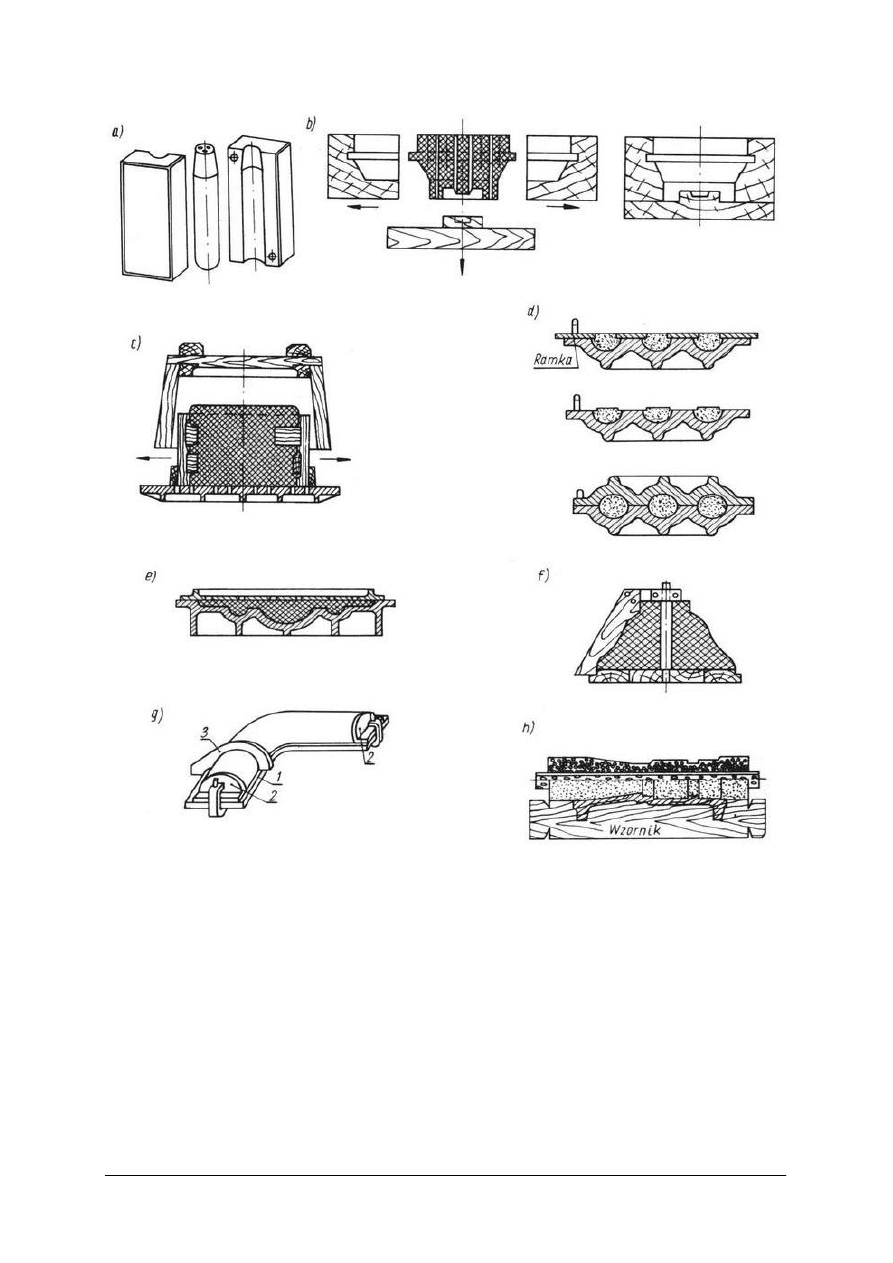
Rys. 1. Wykonanie formy do odlewu rury z kołnierzem: a) przekrój rury z kołnierzem, b) model rury, c) rdzennica,
d) rdzeń, e) forma rury, f) odlew rury z układem wlewowym [1, s. 168]
Odlewanie do form piaskowych formowanych ręcznie jest najprostszą, a zarazem najtańszą
metodą wykonywania odlewów w produkcji jednostkowej i małoseryjnej. Formowanie ręczne
jest pracochłonne i mało wydajne. Przeważnie jest stosowane w odlewniach o produkcji
jednostkowej odlewów dużych w małych seriach. W zależności od wielkości odlewów wykonuje
się je w formach wilgotnych (odlewy drobne i średniej wielkości), w formach suszonych lub
w formach z mas wiązanych chemicznie (odlewy skomplikowane i duże).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
W procesie ręcznego wykonywania form piaskowych wykorzystuje się specjalne narzędzia
i przyrządy, a przygotowane formy zalewa się z kadzi ręcznych.
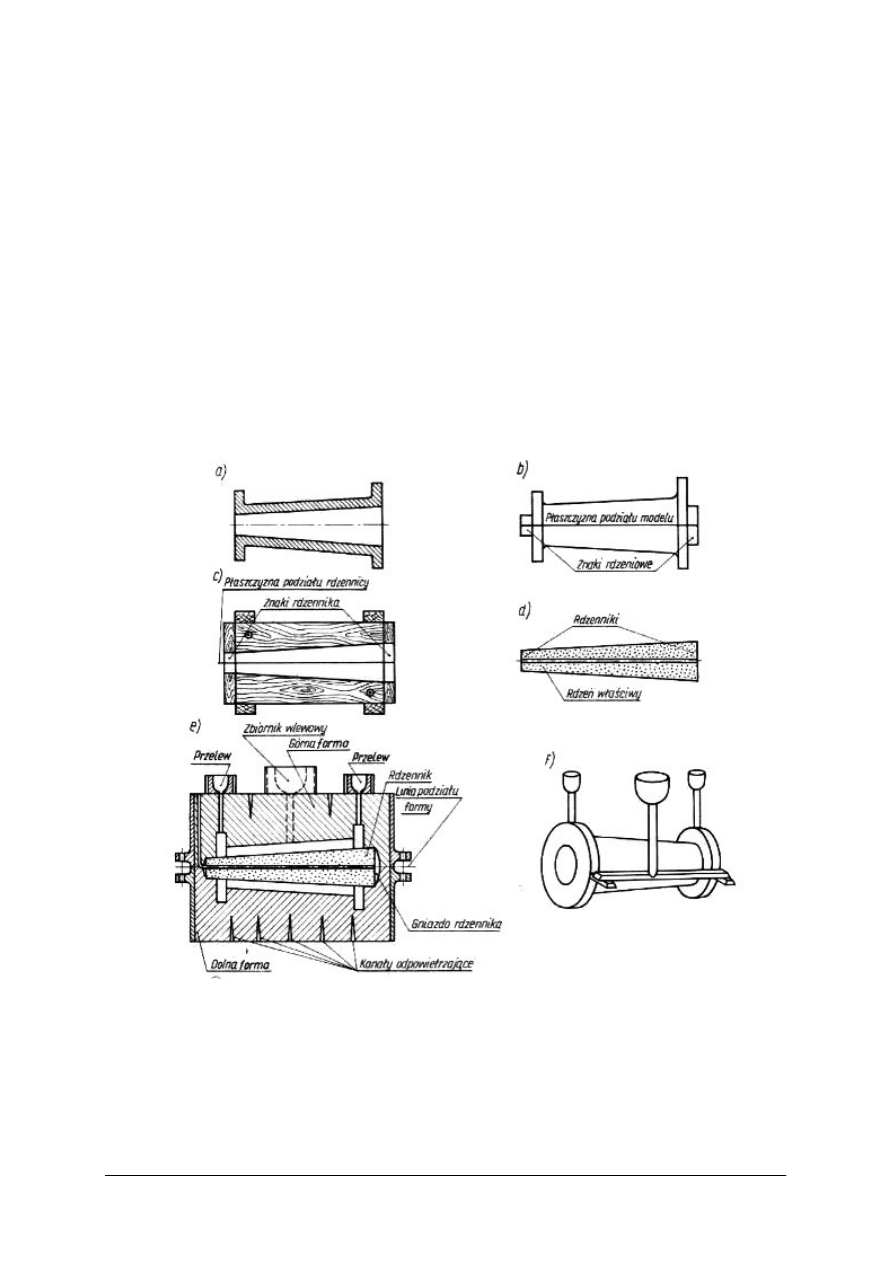
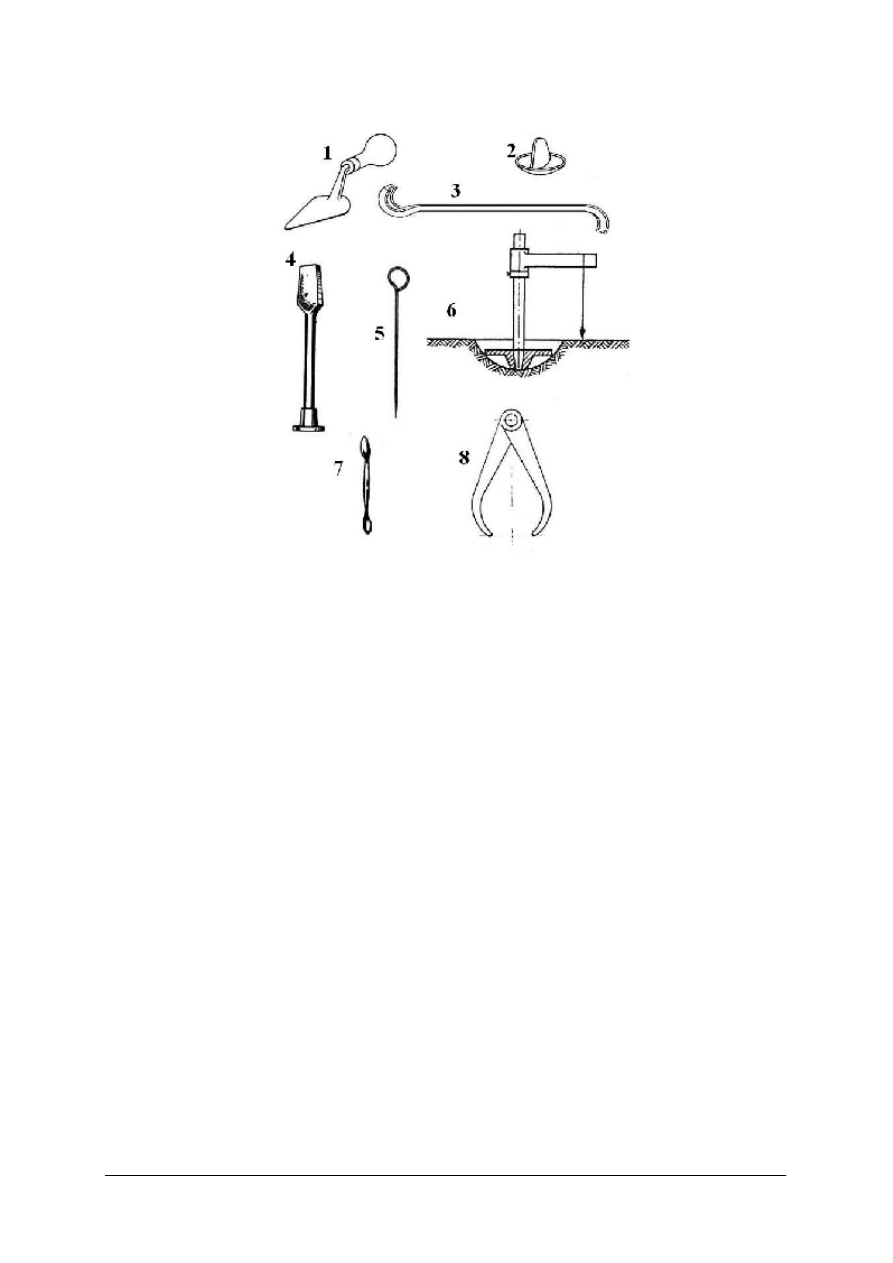
Rys. 2. Narzędzia podstawowe używane przez formierza i rdzeniarza: a) sito, b) ubijak zwinięty, c) ubijak zwykły,
d), e) nakłuwaki, f) lancet z haczykiem, g) gładzik, h), i) jaszczurka, j) woreczek, k) szczotka, l), m) pędzle,
n) naczynie, o) rozpylacz [3, s. 81]
Sita używa formierz do nasiewania na model masy formierskiej.
Ubijaki wykonane najczęściej z twardego drewna, służą do zagęszczania masy formierskiej
w skrzynce. Jego część płaska służy do zagęszczania masy przy modelu i ściankach skrzynki
a część okrągła do zagęszczania górnych warstw masy. Ubijaki hakowe i zwinięte wykonane ze
stalowego pręta służą do zagęszczania rdzeni a rzadziej form. Stosowane są też ubijaki
pneumatyczne z wymiennymi w zależności od potrzeb stopkami (klinową lub płaską). Służą do
zagęszczania masy w dużych skrzynkach formierskich i rdzennicach znacznie przyspieszając
proces zagęszczania formy. Nakłuwaki wykonane z drutu o średnicy 3 ÷ 5 mm stosowane są do
wykonywania kanałów odpowietrzających poprzez nakłuwanie form i rdzeni. Gładziki płaskie
i kształtowe są przeznaczone do wygładzania i naprawy dużych płaskich i kształtowych
powierzchni form i rdzeni. Lancety wykonane ze stali nierdzewnej z jednym końcem płaskim
a drugim zagiętym służą do wygładzania i naprawy pionowych i trudno dostępnych płaszczyzn
form i rdzeni. Jaszczurka stosowana jest do wygładzania i naprawy małych powierzchni form
i rdzeni. Woreczek płócienny służy do pokrywania pudrem powierzchni modeli i rdzennic.
Zapobiega to przywieraniu masy do ich powierzchni. Wykorzystuje się go także do nakurzenia
powierzchni form wilgotnych pyłem węglowym lub innymi proszkami dla otrzymania czystej
i gładkiej powierzchni formy. Rozpylacz służy do pokrywania form i rdzeni czernidłem
rozpylanym sprężonym powietrzem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
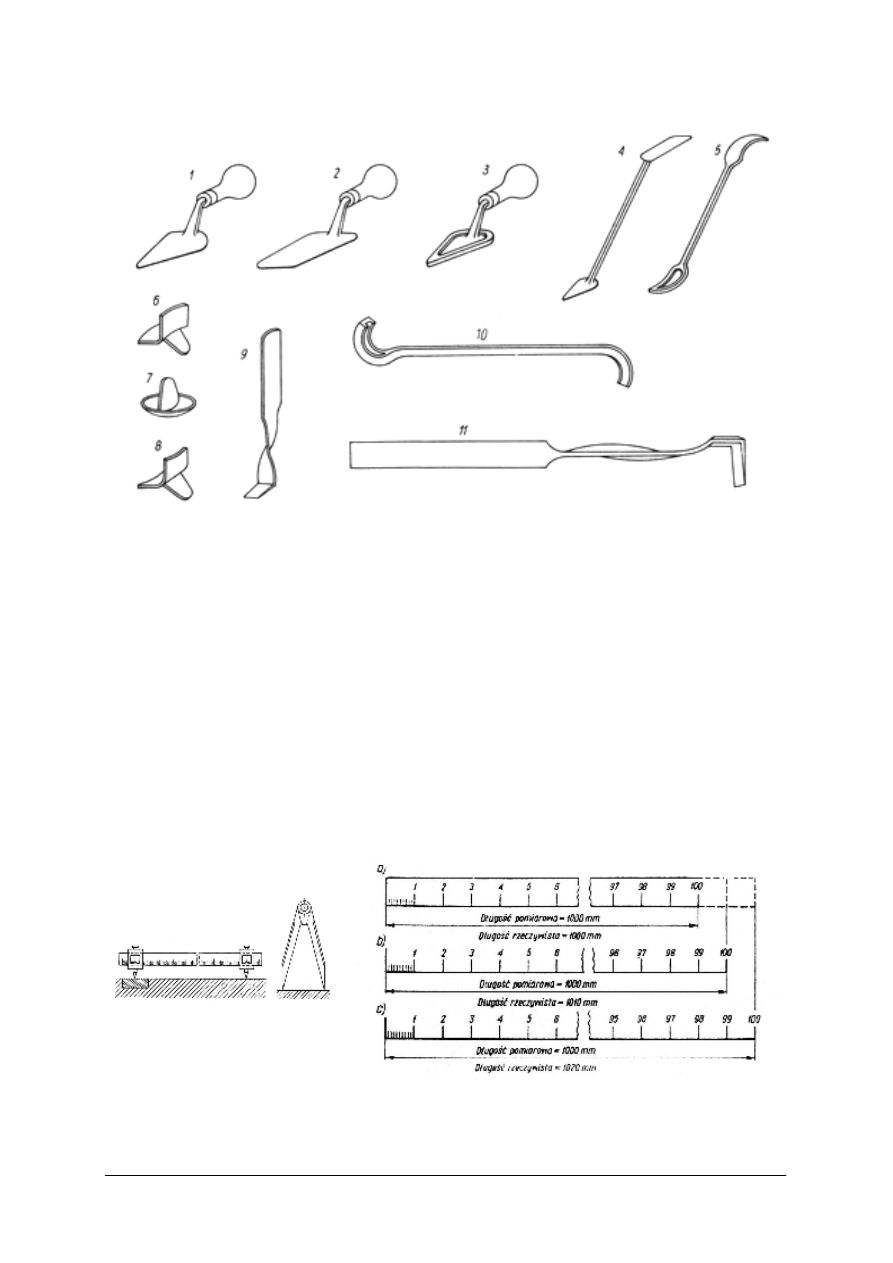
Rys. 3. Narzędzia do gładzenia form: 1, 2 − gładziki płaskie, 3 − sercówka, 4 − jaszczurka,
5, 10 − esy, 6, 7, 8 − gładziki kształtowe, 9, 11 − lancety [1, s. 173]
W procesie formowania niezbędne są narzędzia pomiarowe używane przez formierzy
i rdzeniarzy przy produkcji jednostkowej do sprawdzania wymiarów rdzeni, prawidłowości
ustawienia ich w formie oraz do kontroli ustawienia przyrządów przy formowaniu wzornikiem:
−
przymiar skurczowy,
−
cyrkiel prosty i cyrkiel drążkowy służą do przenoszenia wymiarów z jednego przedmiotu na
drugi, wykonywania łuków, kół itd.,
−
macki zewnętrzne i wewnętrzne przeznaczone do pomiaru średnic zewnętrznych
i wewnętrznych,
−
poziomnica stosowana przy ustalaniu poziomego położenia modelu podczas formowania
w „gruncie”,
−
pion stosowany do sprawdzania pionowego położenia wrzeciona przy formowaniu
wzornikiem.
Tabela 1. Narzędzia pomiarowe używane przez formierzy i rdzeniarzy [3, s. 84]
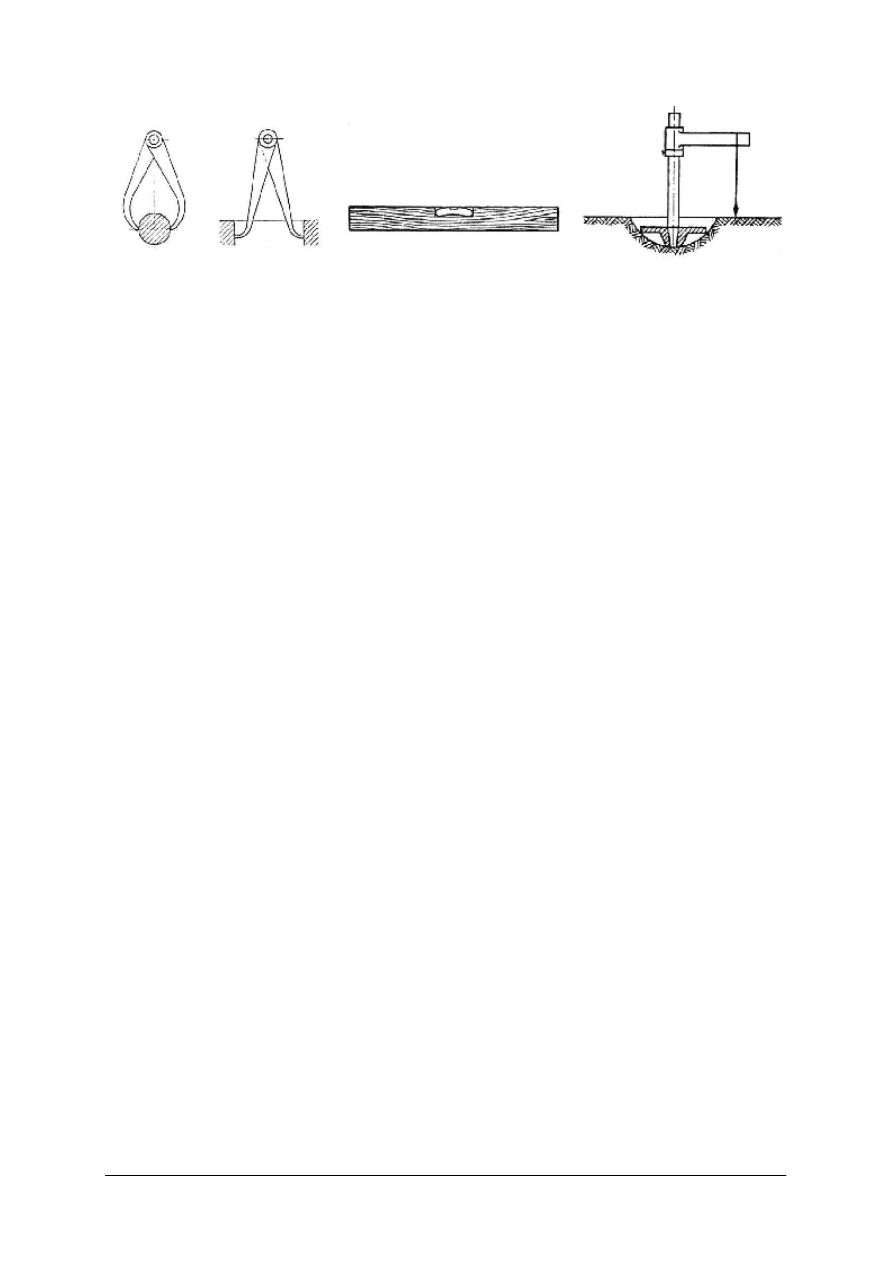
Rys. 4. Cyrkiel drążkowy i cyrkiel
prosty do przenoszenia wymiarów
z jednego przedmiotu na drugi lub
kreślenia łuków i okręgów.
Rys. 5. Przymiar skurczowy: a) przymiar normalny, b) przymiar
skurczowy z 1% skurczem, c) przymiar skurczowy z 2% skurczem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 6. Macki zewnętrzne
i wewnętrzne do pomiaru średnic
zewnętrznych i wewnętrznych.
Rys. 7. Poziomnica do ustalania poziomego położenia modelu i pion do
sprawdzania pionowego położenia wrzeciona przy formowaniu
wzornikiem.
W procesie formowania wykorzystywane są ponadto liczne przyrządy przeznaczone do
wykonywania formy i rdzenia takie jak modele, rdzennice, płyty modelowe i skrzynki
formierskie.
Skrzynki formierskie są to ramy metalowe o odpowiedniej konstrukcji. Stanowią one osłonę
zewnętrzną formy piaskowej podczas zagęszczania masy formierskiej wokół modelu oraz
utrzymanie jej w trakcie transportu form i zalewania ciekłym metalem. Mniejsze skrzynki
wykonywane są jako spawane z blachy profilowej, a większe jako odlewane z żeliwa bądź
staliwa.
Zależnie od wielkości (masy) skrzynki dzieli się:
1. w zależności od konstrukcji
−
odlewane w całości,
−
odlewane składane,
−
gięte ze stali profilowanej,
−
walcowane ze stali,
−
usuwalne.
2. w zależności od kształtu
−
prostokątne,
−
okrągłe,
−
kształtach specjalnych.
3. w zależności od pojemności
−
małe ręczne (przenoszone ręcznie) do 14 dm
3
,
−
duże ręczne 15÷50 dm
3
,
−
małe dźwigowe (zaopatrzone w czopy do transportu przy użyciu różnych urządzeń
dźwigowych) 51÷150 dm
3
,
−
duże dźwigowe powyżej 150 dm
3
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
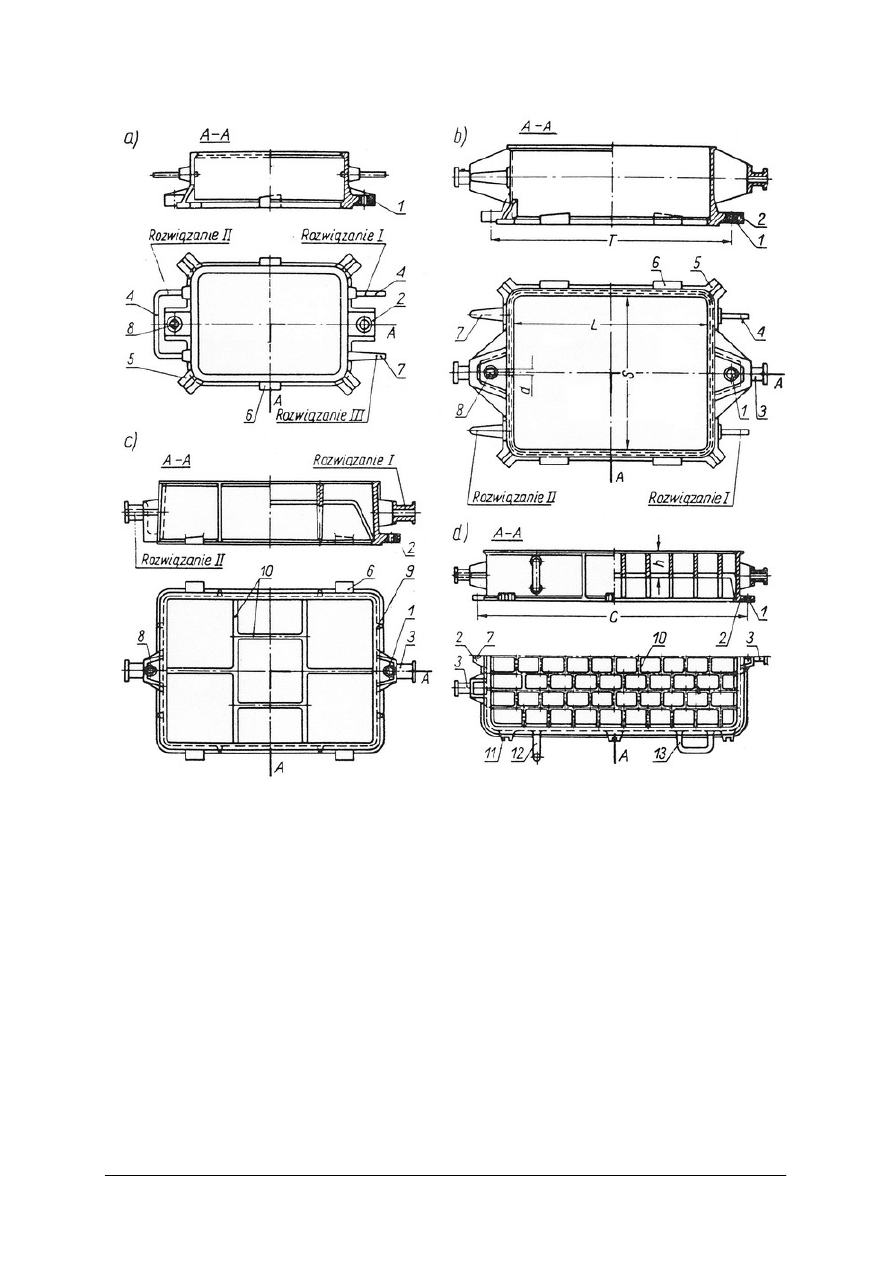
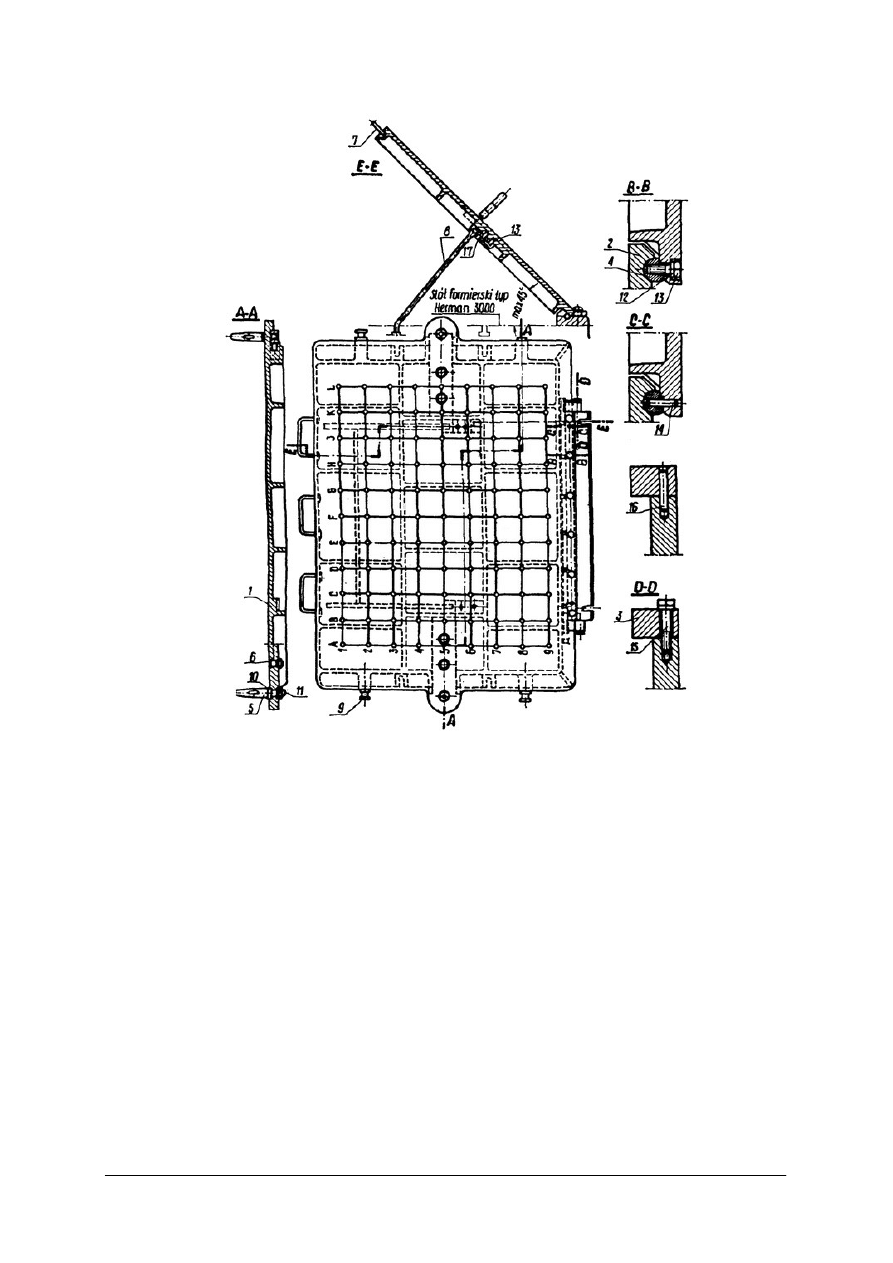
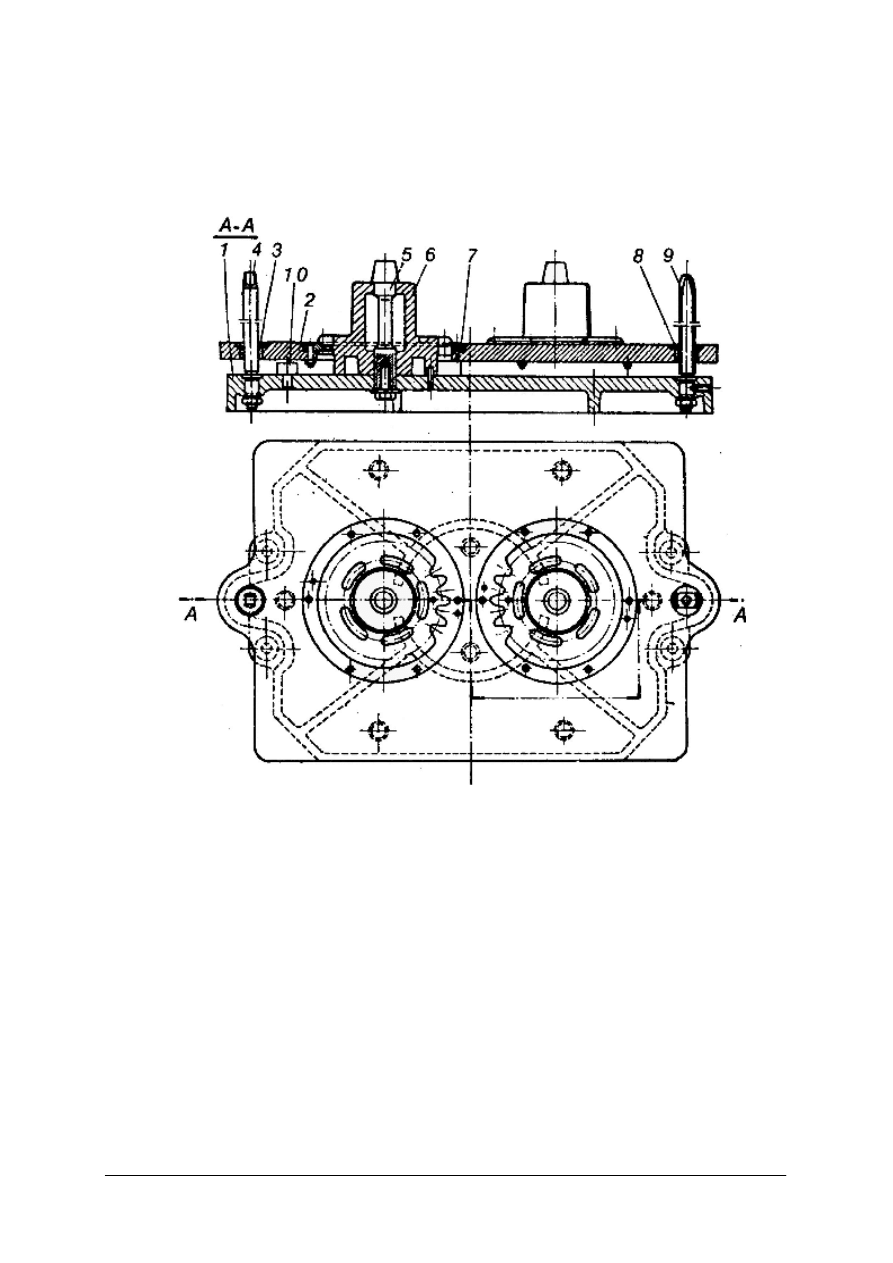
Rys. 8. Różne rodzaje skrzynek formierskich: a) ręczne do formowania maszynowego, b) ręczno-dźwignicowe,
c) dźwignicowe, d) dźwignicowe duże: 1 − tulejka sworznia ustalającego, 2 − ucho, 3 − czop,
4 − rączka zalewania, 5 − nadlew, uchwyt do maszyny formierskiej, 6 − występ do zacisków, 7 − rączka do
odlewania w całości ze skrzynką, 8 − tulejka sworznia prowadzącego,, 9, 10 − żebra, 11 − ucho do mocowania
skrzynek, 12 − uchwyt pionowy, 13 − uchwyt poziomy [5, s. 245]
Do wykonania formy (dolnej i górnej) niezbędne są dwie skrzynki, które łączy się za
pomocą sworzni ustalających. Są one dokładnie obrobione i ściśle dopasowane do otworów
w uchach skrzynki.
Przy doborze skrzynek do określonych odlewów należy kierować się ustalonymi na
podstawie praktyki odległościami pomiędzy poszczególnymi elementami formy, które
uzależniono od masy odlewów.
Najważniejsze jest utrzymanie właściwej odległości pomiędzy:
−
górnymi powierzchniami modelu i formy,
−
dolnymi powierzchniami modelu i formy,
−
modelem i ścianką skrzynki,
−
modelami,
−
modelem i wlewem rozprowadzającym (belką żużlową).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
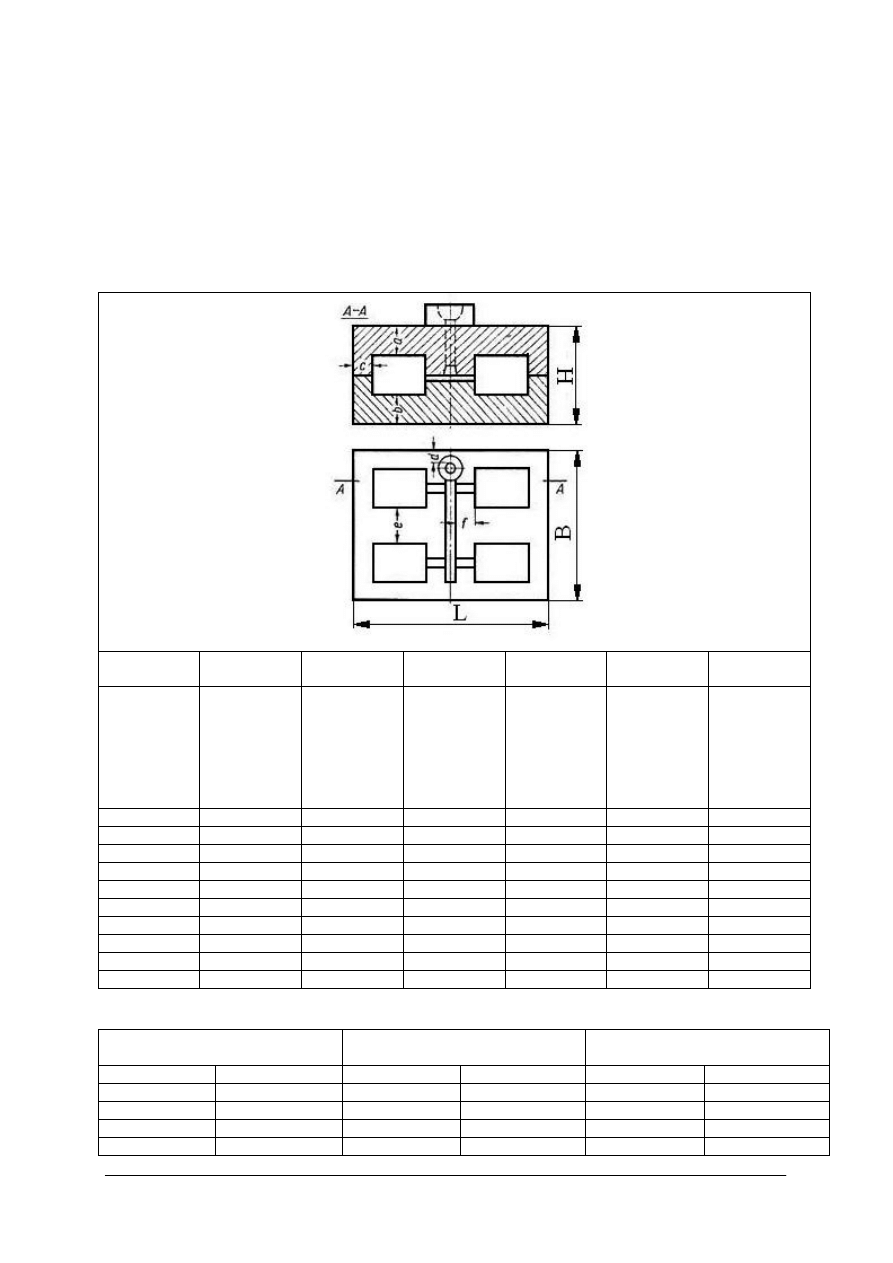
Za główne wymiary skrzynek formierskich prostokątnych przyjmuje się:
D − długość w świetle, w płaszczyźnie podziału,
B − szerokość w świetle, w płaszczyźnie podziału,
H − wysokość.
Za główne wymiary skrzynek formierskich prostokątnych przyjmuje się:
D − średnicę w świetle, w płaszczyźnie podziału,
H − wysokość.
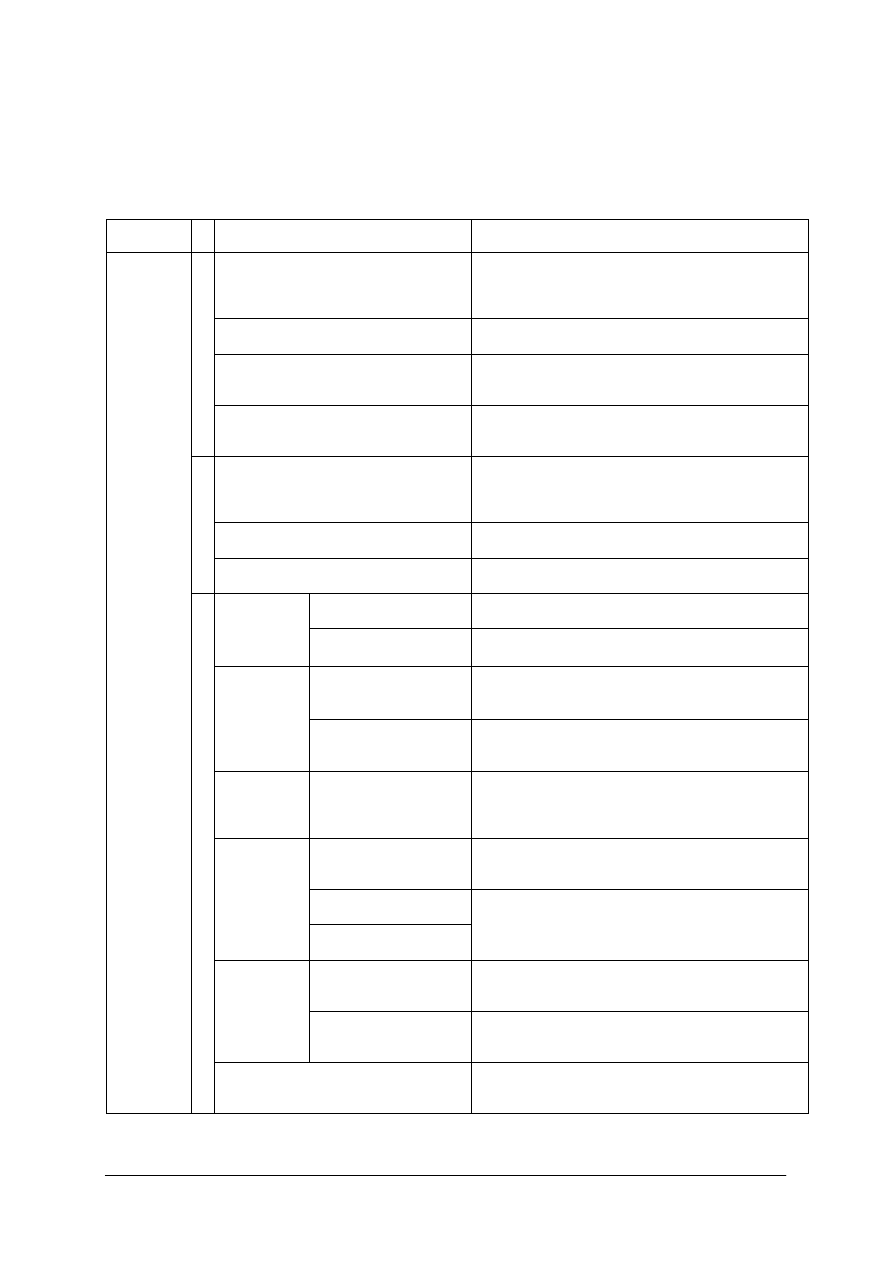
Tabela 2. Odległości pomiędzy modelami i elementami form [5, s. 258]
Odległość
mm
a
b
c
d
e
f
Ciężar
odlewu
w kg
Pomiędzy
górną
powierzchnią
modelu
a górna
powierzchnia
formy
Pomiędzy
dolna
powierzchnią
modelu
a dolną
powierzchnia
formy
Pomiędzy
modelem
a ściana
skrzynki
formierskiej
Pomiędzy
wlewem
a ścianą
skrzynki
formierskiej
Pomiędzy
modelami
Pomiędzy
modelem
a belką
żużlową
Do 5
40
40
30
30
30
30
5 ÷ 10
50
50
40
40
40
30
10 ÷ 25
60
60
40
40
50
30
25 ÷ 50
70
70
50
50
60
40
50 ÷ 100
90
90
50
50
70
50
100 ÷ 250
100
100
60
60
100
60
250 ÷ 500
120
120
70
70
−
70
500 ÷ 1000
150
150
90
90
−
120
1000 ÷ 2000
200
200
100
100
−
150
2000 ÷ 3000
250
250
125
125
−
200
Tabela 3. Główne wymiary skrzynek formierskich [4, s. 246]
Długość L
mm
Szerokość B lub średnica D
mm
Wysokość H
mm
zakres
różnica
zakres
różnica
zakres
różnica
300 ÷ 800
50
250 ÷ 400
50
50 ÷ 200
25
800 ÷ 1600
100
400 ÷ 1000
100
1600 ÷ 3000
200
1000 ÷ 2600
200
ponad 200
50
3000 ÷ 5000
500
ponad 2600
500
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
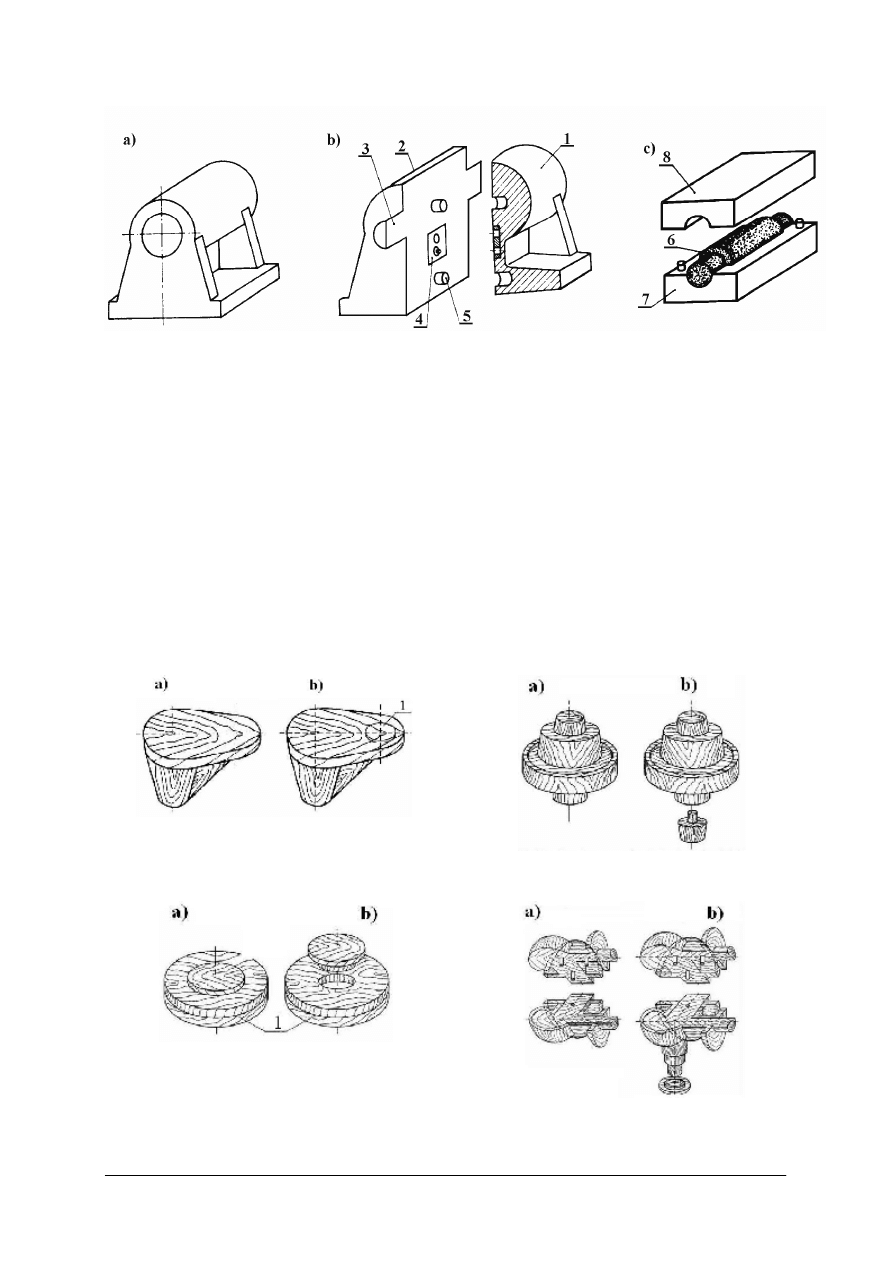
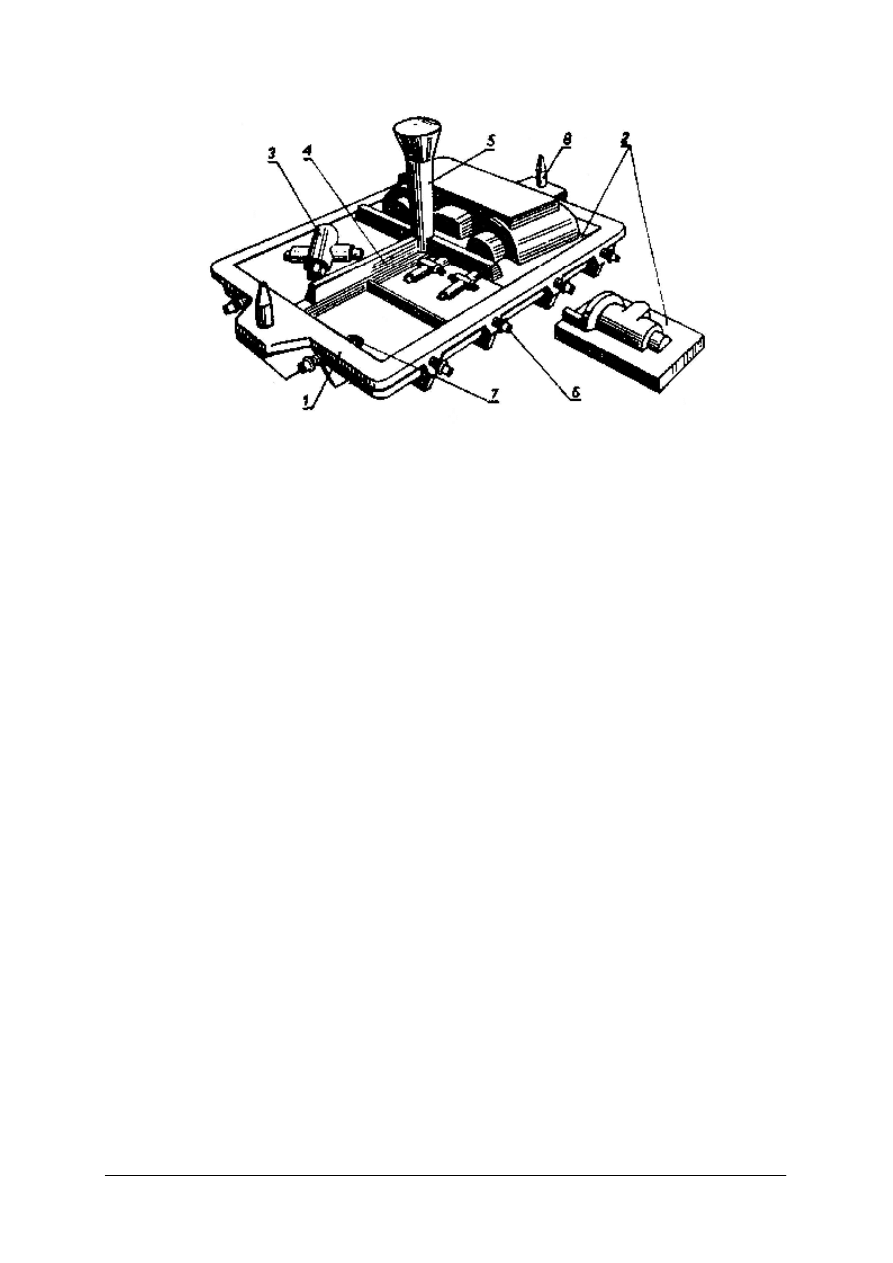
Rys. 9. Część odlewana, jej model i rdzeń: a) gotowy odlew wspornika; b) model; c) rdzeń i rdzennica
1, 2 części modelu, 3 – znak rdzeniowy, 4 – wkładka metalowa, 5 – kołek ustalający, 6 – rdzeń. 7, 8 – części rdzennicy
[4, s. 54]
Model – przyrząd do odwzorowania w formie odlewniczej kształtów zewnętrznych odlewu.
Jest pomocniczym przyrządem o kształcie zewnętrznym odlewanego przedmiotu z pewnymi
zmianami podyktowanymi względami odlewniczym. Wymiary modelu muszą uwzględnić
skurcz odlewniczy metalu (0,7÷2%) − model musi więc mieć nieco większe wymiary niż odlew.
Model musi dać się wyjąć z formy bez jej uszkodzenia, a więc jego ścianki powinny być
odpowiednio pochylone. Pochylenia te wynoszą od 0,5 do 3% i są zależne od sposobu
formowania i wysokości modelu (im wyższy model tym pochylenie mniejsze). Pod względem
konstrukcyjnym modele możemy podzielić na grupy:
−
modele naturalne − bezpośrednio odtwarzające kształt odlewu: są to modele bezrdzeniowe,
−
modele ze znakami rdzeniowymi − pośrednio odtwarzające kształt odlewu, wymagające
stosowania skrzynek rdzeniowych (rdzennic) i pozwalające odtwarzać w formie zarówno
zewnętrzny jak i wewnętrzny kształt przedmiotu odlewanego,
−
modele uproszczone: szkieletowe, przymiary kontrolne, modele klocki oraz wzorniki
(obracane, przesuwne i odcinki).
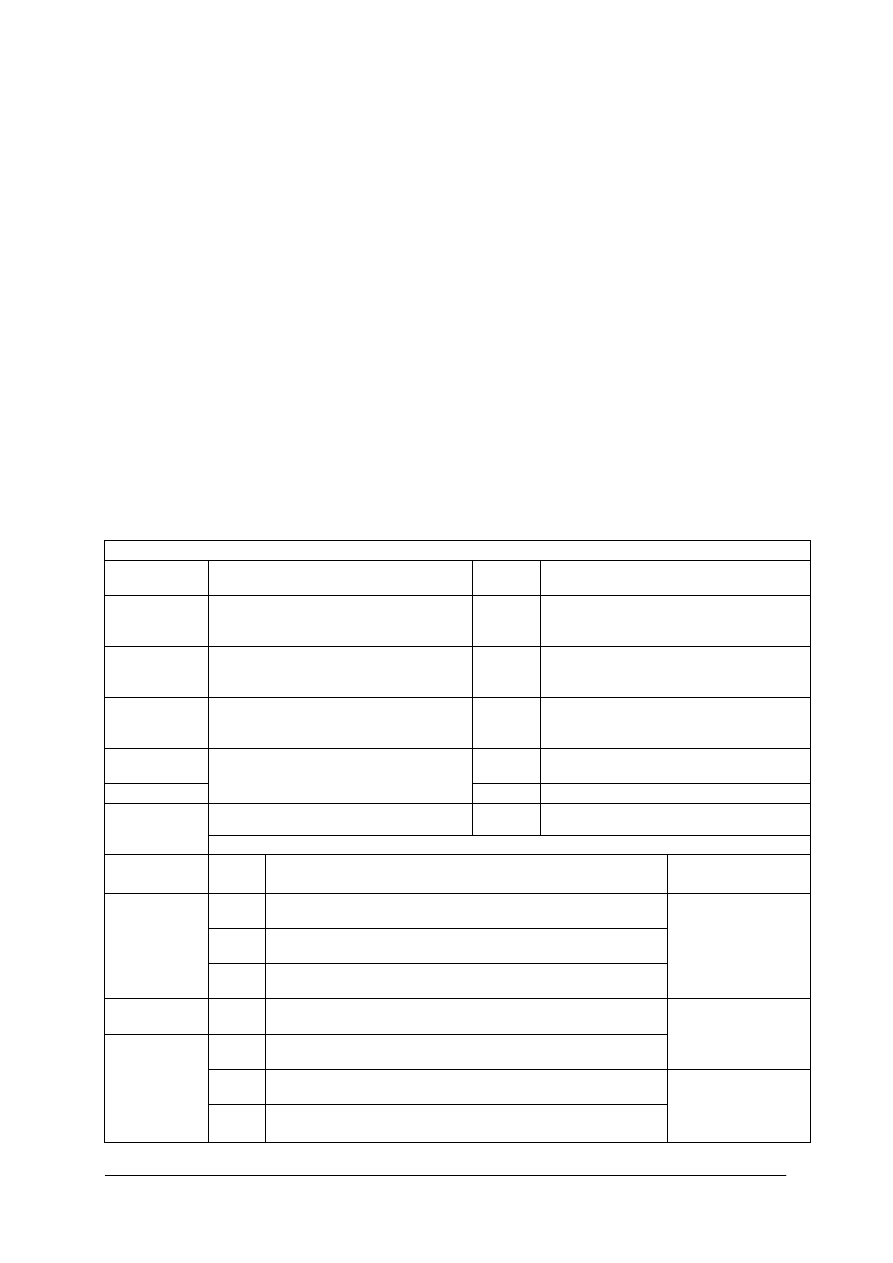
Rys. 10. Model naturalny niedzielony:
a) bez części odejmowanej, b) z częścią odejmowaną:
1 –część odejmowana [3, s. 79]
Rys. 11. Modele odlewnicze –ze znakami rdzeniowymi
− niedzielone: a) bez części odejmowanej, b) z częścią
odejmowaną [3, s. 79]
Rys. 12. Modele naturalne dzielone: a) bez części
odejmowanej, b) z częścią odejmowaną,
1 – płaszczyzna podziału [3, s. 79]
Rys. 13. Modele odlewnicze –ze znakami rdzeniowymi
–dzielone: a) bez części odejmowanej,
b) z częścią odejmowaną [3, s. 79]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Modele dwóch pierwszych grup można wykonać jako modele dzielone, niedzielone bez
części odejmowanych i z częściami odejmowanymi. Do formowania ręcznego, czyli do
produkcji jednostkowej i małoseryjnej wykonuje się je z drewna. Modele drewniane są
stosowane do ręcznego wykonywania form odlewniczych, a więc w produkcji jednostkowej
i małoseryjnej. Modele o skomplikowanych kształtach wielokrotnego użycia wykonywane są
z trwałych gatunków drewna jak olcha, jawor, orzech, grusza i brzoza. Z mniej trwałych
gatunków drewna − olchy lub sosny − wykonywane są modele odlewów do niezbyt dużego
wykorzystania. Modele do produkcji jednostkowej odlewów wykonuje się z dowolnych
gatunków i klas drewna i sposób ich wykonania jest bardzo uproszczony. W celu zwiększenia
wytrzymałości i odporności na paczenie się modele drewniane są wytwarzane z kilku kawałków
drewna, odpowiednio przygotowanych i sklejonych tak że włókna sąsiednich kawałków są do
siebie prostopadłe. Aby zwiększyć odporność na wilgoć i zmniejszyć chropowatość
powierzchni, modele są malowane specjalnymi lakierami.
Za pomocą jednego modelu drewnianego można wykonać do kilku tysięcy form
odlewniczych. Modele małe i średniej wielkości coraz częściej są wykonywane z tworzyw
sztucznych, głównie żywic epoksydowych. Modele z tworzyw sztucznych są stosowane do
ręcznego oraz maszynowego wykonywania form odlewniczych. Znacznie bardziej trwałe są
modele metalowe wykonywane najczęściej ze stopów aluminium, miedzi i żeliwa. Model
metalowy umożliwia wykonanie 25000÷150000 form odlewniczych.
Tabela 4. Charakterystyka grup trudności modeli oraz ich konstrukcja [5, s. 82]
a. Charakterystyka grup trudności modeli
Grupa
trudności
Charakterystyka odlewów
Liczba
rdzeni
Przykłady
A
odlewy o powierzchniach płaskich
wzajemnie
prostopadłych
lub
o powierzchniach walcowych
1− 4
proste odlewy jak pierścienie, koła
pasowe, koła zamachowe, proste rury
B
odlewy o powierzchniach płaskich lub
walcowych, wzajemnie prostopadłych
lub ukośnych
5 − 6
proste
skrzynki,
podstawy
łożysk,
wygięte dźwignie
C
odlewy o powierzchniach kształtowych
pochylonych pod kątem ostrym lub
rozwartym
7 − 8
odlewy do pojazdów mechanicznych,
maszyn roboczych, proste osłony turbin
D
ponad 8
odlewy obrabiarkowe, kadłuby pomp
i turbin
E
jak C
dowolna głowice, kadłuby silników
jak A i B
bez
rdzeni
płyty, dźwignie, koła, śruby okrętowe
F
modele z drewna powyżej 1800 mm
Tworzywo
modelowe
Klasa
Charakterystyka zespołu modelowego
Rodzaj materiału
1
metalowy do produkcji seryjnej i masowej na maszynach;
najwyższe wymagania jakości
2
metalowy do formowania ręcznego i maszynowego; wysokie
wymagania jakości
Metal
i
tworzywa
sztuczne
3
metalowy do odlewów bezrdzeniowych; formowanie ręczne lub
maszynowe
żeliwo,
stopy
aluminiowe,
mosiądz
i
brąz,
masy
plastyczne,
termoplastyczne
i termoutwardzalne
Kombinowane
4
kombinowane: z twardego drewna, części narażone na zużycie
metalowe; wysokie wymagania jakości
5
z twardego drewna do formowania ręcznego i maszynowego;
części zabezpieczone metalowymi wkładkami
orzech, jawor, buk,
jesion, dąb,
stopy
aluminium,
mosiądz
6
Jak 5 lecz z tańszych gatunków drewna; modele o dużych
wymiarach; do formowania ręcznego
Drewniane
7
modele i wzorniki do formowania ręcznego pojedynczych
sztuk, odlewy bezrdzeniowe
sosna, olcha, świerk
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
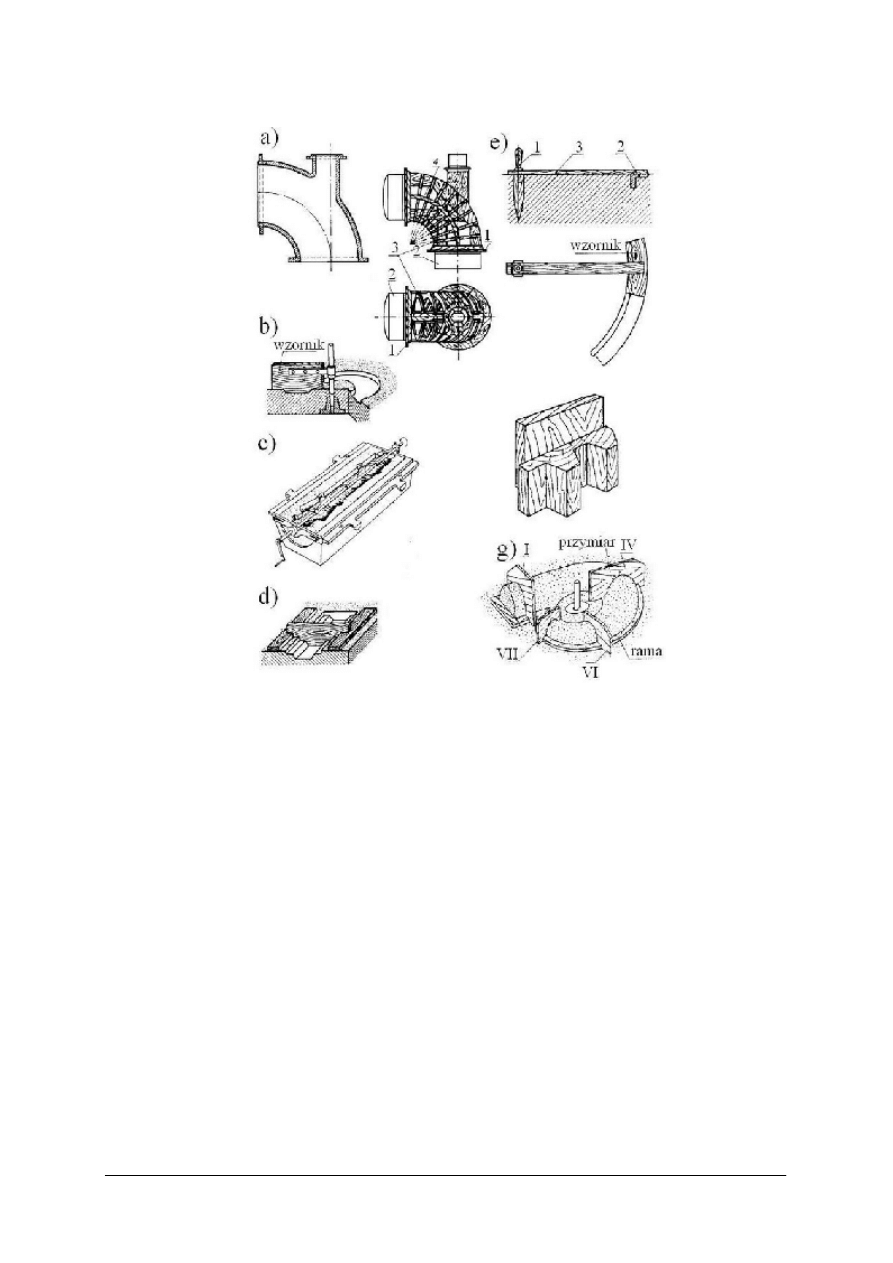
Rys. 14. Rodzaje modeli uproszczonych: a) model szkieletowy i przekrój odlewu, 1 – modele kołnierzy, 2 – znaki
rdzeniowe, 3 – żebra, 4 – żebra podłużne, b) wzornik o pionowej osi obrotu, c) wzornik o poziomej osi obrotu,
d) wzornik przesuwany, e) wzornik segmentowy: 1 – czop, 2 – wzornik, 3 – ramię; f) modele klocki, g) modele
przymiary kontrolne [2, s. 49]
Kolejna grupę modeli stanowią modele układu wlewowego. Układ wlewowy to system
kanałów wykonanych w formie odlewniczej, który powinien spełniać następujące zadania:
−
doprowadzenie ciekłego metalu do ustalonych miejsc wnęki formy z wymaganą prędkością,
−
zatrzymanie płynących z metalem zanieczyszczeń i żużla,
−
uzyskanie odpowiedniego rozkładu temperatur metalu wypełniającego formę oraz
regulowanie zjawisk cieplnych podczas krzepnięcia i stygnięcia odlewu,
−
zasilanie krzepnącego odlewu ciekłym stopem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 15. Odlew z układem wlewowym i nadlewami: 1 – zbiornik wlewowy, 2 – wlew główny, 3, 4 i 12 – wlewy
rozprowadzające, 5 – wlewy doprowadzające, 6 – oddzielacz, 7 – przelew, 8, 9 – nadlewy górne,
10 – nadlew boczny, 11 – szyjki nadlewów [2, s. 123]
Pierwsze trzy zadania spełniać może część wprowadzająca układu wlewowego, natomiast
ostatnie zadanie spełniają części układu zwane nadlewami lub ochładzalnikami.
Najczęściej stosowany jest układ wlewowy z bocznym poziomym doprowadzeniem metalu do
formy, w płaszczyźnie podziału formy.
Teoretyczny układ wlewowy składa się z następujących elementów:
−
zbiornika wlewowego, którego zadaniem jest ułatwienie wprowadzenia ciekłego metalu do
formy, zabezpieczenie ciągłości zalewania oraz wstępne zatrzymanie zanieczyszczeń,
−
wlewu głównego, który ma najczęściej przekrój kołowy, zawężający się stożkowo ku
dołowi (zadaniem wlewu głównego jest wprowadzenie metalu w głąb formy do poziomu
belki wlewowej),
−
belki wlewowej, zwana tez belką odżużlającą. Ma ona za zadanie wprowadzić model do
podstawy wlewu głównego do wlewów doprowadzających, zmniejszyć szybkość strugi
metalu, a także zatrzymać zanieczyszczenia,
−
wlewów doprowadzających, służących do doprowadzani metalu z belki wlewowej do wnęki
formy (są to kanały poziome, o przekroju najczęściej trapezowym lub trójkątnym),
−
przelewów, które są kanałami pionowymi, służącymi do szybkiego odprowadzenia gazów
i powietrza z wnętrza formy w pierwszym momencie zalewania oraz do informowania
o zapełnieniu formy,
−
filtru, służącego do zatrzymania zanieczyszczeń i żużla (stosuje się je do bardziej
odpowiedzialnych odlewów o ciężarze do 100 kg),
−
zasilacza, którego zadaniem jest zasilanie odlewu ciekłym metalem w okresie krystalizacji.
W układach wlewowych nie wszystkie wymienione elementy muszą występować
równocześnie. Stosuje się różne typy układów wlewowych zależnie od rodzaju stosowanego
tworzywa, kształtu i konstrukcji odlewu oraz technologii wykonania formy odlewniczej.
Równomierne zasilanie wnęki formy ciekłym metalem zapewnia się poprzez takie dobranie
przekrojów poprzecznych poszczególnych elementów układu wlewowego, by przekrój
poprzeczny następnego elementu był mniejszy od przekroju elementu poprzedzającego. Ciekły
metal może być doprowadzony do formy zależnie od wymagań konstrukcji odlewu
i właściwości technologicznych:
−
z góry,
−
z dołu,
−
z boku,
−
na kilku poziomach odlewu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Przy formowaniu maszynowym, produkcji seryjnej lub masowej, najczęściej stosowane są
modele metalowe umieszczone na stałe na płytach podmodelowych mocowanych do maszyn
formierskich.
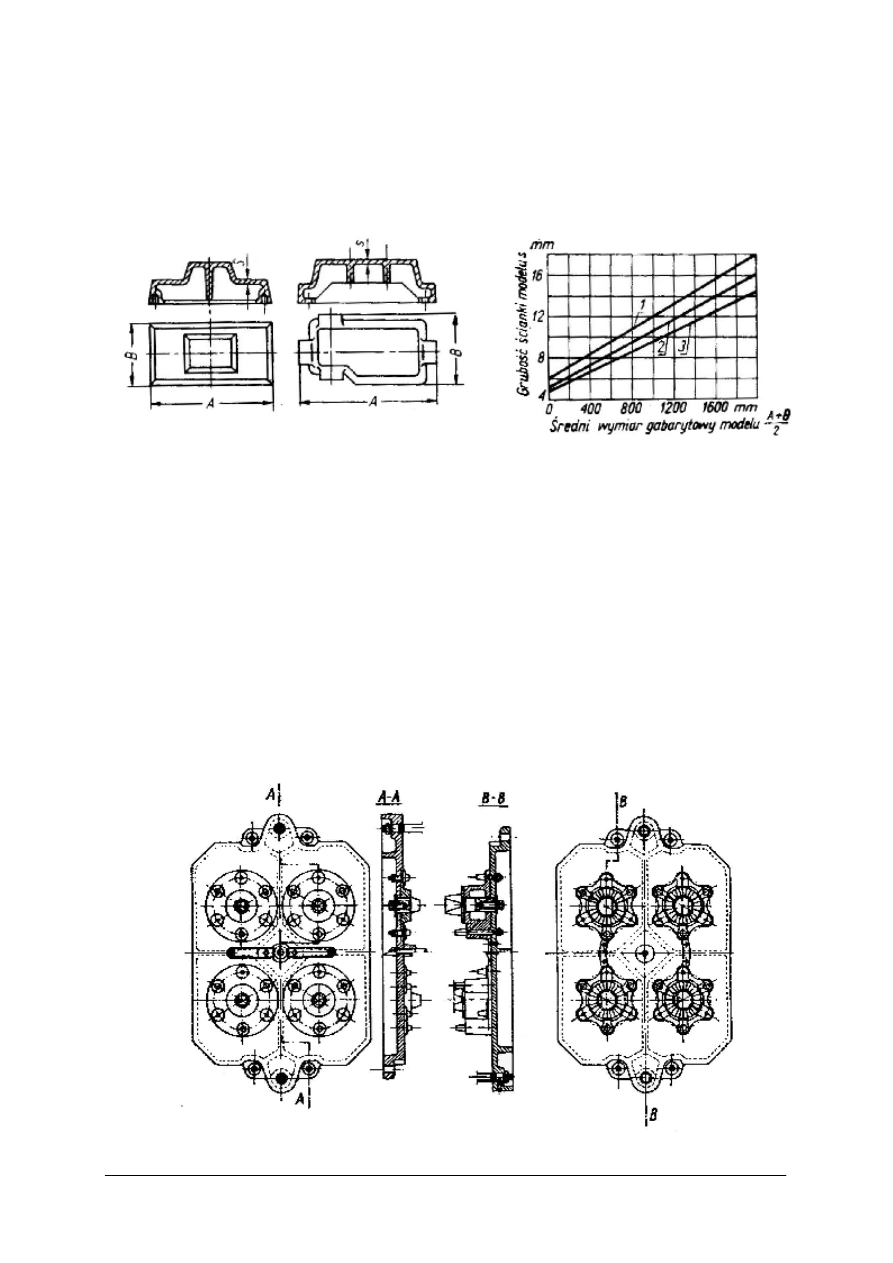
Płyta modelowa to zespół złożony z płyty podmodelowej, zamocowanego na niej modelu
lub modeli oraz modelu układu wlewowego. Modele wykonane są w postaci cienkościennych
odlewów.
Rys. 16. Grubość ścianek modeli walcowych:
1 − stopy aluminium, 2 − żeliwo, 3 − brąz [8, s. 339]
Płyty podmodelowe wykonuje się z żeliwa, a modele ze stopów brązu, stopów aluminium
lub z tworzyw sztucznych.
Płyty modelowe dzieli się w zależności od:
1. sposobu formowania
−
do formowania w skrzynkach formierskich (jednostronne, dwustronne, przeciągane
i uniwersalne),
−
do formowania w skrzynkach usuwalnych,
−
do formowania w procesie skorupowym.
2. ze względu na konstrukcje
−
jednolite, odlewne w całości z modelami (komplet stanowi para płyt),
−
płyty składane z modelami zamocowanymi na płycie za pomocą wkrętów lub śrub
a ustalonymi za pomocą kołków ustawczych.
Rys. 17. Komplet płyt modelowych jednostronnych [8, s. 342]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Płyty jednostronne są stosowane najczęściej. Ich wadą jest trudność zapewnienia dużej
dokładności odlewu ponieważ części modelu są mocowane do dwóch różnych płyt. Warunkiem
wykonania formy z jednej płyty jest symetryczność modelu. Można wtedy wykonać górną część
formy a następnie po zdjęciu modelu układu wlewowego dolną część formy.
Stosowane są też płyty rewersyjne (odwrócone). Wykonuje się z nich dolną i górną część
formy. Przy składaniu należy jedną z nich obrócić o 180
o
.
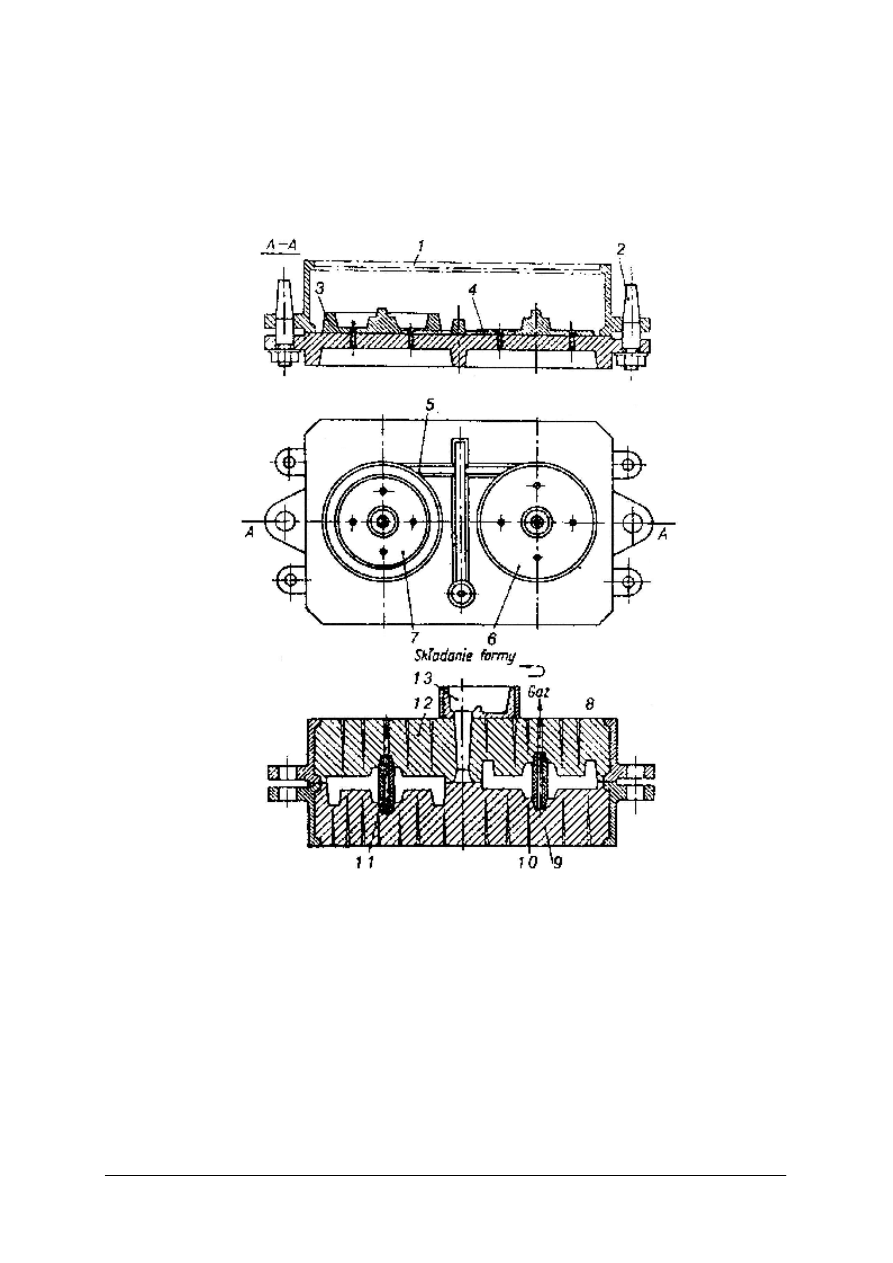
Rys. 18. Płyta modelowa rewersyjna:
1 − zarys skrzynki, 2 − sworzeń, 3, 7 − górna część modelu, 4, 6 − dolna część modelu, 5 − układ wlewowy,
8 − górna część formy, przekręcić przy składaniu o 180
o
, 9 − dolna część formy, 10 − kanały odgazowujące,
11 − rdzeń, 12 − górna część formy, 13 − zbiornik wlewowy [8, s. 342]
Płyty modelowe dwustronne stosowane są najczęściej w skrzynkach formierskich
usuwalnych. Stosowane są najczęściej w półautomatycznych liniach i gniazdach formierskich.
Zapewniają one większą niż wcześniej opisane dokładność wymiarową odlewów. Umożliwiają
jednoczesne wykonanie górnej i dolnej części formy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
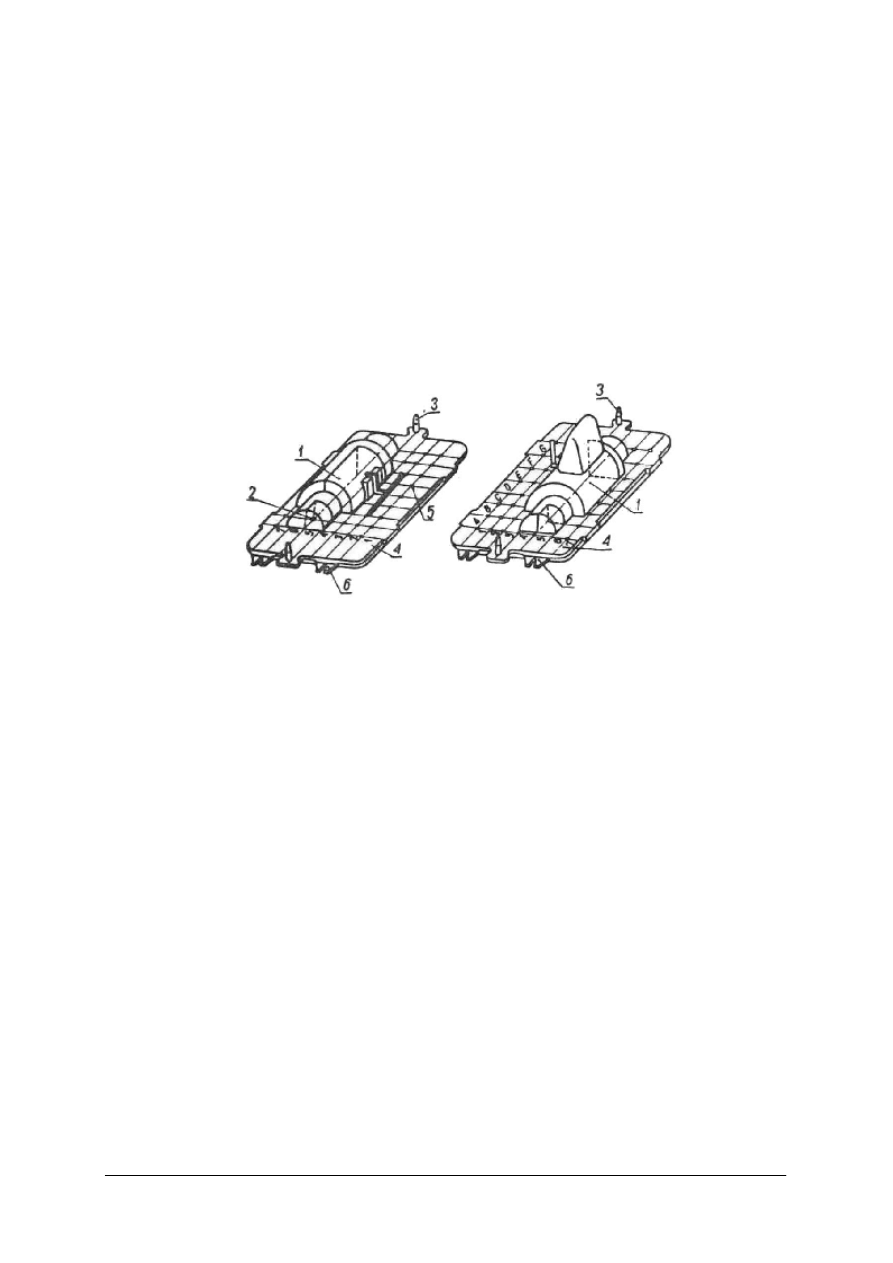
Rys. 19. Płyta modelowa dwustronna wraz z modelem [8, s. 343]
Płyty przeciągane stosowane są tylko w szczególnych przypadkach gdy nie można stosować
pochyleń ścian modeli, w przypadku wysokich modeli lub gdy między ścianami zostaje mało
masy formierskiej. W podobnych przypadkach można stosować też płytę modelową przeciąganą.
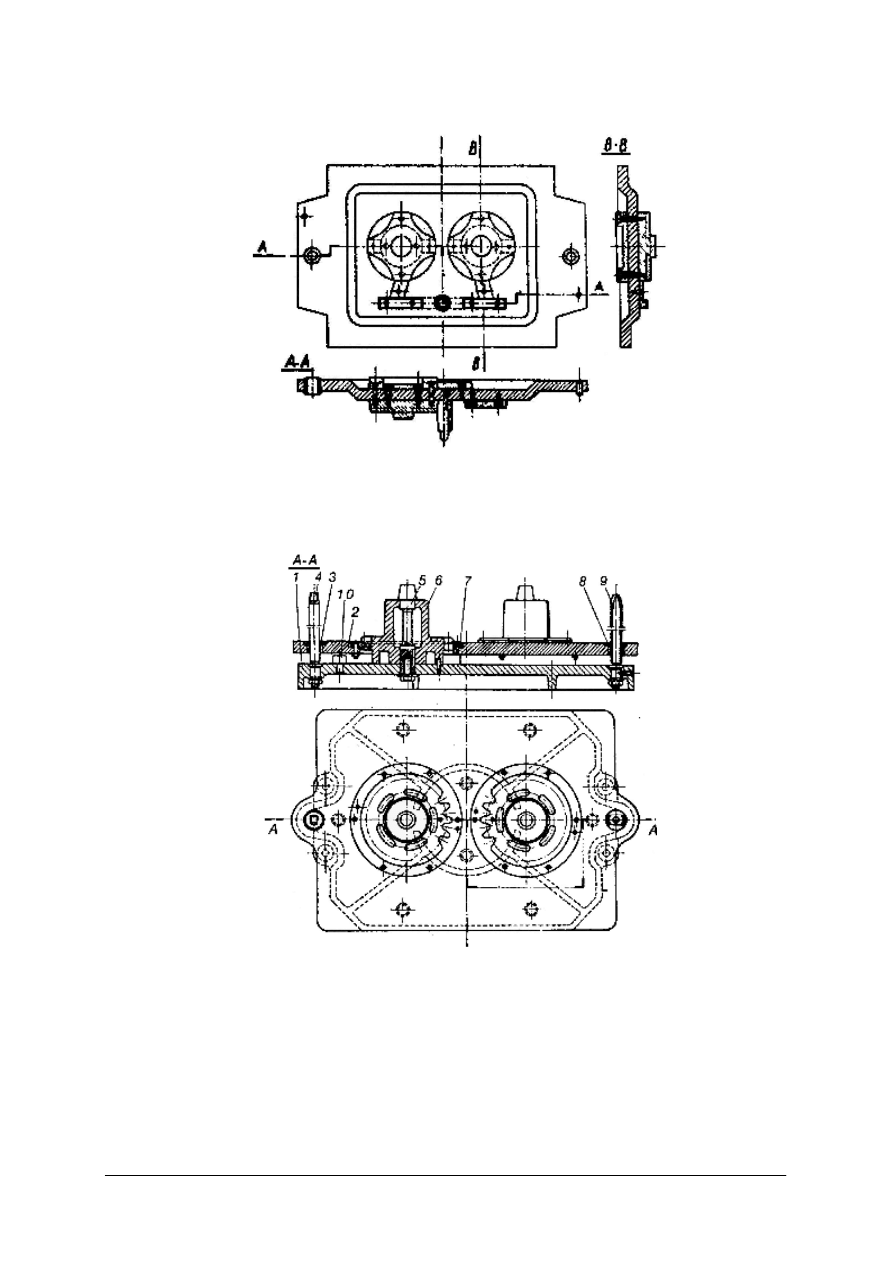
Rys. 20. Płyta modelowa przeciągana:
1 − płyta podmodelowa, 2 − płyta grzebieniowa, 3 − tulejka ustalająca, 4 − kołek ustalający, 5 − model znaku
rdzeniowego, 6 − model, 7 − pierścień prowadzący, 8 − tulejka prowadząca, 9 − sworzeń prowadzący, 10 − kołek
oporowy [8, s. 343]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Do formowania maszynowego krótkich serii lub pojedynczych odlewów stosowane są płyty
modelowe uniwersalne zwane też koordynatowymi. Inne płyty, mają tę wadę, że modele są do
nich mocowane na stałe. Odlewnie muszą posiadać dużą liczbę płyt modelowych. Inaczej jest
w przypadku stosowania płyty koordynatowej. Bez zmiany płyty możliwe jest przy jej
zastosowaniu wykonać maszynowo formy z różnych modeli drewnianych lub z tworzyw
sztucznych. Ze względu na sposób mocowania modeli rozróżnia się trzy typy płyt
uniwersalnych:
−
stałe - modele ustala się mocuje się na płycie wykorzystując siatkę dokładnych precyzyjnie
rozmieszczonych otworów,
−
odchylne – mają urządzenie umożliwiające ukośne ustawienie płyty na stałe w przypadku
przykręcenia modelu do stołu,
−
z wymiennymi nakładkami – stanowią zespół płyty pośredniej i nakładki umożliwiającej
szybką wymianę modeli.
Rys. 21. Uniwersalna płyta modelowa z otworami
1 − model, 2 − kołek, 3 − sworzeń prowadzący, 4 − płyta modelowa, 5 − otwory do zamocowania, 6 − ucho do
zamocowania płyty na maszynie [8, s. 344]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 22. Płyta uniwersalna odchylna
1 − płyta, 2 − nakładka łożyska, 3 − łożysko, 4 − wałek, 5 − sworzeń ustalający, 6 − śruba, 7 − uchwyt, 8 − podpora,
9 − czop, 10, 12 − podkładka sprężynująca, 11 − nakrętka (M18), 13, 15 − śruba (M12), 14, 16 − kołek ustalający
(Ø 10 mm), 17 − uchwyt [8, s. 345]
Coraz częściej stosowane są płyty modelowe składane służące do formowania odlewów
w małych seriach. Do żeliwnej ramy wstawia się płytki modelowe (klisze-kasety).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 23. Płyta modelowa składana
1 − ramka, 2 − płytki modelowe, 3 − model, 4 − belki wlewowe, 5 − wlew główny, 6 − śruba dociskowa, 7 − otwór
do mocowania płytki, 8 − sworzeń prowadzący [8, s. 347]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy stanowiskiem pracy?
2. Jakie są podstawowe elementy stanowiska formierskiego?
3. Jakie znasz podstawowe narzędzia formierskie?
4. Jakie znasz podstawowe narzędzia kontrolno-pomiarowe wykorzystywane podczas
formowania?
5. Jakie jest zastosowanie poszczególnych narzędzi formierskich?
6. Jakie znasz rodzaje skrzynek formierskich?
7. Czym należy kierować się przy doborze skrzynek formierskich?
8. Jakie znasz rodzaje płyt modelowych?
9. Z jakich elementów zbudowany jest układ wlewowy?
10. Jakie funkcje spełnia układ wlewowy?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj i scharakteryzuj narzędzia przedstawione na rysunku podając przykłady ich
zastosowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rysunek do ćwiczenia 1
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się z rysunkiem,
3) zastanowić się jakie narzędzia są przedstawione na rysunku,
4) wpisać wszystkie pomysły na kartce (burza mózgów - nie krytykując żadnego z pomysłów
Twoich koleżanek/kolegów),
5) scharakteryzować przeznaczenie narzędzi i podać przykłady zastosowania,
6) zaprezentować efekty pracy na forum grupy.
Wyposażenie stanowiska pracy:
−
katalogi narzędzi,
−
literatura techniczna,
−
arkusze papieru formatu A4 i A3,
−
mazaki,
−
tablica flip-chart.
Ćwiczenie 2
Zakład odlewniczy otrzymał zamówienie na wykonanie 4 odlewów z żeliwa szarego
w kształcie tulei o wymiarach gabarytowych 120 x 80 x 160 mm i masie 60 kg. Dobierz
skrzynkę formierską do formowania ręcznego i wykonaj szkic rozmieszczenia odlewów
w formie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rodzajami skrzynek formierskich,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
2) poznać zasady rozmieszczenia modeli odlewów w skrzynce formierskiej,
3) obrać odległości pomiędzy modelami a elementami formy,
4) dobrać wymiary skrzynki formierskiej,
5) wykonać szkic rozmieszczenia modeli w stosunku do pozostałych elementów formy.
Wyposażenie stanowiska pracy:
−
katalogi oprzyrządowania odlewniczego (w tym skrzynek formierskich),
−
normy i literatura techniczna,
−
arkusze papieru formatu A4.
Ćwiczenie 3
Rozpoznaj, scharakteryzuj i określ zadania elementów układu wlewowego przedstawionego
na rysunku.
Rysunek do ćwiczenia 2
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się z rysunkiem,
3) korzystając z poradnika i literatury technicznej poznać różne rodzaje układów wlewowych
zależnie od rodzaju stosowanego tworzywa, kształtu i konstrukcji odlewu oraz technologii
wykonania formy odlewniczej,
4) rozpoznać na rysunku poszczególne elementy przedstawionego rysunku układu
wlewowego,
5) określić zadania jakie spełniają poszczególne elementy układu wlewowego,
6) zaprezentować efekty pracy na forum grupy.
Wyposażenie stanowiska pracy:
−
normy i literatura techniczna,
−
modele różnych typów układów wlewowych,
−
arkusze papieru formatu A4,
−
mazaki,
−
tablica flip-chart.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 4
Zidentyfikuj przedstawioną na rysunku płytę modelową, scharakteryzuj jej przeznaczenie
i sposób wykonania form z jej zastosowaniem. Opisz budowę płyty podając nazwy
poszczególnych jej elementów.
Rysunek do ćwiczenia 4
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) korzystając z poradnika i literatury technicznej poznać różne rodzaje płyt modelowych,
3) scharakteryzować przeznaczenie i określić sposób wykonania form z ich zastosowaniem,
4) zidentyfikować przedstawioną na rysunku płytę modelową,
5) rozpoznać na rysunku poszczególne elementy płyty modelowej,
6) zaprezentować efekty pracy na forum grupy.
Wyposażenie stanowiska pracy:
−
normy i literatura techniczna,
−
płyty modelowe,
−
arkusze papieru formatu A4,
−
mazaki,
−
tablica flip-chart.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować prawidłowo stanowisko do formowania?
□
□
2) rozpoznać i nazwać narzędzia formierskie?
□
□
3) określić przeznaczenie poszczególnych narzędzi formierskich?
□
□
4) dobrać narzędzia do wykonania określonej operacji formowania
ręcznego?
□
□
5) dokonać klasyfikacji skrzynek formierskich?
□
□
6) dobrać skrzynkę formierską do formowania ręcznego?
□
□
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.2. Wykonywanie ręczne form piaskowych
4.2.1 Materiał nauczania
Tabela 5. Klasyfikacja technologii odlewniczych w formach piaskowych oraz zakres ich stosowania [6, s. 166]
sposób
odlewania
cechy klasyfikacji
zakres stosowania
modele drewniane, trwałe
produkcja jednostkowa i małoseryjna odlewów
o
średnich
i
dużych
według
wymiarów
gabarytowych
i
masy
można
stosować
do
formowania ręcznego i maszynowego
modele metalowe trwałe,
produkcja wielkoseryjna odlewów małych i średnich
wymiarów
modele
z
tworzyw
sztucznych
i wosków trwałe i jednorazowe
produkcja
seryjna
odlewów
o
małych
i średnich wymiarach oraz jednostkowa odlewów
dużych
o
m
o
d
el
o
w
a
n
ie
modele uproszczone (wzorniki, modele
szkieletowe, przymiary kontrolne)
produkcja
jednostkowa
odlewów
dużych
i rzadziej odlewów o średnich wymiarach mających
kształty proste i średnio skomplikowane
formowanie w skrzynkach stałych
i usuwalnych
wszystkie
rodzaje
produkcji
odlewów
o
dowolnym
stopniu
skomplikowania,
o małych i średnich wymiarach oraz przy produkcji
seryjnej dużych odlewów
formowanie w gruncie
produkcja jednostkowa odlewów głównie dużych
o dowolnym stopniu skomplikowania
budow
a
fo
rmy
formowanie w dołach odlewniczych
i kesonach
powtarzalna produkcja odlewów drobnych o dużych
i bardzo dużych wymiarach
jednorazowa
produkcja
jednostkowa
odlewów
o
dużych
wymiarach
formy
szamotowo-
ceglane
półtrwałe
produkcja seryjna odlewów o średnich wymiarach
i prostych kształtach
formowanie
na
wilgotno
wszystkie rodzaje produkcji odlewów małych
i średniej wielkości o kształtach prostych i średnio
skomplikowanych
masy
formierskie
z lepiszczem
gliniastym
i spoiwami
sztucznymi
formowanie na sucho
wszystkie
rodzaje
produkcji
odlewów
odpowiedzialnych o średnich i dużych wymiarach
masy
formierskie
z lepiszczem
gliniastym
formowanie
w rdzeniach
wszystkie
rodzaje
produkcji
odlewów
odpowiedzialnych
i
średnio skomplikowanych
o podwyższonej dokładności wymiarowej
proces CO
2
produkcja
jednostkowa
i
seryjna
odlewów
odpowiedzialnych o średnich i dużych wymiarach
bez względu na stopień skomplikowania
proces SMS (sypkie
masy samoutwardzalne)
masy
formierskie
ze
szkłem
wodnym
proces CMS (ciekłe
masy samoutwardzalne)
produkcja jednostkowa i seryjna odlewów o średnich
i dużych wymiarach, kształtach prostych i średnio
skomplikowanych
utwardzanie chemicznie
w
temperaturze
otoczenia
produkcja jednostkowa i seryjna odlewów o średnich
i dużych wymiarach i podwyższonej dokładności
wymiarowej
masy
formierskie
z żywicami
syntetyczny
mi
utwardzanie
przez
podgrzewanie
(termoutwardzalne)
produkcja wielkoseryjna i masowa odlewów małych
o wysokiej dokładności wymiarowej
od
le
w
a
n
ie
w
fo
rm
ac
h
p
ia
sko
w
y
ch
m
ate
ria
ł wi
ążą
cy
l
u
b
s
po
iwo
formowanie w masach cementowych
(sypkich i ciekłych)
produkcja jednostkowa i odlewów o dużych
wymiarach i kształtach prostych oraz średnio
skomplikowanych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
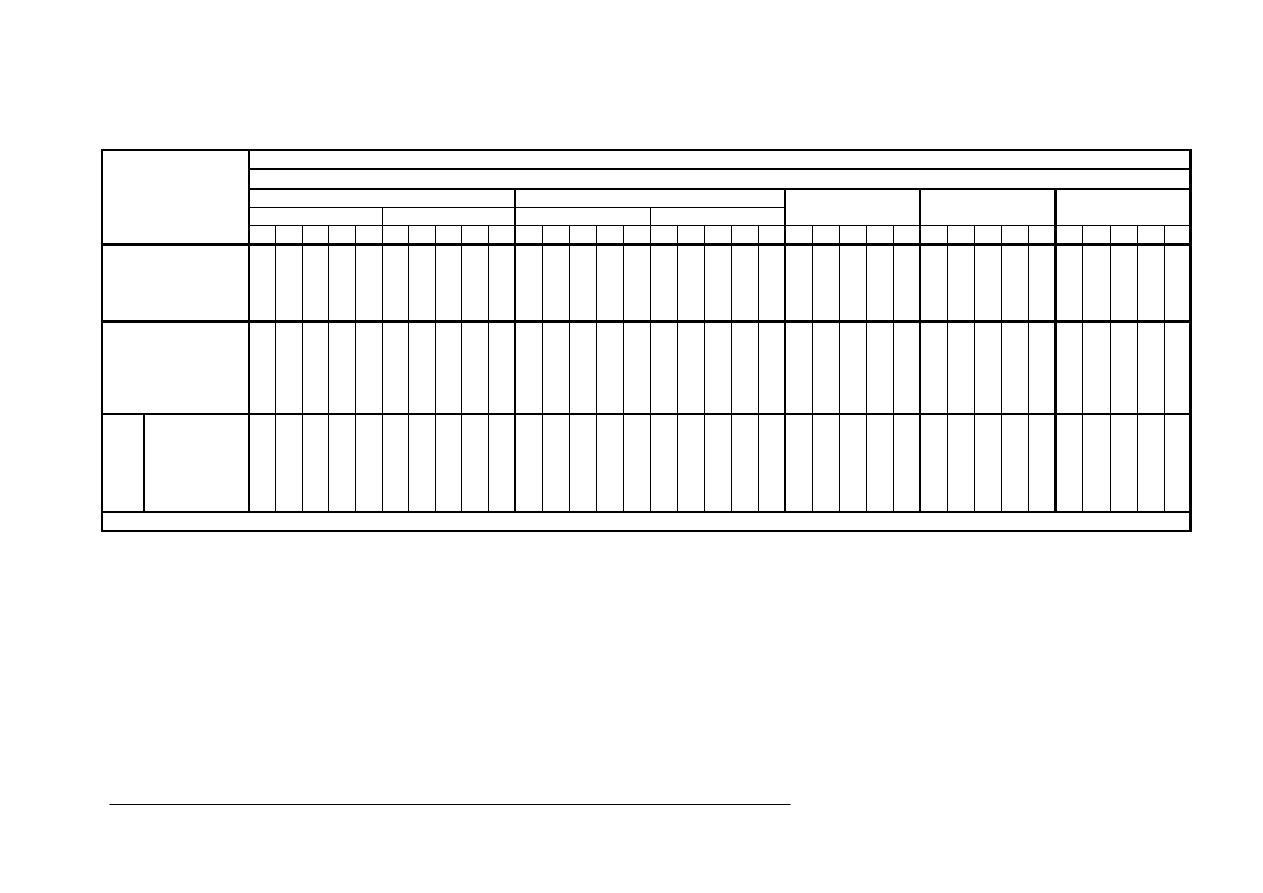
Tabela 6. Zakres zastosowania różnych technologii odlewniczych [6, s. 174]
Formy jednorazowego użycia
Formy piaskowe
Formowanie ręczne
Formowanie maszynowe
wilgotne
utwardzone
wilgotne
utwardzone
Formowanie
w rdzeniach
Formowanie
w CMS
Formowanie
skorupowe
Z C
S
L N Z C
S
L N Z
C
S
L N Z
C
S
L N Z
C
S
L N Z
C
S
L N Z
C
S
L N
jednostkowa
x
x
x
x
x
x
x
x
x
x
x
x
x
x
seryjna
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
wielkoseryjna
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
S
e
ry
jno
ść
produk
cji
masowa
x
x
x
x
x
x
x
x
x
x
x
x
x
x
1,0
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
1 ÷ 10
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
10 ÷ 100
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
100 ÷ 1000
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
G
rup
a
ma
so
wa
1000
x
x
x
x
x
x
x
x
0,5 ÷ 3,0
x
x
x
x
x
x
x
x
x
x
x
x
x
x
3,0 ÷ 20
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
20 ÷ 50
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
50 ÷ 100
x
x
x
x
x
x
x
x
x
x
x
x
G
rubo
ść
ścia
n
k
i
[m
m]
100 ÷ 500
x
x
x
x
x
x
x
x
x
Ż − żeliwo szare, C − żeliwo ciągliwe, S − staliwo, L − stopy nieżelazne lekkie, N − stopy nieżelazne ciężkie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Odlewy w zależności od wielkości serii produkcyjnej, gabarytów i masy wytwarza się
wykorzystując różne metody formowania ręcznego. Do najczęściej stosowanych należy:
1. formowanie w dwóch skrzynkach z modelu niedzielonego,
2. formowanie w dwóch skrzynkach z modelu dzielonego,
3. formowanie z modelu z luźnymi częściami,
4. formowanie z obieraniem,
5. formowanie z płyty modelowej,
6. formowanie w stos,
7. formowanie piętrowe,
8. formowanie w kilku skrzynkach,
9. formowanie w skrzynkach usuwalnych (bezskrzynkowe),
10. formowanie w rdzeniach,
11. formowanie wzornikiem przesuwanym,
12. formowanie wzornikiem obrotowym,
13. formowanie w gruncie otwarte,
14. formowanie w gruncie pod skrzynką.
Formowanie w dwóch skrzynkach z modelu niedzielonego stosuje się przy produkcji
prostych odlewów z jedna powierzchnia płaską. Modele zaformowuje się w jednej części
formy, najczęściej w dolnej skrzynce.
Formowanie w dwóch skrzynkach z modelu dzielonego stosuje się przy produkcji
odlewów o bardziej skomplikowanych kształtach, zwykle z zastosowaniem rdzeni. Model jest
dzielony, przy czym każda z połówek modelu zaformowuje się w innej skrzynce.
Formowanie z modelu z luźnymi częściami (odejmowanymi) stosuje się przy produkcji
jednostkowej, przy występowaniu niewielkich występów na modelu, które nie przylegają do
powierzchni podziałowej formy lub gdy nie jest pożądane stosowanie rdzeni. Przy
wyjmowaniu modelu części luźne wyjmuje się oddzielnie w kierunkach oznaczonych
strzałkami. Istnieje możliwość przesunięć luźnych części modelu i dlatego metoda ta nie
powinna być stosowana przy produkcji seryjnej oraz formowaniu dokładnych odlewów.
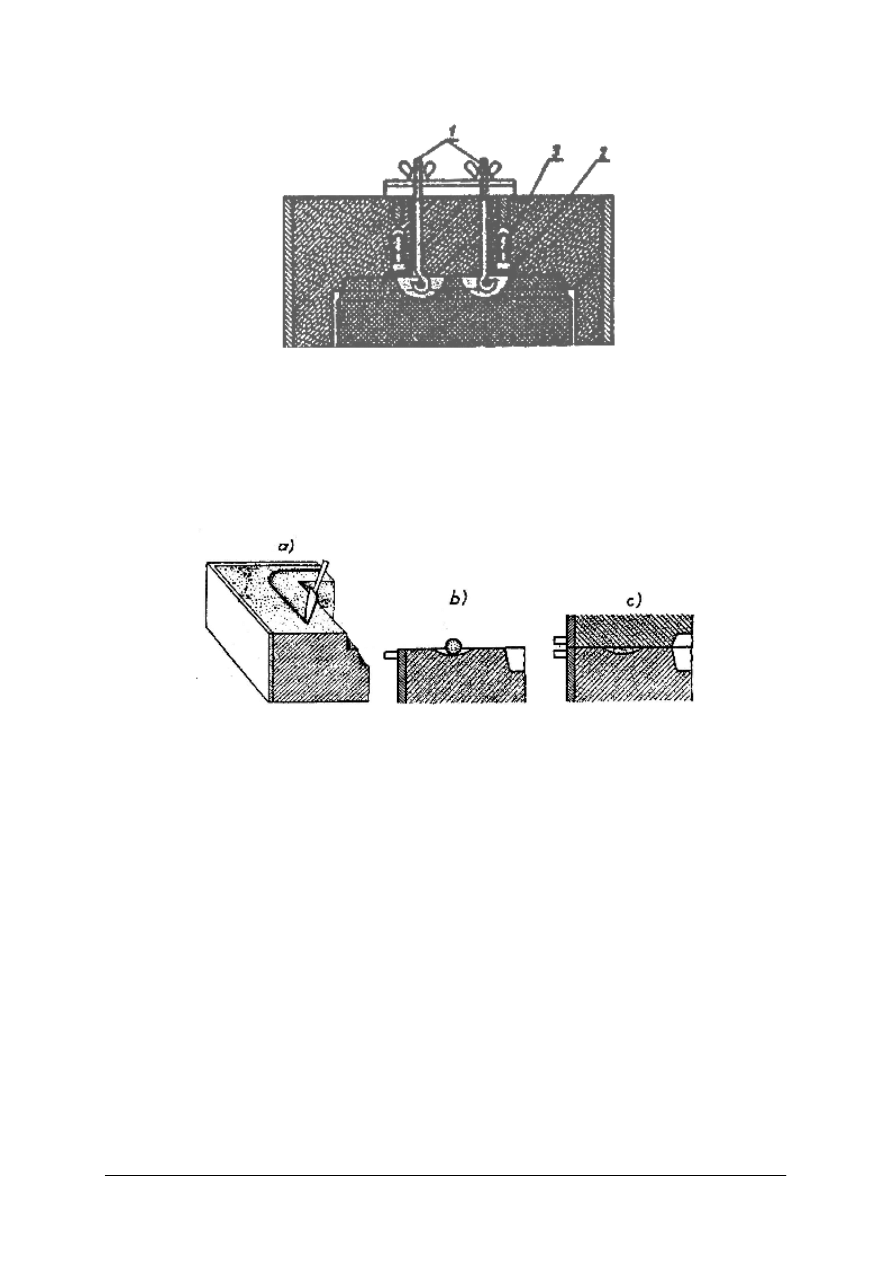
Rys. 24. Formowanie z obieraniem: a) wykonanie dolnej części formy, b) wybranie (odbieranie) masy
umożliwiającej wyjęcie modelu z formy, c) wykonanie górnej części formy, d) wyjęcie modelu i złożenie
formy [3, s. 118]
Formowanie z obieraniem stosuje się w przypadku. modeli niedzielonych których
wyjęcie z formy bez jej uszkodzenia jest niemożliwe. Masę trzymającą model, która
uniemożliwia jego wyjęcie z formy wybiera się gładzikiem oswabadzając go w ten sposób
z formy. Brakującą część modelu, zaformowuje się w drugiej skrzynce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Formowanie z obieraniem jest pracochłonne i może być stosowane w przypadku
wykonywania jednostkowych odlewów. W produkcji małoseryjnej obieraną część formy
można wykonać jako półtrwałą tzw. „fałszywkę" z masy formierskiej lub z gipsu.
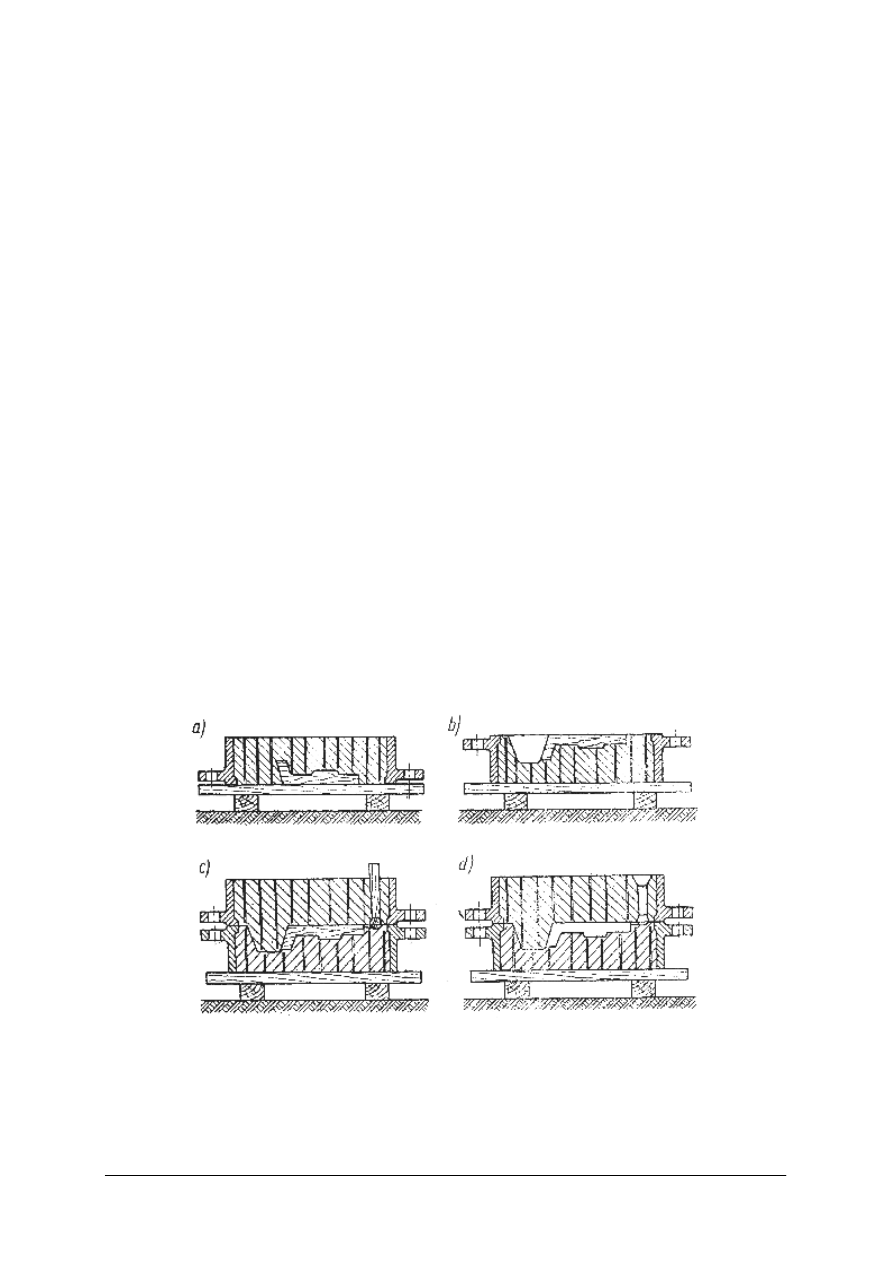
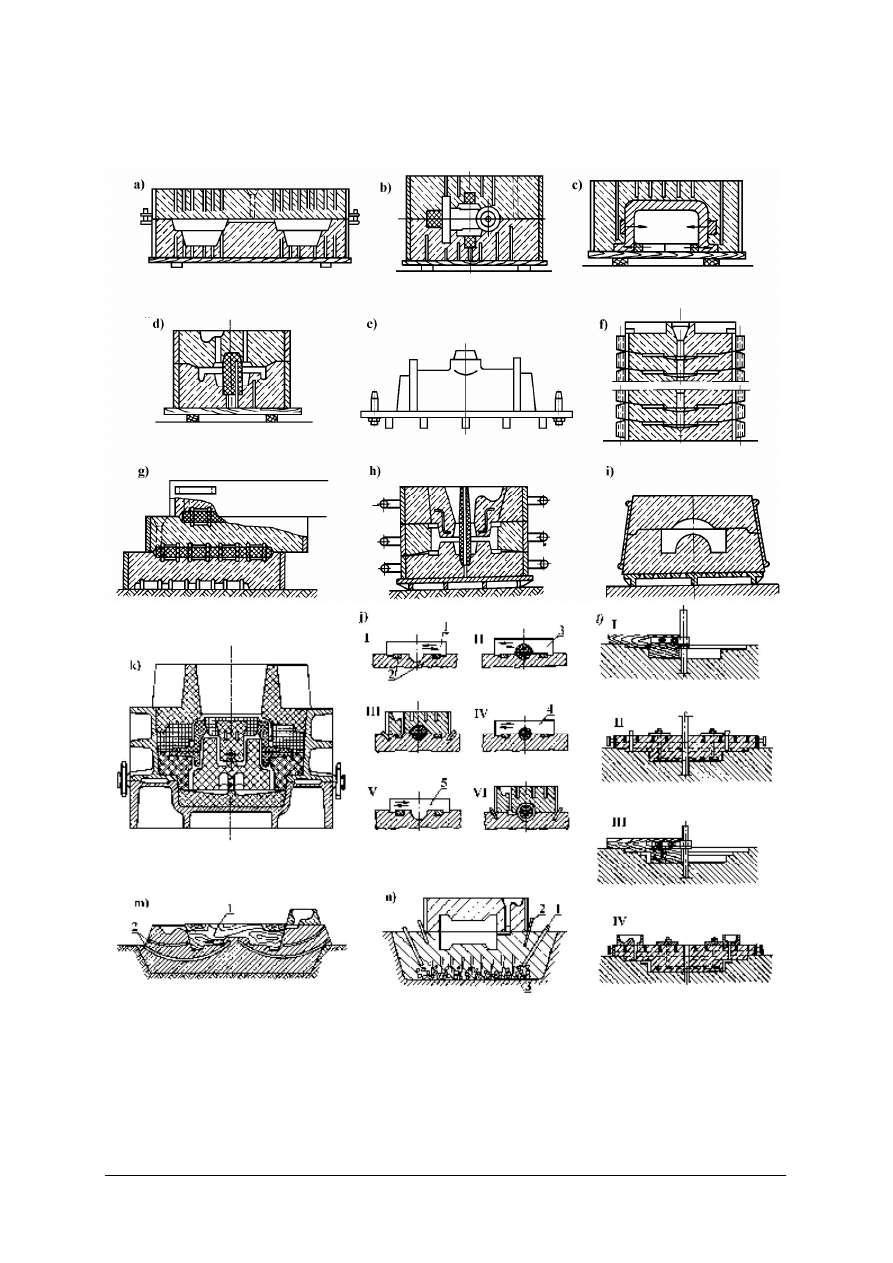
Rys. 25. Sposoby ręcznego formowania
a) formowanie w dwóch skrzynkach z modelu niedzielonego, b) formowanie w dwóch skrzynkach z modelu
dzielonego, c) formowanie z modelu z luźnymi częściami, d) formowanie z obieraniem, e) formowanie
z płyty modelowej, f) formowanie w stos, g) formowanie piętrowe, h) formowanie w kilku skrzynkach,
i) formowanie w skrzynkach usuwalnych (bezskrzynkowe), j) formowanie wzornikiem przesuwanym,
k) formowanie w rdzeniach, l) formowanie wzornikiem obrotowym, m) formowanie w gruncie otwarte,
n) formowanie w gruncie pod skrzynką [7, s. 74, 75]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Formowanie z płyty podmodelowej stosowane jest powszechnie przy produkcji seryjnej.
Zastępuje formowanie przy użyciu formy fałszywej, które jest uciążliwe ze względu na
konieczność obracania dwóch części formy. Połówkę modelu zamocowuje się na płycie
podmodelowej zaopatrzonej w sworznie prowadzące. Nakłada się dolną skrzynkę formierską
i zagęszcza w niej masę. Następnie skrzynkę z płytą obraca się o 180
o
i płytę kształtową
zdejmuje się.
Formowanie w stos stosuje się przy seryjnej produkcji drobnych odlewów uzyskując
dużą oszczędność powierzchni formierskiej, zmniejszenie pracochłonności oraz zmniejszenie
ilości niezbędnych skrzynek formierskich.
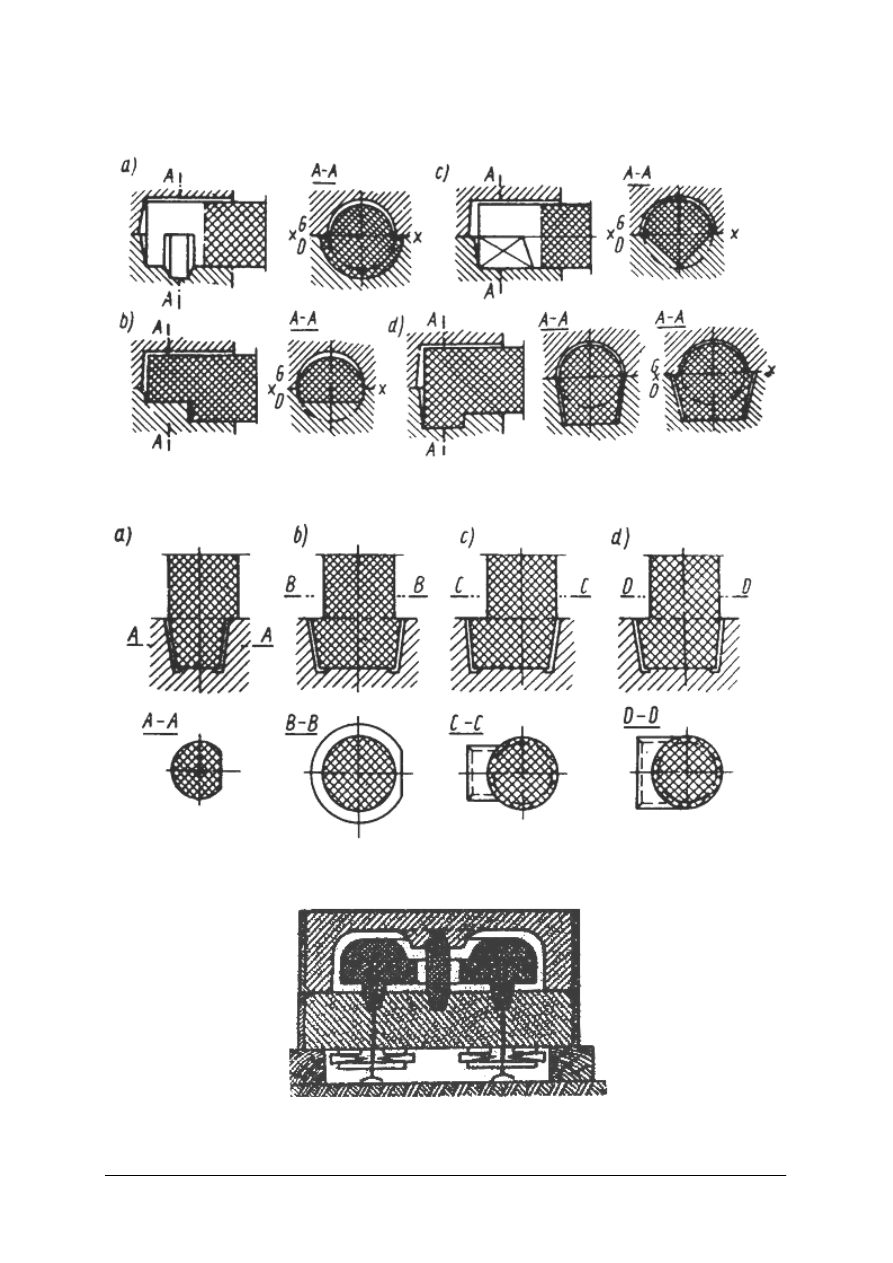
Formowanie piętrowe (schodkowe) odbywa się przy zastosowaniu jednostronnych lub
dwustronnych płyt modelowych. w skrzynkach ustawionych jedna na drugiej z pewnym
przesunięciem, pozwalającym na wykonanie oddzielnych układów wlewowych dla każdej ze
skrzynek. Stosując formowanie tą metodą uzyskuje się dużą oszczędność powierzchni
formierskiej, zmniejszenie pracochłonności i zmniejszenie ilości niezbędnych skrzynek
formierskich.
Formowanie w kilku skrzynkach (np. w trzech skrzynkach) ma zastosowanie
w przypadku modeli o złożonym kształcie do którego wyjęcia po zaformowaniu niezbędna
jest więcej niż jedna powierzchnia podziału formy. Metoda ta jest nieekonomiczne i można ją
stosować tylko w produkcji jednostkowej. Istnieje też niebezpieczeństwo przestawień. Lepiej
jest unikać stosowania tej metody wprowadzając dodatkowe rdzenie i stosując formowanie
w dwóch skrzynkach.
Formowanie w skrzynkach usuwalnych (zwane też formowaniem bezskrzynkowym)
stosuje się przy wielkoseryjnej produkcji małych odlewów i średniej wielkości. Wykonuje się
przy użyciu płyt modelowych jednostronnych lub dwustronnych i specjalnych skrzynek
formierskich rozwieranych lub ściąganych. Po zagęszczeniu formy i złożeniu jej, skrzynkę
formierską zdejmuje się nakładając na formę zabezpieczający żakiet (opaskę).
Formowanie w rdzeniach stosuje się przy produkcji skomplikowanych odlewów
o dużej dokładności wymiarowej. Wszystkie powierzchnie odlewu odtworzone są przez
rdzenie. Rdzenie składa się w skrzynkach metalowych lub formach piaskowych stosując
przymiary i sprawdziany.
Formowanie przy użyciu wzorników. Wzornikami nazywa się przyrządy wykonane
z desek i wyprofilowane odpowiednio do kształtu odlewu. Część pracująca wzornika jest
zabezpieczona blachą stalową przed szybkim zużyciem. Wzorniki dzieli się na obracane
dookoła osi pionowej, obracane dookoła osi poziomej, przesuwne i odcinkowe (segmentowe).
Formowanie wzornikiem przesuwanym (rys. 26) stosuje się przy produkcji jednostkowej
dużych odlewów mających jednakowy przekrój na całej długości (np. rury, kolana, płyty
fundamentowe). Stosuje się do wykonania odlewów, dla których nie opłaca się wykonywać
modeli ze względu na wysokie koszty. Jednym wzornikiem wykonuje się wewnętrzną część
odlewu, a drugim część zewnętrzną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
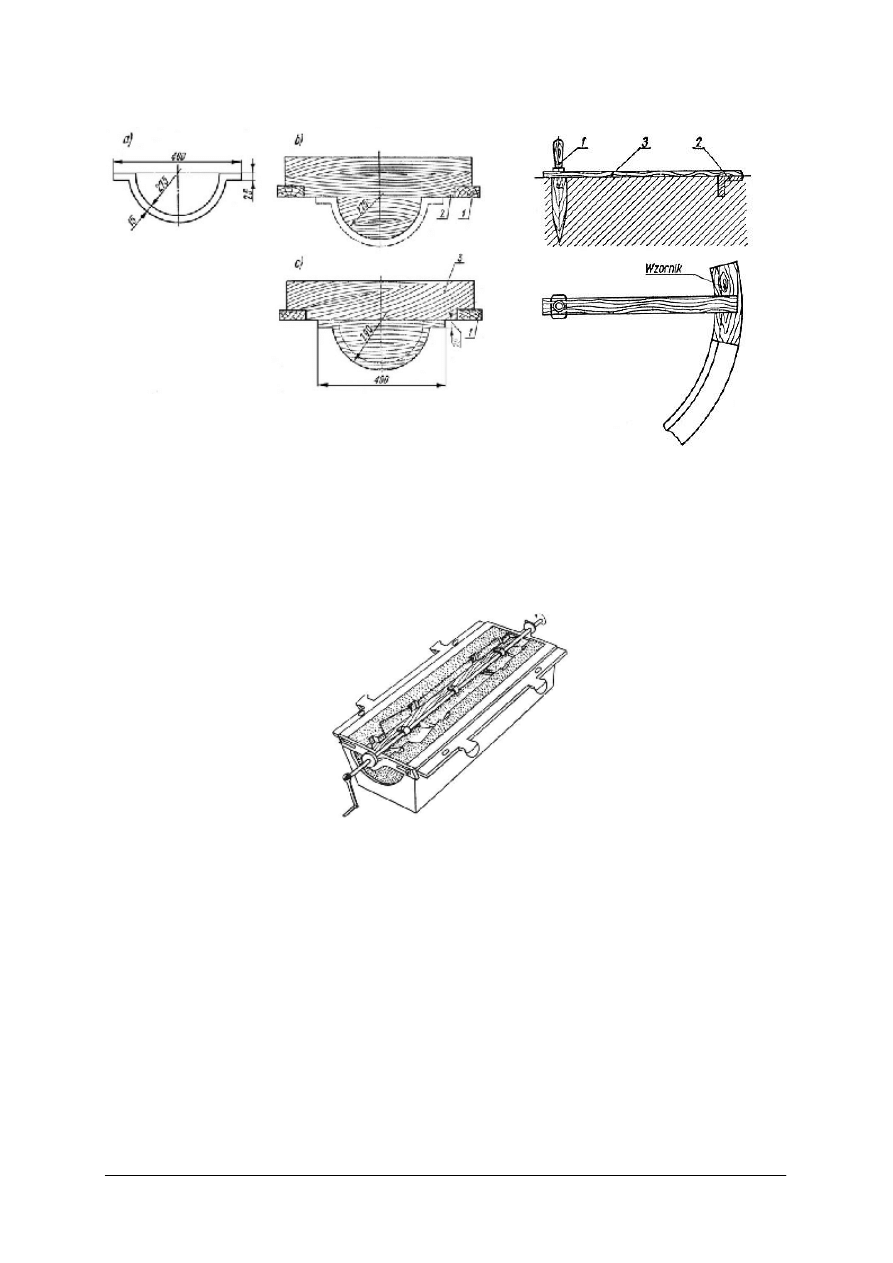
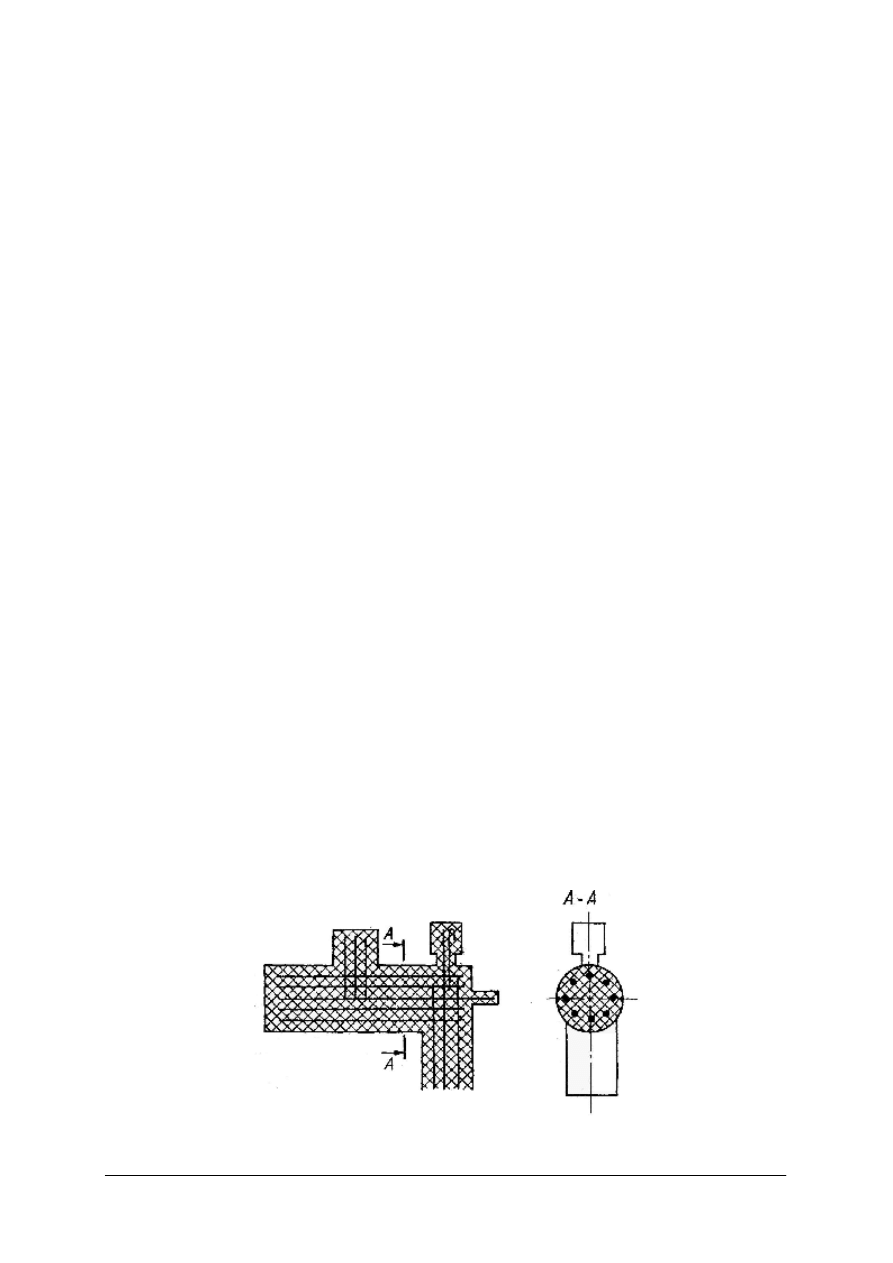
Rys. 26. Wzornik przesuwny: a) rysunek odlewu,
b) i c) wzorniki z prowadnicami [3, s. 139]
Rys. 27. Wykonanie formy pierścienia
wzornikiem odcinkowym
1 – czop, 2 – wzornik, 3 – ramię [3, s. 139]
Formowanie wzornikiem odcinkowym (segmentowym) (rys. 27) są przeznaczone do
wykonywania odlewów o dużej średnicy i małej wysokości (np. odlewy w kształcie
pierścieni).
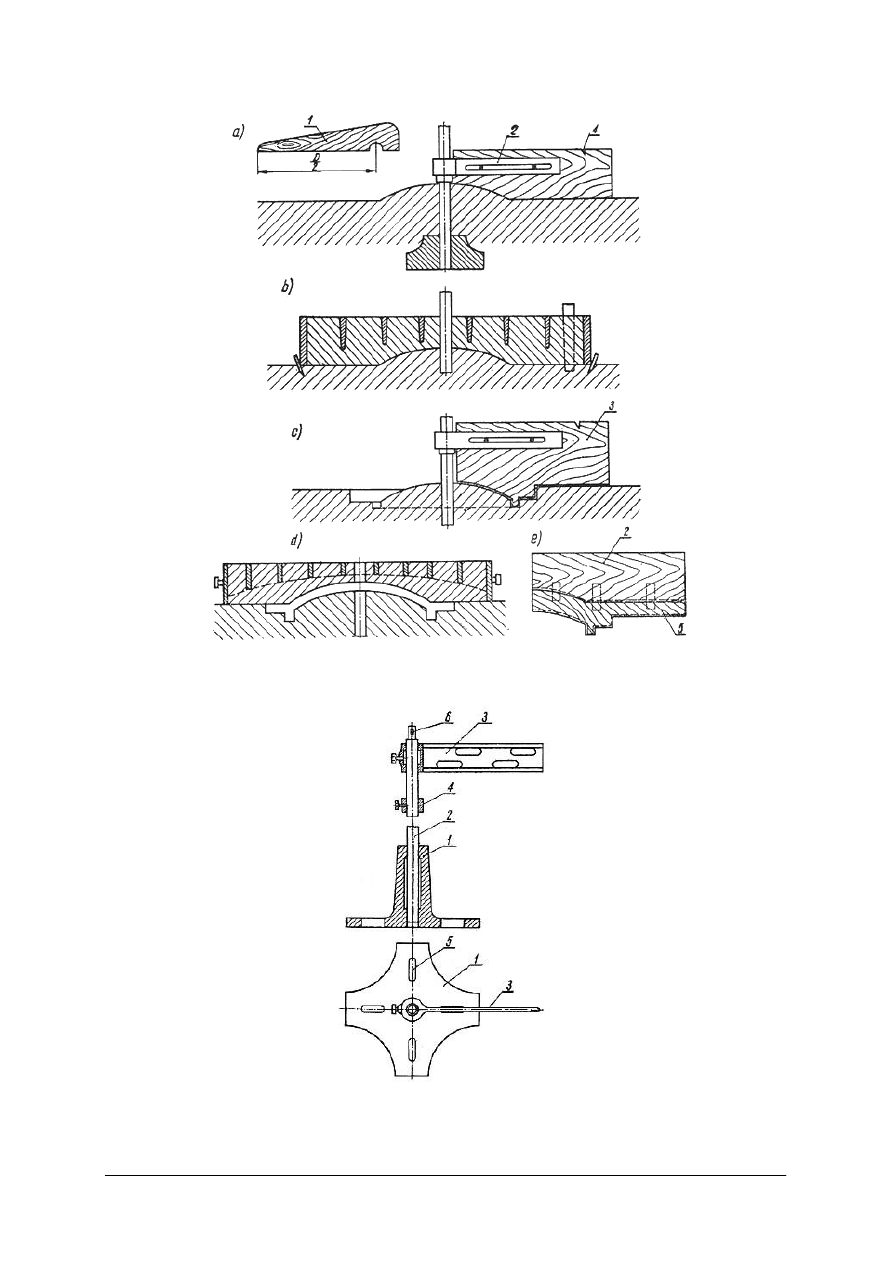
Rys. 28. Wykonanie formy wzornikiem obracanym dookoła osi poziomej [3, s. 138]
Formowanie wzornikiem obrotowym stosuje się przy produkcji jednostkowej
i małoseryjnej odlewów średniej wielkości i dużych, jeżeli maja one kształt brył obrotowych.
Do wykonania formy stosuje się wzorniki obracające się na wrzecionie ustawionym
w poziomie lub w pionie. Jeden ze wzorników służy do wykonania w masie modelu, na
którym zaformowuje się górną część formy, a drugi do zgarnięcia z tego modelu warstwy
masy o grubości ścianki odlewu, dzięki czemu otrzymuje się dolną cześć formy. Wzornikami
obracanymi dookoła osi pionowej wykonywane są odlewy walców papierniczych, kotłów, kół
pasowych, pokryw. Natomiast wzornikami obracanymi dookoła osi poziomej wykonuje się
odlewy cylindryczne o znacznej długości jak wały, rury, cylindry pras.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 29. Wzornik obracany dookoła osi pionowej
1 – przymiar, 2 – wzornik do wykonania górnego kształtu odlewu, 3 - wzornik do wykonania
dolnej części formy, 4 – wycięcie wzorników, 5 – część zastępująca wzornik [3, s. 133]
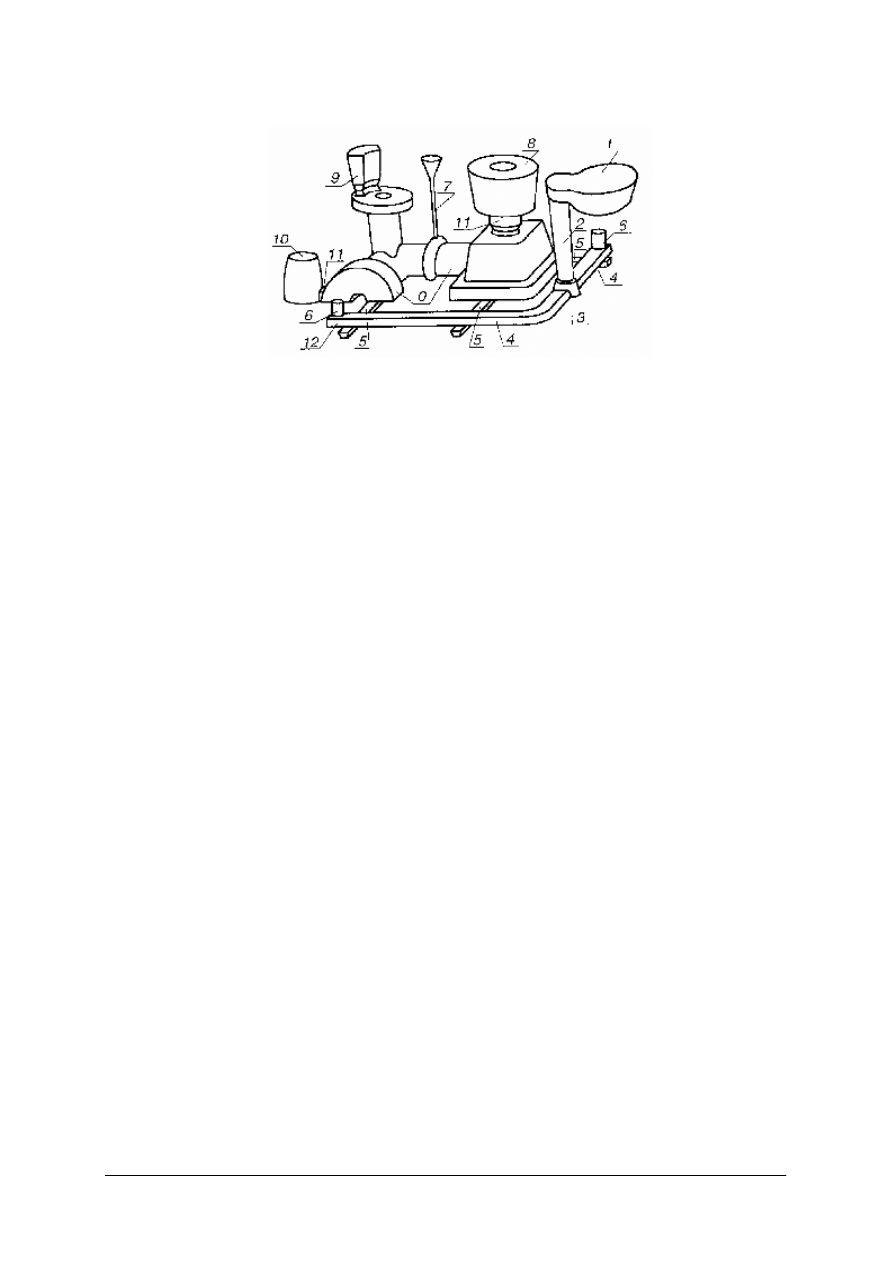
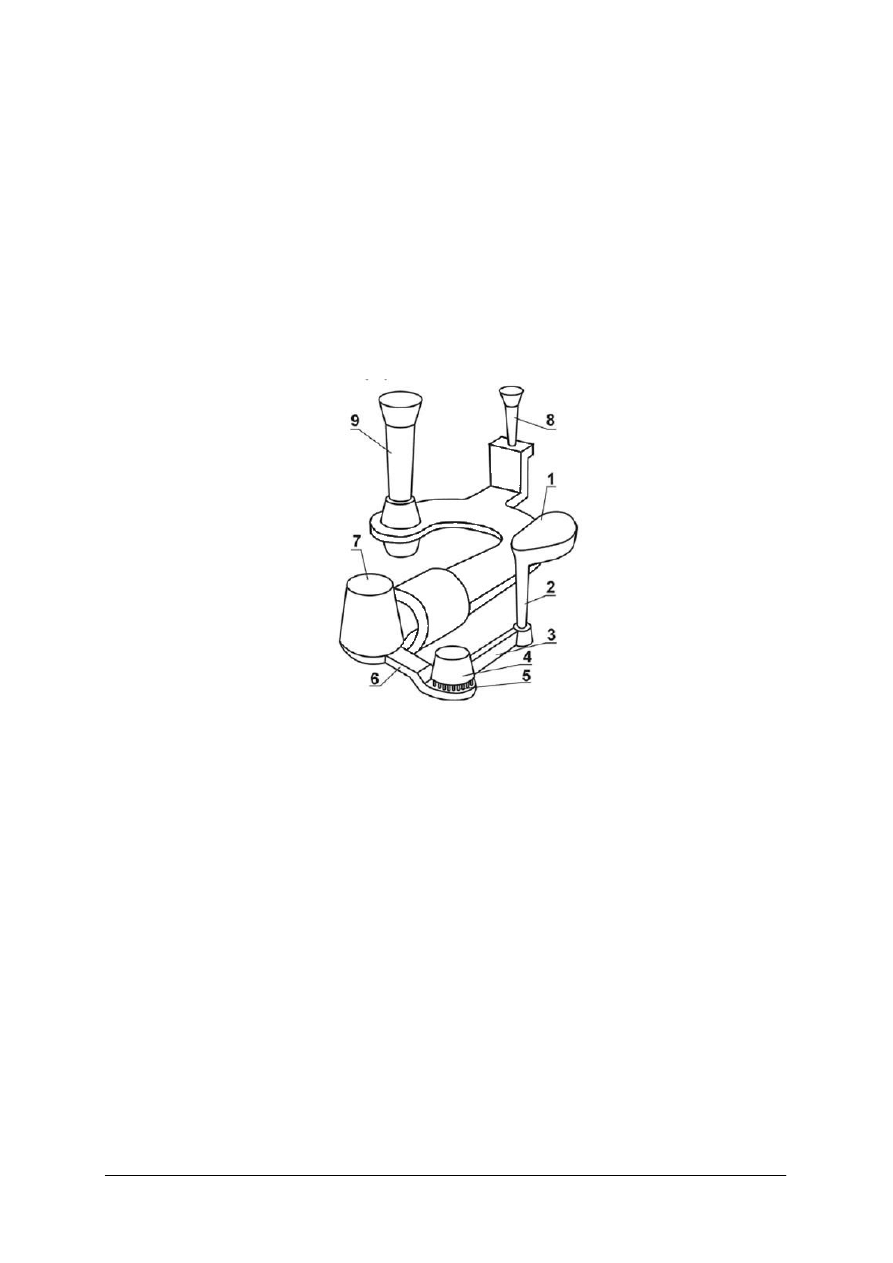
Rys. 30. Urządzenie do formowania wzornikowego
1 – podstawa, 2 – wrzeciono, 3 – ramię, 4 – pierścień obrotowy, 5 – otwory do przymocowania podstawy,
6 – otwór do przenoszenia urządzenia [3, s. 132]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
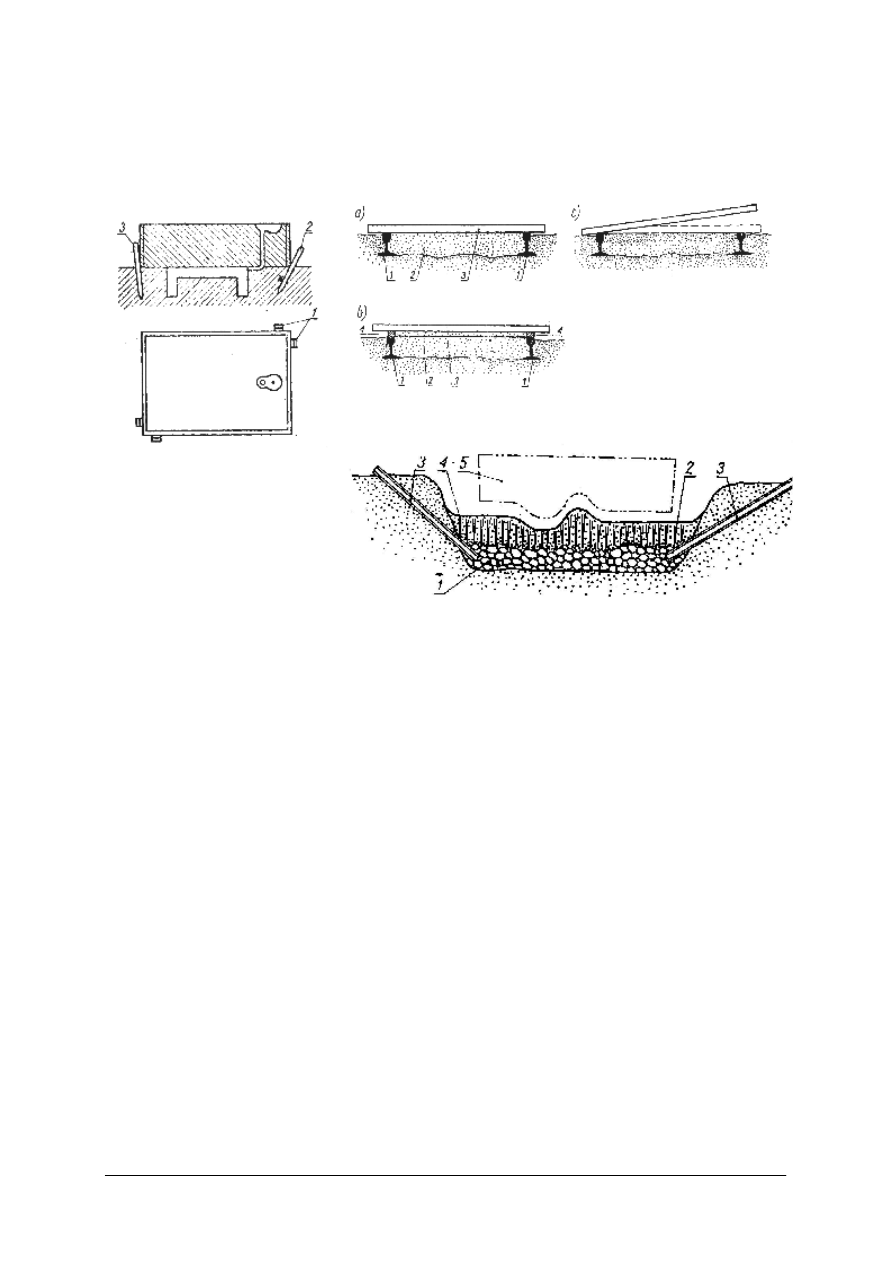
Formowanie w gruncie otwarte stosuje się przy wykonaniu odlewów mało
odpowiedzialnych, prostych, niskiej jakości i przeważnie nieobrabianych mechanicznie jak
płyty, żebra rdzeniowe, ruszty itp. Model wbija się w podłoże. Formę (podłoże) wokół
modelu odpowietrza się nakłuciami.
Rys. 31. Formowanie w gruncie pod
skrzynką
1 – pręty stalowe, 2 – pręt wbity źle,
3 – pręt wbity dobrze [3, s. 129]
Rys. 32. Przygotowanie podłoża miękkiego: 1 – szyny, 2 – podłoże,
3 – listwa, 4 – listwy grubości 10 ÷ 15 mm [[3, s. 127]
Rys. 33. Twarde podłoże
1 – warstwa koksu, 2 – masa formierska, 3 – rury, 4 – kanały
odpowietrzające, 5 – zarys modelu [3, s. 127]
Formowanie w gruncie pod skrzynką (rys. 31) stosuje się przy produkcji jednostkowej
i małoseryjnej dużych odlewów formowanych z modelu. Wykonywanie odlewów drobnych
i średniej wielkości jest tą metodą nieekonomiczne. Operacją wstępną jest wykonanie
zależnie od wielkości modelu podłoża miękkiego lub twardego. Dla odlewów o dużej masie
wykonuje się podłoże twarde (rys. 33) z ułożoną na dnie warstwy koksu lub żużla 3, z której
odprowadza się gazy do atmosfery rurami 1. Górną część modelu formuje się w skrzynce.
Położenie skrzyni ustalają kątowniki 2.
Bardzo wielkie odlewy wykonuje się w formach murowanych w dole odlewniczym.
Duże odlewy wytwarzane jednostkowo (np. kadłuby wielkich pomp, turbin) wykonuje się
często z modeli szkieletowych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz metody formowania ręcznego?
2. Jakie znasz metody formowania z uwagi na budowę formy?
3. W jakich przypadkach stosowane jest formowanie w gruncie?
4. Jakie znasz metody formowania z wykorzystaniem mas formierskich z lepiszczem
gliniastym i spoiwami sztucznymi?
5. W jakich metodach formowania stosowane są masy formierskie z lepiszczem gliniastym?
6. Jakie znasz odmiany formowania z wykorzystaniem mas formierskich ze szkłem
wodnym?
7. Przy jak dużej produkcji stosowane jest formowanie ręczne?
8. Jakie stopy odlewa się wykorzystując formowanie ręczne?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.2.3. Ćwiczenia
Ćwiczenie 1
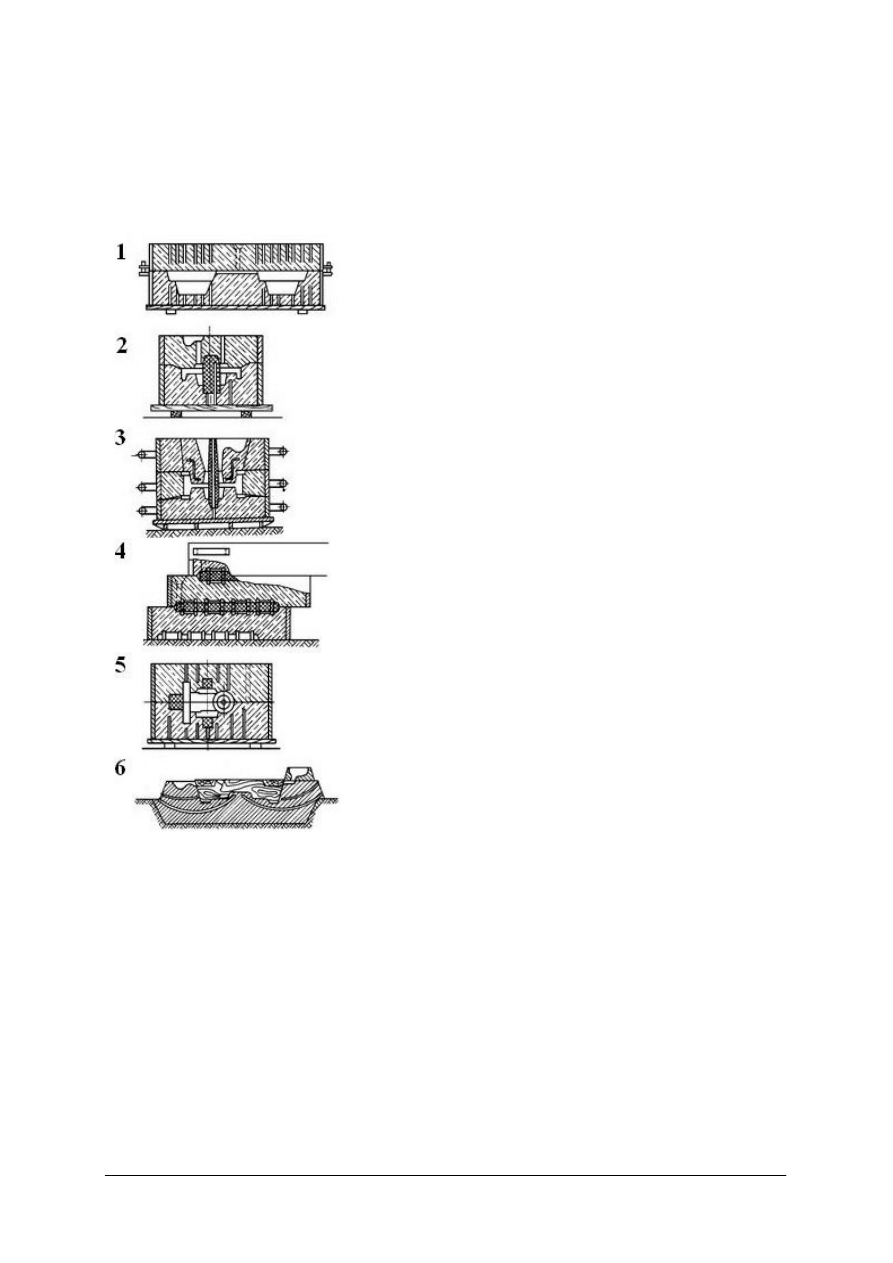
Rozpoznaj i przyporządkuj rysunkom właściwe nazwy metody formowania, którą
obrazują. Scharakteryzuj krótko metody formowania zobrazowane na rysunkach.
A − formowanie wzornikiem
obrotowym
1………….
B − formowanie z obieraniem
2………….
C − formowanie w dwóch
skrzynkach
z
modelu
niedzielonego
3………….
D − formowanie w dwóch
skrzynkach
z
modelu
dzielonego
4………….
E
− formowanie w trzech
skrzynkach
5………….
F − formowanie w gruncie otwarte 6………….
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się z rysunkiem,
3) zastanowić się jakie metody formowania przedstawione są na rysunkach,
4) dopisać po prawej stronie cyfry, symbol metody formowania którą obrazuje rysunek
(np. 1F),
5) scharakteryzować i podać przykłady zastosowania metod formowania przedstawionych
na rysunkach,
6) zaprezentować efekty pracy na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
−
literatura techniczna,
−
arkusze papieru formatu A4 i A3.
Ćwiczenie 2
Dobierz metodę formowania ręcznego do wykonania odlewu pokrywy z żeliw ciągliwego
o masie 126 kg i grubości ścianki 34 mm o małym stopniu skomplikowania
w kształcie niskiej donicy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) zapoznać się z dokumentacją techniczną i technologiczną,
3) potrafić rozpoznać metody formowania ręcznego,
4) określić zakres stosowania metod formowania w zależności od rodzaju odlewanego
stopu, wielkości i stopnia skomplikowania odlewu oraz wielkości serii produkcyjnej.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna i technologiczna,
−
literatura techniczna,
−
arkusze papieru formatu A4 i A3.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać metody formowania ręcznego?
□
□
2) scharakteryzować poszczególne metody formowania ręcznego?
□
□
3) określić zakres zastosowania różnych technologii odlewniczych?
□
□
4) dobrać metody produkcji form w zależności od rodzaju tworzywa,
wielkości i stopnia skomplikowania odlewu oraz wielkości serii
i produkcyjnej?
□
□

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.3. Przebieg procesu formowania ręcznego
4.3.1 Materiał nauczania
Aby otrzymać dobry odlew, forma musi wykazywać dobrą wytrzymałość, dobrą
przepuszczalność oraz powinna zapewniać równomierne stygnięcie odlewu w różnych jego
przekrojach.
We wszystkich metodach formowania większość czynności jest niemalże jednakowa. Do
podstawowych czynność wykonywanych podczas formowania zalicza się:
1. przygotowanie stanowiska pracy,
2. ustalanie powierzchni podziału formy,
3. dobieranie skrzynek formierskich.
4. przygotowanie skrzynki formierskiej i oprzyrządowania odlewniczego,
5. ustalanie położenia odlewu przy formowaniu i zalewaniu,
6. ustalanie układu modeli w formie,
7. zasypanie skrzynki masą formierską,
8. zagęszczenie masy formierskiej,
9. odpowietrzenie formy,
10. obijanie i wyjmowanie modelu z formy,
11. naprawa i wygładzanie formy,
12. składanie formy,
13. zalewanie formy,
14. wybijanie i oczyszczanie odlewu.
Organizacja stanowiska pracy powinna zapewniać bezpieczeństwo i higienę pracy,
wysoką wydajność i jakość wyrobów przy możliwie najmniejszym wysiłku fizycznym
pracownika. Narzędzia i przyrządy niezbędne do przeprowadzenia procesu formowania
powinny być w zasięgu rąk formierza.
W zależności od wielkości i kształtu odlewu należy dobrać właściwą metodę formowania
oraz ustalić powierzchnię podziału formy.
Niemniej istotne znaczenie ma właściwy dobór wymiarów skrzynki formierskiej
i ustalenie rozmieszczenia modeli w skrzynce. Skrzynka o zbyt małym wymiarze może być
przyczyną wyciekania metalu z formy podczas odlewania. Za duża skrzynka zwiększa
zużycie masy formierskiej oraz zwiększa czas wykonania formy. Zastosowanie za niskiej
skrzynki może być przyczyną wypchnięcia formy przez ciekły metal.
Przed napełnieniem skrzynki masą należy pokryć model pudrem formierskim i nasiania
na niego masy przymodelowej. Masę przymodelową obciska się rękami na modelu, tak by
masa nie obsuwała się z modelu, dobrze odtwarzała jego kształty i pokrywała go warstwą
grubości 15÷50 mm w zależności od jego wielkości i kształtu. Pozostałą objętość skrzynki
zasypuje się masą wypełniającą i zagęszcza równomiernie najlepiej klinową częścią ubijaka,
warstwami o grubości 75÷100 mm. W pobliżu modelu zagęszcza się masę słabiej a mocniej
przy ściankach skrzynki. Zagęszczanie masy wokół modelu powinno być największe
i równomierne, przy czym należy pamiętać, że ciśnienie hydrostatyczne wywierane na ściany
formy wzrasta ze zwiększeniem wysokości słupa metalu, wiec stosownie do tego najniższe
części formy powinny być odpowiednio silniej zagęszczone. W kierunku zewnętrznych części
formy zagęszczenie masy powinno się zmniejszać dzięki czemu osiąga się większą
przepuszczalność oraz ponownie silnie wzrosnąć przy ściankach skrzynki formierskiej. Po
zagęszczeniu tej części masy dosypujemy masy, tak by sięgała około 300 mm ponad górną
krawędź skrzynki i zagęszczamy płaską częścią ubijaka. Właściwie zagęszczona masa
posiada odpowiednią wytrzymałość i przepuszczalność, co zapewnia wytwarzanie odlewów
bez wad odlewniczych. Stopień zagęszczenia masy badany jest przy użyciu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
twardościomierzy. Orientacyjnie zagęszczenie masy przy ręcznym formowaniu, mierzone
twardościomierzem, powinno mieścić się w granicach podanych niżej.
Tabela 7. Orientacyjne zagęszczenie masy przy ręcznym formowaniu [7, s. 80]
Twardość formy wg twardościomierza
Wysokość formy w mm
odlewanie na wilgotno
odlewanie na sucho
góra
dół
góra
dół
Niskie do 300
35
50
40
60
Średnie do 750
50
60
50
70
Wysokie do 2000
60
75
65
85
Po zagęszczeniu górnej warstwy masy zgarnąć należy jej nadmiar zgarniakiem
i wykonać nakłuwakiem kanały odpowietrzające.
Tabela 8. Normatyw odpowietrzania form [5, s. 274]
Sposób
odpowietrzania
Nazwa wskaźnika
Jedn.
miary
Normatyw odpowietrzania
powierzchnia
skrzynki
[m
2
]
do 0,25
0,25÷0,5
1÷2
2
średnica
nakłuwaka
[mm]
3
5
7
10
Odpowietrzenie nakłuwakiem
przy formowaniu ręcznym w
skrzynkach
liczba nakłuć
na 1 dm
2
-
15
10
7
5
Tak przygotowaną dolną część formy należy obrócić wraz z płytą podmodelową
i ustawić na podsypce z masy dobrze spulchnionej (lub specjalnej płycie z otworami)
i docieramy na niej formę przez kilkakrotne przesuwanie skrzynki. Kolejną czynnością jest
naprawa i wygładzenie powierzchni podziału formy gładzikiem i posypanie jej cienką
warstwa piasku podziałowego, który ułatwi rozdzieleni dwóch części formy.
Na tak przygotowaną dolną część formy zakładamy górną część modelu, nakurzamy jego
powierzchnie pudrem i wykorzystując sworznie ustalające nakładamy górną skrzynkę
formierską. Następnie zakładamy model układu wlewowego niezbyt blisko ścianek i żeber
skrzynki. Po zagęszczeniu masy formierskiej należy wyciąć przy użyciu gładzika wokół
wlewu głównego zbiornik wlewowy, dookoła nadlewów niewielkie lejki (w produkcji
seryjnej zamiast wycinania zbiornik i lejki wykonuje się przy użyciu modeli). Teraz po
lekkim ostukaniu modele układu wlewowego należy wyjąć, a górną skrzynkę formierską
zdjąć, ustawić na równej powierzchni płaszczyzną podziału ku górze i usunąć z niej piasek
podziałowy.
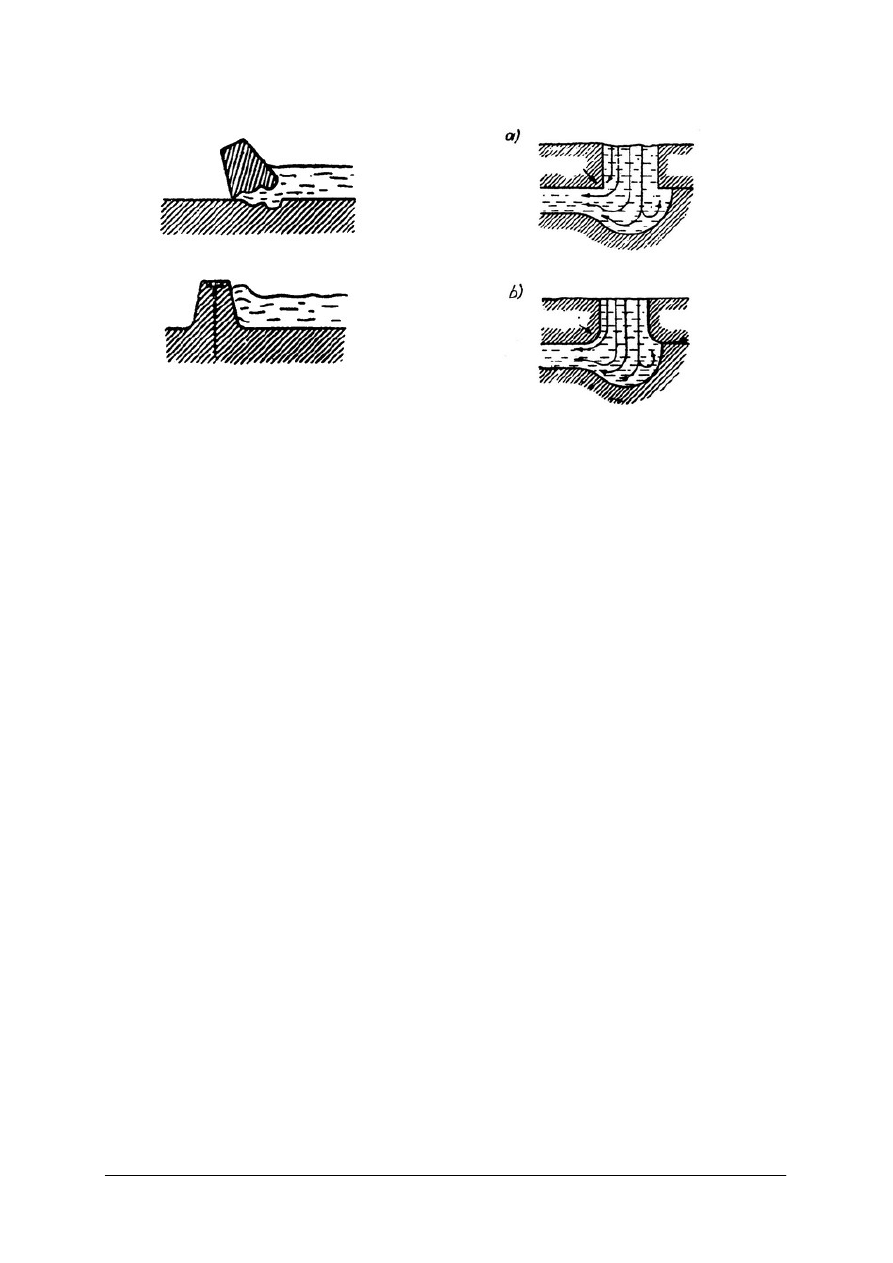
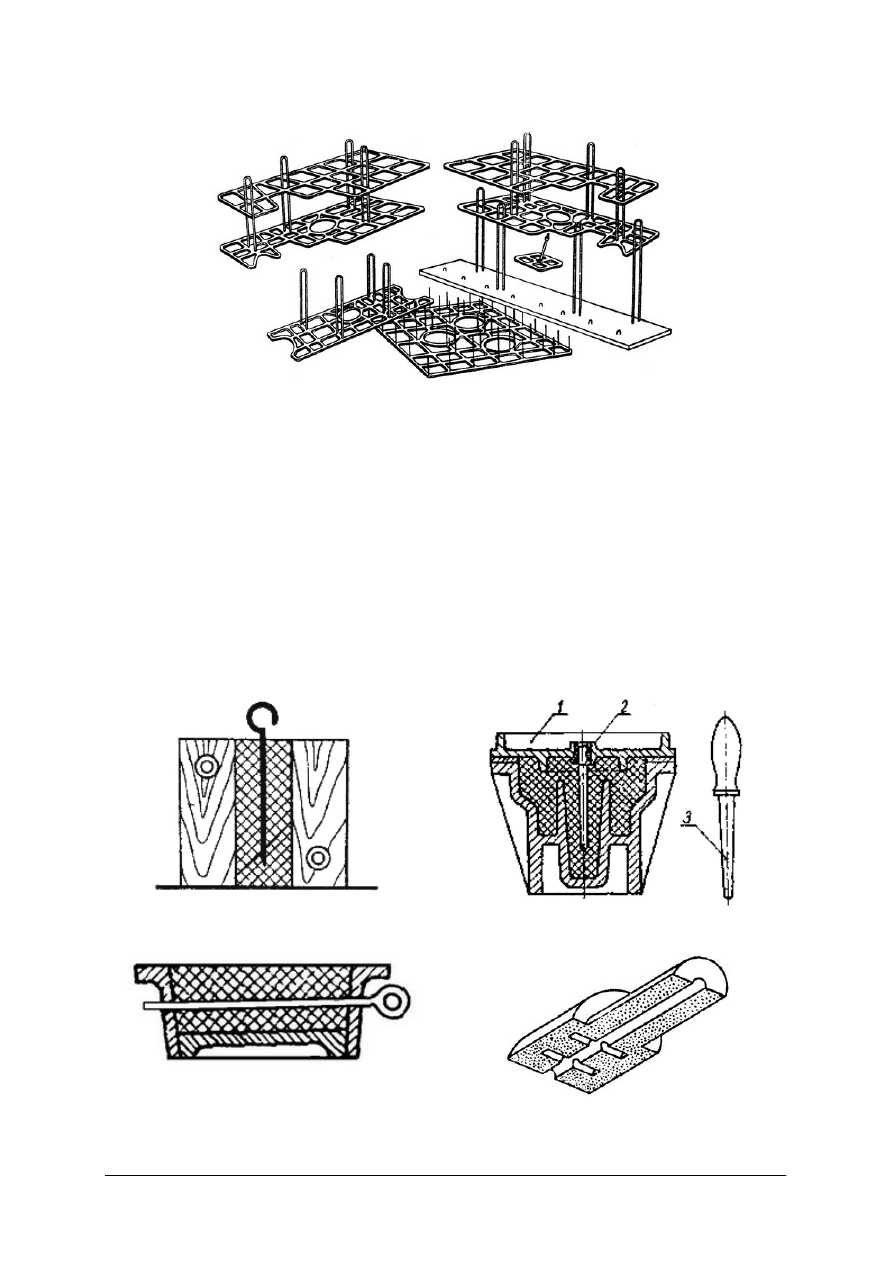
Rys. 34. Szpilkowanie powierzchni formy: a) wzmocnienie elementów układu wlewowego, b) szpilki jako
ochładzalniki wewnętrzne [5, s. 277]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 35. Wzmocnienie szpilkami wystających
części formy [5, s. 277]
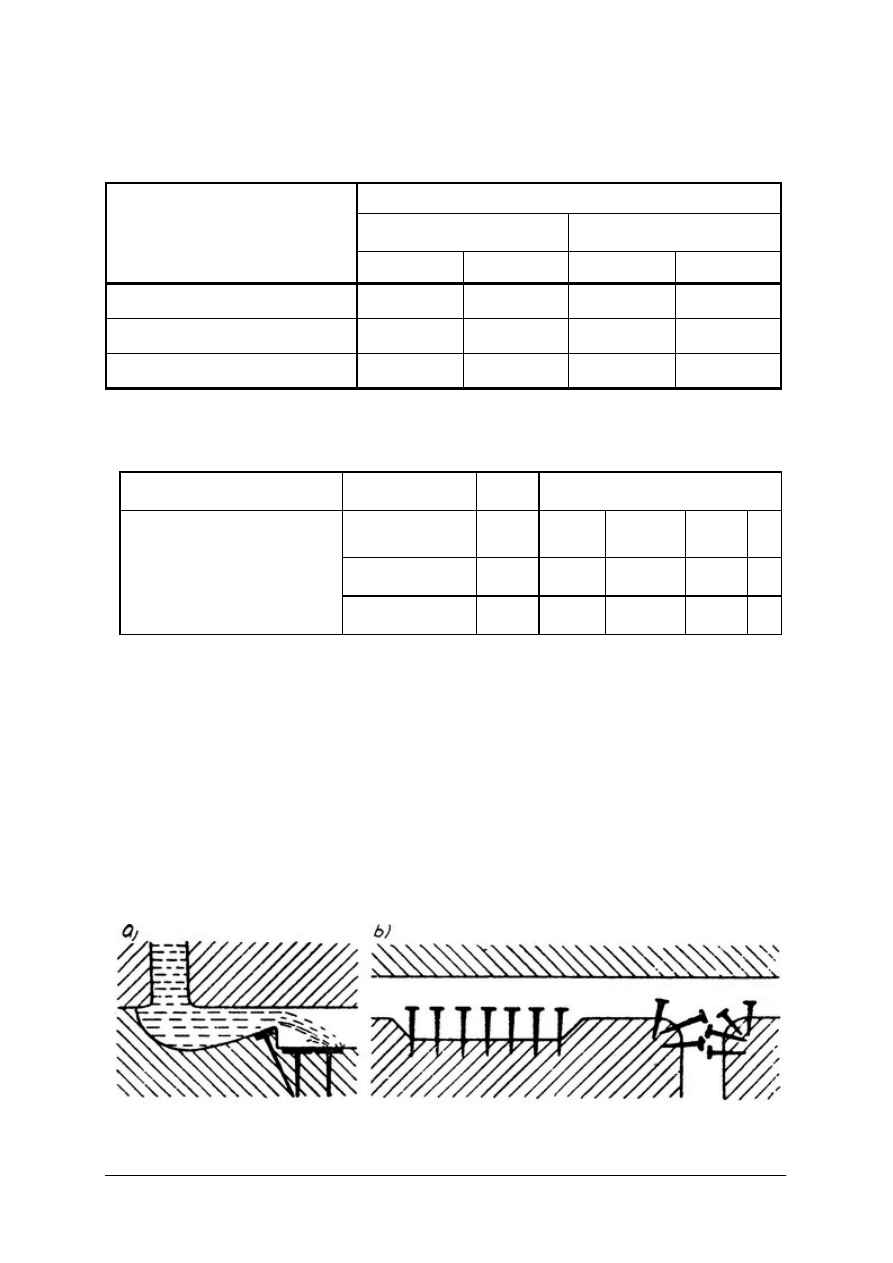
Rys. 36. Nieprawidłowe: a) i prawidłowe, b) wykończenie
krawędzi układu wlewowego [5, s. 277]
Przed wyjęciem modeli z formy należy lekko zwilżyć ją wodą i wzmocnić szpilkami
formierskimi (gwoździe wykonane z miękkiego drutu o jednym końcu tępo zakończonym
a drugim zakończonym łebkiem) wystające jej części. Szpilkowanie stosuje się także dla
powierzchni, w które bezpośrednio uderza struga ciekłego stopu lub powierzchni wnęki
w węzłach cieplnych dla przyspieszenia chłodzenia stopu. Wkręcenie haczyka w model
i rozluźnienie modelu w formie poprzez kilkakrotne uderzenie z różnych stron w haczyk
ułatwi jego wyjęcie z formy.
Po wyjęciu modelu i dokonaniu naprawy wilgotne jeszcze formy należy pokryć pyłem
grafitowym lub pyłem węgla drzewnego. Formy odlewane na sucho pokrywa się pudrem
formierskim lub czernidłem wykorzystując rozpylacz lub pędzel.
Do tak przygotowanej formy odlewniczej wkładamy i mocujemy rdzenie zabezpieczając
je przed przesunięciem poprzez dokładne dopasowanie rdzennika do gniazda. Osadzenie
rdzeni może być wykonane tylko w rdzennikach bez dodatkowego mocowania lub rdzenie
mogą być przypinane, wiązane lub ustawiane na specjalnych podpórkach rdzeniowych. Do
mocowania rdzeni stosuje się także zamki rdzeniowe zabezpieczające rdzenie przed zmianą
ich położenia podczas zalewania formy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 37. Konstrukcja zamków do rdzeni poziomych: a) zamek pierścieniowy, b) zamek ze ścięciem, c) zamek
z dwoma ścięciami, d) zamek trapezowy [5, s. 284]
Rys. 38. Konstrukcja zamków do rdzeni pionowych: a) zamek ścięty, b) zamek rozszerzony ścięty,
c, d) zamek z wpustem [5, s. 284]
Rys. 39 Wiązanie rdzenia [5, s. 285]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 40. Mocowanie rdzenia śrubami 1 – śruby hakowe, 2 – podkładki, 3 – śruby oporowe [5, s. 285]
Odpowietrzenie rdzeni zapewnia się wykonując w formie kanały z ujściem na zewnątrz
połączone z kanałami rdzenia.
Kolejną czynnością jest uszczelnienie powierzchni formy przez podcięcie masy
formierskiej na powierzchni podziału dolnej części formy wokół jej wnęki. W przypadku
większych form powierzchnię podziału uszczelnia się wałeczkiem z gliny.
Rys. 41. Uszczelnianie powierzchni formy: a) podcięciem, b) wałeczkiem z gliny [5, s. 283]
Formy składa się nakładając skrzynkę górną na dolną pamiętając o jej prostopadłym
prowadzeniu (wykorzystuje się sworznie prowadzące). Przed zalaniem należy formy obciążyć
i zabezpieczyć kanały odpowietrzające przed zalaniem ciekłym metalem, poprzez nałożenie
gliny wokół pręta włożonego w odpowietrznik (pręt wyjmowany jest po oblepieniu gliną).
Gotową formę transportuje się na stanowisko zalewania, gdzie należy ją obciążyć
specjalnymi obciążnikami. Obciążenie formy jest potrzebne ze względu na możliwość
wypłynięcia ciekłego metalu w powierzchni jej podziału. Szczególnie istotne staje się to
w przypadku źle dobranej masy formierskiej, której przepuszczalność jest niewielka oraz przy
źle wykonanym odpowietrzeniu formy. Istnieje wówczas możliwość podniesienia górnej
połowy formy przez gazy powstałe podczas procesu jej zalewania, które nie mogą być
odprowadzone na zewnątrz przez masę formierską. Stosowane obciążenie zależne jest od
wielkości odlewu w formie oraz jego ułożenia i jest liczone podczas projektowania
technologii odlewania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi własnościami powinna charakteryzować się dobra forma odlewnicza?
2. Jakie podstawowe czynności należy wykonać podczas wykonywania operacji
formowania ręcznego?
3. Jak powinno być prawidłowo zorganizowane stanowisko formierza?
4. Od jakich czynników zależy wybór metody formowania?
5. Jakie rodzaje mas formierskich stosuje się podczas formowania ręcznego?
6. Jakie są zasady zagęszczania masy formierskiej w skrzynce?
4.3.3. Ćwiczenia
Ćwiczenie 1-7
Wykonaj formę odlewniczą odlewu zgodnie z załączoną dokumentacją techniczną,
metodą formowania ręcznego:
1. w dwóch skrzynkach − odlew 1,
2. w trzech skrzynkach − odlew 2,
3. z obieraniem − odlew 3,
4. na fałszywce − odlew 4,
5. z modelu z częściami odejmowanymi − odlew 5,
6. z zastosowaniem luźnej części formy − odlew 6,
7. z zastosowaniem modeli uproszczonych − odlew 7.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie zapoznać się z instrukcją do wykonania ćwiczenia,
2) dokładnie zapoznać się z dokumentacją techniczna i technologiczną,
3) przedstawić plan działania do zatwierdzenia nauczycielowi,
4) dobrać narzędzia formierskie,
5) zorganizować stanowisko pracy do wykonania zadania,
6) ustalić powierzchnię podziału formy,
7) dobrać skrzynki formierskie i oprzyrządowanie odlewnicze,
8) ustalić położenie odlewu przy formowaniu i zalewaniu,
9) ustalić układ modeli w formie,
10) wykonać formę,
11) przygotować formę do zalania,
12) uporządkować stanowisko pracy,
13) zaprezentować wykonane zadanie,
14) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcje do wykonania ćwiczenia,
−
dokumentacje techniczne wyrobów,
−
dokumentacje technologiczne wyrobów,
−
skrzynki formierskie,
−
narzędzia formierskie,
−
modele odlewnicze,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
−
masy formierskie,
−
literatura techniczna,
−
arkusze papieru.
Ćwiczenie 8
Wykonaj formę odlewniczą odlewu zgodnie z załączoną dokumentacją techniczną,
metodą formowania w gruncie otwartego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokładnie zapoznać się z instrukcją do wykonania ćwiczenia,
2) dokładnie zapoznać się z dokumentacją techniczna i technologiczną,
3) przedstawić plan działania do zatwierdzenia nauczycielowi,
4) dobrać narzędzia formierskie,
5) zorganizować stanowisko pracy do wykonania zadania,
6) przygotować podłoże do formowania,
7) zaformować model odlewu,
8) odpowietrzyć formę,
9) wyciąć zbiornik wlewowy,
10) wykończyć formę,
11) uporządkować stanowisko pracy,
12) zaprezentować wykonane zadanie,
13) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcje do wykonania ćwiczenia,
−
dokumentacje techniczne wyrobów,
−
dokumentacje technologiczne wyrobów,
−
narzędzia i przyrządy formierskie,
−
modele odlewnicze,
−
skrzynki formierskie,
−
masy formierskie,
−
literatura techniczna,
−
arkusze papieru.
Ćwiczenie 9
Wykonaj formę odlewniczą odlewu zgodnie z załączoną dokumentacją techniczną,
metodą formowania w gruncie pod skrzynką. Określ twardość powierzchni podziałowej
i wnęki formy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z zasadami wykonywania formy czytając fragment poradnika dla ucznia
i korzystając z innej literatury technicznej,
2) dokładnie zapoznać się z instrukcją do wykonania ćwiczenia,
3) dokładnie zapoznać się z dokumentacją techniczna i technologiczną,
4) przedstawić plan działania do zatwierdzenia nauczycielowi,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5) dobrać narzędzia i przyrządy formierskie,
6) zorganizować stanowisko pracy do wykonania zadania,
7) przygotować podłoże do formowania,
8) zaformować model odlewu,
9) przygotować płaszczyznę podziału do ustawienia skrzynki formierskiej,
10) ustawić i zamocować skrzynkę formierską,
11) wstawić modele układu wlewowego, zasypać i zagęścić masę formierską,
12) odpowietrzyć formę,
13) wykończyć formę i przygotować do zalania,
14) uporządkować stanowisko pracy.
Wyposażenie stanowiska pracy:
−
instrukcje do wykonania ćwiczenia,
−
dokumentacje techniczne wyrobów,
−
dokumentacje technologiczne wyrobów,
−
narzędzia i przyrządy formierskie,
−
modele odlewnicze,
−
skrzynki formierskie,
−
twardościomierz,
−
masy formierskie,
−
literatura techniczna,
−
arkusze papieru.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać formę odlewniczą odlewu metodą formowania ręcznego
w dwóch skrzynkach?
□
□
2) wykonać formę odlewniczą odlewu metodą formowania ręcznego
w trzech skrzynkach?
□
□
3) wykonać formę odlewniczą odlewu metodą formowania ręcznego
z obieraniem?
□
□
4) wykonać formę odlewniczą odlewu metodą formowania ręcznego na
fałszywce?
□
□
5) wykonać formę odlewniczą odlewu metodą formowania ręcznego
z modelu z częściami odejmowanymi?
□
□
6) wykonać formę odlewniczą odlewu metodą formowania ręcznego
z zastosowaniem luźnej części formy?
□
□
7) wykonać formę odlewniczą odlewu metodą formowania ręcznego
z zastosowaniem modeli uproszczonych?
□
□
8) wykonać formę odlewniczą odlewu metodą formowania ręcznego
w gruncie otwartą i zakrytą?
□
□
9) dokonać pomiarów twardości powierzchni formy?
□
□
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4. Ręczne wykonywanie rdzeni
4.4.1. Materiał nauczania
Rdzenie to luźne części formy wykonane oddzielnie. W produkcji jednostkowej
i małoseryjnej odtwarzają one wewnętrzne kształty odlewów. Do odtwarzania kształtów
zewnętrznych stosuje się je głównie w produkcji wielkoseryjnej i masowej. Rdzenie
sporządzane są z masy rdzeniowej w skrzynkach drewnianych, z tworzyw sztucznych lub
metalowych zwanych rdzennicami.
Rdzeń w większym stopniu niż ścianki formy narażony jest na niszczące oddziaływanie
ciekłego metalu. Jest on przez ciekły metal otoczony ze wszystkich stron (oprócz rdzenników)
i poddany nagrzewaniu, ściskaniu i rozmywaniu. Poprzez rdzeń, wykonanymi kanałami
odpowietrzającymi, wydobywają się w trakcie procesu odlewania znaczne ilości gazów.
Rdzenie wykonywane są z masy zwanej masą rdzeniową, różniącą się od masy formierskiej
zarówno parametrami wytrzymałościowymi, jak i technologicznymi. Powinny one
charakteryzować się następującymi własnościami:
−
wytrzymałością, zapewniającą stałość kształtów i wymiarów − odpornością na wstrząsy,
na uderzenia i oddziaływanie ciśnienia ciekłego metalu wlewanego do formy,
−
przepuszczalnością, zapewniającą dobre odprowadzenie z wnętrza gazów powstających
podczas odlewania,
−
podatnością, umożliwiająca łatwe usuwanie rdzenia z odlewu mimo skurczu stopu
odlewniczego,
−
wybijalnością, ułatwiającą usuwanie rdzeni z gotowego odlewu (najłatwiej usuwa się
rdzenie wykonane z piasku kwarcowego z dodatkiem spoiw organicznych, a trudniej
usuwa się rdzenie z dodatkiem lepiszcza naturalnego w postaci gliny),
−
małą higroskopijnością (zdolnością do pochłaniania wilgoci − wysuszony rdzeń nie
powinien pochłaniać wilgoci z powietrza lub z formy) − należy unikać dodawania do
masy rdzeniowej spoiw higroskopijnych,
−
ogniotrwałością, niezbędną do uzyskania czystej powierzchni odlewów bez wżarć
i strupów (rdzenie należy pokrywać czernidłem).
Wymagania te są realizowane poprzez odpowiedni dobór: materiałów formierskich,
sposobu zagęszczania masy rdzeniowej, technologii formowania rdzeni oraz ich odpowiednią
konstrukcję (wkładki odpowietrzające, uzbrojenia, odpowietrzenia itp.).
Dla zapewnienia rdzeniom dużej wytrzymałości wykonuje się je z odpowiedniej masy
oraz wzmacnia stosując szkielety z miękkiego drutu stalowego (rdzenie małej i średniej
wielkości) lub żebra odlewnicze (odlewy duże lub o złożonym kształcie).
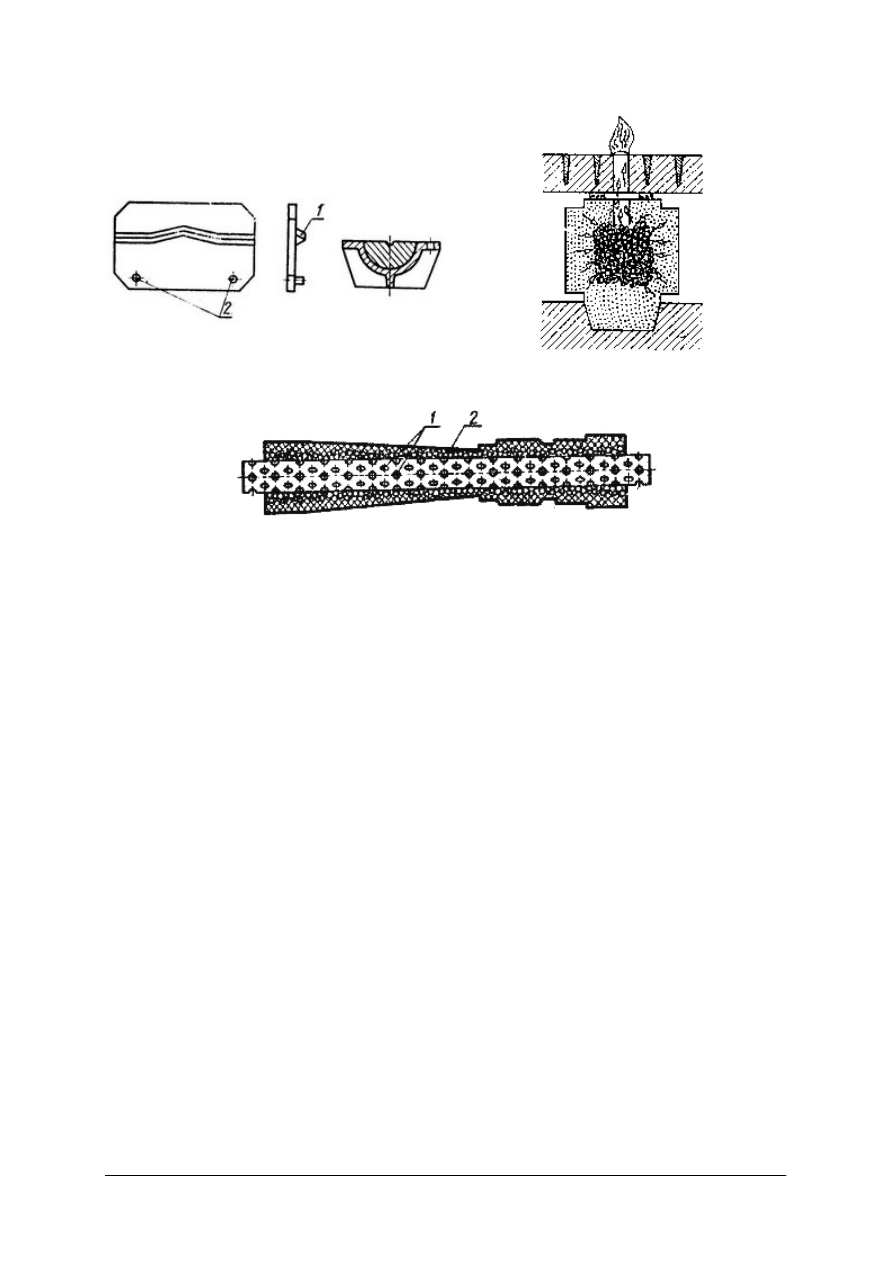
Rys. 42. Wzmocnienie rdzenia za pomocą drutu [3, s. 162]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 43. Żebra żeliwne z zalanymi kolcami i uchami [3, s. 163]
Dobrą przepuszczalność rdzeni, to jest łatwe odprowadzenie gazów, realizuje się
następującymi metodami:
−
wykonuje się kanały odpowietrzające poprzez nakłuwanie rdzenia wzdłuż jego osi
nakłuwakiem poprzez otwory w płycie lub przez ścianki rdzennicy,
−
w rdzeniach dzielonych wycina się w połówkach rdzenia rowki które po złożeniu tworzą
kanał odpowietrzający lub wykonuje kanały wyciskając je w połówkach rdzenia
specjalnymi płytami,
−
stosuje się wkładki koksowe wewnątrz dużych rdzeni,
−
rdzenie wykonuje się na toczaku − odpowietrzanie przez otwory wykonane we
wrzecionie,
−
wkładanie do rdzeni o złożonym kształcie sznura woskowego, wióra stalowego lub rurek
z tworzywa sztucznego.
Rys. 44. Wykonanie kanału odpowietrzającego
[3, s. 163]
Rys. 45. Odpowietrzenie rdzenia poprzez płytę
[3, s. 164]
Rys. 46. Odpowietrzenie rdzenia przez ściankę
rdzennicy [3, s. 164]
Rys. 47. Kanał odpowietrzający wycięty w połówce
rdzenia [3, s. 164]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Rys. 48. Wykonanie kanału za pomocą płyty [3, s. 164]
Rys. 49. Odpowietrzenie rdzeni za pomocą wkładki
koksowej [3, s. 165]
Rys. 50. Odprowadzenie gazów przez otwory wykonane we wrzecionie [3, s. 165]
Ręczne wykonanie rdzeni stosuje się w produkcji jednostkowej i małoseryjnej. Sposoby
ręcznego wykonania rdzeni przedstawiono na rys 51.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 51. Sposoby ręcznego wykonania rdzeni: a) formowanie w rdzennicy skrzynkowej,
b) formowanie w rdzennicy ramkowej, c) formowanie w rdzennicy z pancerzem, d) formowanie rdzenia
z łączeniem na wilgotno, e) formowanie rdzenia ze sklejaniem na sucho, f) formowanie rdzenia wzornikiem
obracanym, g) formowanie rdzenia wzornikiem przeciąganym, h) formowanie rdzenia na toczaku [7, s. 78]
Formowanie w rdzennicy skrzynkowej (rys. 51a i rys. 51b) jest najczęściej stosowanym
sposobem wykonywania rdzeni.
Wykonywanie rdzeni w rdzennicy skrzynkowej składa się z następujących czynności
(rys. 52):
a.
czyszczenie rdzennicy i posypanie pudrem powierzchni roboczej − zabezpieczenie
przed przywieraniem masy do ścianek rdzennicy,
b.
zagęszczenie masy,
c.
wykonanie wzmocnienia poprzez włożenie wzmocnienia z drutu lub żebra
wzmacniającego,
d.
wykonanie kanałów odpowietrzających,
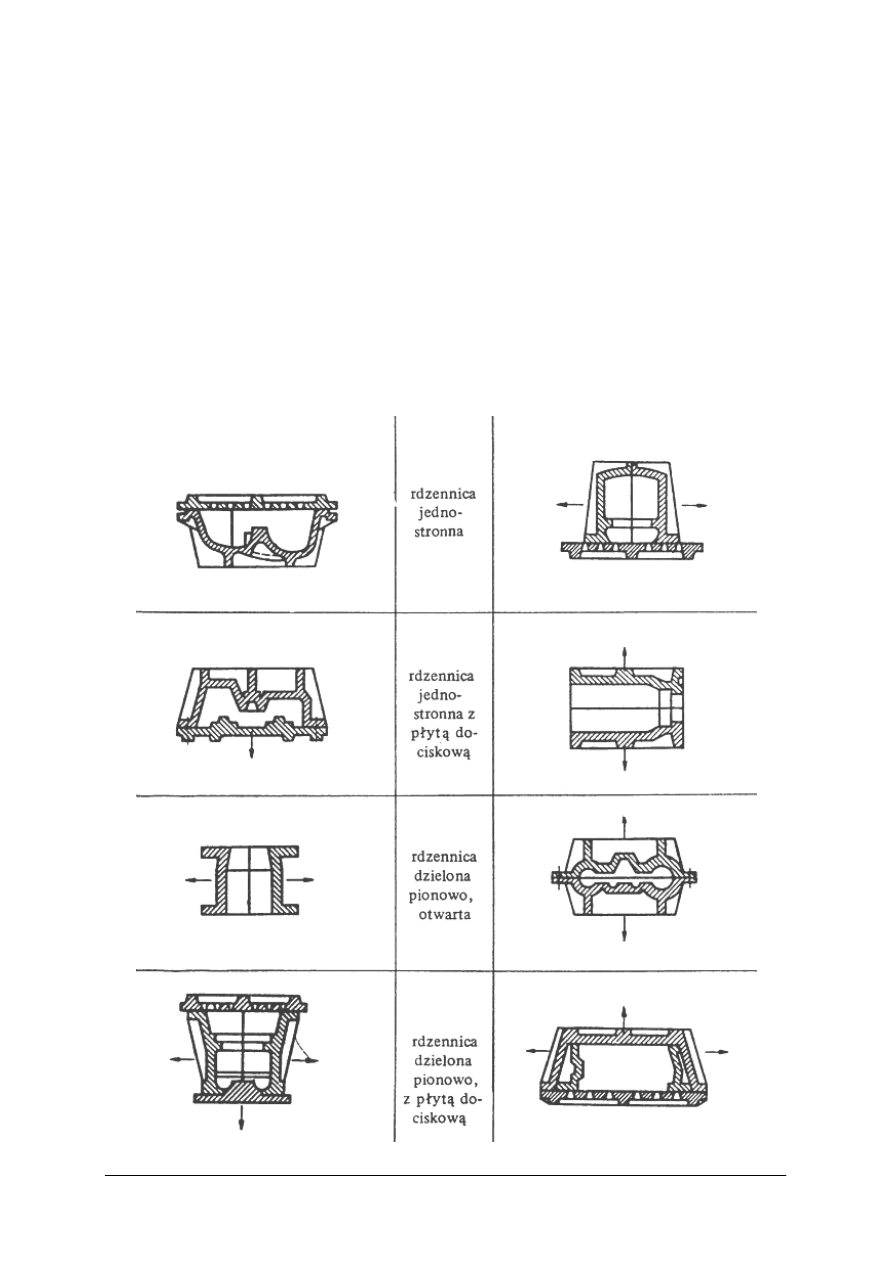
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
e.
pokrycie połówek rdzenia zawiesiną gliny w wodzie (szlichtą) i złożenie połówek
rdzennicy,
zabezpieczenie
rdzennicy
przed
rozwarciem,
zagęszczenie
i wygładzenie masy w otworach,
f.
delikatne opukanie górnej połówki rdzennicy i jej zdjęcie,
g.
założenie drewnianej lub metalowej ramki na dolną połówkę rdzennicy,
h.
zasypanie ramki piaskiem lub używaną masą formierską i wyrównanie
powierzchni,
i.
nałożenie płyty podrdzeniowej (podstawki do suszenia rdzeni),
j.
obróceniu całości o 180
o
,
k.
zdjęcie drugiej połówki rdzennicy i przetransportowanie rdzenia do suszarni.
Najczęściej stosowane odmiany rdzennic metalowych do formowania ręcznego
i maszynowego przedstawione zostały w tablicy.
Tabela 9. Odmiany konstrukcyjne rdzennic metalowych [8, s. 349]
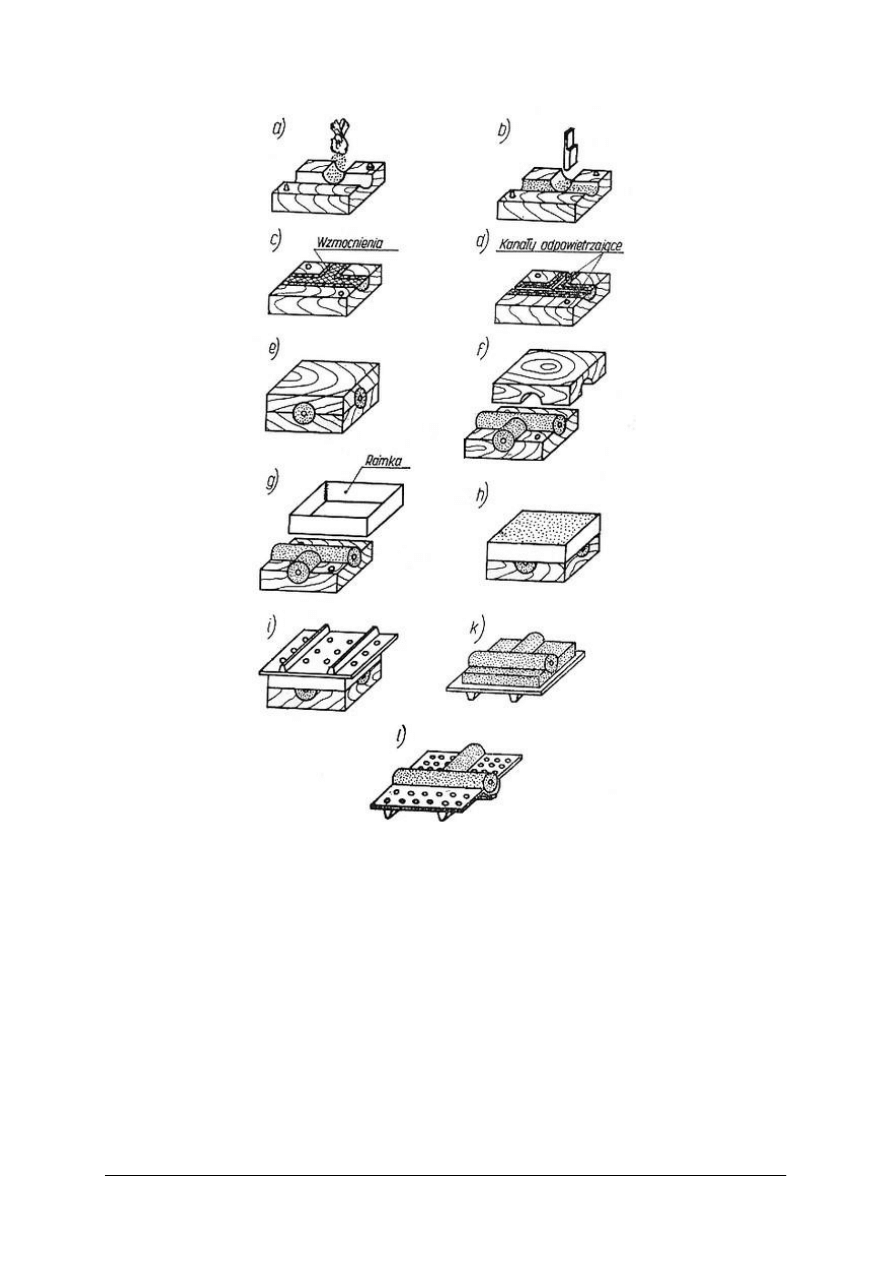
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
Rys. 52. Kolejne operacje podczas wykonywania rdzenia trójnika w rdzennicy skrzynkowej [3, s. 166]
W produkcji seryjnej i masowej zamiast stosowania piaskowego podłoża
zabezpieczającego rdzeń przed uszkodzeniem (czynność g, h, i), po zdjęciu górnej części
rdzennicy, rdzeń zabezpieczany jest kształtowymi płytami podrdzeniowymi (rys. 52)
stanowiącymi jednocześnie podstawki do suszenia.
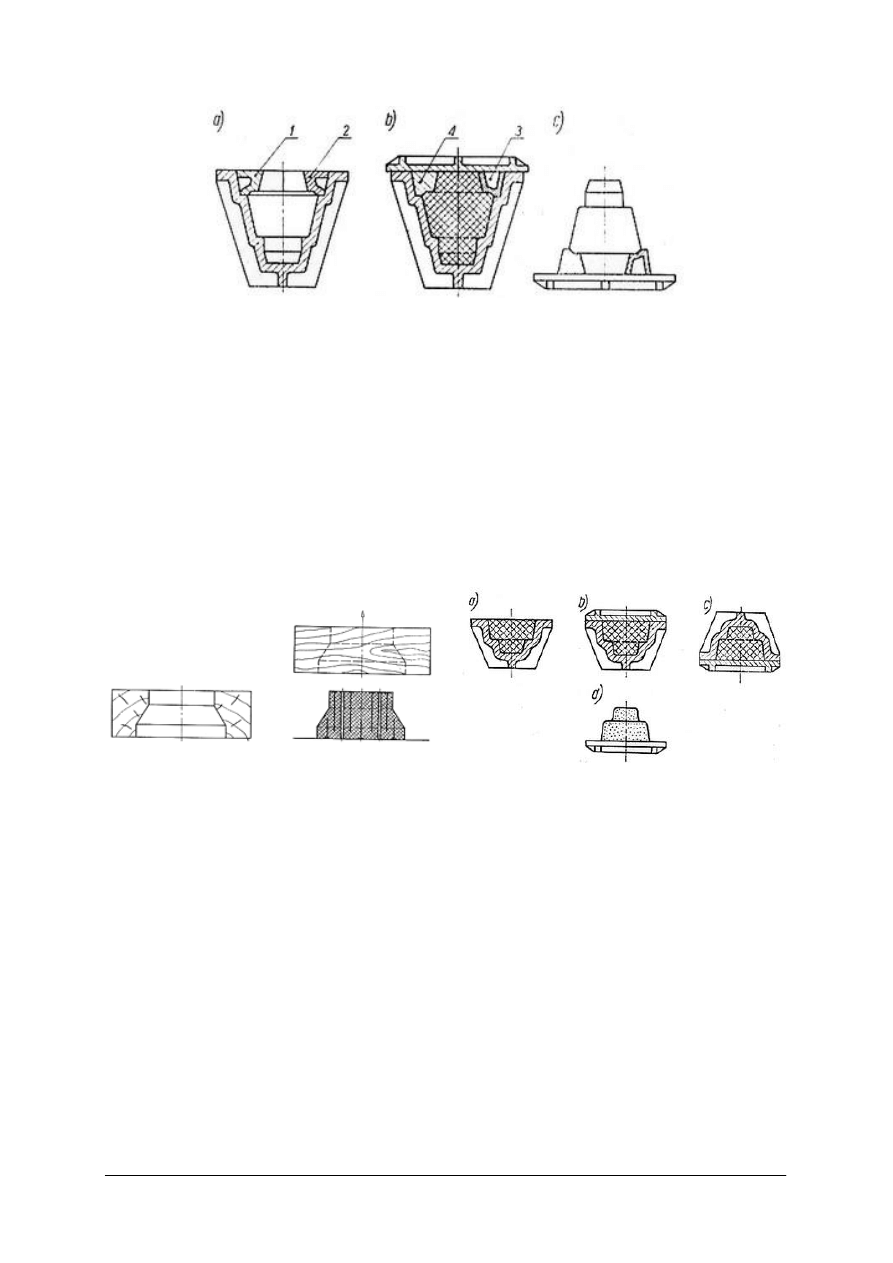
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 53. Schemat wykonania rdzenia w rdzennicy z częściami odejmowanymi
1, 2 − części odejmowane, 3 − podstawka metalowa, 4 − podstawka z używanej masy formierskiej [3, s. 168]
Jeżeli rdzeń ma części zwisające to może zostać wykonany w rdzennicy z częściami
odejmowanymi (rys. 53):
−
zasypanie i zagęszczenie masy,
−
wyjęcie części odejmowanych (1 i 2),
−
złożenie w miejsce wyjętych części podstawkę kształtową (3) lub nasypanie używanej
masy formierskiej (4),
−
założenie płyty podrdzeniowej,
−
obrócenie całości o 180
o
i zdjęcie rdzennicy,
−
zabezpieczenie rdzenia na płycie podrdzeniowej przez podparcie części zwisających.
Rys. 54. Wykonywanie rdzenia w rdzennicy ramkowej
otwartej [3, s. 167]
Rys. 55. Schemat wykonywania rdzenia w rdzennicy
ramkowej półotwartej: a) zagęszczenie masy,
b) założenie płyty podrdzeniowej, c) odwrócenie
rdzennicy i jej zdjęcie [3, s. 168]
Formowanie w rdzennicy ramkowej stosuje się do rdzeni o mało skomplikowanych
kształtach. Rdzenie w zależności od kształtu wykonywane są:
−
w rdzennicy otwartej (rys. 54),
−
w rdzennicy półotwartej (rys. 55).
Przebieg formowania jest bardzo podobny do formowania w rdzennicy skrzynkowej.
Formowanie w rdzennicy z pancerzem (rys. 51c) stosuje się do rdzeni
o skomplikowanych kształtach i dużej dokładności wymiarowej. Jest ono trochę odmienne od
wcześniej opisanych sposobów formowania rdzeni. Po nasypaniu masy i zagęszczeniu masy
w rdzennicy nakłada się płytę do suszenia na górną powierzchnię rdzennicy, obraca się całość
o 180° i ściąga do góry pancerz. Następnie odciąga wkładki w odpowiednich kierunkach.
Formowanie rdzenia z łączeniem na wilgotno (rys. 51d) stosuje się przy produkcji
seryjnej rdzeni, które nie mają płaskiej powierzchni podziału.
Formowanie rdzenia ze sklejaniem na sucho (rys. 51e). Dokładne rdzenie przed
sklejeniem dociera się na powierzchni podziału za pomocą docieraka. Klej nanosi się
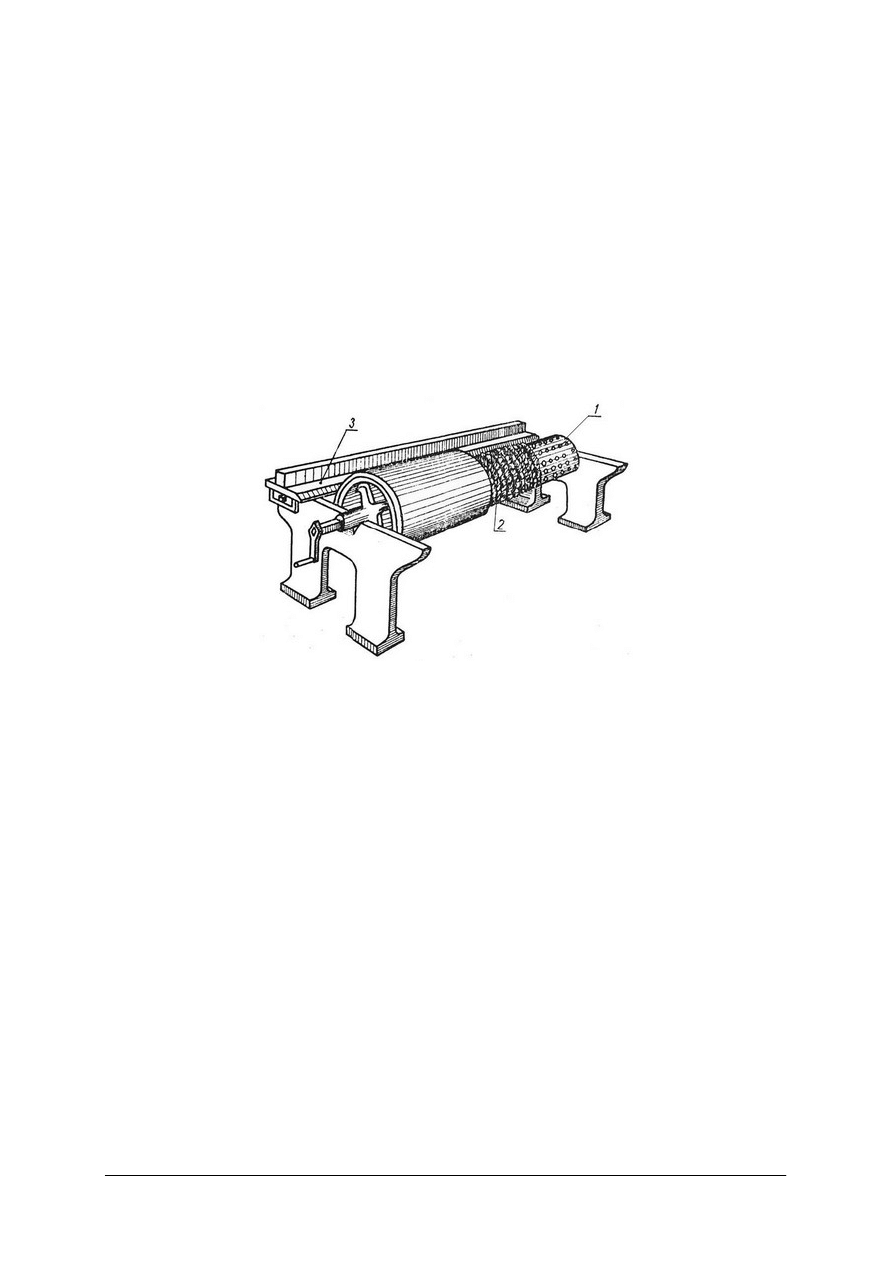
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
z wyciskanej tuby lub stemplem.
Formowanie rdzenia wzornikiem obracanym (rys. 51f) stosuje się przy produkcji
jednostkowej i małoseryjnej do dużych rdzeni mających kształt bryły obrotowej. Na płycie
metalowej zagęszczana jest ręcznie masa rdzeniowa w bryłę o kształcie zbliżonym do kształtu
rdzenia. Przez obrót wzornika nadaje się rdzeniowi ostateczny kształt. Następnie rdzeń
pokrywany jest czernidłem i wysyłany do suszarni. Rdzenie o bardzo dużych wymiarach
wykonuje się z wkładką koksową.
Formowanie rdzenia wzornikiem przeciąganym (przesuwanym) (rys. 51g) stosuje się
przy produkcji rdzeni o jednakowym przekroju na całej długości, mających jedna
powierzchnie płaską. Na płycie metalowej pomiędzy prowadnicami wzornika 1 i płytkami
ograniczającymi 2 zagęszcza się ręcznie bryłę masy o kształcie zbliżonym do kształtu rdzenia
o nieco od niego większych wymiarach. Następnie zgarnia się nadmiar masy wzornikiem.
Drugą połówkę rdzenia (symetryczną) wykonuje się na tej samej płycie po obróceniu jej
o 180
0
. Po wysuszeniu obie połówki rdzenia łączy się klejem.
Rys. 56. Wykonanie rdzenia na toczaku
1 − wrzeciono, 2 − powrósło ze słomy, 3 − nieruchomy wzornik [3, s. 169]
Formowanie rdzenia na toczaku (rys. 56) stosuje się przy produkcji dużych i długich
rdzeni mających kształt bryły obrotowej. Toczak składa się z dwóch stojaków, na których jest
osadzone dziurkowane „wrzeciono” (rura z otworami). Na wrzeciono 1 nawija się powrósło
ze słomy lub wiórów drzewnych 2 (zwiększają podatność rdzenia na działanie skurczu
i ułatwia usuwanie rdzenia z odlewu) i pokrywa cienką warstwą gliny. Następnie ustawia się
na stojakach nieruchomy wzornik 3 w odległości od osi wrzeciona równej promieniowi
rdzenia i obracając wrzeciono wytacza się rdzenie w glinie. Zbędny nadmiar masy zostaje
zdarty przez nieruchomy wzornik. Rdzeń jest suszony i pokrywany czernidłem.
Po wykonaniu rdzeni jedną z wyżej podanych metod podlegają one przed
zamontowaniem w formie:
−
czyszczeniu,
−
szlifowaniu,
−
łączeniu połówek,
−
suszeniu,
−
czernieniu,
−
kontroli jakości.
Czyszczenie rdzeni polega na usuwaniu tzw. „szwów” powstałych w miejscach styku
luźnych części rdzennicy i jej powierzchni podziału. Czyści się powierzchnię rdzenia
kawałkiem drutu, pilnikiem lub kawałkiem ściernicy. Podczas czyszczenia należy uważać by
nie naruszyć powierzchni rdzenia (tzw. naskórka). W przypadku uszkodzenia miejsce należy
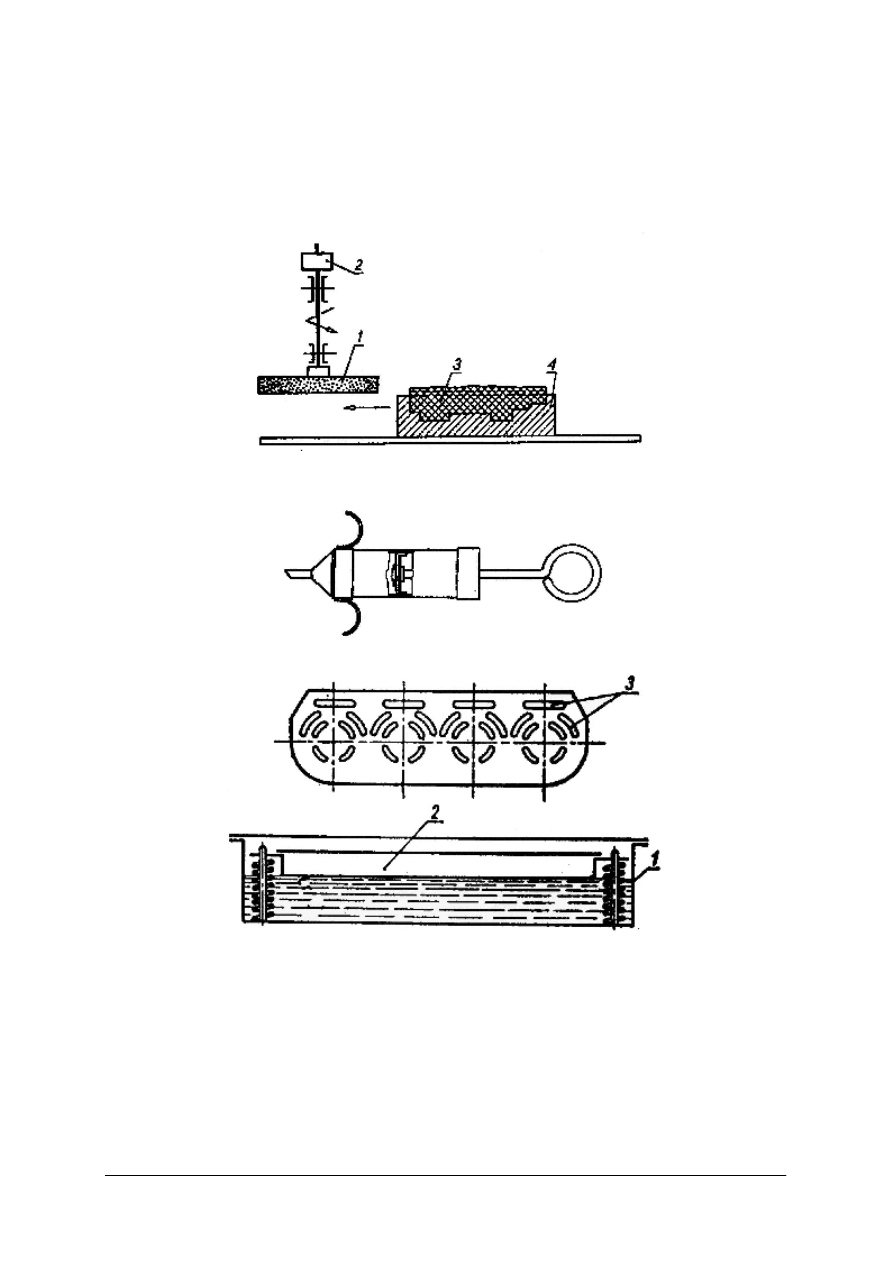
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
pokryć pastą grafitową o konsystencji rzadkiego ciasta.
Połówki rdzeni dzielonych przed wysuszeniem i sklejeniem należy poddać szlifowaniu
stosując specjalne do tego przyrządy. Szlifowanie ma zapewnić uzyskanie prawidłowych
wymiarów rdzenia po jego sklejeniu. Należy zdjąć naddatek 1 ÷ 2 mm szlifując ręcznie lub
przy zastosowaniu szlifierek w przyrządzie, którego głębokość musi być równa wymaganej
wysokości rdzenia lub jego połówki.
Rys. 57. Szlifowanie rdzeni [3, s. 178]
Rys. 58 Przyrząd do wyciskania kleju [3, s. 179]
Rys. 59. Przyrząd do nanoszenia kleju na powierzchni rdzenia: 1 − zbiornik z klejem,
2 − zbiornik z otworami do nanoszenia kleju, 3 − otwory [3, s. 179]
Po wysuszeniu przeszlifowanych połówek, można je skleić. Klejenie składa się
z następujących zabiegów:
−
nałożenie kleju na powierzchnie przeznaczone do klejenia ręcznie za pomocą pędzla, za
pomocą wyciskacza lub stosując przyrządy do klejenia,
−
składanie połówek rdzenia,
−
suszenie kleju w temperaturze około 150
o
C,
−
zaprawienie szczeliny w płaszczyźnie podziału specjalną pastą.
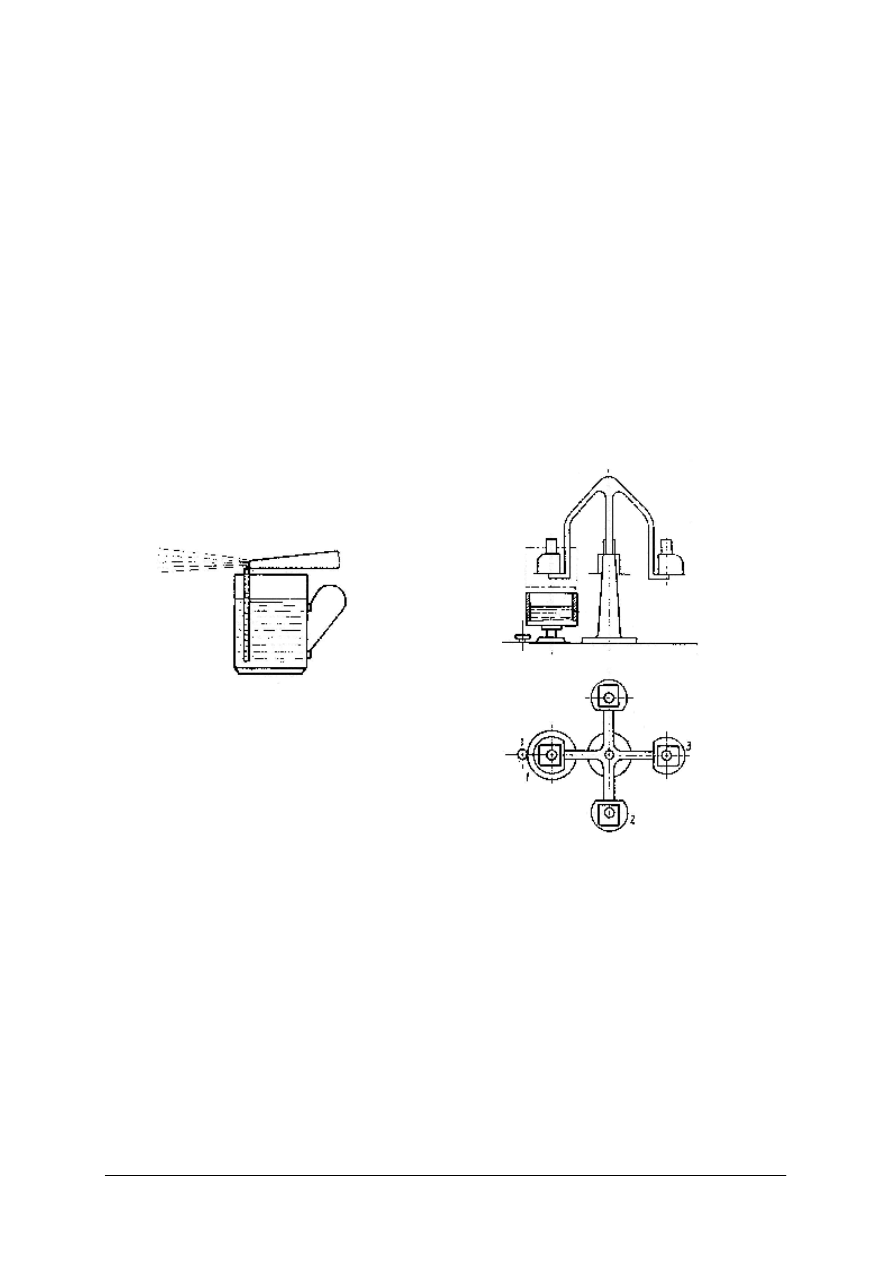
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rdzenie i formy suszy się w celu zwiększenia ich wytrzymałości i przepuszczalności oraz
zmniejszenia ilości gazów wydzielanych podczas zalewania form. Suszyć można gorącymi
gazami lub stosując różnego rodzaju suszarki ogrzewane paliwem stałym, ciekłym, gazowym
oraz elektrycznie. Suszenie znacznie wydłuża cykl produkcyjny i podwyższa koszty produkcji
odlewów. Obecnie stosuje się suszenie przede wszystkim do rdzeni dużych lub
o zwiększonych wymaganiach jakościowych. W pozostałych przypadkach suszenie ogranicza
się stosując na rdzenie masy wiążące chemicznie lub wytwarza się rdzenie w gorących
rdzennicach.
Rdzenie po wysuszeniu podobnie jak formy pokrywa się powłoką ochronną. Może być to
powłoka sucha − puder formierski lub mokra − czernidło. Czernidło to wodna zawiesina
lepiszcza i materiału ogniotrwałego (glina ogniotrwała, grafit, pył kwarcowy, talk)
z dodatkiem spoiwa organicznego. Dzięki warstwie ochronnej zwiększającej ogniotrwałość,
zabezpieczającej powierzchnię przed przypaleniem i wnikaniem ciekłego metalu
w przestrzenie międzyziarnowe, możliwe jest otrzymanie czystej i gładkiej powierzchni
odlewu. Warstwę ochronną nakłada się: pędzlem, rozpylaczem, przez zanurzenie lub przez
nacieranie.
Rys. 60. Rozpylacz do pokrywania form i rdzeni
powłoką ochronną [3, s. 180]
Rys. 61. Przyrząd do zanurzania rdzeni w zbiorniku
z ciekłą substancją tworzącą powłokę ochronną
[3, s. 180]
Ostatnią operacją poprzedzającą zamontowanie rdzeni w formie jest ich kontrola jakości.
Kontrola jakości rdzeni polega na:
−
oględzinach zewnętrznych − odrzucenie rdzeni przypalonych, niedokładnie pokrytych
czernidłem, z niewłaściwie ułożonym wzmocnieniem, wadliwie odpowietrzonych,
−
kontroli wymiarów i kształtu − wykorzystuje się sprawdziany grubości, wysokości,
sprawdziany kształtu (prostopadłości, równoległości, łuków).
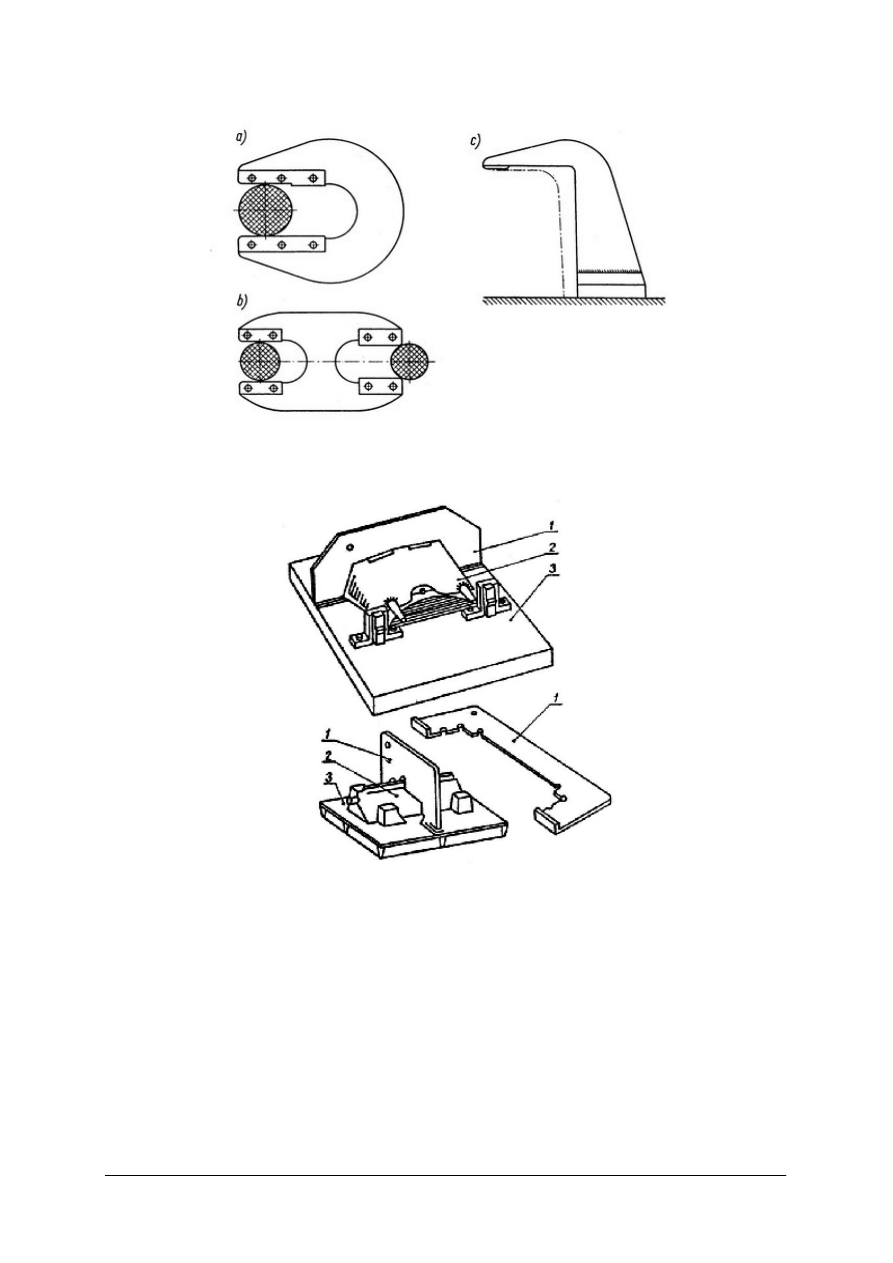
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Rys. 62. Sprawdziany do rdzeni: a) szczękowy dwugraniczny, b) szczękowy dwugraniczny dwustronny,
c) sprawdzian wysokości [3, s. 181]
Rys. 63. Kontrola kształtu rdzenia za pomocą sprawdzianu 1 − sprawdzian, 2 − rdzeń, 3 − płyta do ustawienia
rdzeni [3, s. 187]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakimi własnościami powinny charakteryzować się rdzenie?
2. W jaki sposób zapewnia się rdzeniom dużą wytrzymałość?
3. Jakimi metodami realizuje się dobrą przepuszczalność rdzeni?
4. Jakie znasz rodzaje rdzennic?
5. Jakie znasz metody formowania rdzeni?
6. Jaki jest cel suszenia rdzeni?
7. Jakie znasz rodzaje pokryć ochronnych i jaki jest cel ich nanoszenia na rdzenie?
8. Na czym polega kontrola jakości rdzeni?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rdzenie zgodnie z załączoną dokumentacją w rdzennicy skrzynkowej,
ramkowej oraz rdzennicy z częściami odejmowanymi. Dokonaj kontroli kształtu rdzenia
i jego twardości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z odpowiednimi fragmentami poradnika dla ucznia i literatury technicznej,
2) dokładnie zapoznać się z instrukcją do wykonania ćwiczenia,
3) dokładnie zapoznać się z dokumentacją techniczna i technologiczną,
4) przedstawić plan działania do zatwierdzenia nauczycielowi,
5) dobrać narzędzia, przyrządy i oprzyrządowanie,
6) zorganizować stanowisko pracy do wykonania zadania,
7) wykonać rdzeń zgodnie z dokumentacją i zasadami bezpieczeństwa,
8) dokonać niezbędnych pomiarów w ramach kontroli jakości,
9) nanieść powłoki ochronne,
10) zaprezentować efekty swojej pracy i dokonać samooceny.
Wyposażenie stanowiska pracy:
−
instrukcje do wykonania ćwiczenia,
−
dokumentacje techniczne i technologiczne rdzeni do wykonania, rdzennic i modeli,
−
narzędzia i przyrządy formierskie,
−
modele odlewnicze,
−
rdzennice: skrzynkowe, ramkowe, z częściami odejmowanymi,
−
toczak,
−
sprawdziany,
−
twardościomierz,
−
masy rdzeniowe, powłoki ochronne,
−
literatura techniczna,
−
arkusze papieru.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wykonać rdzenie w rdzennicy skrzynkowej?
□
□
2) wykonać rdzenie w rdzennicy ramkowej?
□
□
3) wykonać rdzenie w rdzennicy z częściami odejmowanymi?
□
□
4) dokonać pomiaru twardości rdzeni oraz skontrolować prawidłowość
ich kształtu?
□
□

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań. Do każdego zadania podane są cztery odpowiedzi, z których tylko
jedna jest prawidłowa.
6. Zaznacz prawidłową według Ciebie odpowiedź wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
7. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
8. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
9. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi -
otrzymujesz zero punktów.
10. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
11. Nie odpowiadaj bez zastanowienia; jeśli któreś z zadań sprawi Ci trudność – przejdź do
następnego. Do zadań, na które nie udzieliłeś odpowiedzi możesz wrócić później.
12. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
13. Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Jaszczurka to narzędzie formierskie służące do
a) naprawy małych powierzchni form i rdzeni.
b) do wycinania otworów odpowietrzających formy odlewniczej.
c) do oczyszczania kanałów odpowietrzających formy.
d) do wycinania układu wlewowego.
2. Do kontroli stopnia zagęszczenia masy formierskiej w formie stosuje się
a) nakłuwak.
b) sprawdzian.
c) twardościomierz.
d) ubijak z ostrą końcówką.
3. Najważniejsze przy doborze skrzynki formierskiej jest
a) dobranie właściwego ciężaru skrzynki formierskiej.
b) kierowanie się zachowaniem właściwej odległości pomiędzy poszczególnymi
elementami formy.
c) dobranie skrzynki właściwej do rodzaju stosowanej masy formierskiej.
d) dobranie identycznej dolnej i górnej skrzynki formierskiej.
4. Formowanie ręczne stosowane jest przy produkcji
a) wielkoseryjnej odlewów.
b) tylko odlewów o niezbyt dużych wymiarach gabarytowych.
c) tylko seryjnej.
d) jednostkowej odlewów.
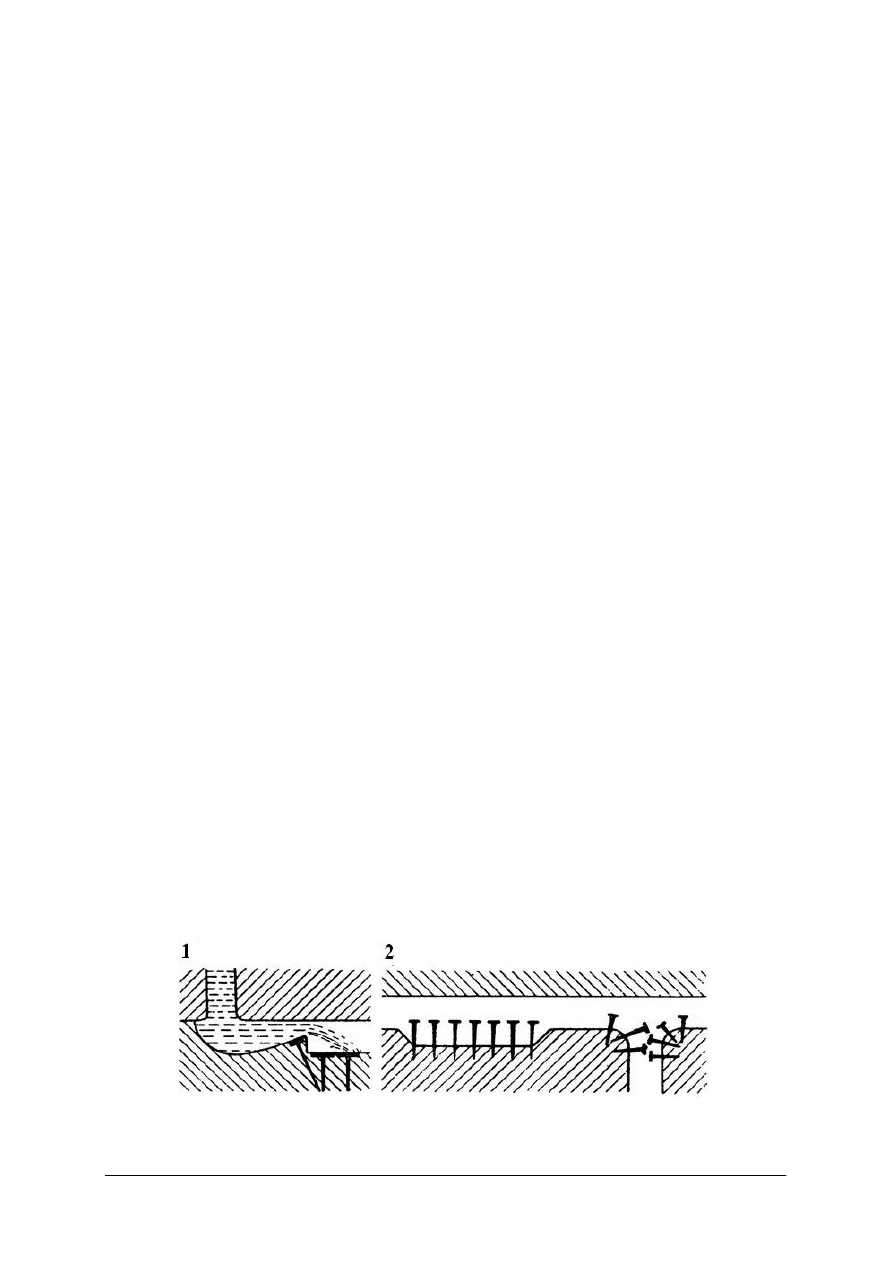
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5. Formowanie w dwóch skrzynkach z modelu dzielonego należy stosować do produkcji
a) odlewów o skomplikowanym kształcie zwykle z zastosowaniem rdzeni.
b) jednostkowej odlewów z niewielkimi występami, które nie przylegają do
powierzchni podziałowej formy.
c) prostych odlewów z jedną powierzchnią podziału.
d) odlewów niezależnie od ich kształtu i wielkości produkcji.
6. Formowanie w rdzeniach stosuje się
a) przy produkcji odlewów skomplikowanych o dużej dokładności wymiarowej.
b) przy produkcji jednostkowej odlewów.
c) przy produkcji odlewów o znacznych gabarytach.
d) przy produkcji odlewów mających jednakowy przekrój na całej długości.
7. Formowanie wzornikiem obrotowym o osi poziomej stosuje się przy produkcji
a) odlewów o dużej średnicy i małej wysokości.
b) jednostkowej i małoseryjnej odlewów mających kształt brył obrotowych o znacznej
długości i małej średnicy.
c) jednostkowej odlewów mających skomplikowany kształt powierzchni wewnętrznych.
d) seryjnej odlewów mających jednakowy przekrój na całej długości.
8. Ustal kolejność czynności formowania ręcznego
a) 1, 2, 3, 5, 8, 4, 6, 7.
b) 3, 4, 6, 5, 8, 7, 2, 1.
c) 1, 2, 4, 7, 3, 5, 6, 8.
d) 4, 2, 3, 1, 6, 5, 7, 8.
1. ustalanie położenia odlewu przy formowaniu i zalewaniu
2. dobieranie skrzynek formierskich
3. przygotowanie skrzynki formierskiej i oprzyrządowania
odlewniczego
4. ustalanie powierzchni podziału formy
5. zasypanie skrzynki masą formierską
6. ustalanie układu modeli w formie
7. zagęszczenie masy formierskiej
8. składanie formy
9. Nieprawidłowe wykończenie krawędzi układu wlewowego przedstawiono na rysunku
a) 2.
b) 3.
c) 1.
d) 4.
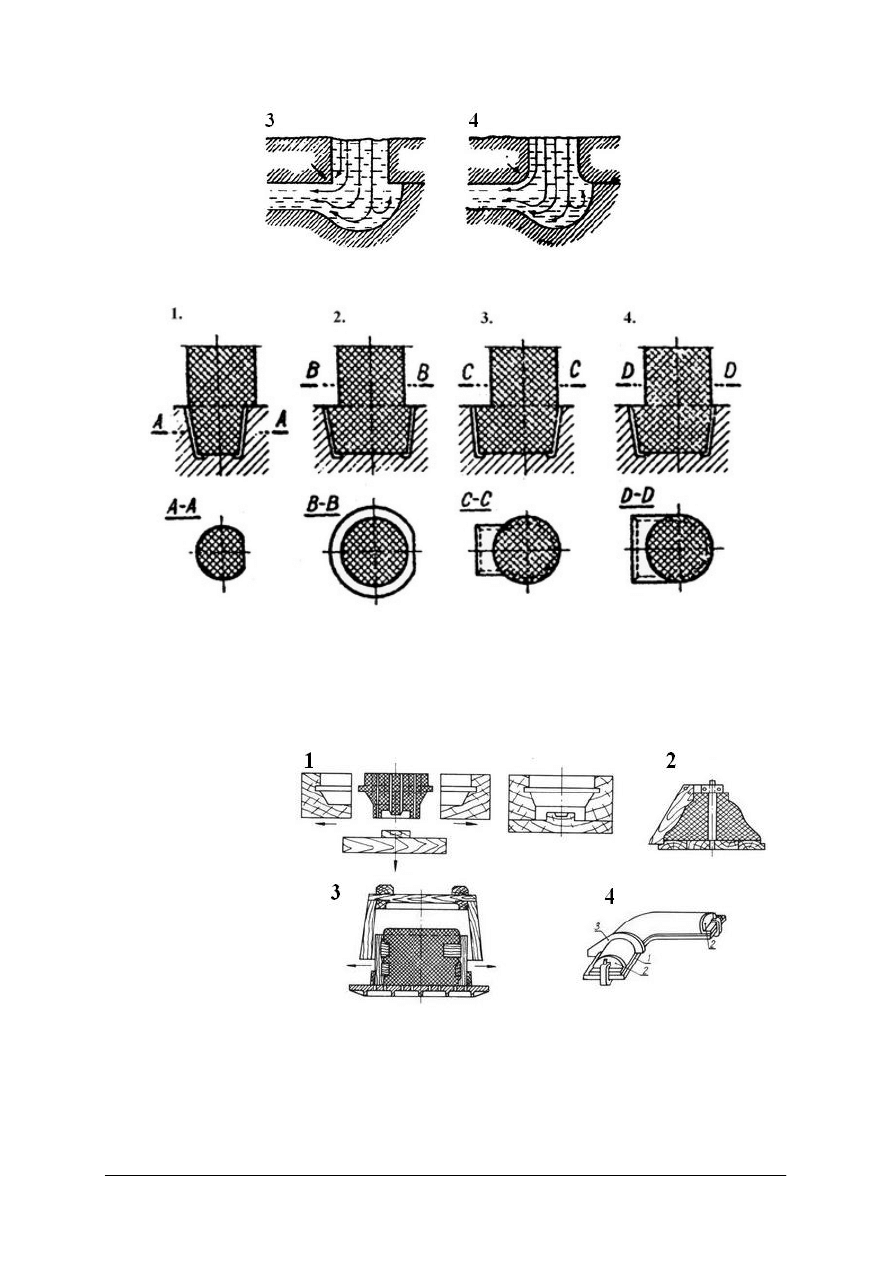
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
10. Zamek rozszerzony ścięty rdzenia obrazuje rysunek
a) 1.
b) 2.
c) 3.
d) 4.
11. Formowanie rdzenia w rdzennicy z częściami odejmowanymi obrazuje rysunek
a) 1.
b) 2.
c) 3.
d) 4.
12. Dla zapewnienia rdzeniom dużej wytrzymałości wykonuje się je z odpowiedniej masy
oraz wzmacnia stosując żebra odlewnicze
a) rdzenie małe.
b) rdzenie średniej wielkości.
c) niezależnie od kształtu i wielkości wykonywanego rdzenia.
d) rdzenie duże lub o złożonym kształcie.
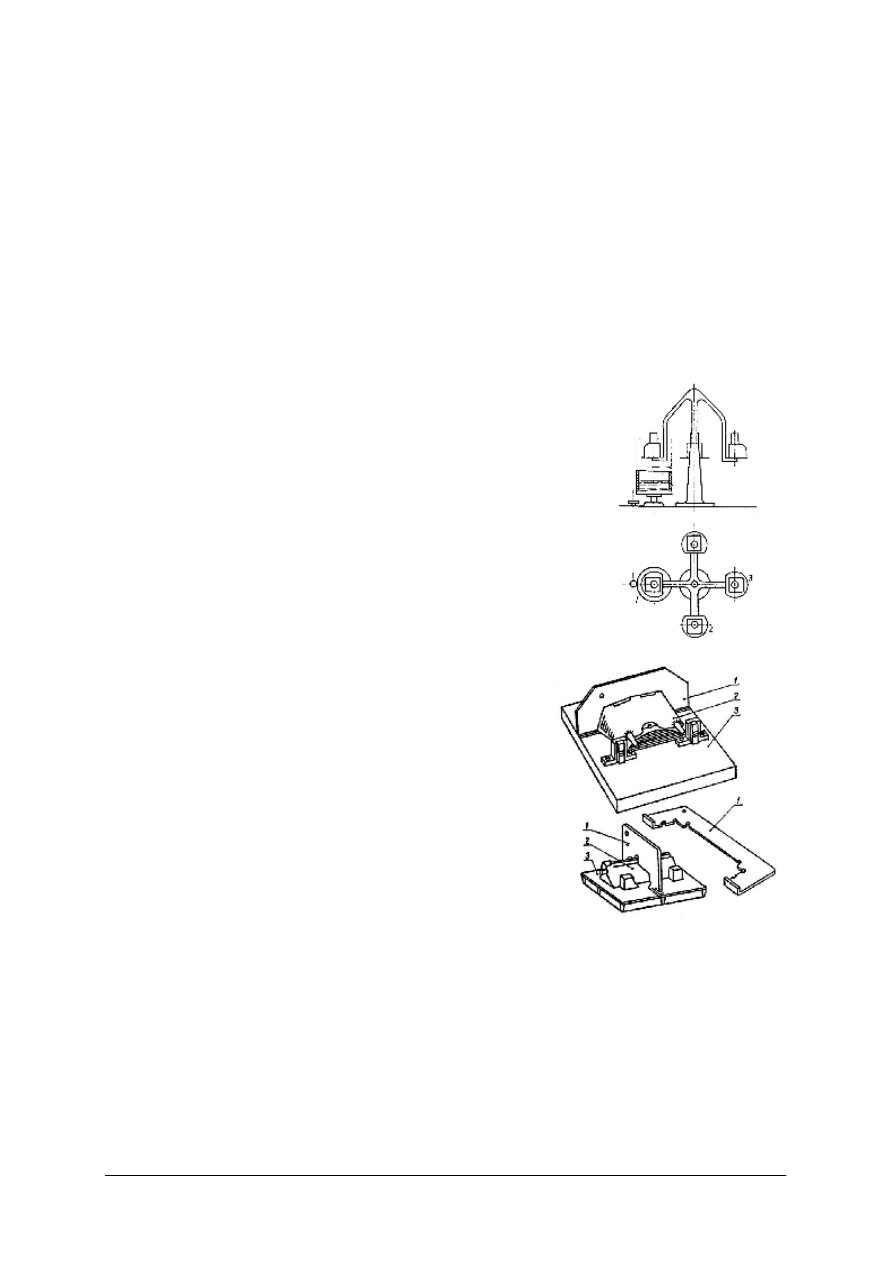
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
13. Ustal kolejność czynności formowania ręcznego rdzeni w rdzennicy skrzynkowej
a) 1, 2, 3, 5, 4, 6, 7.
b) 3, 4, 6, 5, 7, 2, 1.
c) 1, 2, 4, 7, 3, 5, 6.
d) 7, 2, 4, 3, 1, 5, 6.
1. pokrycie połówek rdzenia zawiesiną gliny w wodzie
2. zagęszczenie masy
3. wykonanie kanałów odpowietrzających
4. wykonanie wzmocnienia
5. złożenie połówek rdzennicy
6. zagęszczenie i wygładzenie masy w otworach
7. czyszczenie rdzennicy i posypanie pudrem powierzchni
roboczej
14. Rysunek obrazuje
a) przyrząd do zanurzania rdzeni w ciekłej substancji tworzącą
powłokę ochronną.
b) podnośnik do unoszenia form odlewniczych.
c) przyrząd do usuwania rdzeni z formy.
d) przyrząd do suszenia rdzeni.
15. Rysunek przedstawia
a) sprawdzian do kontroli kształtu rdzeni.
b) rdzennicę ramkową.
c) przyrząd do przycinania rdzeni.
d) przyrząd do szlifowania rdzeni.
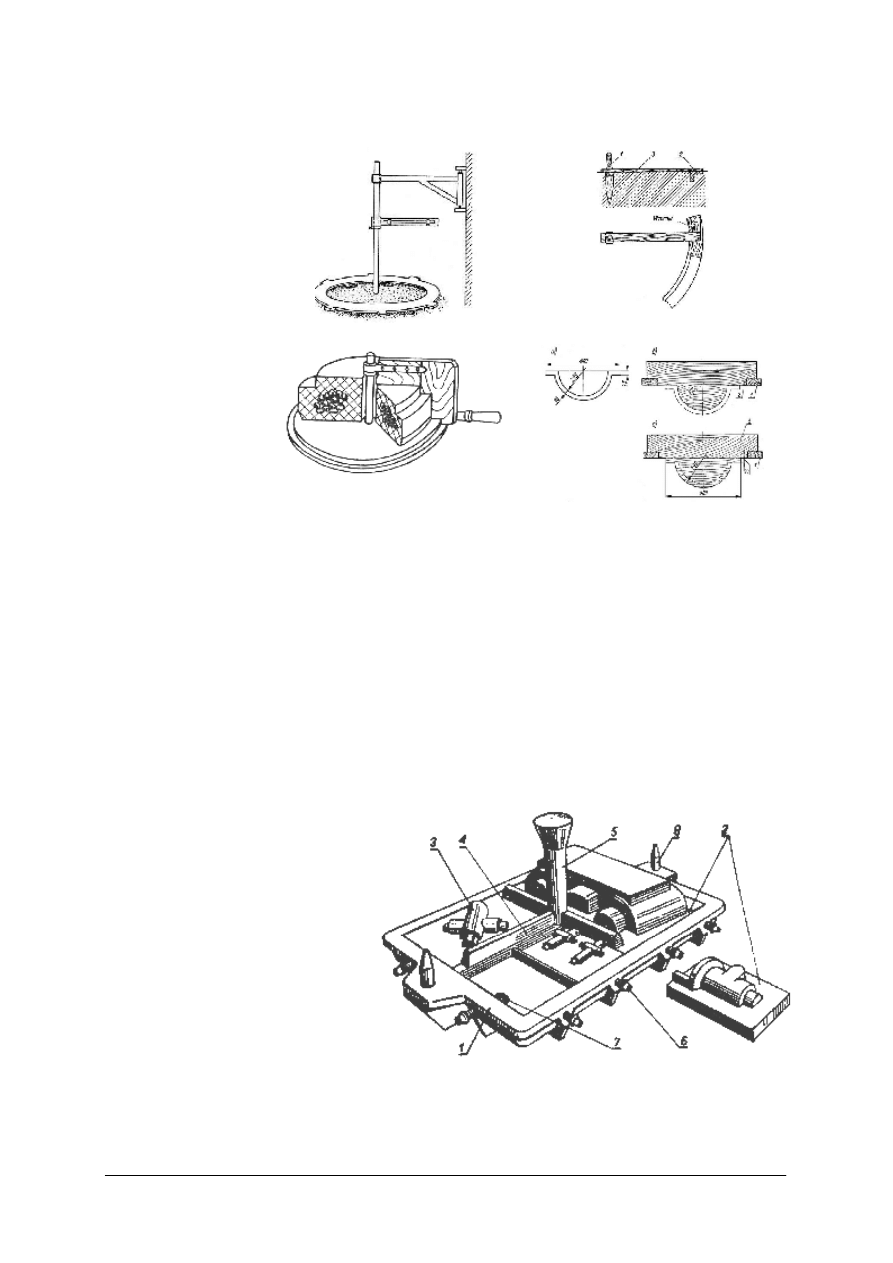
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
16. Wzornik odcinkowy obrazuje rysunek
a) 1.
b) 2.
c) 3.
d) 4.
1
2
3
4
17. Przy doborze skrzynki formierskiej brana jest pod uwagę
a) tylko masa odlewu.
b) tylko kształt odlewu.
c) rodzaj stopu odlewanego.
d) odległość pomiędzy poszczególnymi elementami formy.
18. Płyta modelowa to
a) zespół złożony z płyty podmodelowej, zamocowanego na niej modelu odlewu oraz
modelu układu wlewowego.
b) płyta odwzorowująca kształt odlewu.
c) to element stały maszyny formierskiej.
d) płyta do suszenia modeli odlewów i modeli układu wlewowego.
19. Na rysunku płyty modelowej z nakładkami płytki modelowe to pozycja
a) 2.
b) 4.
c) 5.
d) 7.
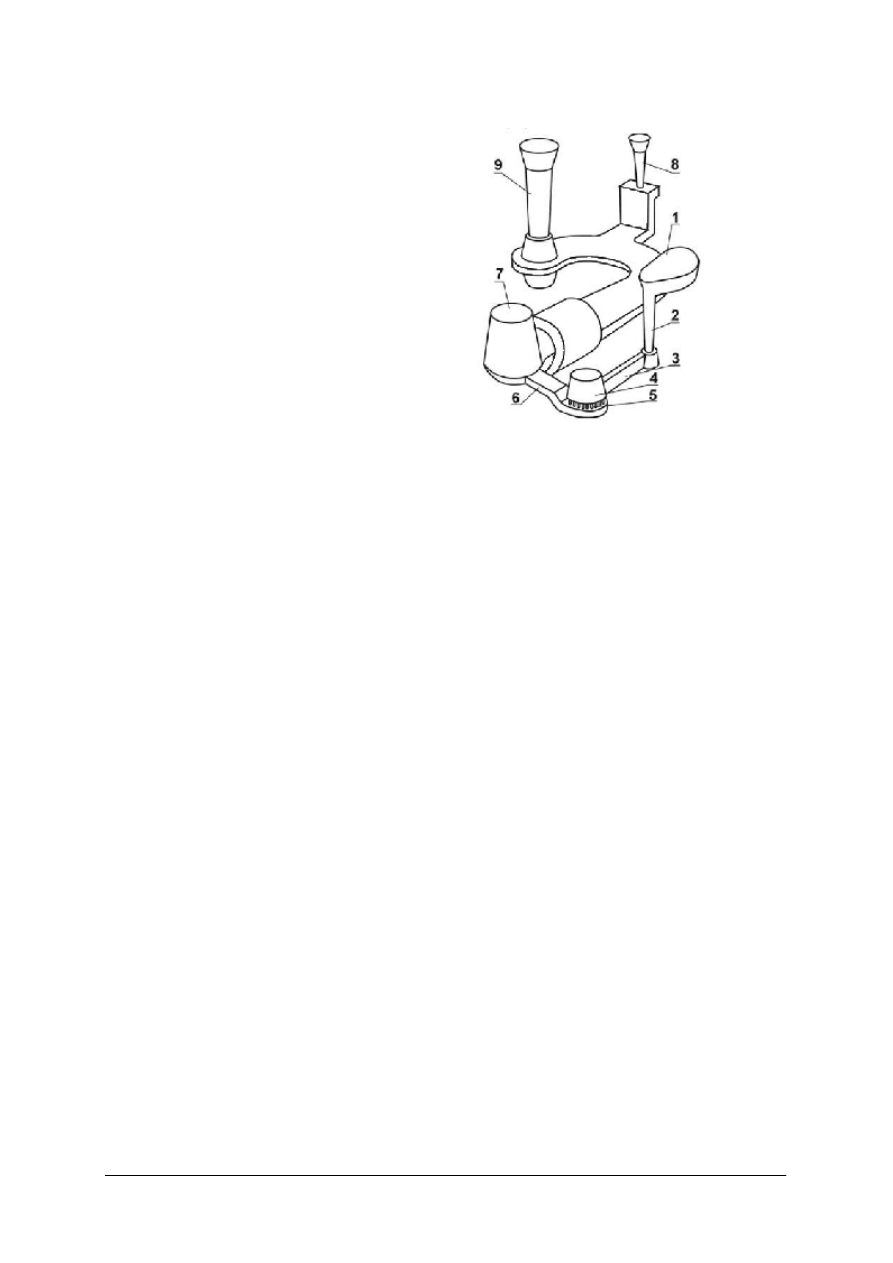
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
20. Na rysunku układu wlewowego pozycja 5 to
a) przelew.
b) nadlew.
c) wlew doprowadzający.
d) filtr wlewowy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Wykonywanie ręczne form piaskowych i rdzeni
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
6. LITERATURA
1. Górecki A.: Technologia ogólna. WSiP, Warszawa 1996
2. Kosowski A.: Zarys odlewnictwa i wytapianie stopów. Kraków: Wyd. AGH 2001
3. Piwoński T.: Odlewnictwo. WSiP, Warszawa 1969
4. Potyński A.: Podstawy technologii i konstrukcji mechanicznych. WSiP. Warszawa 1987
5. Rączka J.: Technologia odlewnictwa. Laboratorium. Politechnika Krakowska, Kraków
1988
6. Rączka J.: Technologia odlewnictwa. Projektowanie. Politechnika Krakowska, Kraków
1988
7. Skarbiński M.: Technologia formy. Wydawnictwo Politechniki Warszawskiej, 1974
8. Szreniawski J.: Techniki wytwarzania. Odlewnictwo. PWN, Warszawa 1980
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen odlewniczych 812[03] z2 02 n
operator maszyn i urzadzen odlewniczych 812[03] z2 02 u
operator maszyn i urzadzen odlewniczych 812[03] z1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen odlewniczych 812[03] z2 04 u
operator maszyn i urzadzen odlewniczych 812[03] z2 04 n
operator maszyn i urzadzen odlewniczych 812[03] z2 06 n
operator maszyn i urzadzen odlewniczych 812[03] o1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 06 u
operator maszyn i urzadzen odlewniczych 812[03] z2 03 n
operator maszyn i urzadzen odlewniczych 812[03] z2 03 u
operator maszyn i urzadzen odlewniczych 812[03] z2 01 u
operator maszyn i urzadzen odlewniczych 812[03] z2 05 u
operator maszyn i urzadzen odlewniczych 812[03] z2 01 n
operator maszyn i urzadzen odlewniczych 812[03] o1 02 n
operator maszyn i urzadzen odlewniczych 812[03] z1 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
więcej podobnych podstron