„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
lf
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Pogorzelska
Topienie stopów odlewniczych i zalewanie form
812[03].Z2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ryszard Łoin
mgr inż. Marian Cymerys
Opracowanie redakcyjne:
mgr inż. Ewa Pogorzelska
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 812[03].Z2.05
„Topienie stopów odlewniczych i zalewanie form”, zawartego w modułowym programie
nauczania dla zawodu operator maszyn i urządzeń odlewniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawowe stopy odlewnicze jako materiał konstrukcyjny, podstawowe
składniki wsadu na stopy odlewnicze, przygotowanie wsadu na stopy
odlewnicze, topniki i paliwa
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Podstawowe informacje o piecach do topienia: instalacje żeliwiakowe,
piece tyglowe, piece elektryczne
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
23
4.3. Technologia wytapiania stopów odlewniczych, obsługa pieców,
kontrola parametrów pracy pieca
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
30
4.3.3. Ćwiczenia
30
4.3.4. Sprawdzian postępów
32
4.4. Spust i pozapiecowa obróbka ciekłego metalu, kontrola jakości ciekłego
metalu, ręczne i mechaniczne zalewanie form, maszyny i urządzenia
do transportu ciekłego metalu, zalewania i obróbki pozapiecowej
33
4.4.1. Materiał nauczania
33
4.4.2. Pytania sprawdzające
40
4.4.3. Ćwiczenia
40
4.4.4. Sprawdzian postępów
42
4.5. Doprowadzenie metalu do formy, krzepnięcie i stygnięcie metalu w formie,
bezpieczeństwo i higiena pracy, ochrona przeciwpożarowa oraz ochrona
środowiska w oddziałach topienia
43
4.5.1. Materiał nauczania
43
4.5.2. Pytania sprawdzające
48
4.5.3. Ćwiczenia
48
4.5.4. Sprawdzian postępów
49
5. Sprawdzian osiągnięć
50
6. Literatura
54

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o stopach odlewniczych, ich
topieniu, zalewaniu form i krzepnięciu metalu w formie oraz kształtowaniu umiejętności
przygotowania wsadu, jego topienia, transportu i zalewania form.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia tej jednostki modułowej, czyli wykaz umiejętności jakie nabędziesz
podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp
i instrukcji przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości
dotyczące przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska znajdziesz w jednostce modułowej 812[03].O1.01 „Przestrzeganie
wymagań bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
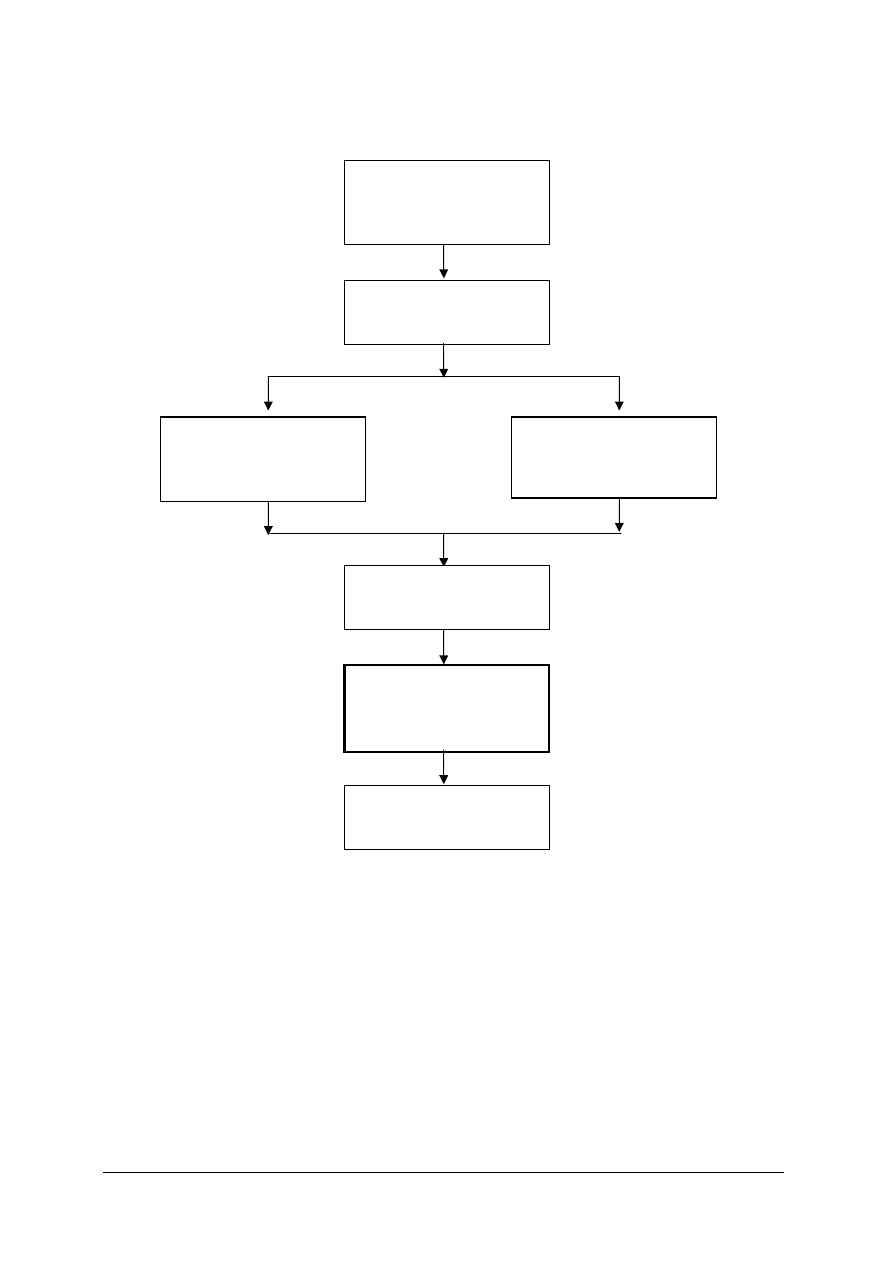
Schemat układu jednostek modułowych
812[03].Z2
Technologia wytwarzania
wyrobów metodami
odlewniczymi
812[03].Z2.01
Przygotowanie mas
formierskich i rdzeniowych
812[03].Z2.02
Wykonywanie form
piaskowych zagęszczanych
ręcznie
812[03].Z2.03
Wykonywanie maszynowe
form piaskowych i rdzeni
812[03].Z2.04
Wykonywanie odlewów
metodami specjalnymi
812[03].Z2.05
Topienie stopów
odlewniczych
i zalewanie form
812[03].Z2.06
Wybijanie, oczyszczanie
i wykańczanie odlewów

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2.
WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska,
−
dobierać środki ochrony indywidualnej do rodzaju wykonywanej pracy,
−
korzystać z literatury technicznej,
−
przetwarzać informacje zawarte w dokumentacji technicznej i technologicznej procesu
odlewania,
−
określać właściwości metali i ich stopów oraz wskazywać znaczenie ich oceny
w procesach kontroli materiałów wsadowych,
−
klasyfikować stopy żelaza z węglem,
−
korzystać z katalogów i poradników,
−
określać zastosowanie poszczególnych gatunków stali, staliwa i żeliwa,
−
klasyfikować stopy metali nieżelaznych,
−
rozpoznawać na podstawie oznaczeń : stal, staliwo, żeliwo, stopy metali nieżelaznych,
−
rozróżniać gatunki, właściwości i zastosowanie stopów Fe-C, metali nieżelaznych i ich
stopów,
−
rozróżniać materiały ogniotrwałe oraz uzasadniać ich dobór i zastosowanie jako tworzyw
konstrukcyjnych w budowie pieców i kadzi odlewniczych,
−
dobierać maszynę i urządzenie przemysłowe do określonego zadania,
−
rozróżniać urządzenia transportowe stosowane w procesach wytwarzania odlewów,
−
rozróżniać podstawowe pojęcia związane z eksploatacją i obsługą maszyn i urządzeń,
−
rozpoznawać stan techniczny użytkowanych maszyn i urządzeń,
−
rozróżniać podstawowe elementy układów sterowania,
−
dobierać narzędzia, przyrządy i materiały w zależności od wykonywanej pracy,
−
wyszukiwać potrzebne informacje w dokumentach,
−
korzystać z różnych źródeł informacji,
−
współpracować w grupie,
−
prezentować wyniki pracy własnej i grupowej,
−
uczestniczyć w dyskusji,
−
interpretować wskazany tekst,
−
posługiwać się instrukcją przy wykonywaniu ćwiczeń.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
sklasyfikować i scharakteryzować stopy odlewnicze,
–
ocenić wpływ składników strukturalnych żeliwa i staliwa na ich właściwości,
–
scharakteryzować przebieg wytopu żeliwa, staliwa i stopów metali nieżelaznych,
–
scharakteryzować piece odlewnicze,
–
rozróżnić urządzenia do kontroli i regulacji parametrów pracy pieca i warunków wytopu,
–
wykonać prace pomocnicze przy obsłudze pieców odlewniczych,
–
dokonać kontroli jakości ciekłego metalu,
–
dokonać kontroli parametrów pracy pieca,
–
scharakteryzować urządzenia do transportu ciekłego metalu i zalewania form,
–
zastosować zasady użytkowania urządzeń do transportu ciekłego metalu i zalewania
form,
–
zalać formy ciekłym metalem,
–
wyjaśnić budowę układu wlewowego,
–
dobrać układ wlewowy,
–
objaśnić zjawiska zachodzące w formie, po zalaniu ciekłym metalem,
–
ocenić skutki powstawania gazów, stygnięcia i skurczu metalu w formie,
–
ocenić jakość wykonanej pracy,
–
posłużyć się dokumentacją technologiczną, Dokumentacją Techniczno-Ruchową,
Polskimi Normami, normami branżowymi oraz poradnikami,
–
zastosować zasady zachowania się w strefach gazoniebezpiecznych, w strefach
bezpośredniego zagrożenia odpryskiem żużla i ciekłego metalu oraz gorącego metalu,
–
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas obsługi pieców odlewniczych i zalewania form.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.Podstawowe stopy odlewnicze jako materiał konstrukcyjny,
podstawowe składniki wsadu na stopy odlewnicze, topniki
i paliwa, przygotowanie wsadu na stopy odlewnicze
4.1.1. Materiał nauczania
Podstawowymi stopami odlewniczymi są: żeliwo, staliwo i stopy metali nieżelaznych.
Żeliwo jest to stop żelaza z węglem, a także z innymi pierwiastkami takimi jak krzem,
mangan, fosfor, siarka i dodatkami stopowymi, wśród których najczęstsze są: nikiel, chrom,
molibden, miedź i aluminium. Zawartość węgla w żeliwie jest wyższa niż 2%. Żeliwo jest
materiałem najczęściej stosowanym do wykonania odlewów ze względu na dobre
właściwości odlewnicze i technologiczne, a także prostą technologię topienia. Żeliwo ma
dobrą skrawalność, co obniża koszty obróbki mechanicznej odlewów, ma dużą odporność na
ścieranie i dobre właściwości ślizgowe, co sprawia, że jest używane na współpracujące ze
sobą części maszyn. Duża zdolność do tłumienia drgań sprawia, że z żeliwa produkuje się
kadłuby maszyn i łoża obrabiarek. Żeliwo wykazuje również dobrą odporność na działanie
czynników chemicznych, dzięki czemu znajduje szerokie zastosowanie w zakładach
przemysłu chemicznego. Koszty wytwarzania odlewów żeliwnych są niskie, co wynika
z małej ilości braków, niskich kosztów wytapiania ciekłego metalu, prostoty budowy
i obsługi pieców.
Staliwo jest to stal przeznaczona do odlewania w formy odlewnicze i nie poddawana
dalszej obróbce plastycznej. W porównaniu z żeliwem ma znacznie lepsze właściwości
mechaniczne i większą plastyczność. Zaletą staliwa jest również dobra spawalność, co ma
duże
znaczenie
przy
łączeniu
kilku
odlewów
ze
sobą
lub
odlewu
z konstrukcją stalową. Staliwo ma jednak gorsze właściwości odlewnicze, co sprawia, że
podczas odlewania otrzymuje się więcej braków niż przy odlewaniu żeliwa.
Stopy metali nieżelaznych stosowane w odlewnictwie to dwuskładnikowe lub
wieloskładnikowe stopy miedzi, aluminium, magnezu, cynku, ołowiu i niklu.
Stopy miedzi zawierające od 40 do 98% Cu noszą nazwę brązów. Dzieli się je na proste –
dwuskładnikowe i złożone – wieloskładnikowe. Głównymi składnikami brązów mogą być
różne metale z wyjątkiem cynku, a nazwa pierwiastka drugiego co do zawartości nadaje
brązowi nazwę np. brąz cynowy, brąz aluminiowy.
Brązy cynowe mogą zawierać dodatek cynku, ołowiu i fosforu. Cechą charakterystyczną
tych brązów jest bardzo duża odporność na ścieranie, co sprawia, że stosowane są do
odlewania panewek łożysk mocno obciążonych podczas pracy. Są one również odporne na
korozję i dlatego stosowane na odlewy pracujące w miejscach narażonych na działanie wody,
pary wodnej i kwasów.
Brązy aluminiowe zawierają dodatki manganu, niklu i żelaza. Stosowane są na odlewy
kół zębatych, śrub okrętowych, pomp i na odlewy artystyczne.
Brązy ołowiowe zawierają oprócz miedzi i ołowiu także nikiel, krzem i bizmut.
Wytwarza się z nich odlewy panewek łożysk ślizgowych metodą odlewania grawitacyjnego,
odśrodkowego i ciśnieniowego.
Brązy krzemowe mogą zawierać cynk, mangan, żelazo, nikiel i aluminium. Używane są
na odlewy silnie obciążone, armaturę wodną i parową i narzędzia nie iskrzące stosowane
w przemyśle gazowym, naftowym i materiałów wybuchowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Mosiądze są to stopy miedzi z cynkiem zawierające do 50% cynku zawierające
w swoim składzie również aluminium, mangan, cynę, nikiel i inne tzw. dodatki stopowe.
Z mosiądzów odlewniczych wykonuje się części silników, armaturę, śruby okrętowe i części
pracujące w środowisku korozyjnym.
Stopy aluminium zawierają w swoim składzie głównie krzem, miedź i magnez.
Wykonuje się z nich odlewy części silnie obciążonych w samochodach i samolotach, koła
samochodowe, odlewy dla przemysłu spożywczego i chemicznego ze względu na odporność
korozyjną tych stopów.
Stopy magnezu zawierają głównie aluminium, cynk, mangan jako dodatki stopowe. Są
używane na odlewy odporne na korozję i odlewy, od których wymagana jest dobra
szczelność.
Stopy cynku to głównie stopy cynk-aluminium i cynk - miedź. Ze stopów cynku
wytwarza się panewki łożysk, matryce i tłoczniki do tłoczenia blach w przemyśle
samochodowym, armaturę.
Stopy ołowiu używane w odlewnictwie to stopy ołów - antymon stosowane do odlewania
płyt akumulatorowych i aparatury chemicznej odpornej na korozję, stopy łożyskowe i stopy
ołów - cyna - antymon stosowane w drukarstwie.
Stopy niklu zawierają miedź, żelazo, kobalt, chrom. Wykonuje się z nich odlewy
o dużej odporności na korozję, o wysokich właściwościach wytrzymałościowych
w temperaturze otoczenia i w temperaturze podwyższonej.
Wsadem nazywa się wszystkie materiały wprowadzane do pieca w celu otrzymania
ciekłego stopu. Materiały wsadowe do procesu wytapiania stopów odlewniczych mają
podstawowy wpływ na jakość tych stopów.
Do materiałów wsadowych przeznaczonych do wytopu żeliwa należą: materiały
metalowe (surówki żelaza, złom żeliwny własny, złom żeliwny pochodzący ze skupu, złom
stalowy, żelazostopy), dodatki stopowe, modyfikatory, odtleniacze i topniki i paliwa.
Podstawowym materiałem wsadowym stosowanym do produkcji żeliwa jest surówka
wielkopiecowa odlewnicza jej odmiany i gatunki ujęte są w Polskiej Normie (PN-H-83002).
Surówka wielkopiecowa odlewana jest do form metalowych i dostarczana do odlewni żeliwa
w tzw. gąskach. Gąski powinno się układać w stosach lub zwałach, oddzielnie
z poszczególnych spustów surówki. Każda partia surówki powinna posiadać atest z podanym
gatunkiem, odmianą, składem chemicznym (zawartość krzemu, manganu, fosforu i siarki).
Niezależnie od tego w odlewni powinna być przeprowadzona analiza składu obejmująca
wszystkie pierwiastki, w tym węgiel.
Złom są to wszystkie rodzaje odpadów produkcyjnych i złomu skupowanego nadające
się, po odpowiednim przygotowaniu pod względem wymiaru, masy i czystości, do
wykorzystania w piecach topialnych. Odmiany, grupy, klasy i kategorie skorodowania złomu
ujęte są w PN-H-15100 (złom żeliwny) i PN-H-1500 (złom stalowy). Złom stalowy
niestopowy i żeliwny dostarcza się w wagonach otwartych, złom stopowy można dostarczać
w wagonach krytych. Złom przed użyciem powinien być posortowany według klas i podklas,
powinna być przeprowadzona analiza jego składu chemicznego, a także powinien być
podzielony na kawałki o masie podanej w PN-H-15100. Norma nie obejmuje ograniczenia
długości kawałków, przed użyciem złom należy pociąć na kawałki o długości mniejszej niż
1/3 średnicy pieca.
Złom żeliwny własny stanowią wszelkie odpady metalowe, które powstały w wyniku
wyprodukowania dobrego odlewu, jak odlewy zabrakowane, układy wlewowe, pozostałości
w kadzi, rozpryski, zużyte próbki technologiczne, zlewki, haki, ochładzalniki, odpady
z oczyszczalni i inne odpady powstałe w odlewni, a także wióry powstałe podczas obróbki
mechanicznej odlewów. Złom ten należy sortować według rodzajów żeliwa, z którego
pochodzi, bowiem łatwo jest wtedy ustalić skład chemiczny złomu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Żelazostopy są to stopy żelaza z innymi pierwiastkami, takimi jak krzem, wapń, mangan,
fosfor, chrom, molibden, tytan i inne. Żelazostopy stosuje się w celu wprowadzenia do żeliwa
określonych dodatków stopowych, zapewniających uzyskanie odpowiedniego składu
chemicznego, lub jako modyfikatorów i odtleniaczy. Do żelazostopów zalicza się:
żelazomangan, żelazokrzem, żelazowapniokrzem i stopy wieloskładnikowe. Do produkcji
żeliwa sferoidalnego stosuje się jako dodatek magnez elektrolityczny i cer metaliczny oraz
zaprawy i stopy magnezu z miedzią lub niklem. Jako materiał dostarczający składniki
stopowe do żeliwa wytapianego w żeliwiaku stosuje się elektrokostki czyli kostki krzemowe,
manganowe, fosforowe o odpowiednich wymiarach, masie i kształtach. Ponadto,
w technicznie uzasadnionych przypadkach, można dodać czyste metale jako dodatki stopowe
lub odtleniacze.
Topniki w procesie otrzymywania żeliwa mają za zadanie wytworzenie żużla
o określonych właściwościach fizycznych i chemicznych. Najczęściej stosowanym topnikiem
jest kamień wapienny, którego głównym składnikiem jest węglan wapnia. Jako topniki
stosuje się również dolomit o wielkości ziaren 20 – 75 mm, wapno palone, sodę kalcynowaną
do odsiarczania żeliwa w kadzi, karbid o wielkości ziaren ok. 5mm i zasadowy żużel
martenowski.
Paliwem stosowanym do wytopu żeliwa jest koks otrzymywany w procesie suchej
destylacji węgla kamiennego. Ma on kształt porowatych kawałków. Głównym składnikiem
koksu jest węgiel, od którego zawartości zależy wartość opałowa koksu, dlatego zawartość
węgla w koksie odlewniczym powinna być możliwie największa. Zawartość węgla w suchym
koksie wynosi najczęściej od 85 do 90%, zawartość siarki, części lotnych, popiołu i wilgoci
powinna być jak najmniejsza. Koks odlewniczy powinien być jednorodny o srebrzystym
kolorze, mało porowaty, twardy, bez czarnych, kruchych wtrąceń. Przy uderzeniu powinien
wydawać dźwięk metaliczny.
Oprócz koksu odlewniczego stosuje się do wytapiania żeliwa również koks formowany,
wytwarzany z węgla energetycznego, odgazowanego i spojonego lepiszczem bitumicznym,
wielkość kawałków tego koksu jest określona i podana w poradniku odlewnika. Do zalet
koksu formowanego należą:
−
małe zawartości siarki i zanieczyszczeń,
−
równomierna wielkość kawałków,
−
właściwa porowatość i twardość,
−
wysoka kaloryczność.
W odlewnictwie żeliwa stosuje się również paliwa ciekłe (ropa naftowa, olej opałowy,
mazut), a także paliwa gazowe (gaz ziemny, gaz miejski, gaz koksowy, gaz wielkopiecowy,
gaz czadnicowy).
Materiałami wsadowymi stosowanymi do wytopu staliwa są:
−
wsad metalowy (złom stalowy obcy i własny, surówki wielkopiecowe i syntetyczne,
dodatki metalurgiczne),
−
materiały żużlotwórcze,
−
materiały do świeżenia kąpieli metalowej,
−
materiały nawęglające.
Złom stalowy powinien mieć określone wymiary, postać, skład chemiczny
i dopuszczalne zanieczyszczenia, tak, aby mógł być użyty bezpośrednio jako wsad, parametry
te znajdują się w tablicach umieszczonych w poradniku odlewnika.
Surówki wielkopiecowe i syntetyczne opisane są w PN-H-83002.
Dodatki metalurgiczne są to żelazostopy i czyste metale dodawane w czasie topienia
i odlewania, tabela tych dodatków zamieszczona jest w poradniku odlewnika.
Materiały żużlotwórcze, czyli topniki to kamień wapienny, wapno hutnicze, fluoryt
hutniczy, boksyt, czysty piasek kwarcowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Materiały odświeżające to ruda żelaza i czysty tlen gazowy.
Materiały nawęglające to odpady elektrod, antracyt, koks, węgiel drzewny, surówka
hematytowa.
Wsad metalowy do wyrobu metali nieżelaznych może składać się z metali czystych i ze
stopów o określonym składzie chemicznym, przygotowanych w specjalnych zakładach
metalurgicznych lub sporządzanych na miejscu, w odlewni. Każdy z wymienionych wsadów
może być topiony z dodatkiem lub bez dodatku złomu własnego (obiegowego) albo kupnego,
a także wiórów metalowych. Odlewnie nas ogół przetapiają gotowy materiał, przygotowany
w postaci gąsek (bloków) przez rafinerie metali dla każdego znormalizowanego stopu. Gąski
do przetapiania mają nieco odmienny skład chemiczny od wymaganego w odlewniach, gdyż
podczas ich topienia zachodzą zmiany na skutek wypalania pewnych składników
i przechodzenia innych składników do metalu z zewnątrz. Skład chemiczny gąsek
poszczególnych stopów podają Polskie Normy. Do gąsek dodaje się zwykle złom obiegowy,
przez to zanieczyszczenia w gąskach powinny być mniejsze niż przewidują to normy dla
stopów. Niekiedy do wsadu dodaje się czyste metale w celu uzupełnienia składu
chemicznego, w tym samym celu dodaje się też tzw. zaprawy, czyli stopu pomocniczego
zawierającego materiał podstawowy i dodatek stopowy o wysokiej temperaturze topnienia.
W przypadku wykonywania odlewów wysokiej jakości, stop sporządza się w odlewni
z czystych składników, czyli metali technicznych.
Niemetalowymi składnikami wsadu są wszelkie sole i preparaty chemiczne stosowane
jako topniki (pokrycia ochronne), rafinatory (oczyszczacze), środki odgazowujące lub
modyfikatory (służące do zmiany struktury stopu).
Materiały wsadowe powinny być czyste i suche, wolne od wszelkich obcych
zanieczyszczeń (tłuszczów, produktów korozji itp.). Wielkość kawałków wsadu powinna być
dostosowana do typu pieca topialnego. Powinna zapewnić łatwe ładowanie i szybkie stopienie
(niezbyt duże kawałki), a równocześnie ograniczyć utleniania i straty topienia
( kawałki nie za małe).
Przygotowanie każdego wsadu wymaga oceny wzrokowej składników, ich ważenia,
ewentualnego rozdrabniania i podgrzewania, a także określania składu chemicznego, ilości
i jakości zanieczyszczeń materiałów wsadowych. W każdej odlewni znajdują się szczegółowe
instrukcje przygotowania wsadu, którymi należy się zapoznać i podczas przygotowania
wsadu ściśle się do nich stosować. Podczas przygotowywania wsadu istotną czynnością jest
obliczanie tzw. namiaru wsadu, czyli stosunku ciężarów poszczególnych składników wsadu.
W instrukcji przygotowania wsadu udział poszczególnych składników jest podany
w procentach. Znając całkowity ciężar wsadu do pieca, należy policzyć na podstawie
zawartości procentowej, wagę każdego składnika wsadu. Podczas obliczania ilości
poszczególnych składników wsadu należy brać pod uwagę zgar, czyli bezpowrotne spalanie
się składników stopu w procesie topienia i odpowiednio zwiększyć ilość wsadu. Instrukcja
przygotowania wsadu zawiera również informacje dotyczące sposobu składowania
i przechowywania, a także oznaczania materiałów wsadowych (np. ocechowanie trwałe, opis
niezmywalnym pisakiem, etykiety, przywieszki, naklejki z kodami kreskowymi itp.).
W odlewniach żeliwa przygotowanie wsadu odbywa się na polach wsadowych, gdzie
wsad jest dzielony na odpowiednie porcje.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały noszą nazwę wsadu?
2. Jakie materiały wsadowe stosuje się do wytopu staliwa?
3. Jakie materiały wsadowe stosuje się do wytopu żeliwa?
4. Jaka jest rola topników w procesie wytopu?
5. Jak jest rola paliwa w procesie wytopu?
6. Jaka jest rola modyfikatorów w procesie wytopu?
7. Jaka jest rola żelazostopów w procesie wytopu?
8. Jaka jest rola dodatków stopowych w procesie wytopu?
4.1.3. Ćwiczenia
Ćwiczenie 1
Przygotuj próbki materiałów wsadowych do wytopu staliwa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje dotyczące materiałów wsadowych do
wytopu staliwa,
2) wybrać próbki materiałów używanych na wsad do wytopu staliwa,
3) ułożyć próbki na arkuszu papieru,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny pracy.
Wyposażenie stanowiska pracy:
−
próbki materiałów wsadowych do różnych procesów odlewniczych,
−
arkusz papieru,
−
poradniki.
Ćwiczenie 2
Dokonaj analizy materiałów wsadowych używanych do wytopu żeliwa w żeliwiaku
Rodzaj materiału wsadowego
Rola, jaką spełnia materiał w procesie topienia
Materiały metalowe
Dodatki stopowe
Modyfikatory
Topniki
Paliwa

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rodzajami materiałów wsadowych używanych do wytopu żeliwa,
2) określić rolę każdego składnika w procesie wytopu żeliwa,
3) przyporządkować każdemu składnikowi jego rolę w procesie topienia i wypełnić
w arkuszu do ćwiczenia,
4) zaprezentować efekty swojej pracy,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz do wykonania ćwiczenia,
−
formularze z pytaniami prowadzącymi,
−
przybory do pisania,
−
poradniki.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie wsadu?
o
o
2) dobrać materiały wsadowe do wytopu staliwa?
o
o
3) dobrać materiały wsadowe do wytopu żeliwa?
o
o
4) określi określić rolę topników w procesie wytopu?
o
o
5) określić rolę modyfikatorów w procesie wytopu?
o
o
6) określić rolę paliw w procesie wytopu?
o
o
7) określić rolę dodatków stopowych w procesie wytopu?
o
o

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Podstawowe informacje o piecach do topienia: instalacje
żeliwiakowe, piece tyglowe, piece elektryczne
4.2.1. Materiał nauczania
Piec do topienia metalu powinien umożliwić otrzymanie ciekłego stopu o określonym
składzie chemicznym, określonej temperaturze, odpowiedniej czystości (zawartości wtrąceń
niemetalowych) i odpowiedniej zawartości gazów. Oprócz wymagań technologicznych piec
powinien też spełniać wymagania dotyczące bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej i ochrony środowiska. Ważne jest również racjonalne wykorzystanie
energii podczas użytkowania pieca.
Kryteria podziału pieców odlewniczych mogą być następujące:
−
źródło energii cieplnej (paliwa stałe, ciekłe, gazowe, energia elektryczna, reakcja
chemiczna),
−
sposób pracy (piece o pracy ciągłej, piece o pracy okresowej),
−
sposób nagrzewania wsadu (piece o działaniu pośrednim, w których wsad nagrzewany
jest ciepłem wytwarzanym poza obszarem zajmowanym przez wsad, piece o działaniu
bezpośrednim, gdzie ciepło ogrzewające wsad powstaje wewnątrz wsadu),
−
konstrukcja pieca:
−
skierowanie osi pieca (piece pionowe , poziome),
−
ruch pieca (piece stałe, obrotowe, przechylne, wahliwe),
−
kształt przestrzeni roboczej (piece szybowe, trzonowe, wannowe, komorowe,
tyglowe, bębnowe, kanałowe, kołpakowe, dzwonowe),
−
rodzaj wykładziny pieca (zasadowa, kwaśna, ubijana z masy ceramicznej, murowana
z kształtek, piece bezwykładzinowe z wodnym chłodzeniem płaszcza),
−
rodzaj wytapianego stopu odlewniczego (piece do wytapiania staliwa, żeliwa, stopów
metali nieżelaznych),
−
zastosowanie pieca w technologii odlewniczej (do otrzymywania stopów z wsadu stałego
i ciekłego, do podgrzewania wsadu ciekłego, do zalewania form ciekłym metalem tzw.
piece dozujące).
Piece przeznaczone do wytapiania stopów odlewniczych powinny spełniać wymagania
technologiczne, ekonomiczne i ochrony środowiska. Wybór pieca topialnego zależy od:
−
rodzaju stopu i związanej z tym temperatury przegrzania, określającej temperaturę pracy
pieca,
−
wymagań jakościowych stawianym stopom (skład chemiczny, zawartość gazów,
zawartość wtrąceń niemetalicznych), z czym wiąże się wybór procesu metalurgicznego,
−
wielkości produkcji i sposobu jej organizacji w odlewni (mała, duża, jednostkowa,
seryjna, masowa, okresowa, ciągła, zmechanizowana, zautomatyzowana),
−
rodzaju, dostępności i kosztów wykorzystywanych w piecu źródeł energii cieplnej,
−
rodzaju i kosztu materiałów wsadowych, ogniotrwałych i pomocniczych,
−
kosztu instalacji pieca i jego dostępności na rynku,
−
warunków obsługi, bezpieczeństwa i higieny pracy oraz ochrony środowiska.
W technologiach wytapiania stopów odlewniczych, niezależnie od zastosowania pieca
dla danego stopu (żeliwo, staliwo, metale nieżelazne), podstawowe funkcje pieców
odlewniczych polegają na podgrzewaniu stałego wsadu, roztapianiu go, przegrzewaniu
ciekłego metalu, przetrzymywaniu go w piecu i mieszaniu w celu wyrównania składu
chemicznego wytapianego stopu oraz temperatury i w końcu na odlewaniu (dozowaniu).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Najstarszym i dotychczas najpowszechniej stosowanym piecem odlewniczym jest
żeliwiak. Jest to piec szybowy, w którym naboje wsadu metalowego na przemian z nabojami
paliwa (najczęściej koksu) i topnika ładowane są od góry przez okno wsadowe i opuszczają
się w dół szybu, do stref topienia i spalania, a gorące gazy żeliwiakowe unoszą się do góry
nagrzewając, topiąc wsad metalowy i przegrzewając ciekłe żeliwo. Spaliny, których
temperatura wynosi 1650-2000º C powstają podczas spalania paliwa w powietrzu stale
wdmuchiwanym przez dysze umieszczone w dole pieca. Powietrze wdmuchiwane jest pod
odpowiednim ciśnieniem przy użyciu wentylatorów. Ciekłe żeliwo wraz z ciekły żużlem
gromadzi się w dole pieca w tzw. kotlinie lub, w przypadku żeliwiaków ze zbiornikiem, w
zbiorniku, skąd jest okresowo spuszczane. W nowoczesnych żeliwiakach żeliwo i żużel są
spuszczane z żeliwiaka bez zbiornika w sposób ciągły, przy zastosowaniu tzw. rynny
syfonowej. Część żeliwiaka nad oknem wsadowym spełnia rolę komina. Kominy większości
nowych żeliwiaków są wyposażone w chwytacze iskier. W wielu przypadkach komin
żeliwiaka jest zastąpiony kominowym rekuperatorem o działaniu radiacyjnym.
Podczas rozruchu żeliwiaka kotlina jest wypełniona koksem, zwanym kotlinowym.
Warstwę koksu nad poziomem dysz, lecz poniżej pierwszego naboju wsadu metalowego,
nazywa się koksem wypełniającym, a naboje koksu załadowanego do żeliwiaka wraz
z nabojami wsadu metalowego i topnika – koksem wsadowym.
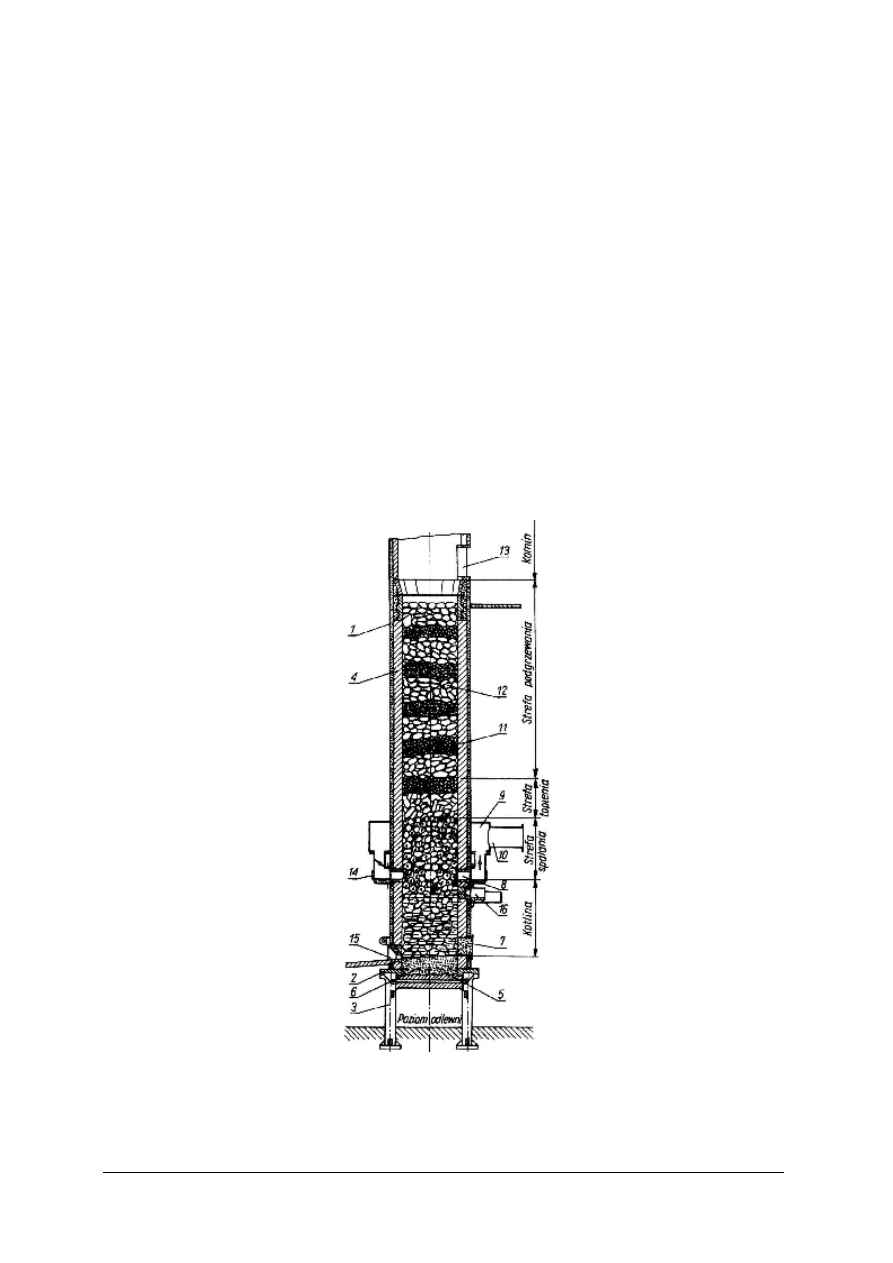
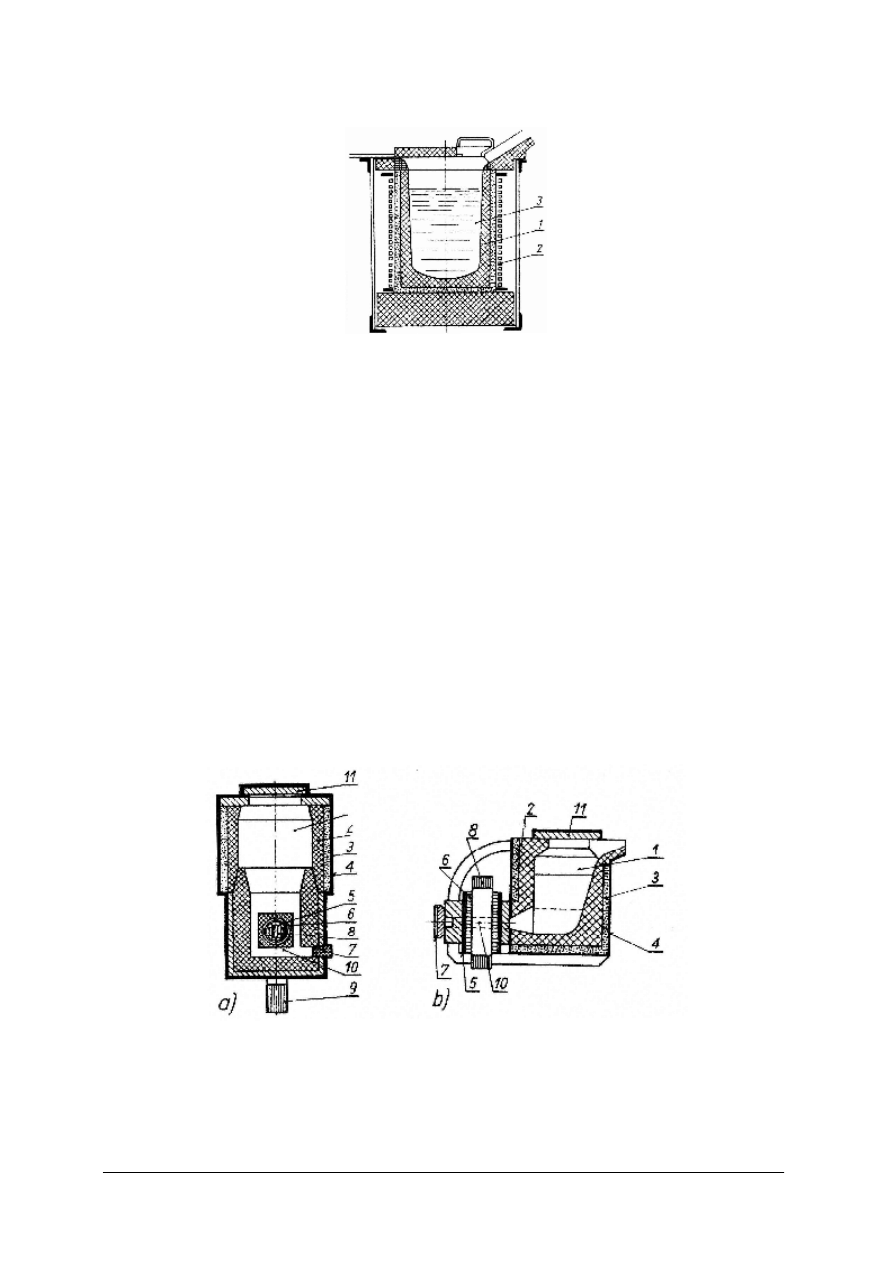
Szkic żeliwiaka bez zbiornika przedstawia rys. 1.
Rys. 1. Schemat żeliwiaka [4, s. 118]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Na czterech słupach podporowych (3) opiera się płyta podstawowa(2) z otworem dennym
zaopatrzonym w drzwiczki (5), zamykane na czas pracy pieca. Na drzwiczkach wykonany
jest spodek żeliwiaka (6), pochylony w kierunku otworu spustowego żeliwa (15). Do płyty
podstawowej przymocowany jest przy pomocy śrub lub nitów cylindryczny płaszcz
stalowy(1), spawany z blachy o grubości od 6 mm do 10 mm, wyłożony wykładziną
ogniotrwałą(4). Do płaszcza na wysokości nieco powyżej otworu spustowego przymocowana
jest blaszana lub żeliwna rynna spustowa żeliwa. Na pewnej wysokości nad spodkiem
umieszczone są dysze (8), którymi wdmuchiwane jest do pieca powietrze bezpośrednio ze
skrzyni powietrznej (9) lub za pośrednictwem przewodów kolankowych. W przewodach lub
w skrzyni powietrznej, na wysokości osi dysz, znajdują się otwierane wzierniki (14), służące
do obserwacji przebiegu topienia lub tez go ewentualnego wprowadzenia drąga celem
odżużlowania dysz. Wewnątrz przewodu znajduje się przepustnica umożliwiająca odcięcie
powietrza od dyszy w celu jej samoczynnego odżużlenia. Przewody powietrzne (10) łączą
skrzynię powietrzną z wentylatorem dostarczającym powietrze do żeliwiaka. Skrzynia
powietrzna jest odsunięta od płaszcza żeliwiaka w celu umożliwienia chłodzenia go wodą. Po
przeciwnej stronie otworu spustowego lub pod kątem nie mniejszym niż 90º w stosunku do
osi otworu spustowego żeliwa, nieco poniżej poziomu dysz, znajduje się otwór spustowy
żużla(16), zakończony krótką rynną żużlową. Obie rynny spustowe wyłożone są wykładziną
ogniotrwałą. Po przeciwległej stronie otworu spustowego żeliwa, na wysokości spodka
żeliwiaka znajduje się otwór włazowy zamykany drzwiczkami włazowymi (7). W górnej
części pieca znajduje się okno wsadowe (13). Wnętrze żeliwiaka wyłożone jest wykładziną
ogniotrwałą do wysokości poziomu 800 – 1500 mm poniżej dolnej krawędzi okna
wsadowego. Między płaszczem a wykładziną znajduje się szczelina dylatacyjna o grubości 10
– 20 mm wypełniona sypkim materiałem izolacyjnym. Górną część żeliwiaka wykłada się
kształtkami żeliwnymi. Część żeliwiaka od spodka do dolnej krawędzi dysz nosi nazwę
kotliny, a jej wysokość – wysokości kotlinowej (h
k
).Wysokość od poziomu dolnej krawędzi
dysz do poziomu dolnej krawędzi okna wsadowego nazywa się wysokością użyteczną
żeliwiaka (h
u
). Wsad do żeliwiaka ładowany jest przez okna wsadowe w kolejności: warstwa
koksu i topniki (11), warstwa wsadu metalowego (12).
W celu poprawy wydajności instalacji żeliwiakowej stosuje się:
−
gorący dmuch powietrza – dzięki temu poprawia się temperatura w strefie przegrzania
materiału, poprawiają się warunki wymiany ciepła, wzrasta temperatura przegrzania
żeliwa, znacznie zmniejsza się zużycie koksu, można też stosować koks w gorszym
gatunku,
−
dmuch powietrza wzbogaconego w tlen – dzięki temu otrzymuje się efekty podobne do
tych , które są podczas zastosowania gorącego dmuchu,
−
zastosowanie gazu ziemnego i innych paliw gazowych, czyli używanie tzw. żeliwiaków
koksowo-gazowych.
Staliwo wytapia się w następujących piecach:
−
w konwertorach,
−
w piecach martenowskich,
−
w piecach elektrycznych łukowych,
−
w piecach elektrycznych oporowych,
−
w piecach indukcyjnych.
Konwertor (rys. 2) jest to przechylny zbiornik stalowy (1), wyłożony wewnątrz
wykładziną ogniotrwałą kwaśną lub zasadową,
służący do otrzymywania stali z ciekłej
surówki za pomocą przedmuchiwania jej powietrzem lub powierzchniowego wdmuchiwania
tlenu. Zbiornik otoczony jest pierścieniem stalowym, zaopatrzonym w czopy (2)
ułożyskowane na słupach (3). Zbiornik może się obracać dookoła osi czopów za pomocą koła
zębatego (5) i listwy zębatej (4) napędzanej przez tłok urządzenia hydraulicznego lub
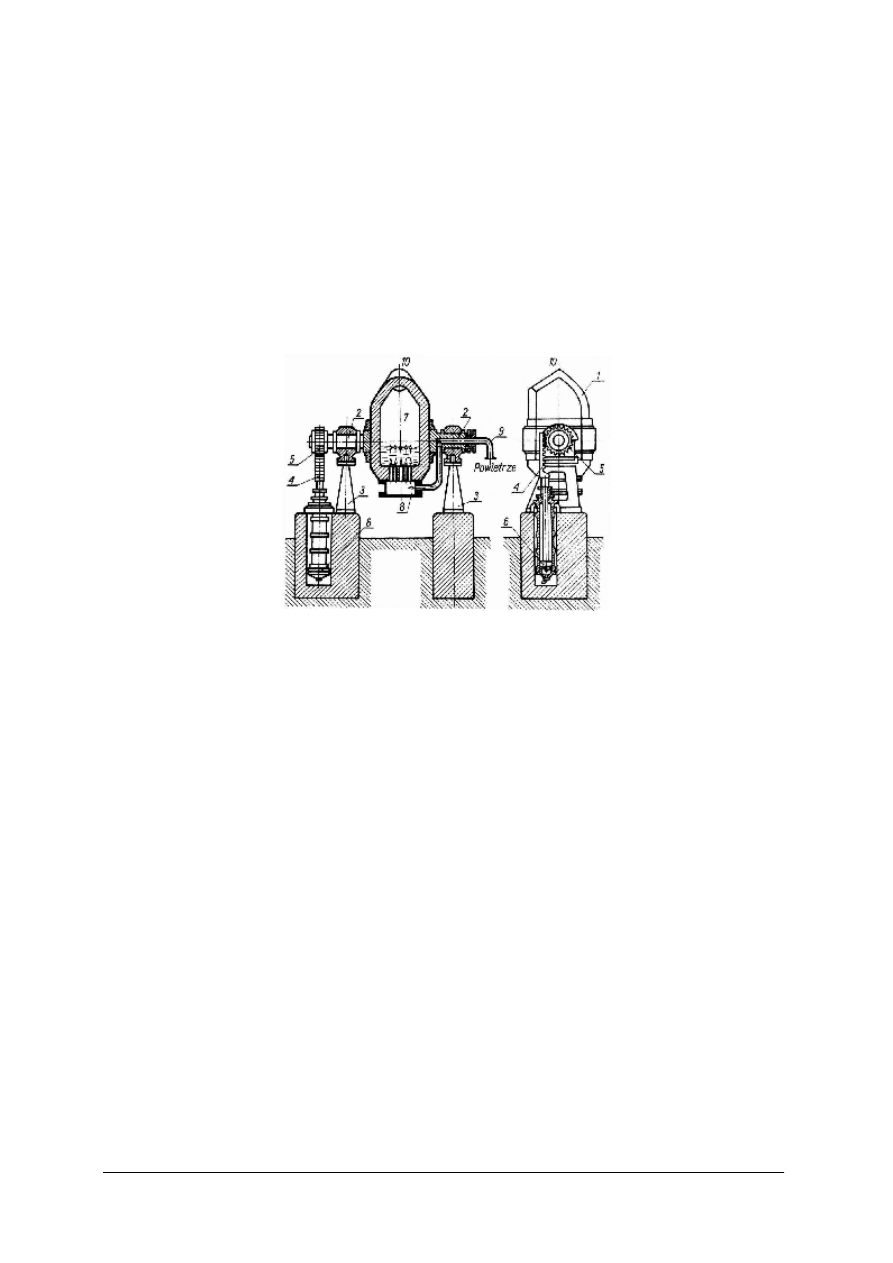
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
pneumatycznego. Komora (7) zbiornika z otworem do wlewania surówki (10) jest komorą
roboczą, zaś komora (8) jest komorą powietrzną, do której przewodem (9) doprowadzone jest
sprężone powietrze lub tlen. Konwertor napełnia się ciekłym wsadem i przedmuchuje
powietrzem, bądź nadmuchuje od góry tlenem. Podczas tego procesu wypala się nadmiar
węgla i domieszki, zbędne w stali. Wobec krótkiego czasu potrzebnego do wytapiania stali,
konwertory stosuje się tam, gdzie ze względu na mechanizację lub automatyzację formowania
i transportu, konieczne jest odlewanie ciągłe.
Staliwo węglowe przeznaczone na drobne
odlewy można otrzymać w konwertorze z bocznym lub dolnym dmuchem powietrza. Wysoka
temperatura staliwa pozwala na odlewanie z niego odlewów cienkościennych. Wadą
natomiast jest duża zawartość fosforu i siarki. Stal konstrukcyjna i nierdzewna może być
wytapiana w konwertorze z górny dmuchem tlenu.
Rys. 2. Schemat konwertora [4, s. 107]
Piec martenowski jest to wannowy piec płomieniowy do wytapiania stali z surówki
odlewniczej i złomu żelaznego. Opalany jest gazem czadnicowym otrzymywanym najczęściej
przez zagazowanie w czadnicy węgla kamiennego. Piec martenowski składa się z przestrzeni
roboczej - tzw. topniska, z oknami wsadowymi i otworem spustowym, głowic
(doprowadzających paliwo i powietrze oraz odprowadzających spaliny), kanałów, komór
żużlowych, regeneratorów i zaworów rozrządczych. Regeneratory pieca martenowskiego
służą do odzyskiwania dla procesu martenowskiego części ciepła, które zawierają uchodzące
spaliny. Odzyskiwanie ciepła (nagrzewanie powietrza i gazu) polega na okresowej zmianie
kierunku wlotu do pieca martenowskiego powietrza i gazu oraz uchodzenia spalin,
uzyskiwanej przez odpowiednie ustawienie zaworów rozrządczych. Dzięki odzyskaniu
w regeneratorach pewnej ilości ciepła, w piecu martenowskim można uzyskiwać bardzo
wysoką temperaturę (ok. 1750°C), umożliwiającą utrzymywanie stali w stanie ciekłym.
Proces wytapiania stali w piecu martenowskim trwa ok. 8 godzin. Pojemność pieca
martenowskiego dochodzi do 500 t (małe piece martenowskie ok. 30 t). Otrzymywana
w piecu martenowskim stal jest lepsza od otrzymywanej w konwertorach, gdyż zawiera mniej
fosforu i siarki. Wytapianie stali w piecu martenowskim jest, obok metody konwertorowo-
tlenowej, najbardziej powszechną metodą produkcji stali
.
Wsad w stanie stałym ładuje się do
wanny pieca i roztapia wykorzystując ciepło spalania gazu. Piece martenowskie nadają się do
produkcji stali przeznaczonej na duże i średnie odlewy, obecnie są coraz rzadziej używane.
Piece tyglowe mają zastosowanie do topienia małych ilości metali nieżelaznych oraz,
w wyjątkowych przypadkach, do przetapiania żeliwa i staliwa. Ciepło wytwarzane w komorze
spalania pieca jest przekazywane nagrzewanemu metalowi przez ściankę tygla. Metal nie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
styka się więc z płomieniem i spalinami dzięki czemu jest chroniony przed
zanieczyszczeniami pochodzącymi z paliwa.
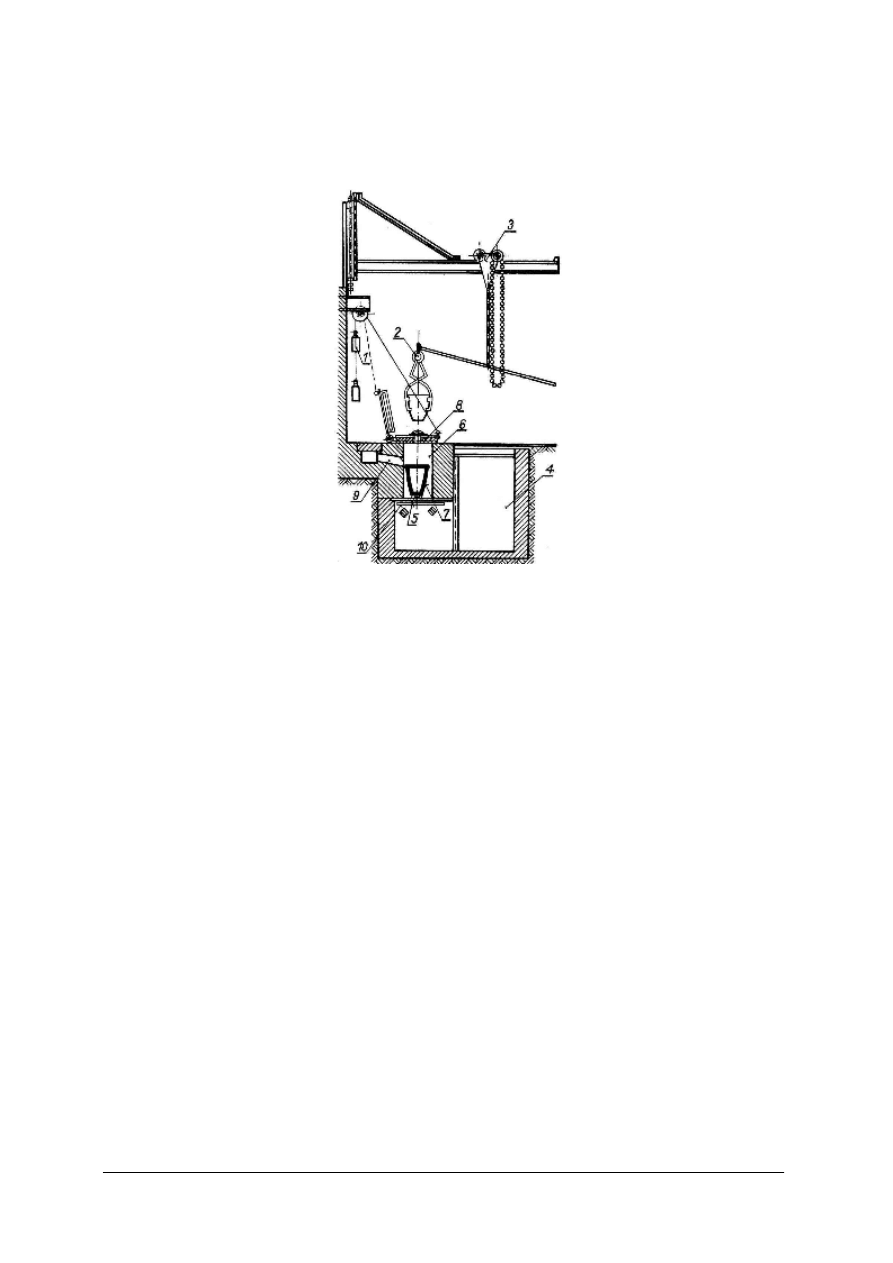
Schemat pieca tyglowego na paliwo stałe, czyli najczęściej koks, pokazany jest na rys. 3.
Rys. 3. Piec tyglowy koksowy stały wgłębny: 1 – przeciwciężar pokrywy, 2 – mechaniczne kleszcze do
wyciągania tygla, 3 – wyciągarka, 4 – komora powietrzna, 5 – ruszt, 6 – komora spalania, 7 – tygiel,
8 – pokrywa komory pieca, 9 – odprowadzenie spalin, 10 – popielnik. [9, s. 253]
Paliwo spala się na ruszcie, ciepło wytwarzane w tym procesie jest przenoszone od spalin
do metalu przez ścianki tygla. Piec zakryty jest pokrywą wykonana z ramy stalowej,
wyłożonej kształtkami szamotowymi. W pokrywie znajduje się otwór służący do ładowania
wsadu i kontrolowania procesu topienia, otwór zamyka przykrywka. Tygiel wyjmuje się
z pieca za pomocą specjalnych kleszczy, umocowanych do dźwigni, która jest podwieszona
na ruchomym wózku. Tygiel ustawia się w piecu na podstawce wysokości 60–100 mm
i o średnicy o 20 mm większej niż średnica tygla u dołu. Między tyglem, a ściankami pieca
oraz miedzy pokrywą tygla, a pokrywą pieca powinny być zachowane odstępy, tak, aby tygiel
nie stykał się z piecem. Wadą pieców stałych jest umieszczenie tygla poniżej poziomu hali
odlewniczej i konieczność wyciągania go na ten poziom wraz z roztopionym metalem. Jest to
uciążliwe i niebezpieczne i dodatkowo zwiększa czas wytopu, gdyż piec poddawany jest
częstym zmianom temperatury. Wolne od tych wad są piece tyglowe przechylne, których
kadłub wraz z osadzonym nieruchomo tyglem, przechyla się, dzięki czemu ciekły metal
wypływa przez otwór spustowy.
W celu polepszenia wydajności pracy pieców tyglowych stosuje się wymuszony ciąg
powietrza (podmuch) i podgrzewanie powietrza z wykorzystaniem gazów odlotowych
z pieca.
Piece tyglowe na paliwo ciekłe są to zwykle piece przechylne. W porównaniu z piecami
na paliwo stałe mają one następujące zalety:
−
szybsze uruchamianie pieca,
−
szybsze podnoszenie temperatury w piecu,
−
dłuższy czas pracy tygla,
−
brak zanieczyszczeń metalu pochodzących od popiołu,
−
oszczędność robocizny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Najczęściej stosowanymi paliwami płynnymi są:
−
olej naftowy,
−
mazut,
−
smoła pogazowa,
−
smoła twarda.
Ze względu na konstrukcję palnika piece tyglowe na paliwo ciekłe dzielą się na:
−
z palnikami na wysokie ciśnienie (150 – 1080kPa),
−
z palnikami na niskie ciśnienie (2 – 5kPa).
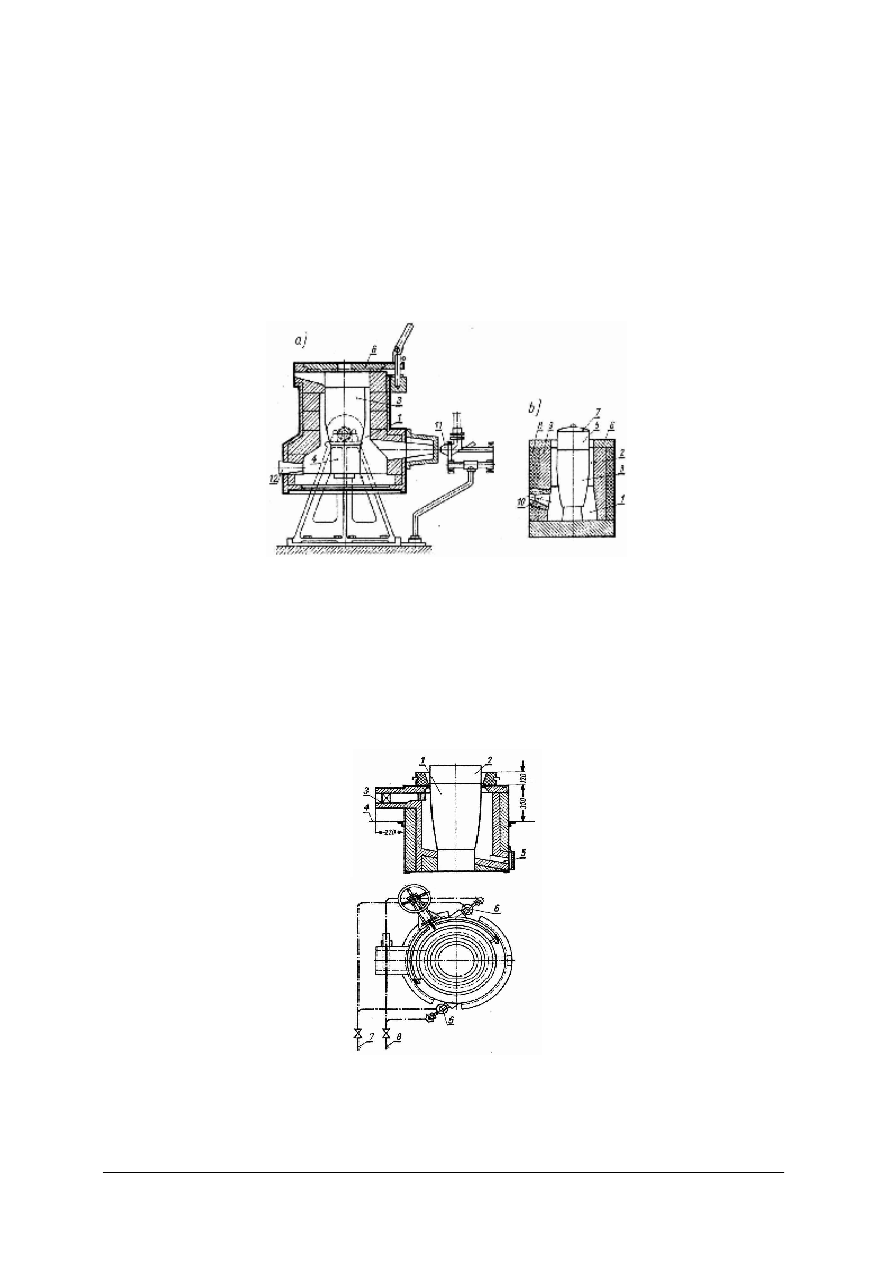
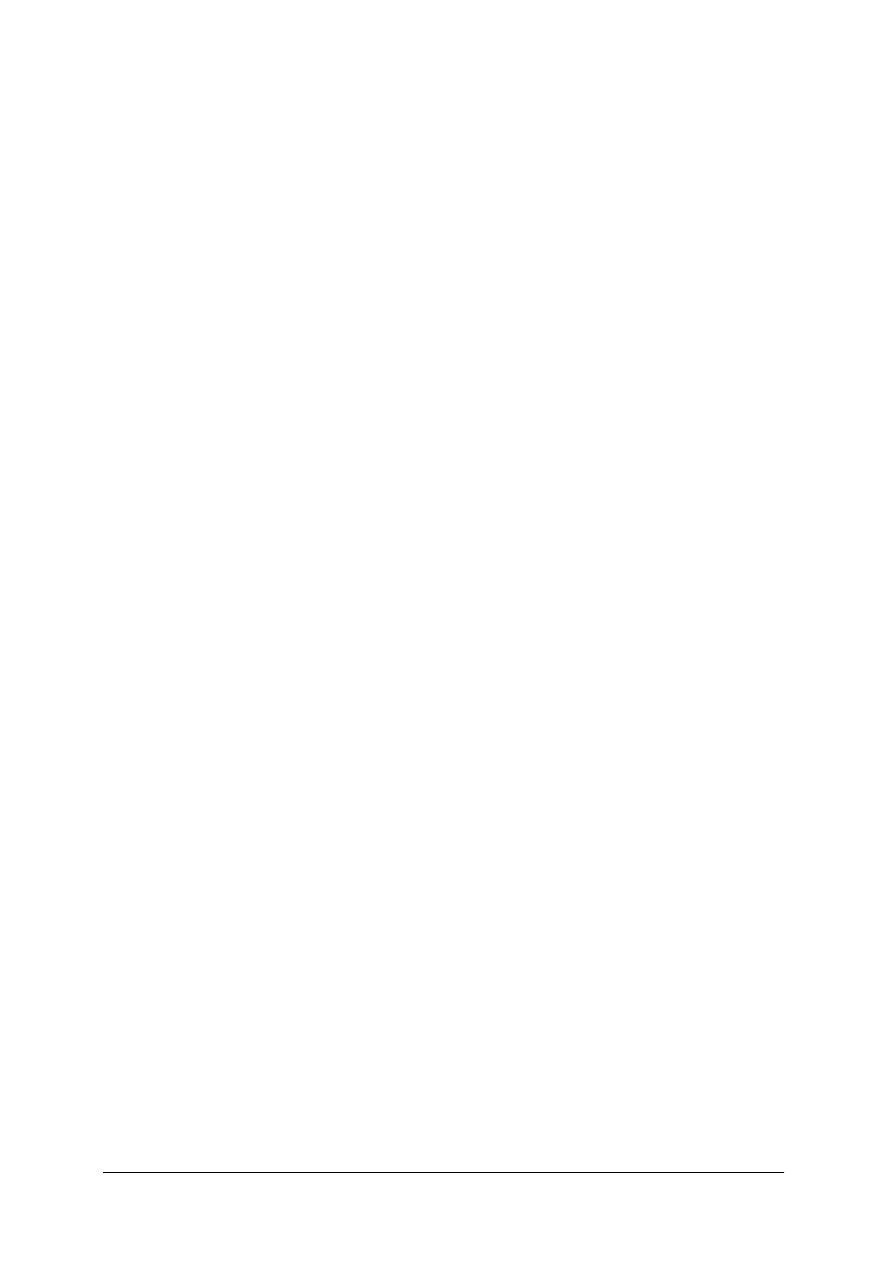
Schemat pieca na paliwo ciekłe pokazany jest na rys. 4.
Rys. 4. Piece tyglowe na paliwo ciekłe: a)
przechylny z palnikiem niskociśnieniowym, b) stały z nadstawką,
1- komora spalania, 2- komora nagrzewania, 3- tygiel, 4- podstawka, 5- nadstawka, 6- pokrywa pieca,
7- pokrywa tygla, 8- izolacja, 9- wykładzina, 10- otwór do palnika, 11- palnik, 12- otwór awaryjny
[9, s. 255]
Piece tyglowe na paliwo gazowe mają konstrukcje podobną do pieców na paliwo ciekłe.
Stosowanie paliwa gazowego sprawia, że łatwiejsza jest regulacja procesu topienia, mniejsze
zanieczyszczenie stopu, mniejsze zanieczyszczenie środowiska.
Przykład pieca tyglowego na paliwo gazowe przedstawia rys. 5.
Rys. 5. Piec tyglowy na paliwo gazowe: 1 – tygiel, 2 – nadstawka, 3 – odprowadzenie spalin, 4 – poziom hali,
5 – otwór awaryjny, 6 – palnik, 7 – przewód powietrzny, 8 – przewód gazowy [9, s. 256]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Piece elektryczne pozwalają na otrzymywanie tworzyw odlewniczych o najwyższej
jakości, obsługa i regulacja ich jest łatwa i czysta, łatwo uzyskuje się w nich żądaną
temperaturę, a także są one bezpieczne dla środowiska naturalnego. Stosowane są
w odlewnictwie żeliwa, staliwa i metali nieżelaznych.
W piecach elektrycznych łukowych nagrzewanie, topienie i przegrzewanie metalu
odbywa się przy użyciu ciepła wydzielanego przez łuk elektryczny, wytwarzający się na
elektrodach. Rozróżnia się nagrzewanie łukowe pośrednie, gdy łuk płonie miedzy elektrodami
nie stykając się z wsadem i nagrzewanie łukowe bezpośrednie, przy którym wsad spełnia rolę
jednej z elektrod.
Przestrzeń robocza pieca z nagrzewaniem pośrednim ma kształt walca (bębna) wykonanego z
blachy stalowej, wyłożonego materiałem ogniotrwałym, wahającego się dookoła swej
poziomej osi. Maksymalny kąt wahań wynosi 120º. Obydwie elektrody, między którymi
płonie łuk umieszcza się w osi pieca. Nagrzewanie wsadu odbywa się:
−
przez bezpośrednie promieniowanie łuku,
−
przez promieniowanie nagrzanych ścian pieca,
−
za pośrednictwem nagrzanej wykładziny, stykającej się z kąpielą podczas ruchu
wahadłowego pieca.
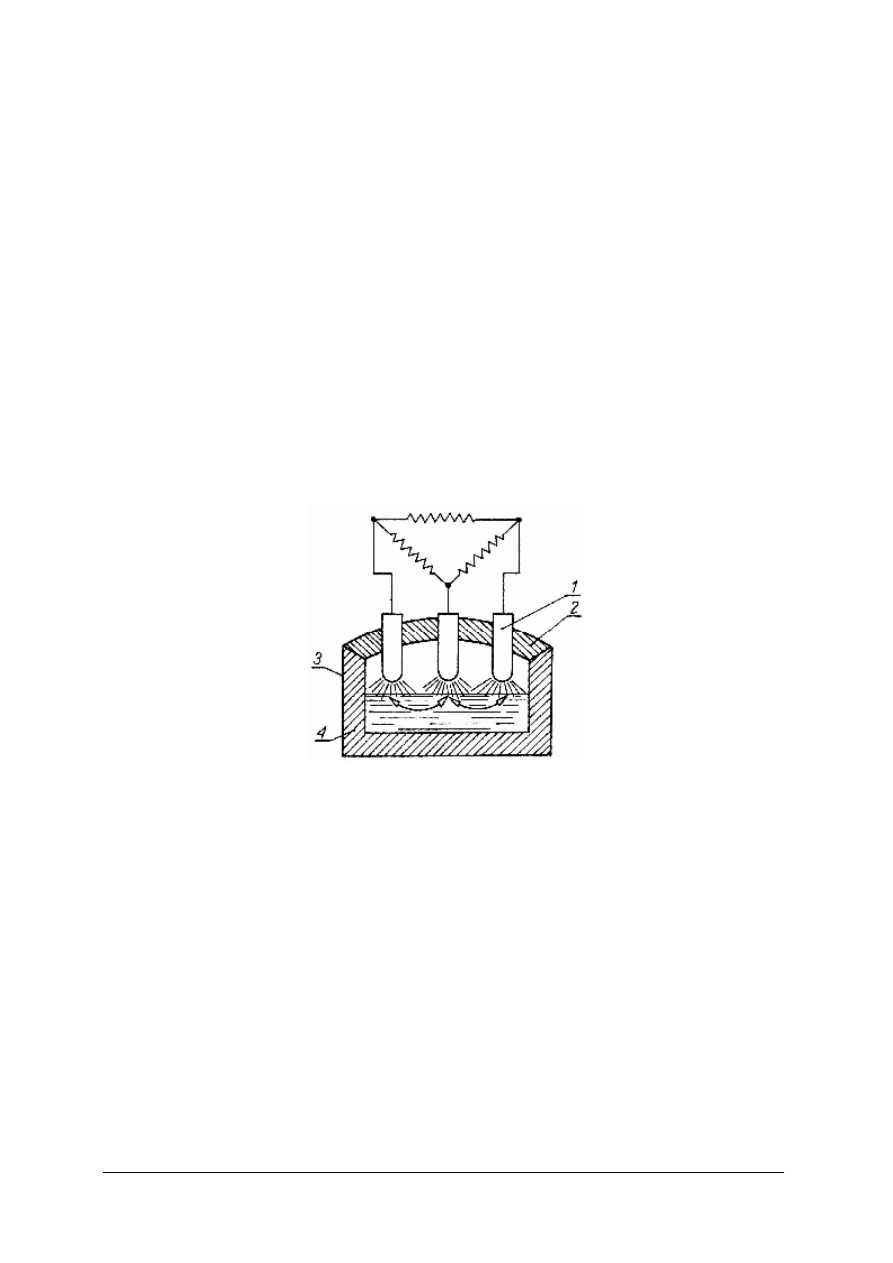
Schemat pieca łukowego o działaniu bezpośrednim pokazuje rys. 6.
Rys. 6. Piec tyglowy łukowy o działaniu bezpośrednim [4, s. 109]
Między elektrodą zawieszoną pionowo a metalowym wsadem płonie łuk elektryczny
o temperaturze ok. 6000ºC, który rozgrzewa, topi i przegrzewa metal. W każdym z trzech
obwodów płynie prąd następującą drogą: elektroda pierwsza – łuk – żużel –metal – żużel –
łuk – elektroda druga. Podczas przepływu prądu przez metal również wydziela się ciepło
(oporowe nagrzewanie wsadu). Dodatkowo metal nagrzewany jest przez rozgrzaną
wykładzinę pieca
Piece elektryczne indukcyjne działają w następujący sposób: we wsadzie metalowym
znajdującym się w zmiennym polu elektromagnetycznym, indukują się prądy wirowe,
powodując wydzielanie się ciepła.
Piece te dzielą się ze względu na konstrukcję na:
−
piece tyglowe,
−
piece kanałowe.
Schemat budowy pieca indukcyjnego tyglowego przedstawia rys. 7.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 7.Piec tyglowy indukcyjny 4, s. 109]
Metal wytapia się w tyglu (2) wykonanym z materiału ogniotrwałego. Tygiel
umieszczony jest w cewce wzbudnika (3) wykonanej z rur miedzianych, chłodzonych
przepływającą wewnątrz nich wodą. Całość mieści się w obudowie stalowej umożliwiającej
przechylanie pieca w chwili dokonywania spustu. Jeżeli przez tygiel przepływa prąd zmienny,
to przez tygiel przenika strumień magnetyczny zmienny, który z kolei indukuje prąd zmienny
w kawałkach wsadu lub w ciekłym metalu wewnątrz tygla. Energia elektryczna tego prądu
zmienia się w energię cieplną powodując topienie i przegrzewanie metalu.
W piecu indukcyjnym kanałowym, nagrzewanie wsadu odbywa się w zamkniętym
kanale, połączonym ze znajdującym się nad nim zbiornikiem. Piece kanałowe buduje się
z kanałami pionowymi, poziomymi lub nachylonymi pod katem do poziomu, przy czym
mogą być one jednokanałowe lub wielokanałowe. Kształt kanałów oraz ich przekrój
poprzeczny (eliptyczny, kołowy, prostokątny lub kombinowany) zależy od rodzaju
wytapianych stopów. Dla większości stopów miedzi kanał ma przekrój poprzeczny
prostokątny, dla stopów aluminium przekrój kombinowany (część dolna – kwadratowy,
pionowe połączenie z komorą – kształt okrągły). Przykład pieca indukcyjnego o pionowym
kanale, służącego do topienia aluminium przedstawia rys. 8.
Rys. 8. Piece kanałowe indukcyjne do topienia aluminium: a) z kanałem pionowym, b) z kanałem poziomym
1 – zbiornik, 2 – wykładzina ogniotrwała, 3 – izolacja cieplna, 4 – obudowa stalowa, 5 – rura azbestowa,
6 – wzbudnik, 7 – korek ceramiczny, 8, 9 – rdzeń magnetyczny, 10 – kanał, 11 – pokrywa [9, s. 371]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Aby kanałowy piec indukcyjny mógł pracować, należy utrzymywać w nim zaczyn.
Uruchamiając piec po dłuższej przerwie, zalewa się kanały metalem, stopionym osobno
w dowolnym piecu. Przy uruchamianiu pieca z nową wykładzina wzbudnika część zaczynu
stanowi metal uzyskany ze stopienia modelu kanału ( model jest wykonany z metalu, którego
rodzaj odpowiada metalowi wytapianemu lub wytrzymywanemu w danym piecu). Kanałowe
piece indukcyjne wykorzystuje się do przetrzymywania metalu, jego przegrzewania
i wydawanie niewielkimi porcjami we współpracy z innymi piecami, których zadaniem jest
tylko wytapianie metalu (żeliwiakami, piecami łukowymi, indukcyjnymi piecami tyglowymi).
Do współpracy z liniami i maszynami odlewniczymi stosuje się piece kanałowe
o specjalnej konstrukcji, których zadaniem jest stabilizacja temperatury ciekłego metalu
i wyrównywanie jego składu chemicznego oraz gromadzenie stopu w ilości pozwalającej na
zachowanie ciągłości pracy linii bez względu na przerwy pracy pieca wytapiającego metal.
Oprócz wyżej wymienionych pieców elektrycznych stosuje się w odlewnictwie również
piece indukcyjne próżniowe, łukowe piece próżniowe, elektronowe piece próżniowe, a także
konwertory odlewnicze.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie funkcje spełniają piece topialne?
2. Jakie znasz piece na paliwo stałe?
3. Jakie znasz piece na paliwo ciekłe?
4. Jakie znasz piece na paliwo gazowe?
5. Jakie znasz piece elektryczne?
6. Jak jest zbudowany żeliwiak?
7. Jak działa żeliwiak?
8. Jak są zbudowane piece łukowe?
9. Jak są zbudowane piece indukcyjne?
10. Jak działają piece łukowe?
11. Jak działają piece indukcyjne?
12. Jakie są zasady doboru pieców topialnych?
13. Jak jest zbudowany konwertor?
14. Jakie znasz typy konwertorów?
15. Jak jest zbudowany piec tyglowy indukcyjny?
16. Jak działa piec tyglowy indukcyjny?
17. Jak działają poszczególne typy konwertorów?
18. Jak jest zbudowany piec tyglowy płomieniowy?
19. Jak jest działa piec tyglowy płomieniowy?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dobierz odpowiedni piec do topienia stopów aluminium dla odlewni pracującej w ruchu
ciągłym, wytwarzającej 1 tonę odlewów średniej wielkości na dobę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z zasadami doboru pieców do topienia stopów odlewniczych,
2) zapoznać się z rodzajami pieców do topienia stopów aluminium,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
3) wyszukać strony www z ofertami pieców,
4) zapoznać si e z piecami oferowanymi w katalogach pieców,
5) dokonać analizy wybranych pieców,
6) wybrać piec spełniający warunki wymagane w odlewni,
7) zapisać proponowany typ pieca,
8) zaprezentować efekty swojej pracy,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowiska komputerowe z dostępem do Internetu,
−
katalogi ofertowe pieców do topienia stopów metali nieżelaznych,
−
plansze, makiety, modele pieców do topienia stopów,
−
dokumentacje techniczno-ruchowe pieców,
−
formularze z pytaniami prowadzącymi,
−
arkusz do ćwiczenia,
−
przybory do pisania.
Ćwiczenie 2
Dobierz odpowiedni piec do topienia staliwa dla odlewni pracującej w ruchu ciągłym,
wytwarzającej 5 ton drobnych odlewów na dobę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rodzajami pieców do topienia staliwa,
2) wyszukać strony www z ofertami pieców,
3) zapoznać się z piecami oferowanymi w katalogach pieców
4) dokonać analizy wybranych pieców,
5) wybrać piec spełniający warunki wymagane w odlewni,
6) zapisać proponowany typ pieca,
7) zaprezentować efekty swojej pracy,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowiska komputerowe z dostępem do Internetu,
−
katalogi ofertowe pieców do topienia stopów staliwa,
−
plansze, makiety, modele pieców do topienia stopów odlewniczych,
−
dokumentacje techniczno-ruchowe pieców,
−
formularze z pytaniami prowadzącymi,
−
arkusz do ćwiczenia,
−
przybory do pisania.
Ćwiczenie 3
Dobierz odpowiedni piec do topienia żeliwa dla odlewni pracującej w ruchu ciągłym,
wytwarzającej 5 ton odlewów średniej wielkości na dobę.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z rodzajami pieców do topienia żeliwa ,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
2) wyszukać strony www z ofertami pieców,
3) dokonać analizy wybranych pieców,
4) zapoznać się z piecami oferowanymi w katalogach pieców
5) wybrać piec spełniający warunki wymagane w odlewni,
6) zapisać proponowany typ pieca,
7) zaprezentować efekty swojej pracy,
8) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowiska komputerowe z dostępem do Internetu,
−
katalogi ofertowe pieców do topienia stopów staliwa,
−
plansze, makiety, modele pieców do topienia stopów odlewniczych,
−
dokumentacje techniczno-ruchowe pieców,
−
formularze z pytaniami prowadzącymi,
−
przybory do pisania,
−
arkusz do ćwiczenia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić funkcje pieców topialnych?
o
o
2) wymienić rodzaje pieców na paliwo stałe?
o
o
3) wymienić rodzaje pieców na paliwo ciekłe?
o
o
4) wymienić rodzaje pieców na paliwo gazowe?
o
o
5) wymienić rodzaje pieców elektrycznych?
o
o
6) opisać budowę żeliwiaka?
o
o
7) opisać działanie żeliwiaka?
o
o
8) opisać budowę pieca elektrycznego łukowego?
o
o
9) opisać działanie pieca elektrycznego łukowego?
o
o
10) opisać budowę pieca elektrycznego indukcyjnego?
o
o
11) opisać działanie pieca elektrycznego indukcyjnego?
o
o
12) opisać budowę konwertora z dmuchem dolnym?
o
o
13) opisać działanie konwertora z dmuchem dolnym?
o
o
14) opisać budowę konwertora tlenowego?
o
o
15) opisać działanie konwertora tlenowego?
o
o
16) opisać działanie pieca elektrycznego indukcyjnego
o
o
17) dobrać piec mając dane dotyczące rodzaju stopu, wielkości i rodzaju
produkcji?
o
o
18) określić jak zbudowany jest piec tyglowy indukcyjny?
o
o
19) określić jak działa jest piec tyglowy indukcyjny?
o
o
20) określić jak zbudowany jest piec tyglowy płomieniowy?
o
o
21) określić jak działa jest piec tyglowy płomieniowy?
o
o

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Technologia wytapiania stopów odlewniczych, obsługa pieców,
kontrola parametrów pracy pieca
4.3.1. Materiał nauczania
Topienie ma na celu przeprowadzenie metalu ze stanu stałego w stan ciekły oraz
przegrzanie go do takiej temperatury, aby po przeprowadzeniu niezbędnych procesów
metalurgicznych, nadawał się do zalewania form. Podczas topienia następuje zmiana
właściwości metali i stopów, wpływając w decydującym stopniu na ich dalszą przydatność do
obróbki odlewniczej. Procesowi topienia towarzyszy wiele związanych z nim czynności
począwszy od przygotowania wsadu i materiałów rafinacyjnych, przez rafinowanie,
przygotowanie materiału do zalewania po zalewanie form.
Podstawowym piecem do topienia żeliwa z zimnego wsadu jest żeliwiak, żeliwo w nim
otrzymane poddaje się dalszej przeróbce uszlachetniającej. Załadowany do żeliwiaka wsad
metalowy, opuszczający się stopniowo w dół szybu ku strefie topienia, pozostaje
w bezpośrednim kontakcie zarówno z koksem jak i gazami spalinowymi i topi się, zmieniając
równocześnie swój skład chemiczny. Ciekły metal spływający w postaci kropel lub
pojedynczych strużek do kotliny pieca i gromadzący się w niej również styka się z koksem,
gazami spalinowymi, a w kotlinie dodatkowo z żużlem. W wyniku zachodzących reakcji
fizykochemicznych następuje zmiana składu chemicznego wsadu żeliwiakowego, przy czym
zawartość niektórych pierwiastków maleje, a innych wzrasta.
Topienie metalu w żeliwiaku nosi nazwę procesu żeliwiakowego. Powszechnie stosowany
jest proces kwaśny, proces zasadowy zaś, służący tylko do specjalnych celów, jest mało
rozpowszechniony. W procesie kwaśnym w poszczególnych strefach żeliwiaka przebiegają
różne części procesu. Proces żeliwiakowy jest procesem bardzo złożonym i racjonalne jego
prowadzenie wymaga doświadczenia i pilnego śledzenia przebiegu procesu za pomocą
aparatury kontrolnej i analizy chemicznej. Dobrze pracujący żeliwiak na zimnym dmuchu
powinien zużywać nie więcej niż 14% koksu wsadowego, mieć wydajność ok. 7
÷
8 ton na
godzinę na 1m
2
czynnego przekroju szybu i dawać żeliwo o temperaturze powyżej 1450
°
C
(w rynnie).
Żeliwiak rozpala się na 1 ½
÷
2 godzin przed rozpoczęciem procesu wytopu. Piec można
rozpalać drewnem, palnikiem gazowym lub palnikiem na paliwo ciekłe. Drzwiczki włazowe
należy do połowy założyć cegłami. Gdy koks wypełniający kotlinę dobrze się rozpali, należy
dosypać jeszcze jedną warstwę koksu o grubości ok.100 mm i przedmuchać żeliwiak w celu
rozżarzenia koksu w kotlinie. W tym celu zamyka się wzierniki, które podczas rozpalania
powinny być otwarte i uruchamia dmuch na kilka minut. Gazy spalinowe uchodzą przez
otwór spustowy i drzwiczki włazowe. Gdy wierzchnia warstwa koksu wypełniającego
rozżarzy się, zamyka się dmuch, otwiera wzierniki i zaprawia masą formierska drzwiczki
włazowe, zamyka się je i uszczelnia gliną. Po sprawdzeniu i ewentualnym uzupełnieniu
wysokości koksu wypełniającego, ładuje się na przemian wsady metali i koksu wraz
z topnikiem, wypełniając piec aż do okna wsadowego.. Następnie należy zamknąć otwór
spustowy i otwory do przedmuchiwania, uruchomić dmuch, zamknąć wzierniki dysz
i obserwować przez jeden z nich, kiedy na kawałkach koksu ukażą się pierwsze krople
metalu. Ukazanie się pierwszych kropli żeliwa powinni nastąpić w 6 – 7 minut po włączeniu
dmuchu. Jeśli krople żeliwa ukażą się wcześniej, świadczy to o tym, że wysokość koksu
wypełniającego jest za mała; jeśli krople ukażą się później, to ilość koksu wypełniającego jest
za duża. W drugim przypadku wysokość koksu wypełniającego reguluje się po pewnym
czasie sama.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Każdy piec zaopatrzony jest w Dokumentację Techniczno-Ruchową (DTR), która
zawiera jego dane techniczne oraz instrukcję obsługi. Przed rozpoczęciem wytapiania żeliwa
w żeliwiaku należy zapoznać się z DTR pieca i dokładnie przestrzegać instrukcji obsługi.
Pracownik obsługujący piec ma za zadanie załadowanie wsadu, kontrolę pracy pieca, spust
ciekłego żeliwa i usuwanie żużla. Prawidłowe prowadzenie procesu żeliwiakowego powinno
zapewnić wysoką temperaturę przegrzania żeliwa, właściwą wydajność dla danej wielkości
żeliwiaka oraz wymagany skład chemiczny żeliwa przy minimalnym zużyciu paliw.
Dla prawidłowego przebiegu topienia bardzo ważne jest utrzymanie strefy topienia na
odpowiednim poziomie, czyli bezpośrednio nad strefą spalania. Gdy ilość koksu jest za mała
lub ilość dmuchu zbyt wielka, następuje obniżenie strefy topienia, temperatura żeliwa obniża
się i przed dyszami mogą pojawić się kawałki wsadu metalu. Dla podniesienia strefy topienia
należy dać tzw. przysypkę, czyli dodatkowy wsad koksu.
Zbyt wysokie położenie strefy topienia następuje wówczas, gdy ilość koksu jest za duża
lub ilość dmuchu za mała. Zjawisko to poznajemy po nieco obniżonej temperaturze żeliwa
i po przerwach w topieniu (w pewnych okresach krople żeliwa przestają być widoczne przed
dyszami).
Zatrzymanie żeliwiaka na kilka a nawet kilkanaście minut jest możliwe w każdym czasie.
W tym celu należy otworzyć wzierniki dysz i zatrzymać dmuch. Jeśli potrzeba zatrzymać
żeliwiak na dłużej, daje się przesypkę koksu tak, aby znalazła się w strefie spalania
w momencie, gdy ma nastąpić przerwa. Po zatrzymaniu żeliwiaka należy spuścić resztę
metalu i żużla z kotliny i pozostawić otwór spustowy otwarty. Podczas ponownego
uruchamiania pieca należy zamknąć otwór spustowy natychmiast po ukazaniu się pierwszych
kropel żeliwa.
Zmniejszenie wydajności żeliwiaka na krótki czas można osiągnąć przez zmniejszenie
dmuchu w pewnych granicach. Powoduje to jednak zaburzenia w pracy pieca i może być
przyczyną obniżenia temperatury żeliwa. Lepszym sposobem jest zatrzymanie pieca na jakiś
czas.
Podczas pracy pieca dysze należy co pewien czas obserwować i usuwać narosły żużel
przy pomocy stalowego drąga, najlepiej obsługiwać dysze ze specjalnego pomostu,
pamiętając o noszeniu fartucha brezentowego, rękawic i niebieskich okularów. Zamiast
przebijania dysz można je kolejno przymykać, co spowoduje stopienie narostów żużla.
W czasie pracy żeliwiaka należy śledzić równomierność opuszczania się wsadu. W celu
uniknięcia zawieszania się wsadu należy go odpowiednio rozdrabniać.
Dobrą pracę żeliwiaka można osiągnąć wówczas, gdy prowadzona jest kontrola dmuchu
bądź to przy pomocy przepływomierza, bądź przy zastosowaniu urządzenia do automatycznej
regulacji.
Najczęściej spotykanym objawem nieprawidłowej pracy żeliwiaka jest za niska
temperatura żeliwa. Jeśli na początku wytopu temperatura jest prawidłowa, a z upływem
czasu się obniża, to dowodzi, że ilość koksu jest za mała. Gdy temperatura jest za niska od
początku i pozostaje na tym samym poziomie, przyczyna jest zwykle za niskie łoże. Jeśli
temperatura, początkowo niska, stopniowo się podnosi, może to świadczyć o niedokładnym
wygrzaniu pieca lub o zbyt małej wysokości koksu wypełniającego, którą należy podwyższyć
dodatkowymi wsadami. Częstą przyczyną zbyt niskiej temperatury żeliwa bywa nie
zauważone zawieszenie wsadu. Oznakami zawieszenia są:
−
nieopuszczanie się wsadu w szybie,
−
wzrost płomienia w gardzieli,
−
wyrzucanie kawałków koksu,
−
spadek ciśnienia dmuchu.
Skutkiem zawieszenia wsadu jest przyspieszone wypalanie się koksu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Po załadowaniu ostatniego wsadu, w miarę jego opuszczania się, maleje opór gazów
w szybie i ciśnienie dmuchu spada, a ilość dmuchu wzrasta. Należy więc stopniowo
przymykać zasuwę lub otwierać upust, aby proces topienia przebiegał prawidłowo. Gdy
ostatni nabój wsadu został stopiony, co można rozpoznać obserwując ściekanie metalu przez
wzierniki dysz, należy zamknąć dmuch, otworzyć dysze, spuścić resztę metali i żużla i po
sprawdzeniu suchości podłogi pod drzwiczkami dennymi, otworzyć je. Zawartość pieca spada
na podłogę lub należy ją usunąć długim, zakrzywionym drągiem.
Kontrola pracy żeliwiaka obejmuje następujące parametry:
−
zużycie materiałów wsadowych (metalu, koksu i topnika),
−
ciśnienie statyczne dmuchu,
−
temperaturę ciekłego żeliwa,
−
skład chemiczny ciekłego żeliwa.
W przypadku żeliwiaków pracujących z rekuperatorami określa się również:
−
temperaturę dmuchu,
−
temperaturę ścinaki rekuperatora,
−
temperaturę spalin w komorze spalania,
−
spadek ciśnienia statycznego w rekuperatorze,
−
ilość dmuchu dostarczanego do komory spalania.
Oprócz żeliwiaka do wytopu żeliwa stosuje się piece elektryczne.
Wytapianie żeliwa w piecach elektrycznych łukowych można przeprowadzać dwoma
sposobami:
−
ze wsadem składającym się ze złomu stalowego i nawęglacza,
−
ze wsadem składającym się głównie z surówki i złomu żeliwnego.
W pierwszym przypadku złom stalowy i nawęglacz (koks, węgiel drzewny, złom
elektrodowy) oraz kamień wapienny (przy procesie kwaśnym) lub wapno palone (przy
procesie zasadowym) załadowuje się do pieca razem, a po roztopieniu wsadu kąpiel nagrzewa
się i usuwa żużel. Następnie dosypuje się na powierzchnię kąpieli resztę nawęglacza i kąpiel
miesza się starannie. Po skończonym nawęglaniu wprowadza się do kąpieli, w miarę
potrzeby, żelazokrzem i żelazomangan w kawałkach, a następnie, po przegrzaniu metalu do
wymaganej temperatury, dokonuje się spustu. Cały okres wytopu można podzielić na trzy
etapy:
−
załadowanie pieca 1–2 min,
−
topienie metalu 0,5–1,5 h,
−
przegrzewanie i wykańczanie żeliwa 1–2 h.
Zużycie nawęglacza wynosi 5–10% w stosunku do złomu stalowego, a uzysk węgla wynosi
dla koksu ok. 50%.
W drugim przypadku do wsadu złożonego z surówki i złomu żeliwnego dodaje się
0,3–0,4% nawęglacza. Jeżeli zachodzi potrzeba obniżenia zawartości węgla, wprowadza się
złom stalowy. Zmniejszenie zawartości węgla można uzyskać tez przez świeżenie, które
polega na wytworzeniu żużla utleniającego przez wprowadzenie do kąpieli zgorzeliny lub
rudy żelaza, albo na przedmuchiwaniu kąpieli metalowej tlenem. W tym przypadku zmniejsza
się zużycie energii i nawęglacza i zwiększa się wydajność pieca.
W piecach indukcyjnych tyglowych o małej częstotliwości można topić wsad twardy
stały, przy czym najlepiej jest zostawić w piecu część roztopionego wcześniej żeliwa tzw.
zaczyn w ilości ok. 33% objętości pieca. Wielkość kawałków musi wynosić ponad 150 mm.
W piecach o średniej częstotliwości można rozpoczynać topienie stosując zarówno wsad
twardy stały jak i ciekły. Zaletą tych pieców jest mieszanie kąpieli w wyniku ruchu metalu,
dzięki czemu wzrasta szybkość topienia. Kolejność ładowania poszczególnych składników
wsadu do tyglowych pieców indukcyjnych jest obojętna, jednak należy układać materiał do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
pierwszego topienia w zwartą warstwę na dno tygla, następnie przy ścianach, środek wypełnić
wsadem drobnym. W kolejnych wytopach materiał ładuje się do ciekłego zaczynu
i sposób ładowania nie ma znaczenia. Żelazostopy i nawęglacze należy ładować wraz ze
stałym wsadem. Pobór ciekłego żeliwa z pieca indukcyjnego tyglowego odbywa się partiami,
nie częściej niż co 20 minut.
W piecach indukcyjnych kanałowych żeliwo wcześniej stopione w żeliwiaku podlega
ujednorodnieniu, podgrzaniu i utrzymywaniu w stałej temperaturze. Kanały muszą być stale
wypełnione ciekłym metalem.
Kontrola pracy pieców elektrycznych do wytopu żeliwa obejmuje:
−
zużycie materiałów wsadowych,
−
temperaturę ciekłego żeliwa,
−
skład chemiczny ciekłego żeliwa.
Poza tym kontrola obejmuje wszystkie parametry elektryczne pieca opisane w instrukcji
obsługi.
Przy topieniu stopów odlewniczych metali nieżelaznych mamy do czynienia najczęściej z
przetapianiem, wyjątkowo ze stapianiem. Przetapiając gotowe stopy, ładuje się w pierwszej
kolejności duże kawałki gąsek, po ich roztopieniu złom drobny i w końcu złom średni.
W przypadku stapiania stopu z różnych składników, jako pierwszy ładuje się i topi składnik
podstawowy oraz metale o dużej pojemności cieplnej, wysokiej temperaturze topnienia
i małej aktywności chemicznej. Metale lżejsze zanurza się w cięższych za pomocą
perforowanych koszy, dzwonów lub zanurzaczy. Wszystkie składniki metalowe wsadu przed
załadowaniem należy podgrzać, również narzędzia używane przy topieniu muszą być
podgrzane. Podczas topienia zachodzą w piecu niepożądane zjawiska, do których należy
utlenianie się metalu i jego zagazowanie. Czynnikami sprzyjającymi zagazowaniu
i utlenianiu są wszelkie zanieczyszczenia wsadu, a szczególnie olejem, szmatami i innymi
odpadami organicznymi. Szkodliwa jest wilgoć oraz spaliny zawierające parę wodną.
Wpływowi szkodliwych zjawisk utleniania i zagazowania metali przeciwdziała stosowanie
topników, które chronią powierzchnie metalu przed szkodliwym wpływem atmosfery, a także
umożliwiają rafinację i odtlenianie stopu.
Podstawowym narzędziem do topienia stopów metali nieżelaznych jest tygiel (rys. 9).
Rys. 9. Tygiel [14, s. 226].
Znajduje on zastosowanie w wielu typach pieców i w różnych sposobach wytapiania.
W tyglach grafitowych topi się stopy miedzi i aluminium. Masa do wyrobu tygli zawiera
oprócz grafitu również plastyczną glinę ogniotrwałą, szamot mielony niekiedy piasek kaolin
lub karborund. Ścianki tygla pokryte są glazurą, czyli warstwą szklistą zmniejszającą ich
przepuszczalność.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Tygle chłoną wilgoć z powietrza, przed użyciem należy je więc suszyć przez okres od 8
do 12 dni, stopniowo zwiększając temperaturę od 80 do 300ºC. Tygle grafitowe przechowuje
się w miejscach zamkniętych, suchych i ogrzewanych.
Oprócz tygli grafitowych używa się tygli karborundowych, szamotowych, a do topienia
stopów aluminium również tygli żeliwnych, których wewnętrzne powierzchnie pokrywa się
masą ochronną.
Do topienia stopów magnezu oraz stopów łożyskowych używa się tygli staliwnych lub
spawanych z blachy.
Mosiądze odlewnicze topi się stosując sole ochronne. Topić należy szybko
i przegrzewać, aż do wystąpienia białych dymów oznaczających początek parowania. Przy
zawartości powyżej 0,2% Al tworzą się duże ilości wtrąceń Al
2
O
3
, co powoduje
nieszczelność odlewów. Natomiast mały dodatek Al (rzędu0,05%) jest korzystny, gdyż na
powierzchni stopu tworzy się izolująca błonka Al
2
O
3.
Nadmiar Al usuwa alueliminator. Pod
koniec topienia mosiądz upłynnia się przez dodanie 0,05–0,15% fosforu w postaci CuP10 lub
wprowadzenie 0,05–0,15%Al.
Mosiądz manganowy topi się pod warstwą węgla drzewnego ze względu Ne jego
szczególną zdolność do utleniania się. Mangan dodaje się podczas topienia w postaci zaprawy
(max 22% Mn). Po stopieniu należy przeprowadzić rafinację i upłynnić stop przez dodanie
0,3 % Al., gdyż w przeciwnym razie trudno się go zalewa.
Mosiądz niklowy wymaga wysokiej temperatury topienia, lecz przy takiej temperaturze
szybko pochłania węgiel i siarkę oraz utlenia się. W związku z tym należy go topić pod dobrą
powłoką izolującą i zabezpieczyć przed kontaktem z grafitem. Po stopieniu metal odsiarcza
się solami zawierającymi Na
2
CO
3
, Na
2
BO
7
i piasek. Następnie stop rafinuje się, odtlenia
i upłynnia dodając 0,02–0,03% Al. Nikiel wprowadza się tylko w postaci niskoprocentowych
zaprawi kontroluje jego zawartość przed spustem.
Mosiądz krzemowy topi się pod węglem drzewnym lub powłoką lekko odtleniającą.
Krzem wprowadza się w formie zaprawy z miedzią. Po stopieniu rafinuje się metali na koniec
upłynnia przez dodanie 0,2% Al.
Brązy cynowe i fosforowe topią się w wysokiej temperaturze ulegają przy tym utlenianiu
i zagazowaniu. Należy je topić szybko, w stale utleniającej atmosferze, pod przykryciem.
Zaraz po przegrzaniu należy stop odtlenić dodając 0,05% P ( nie odtlenia się fosforem brązów
fosforowych i cynowych z aluminium). Jeśli topi się silnie zanieczyszczony wsad, to należy
od początku topienia rafinować (rafinator zamiast powłoki). Rafinuje się też azotem lub
chlorem i chlorkami, gdy trzeba usunąć domieszki Mg, Al, Mn, Fe. Jeśli rafinuje się chlorem,
to tylko po odtlenieniu, gdyż może nastąpić wybuch.
Brązy aluminiowe topi się najkorzystniej w atmosferze obojętnej lub lekko redukującej,
pod żużlem ochronnym. Odtlenia się dodając 1% Mn i 0,02–0,03% Mg. Zamiast Mg można
użyć Ti i Ca. Przed odlewaniem dodaje się do kąpieli 0,3–0,5% Al, co ułatwia wypływanie
żużla zawierającego Al
2
O
3
.
Brąz ołowiowy topi się w atmosferze redukującej pod 40–50 mm warstwą węgla
drzewnego. Stosuje się również pokrycia rafinujące, które przed odlewaniem zagęszcza się
piaskiem i ściąga. Brąz ołowiowy ma silną skłonność do segregacji, zapobiega temu
w pewnym stopniu dodatek Ni, a częściowo i Mn. Najlepiej zapobiega segregacji intensywne
mieszanie kąpieli i dlatego najlepiej topić ten stop w piecu indukcyjnym tyglowym lub
kanałowym.
Brąz krzemowy ma silną tendencję do zagazowania. Topi się go pod pokryciem
utleniającymi chroni przed nadmiernym przegrzaniem. Jeśli w trakcie topienia nastąpiło
nasycenie wodorem ze złomu lub spalin, należy przeprowadzić rafinację gazową azotem lub
powietrzem. W celu upłynnienia dodaje się 0,05–0,1% Al.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Podczas topienia stopów miedzi obserwuje się straty, głównie z powodu zgaru na
powierzchni metalu, w celu zmniejszenia zgaru topniki wprowadza się w połowie lub
w całości do wsadu przed początkiem topienia. Podczas rafinacji gazowej topników nie
ściąga się, dopiero przed zalewanie zagęszcza się je piaskiem i ściąga.
Stopy aluminium topi się najlepiej w piecach indukcyjnych tyglowych, gdyż odznaczają
się ona największą wydajnością, łatwością regulowania temperatury (mały zgar).
Jako piece podgrzewacze do utrzymania metalu w wąskich granicach temperatur,
najlepsze są piece indukcyjne. W odlewniach piaskowych stosuje się piece wannowe,
a w kokilowych i ciśnieniowych - piece tyglowe. W piecach tyglowych stosuje się tygle
grafitowe, aby wykluczyć możliwość przechodzenia żelaza do kąpieli. Tygle żeliwne
pokrywa się powłoką ochronną. Do pracy ciągłej stosuje się tygle metalowe materiału
odpornego na korozję w stopach Al.
Wsad ładowany do pieca musi być zupełnie suchy i najlepiej podgrzany. Nie należy
stałych kawałków zanurzać w kąpieli, lecz kłaść je do pieca na nie stopione jeszcze kawałki
wsadu. Wsad musi być czysty, a zawłaszcza nie powinien zawierać oleju, również tygiel
i narzędzia do topienia powinny być czyste. Metalu nie należy zbytecznie przegrzewać, lustro
metalu powinno być chronione solą, szczególnie wtedy, gdy topi się stopy z magnezem lub
wióry.
Wodór jest jedynym gazem, który powoduje znaczne niebezpieczeństwo zagazowania
stopu. Przenika on do metalu z atmosfery pieca, rozpuszczalność wodoru w aluminium
zmniejszają składniki stopowe i obniżenie temperatury topienia do niezbędnych granic.
W celu usunięcia wodoru z kąpieli stosuje się rafinacje chlorem i azotem. Odgazowywanie
chlorem wymaga doskonałego odciągu.
Zjawiskiem ujemnym występującym przy topieniu aluminium jest utlenianie, które
pogarsza wszystkie właściwości fizyczne i chemiczne stopów oraz powoduje duże straty przy
przetapianiu. Topienie należy prowadzić szybko i nie przegrzewać nadmiernie w neutralnej
atmosferze pieca, wolnej od wilgoci. Stopu nie należy mieszać, ostrożnie przelewać, stosować
pokrycia ochronne i dobre zaprawy. Metal należy oddzielnie topić i oddzielnie przegrzewać
do zalewania.
Utleniony stop poddaje się rafinacji gazowej lub solami, filtrowaniu i odstaniu.
Temperatura topienia soli musi być niska, sól wypływa na powierzchnię metalu tworząc
rzadkopłynny żużel, porywa za sobą cięższe od aluminium cząstki Al
2
O
3.
Stopy magnezu topi się w piecach tyglowych w tyglach ze stali węglowej. Tygiel
powinien być czysty, w przerwach między topieniem napełnia się go wodą, która rozpuszcza
resztki soli. Przed użyciem tygiel należy wygrzać do czerwoności.
Wsad metalowy, złożony z gąsek i najwyżej 50% złomu suchego i bez zanieczyszczeń,
należy topić pod pokryciem, aby ograniczyć ilość zgaru, który i tak wynosi ok.9%. Każde
zapalające się miejsce podczas topienia należy natychmiast zagasić, posypując je solą.
Po stopieniu przy temperaturze ok. 750ºC, wprowadza się sól rafinującą. W miarę
nasycania się tlenkami sól opada na dno tygla. Stop jest dobrze oczyszczony, gdy swobodna
lustrzana powierzchnia metalu pozostaje błyszcząca i nie zapala się łatwo. Podczas zalewania
strugę stopu posypuje się siarką, aby tworzący się dwutlenek siarki odciął dostęp powietrza
i zapobiegła zapaleniu metalu.
Stopy cynku topi się najlepiej w piecach indukcyjnych i piecach gazowych tyglowych.
Tygle mogą być grafitowe, żeliwne lub stalowe pokryte powłoką ochronna. Stopów cynku nie
należy przegrzewać powyżej 500ºC, najlepiej oddzielnie topić i oddzielnie przegrzewać stop.
Stopów cynku nie poddaje się rafinacji i w celu zapobieżenia nadmiernemu zgarowi, pokrywa
się kąpiel warstwą węgla drzewnego.
Przed przystąpieniem do topienia stopu w piecu płomieniowym lub elektrycznym należy
dokładnie zapoznać się z instrukcją obsługi pieca i stosować się do niej bezwzględnie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
zachowując wszystkie procedury opisane w instrukcji, jak również stosując przepisy bhp
i ochrony środowiska.
Przed prowadzeniem wytopu należy również zapoznać się dokładnie z instrukcją
technologiczną, która zawiera opis przygotowania wsadu, ładowania go do pieca, obsługi
pieca, kontroli parametrów jego pracy, kontroli parametrów topionego metalu i sposób jego
spustu.
W procesie topienia stopów zachodzą zmiany w ich temperaturze, składzie chemicznymi
właściwościach odlewniczych. Wszystkie te czynniki mają decydujący wpływ na jakość
odlewu i dlatego w procesie topienia oraz uszlachetniania metali muszą być skrupulatnie
kontrolowane.
Temperaturę ciekłego metalu mierzy się pirometrem termoelektrycznym do ciągłego lub
sporadycznego pomiaru temperatury.
Bieżąca kontrola składu chemicznego stopu możliwa jest dzięki użyciu spektrometru
zwanego inaczej kwantometrem. Do szybkich oznaczeń należy oznaczanie zawartości węgla
w staliwie i żeliwie przez spalanie próbki w tlenie. Do metod pośrednich, lecz bardzo
przydatnych w kontroli należy metoda analizy krzywej krzepnięcia. Zakres temperatury
krzepnięcia zależny jest od składu chemicznego stopu. Przy wytopie żeliwa sferoidalnego
ważna jest zawartość magnezu w żeliwie, wystarczająca do modyfikacji. W celu szybkiego
sprawdzenia, czy występuje on w dostatecznej ilości odlewa się próbkę prętową, której biały
przełom świadczy o dostatecznej zawartości magnezu.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznacza pojęcie procesu żeliwiakowego?
2. Na jakie strefy pracy dzieli się żeliwiak?
3. Jakie zjawiska zachodzą w każdej ze stref?
4. Jak przebiega proces wytopu żeliwa w piecu tyglowym indukcyjnym?
5. Jak przebiega wytop stopów aluminium w tyglowym piecu płomieniowym?
6. Jak przebiega wytop staliwa w piecu tyglowym łukowym?
7. Jak mierzy się temperaturę stopu?
8. W jaki sposób pobiera się próbkę metalu do badań składu chemicznego?
9. Jak bada się skład chemiczny stopu?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przeprowadź wytop żeliwa szarego w piecu tyglowym indukcyjnym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat bezpieczeństwa i higieny pracy na stanowisku
topienia,
2) zapoznać się z wiadomościami na temat składu chemicznego żeliwa szarego,
3) zapoznać się z wiadomościami na temat składu wsadu do topienia żeliwa szarego
,
4) zapoznać się z wiadomościami na temat przygotowania wsadu do wytopu żeliwa szarego,
5) zapoznać się z instrukcją topienia,
6) zapoznać się z instrukcją do obsługi pieca,
7) zorganizować stanowisko pracy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
8) przeprowadzić wytop według instrukcji topienia,
9) zaprezentować efekty swojej pracy,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
piec tyglowy indukcyjny,
−
składniki wsadu do pieca,
−
instrukcja obsługi pieca,
−
instrukcja topienia,
−
środki ochrony osobistej,
−
poradniki.
Ćwiczenie 2
Przeprowadź wytop stopu aluminium AK7 w piecu tyglowym płomieniowym i oceń
jakość stopu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat bezpieczeństwa i higieny pracy na stanowisku
topienia,
2) zapoznać się z wiadomościami na temat składu chemicznego stopu AK7,
3) zapoznać się z wiadomościami na temat przygotowania wsadu do wytopu stopu AK7,
4) zapoznać się z instrukcją topienia,
5) zapoznać się z instrukcją do obsługi pieca,
6) zapoznać się z wiadomościami na temat oceny jakości stopu,
7) zorganizować stanowisko pracy,
8) przeprowadzić wytop według instrukcji topienia,
9) dokonać oceny jakości stopu,
10) zaprezentować efekty swojej pracy,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
piec tyglowy płomieniowy opalany gazem,
−
gąski stopu AK7,
−
zaprawy,
−
instrukcja obsługi pieca,
−
instrukcja topienia,
−
spektrometr,
−
pirometr,
−
środki ochrony osobistej,
−
poradniki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Ćwiczenie 3
Przeprowadź wytop staliwa w piecu tyglowym łukowym
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat bezpieczeństwa i higieny pracy na stanowisku
topienia,
2) zapoznać się z wiadomościami na temat składu chemicznego staliwa,
3) zapoznać się z wiadomościami na temat składu wsadu do topienia staliwa,
4) zapoznać się z wiadomościami na temat przygotowania wsadu do wytopu staliwa,
5) zapoznać się z instrukcją topienia,
6) zapoznać się z instrukcją do obsługi pieca,
7) zorganizować stanowisko pracy,
8) przeprowadzić wytop według instrukcji topienia,
9) zaprezentować efekty swojej pracy,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
piec tyglowy łukowy,
−
składniki wsadu do pieca,
−
instrukcja obsługi pieca,
−
instrukcja topienia,
−
środki ochrony osobistej,
−
poradniki.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić, jak przebiega proces wytopu żeliwa w piecu indukcyjnym
tyglowym?
o
o
2) określić, jak przebiega proces wytopu stopów Al. w piecu tyglowym
płomieniowym?
o
o
3) określić przebieg wytopu staliwa w piecu tyglowym łukowym?
o
o
4) prowadzić wytop zgodnie z instrukcją?
o
o
5) zmierzyć temperaturę kąpieli metalowej?
o
o
6) pobrać próbkę ciekłego metalu do badań składu chemicznego?
o
o

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4.
Spust i pozapiecowa obróbka ciekłego metalu, kontrola
jakości ciekłego metalu, ręczne i mechaniczne zalewanie
form, maszyny i urządzenia do transportu ciekłego metalu,
zalewania i obróbki pozapiecowej
4.4.1. Materiał nauczania
Spust jest to wylewanie stopionego metalu pieca, sposób spustu zależy od rodzaju pieca
i rodzaju stopu topionego w piecu.
Żeliwo można spuszczać jedynie wtedy, gdy rynna spustowa jest dobrze wysuszona,
wszystkie narzędzia stykające się z ciekłym metalem musza być dobrze wygrzane. Spust
należy rozpoczynać dopiero po wydanym sygnale ostrzegawczym, przy czym w pobliżu nie
powinni znajdować się zbędni pracownicy. Spuszczając żeliwo nie wolno stać naprzeciwko
otworu spustowego, lecz zawsze z boku, mając na sobie ubranie ochronne i okulary. Metal
z żeliwiaka o głębokiej kotlinie należy spuszczać szybko, zamrożony otwór spustowy
przepalać ostrożnie tlenem doprowadzonym rurką stalową, zwracając uwagę, aby butla
z tlenem nie nagrzała się i nie uległa uszkodzeniu. Kadzie, do których spuszcza się żeliwo
powinny być dobrze nagrzane (do temperatury czerwonego żaru) i zabezpieczone przed
wywróceniem się. Jeżeli kadź jest smukła, o wysokości większej niż 1,5 średnicy, to musi być
ustawiona w dole pod żeliwiakiem. Krawędzie dołu muszą być zabezpieczone kątownikami,
a podłogę obok dołu należy wykonać ze stali rowkowanej. Kadzie ręczne należy wraz
z widłami oprzeć na stojakach.
Przebijanie otworu spustowego odbywa się w dwóch etapach:
−
wykruszanie wysuszonej lecz nie rozżarzonej części korka glinianego drążkiem stalowym
w kształcie dłuta, bez użycia młotka i wymiatanie okruchów szczotką,
−
wybijanie rozżarzonej części korka drążkiem o zakończeniu stożkowym.
Gdy strumień metalu popłynie z otworu, należy przeczyścić otwór zakrzywionym drążkiem.
Gdy na powierzchni metalu ukażę się smuga żużla, otwór należy zatkać. Żużla nie należy
spuszczać przez otwór spustowy, gdyż potem trudno otwór zamknąć, a ponadto krzepnący na
rynnie żużel łatwo uszkadza powierzchnię wyprawy rynny, która powinna być gładka.
Otwór spustowy zatyka się korkiem z plastycznej gliny z dodatkiem grafitu. Korek ulepia
się na tarczce lekkiego drążka drewnianego zakończonego prętem stalowym z tarczką.
Tarczka ma środku kolec, co ułatwia utrzymanie się korka. W celu zamknięcia otworu
spustowego pracownik staje naprzeciw rynny, opierając zatyczkę o znajdującą się na rynnie,
w osi otworu podkładkę z płaskownika i następnie celnym, zdecydowanym ruchem
wprowadza korek w otwór, po czym pokręca zatyczkę w celu łatwiejszego oddzielenia tarczki
od korka. Powinny być zawsze przygotowane 2 lub 3 zatyczki zapasowe. Pracownik
powinien być ubrany w fartuch ochronny, rękawice i okulary ochronne. Podłoga pod otworem
spustowym i dno otworu, w którym ustawia się kadź powinny być suche.
Żużel spuszcza się do tzw. wanien żużlowych, wyłożonych masą formierską (jeśli nie ma
urządzenia do granulacji żużla). Przebijanie i zatykanie otworu żużlowego odbywa się
podobnie jak otworu spustowego, należy jednak znacznie zmniejszyć dmuch, aby osłabić
wytrysk żużla. Otwór żużlowy zatyka się masą formierską, co ułatwia późniejsze przebijanie.
W czasie zatykania należy całkowicie wstrzymać dmuch. Z chwilą, gdy poziom żużla na tyle
się obniży, że część otworu zostanie odsłonięta, następuje silne wyrzucanie płomienia, kropli
żużla a nawet kawałków koksu. Dla ochrony należy więc ustawić ekran blaszany
w odległości 1–1,5 m od otworu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Żeliwo otrzymane w procesie żeliwiakowym wymaga w licznych przypadkach
przeprowadzenia wykańczającej obróbki metalurgicznej (nawęglania, nakrzemowywanie,
odsiarczanie wprowadzanie modyfikatorów i pierwiastków stopowych) poza żeliwiakiem.
Również żeliwo otrzymane w piecach elektrycznych wymaga czasem odsiarczania
i nawęglania poza piecem.
Jeżeli żeliwo wymaga odsiarczania, to po przelaniu go do kadzi dodaje się do kąpieli
sodę, węglan wapnia lub węglika wapnia lub innych związków wapnia np. cyjanamidu
wapnia. Zachodzące w kąpieli reakcje chemiczne wiążą siarkę w związki chemiczne
nierozpuszczalne w metalu i przechodzące do żużla.
W celu nawęglenia żeliwa wprowadza się do kadzi tzw. Nawęglacie, czyli grafit, złom
elektrod grafitowych, antracyt, suchy pył koksowy, pył węgla kamiennego. Nawęglacz
powinien być rozdrobniony, a kąpiel w czasie nawęglania powinna być mieszana.
Ponadto poza żeliwiakiem wprowadza się do żeliwa dodatki stopowe, które polepszają
jego właściwości odlewnicze i powodują zmniejszenie ilości wad odlewów.
Sprawność pozapiecowych procesów metalurgicznych zwiększa się przez:
−
przedmuchiwanie kąpieli metalowej gazami,
−
stosowanie zbiorników (kadzi) wstrząsowych.
Przedmuchiwanie kąpieli metalowej gazami znalazło zastosowanie głównie do
przyspieszania reakcji odsiarczania i nawęglania żeliwa. Sposoby przedmuchiwania pokazuje
rys. 10. Odpowiednie dodatki odsiarczające i nawęglające wprowadza się na dno kadzi, na
powierzchnię metalu lub w strumieniu gazu nośnego.
Zbiorniki wstrząsowe pozwalają na przeprowadzanie nawęglania, wprowadzanie
składników stopowych (najczęściej krzemu) w postaci rozdrobnionych żelazostopów.
Zbiorniki wstrząsowe pozwalają również na prowadzenie procesów rafinacji (oczyszczania)
i utleniania niektórych zbędnych pierwiastków zawartych w żeliwie lub w surówce. W tym
celu wyposaża się zbiorniki wstrząsowe w specjalne urządzenia wtłaczające do kąpieli
metalowej tlen i gazy oczyszczające.
Kontrola jakości ciekłego żeliwa obejmuje:
−
kontrolę składu chemicznego żeliwa,
−
kontrolę temperatury ciekłego żeliwa,
−
analizę gazów w żeliwie.
Do najszybszych i najbardziej wszechstronnych metod oznaczania składu chemicznego
ciekłego metalu zalicza się analizę spektralna wykonywana przy pomocy specjalnych
aparatów- spektrometrów (kwantometrów).
Temperaturę ciekłego metalu mierzy się przy pomocy pirometrów.
Analizę gazów w metalach przeprowadza się metodą chromatografii.
Przy wytwarzaniu staliwa podstawowym rodzajem pozapiecowej obróbki cieplnej jest
obróbka próżniowa. Polega ona na wytworzeniu próżni nad ciekłym metalem. Po osiągnięciu
ciśnienia ok. 4 kPa zaczyna się coraz intensywniejsze wydzielanie z kąpieli tlenku węgla,
wyrażające się kipieniem kąpieli. Po upływie 10 –12 min, gdy proces ten się kończy wyłącza
się pompy i likwiduje próżnię. Obróbka próżniowa pozwala na zmniejszenie zawartości
wodoru, tlenu i azotu w staliwie, a także zmniejsza w znacznym stopniu zawartość wtrąceń
niemetalicznych.
W przypadku metali stopów metali nieżelaznych najczęściej stosowanymi sposobami
obróbki pozapiecowej są rafinacja i modyfikacja.
Rafinacja stopów aluminium ma na celu usunięcie rozpuszczonego w ciekłym stopie
wodoru, który tworzyłby porowatość w zakrzepłych odlewach. Stosuje się następujące
metody rafinacji stopów Al:
−
rafinacja gazami oczyszczającymi (chlor, azot),
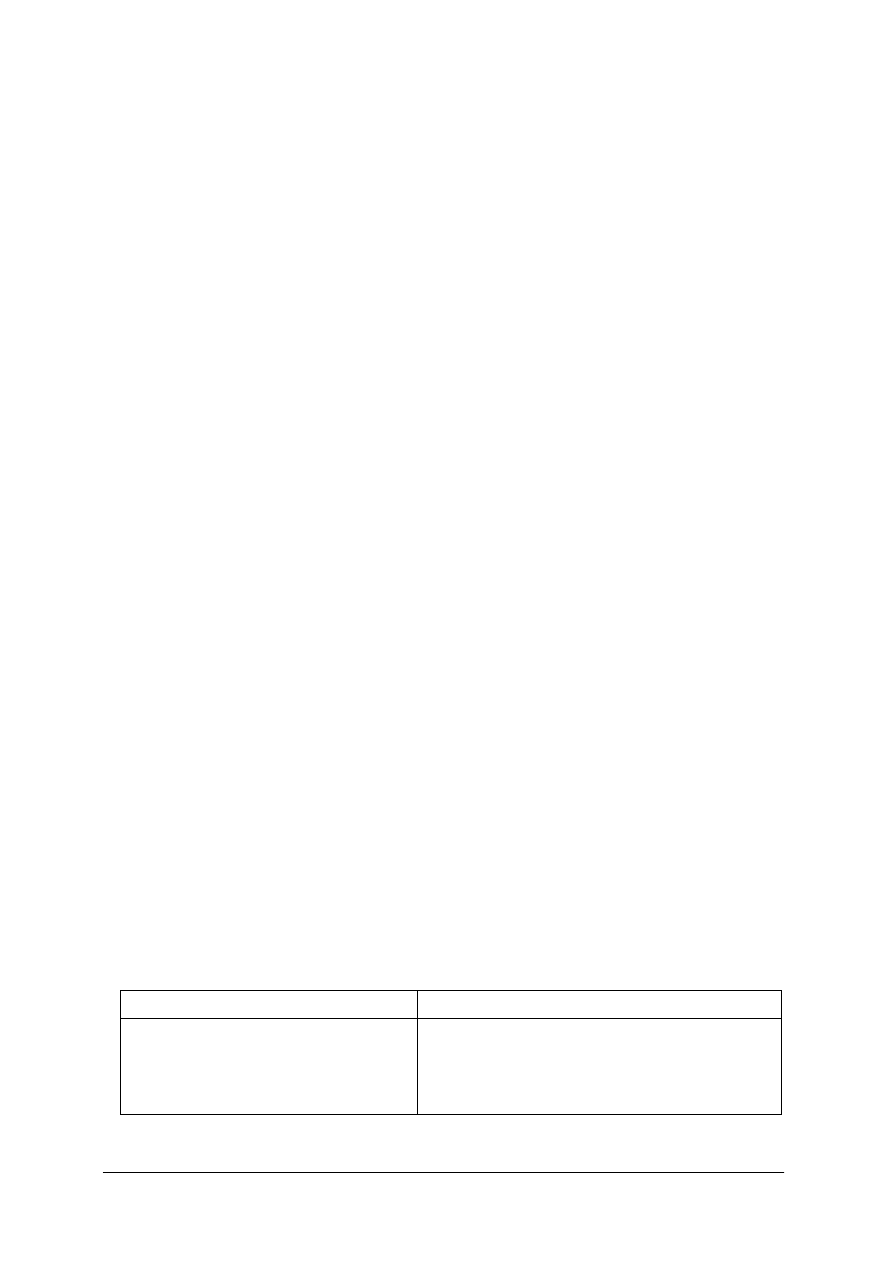
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
−
rafinacja substancjami rozkładającymi się w temperaturze ciekłego metalu (preparaty
zawierające C
2
Cl
6,
ZnCl
2
, MnCl
2
, AlCl
3
,
−
rafinacja żużlem polega na rozpuszczeniu i utlenieniu niepożądanych domieszek
i wtrąceń oraz usunięciu ich do żużla, którym są następnie ściągnięte,
−
filtracja,
−
rafinacja próżniowa,
−
przetrzymywanie ciekłego metalu w temperaturach nieco wyższych od ich temperatury
topnienia.
Po rafinacji gazami oczyszczającymi, czy tez substancjami rozkładającymi się
w temperaturach rafinacji, należy odczekać 5 – 10 minut na wypłynięcie gazów
porafinacyjnych i żużla, a następnie przystąpić do kolejnego zabiegu uszlachetniania ciekłego
metalu.
Modyfikacja jest zabiegiem mającym na celu rozdrobnienie ziaren krystalizującego
stopu, co sprawia, że ulegają zmianie jego właściwości fizyczne, chemiczne
i mechaniczne. Stosuje się dwie metody modyfikacji stopów aluminium:
−
modyfikacja przez wprowadzenie dodatkowych zarodków krystalizacji, najczęściej
tytanu, boru i fosforu , sodu i strontu,
−
modyfikacja przez przechłodzenie.
Rafinacja stopów magnezu ma na celu pozbycie się żelaza metodą koagulacji cząstek
żelaza i ich opadania na dno kąpieli. W tym celu wprowadza się do kąpieli mangan lub
chlorek manganu. Rafinacja w celu usunięcia zanieczyszczeń niemetalicznych, w tym
gazowych przeprowadzana jest przy użyciu żużli rafinujących lub gazów oczyszczających.
Modyfikacja stopów magnezu zależy od. składu stopu i znajdujących się w metalu
zanieczyszczeń. Można zastosować dodatek cyrkonu lub przegrzewać kąpiel.
Rafinacja stopów miedzi ma na celu ich odtlenienie i usunięcie wodoru. Mosiądz
manganowy, mosiądz niklowy, mosiądz krzemowy, brąz cynowy i fosforowy rafinuje się
azotem.
Stopów cynku nie poddaje się rafinacji z wyjątkiem przypadków, gdy wsad jest bardzo
drobny i zanieczyszczony, wtedy jako sól rafinującą stosuje się chlorek cynku.
Stopy łożyskowe (cynowe i ołowiowe) rafinuje się salmiakiem, którego porcje
wprowadza się na dno tygla.
Zalewanie form jest bardzo odpowiedzialną operacją, gdyż od poprawności jej
wykonania zależy jakość odlewów. Wiąże się ono bezpośrednio z operacjami transportu
ciekłego metalu z pieców, zbiorników lub kadzi na stanowisko zalewania. Prawidłowy
przebieg procesu zalewania zależy od właściwej temperatury metalu, jego czystości, ciągłości
zalewania i właściwej ilości metalu, pozwalającej w całości wypełnić cały układ wlewowy.
Zalewanie należy do najcięższych operacji wykonywanych w odlewni. Wymaga dużej uwagi
zalewacza, który narażony jest na promieniowanie ciekłego metalu i działanie gazów
wydostających się z formy.
Charakterystyka metod zalewania form piaskowych zebrana jest w tabeli 1.
Tabela 1. Metody zalewania form piaskowych [10, s. 445].
Metoda zalewania
Zakres stosowania
Zalewanie z kadzi ręcznych:
−
łyżkami,
Staliwo, żeliwo i stopy metali nieżelaznych, produkcja
jednostkowa drobnych odlewów o masie do 5 kg.
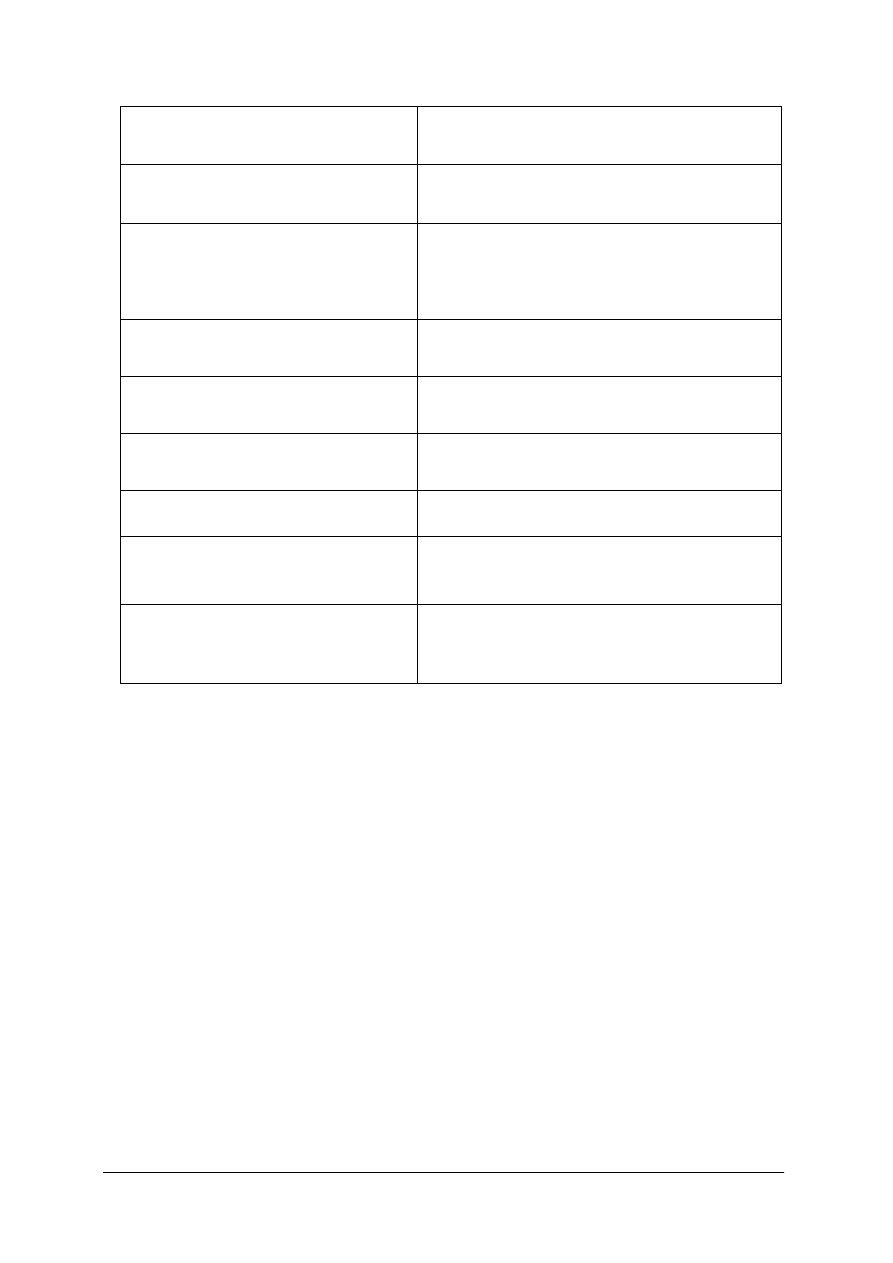
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
−
przy użyciu wideł,
Staliwo, żeliwo i stopy metali nieżelaznych produkcja
jednostkowa odlewów o masie do 10kg,
−
przy użyciu wózka dwukołowego.
Staliwo, żeliwo i stopy metali nieżelaznych, produkcja
jednostkowa i małoseryjna odlewów o masie do 100 kg.
Zalewanie z kadzi otwartych:
−
suwnicą,
Żeliwo i metale nieżelazne, odlewy średnie i ciężkie.
−
wózkiem widłowym,
Żeliwo, metoda stosowana głównie do transportu kadzi
rozlewniczych, wyjątkowo do bezpośredniego zalewania.
−
za pomocą podnośnika i kolejki,
Staliwo i żeliwo, odlewnie z przenośnikami o małej
prędkości (poniżej 2 m/min).
−
przy zastosowaniu ruchomego pomostu.
Staliwo i żeliwo, odlewnie z przenośnikami o prędkości
do 8 m/min.
Zalewanie z kadzi zatyczkowych
Odlewnie staliwa
Zalewanie półautomatyczne
Zalewanie form na przenośniku o ruchu taktowym i przy
znormalizowanym położeniu wlewów; ręczne, zdalne
sterowanie przechylaniem kadzi.
Zalewanie automatyczne
Automatyczne linie formowania, głównie o ruchu
taktowym.
Dostarczenie ciekłego metalu z pieca do form w odlewni żeliwa może odbywać się przy
pomocy przechylnego zbiornika żeliwiakowego, który umożliwia zbieranie porcji metalu oraz
wyrównywanie składu chemicznego i temperatury żeliwa. W zbiornikach tych można
prowadzić odsiarczanie, oprócz tego zbiorniki ułatwiają rozlewanie metalu do kadzi
i umożliwiają lepsze oddzielenie żeliwa od żużla. Do zbiorników przechylnych spuszcza się
żeliwo przez rynnę syfonową, w której oddziela się żeliwo od żużla. Do zbiornika
przechylnego żeliwo spływa ciągle z rynny żeliwiaka przez szczelinowy otwór w pokrywie
zbiornika i przy pochylaniu zbiornika wylewa się przez otwór spustowy czajnikowy
znajdujący się w walcowej ściance zbiornika. W razie potrzeby można w tym zbiorniku,
w szczytowej ścianie, od strony mechanizmu obracania, można zainstalować palnik gazowy
lub na olej opałowy do dogrzewania żeliwa.
Formy zalewa się metalem przy pomocy różnego rodzaju kadzi odlewniczych.
Ręczną kadź-łyżkę przenosi jeden pracownik, mieszczą one zwykle od 2,5 do 7,5 kg lub
od 10 do 20 kg ciekłego metalu.
Łyżki służące do zaczerpywania próbek staliwa są grubsze i mają długie trzonki, a przed
nabraniem staliwa ożużla się je, czyli pokrywa warstwą ciekłego żużla, aby uchronić je przed
przypaleniem.
Łyżki do żeliwa mają również długie trzonki i pokrywa się je pastą grafitową, można również
używać do tego celu łyżek grafitowych. Służą one jednak tylko do odlewania klinów
i drobnych odlewów kokilowych. Małe formy zalewa się zwykle łyżkami zwykłymi (rys. 10).
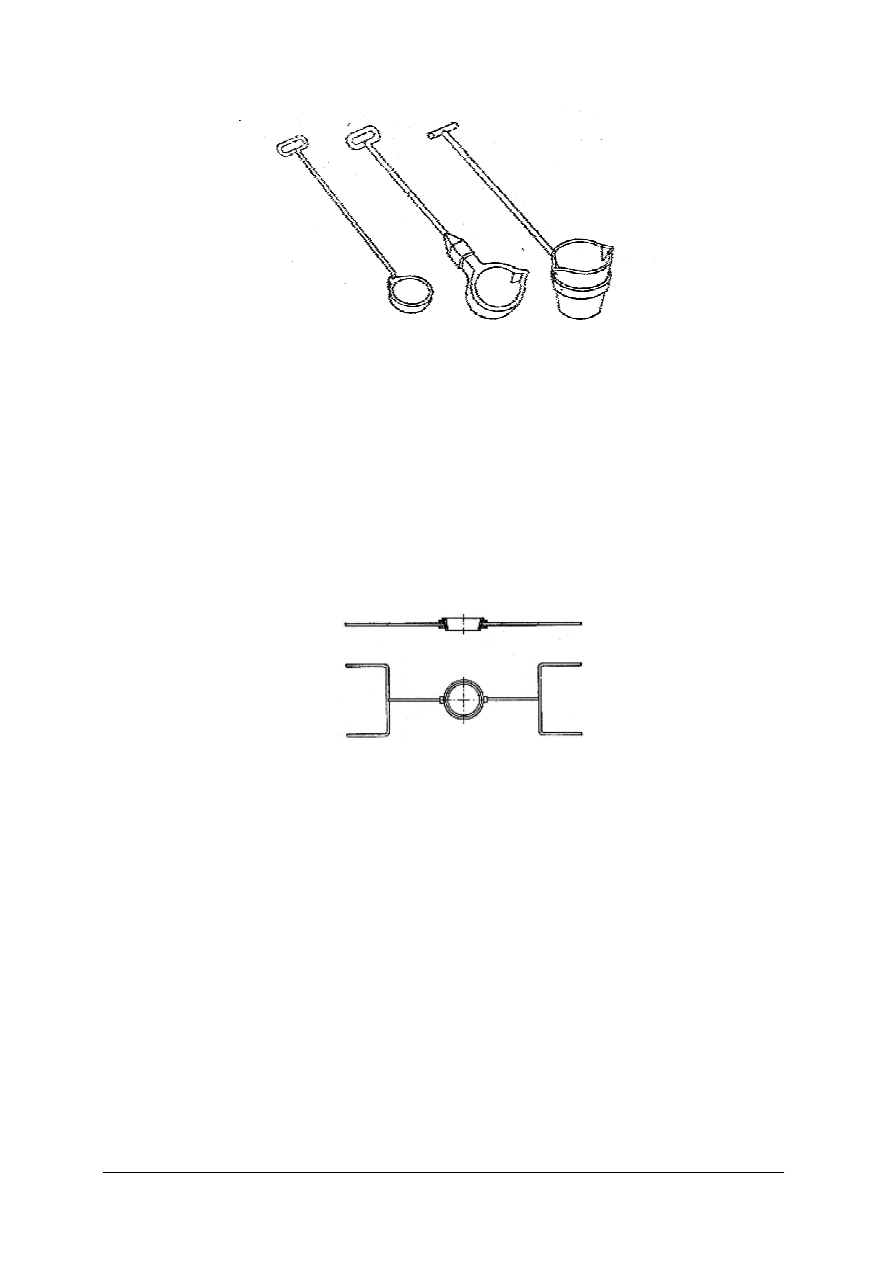
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 10. Łyżki odlewnicze [14, s. 233]
Kadzie ręczne, zwane tez widłowymi mają podobną budowę jak łyżki zwykłe, lecz ich
pojemność wynosi od 40 do 80 kg, wyjątkowo 100 kg. Uchwyty do kadzi ręcznych (rys. 11)
są przystosowane do przenoszenia przez dwóch ludzi. Do większych kadzi (ponad 80 kg)
stosuje się widły, które zamiast luźnej rękojeści mają koniec zagięty w kształcie haka
i osobną poprzeczkę z wygięciem w połowie długości, na którym spoczywa koniec wideł.
Podobne widły stosuje się do przenoszenia tygli z ciekłym metalem i zalewania z nich form.
Widły służą również do przenoszenia i przechylania kadzi transportowanych przy użyciu
urządzeń dźwigowych (suwnice, elektrowciągi, wózki podwieszone itp.), kadzie podwiesza
się przy użyciu kabłąków).
Rys. 11
.
Widły do kadzi odlewniczych[14, s. 233].
Największą kadzią, która nie ma jeszcze mechanicznej przekładni do przechylania jest
kadź odlewnicza zwykła z widłami o pojemności 500kg. Kadź taką, po napełnieniu żeliwem
przenosi się do miejsc zalewania przy pomocy urządzeń dźwigowych i opróżnia przez dziób
zbiornika. Konstrukcja kadzi umożliwia przechylanie zbiornika w obu kierunkach za pomocą
wideł. Kadź zabezpiecza się przed samoczynnym przechyłem przy pomocy zapadki.
Większe kadzie przechyla się przy użyciu specjalnych mechanizmów obracających, które
montowane są na jednym z ramion zawieszenia kadzi i obracają się na czopach. Konstrukcja
kadzi umożliwia przechylanie zbiornika za pomocą przekładni mechanicznej napędzanej
ręcznie w obu kierunkach o pełny obrót. Przekładnia jest samohamowna w celu zapobieżenia
samoczynnemu przechylaniu się kadzi. Aby zapobiec przekręceniu się kadzi dnem do góry w
razie uszkodzenia mechanizmu obracającego, oś jej obrotu znajduje się powyżej środka
ciężkości kadzi z metalem. Kadź opróżnia się przez dziób zbiornika.
Do rozlewania staliwa stosuje się najczęściej kadzie zatyczkowe. Pojemność ich waha się
od 0,5 do 35 ton. Są one dostosowane do pojemności pieca, tak, aby całą zawartość pieca
można było spuścić do jednej kadzi. Opróżnianie kadzi zatyczkowej odbywa się przez otwór
w dnie, wykonany w tzw. wypustce lub wylocie. Otwór wypustki zatkany jest od wnętrza
zatyczką, która można unosić przy pomocy dźwigni, otwierając w ten sposób wylot.
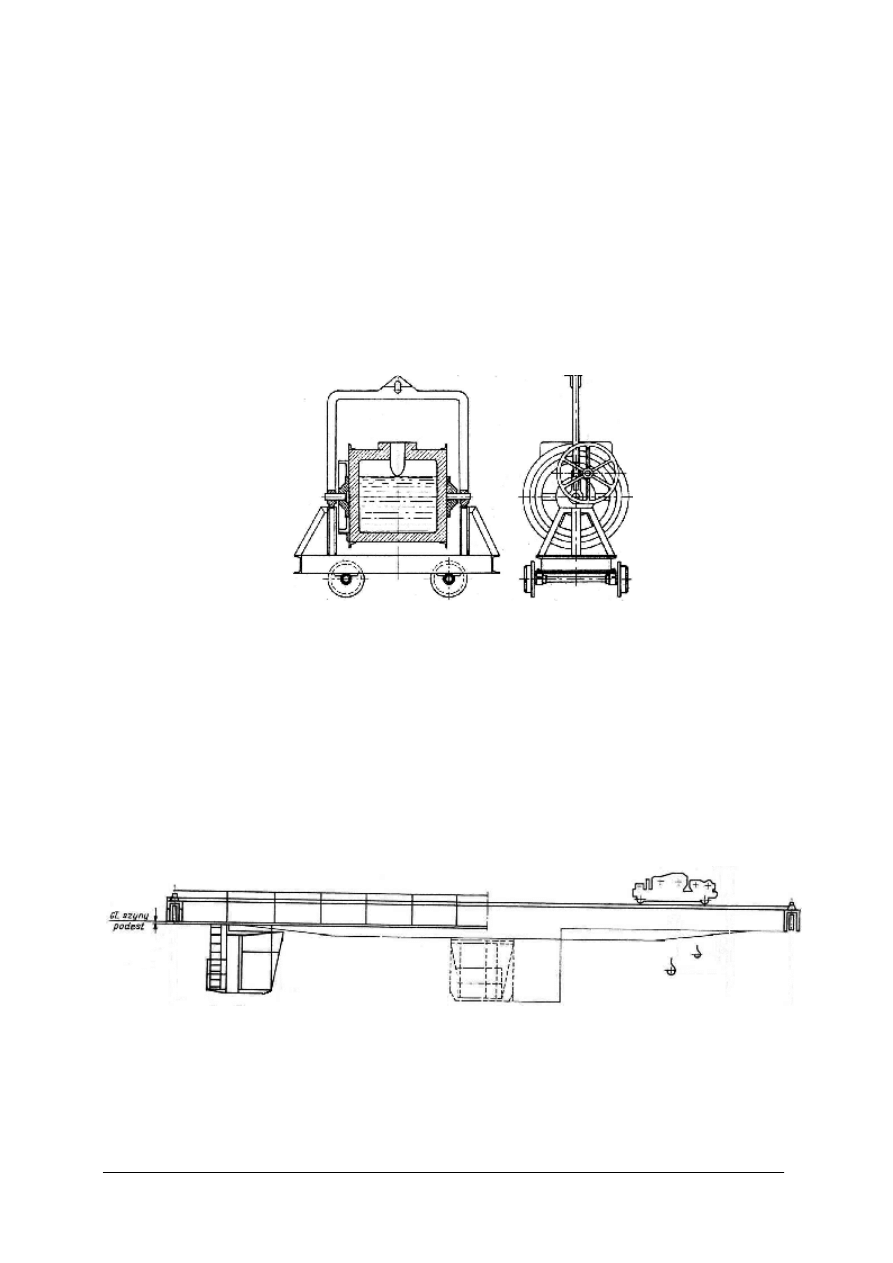
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wymurowanie wystarcza zwykle na kilkaset zalań, lecz korek i wylot musza być wymienione
po każdym opróżnieniu kadzi. Zalety tej kadzi to łatwość i nieuciążliwość operacji zalewania
i zmniejszona do minimum możliwość dostania się żużla z kadzi do formy.
Kadzie bębnowe (rys. 12) mają tę zaletę, że metal jest dobrze osłonięty i stygnie wolniej
niż w kadzi stożkowej. Do przechylania służy mechanizm złożony z kółka ręcznego i pary kół
zębatych z zazębieniem wewnętrznym. Przechylenie kadzi bębnowej nie wymaga dużego
wysiłku, gdyż środek ciężkości pustej kadzi znajduje się blisko osi obrotu, a znajdujący się
wewnątrz metal nie bierze udziału w przechylaniu, gdyż jego kształt się nie zmienia, a środek
ciężkości nie przesuwa się podczas przechylania kadzi. Wadą tych kadzi jest jednak
kłopotliwe i pracochłonne wykonanie wymurówki oraz trudność utrzymania żużla przy
zalewaniu. W związku z tym są one używane głównie transportu ciekłego żeliwa i zasilania
kadzi ręcznych i podwieszanych, aby to ułatwić kadzie są przystosowane do ustawiania na
wózku szynowym.
Rys. 12. Kadź bębnowa [14, s. 236].
Bardzo ważną rolę w otrzymaniu dobrego odlewu odgrywa dobre wysuszenie kadzi przed
użyciem. Jeżeli wyprawa nie jest należycie wysuszona, metal traci część swojego ciepła na jej
dosuszenie i szybciej stygnie w kadzi. Gazy wydzielające się z niezupełnie wysuszonej
wyprawy powodują gotowanie metalu i jego wypryskiwanie z kadzi, poza tym mogą one
spowodować powstawanie w odlewach pęcherzy gazowych. Suszenie kadzi powinno się
odbywać w specjalnych piecach i urządzeniach, których konstrukcja zależy od wielkości
kadzi.
Najbardziej uniwersalnym środkiem transportu i zalewania jest suwnica, której przykład
przedstawia rys. 13.
Rys. 13. Suwnica pomostowa[2, s. 21].
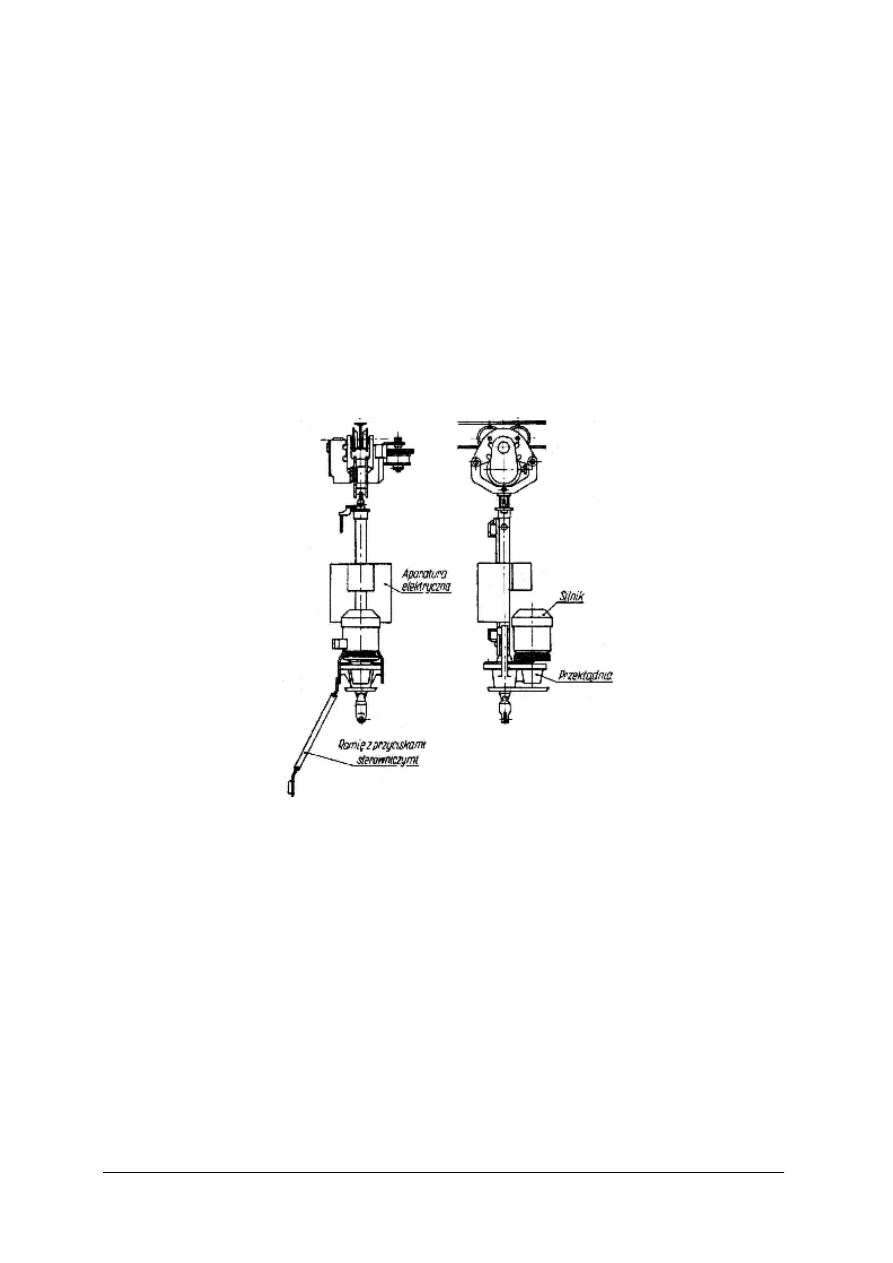
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Do przesuwania kadzi z metalem spod zasięgu jednej suwnicy pod zasięg innej służą
wózki szynowe, najczęściej z gładką platformą. Mogą one być przepychane ręcznie lub
zaopatrzone w napęd elektryczny.
Typowym środkiem transportu w odlewniach małych i średnich odlewów są kolejki
podwieszane.
W czasie zalewania kadź wykonuje dwa ruchy: przechyla się i podnosi. Kadzie małe
przechyla się przy pomocy wideł, do podnoszenia kadzi służą podnośniki
Podnośniki ręczne zawiesza się na wózkach kolejek podwieszonych. Zalewacz jedną ręką
przechyla kadź, a drugą obsługuje podnośnik. Podnośnik przeznaczony jest do współpracy
z kadziami odlewniczymi i wózkami podwieszonymi.
Przy kadziach o większej pojemności (500 kg i więcej) stosuje się podnośniki elektryczne
(rys. 13). Istnieją również sieci kolejek, po których kursują wciągniki elektryczne (wciągarki)
z doczepionymi koszami sterowniczymi, zdolne unieść kadź suwnicową o pojemności kilku
ton. Wciągarki kierowane są przez zalewacza jeżdżącego w specjalnej kabinie.
Rys. 13. Podnośnik elektryczny z wózkiem[14, s. 241].
W małych odlewniach transport ciekłego metalu i zalewanie nim form odbywa się przy
użyciu wózków widłowych z napędem elektrycznym, kierowanych przez jeżdżących na nich
zalewaczy.
W odlewniach zmechanizowanych, gdzie formy przesuwają się po przenośniku
odlewniczym( konwejerze), kadzie są zawieszone na wózkach kolejki podwieszonej.
Poza tym zalewacz stoi na ruchomym pomoście, który przesuwa się razem z nim
z prędkością równą prędkości kadzi i prędkości form przesuwanych na przenośniku. Prędkość
przesuwu kadzi synchronizuje się z prędkością przenośnika odlewniczego. Schemat
ruchomego pomostu do zalewania form jest pokazany na rys. 14.
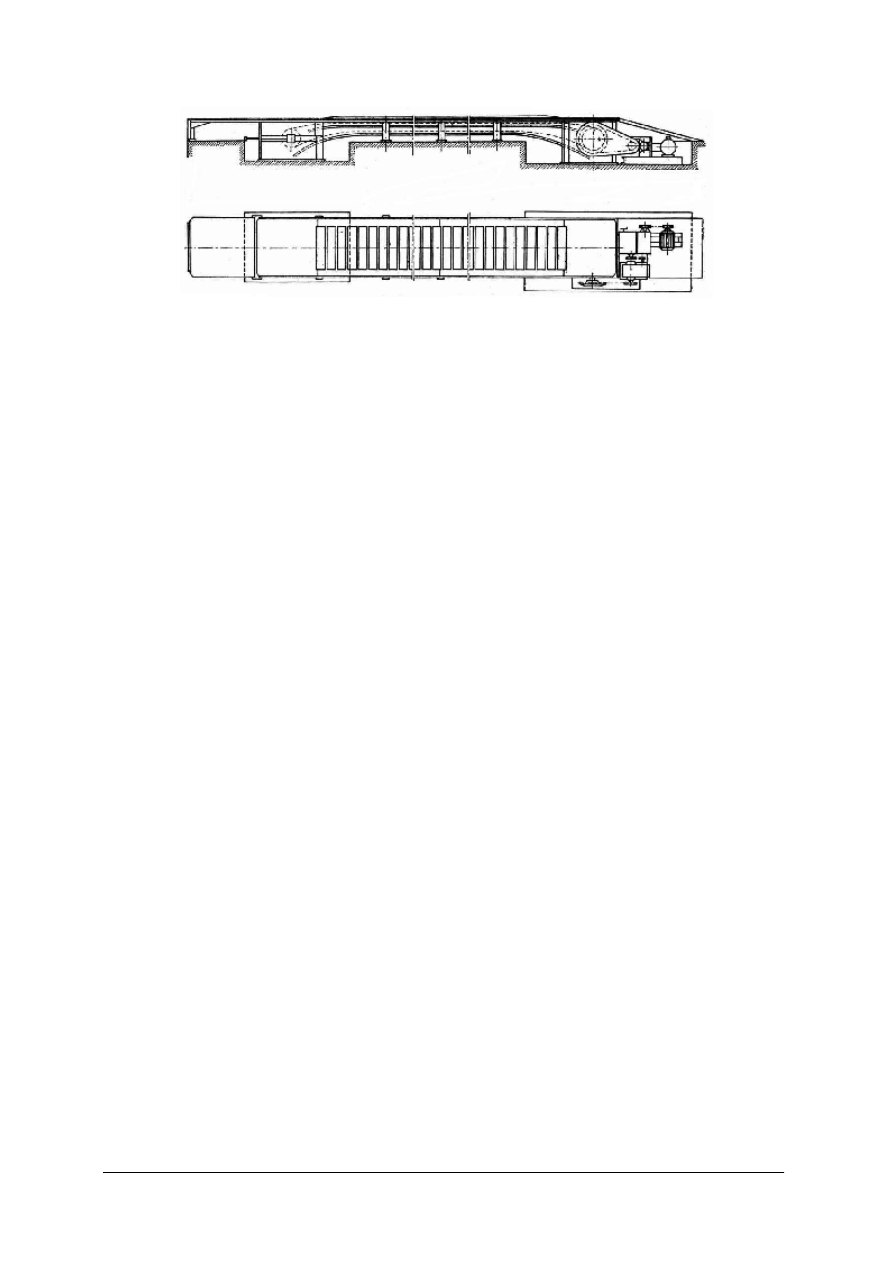
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 14. Ruchomy pomost do zalewania form [14, s. 243].
Górna, robocza powierzchnia ruchomego pomostu do zalewania form przesuwa się
w tym samym kierunku z tą samą prędkością, co odlewniczy przenośnik wózkowy. Kadzie
z ciekłym metalem transportowane są wózkami kolejki podwieszonej. Transport kadzi jest
jednokierunkowy. Zależnie od wielkości formy i ciężaru jednostkowego odlewów, kadzie
mogą być popychane ręcznie, przewożone wciągarkami przejezdnymi z napędem
elektrycznym lub wciągarkami przejezdnymi kabiną. Na całej długości odcinka zalewania, aż
do początku tunelu chłodzącego, formy są obciążone. Formę przed zalaniem obciąża się, gdyż
ciekły metal może unieść jej połówkę.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co oznacza pojęcie zalewanie formy?
2. Jakie urządzenia stosuje się do ręcznego zalewania form?
3. Jakie urządzenia stosuje się do mechanicznego zalewania form?
4. Jakie znasz operacje pozapiecowej obróbki stopów odlewniczych?
5. W jakim celu stosuje się rafinację stopów?
6. W jakim celu stosuje się modyfikację stopów?
7. Co oznacza pojęcie sferoidyzacji żeliwa?
8. W jakim celu stosuje się sferoidyzację?
4.4.3. Ćwiczenia
Ćwiczenie 1
Zalej ręcznie stopem aluminium formę piaskową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat zalewania firm odlewniczych,
2) zapoznać się z wiadomościami na temat zjawisk zachodzących w formie po jej zalaniu,
3) zapoznać się z instrukcją wykonania ćwiczenia,
4) przygotować potrzebne narzędzia,
5) przygotować sprzęt ochrony osobistej,
6) zalać formę,
7) dokonać oceny pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Wyposażenie stanowiska pracy:
−
instrukcja wykonania ćwiczenia,
−
obciążona forma odlewnicza piaskowa,
−
łyżka odlewnicza,
−
ciekły stop aluminium.
Ćwiczenie 2
Rozpoznaj na rysunkach urządzenia do zalewania form i nazwij je.
Numer rysunku
Nazwa urządzenia
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat urządzeń do mechanicznego i ręcznego
zalewania form,
2) rozpoznać urządzenia na rysunkach,
3) przyporządkować każdemu urządzeniu nazwę,
4) wypełnić tabelę w arkuszu do ćwiczenia,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz do wykonania ćwiczenia,
−
formularze z pytaniami prowadzącymi,
−
plansza z rysunkami urządzeń do zalewania form,
−
poradniki,
−
przybory do pisania.
Ćwiczenie 3
Rozpoznaj na rysunkach urządzenia do transportu ciekłego metalu i nazwij je.
Numer rysunku
Nazwa urządzenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat urządzeń do transportu ciekłego metalu,
2) rozpoznać urządzenia na rysunkach,
3) przyporządkować każdemu urządzeniu nazwę,
4) wypełnić załączoną tabelę,
5) zaprezentować efekty swojej pracy,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
arkusz do wykonania ćwiczenia,
−
formularze z pytaniami prowadzącymi,
−
plansza z rysunkami urządzeń do transportu ciekłego metalu,
−
przybory do pisania,
−
poradniki.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić pojęcie zalewania?
o
o
2) dobrać urządzenia do ręcznego zalewania form?
o
o
3) dobrać materiały wsadowe do wytopu żeliwa?
o
o
4) rozpoznać na rysunkach urządzenia do zalewania form?
o
o
5) nazwać pokazane na rysunkach urządzenia do zalewania form?
o
o
6) zanalizować zjawiska zachodzące w formie po jej zalaniu?
o
o
7) nazwać zjawiska zachodzące w formie po jej zalaniu
o
o
8) wyjaśnić pojęcie obróbki pozapiecowej stopów?
o
o
9) określić pojęcie rafinacji stopu?
o
o
10) podać sposoby rafinacji stopów aluminium?
o
o
11) wyjaśnić pojęcie modyfikacji stopu?
o
o
12) podać sposoby modyfikacji stopów aluminium?
o
o
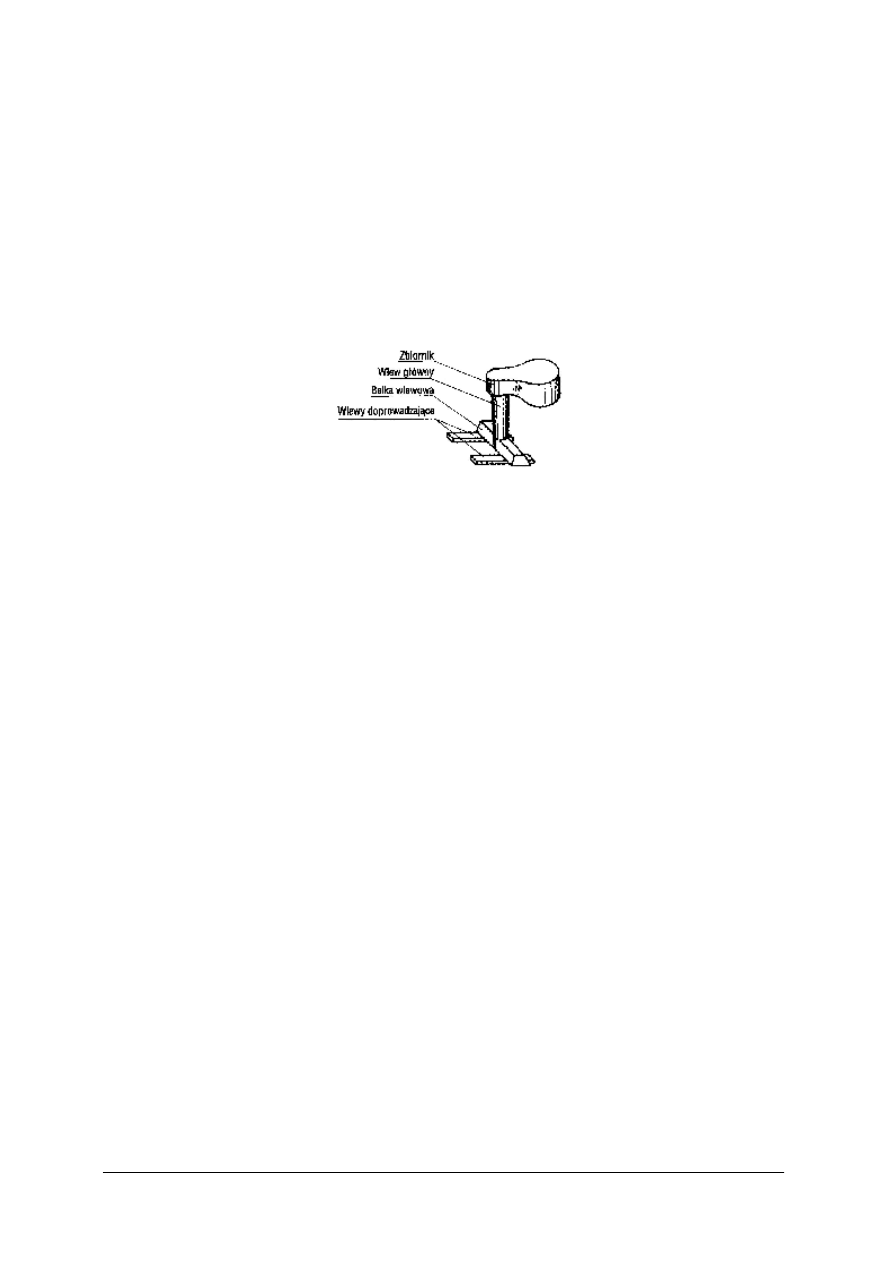
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.5. Doprowadzenie metalu do formy, krzepnięcie i stygnięcie
metalu w formie, bezpieczeństwo i higiena pracy, ochrona
przeciwpożarowa oraz ochrona środowiska w oddziałach
topienia
4.5.1. Materiał nauczania
W celu wprowadzenia do formy ciekłego metalu, należy wykonać w niej szereg kanałów
i zbiorników zwany układem wlewowym. Przykład układu wlewowego przedstawia rys. 15.
Rys. 15. Układ wlewowy [14, s. 255]
Układ wlewowy spełnia następujące zadania:
−
równomierne i spokojne doprowadzenie ciekłego metalu do wszystkich miejsc formy,
−
niedopuszczenie do formy żużla i zanieczyszczeń znajdujących się w metalu,
−
zabezpieczenie formy przed zanieczyszczeniem żużlem i cząstkami masy formierskiej
podczas zalewania,
−
zasilanie odlewu ciekłym metalem podczas jego krzepnięcia,
−
zapewnienie właściwej temperatury krzepnięcia we wszystkich miejscach formy.
Układ wlewowy można podzielić na dwie części:
−
część doprowadzającą ciekły metal do formy czyli:
−
zbiornik wlewowy,
−
wlew główny,
−
belkę odżużlającą,
−
wlewy doprowadzające.
−
część zasilającą odlew ciekłym metalem podczas jego krzepnięcia czyli:
−
nadlewy zasilające,
−
przelewy zasilające.
Zbiornik wlewowy ułatwia wprowadzenie ciekłego metalu do formy, zapewnia ciągłość
odlewania, zatrzymuje zanieczyszczenia niemetaliczne jak piasek czy żużel.
Wlew główny stanowi połączenie między zbiornikiem wlewowym a belką odżużlającą.
Podczas wlewania metalu do zbiornika dużych rozmiarach, wlew główny zamyka się korkiem
(gruszką).Korek wykonany jest z żeliwa oblepionego gliną, zamyka wlew główny do
momentu zapełnienia całego zbiornika wlewowego metalem, a następnie jest wyjmowany
udrożniając w ten sposób wlew.
Belka wlewowa (odżużlająca) stanowi połączenie wlewu głównego z wlewami
doprowadzającymi i zatrzymuje wszystkie zanieczyszczenia niemetaliczne, które nie zostały
zatrzymane w zbiorniku. Przeważnie belka wlewowa jest poziomym kanałem przekroju
trapezowym. Podobnie jak w zbiorniku wlewowym, w belce wlewowej następuje zatrzymanie
żużla, który jako lżejszy utrzymuje się w górnej części belki. W miarę potrzeby nadaje się
belkom różne, czasem skomplikowane, kształty, które zapewniają zatrzymanie żużla w belce
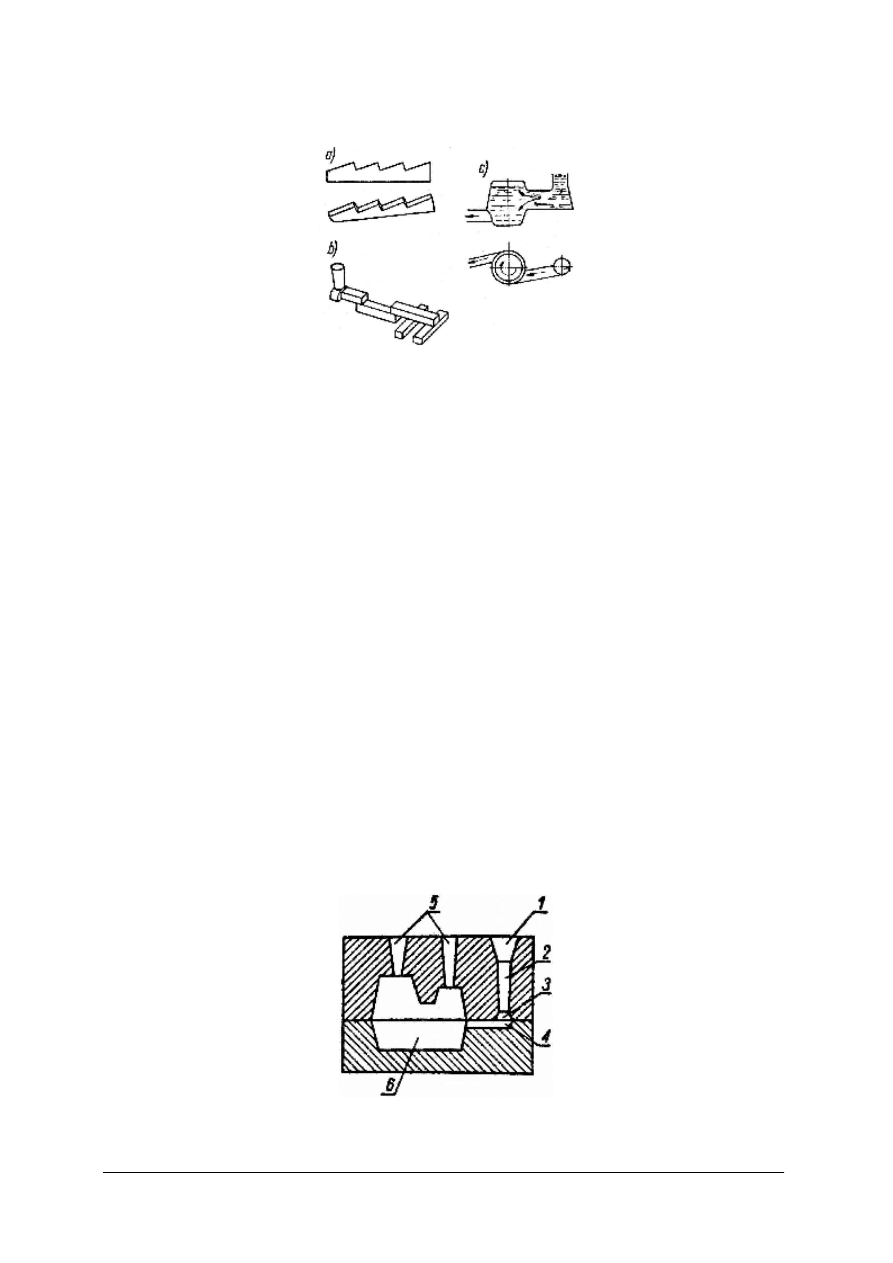
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
i niedopuszczenie do zanieczyszczenia odlewu.. Przykłady różnego rodzaju belek wlewowych
przedstawia rys. 16.
Rys. 16. Różne rodzaje belek wlewowych: a) belka z garbami do zatrzymywania zanieczyszczeń, b) belka ze
zmiana kierunku przepływu metalu, w celu wyhamowania szybkości strumienia, c) belka
z odżużlaczem odśrodkowym{14, s. 247]
Wlewy doprowadzające doprowadzają ciekły metal z belki odżużlającej bezpośrednio do
wnętrza formy, są one umieszczone u dołu belki, aby przepływał przez nie jedynie czysty
metal, bez zanieczyszczeń. Przekrój wlewów doprowadzających i ich ilość jest dostosowana
do ilości metalu, jaki ma być wlany do formy w określonym czasie, a także do kształtu
i grubości ścianek odlewu. Stosuje się wlewy o przekroju trójkątnym, półokrągłym
i trapezowym. Najczęściej są stosowane wlewy doprowadzające o przekroju trapezowym.
Ciekły metal wpływa do formy z dużą prędkością, co spowodowane jest ciśnieniem
hydrostatycznym panującym w układzie wlewowym. Ciśnienie to jest tym większe, im
większa jest różnica poziomów między metalem w zbiorniku wlewowym i metalem w formie.
Płynąć z dużą prędkością, metal uderza w ścianki formy z dużą siłą i może doprowadzić do
uszkodzenia formy lub rdzenia. Budowa układu wlewowego ma za zadanie zmniejszyć
prędkość metalu, dlatego stosuje się nie jeden, a kilka wlewów o małych przekrojach i wielu
załamaniach. Doprowadzają one metal do różnych punktów formy. Kierunek strugi metalu
wpływającego do formy powinien być skośny lub równoległy do ścianek formy, aby nie
narażać ścianek formy na bezpośrednie, prostopadłe uderzenia metalu, co spowodowałoby ich
uszkodzenie. Wpływając do formy metal nie powinien uderzać w jej wystające części.
Podczas zalewania formy metalem ma miejsce intensywne wydzielanie pary wodnej
i gazów z masy formierskiej i rdzeniowej. Należy zapewnić im swobodne ujście z formy,
gdyż wzrost ciśnienie w formie powoduje zatrzymanie przepływu metalu i powstanie wad.
Zapobieganie tym zjawiskom polega na wykonywaniu dodatkowych kanałów zwanych
przelewami (rys. 17), przez które uchodzą gazy. Przekrój przelewu nie powinien być mniejszy
od przekroju wlewu głównego. Pojawienie się płynnego metalu w przelewie sygnalizuje
całkowite zapełnienie formy.
Rys. 17. Układ wlewowy z przelewami: 1 – zbiornik wlewowy w kształcie lejka, 2 – wlew główny, 3 – belka
wlewowa, 4 – wlew doprowadzający, 5 – przelewy, 6 – wnęka formy [14, s. 248]
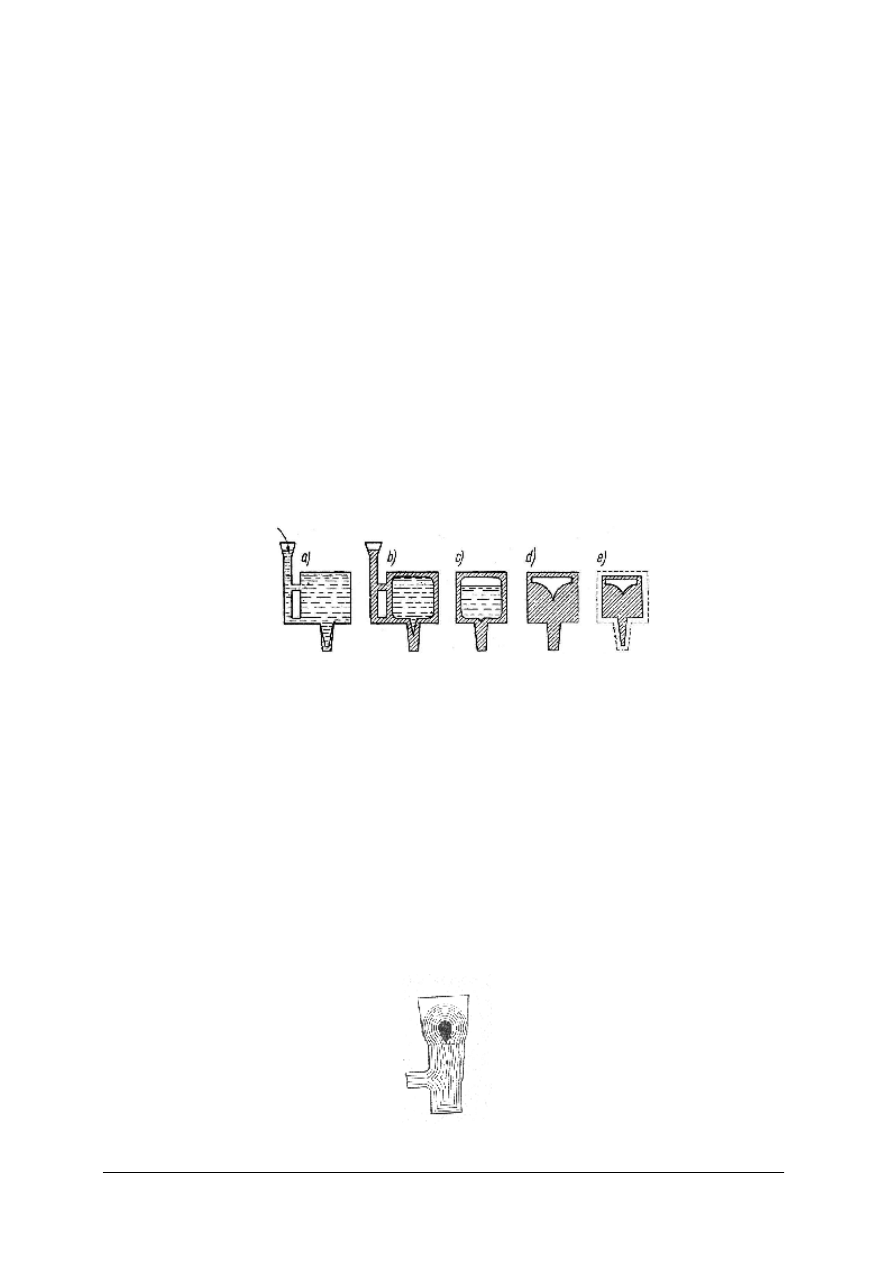
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Podczas krzepnięcia metalu obniża się jego temperatura, a jak wiadomo z lekcji fizyki,
metale podczas obniżania ich temperatury zmniejszają swoje wymiary, zjawisko to nosi
nazwę skurczu odlewniczego. Objętość metalu po zakrzepnięciu jest mniejsza niż objętość
metalu w stanie ciekłym i dlatego po zakrzepnięciu odlew ma mniejsze wymiary niż wymiary
wnęki formy. Wymiary wnęki formy musza być większe od oczekiwanych wymiarów odlewu
o wielkość skurczu, jaki występuje w metalu, z którego wykonany jest odlew. Wielkość
skurczu zależy od:
−
kształtu odlewu,
−
składu chemicznego stopu,
−
zawartości zanieczyszczeń,
−
temperatury topienia,
−
temperatury krzepnięcia.
W formie wypełnionej płynnym metalem występuje duża różnica temperatur między
ściankami formy a metalem. Warstwa metalu przy ściankach krzepnie szybko, oddając swoje
ciepło ściankom. W głębi odlewu oddawanie ciepła jest wolniejsze i tym samym wolniejsze
jest krzepnięcie. W pewnym punkcie odlewu, który krzepnie na końcu może zabraknąć
płynnego metalu, gdyż metal krzepnąc ciągle zmniejsza swoją objętość. Powstaje wtedy
w odlewie pusta przestrzeń, czyli jama skurczowa lub wiele małych otworów, czyli rzadzizna
skurczowa. Rys. 18 pokazuje schemat krzepnięcia odlewu i powstawanie jamy skurczowej.
Rys. 18. Schemat krzepnięcia i powstawania jamy skurczowej: a) metal tuż po wlaniu do formy (krzepną cienkie
i powierzchniowe warstwy odlewu), b) krzepnie układ wlewowy i zewnętrzna warstwa, tworząc
skorupę, c) skurcz w stanie ciekłym, d) odlew po zakrzepnięciu i jama skurczowa, e) skurcz metalu
w stanie stałym [14. s. 51]
Powstawaniu jamy skurczowej zapobiega się przez:
−
odpowiednią konstrukcję odlewu,
−
stosowanie nadlewów i ochładzalników,
−
właściwą konstrukcję układu wlewowego doprowadzającego metal do odpowiednich
miejsc formy.
Konstrukcja odlewu powinna być taka, aby w jak najmniejszej ilości występowały w nim
tzw. węzły cieplne, w których czas krzepnięcia jest dłuższy niż w innych miejscach.
Nadlewy i przelewy zasilające zasilają krzepnący odlew ciekły metalem. Metal dopływa
do wnęki formy z nadlewów w takiej ilości, aby skompensować skurcz odlewu, nadlewy
i przelewy krzepną najpóźniej i w nich powstają jamy skurczowe (rys. 19), co jest zjawiskiem
korzystnym, bo nadlew i przelew odcina się po zakrzepnięciu odlewu.
Rys. 19. Jama skurczowa powstała w nadlewie, który zostanie odcięty [14, s. 251]
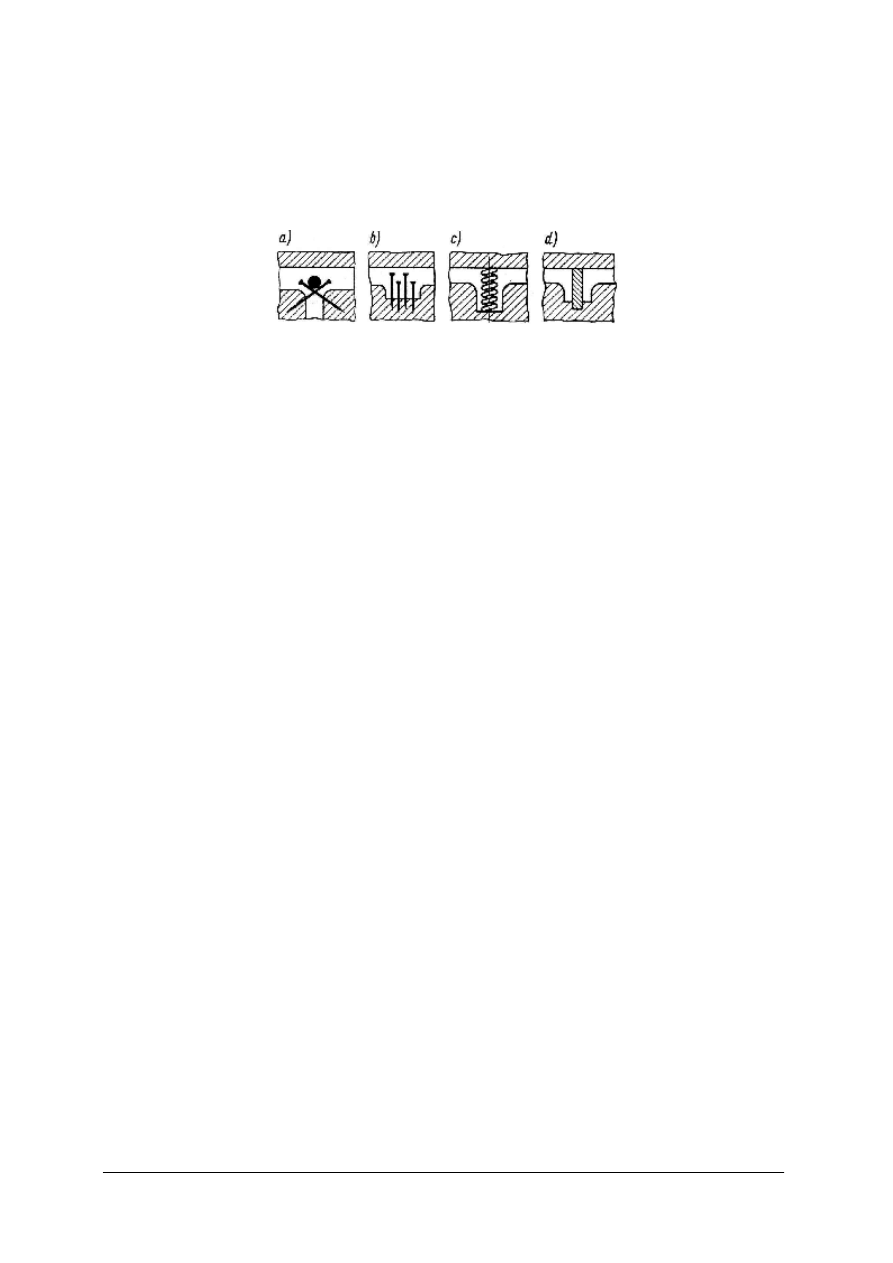
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Jeśli ze względów technologicznych nie można umieścić nadlewów na odlewie,
w miejscach, które powinny krzepnąć najwcześniej umieszcza się elementy metalowe tzw.
ochładzalniki, które szybciej odprowadzają ciepło i powodują szybsze studzenie odlewu, czyli
szybsze jego krzepnięcie w tym miejscu. Przykład ochładzalników wewnętrznych pokazany
jest na rys. 20.
Rys. 20. Ochładzalniki wewnętrzne: a) pręt na szpilkach formierskich, b) gwoździe, c) spirala z drutu, d) pręt
[14, s. 253].
Podczas przygotowania wsadu, uruchamiania i obsługi pieca, topienia metalu, jego
transportu, zalewania form należy przestrzegać instrukcji bhp, które znajdują się na każdym
stanowisku pracy. Zmniejsza się w ten sposób możliwość wystąpienia wypadku przy pracy,
powstania pożaru i zanieczyszczenia środowiska. Podstawowe zasady bhp obowiązujące
w oddziale topienia są następujące:
W zawodzie wytapiacza może być zatrudniony pracownik wyznaczony przez kierownika
wydziału posiadający wymagane, aktualne badania lekarskie.
Wytapiacz musi być przeszkolony w zakresie obsługi pieców topialnych, urządzeń do
rafinacji i posiadać uprawnienia do obsługi urządzeń dźwignicowych oraz pojazdów
transportu wewnętrznego.
Wytapiacz musi stosować odzież roboczą:
−
zestaw ubraniowy trudnopalny, lekki,
−
koszula,
−
buty odlewnicze z noskami lub półsaperki.
Sprzęt ochronny:
−
okulary – podczas przebywania w hali odlewni,
−
kask – podczas obsługi urządzeń dźwignicowych,
−
rękawice – podczas wykonywania prac transportowych, kontaktu rąk z gorącymi
powierzchniami,
−
fartuch metalizowany, osłonę twarzy - podczas ręcznego załadunku wsadu, wylewania
stopu do kadzi i pieców podgrzewczych, uzdatniania stopów, czyszczenia pieców,
−
maskę
z
pochłaniaczem
gazów
–
podczas
awarii
instalacji
chlorowej
i niekontrolowanego przedostawania się chloru na stanowiska pracy,
−
ochrony słuchu – w przypadku przekroczeń norm hałasu.
Wytapiacz musi dbać o ład i porządek na stanowisku pracy.
Materiały, oprzyrządowanie, narzędzia składować w miejscach do tego wyznaczonych,
a piece powinny być zawsze przygotowane do awaryjnego wylania metalu.
Wytapiacz powinien wykonywać pracę przy wykorzystaniu zasad ergonomii.
Przed przystąpieniem do pracy wytapiacz zobowiązany jest:
−
Sprawdzić wizualnie stan techniczny urządzeń ( zapis w książce zdawczo-odbiorczej
urządzeń dźwignicowych).
−
Odpowiednio przygotować (pokryć pastą i podgrzać) narzędzia odlewnicze
i oprzyrządowanie stosowane podczas pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Podczas obsługi urządzeń dźwignicowych należy:
−
Sygnalizować sygnałem dźwiękowym uruchamianie dźwignicy i zwracać uwagę na
otoczenie.
−
Podnosić i opuszczać ciężar gładko, bez wstrząśnięć i szarpnięć.
−
Nie przenosić ciężarów nad ludźmi.
−
Nie podnosić ciężarów przekraczających maksymalną nośność dźwignicy.
−
Przy podnoszeniu pierwszego ciężaru po rozpoczęciu pracy, podnieść ciężar nie wyżej
niż 50 cm, a następnie spuścić go nie dotykając posadzki, by w ten sposób sprawdzić
sprawność hamulca.
−
Nie podnosić ciężarów z ziemi przy pochyłym położeniu lin lub łańcuchów.
−
Nie pozostawiać ciężarów w stanie zawieszenia po zakończeniu pracy lub podczas
przerwy w pracy.
−
Zwracać uwagę, aby przewody doprowadzające prąd nie zaczepiały o przedmioty przy
przesuwaniu podnośnika z miejsca na miejsce.
−
Zamocować ciężar na haku w sposób wykluczający jego wypięcie podczas transportu.
Po zakończeniu obsługi urządzeń dźwignicowych należy:
−
Odstawić urządzenie w miejsce stałego postoju.
−
Zabezpieczyć kasetę sterowniczą przed dostępem osób postronnych przez zamknięcie
zamka i wyjęcie kluczyka.
−
Zdawać urządzenie zmiennikowi po dokonanym przeglądzie i zapisie w książce
zdawczo- odbiorczej.
Ładowanie wsadu do pieców i wylewanie metalu powinno odbywać się przy wyłączonym
grzaniu.
Zabrania się uzupełniania stopu w piecu zimnym, wilgotnym, zanieczyszczonym wsadem.
Uruchamiać piec tylko przy zamkniętych pokrywach.
Przed przystąpieniem do zapalania palników gazowych należy komorę pieca wywietrzyć
w celu usunięcia przypadkowo nagromadzonych gazów.
Podesty pieców powinny być zabezpieczone barierkami ochronnymi.
Podczas topienia metalu powinien być zapewniony nadzór nad prawidłową eksploatacją
pieca.
Zbiorniki awaryjne usytuowane przy piecach indukcyjnych należy utrzymywać w należytej
czystości i chronić przed zawilgoceniem.
Nie wolno wylewać płynnego metalu do zimnych i wilgotnych kadzi transportowych.
Lustro płynnego metalu w kadzi powinno znajdować się 15cm poniżej górnej krawędzi kadzi.
Podczas transportu kadzi z płynnym metalem po otwartej przestrzeni, kadź powinna być
przykryta pokrywą, a pojazd posiadać włączoną sygnalizację świetlną.
Podczas rafinacji płynnego metalu należy:
−
Kadź z płynnym metalem ustawić w wyznaczonym miejscu.
−
Obserwować lustro płynnego metalu (łagodne falowanie) oraz przepływ gazu
w rotametrach.
−
Szczególną ostrożność zachować przy rafinacji mieszaniną gazu z użyciem chloru.
−
Proces rafinacji prowadzić przy włączonej, skutecznej wentylacji miejscowej.
W razie uszkodzenia instalacji i stwierdzenia zapachu chloru w powietrzu należy:
−
Założyć maski z pochłaniaczami chloru, izolujące drogi oddechowe.
−
Odłączyć część uszkodzonej instalacji od pozostałej przez zamknięcie zaworu.
−
Włączyć sygnalizację świetlną i dźwiękową.
−
Powiadomić przełożonych i innych pracowników znajdujących się w strefie zagrożenia.
−
Oddalić się z miejsca zagrożenia w kierunku przeciwnym do kierunku ruchu powietrza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Podczas stosowania preparatów niebezpiecznych należy stosować następujące środki
ostrożności:
−
Trzymać preparat pod zamknięciem.
−
Pojemnik przechowywać w miejscu dobrze wietrzonym.
−
Przechowywać z dala od produktów żywnościowych, napojów.
−
Nosić w czasie pracy ubranie ochronne i rękawice.
−
Przy połknięciu zasięgnąć opinii lekarza pokazując etykietę.
−
Preparat ten jak i opakowanie usuwać jako trudny odpad.
W razie stwierdzenia nieprawidłowej pracy urządzeń należy włączyć wyłącznik
bezpieczeństwa, powiadomić przełożonych względnie odpowiednie służby utrzymania ruchu.
Każdy uraz doznany w czasie pracy należy zabezpieczyć korzystając z apteczki pierwszej
pomocy, zgłosić przełożonym, a z chwilą otrzymania zwolnienia lekarskiego osobiście
zgłosić wypadek w Dziale BHP.
Należy informować przełożonych i służbę bhp o każdym zdarzeniu mogącym spowodować
zagrożenie dla zdrowia lub życia wytapiacza lub innych osób.
Substancje mogące powodować skażenie środowiska naturalnego należy składować
wyłącznie w przeznaczonych do tego miejscach.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zjawiska zachodzą w formie po jej zalaniu ciekłym metalem?
2. Jak wpływa każde ze zjawisk na właściwości odlewu?
3. W jaki sposób zapobiega się negatywnemu wpływowi tych zjawisk na odlew?
4. Jak zbudowany jest układ wlewowy?
5. Jaką rolę spełnia układ wlewowy podczas zalewania formy?
6. Jaką rolę spełnia podczas zalewania każda część układu wlewowego?
4.5.3. Ćwiczenia
Ćwiczenie 1
Przeprowadź analizę zjawisk zachodzących z formie po jej zalaniu i określ sposoby
zapobiegania ich negatywnemu wpływowi na odlew.
Nazwa zjawiska
Wpływ zjawiska na odlew
Sposób zapobiegania wpływowi
zjawiska na odlew
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami na temat zjawisk zachodzących w formie po jej zalaniu
i sposobów zapobiegania negatywnemu wpływowi tych zjawisk na odlew,
2) wyodrębnić poszczególne zjawiska,
3) określić wpływ każdego zjawiska na właściwości odlewu,
4) określić sposób zapobiegania negatywnemu wpływowi zjawiska na odlew,
5) wypełnić tabelę w arkuszu do ćwiczenia,
6) ocenić wyniki swojej pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
formularze z pytaniami prowadzącymi,
−
przybory do pisania,
−
literatura techniczna.
Ćwiczenie 2
Przeprowadź analizę budowy układu wlewowego.
Nazwa elementu układu wlewowego
Rola elementu w procesie zalewania formy
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
7) zapoznać się z wiadomościami na temat budowy układu wlewowego i funkcji jego
poszczególnych elementów,
8) określić rolę każdego elementu budowy układu wlewowego w procesie zalewania formy,
9) wypełnić tabelę w arkuszu do ćwiczenia,
10) ocenić wyniki swojej pracy.
Wyposażenie stanowiska pracy:
−
arkusz do ćwiczenia,
−
przybory do pisania,
−
literatura techniczna.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) opisać budowę układu wlewowego?
o
o
2) podać nazwy elementów składających się na układ wlewowy?
o
o
3) określić rolę każdego elementu w procesie zalewania formy?
o
o
4) określić zjawiska zachodzące w formie po zalaniu jej ciekłym metalem?
o
o
5) określić wpływ każdo ze zjawisk na odlew?
o
o
6) podać sposoby zapobiegania negatywnemu wpływowi tych zjawisk na
odlew?
o
o

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
Dla każdego zadania są podane 4 odpowiedzi a, b, c, d. Tylko jedna odpowiedź jest
poprawna.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt. Za błędną odpowiedź lub jej
brak otrzymujesz 0.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
7. Test składa się z dwóch części. Część I zawiera zadania z poziomu podstawowego,
natomiast w części II są zadania z poziomu ponadpodstawowego i te mogą przysporzyć
Ci trudności, gdyż są one na poziomie wyższym niż pozostałe.
8. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
9. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
10. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
11. Na rozwiązanie testu masz 50 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Materiały ładowane do pieca w celu stopienia to
a) wsad.
b) topniki.
c) nawęglacze.
d) paliwa.
2. Gąski stopu są głównym składnikiem wsadu do wytopu
a) żeliwa ciągliwego.
b) żeliwa szarego.
c) stopów metali nieżelaznych.
d) staliwa.
3. Główne składniki mosiądzów to
a) miedź i cynk.
b) miedź i cyna.
c) ołów i antymon.
d) aluminium i krzem.
4. Obliczanie ciężaru poszczególnych składników wsadu określa się jako
a) pomiar wsadu.
b) ważenie wsadu.
c) namiar wsadu.
d) przygotowywanie wsadu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
5. Piec szybowy opalany koksem to
a) piec elektryczny oporowy.
b) piec elektryczny łukowy.
c) piec tyglowy płomieniowy.
d) żeliwiak.
6. Naczynie z materiału odpornego na wysokie temperatury,używane w odlewni, to
a) tygiel.
b) forma odlewnicza.
c) żeliwiak.
d) rdzeń.
7. Modyfikacja stopu odlewniczego ma na celu
a) zmianę temperatury stopu.
b) zmianę wymiarów odlewu.
c) odtlenianie stopu.
d) zmianę struktury stopu.
8. Pirometr termoelektryczny służy do pomiaru
a) temperatury ciekłego metalu.
b) kształtu i wymiarów odlewu.
c) składu chemicznego stopu.
d) struktury stopu.
9. Świeżenie staliwa polega na
a) odtlenianiu kąpieli metalowej.
b) przelewaniu kąpieli metalowej.
c) usuwaniu domieszek w stali przez ich utlenianie.
d) dodawanie dodatków stopowych do stali.
10. Substancje służące do wprowadzania dodatków stopowych do kąpieli metalowej to
a) surówki.
b) topniki.
c) paliwa.
d) żelazostopy.
11. Oczyszczenie stopów z niepotrzebnych składników jest celem
a) modyfikacji.
b) topienia.
c) rafinacji.
d) wyżarzania.
12. Zgar jest to
a) strata składników stopu na skutek ich wypalania.
b) zgarnianie żużla z powierzchni kąpieli metalowej.
c) strata metalu na skutek wylania z pieca.
d) warstwa żużla na powierzchni metalu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
13. Do świeżenia staliwa służy
a) koks.
b) węgiel.
c) wodór.
d) tlen.
14. Do ręcznego przenoszenia kadzi z ciekłym metalem służą
a) widły.
b) suwnice.
c) przenośniki taśmowe.
d) przenośniki podwieszane.
15. Złom elektrod grafitowych używany przy wytopie żeliwa służy jako
a) topnik.
b) nawęglacz.
c) odtleniacz.
d) rafinator.
16. Źródłem ciepła w piecu topialnym nie jest
a) przepływ prądu elektrycznego.
b) spalanie gazu.
c) spalanie koksu.
d) spalanie benzyny.
17. Skutkiem skurczu odlewniczego jest
a) zmniejszenie wymiarów odlewu.
b) zwiększenie wymiarów odlewu.
c) brak zmian w wielkości odlewu.
d) stabilizacja odlewu.
18. Do zalewania formy odlewniczej nie używa się
a) rdzenia odlewniczego.
b) kadzi odlewniczej.
c) łyżki odlewniczej.
d) komory tłokowej.
19. W celu zapobiegania występowaniu jam skurczowych stosuje się
a) wcześniejsze podgrzewanie formy.
b) zwiększanie temperatury ciekłego metalu.
c) zasilanie przez nadlewy.
d) zmniejszanie temperatury ciekłego metalu.
20. Do parametrów pracy pieca odlewniczego nie należy
a) pojemność pieca.
b) cena pieca.
c) szybkość nagrzewania.
d) zużycie energii.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Topienie stopów odlewniczych i zalewanie form
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6. LITERATURA
1. Adamski Cz Piwowarczyk T.: Metalurgia i odlewnictwo metali nieżelaznych. Skrypty
uczelniane AGH, Kraków 1979
2. Chudzikiewicz R.: Mechanizacja odlewni. WN-T, Warszawa 1974
3. Gierek A. Sioda H.: Technologiczne podstawy projektowania odlewni. Wydawnictwo
„Śląsk”, Katowice 1973
4. Górecki A.: Technologia ogólna
5. Kniaginin G.: Staliwo metalurgia i odlewnictwo. Wydawnictwo „Śląsk”, Katowice 1977
6. Kosowski A: Metaloznawstwo stopów odlewniczych. Wydawnictwa AGH, Kraków 1996
7. Piwoński T.: Odlewnictwo. PWSZ, Kraków 1969
8. Podrzucki Cz Kalata Cz.: Metalurgia i odlewnictwo żeliwa. Wydawnictwo „Śląsk”,
Katowice 1976
9. Podrzucki Cz. Szopa.: Piece i urządzenia metalurgiczne stosowane w odlewnictwie.
Wydawnictwo”Śląsk”, Katowice 1982
10. Praca zbiorowa: Mały poradnik odlewnika. WN-T, Warszawa 1974
11. Praca zbiorowa: Poradnik inżyniera Odlewnictwo t.I i II. WN-T, Warszawa 1986
12. Samsonowicz Z.: Automatyzacja procesów odlewniczych, WN-T, Warszawa 1985
13. Skarbiński M.: Uruchomienie produkcji w odlewni. WN-T, Warszawa 1974
14. Ziemkiewicz J.: Technologia odlewnictwa. PZWZ, Warszawa 1970
15. Strony WWW
Wyszukiwarka
Podobne podstrony:
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen odlewniczych 812[03] z2 05 n
operator maszyn i urzadzen odlewniczych 812[03] z2 02 u
operator maszyn i urzadzen odlewniczych 812[03] z2 02 n
operator maszyn i urzadzen odlewniczych 812[03] z2 04 u
operator maszyn i urzadzen odlewniczych 812[03] z2 04 n
operator maszyn i urzadzen odlewniczych 812[03] z2 06 n
operator maszyn i urzadzen odlewniczych 812[03] o1 05 n
operator maszyn i urzadzen odlewniczych 812[03] z2 06 u
operator maszyn i urzadzen odlewniczych 812[03] z2 03 n
operator maszyn i urzadzen odlewniczych 812[03] z2 03 u
operator maszyn i urzadzen odlewniczych 812[03] o1 05 u
operator maszyn i urzadzen odlewniczych 812[03] z2 01 u
operator maszyn i urzadzen odlewniczych 812[03] z2 01 n
operator maszyn i urzadzen odlewniczych 812[03] z2 03 n
operator maszyn i urzadzen odlewniczych 812[03] z2 03 u
operator maszyn i urzadzen odlewniczych 812[03] o1 05 u
więcej podobnych podstron