
Dr inż. Mariusz DEMBIŃSKI
mariusz.dembinski@ikb.poznan.pl
Politechnika Poznańska
USZKODZENIA WIBROIZOLATORÓW SPRĘśYNOWYCH
I TŁUMIKÓW LEPKOŚCIOWYCH
W FUNDAMENTACH MŁOTÓW MATRYCOWYCH
DAMAGES OF SPRING VIBRATION ISOLATORS AND VISCO DAMPERS
IN FORGING HAMMER FOUNDATIONS
Streszczenie Stosowanie wibroizolacji w fundamentach młotów matrycowych umożliwia redukcję obciążeń
dynamicznych powstających po uderzeniu bijaka. Wibroizolatory sprężynowe z tłumikami lepkościowymi są
obecnie coraz powszechniej stosowane zarówno przy realizacji nowych fundamentów pod młoty, jak i podczas
modernizacji zniszczonych fundamentów starszych typów. Choć same wibroizolatory są praktycznie bezobsłu-
gowe, to ich eksploatacja w trudnych warunkach przemysłowych wymaga sprawowania elementarnego dozoru
przez służby zakładowe. Zaniechanie tych działań może w skrajnych przypadkach uniemożliwić prowadzenie
produkcji. Skutki zaniedbań mogą także spowodować zniszczenie wibroizolatorów przez pękanie sprężyn oraz
blokowanie tłumików.
Abstract Using a vibroisolation in foundations of forging hammers enables to reduce dynamic loads created by
a falling tup. Spring vibration isolators with visco dampers are used more and more commonly in new founda-
tions as well as at repair of damaged old ones. Though the isolators themselves do not require any maintenance,
their operation in difficult industrial conditions must be controlled by special service workers. Failure to do so
may lead in extreme cases to breaks in a production process. A lack of this control may also create damage to
vibration isolators due to spring cracking and blockage of dampers.
1. Fundamenty młotów matrycowych
Impulsy powstające podczas uderzenia bijaka średniej wielkości młota matrycowego
osiągają wartości rzędu 30 – 80 kN·s, co jednoznacznie klasyfikuje te urządzenia w grupie
maszyn o bardzo dużej dynamiczności [1, 2]. Największa część energii uderzenia zamienia
się podczas kucia na pracę odkształcenia odkuwki, reszta energii nadaje bijakowi prędkość
powrotną oraz powoduje drgania młota, podłoża gruntowego i otoczenia. Wysoki poziom
tych zakłóceń wpływa niekorzystnie na pracujących w pobliżu ludzi, obniża dokładność
precyzyj-nej obróbki prowadzonej w sąsiednich wydziałach zakładu, przyspiesza także
procesy nisz-czenia usytuowanych w pobliżu obiektów budowlanych. Decydujący wpływ na
wielkość odczuwanych w otoczeniu drgań ma sposób ukształtowania fundamentu młota.
Wieloletnie negatywne doświadczenia w tym zakresie wyeliminowały fundamenty pod
ś
rednie i duże młoty matrycowe kształtowane w postaci wielkowymiarowych żelbetowych
bloków ustawio-nych bezpośrednio na podłożu gruntowym. Zaczęto coraz powszechniej
stosować rozwiązania z opracowanymi m.in. przez BISTYP wibroizolatorami sprężynowymi
i gumowymi między żelbetowym blokiem podkowadłowym a skrzynią osłaniającą.
227
Fundamenty tego typu dość dobrze chronią otoczenie przed drganiami powstającymi przy
pracy młotów, jednak znaczne wymiary tych konstrukcji oraz liczne problemy eksploatacyjne
dość szeroko już udokumentowane [3, 4, 5] powodowały potrzebę poszukiwania innych
rozwiązań [6, 7, 8].
Skutecznym sposobem eliminowania niekorzystnych zjawisk powstających podczas
wykonywania odkuwek jest stosowane od kilkunastu lat bezpośrednie ustawianie kowadeł
młotów na wibroizolacji sprężynowo-lepkościowej w żelbetowych skrzyniach osłaniających,
charakteryzujących się zdecydowanie mniejszymi gabarytami. Zasady doboru parametrów
tego typu wibroizolacji były przedmiotem rozważań zawartych w innych opracowaniach [5,
9, 10, 11], gdzie dość szczegółowo określono wymagania, jakie wibroizolacja taka powinna
spełniać. Według tych zasad opracowano już kilkanaście obiektów pod różnej wielkości
młoty matrycowe zainstalowane w kuźniach zlokalizowanych w różnych rejonach kraju.
Pierwsze obiekty tego typu powstały jeszcze pod koniec lat osiemdziesiątych ubiegłego
wieku, można zatem już podsumować wyniki obserwacji tych dość specyficznych konstrukcji
fundamentów pod maszyny.
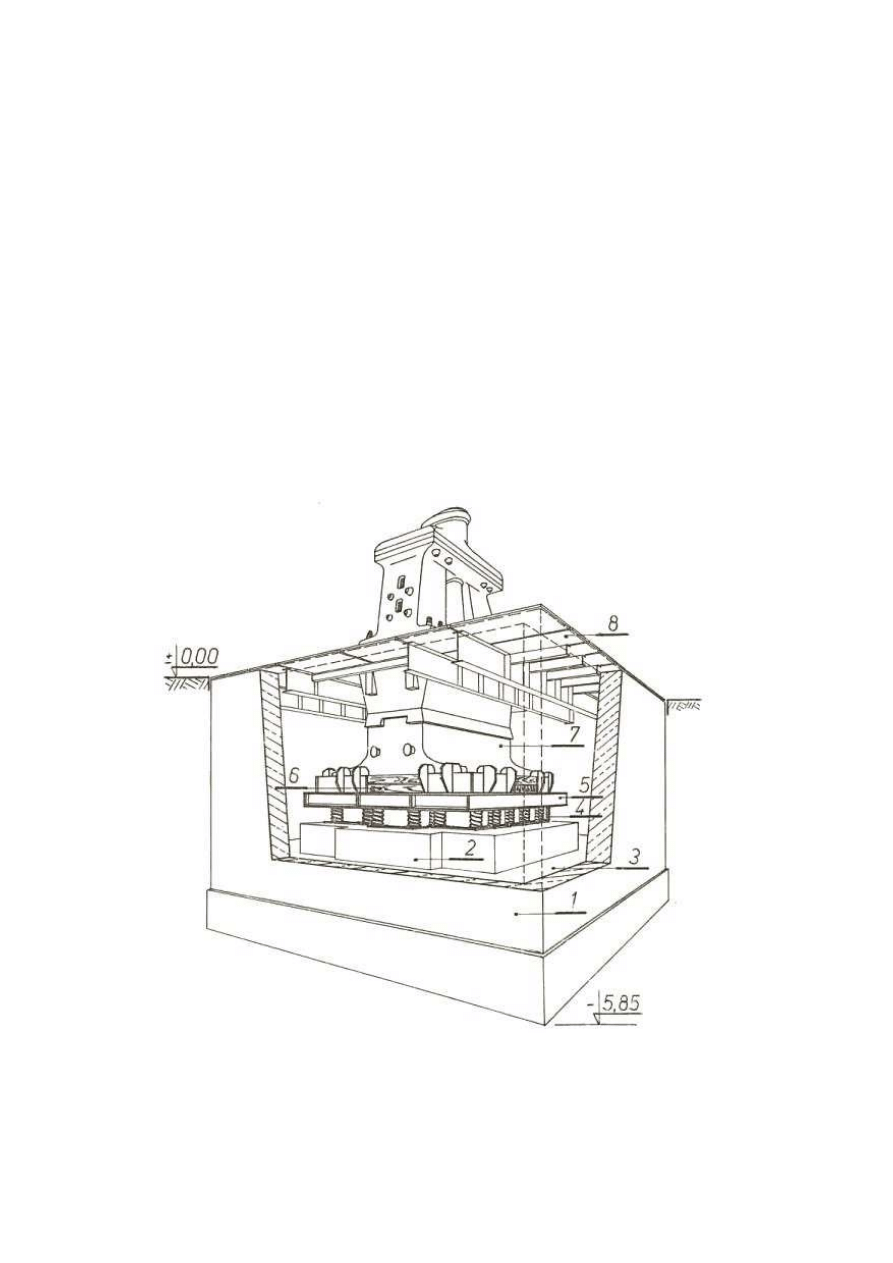
2. Prototypowy fundament młota MPM 16000 B
Rys. 1. Przekrój konstrukcji prototypowego fundamentu młota matrycowego MPM 16000 B:
1 - ściana skrzyni osłaniającej (wykonanej jako studnia opuszczana), 2 - cokół płyty dna skrzyni,
3 - kanał rewizyjny, 4 - wibroizolatory GERB (16 szt.), 5 - stalowa konstrukcja podkowadłowa,
6 - podkładka podkowadłowa, 7 - kowadło młota, 8 - stalowa konstrukcja pomostu roboczego.
Fundament młota matrycowego MPM 16000 B jest prototypowym w kraju rozwiązaniem
sposobu posadowienia urządzenia tego typu. Zasadniczymi elementami odróżniającymi
228

zrealizowaną konstrukcję wsporczą młota od rozwiązania typowego są: zastąpienie ciężkiego,
ż
elbetowego bloku podkowadłowego (objętość betonu ponad 300 m
3
, ciężar 7560 kN) lekką,
stalową konstrukcją podkowadłową (189,5 kN) oraz zastosowanie wibroizolacji sprężynowo-
lepkościowej firmy GERB zamiast typowych wibroizolatorów sprężynowych MP 111 oraz
gumowych GM 8. Konsekwencją wprowadzonych zmian jest także znaczne zmniejszenie
wymiarów skrzyni osłaniającej, co umożliwiło istotne ograniczenie pola zabudowy i głębo-
kości posadowienia obiektu. Wpłynęło to również na zmniejszenie kosztu oraz czasu
realizacji obiektu. Konstrukcję prototypowego fundamentu oddano do eksploatacji w roku
1988. Przekrój konstrukcji omawianego fundamentu przedstawiono na rysunku 1 [8].
Zasadniczym elementem prototypowego fundamentu jest stalowa, płytowo-żebrowa
konstrukcja podkowadłowa o wymiarach: 4,50 x 3,00 x 0,406 m, wykonana ze stali St3S,
składająca się z płyty górnej o grubości 60 mm, płyty dolnej o grubości 40 mm oraz układu
podłużnych i poprzecznych żeber, wykonanych z blach o grubościach odpowiednio: 40 lub
30 mm. Umieszczona w żelbetowej skrzyni stalowa konstrukcja podkowadłowa oparta
została bezpośrednio na szesnastu sprężynowo-lepkościowych wibroizolatorach firmy GERB
typu VSG-4.4 / 32 H9P. Każdy z nich składa się z zespołu czterech par sprężyn
usytuowanych w narożach oraz centralnie umieszczonego tłumika wiskotycznego, o
wysokiej stałej tłumienia. Sztywność pionowa pojedynczego wibroizolatora wg danych
producenta
wynosi
k
z1
= 11,44 kN/mm,
natomiast
stała
oporu
wiskotycznego
c
1
= 225 kN·s/m.
3. Przebudowany fundament młota MPM 10000 B
Fundament młota matrycowego MPM 10000 B w pierwotnej wersji wykonano na
początku lat siedemdziesiątych XX wieku. Konstrukcja fundamentu składała się
z następujących zasadniczych elementów:
•
żelbetowego bloku podkowadłowego o wymiarach 6,70 x 5,60 x 4,70 m z centralnie
usytuowaną wnęką na kowadło młota o wymiarach 3,70 x 2,60 x 0,95m.
•
zestawu typowych wibroizolatorów sprężynowych MP 141 w liczbie 30 oraz 20 sztuk
typowych wibroizolatorów gumowych GM 8.
•
żelbetowej skrzyni osłaniającej blok podkowadłowy, posadowionej wprost na podłożu
gruntowym na głębokości 6,68 m poniżej poziomu posadzki hali.
•
roboczego pomostu wykonanego z walcowanych profili dwuteowych, przykrytych
stalowymi blachami oraz płytami żeliwnymi.
Pod koniec lat dziewięćdziesiątych bryła żelbetowego bloku podkowadłowego
wykazywała już oznaki daleko zaawansowanych procesów mechanicznego niszczenia betonu.
Konieczna była przebudowa fundamentu, którą jednak odkładano w czasie z uwagi na trudną
sytuację ekonomiczną zakładu. Pod koniec 2004 roku uszkodzenia żelbetowego bloku były
już tak znaczne, że doszło do przechylenia się młota na fundamencie, co spowodowało
zatrzymanie produkcji na tym stanowisku. W roku 2005 dokonano przebudowy obiektu, która
polegała na:
•
demontażu młota oraz stalowego pomostu roboczego,
•
wyburzeniu górnej części bloku podkowadłowego,
•
oczyszczeniu wnętrza skrzyni z zanieczyszczeń i innych luźnych fragmentów betonu,
•
podniesieniu pozostałej dolnej części bloku podkowadłowego,
•
usunięciu starych wibroizolatorów sprężynowych i gumowych,
•
ułożeniu warstwy zaprawy na żebrach skrzyni osłaniającej i opuszczeniu bloku,
•
wypełnieniu betonem wolnych przestrzeni między blokiem a ścianami skrzyni,
•
wykonaniu nowej płyty fundamentowej wraz z cokołem,
229
•
ustawieniu nowych wibroizolatorów sprężynowych z tłumikami lepkościowymi,
•
ponownym montażu młota oraz konstrukcji i pokrycia pomostu roboczego.
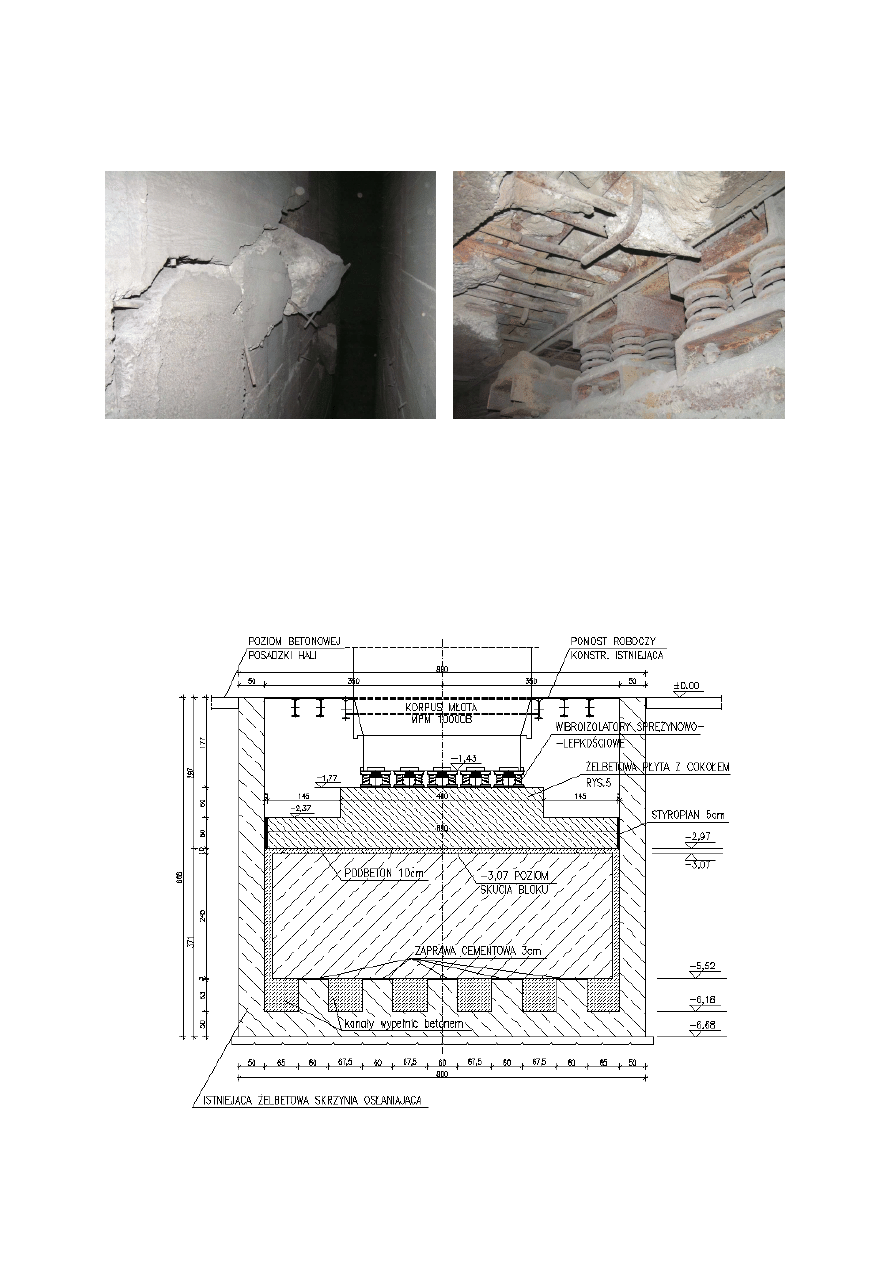
Rys. 2. Uszkodzenia bocznej powierzchni bloku
podkowadłowego od strony stanowiska kowala.
Rys. 3. Dolna powierzchnia bloku z ubytkami
otuliny. W tle zniszczony wibroizolator gumowy.
W przebudowanym obiekcie zastosowano 10 prototypowych wibroizolatorów
sprężynowo-lepkościowych własnej konstrukcji. Sztywność pionowa sprężyn pojedynczego
wibroizolatora wynosi k
z1
= 11,43 kN/mm, natomiast wielkość stałej oporu wiskotycznego
jednego tłumika zaprojektowano na poziomie c
1
≈
180 kN·s/m. Przekrój omawianego
fundamentu po przebu-dowie przedstawia rysunek 4, dalsze to montaż wibroizolatorów i
początek eksploatacji.
Rys. 4. Przekrój fundamentu młota matrycowego MPM 10000 B po przebudowie
230
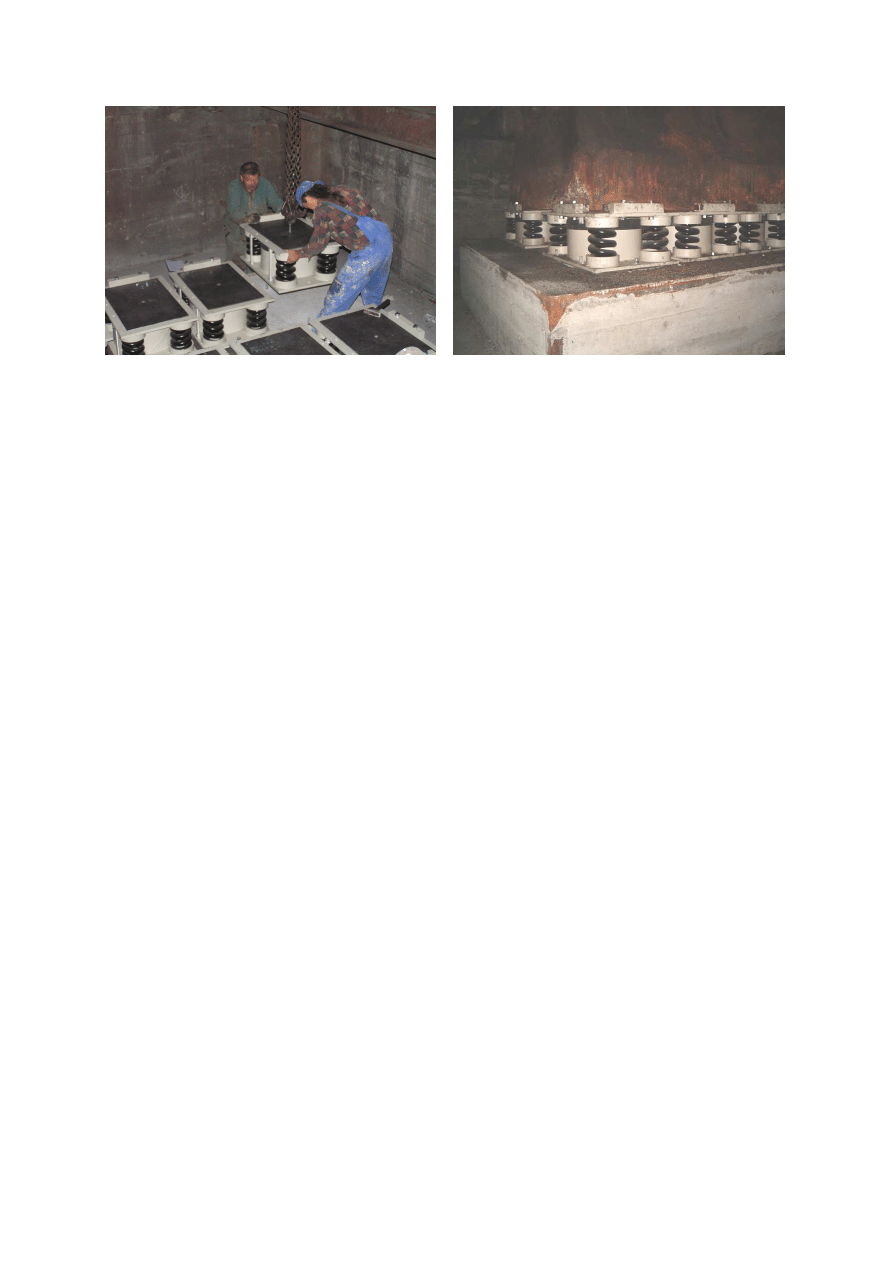
Rys. 5. Montaż wibroizolatorów na cokole
w skrzyni fundamentowej młota MPM 10000 B.
Rys. 6. Kowadło młota MPM 10000 B na wibro-
izolatorach po oddaniu obiektu do eksploatacji.
4. Uszkodzenia wibroizolatrów pod młotem MPM 16000 B
Podczas przeglądu fundamentu młota MPM 16000 B, przeprowadzonego w 1995 roku
stwierdzono znaczne wypełnienie obwodowych kanałów we wnętrzu skrzyni osłaniającej
odpadami powstającymi podczas prowadzonego na stanowisku procesu technologicznego
wraz z innymi zanieczyszczeniami, jak również wodą zmieszaną z olejem (Rys. 7). Zwrócono
wówczas uwagę na zagrożenia wynikające z zaobserwowanego stanu i na konieczność prze-
prowadzania regularnych przeglądów połączonych z usuwaniem nadmiaru zanieczyszczeń
z wnętrza skrzyni fundamentowej pod młotem. Po upływie kolejnych pięciu lat (w roku 2000)
doszło do powstania stanu awaryjnego wibroizolacji pod największym młotem w kuźni.
Nagromadzenie zendry osiągnęło tak wysoki poziom, że doszło do całkowitego zasypania
kilkunastu sprężyn w wibroizolatorach usytuowanych w środkowej części obu najdłuższych
boków żelbetowego cokołu. Następnie zanieczyszczenia zaczęły przedostawać się do środka
tłumików z olejem powodując stopniowe wypieranie lżejszego oleju i szczelne wypełnienie
trzech cylindrów. Doszło do zablokowania możliwości ruchu w tych wibroizolatorach, co
spowodowało wyraźnie odczuwalny wzrost dynamicznego oddziaływania przekazywanego
przez młot na dno skrzyni fundamentowej i dalej na podłoże gruntowe. Dopiero ten stan
wywołał zainteresowanie służb zakładowych, które po długiej przerwie sprawdziły co dzieje
się w skrzyni pod kowadłem młota. Po oczyszczeniu dna z zanieczyszczeń i przeprowadzeniu
dokładnego przeglądu poszczególnych wibroizolatorów stwierdzono, że trzy z nich wymagają
kapitalnego remontu i jedynie ich obudowy nadają się do wykorzystania. Konieczna była
wymiana ponad połowy sprężyn, których pręty uległy pęknięciom, natomiast trzy tłumiki
wymagały ukształtowania nowych tłoków oraz napełnienia nowym olejem (Rys. 8). Innym
następstwem tej sytuacji było pojawienie się poprzecznego pęknięcia w dolnej płycie
konstrukcji podkowadłowej między drugim i trzecim wibroizolatorem (około 0,40 m od osi
układu). Ostatecznym skutkiem wystąpienia awaryjnego stanu posadowienia młota było
zwolnienie w zakładzie Głównego Mechanika, któremu podlegają maszyny i urządzenia oraz
zagwarantowanie ich sprawnego funkcjonowania. Przerwa w pracy młota trwała ponad trzy
miesiące z uwagi na długi czas oczekiwania na nowe sprężyny i olej do tłumików.
Przeprowadzona powtórna ocena stanu technicznego fundamentu młota w roku 2005
wykazała niewielkie ilości wody na dnie fundamentu, pochodzące z nieszczelnej instalacji
zasilającej młot. Stwierdzono wyraźnie większy stopień zawilgocenia młota po prawej stronie
stanowiska kowala, gdzie znajdują się podłączenia przewodów dostarczających parę pod
ciśnieniem. Na dnie skrzyni oraz na żelbetowym cokole występowały zanieczyszczenia oraz
231
zendra, która niezbyt regularnie, ale jednak była usuwana. Na wibroizolatorach usytuowanych
w płaszczyźnie środkowej młota (po obu jego stronach) zauważono wyraźne ślady korozji
elementów obudowy jak również stalowych sprężyn. W tych miejscach zbierają się naj-
większe ilości zendry, przedostającej się do skrzyni przez szczeliny pomostu, które zalegają
na cokole stopniowo zasłaniając coraz większe fragmenty wibroizolatorów. Pod powierzchnią
gorącej początkowo zendry następuje szybkie niszczenie powłok antykorozyjnych zabezpie-
czających elementy stalowe i rozwijają się procesy korozyjne tych elementów. Ponadto
zgromadzona zendra utrzymuje przez długi czas wokół stalowych elementów wilgoć, która
jak wiadomo sprzyja rozwojowi procesów utleniania. Podczas oględzin wibroizolacji młota
MPM 16000 B zauważono pęknięcie tylko jednej sprężyny w wibroizolatorze usytuowanym
na prawo od stanowiska kowala. Pęknięcie wystąpiło w górnym zwoju sprężyny, od strony
tłumika wiskotycznego i nie było widoczne na pierwszy rzut oka. Mimo trudno zauważalnego
uszkodzenia sprężyna w takim stanie nie brałą już udziału w przenoszeniu obciążeń i nada-
wała się do wymiany. Na kilku cylindrycznych zbiornikach oleju w wibroizolatorach stwier-
dzono uszkodzenia opasek zabezpieczających wnętrza tłumików przed zanieczyszczeniami.
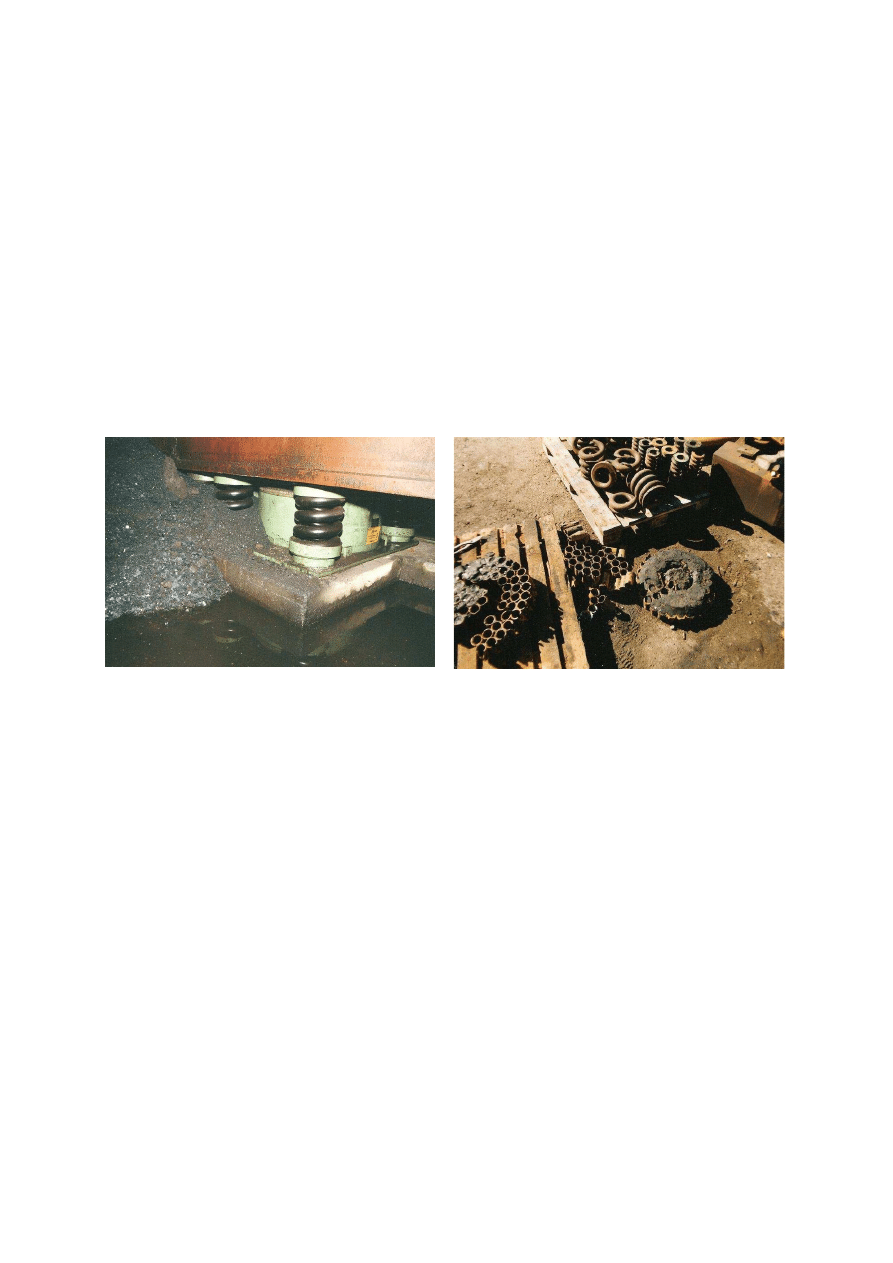
Rys. 7. Zasypane zendrą wibroizolatory pod
młotem MPM 16000 B, na dnie skrzyni 0,50m
wody i oleju.
Rys. 8. Zapchane tłoki w tłumikach lepkościowych,
w tle zniszczone sprężyny z wibroizolatorów.
5. Zagrożenia wibroizolatrów pod młotem MPM 10000 B
Wnętrze skrzyni osłaniającej kowadło młota MPM 10000 B i jego wibroizolację poddano
ocenie jesienią 2006 r. czyli kilkanaście miesięcy od rozpoczęcia użytkowania obiektu po
przeprowadzonej przebudowie. Na żelbetowej płycie oraz na cokole stwierdzono zaleganie
znacznych ilości zanieczyszczeń (Rys. 9, 10), oraz niewielkie ilości brudnej wody. Podobnie
jak to ma miejsce w przypadku opisanego wyżej młota, woda na dnie fundamentu pochodziła
z nieszczelnej instalacji zasilającej młot. Podczas przeglądu zauważono, że kowadło młota
jest podzielone na część suchą oraz przeciwległą część mokrą, od strony podłączenia przewo-
dów zasilających. Na jednym zbiorniku oleju w narożnym wibroizolatorze stwierdzono także
deformację gumowej opaski zabezpieczającej wnętrze tłumika przed zanieczyszczeniami
(Rys. 9). Po usunięciu zanieczyszczeń w środkowej części kowadła po przeciwnej stronie
stanowiska kowala stwierdzono początki procesów korozyjnych odsłoniętych powierzchni
sprężyn oraz blach obudów wibroizolatorów. W tym przypadku gorzej przedstawiają się
sprężyny pod „suchą” częścią młota, co można tłumaczyć tym, że spływająca po korpusie
woda zawiera także pewne ilości oleju, który w ograniczonym stopniu konserwuje
powierzchnię sprężyn i blach obudowy. W części „suchej” zendra wyraźnie szybciej niszczy
powłoki antykorozyjne. Korodują także stalowe elementy okuć żelbetowego cokołu, na
232

którym ustawione są wibroizolatory. Użytkownikowi młota zwrócono uwagę, że dalsze utrzy-
mywanie takiego stanu doprowadzić może do powstania korozji wżerowej, ograniczenia
zmęczeniowej wytrzymałości stali sprężynowej i stopniowego występowania pęknięć w posz-
czególnych sprężynach układu. Podczas przeprowadzanych oględzin sprężyn, do których był
dostęp nie stwierdzono jeszcze takiego stanu.
Rys. 9. Zawilgocenia kowadła, wibroizolatora oraz
ż
elbetowego cokołu. Deformacja opaski ochronnej.
Rys. 10. Zasypane zendrą sprężyny
wibroizolatorów pod młotem od strony stanowiska
kowala.
6. Wnioski końcowe
Intensywna eksploatacja młotów matrycowych wcale nie musi prowadzić do bardzo
szybkiego pogarszania się stanu technicznego fundamentów i wibroizolacji. Niekorzystne
procesy i ich rozwój można jednak bez większych nakładów znacznie ograniczyć. Przede
wszystkim nie wolno dopuszczać do zalewania wnętrza fundamentów wodą, która zagraża
sprężynom, stalowym obudowom oraz olejowi w tłumikach. Wymaga to tylko skutecznego
uszczelnienia instalacji doprowadzających parę do młotów oraz dbałości o stan połączeń
przewodów zasilających. Należy także zaniechać dość powszechnego używnia strumienia
wody do usuwania zanieczyszczeń z pomostów.
Kolejny problem to zanieczyszczenia skrzyń fundamentów zendrą, która przedostaje się do
wnętrza przez nieszczelności w pokryciu pomostów roboczych. Szczeliny wokół kowadeł
młotów są niekiedy dość znaczne – w niektórych przypadkach sięgają nawet do 5 cm. Widać
to zdecydowanie lepiej z wnętrza skrzyń fundamentowych niż od góry z pomostu. Wskazane
jest w takich przypadkach staranne uszczelnienie tych miejsc, aby ograniczyć zasypywanie
wibroizolacji zendrą. Wiadomo także, iż nie jest możliwe całkowite wyeliminowanie nie-
szczelności wokół młota z uwagi na elastyczny sposób podparcia układu i przemieszczenia
pionowe młota podczas kucia, ale zmniejszenie szczelin do około 5 – 10 mm umożliwi ruch
młota podczas pracy i jednocześnie pozwoli w istotny sposób ograniczyć ilość
zanieczyszczeń w skrzyniach. Pozostałą część zendry, która jednak przedostanie się na dno
należy regularnie usuwać zanim jej poziom osiągnie górną krawędź cokołu i zagrozi
wibroizolatorom.
Po stwierdzeniu uszkodzeń powłok antykorozyjnych sprężyn i obudów wibroizolatorów
należy niezwłocznie podejmować działania zabezpieczające odkryte powierzchnie stalowych
elementów przed rozwojem procesów korozyjnych. Nie wolno dopuszczać do przedostawania
się zanieczyszczeń do wnętrza tłumików – można to osiągnąć przez kontrolowanie i wymianę
uszkodzonych opasek ochronnych zabezpieczających wnętrza zbiorników z olejem. Jeżeli
stwierdzone zostanie uszkodzenie choćby jednej sprężyny należy ją także niezwłocznie
233

wymienić, ponieważ utrzymywanie takiej sytuacji powoduje zwiększenie obciążeń sąsiednich
sprężyn i może przyczynić się do pojawienia się kolejnych pęknięć w sprężynach innych
wibroizolatorów. Warto także dla każdego obiektu na wibroizolacji mieć zawsze zapasowe
2 - 3 sprężyny, które w sytuacjach awaryjnych będzie można natychmiast wymienić bez
zamawiania i oczekiwania na nową dostawę, która w przypadku nietypowych sprężyn może
trwać kilka tygodni.
Na przykładzie zaprezentowanych fundamentów pod młoty widać, że nadal w wielu
zakładach przemysłowych poziom kultury technicznej jest bardzo niski i nie dba się o stan
techniczny obiektów budowlanych, nawet wówczas, gdy w bezpośredni sposób zależy od
tego możliwość prawidłowej eksploatacji urządzenia i tym samym osiąganie przez zakład
korzyści finansowych. Warunki pracy w kuźni nie należą do łatwych, jednak Użytkownik
młota prowadząc we własnym zakresie stosunkowo nieskomplikowane regularne działania
serwisowe oraz stosując się do podanych wyżej zaleceń może zdecydowanie wydłużyć okresy
bezawaryjnej pracy wibroizolatorów oraz ustawionych na nich młotów matrycowych.
Literatura
1. PN-80/B-03040. Fundamenty i konstrukcje wsporcze pod maszyny. Obliczenia i projek-
towanie.
2. Lipiński J.: Fundamenty pod maszyny. Arkady, Warszawa 1985.
3. Penno M. Łańczak W.: O problemach trwałości żelbetowych typowych bloków podko-
wadłowych fundamentów młotów kuźniczych. Politechnika Poznańska. Prace ITiKB,
Poznań 1985.
4. Dembiński M., Penno M., Łańczak W.: Monitorowanie stanu uszkodzeń fundamentu
młota matrycowego. Konferencja Naukowo–Techniczna Awarie Budowlane, Szczecin –
Międzyzdroje 1994.
5. Dembiński M.: Wibroizolacja sprężynowo-lepkościowa w fundamentach młotów
matrycowych. Rozprawa doktorska, Poznań 1997.
6. Łańczak W., Penno M.: O właściwościach dynamicznych i materiałowych bezfundamen-
towego posadawiania młotów matrycowych. XXXIV Konferencja Naukowa KIL PAN
i KN PZITB, Gliwice – 1988 – Krynica.
7. Łańczak W., Dembiński M.: Dynamiczne właściwości fundamentów młotów matryco-
wych, opartych na wibroizolacji sprężynowo–lepkościowej. Inżynieria i Budownictwo,
nr 11/1995.
8. Łańczak W.: O nowych rozwiązaniach fundamentów pod młoty. Inżynieria i Budownic-
two, nr 3/1989.
9. Geselschaft für Isolierung GERB: Schwingungsisolierungen. Berlin 1982.
10. Dembiński M., Łańczak W.: Dynamiczne obciążenia sprężyn śrubowych przy wibroizo-
lacji młotów kuźniczych. Mechanik, nr 3/1990.
11. Dembiński M.: Wibroizolacja młotów matrycowych. Inżynieria i Budownictwo, nr
3/2006.
Praca powstała w ramach tematu badawczego 11-958/2007 (DS) Politechniki Poznańskiej
234
Wyszukiwarka
Podobne podstrony:
AWARIE(KS8) Uszkodzenia doczołowo stycznych połączeń dźwigarów z falistym środnikiem
Masa Tlumik Sprezyna
Fundament na wibroizolatorze
Sprężyste i przegubowe połączenie słupa z fundamentem
Fundament na wibroizolatorze1
Fundament na wibroizolatorze
AWARIE(BO4) Przyczyny uszkodzeń budynku mieszkalno usługowego
Uszkodzenie stożka ścięgnistego rotatorów
więcej podobnych podstron