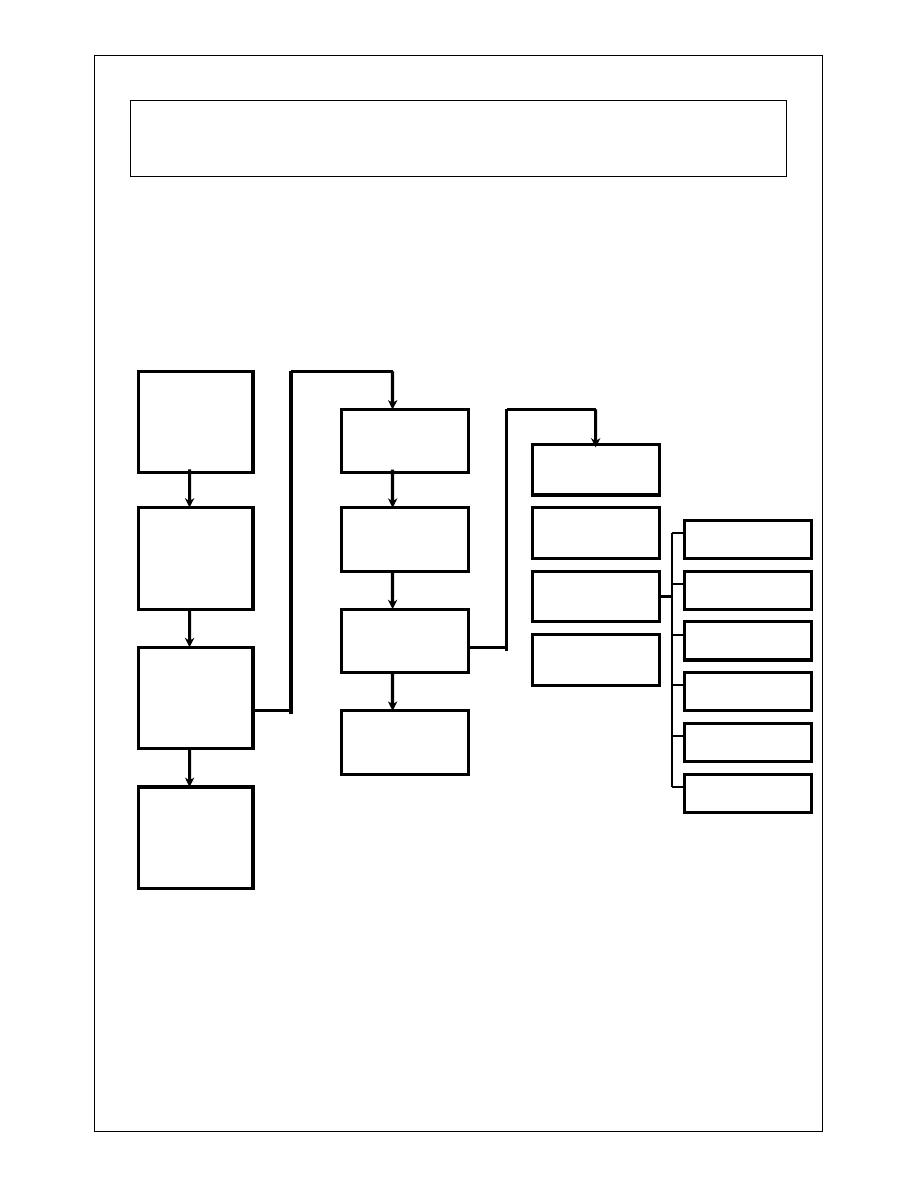
ELEMENTY PLANOWANIA JAKO CI
DOKUMENTACJA PLANOWANIA
JAKO CI
ZDOLNO PROCESU-SPC
FMEA
ANALIZA SYSTEMÓW POMIAROWYCH
PLAN KONTROLI JAKO CI
PLAN KONTROLI PROCESU
INSTRUKCJE ROBOCZE
WST PNA Pp, Ppk
DŁUGOTERMINOWA Cp ,Cpk
ANALIZA PRZYCZYNY I SKUTKI
USZKODZE FMEA
MSA
FMEA
FAILURE MODE AND EFFECT ANALYSIS
ANALIZA PRZYCZYN I SKUTKÓW USZKODZENIA
PRZEZNACZENIE:
FMEA jest metod analityczn , która okre la, formalizuje i dokumentuje
sposób my lenia in yniera / zespołu FMEA w normalnym procesie
projektowania wyrobu lub procesu wytwarzania jako sposób zapewnienia, e
wzi to pod uwag wszystkie potencjalne uszkodzenia i zwi zane z nimi
przyczyny.
CEL:
Zapobieganie pojawiania si uszkodze wyrobu w procesie projektowania i
wytwarzania.
METODYKA:
Metodyka post powania obejmuje:
Ustalenie potencjalnych uszkodze
Okre lenie potencjalnych skutków uszkodze (zagro e dla klienta)
Okre lenie potencjalnych przyczyn uszkodze
Klasyfikacja potencjalnych uszkodze wg efektów/ skutków uszkodze
Ustalenie priorytetów ulepszeni sposobów unikni cia przyczyn uszkodze
RODZAJE
FMEA
S F M E A –
ANALIZA PRZYCZYN I
SKUTKÓW USZKODZE SYSTEMU
D F M E A
–
ANALIZA PRZYCZY I SKUTKÓW
USZKODZE PROJEKTU/ KONSTRUKCJI
P F M E A
–
ANALIZA PRZYCZYN I
SKUTKÓW USZKODZE PROCESU
FMEA PROJEKTU
FAZA STOSOWANIA DFMEA:
KONCEPCYJNA
KONSTRUOWANIA
BADA
OBSZARY ANALIZY DFMEA:
REALIZOWANE FUNKCJE
NIEZAWODO
ŁATWO OBSŁUGI
PODATNO NAPRAWCZA
TECHNOLOGICZNO
POWODY PRZPROWADZENIA DFMEA:
NOWY WYRÓB
NOWE / ZMODYFIKOWANE CZ CI /
ZESPOŁY
NOWE TECHNOLOGIE
NOWE MATERIAŁY
NOWE ZASTOSOWANIE WYROBU
WYMAGANIA BEZPIECZE STWA I
RODOWISKA

GŁÓWNE CELE FMEA PROJEKTU
FMEA WSPIERA PROCES PROJEKTOWANIA
MINIMALIZUJ C MO LIWO CI WYST PIENIA
USZKODZE POPRZEZ:
POMOC W OBIEKTYWNEJ OCENIE WYMAGA
PROJEKTOWYCH I ALTERNATYWNYCH PROJEKTÓW
POMOC NA WST PNYM ETAPIE PROJEKTOWANIA W
ZAKRESIE ZAPEWNIENIA WYMAGA PRODUKCYJNYCH I
MONTA OWYCH
ZWI KSZENIE PRAWDOPODOBIENSTWA, E W PROCESIE
PROJEKTOWANIA I PROCESACH ROZWOJOWYCH
WZI TO PD UWAG POTENCJALNE USZKODZENIA I ICH
WPŁYW NA DZIAŁANIE PODZESPOŁÓW I WYROBÓW
DOSTARCZANIE DODATKOWYCH INFORMACJI W CELU
WSPIERANIA PLANOWANIA KOMPLETNYCH I
SKUTECZNYCH PROGRAMÓW PRAC ROZWOJOWYCH I
BADA PROJEKTOWYCH
PRZYGOTOWANIE WYKAZU POTENCJALNYCH USZKODZE
SKLASYFIKOWANYCH WEDŁUG EFEKTÓW, JAKIE MAJ
WPŁYW NA KLIENTA USTALAJ C SYSTEM PRIORYTETÓW
ULEPSZE ORAZ PRAC ROZWOJOWYCH W ZAKRESIE
PROJEKTOWANIA
ZALECENIE I OKRE LENIE DZIAŁA ULEPSZAJ CYCH,
ZMNIEJSZAJ CYCH RYZYKO WYST PIENIA USZKODZE
POMOC W ANALIZIE PROBLEMÓW, KTÓRE MOG
WYST PI W PROCESIE WYTWARZANIA
FMEA PROCESU
OKRE LA POETNCJALNE USZKODZENIA PROCESU
MAJ CE WPŁYW NA WYROBY
OCENIA POTENCJALNE EFEKTY USZKODZENIA,
KTÓRE MAJ WPŁYW NA KLIENTA
OKRE LA POTENCJALNE PRZYCZYNY
PRODUKCYJNE I MONTA OWE USZKODZE ORAZ
DEFINIUJE PARAMETRY PROCESU, KTÓRE NALE Y
KONTROLOWA W CELU ZMNIEJSZENIA
ZMIENNO CI ORAZ WYKRYCIA WARUNKÓW
POWSTAWANIA DEFEKTÓW
PODAJE WYKAZ POTENCJALNYCH USZKODZE
SKLASYFIKOWANYCH WEDŁUG EFEKTÓW,
USTALAJ C SYSTEM PRIORYTETÓW ULEPSZE DLA
DZIAŁA KORYGUJ CYCH
DOKUMENTUJE WYNIKI PLANOWANIA PROCESU
PRODUKCYJNEGO LUB MONTA OWEGO

POWODY PRZEPROWADZENIA
PFMEA
URUCHOMIENIE NOWYCH
WYROBÓW/PROCESÓW
ZMIANY WYROBÓW/ PROCESÓW
NOWE ZASTOSOWANIE WYROBÓW
NOWE RODOWISKO
EKSPLOATACJI WYROBÓW
FAZY ZASTOSOWANIA PFMEA
URUCHOMIENIE PRODUKCJI
WSTEPNA FAZA PLANOWANIA ROZWOU PROCESU
PLANOWANIE JAKO CI WYROBU( APQP, PPAP)
URUCHOMIENIE PRODUKCJI SERYJNEJ
NORMALNA PRODUKCJA
USPRAWNIENIE PROCESÓW - REKLAMACJE
ZMIANY KONSTRUKCJI, PROCESU, METOD BADA
DEFINICJA KLIENTA
PFMEA
KLIENT PFMEA
OSTATECZNY ODBIORCA
KOLEJNA OPERACJA PRODUKCYJNA LUB
MONTA OWA
OPERACJA SERWISOWA
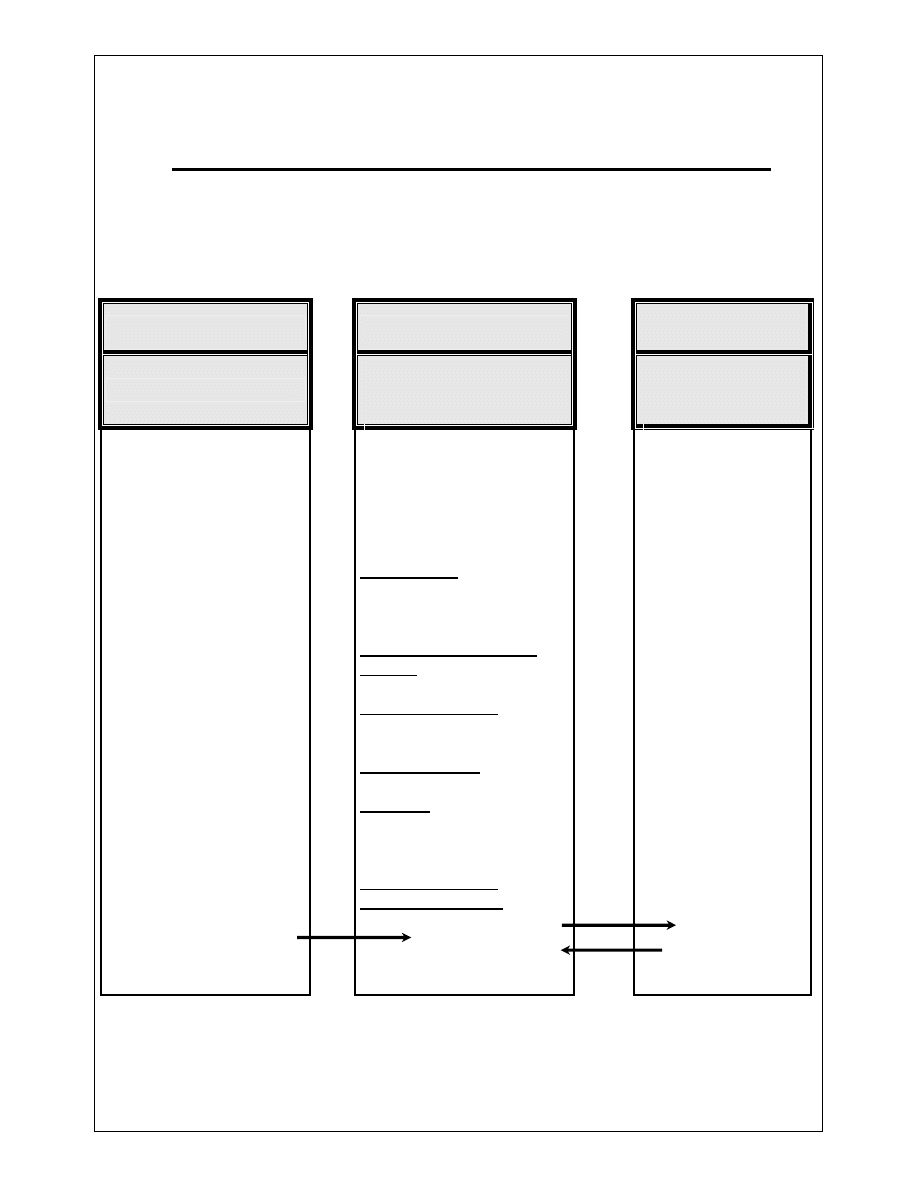
MODULARNY CHARAKTER ANALIZY PFMEA
ANALIZY FMEA NALE Y SPORZ DZA DLA TYPU ODNIESIENIA
(PRZEDSTAWICIELA RODZINY WYROBÓW)
JAKO TYP NALE Y WYBRA TYP REPREZENATYWNY Z UWAGI
NA SWÓJ PROCES WYTWARZANIA
NALE Y SPORZ DZI ZESTAWIENIE TYPÓW DLA RODZINY
OBJ TEJ T SAM ANALIZ
KA DY NOWY TYP MO NA WŁ CZY DO MODUŁU PO JEGO
SPRAWDZENIU
W PRZYPADKU ZASADNICZYCH ZMIAN WŁ CZANEGO TYPU
NALE Y PRZEPROWADZI NOWA ANALIZ
ANALIZ FMEA NALE Y MODYFIKOWA W PRZYPADKU ZMIAN
PROCESU, KONSTRUKCJI, METOD BADA
RODZINA
WYROBÓW
WYRÓB I
WYRÓB II
WYRÓB III
WYRÓB IV
WYRÓB „N”
CHARAKTERYSTYKA 3
CHARAKTERYSTYKA 2
CHARAKTERYSTYKA 1
OPERACJA „N”
OPERACJA 3
OPERACJA 2
OPERACJA 1
ELEMENT I STRUKTURA SYSTEMU
STRUKTURA PROCESU I OPERACJI
ETAPY
PROCESU
OPERACJE
CHARAKTERYSTYKI
CZŁOWIEK
MASZYNA
MATERIAŁ
METODY
ZAR DZANIE
RODOWISKO
FUNKCJE / ZADANIA I STRUKTURA FUNKCJI
STRUKTURA OPERACJI / CHARAKTERYSTYK
OPERACJA 1
OPERACJA 2
OPERACJA 3
OPERACJA 4
OPERACJA 5
OPERACJA 6
OPERACJA 7
OPERACJA 8
CHARAKTERYSTYKA II
CHARAKTERYSTYKA I
CHARAKTERYSTYKA III
CHARAKTERYSTYKA IV
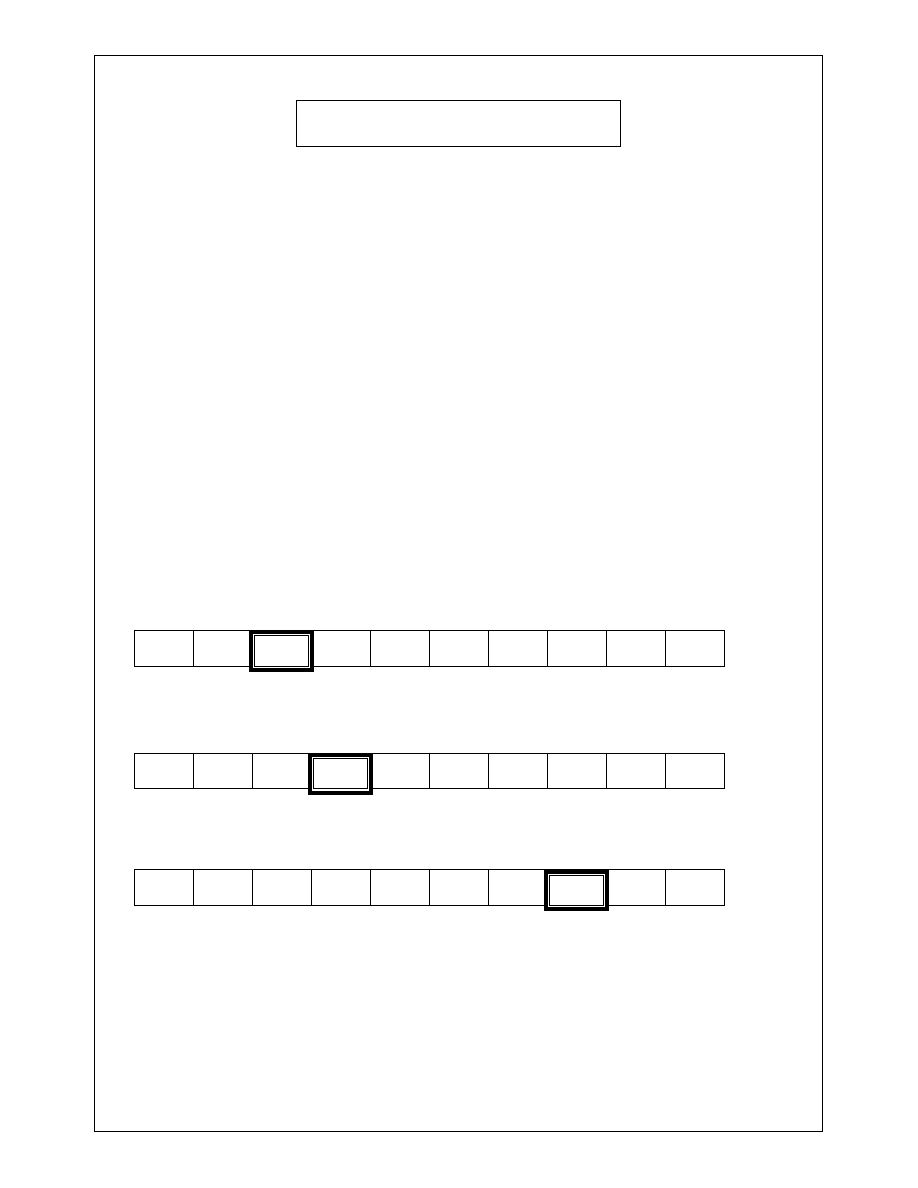
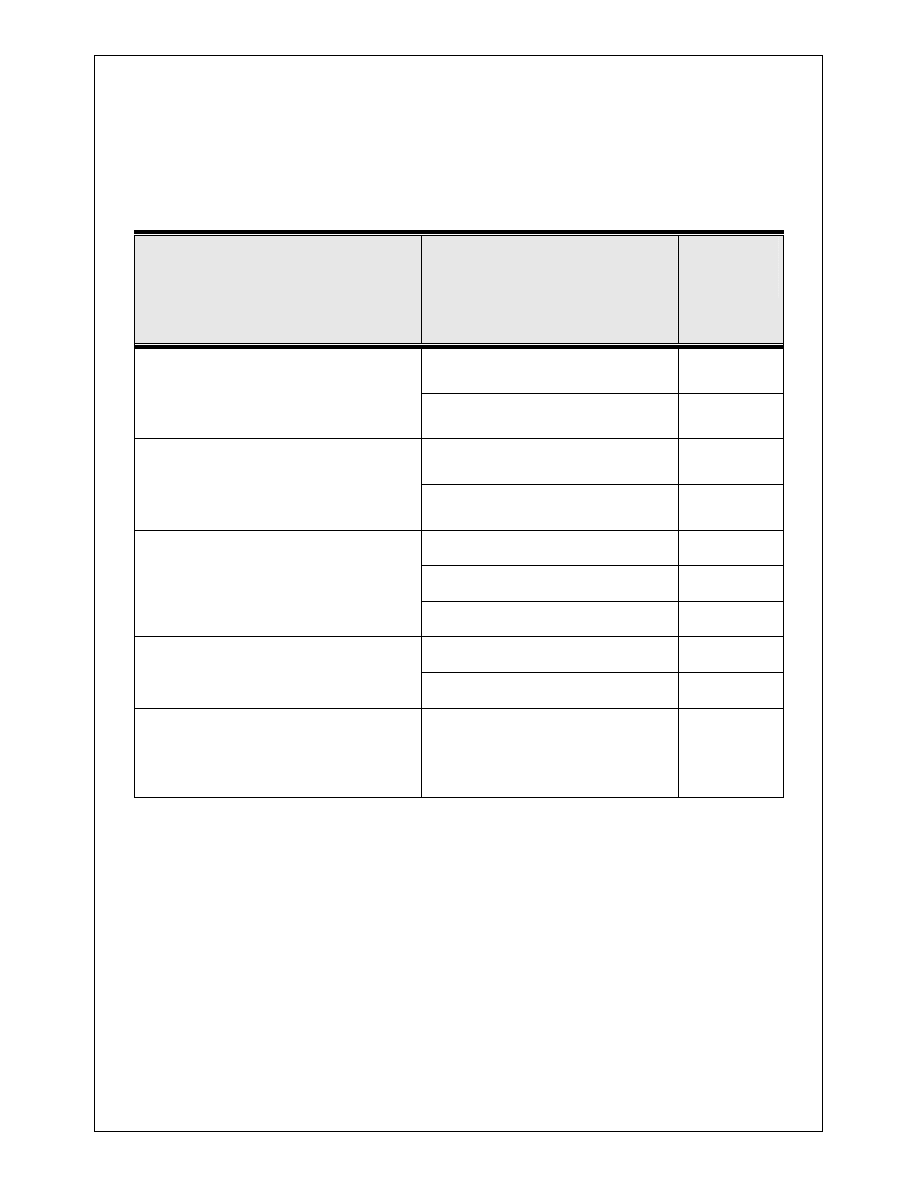
OCENA RYZYKA
WPR = (Z)
X
(W)
X
(O)
WPR = WSKA NIK PRIORYTETOWY RYZYKA
Z = RANKING ZAGRO ENIA
W = RANKING WYST POWANIA
O = RANKING WYKRYWALNO CI
(z)
1
2
3
4
5
6
7
8
9
10
Bardzo nieznaczne
Niebezpieczne
(w)
1
2
3
4
5
6
7
8
9
10
Szcz tkowe
Bardzo wysokie
(o)
1
2
3
4
5
6
7
8
9
10
Prawie pewna
Prawie niemo liwa
WPR = 3 x 4 x 8 =96
WYKRYWALNO (O)
WYKRYWALNO JEST SZACUNKIEM PRAWDOPODOBIE STWA,
E PROCES BIE
CEJ KONTROLI WYKRYJE POTENCJALN
PRZYCZYN , SŁABO SYSTEMU LUB PRAWDOPODOBIE STWO,
E PROPONOWANY PROCES KONTROLI WYKRYJE PROCESOWY
RODZAJ USZKODZENIA ZANIM WYRÓB OPU CI OBSZAR
WYTWRZANIA LUB MONTA U.
ZAKŁADAJ C, E WYSTAPI USZKODZENIE NALE Y
OSZACOWA MO LIWO CI BIE
CEJ KONTROLI
PROCESU, ABY ZAPOBIEC WYSYŁCE USZKODZONYCH
WYROBÓW
NIE WOLNO ZAKŁADA , E WARTO RANKINGU
WYKRYWALNO CI JEST NISKA, PONIEWA
WYST POWALNO JEST NISKA
NALE Y OSZACOWA MO LIWO SYSTEMU
KONTROLI ODNO NIE WYKRYWANIA RZADKO
WYST PUJ CYCH USZKODZE DLA ZAPOBIEGANIA
ICH DALSZEMU PRZEMIESZCZANIU
WYRYWKOWE KONTROLE RZADKO WYKRYWAJ
OBECNO POJEDYNCZYCH USZKODZE ,
PREFEROWANE S PRÓBY OPARTE NA NARZ DZIACH
STATYSTYCZNEJ ANALIZY PROCESU
SKALA OCEN OD 1 DO 10
WYST POWANIE (W)
WYSTEPOWANIE JEST OKRE LENIEM, JAKIE JEST
PRAWDOPODOBIENSTWO WYST PIENIA PRZYCZYN
USZKODZENIA LUB JEGO MECHANIZMU
POD UWAG NALE Y BRA PRZYPADKI
ZAKO CZONE PRAKTYCZNYM
UDOKUMENTOWANIEM
NIE NALE Y UWZGL DNIA MIAR WYKRYWALNO CI
USZKODZENIA
„ PRZYPUSZCZALNY SZACUNEK USZODZENIA” JEST
OPRACOWANY NA PODSTAWIA PRZEWIDYWALNEJ
LICZBY USZKODZE PODCZAS PRZEBIEGU PROCESU
JE ELI S DOST PNE DANE STATYSTYCZNE Z
PRZEBIEGU PODOBNYCH PROCESÓW, POWINNY BY
UZYTE DO OKRESLENIA SKALI OCENY
WYST POWANIA
SKALA OCEN OD 1 DO 10
ZAGRO ENIE (Z)
ZAGROZENIE JEST OSZACOWANIEM SKALI
SKUTKÓW USZKODZE ORAZ ICH WPŁYW NA
KLIENTA
ZAGRO ENIA ODNOSI SI TYLKO DO
SKUTKÓW (EFEKTÓW)
W PRZYPADKU, GDY KLIENT JEST
KLIENTEM „OEM” LUB U YTKOWNIKIEM
WYROBU, NIEZB DNYM PRZY USTALANIU
RYZYKA ZAGRO ENIA MO E OKAZA SI
KONSULTACJA Z TECHNOLOGIEM FAZY
MONTA U LUB KONSTRUKTOREM
SKALA OEN OD 1 DO 10
POTENCJALNE USZKODZENIA
POTENCJALNE USZKODZENIA – okre lane s jako sposób, w
jaki wyrób mo e potencjalnie nie spełni wymaga procesu lub
intencji projektowej (opis niezgodno ci w trakcie wykonywania
okre lonej operacji)
W jaki sposób wyrób / proces mo e nie spełni wymaga
specyfikacji
Co, poza specyfikacjami, klient mo e uwa a za niezgodne
TYPOWE PRZYKŁADY USZKODZE
Wygi cie
Pomini ta operacja
Niewła ciwy monta (luz)
Niewła ciwa twardo (obróbka cieplna)
P kni cie
Deformacja
Zanieczyszczenie
Niezgodno wymiarowa
Przerwane poł czenie
Zwarcie
Przekroczona rezystancja
Zimne lutowanie
Zgniecione przewody
POTENCJALNE USZKODZENIA
NARZ DZIA
SCHEMAT BLOKOWY PROCESU
MAPATURA CHARAKTERYSTYK WYROBU /
PROCESU
METODY STATYSTYCZNEJ ANALIZY DANYCH
METODY PRACY ZESPOŁOWEJ: burza mózgów,
multigłosowanie, siatka wyboru
LISTA PYTA KONTROLNYCH
RÓDŁA INFORMACJI
WYNIKI POPRZEDNICH ANALIZ PFMEA
WYNIKI ANALIZ DFMEA
DANE DOTYCZ CE OSI GÓW WYROBU
DANE DOTYCZ CE ANALIZY WYNIKÓW KNTROLI
I BADA
WIEDZA I DO WIADCZENIE CZŁONKÓW
ZESPOŁU FMEA
POTENCJALNE PRZYCZYNY / MECHANIZMY
USZKODZENIA
POTENCJALNE PRZYCZYNY USZKODZENIA
to mo liwo
wyst pienia uszkodzenia, okre lonego jako co , co mo e by poprawione
lub kontrolowane.
CO MO E BY PRZYCZYN USZKODZENIA
CZY PRZYCZYNA WYST PIENIA USZKODZENIA
JEST WYŁ CZNIE DLA TEGO USZKODZENIA
CZY PRZYCZYNA MO E BY WYELIMINOWANA
LUB OGRANICZONA
CZY MO NA KONTROLOWA PRZYCZYN
USZKODZENIA
KTÓRA Z PRZYCZYN MA ZASADNICZY WPŁYW
PRZYKŁADY PRZYCZYN USZKODZE
Nieprawidłowa grubo materiału
Niewła ciwy moment obrotowy
(zbyt wysoki, zbyt niski)
Niewła ciwy spaw (napi cie, temperatura, czas)
Niedokładny pomiar (brak powtarzalno ci i odtwarzalno ci)
Niewła ciwa obróbka cieplna (czas, temperatura)
Niewła ciwe smarowanie lub jego brak
Zagubienie cz ci lub pomieszania (brak identyfikacji)
Bł d monta owy
Uszkodzenie cz ci

POTENCJALNE PRZYCZYNY /
MECHANIZMY USZKODZENIA
NARZ DZIA
DIAGRAM PRZYCZYNA – SKUTEK
DIAGRAM PARETO
METODY SYATYSTYCZNYCH ANALIZY DANYCH
METODY PRACY ZESPOŁOWEJ: burza mózgów,
multigłosowanie, siatka wyboru
LISTA PYTA KONTROLNYCH
RÓDŁA INFORMACJI
ANALIZA FMEA PODOBNYCH WYROBÓW /
PROCESÓW
DOKUMENTACJA TECHNICZNA
ANALIZA REKLAMACJI WEWN TRZNYCH I
ZEWN TRZNYCH
DO WIADCZENIE I WIEDZA PRAKTYCZNA
CZŁONKÓW FMEA

POTENCJALNE SKUTKI (EFEKTY)
USZKODZE
POTENCJALNE SKUTKI USZKODZE - okre lane s jako
efekty uszkodze maj ce wpływ na klienta.
CO SI MO E ZDARZY , GDY USZKODZENIE
RZECZYWI CIE SI POJAWI
JAKIE B DZIE JEGO ODDZIAŁYWANIE NA KLIENTA
TYPOWE PRZYKŁADY SKUTKÓW I USZKODZE
KLIENT ZEWN TRZNY (OEM
)
KLIENT WEWNETRZNY
Hałas
Brak mo liwo ci monta u
Niewła ciwe działanie
Brak mo liwo ci wykonania
Niestabilno
operacji
Zbie no
Brak mo liwo ci mocowania
Nieestetyczny wygl d
Brak poł czenia
Nadmierny wysiłek
Brak elementu
Wycieki
Przerywane działanie
Skrócona ywotno
POTENCJALNE SKUTKI (EFEKTY) USZKODZE
NARZ DZIA
DIAGRAM PARETO
METODY SYATYSTYCZNYCH ANALIZY
DANYCH
METODY PRACY ZESPOŁOWEJ: burza mózgów,
multigłosowanie, siatka wyboru
LISTA PYTA KONTROLNYCH
RÓDŁA INFORMACJI
ANALIZA FMEA PODOBNYCH PRZYPADKÓW
WYNIKI BADA PORÓWNAWCZYCH
DANE Z EKSPLOATACJI WYROBÓW
WIEDZA I DO WIADCZENIE CZŁONKÓW
ZESPOŁU FMEA
BIE
CY SYSTEM KOTROLI
BIE
CY SYSTEM KONTROLI PODAJE WYKAZ
BIE
CYCH ZMIENNYCH PROCESU KONTROLI,
KTÓRE MAJ ZA ZADANIE:
ZAPOBIEGANIA POWSTANIU PRZYCZYNY /
MECHANIZMU USZKODZE LUB ZREDUKOWANIE
LICZBY ICH WYST POWANIA
(Automatyczna kontrola procesu ze sprz eniem zwrotnym)
WYKRYCIE PRZYCZYNY LUB MECHANIZMU
USZKODZE ORAZ WSKAZANIA AKCJI
KORYGUJ CEJ
( Statystyczna kontrola procesu – SPC)
WYKRYCIE RODZAJU USZKODZE
(Kontrola po procesie)
SKŁAD ZESPOŁU FMEA
DFMEA -
DZIAŁ ROZWOJU WYROBU/
KONSTRUKCJI
PFMEA -
DZIAŁ ROZWOJU PROCESU/
TECHNOLOGII
PRZEDSTAWICIELE:
DZIAŁ ROZWOJU WYROBU/PROCESU
PRODUKCJI
ZAPEWNIENIA JAKO CI
KONTROLINGU
EKSPERCI
MODERATOR
ODPOWIEDZIALNI
ZA
PRZEPROWADZENIE
ANALIZY
CZŁONKOWIE
ZESPOŁU
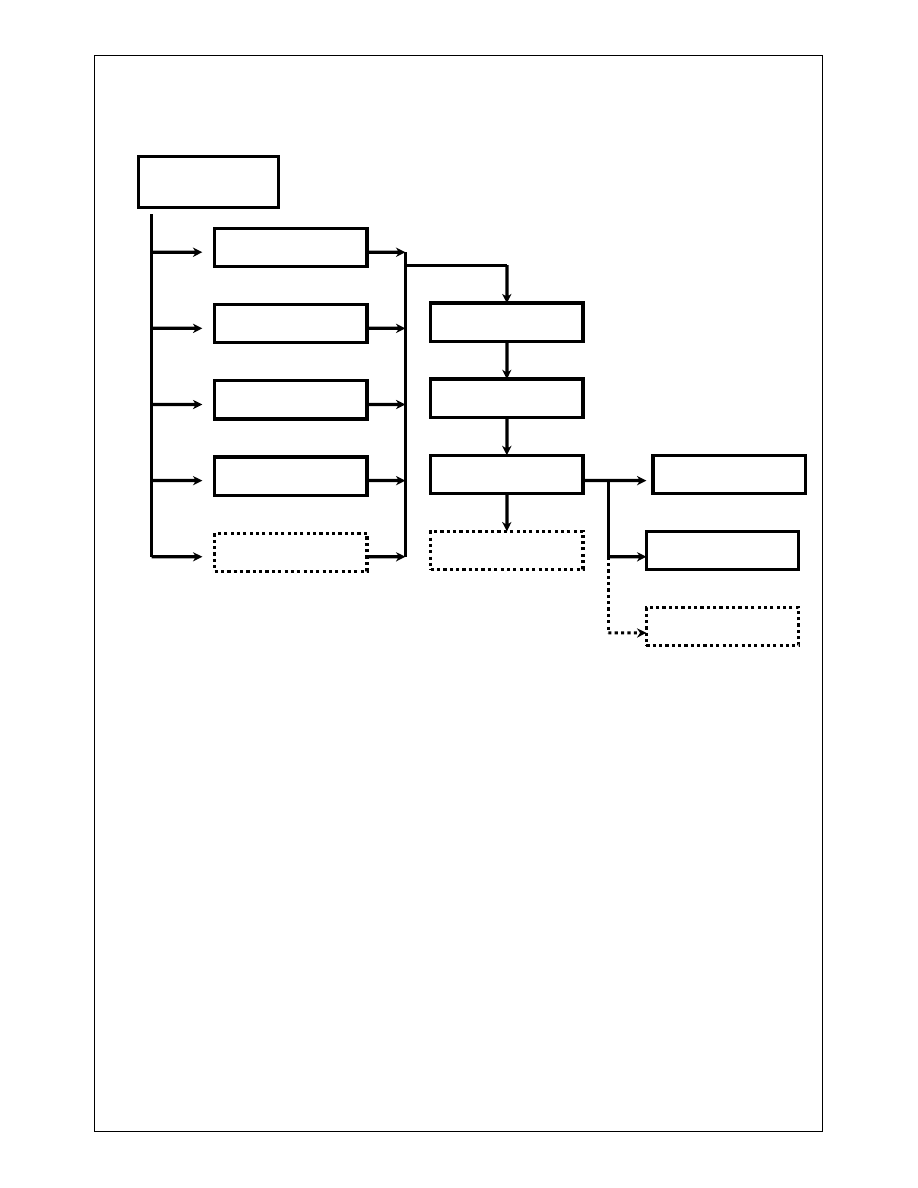
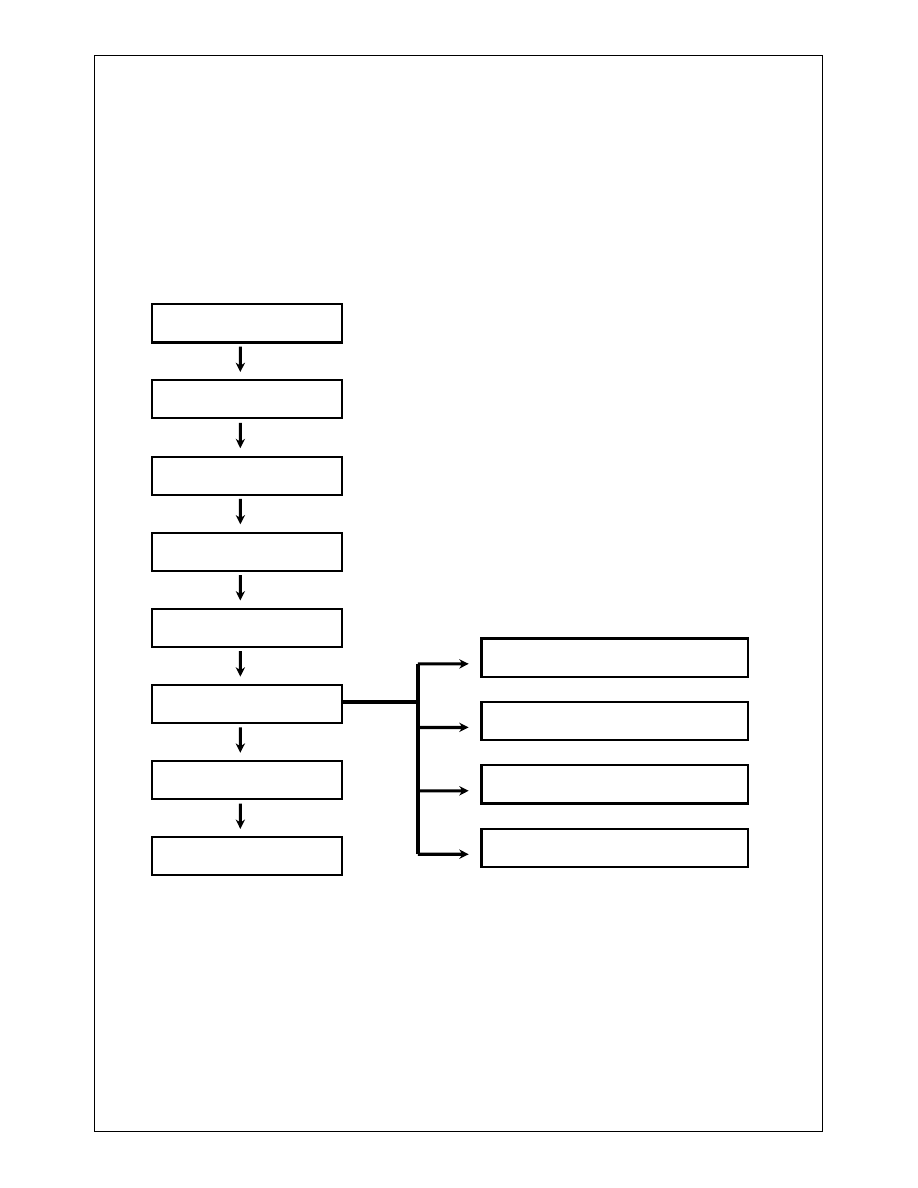
ORGANIZACJA PRACY ZESPOŁU FMEA
PRZYGOTOWANIE
PRZEPROWADZENIE
KONTROLA
REZULTATÓW
ZESPÓŁ FMEA
ZESPÓŁ FMEA
EKSPERCI
MODERATOR
OSOBY
ODPOWIEDZIAL
NE
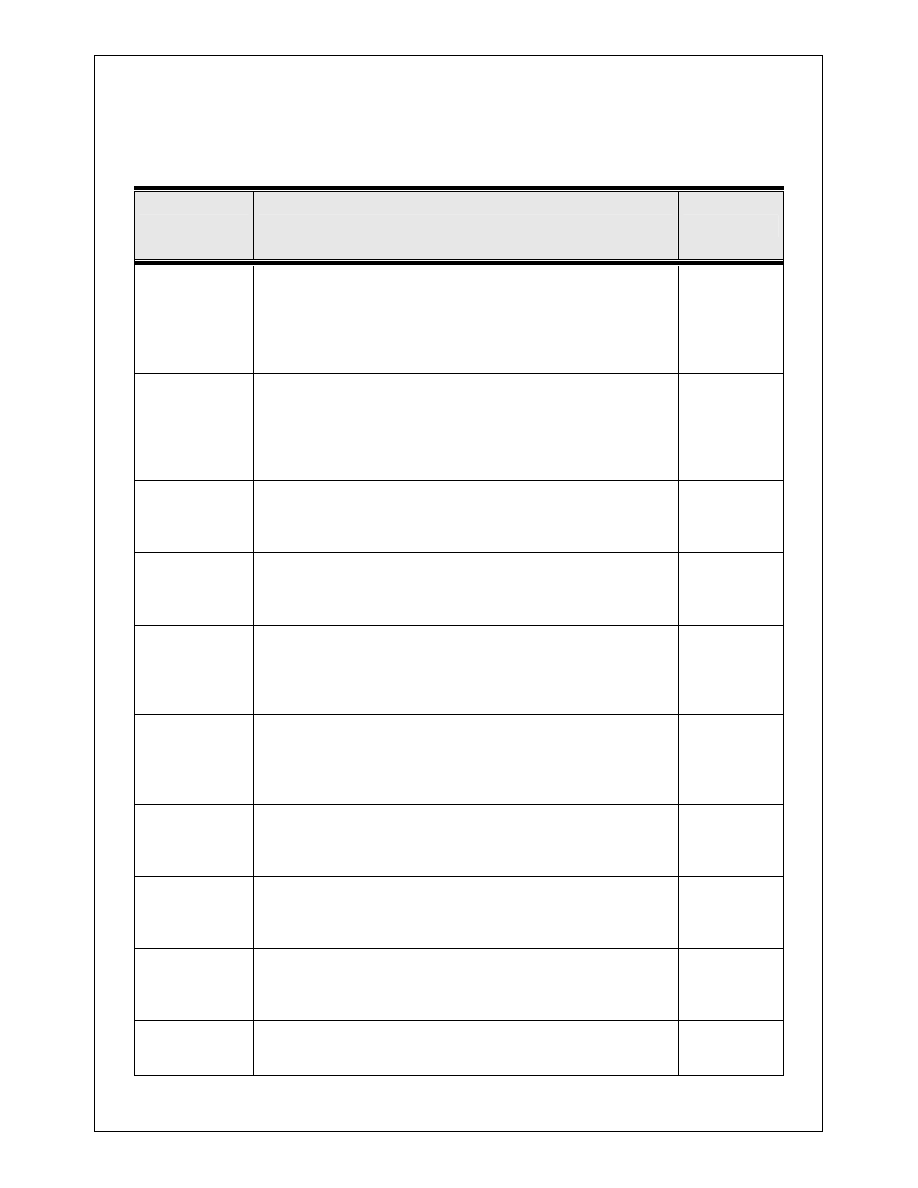
ZESTAWIENIE
Elementy systemu i jego
struktura ( struktura
procesu i operacji)
Funkcje/struktura funkcji
(struktura operacji/
charakter
)
Wybór
(Elementy struktury/ operacji
procesu
)
TYP DFMEA,
PFMEA
Analiza opisu uszkodze ,
przyczyn uszkodze i
skutków
System bie cej kontroli
procesu
Szacowanie ryzyka
(Z), (W), (O)
Obliczenie WPR
Zalecenia
Odpowiedzialni, terminy
Wnioski i ponowne
oszacowanie ryzyka
NADZÓR NAD
REALIZACJ
DZIAŁA
KORYGUJ CY
CH
Wykonanie działa
Terminy
Sprawozdanie z
przeprowadzonych
działa
Bie ca ocena kosztów
z tytułu obni enia
liczby uszkodze
(efekty rzeczywiste
)
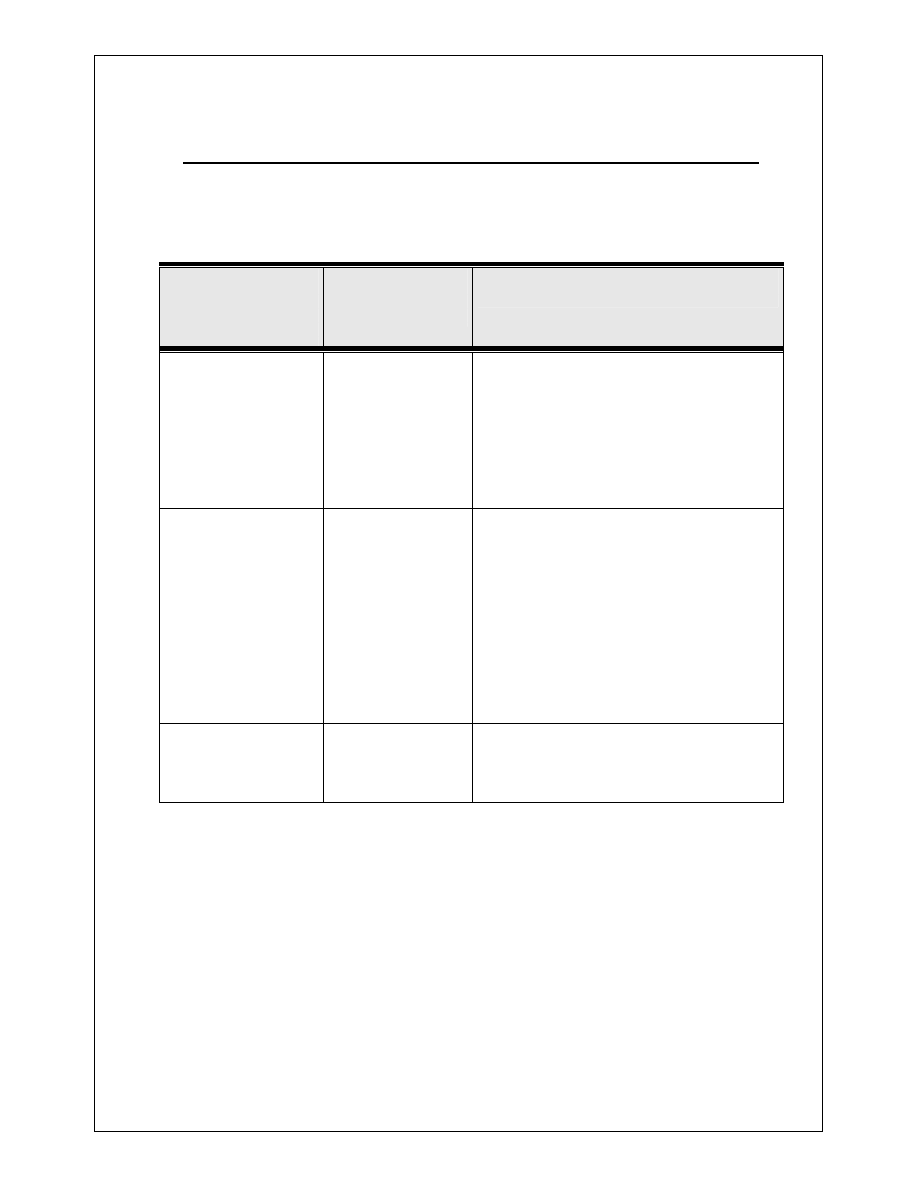
PRIORYTETY DZIAŁA KORYGUJ CYCH
RANKING
ELEMENT
ANALIZY
DZIAŁANIA KORYGUJ CE
WYST POWANIE
PRZYCZYNY
USZKODZE
PRZEGL D / ZMIANA
PROJEKTU WYROBU I /LUB
PROCESU
STOSOWANIE SPC
WYKRYWALNO
SYSTEM
BIE
CEJ
KONTROLI
ZWI KSZENIE
SKUTECZNO CI RODKÓW I
METOD KONTROLI WYROBU
/ PROCESU
CI GŁE ULEPSZANIE
PROCESU
ZAPOBIEGANIE
SKUTKI
USZKODZE
ZMIANA PROJEKTU WYROBU
DZIAŁANIA KORYGUJ CE POWINNY BY WŁA CIWIE
ZAPLANOWANE I WDRA ANE.
ZANIECHANIE WDRO ENIA DZIAŁA
KORYGUJ CYCH NIWECZY SENS ANALIZY PFMEA.
PLANOWANIE DZIAŁA ULEPSZAJ CYCH
CEL:
ZMNIEJSZENIE WARTO CI NA RANKINGU
ZAGRO ENIA, WYST POWANIA,
WYKRYWALNO CI
KONCENTRACJA NA USZKODZENIACH /
PRZYCZYNACH, KTÓRE OSI GN ŁY NAJWY SZ
WARTO WPR ( ANALIZA PARETO)
PRIORYTET DLA DZIAŁA O WYSOKIM
ZAGRO ENIU DLA KLIENTA
W PRZYPADKU BRAKU PODEJMOWANIA DZIAŁA
KORYGUJ CYCH WPISAC SŁOWO „Nie planuje si ”
REALIZACJA DZIAŁA KORYGUJ CYCH
OCENA SKUTECZNO CI WDRO ONYCH DZIAŁA
NALE Y USTANOWIC ORGANIZACJ LUB
OSOB ODPOWIEDZIALN ZA NADZOROWANIE
ZALECANEGO DZIAŁANIA ORAZ
PRZESTRZEGANIE TERMINÓW REALIZACJI
W MOMENCIE PODJ CIA DZIAŁANIA NALE Y
UMIE CI KRÓTKI JEGO OPIS I DAT
WDRO ENIA
PO ZAKO CZENIU DZIAŁA KORYGUJ CYCH
NALE Y PONOWNIE OSZACOWA RANKINGI
LICZB I OBLICZY WPR
WSZYSTKIE WYNIKI WPR POWINNY BY
ZREWIDOWANE I JE LI JEST TO KONIECZNE NALE Y
WPROWADZI NOWE DZIAŁANIA ADEKWATNE DO
PROBLEMU
ARKUSZ FMEA JEST DOKUMENTEM „ YWYM” I WINIEN
ODZWIERCIEDLA AKTUALNY STAN PROCESU (NALE Y
PRZEPROWADZI JEGO PRZEGL DY NIEZB DNE
MODYFIKACJE
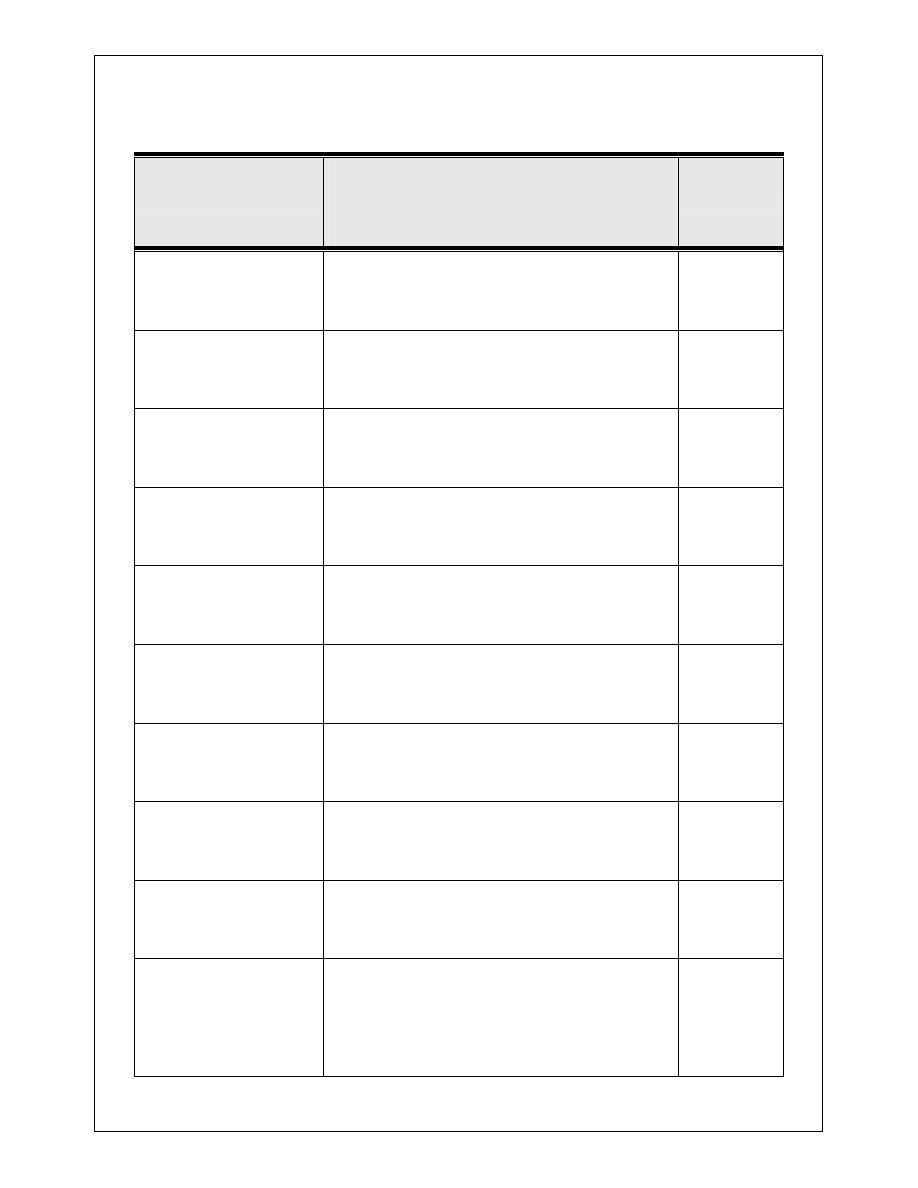
KRYTERIA OCENY WYKRYWALNO CI - PFMEA
WYKRYWALNO
KRYTERIUM:
Prawdopodobie stwo, e wyst puj cy defekt
b dzie
wykryty przez kontrol procesu lub kontrole zaraz po
procesie albo zanim wyrób opu ci rejon wytwarzania lub
rejon monta u.
RANKING
Prawie niemo liwa 90%
Brak narz dzi kontrolnych umo liwiaj cych
wykrycie uszkodzenia
10
Bardzo znikoma 90%
Bardzo znikome prawdopodobie stwo, e bie ca
(e) kontrola (e) wyka e uszkodzenie.
9
Znikoma 98%
Bardzo znikome prawdopodobie stwo, e bie ca
(e) kontrola (e) wyka e uszkodzenie
8
Bardzo niska 98%
Znikome prawdopodobie stwo, e bie ca (e)
kontrola (e) wyka e uszkodzenie.
7
Niska 97,7%
Niskie prawdopodobie stwo, e bie ca (e)
kontrola (e) wyka e uszkodzenie.
6
rednia 99,7%
rednie prawdopodobie stwo, e bie ca (e)
kontrola (e) wyka e uszkodzenie.
5
rednio-wysoka 99,7%
rednio-wysokie prawdopodobie stwo, e bie ca
(e) kontrola (e) wyka e uszkodzenie.
4
Wysokie 99,9%
Wysokie prawdopodobie stwo, e bie ca (e)
kontrola (e) wyka e uszkodzenie.
3
Bardzo wysoka 99,9%
Bardzo wysokie prawdopodobie stwo, e bie ca
(e) kontrola (e) wyka e uszkodzenie.
2
Prawie pewna 99,9%
Bie ca (e) kontrola (e) prawie na pewno wyka e
uszkodzenie. S znane wiarygodne narz dzia
kontroli u ywane w podobnych procesach.
1
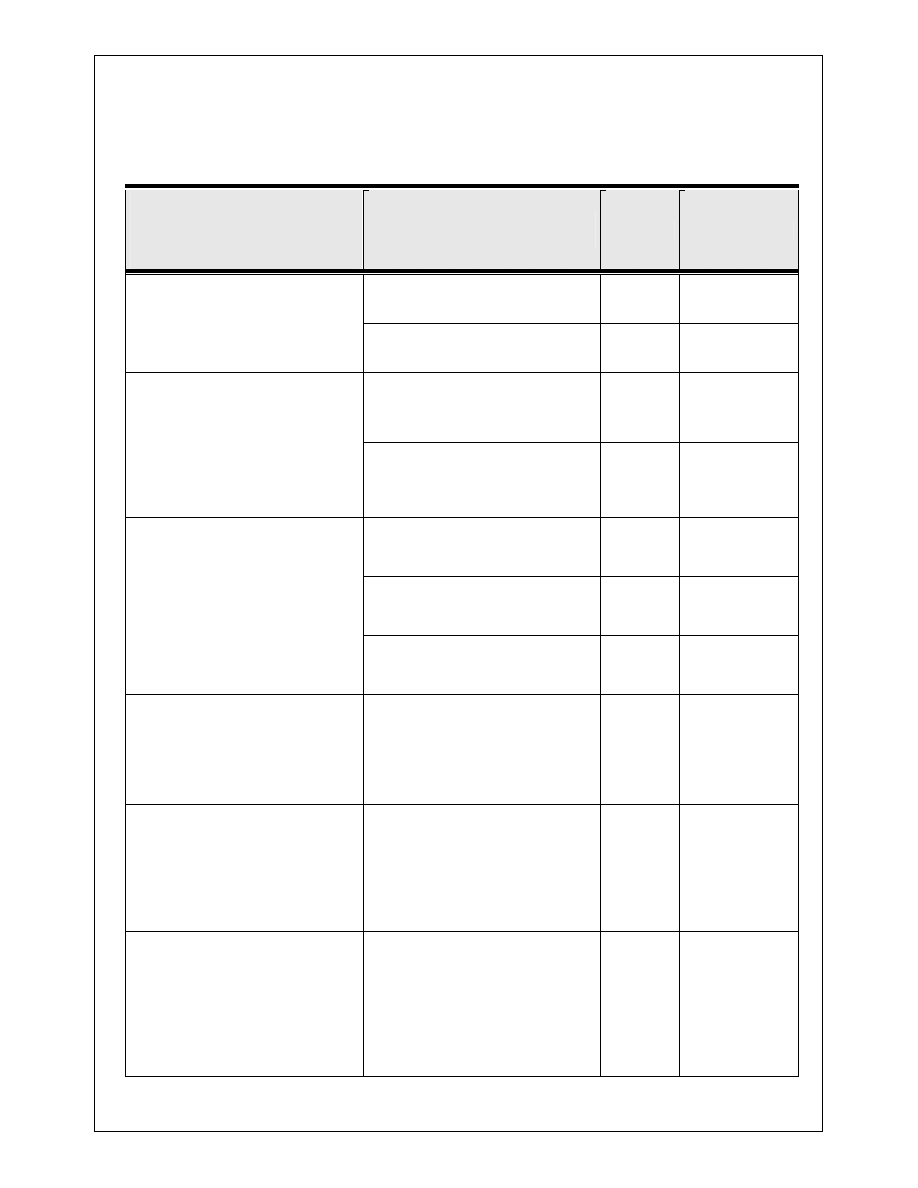
KRYTERIA OCENY USZKODZENIA – PFMEA
PRAWDOPODOBIE STWO
USZKODZENIA
PRZYPUSZCZALNY
SZACUNEK USZKODZE
Cpk
RANKING
> 1 z 2
< 0,33
10
BARDZO WYSOKIE:
USZKODZENIE JEST PRAWIE
NIEUNIKNIONE
1 z 3
> 0,33
9
1 z 8
> 0,51
8
WYSOKIE:
GENERALNIE POWI ZANE Z
PROCESAMI PODOBNYMI DO
PROCESÓW Z PRZESZŁO CI,
KTÓRE ZAKO CZYŁY SI
NIEPOWODZENIEM.
1 z 20
>0,67
7
1 z 80
>0,83
6
1 z 400
>1,00
5
REDNIE:
GENERALNIE POWIAZANE Z
PROCESAMI PODOBNYMI DO
PROCESÓW Z PRZESZŁO CI,
KTÓRE CZASAMI
ZAKONCZYŁY SI
NIEPOWODZENIEM.
1 z 2 000
>1,17
4
NISKIE:
WYODR BNIONE
USZKODZENIA POWI ZANE Z
PODOBNYMI PROCESAMI
1 z 15 000
>1,33
3
BARDZO NISKIE:
TYLKO WYODR BNIONE
USZKODZENIA POWI ZANE Z
PRAWIE IDENTYCZNYMI
PROCESAMI
1 z 150 000
>1,50
2
SZCZ TKOWE:
USZKODZENIE MAŁO
PRAWDOPODOBNE, BRAK
PODOBNEGO USZKODZENIA
W PROCESACH PRAWIE
IDENTYCZNYCH
1 z 1.500 000
>1,67
1
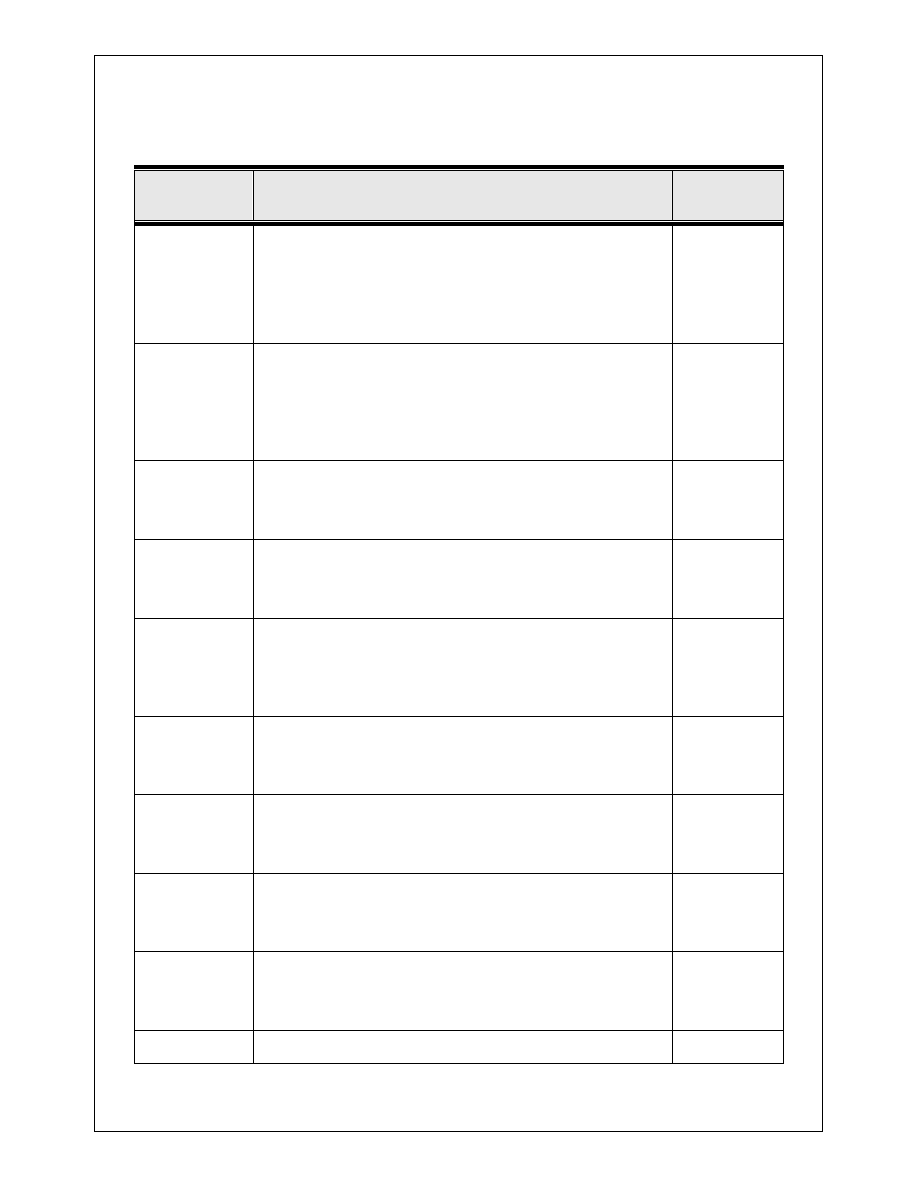
KRYTERIA OCENY ZAGRO ENIA – PFMEA
SKUTEK
ZAGRO ENIE DZIAŁANIA
RANKING
Niebezpieczny
bez
ostrze enia
Mo e narazi na niebezpiecze stwo maszyn lub operatora
monta u. Bardzo wysoki stopie zagro enia kiedy
potencjalna awaria lub uszkodzenie zagra a
niebezpiecze stwu pracy pojazdu i / lub powoduje
nieprzestrzeganie regulacji rz dowych. Uszkodzenie
wyst pi bez ostrze enia.
10
Niebezpieczny
z ostrze eniem
Mo e narazi na niebezpiecze stwo maszyn lub operatora
monta u. Bardzo wysoki stopie zagro enia kiedy
potencjalna awaria lub uszkodzenie zagra a
niebezpiecze stwu pracy pojazdu i / lub powoduje
nieprzestrzeganie regulacji rz dowych. Uszkodzenie
wyst pi bez ostrze enia.
9
Bardzo wysoki
Powa ne zakłócenie linii produkcyjnej. 100% wyrobu
mo e wymaga złomowania. Pojazd / wyrób niesprawny,
utrata podstawowych funkcji. Klient bardzo
niezadowolony.
8
Wysoki
Cz ciowe zakłócenie linii produkcyjnej. Wyrób mo e
wymaga sortowania i cz
(mniej ni 100%) złomowania.
Pojazd / wyrób niesprawny lecz niepełnowarto ciowy.
Klient niezadowolony.
7
redni
Cz ciowe zakłócenie linii produkcyjnej. Cz
wyrobu
(mniej ni 100%) mo e wymaga złomowania (bez
sortowania). Pojazd / wyrób sprawny lecz o obni onym
komforcie lub cz ciowo niedziałaj cych udogodnieniach.
Klient do wiadczy pewnej niewygody.
6
Mały
Cz ciowe zakłócenie linii produkcyjnej. 100% wyrobu
mo e wymaga przeróbki. Pojazd / wyrób sprawny lecz
komfort i udogodnienia działaj ce na obni onym poziomie.
Klient cz ciowo niezadowolony.
5
Bardzo mały
Cz ciowe zakłócenie linii produkcyjnej mo e wymaga
sortowania i cz ci ( mniej ni 100%) i cz
poprawienia.
Brak pasowania / hałas. Usterka dostrzegana przez
wi kszo klientów.
4
Nieznaczny
Cz ciowe zakłócenie linii produkcyjnej. Cz
(mniej ni
100%) wyrobu mo e wymaga poprawek na linii lecz poza
stanowiskiem pracy. Brak pasowania / hałas. Usterka
dostrzegana przez przeci tnego klienta.
3
Bardzo
nieznaczny
Cz ciowe zakłócenie linii produkcyjnej. Cz
(mniej ni
100%) wyrobu mo e wymaga poprawek na linii na
stanowisku pracy. Brak pasowania / hałas. Usterka
dostrzegana przez dociekliwych klientów.
2
aden
Brak skutku.
1
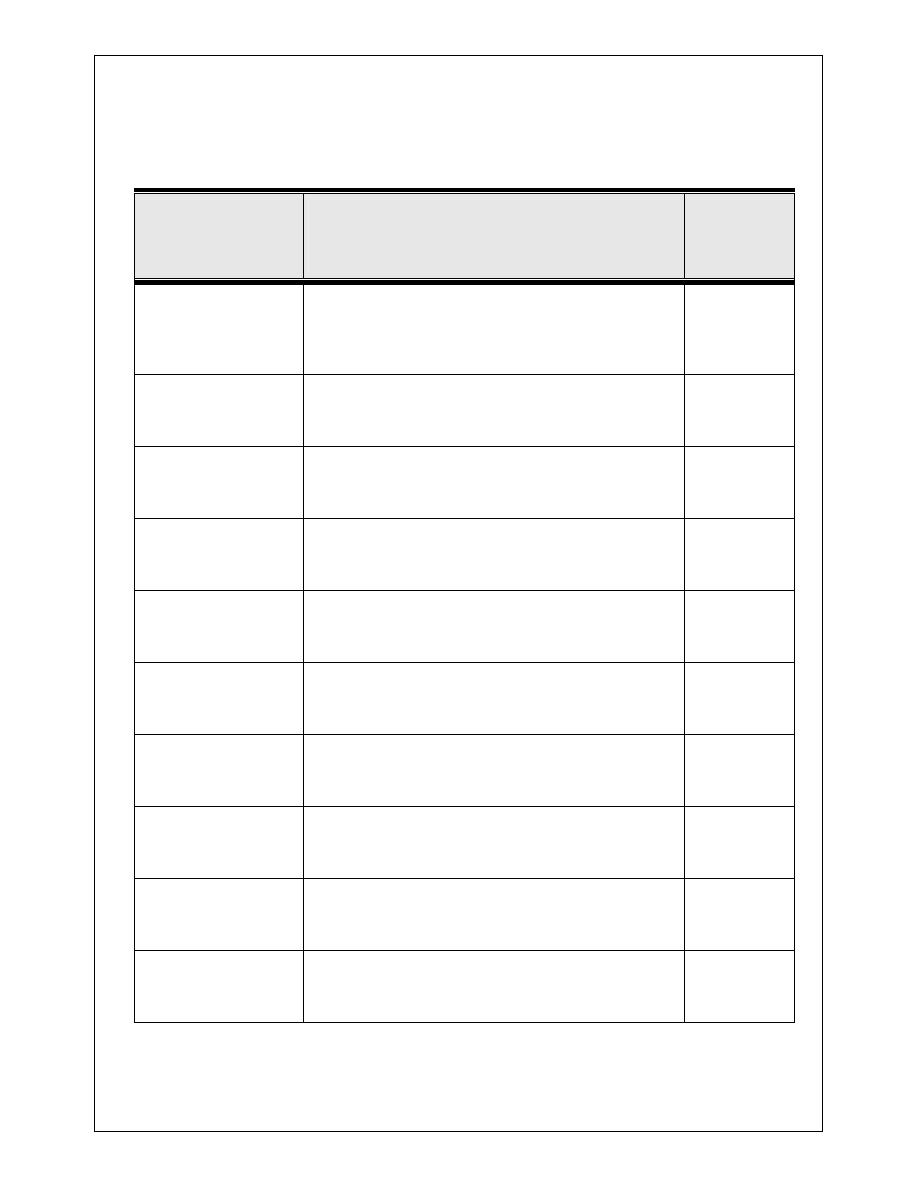
KRYTERIA OCENY WYKRYWALNO CI – DFMEA
WYKRYWALNO
KRYTERIUM:
Prawdopodobie stwo wykrycia przez
kontrole projektu
RANKING
Absolutny brak
pewno ci
Kontrola projektu nie wykryje lub nie jest w stanie wykry
potencjalnej przyczyny / mechanizmu uszkodzenia, a w
nast pstwie samo uszkodzenie; lub te brak kontroli
projektu
10
Bardzo znikoma
Bardzo znikoma szansa, e kontrola projektu wykryje
potencjaln przyczyn / mechanizm uszkodzenia, a w
nast pstwie samo uszkodzenie.
9
Znikoma
Znikoma szansa, e kontrola projektu wykryje potencjaln
przyczyn / mechanizm uszkodzenia, a w nast pstwie samo
uszkodzenie.
8
Bardzo niska
Bardzo niska szansa, e kontrola projektu wykryje
potencjaln przyczyn / mechanizm uszkodzenia, a w
nast pstwie samo uszkodzenie.
7
Niska
Niska szansa, e kontrola projektu wykryje potencjaln
przyczyn / mechanizm uszkodzenia, a w nast pstwie samo
uszkodzenie.
6
rednia
rednia szansa, e kontrola projektu wykryje potencjaln
przyczyn / mechanizm uszkodzenia, a w nast pstwie
samo uszkodzenie.
5
rednio-wysoka
rednio-wysoka szansa e kontrola projektu wykryje
potencjaln przyczyn / mechanizm uszkodzenia, a w
nast pstwie samo uszkodzenie.
4
Wysoka
Wysoka szansa, e kontrola projektu wykryje potencjaln
przyczyn / mechanizm uszkodzenia, a w nast pstwie
samo uszkodzenie.
3
Bardzo wysoka
Bardzo wysoka szansa, e kontrola projektu wykryje
potencjaln przyczyn / mechanizm uszkodzenia, a w
nast pstwie samo uszkodzenie.
2
Prawie pewna
Bie ca kontrola prawie na pewno wykryje potencjaln
przyczyn / mechanizm uszkodzenia, a w nast pstwie samo
uszkodzenie.
1
KRYTERIA OCENY USZKODZENIA – DFMEA
PRAWDOPODOBIE STWO
OCENY USZKODZENIA
PRZYPUSZCZALNY
SZACUNEK USZKODZE
RANKING
>1 z 2
10
BARDZO WYSOKIE:
USZKODZENIA JEST PRAWIE
NIEUNIKNIONE
1 z 3
9
1 z 8
8
WYSOKIE:
POWTARZAJ CE SI
USZKODZENIA
1 z 20
7
1 z 80
6
1 z 400
5
REDNIE:
PRZYPADKOWE USZKODZENIA
1 z 2 000
4
1 z 15 000
3
NISKIE:
SPORADYCZNE USZKODZENIA
1 z 150 000
2
SZCZ TKOWE:
USZKODZENIA MAŁO
PRAWDOPODOBNE
< 1 z 1. 500 000
1
KRYTERIA OCENY ZAGRO ENIA – DFMEA
SKUTEK
ZAGRO ENIE DZIAŁNIA
RANKING
Niebezpieczny
bez ostrze enia
Bardzo wysoki stopie zagro enia kiedy potencjalna awaria lub
uszkodzenie zagra a niebezpiecze stwu pracy pojazdu i / lub
powoduje nieprzestrzeganie regulacji rz dowych.
Uszkodzenie nast pi bez ostrze enia.
10
Niebezpieczny
z ostrze eniem
Bardzo wysoki stopie zagro enia kiedy potencjalna awaria lub
uszkodzenie zagra a niebezpiecze stwu pracy pojazdu i / lub
powoduje nieprzestrzeganie regulacji rz dowych.
Uszkodzenie nast pi z ostrze eniem.
9
Bardzo wysoki
Pojazd / wyrób niesprawny, utrata podstawowych funkcji.
Klient bardzo niezadowolony.
8
Wysoki
Pojazd sprawny, lecz niepełnowarto ciowy.
Klient niezadowolony.
7
redni
Pojazd / wyrób sprawny lecz o obni onym komforcie lub o
cz ciowo niedziałaj cych udogodnieniach.
Klient do wiadczy pewnej niewygody.
6
Mały
Pojazd / wyrób sprawny lecz komfort lub udogodnienia działaj ce
na obni onym poziomie.
Klient cz ciowo niezadowolony.
5
Bardzo mały
Brak pasowania / hałas. Usterka dostrzegana przez wi kszo
klientów.
4
Nieznaczny
Brak pasowania / hałas. Usterka dostrzegana przez przeci tnego
klienta.
3
Bardzo
nieznaczny
Brak pasowania / hałas. Usterka dostrzegana przez dociekliwych
klientów.
2
aden
Brak skutku.
1

ANALIZA PRZYCZYN I SKUTKOW USZKODZE
FMEA
Materiały szkoleniowe
Mgr in . Stanisław Tokarz
Pozna ,listopad 2004
Wyszukiwarka
Podobne podstrony:
LOGIKA wyklad 5 id 272234 Nieznany
ciagi liczbowe, wyklad id 11661 Nieznany
AF wyklad1 id 52504 Nieznany (2)
Neurologia wyklady id 317505 Nieznany
ZP wyklad1 id 592604 Nieznany
CHEMIA SA,,DOWA WYKLAD 7 id 11 Nieznany
or wyklad 1 id 339025 Nieznany
II Wyklad id 210139 Nieznany
cwiczenia wyklad 1 id 124781 Nieznany
BP SSEP wyklad6 id 92513 Nieznany (2)
MiBM semestr 3 wyklad 2 id 2985 Nieznany
algebra 2006 wyklad id 57189 Nieznany (2)
olczyk wyklad 9 id 335029 Nieznany
Kinezyterapia Wyklad 2 id 23528 Nieznany
AMB ME 2011 wyklad01 id 58945 Nieznany (2)
AWP wyklad 6 id 74557 Nieznany
PRAWO SPORTOWE Wyklady(1) id 38 Nieznany
AGH Wyklad 4 id 52883 Nieznany (2)
więcej podobnych podstron