ANALIZA WYNIKÓW POMIARÓW
(AWP)
Jednostka prowadz
ą
ca:
Instytut Metrologii i In
ż
ynierii Biomedycznej
Autor programu:
dr in
ż
. Jerzy Arendarski

Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu przyrz
ą
dów pomiarowych
Wzorcowanie (inaczej kalibracja) to zbiór operacji ustalaj
ą
cych,
w okre
ś
lonych warunkach, relacj
ę
mi
ę
dzy warto
ś
ciami wielko
ś
ci
mierzonej wskazanymi przez przyrz
ą
d pomiarowy lub układ
pomiarowy albo warto
ś
ciami reprezentowanymi przez wzorzec miary
lub przez materiał odniesienia, a odpowiednimi warto
ś
ciami wielko
ś
ci
realizowanymi przez wzorce „jednostki miary”.
UWAGA!
Wynik wzorcowania pozwala na przypisanie wskazaniom
odpowiednich warto
ś
ci wielko
ś
ci mierzonej lub na wyznaczenie
poprawek wskaza
ń
.
Niepewno
ść
pomiaru przy wzorcowaniu
przyrz
ą
dów pomiarowych
Wzorcowania przyrz
ą
dów pomiarowych powinny
wykonywa
ć
laboratoria, które maj
ą
potwierdzone
kompetencje w tym zakresie.
To wymaganie spełniaj
ą
laboratoria akredytowane przez
Polskie Centrum Akredytacji (PCA).
Niepewno
ść
pomiaru przy wzorcowaniu
przyrz
ą
dów pomiarowych
Akredytowane laboratoria wzorcuj
ą
ce wystawiaj
ą ś
wiadectwa
wzorcowania przyrz
ą
dów pomiarowych.
Podstawowe wyniki zawarte w
ś
wiadectwach wzorcowania dotycz
ą
dokładno
ś
ci wskaza
ń
przyrz
ą
dów.
W
ś
wiadectwach wzorcowania, w zale
ż
no
ś
ci od rodzaju przyrz
ą
du
podawane s
ą
:
•poprawki wskaza
ń
•bł
ę
dy wskaza
ń
•warto
ś
ci poprawne wskaza
ń
Równanie pomiaru przy wzorcowaniu przyrz
ą
du powinno mie
ć
posta
ć
odpowiedni
ą
do wyznaczanego parametru.
Poprawka wskazania
to warto
ść
dodana algebraicznie do surowego
wyniku pomiaru w celu skompensowania bł
ę
du systematycznego (VIM).
Poprawk
ę
wskazania wyznacza si
ę
z zale
ż
no
ś
ci:
Formuła wyznaczania poprawki wskazania
W
-
N
-
P
w
=
∆
=
W
s
gdzie:
sW
∆
- bł
ą
d wskazania (systematyczny)
N
- warto
ść
odtwarzana przez wzorzec
W
-
ś
rednie wskazanie
Po uwzgl
ę
dnieniu warunków otoczenia i rozdzielczo
ś
ci przyrz
ą
du,
wzór na poprawk
ę
(równanie pomiaru) przyjmie ogóln
ą
posta
ć
:
wo
P
+
+
=
rw
w
P
W
-
N
P
Równanie pomiaru
przy wzorcowaniu przyrz
ą
du pomiarowego
gdzie:
- poprawka kompensuj
ą
ca bł
ą
d wskaza
ń
- poprawka na warunki
ś
rodowiskowe
rw
P
wo
P
Równanie pomiaru
przy wzorcowaniu przyrz
ą
du pomiarowego
Cz
ę
sto, szczególnie je
ś
li w
ś
wiadectwie wzorcowania potwierdzone jest,
ż
e bł
ę
dy wskaza
ń
przyrz
ą
du wzorcowanego nie przekraczaj
ą
bł
ę
dów granicznych
dopuszczalnych przyrz
ą
du ±E
g
(ang: maximum permissible errors – MPE),
w wyniku wzorcowania wyznacza si
ę
bł
ę
dy wskaza
ń
:
wo
rw
w
w
P
P
N
W
P
E
−
−
−
=
−
=
zatem:
wo
rw
w
N
W
E
∆
+
∆
+
−
=
gdzie:
rw
∆
wo
∆
- bł
ą
d rozdzielczo
ś
ci
- bł
ą
d spowodowany warunkami otoczenia
Równanie pomiaru
przy wzorcowaniu przyrz
ą
du pomiarowego
Z punktu widzenia analizy niepewno
ś
ci pomiaru, gdzie zakłada si
ę
,
ż
e warto
ś
ci oczekiwane bł
ę
dów i poprawek wyst
ę
puj
ą
cych w równaniach
pomiaru s
ą
zerowe, wła
ś
ciwym równie
ż
b
ę
dzie równanie:
wo
rw
w
P
P
N
W
E
+
+
−
=
Zatem równanie niepewno
ś
ci standardowej zło
ż
onej przyjmie posta
ć
:
)
(
)
(
)
(
)
(
2
2
4
2
2
3
2
2
2
2
2
1
wo
rw
P
u
c
P
u
c
N
u
c
w
u
c
+
+
+
=
=
E
u
)
u(P
w
w
)
(
Wyznaczanie niepewno
ś
ci standardowej zło
ż
onej
gdzie:
)
(W
u
)
( N
u
)
(
rw
P
u
)
(
wo
P
u
- niepewno
ść
standardowa zwi
ą
zana z rozrzutem wskaza
ń
- niepewno
ść
standardowa zwi
ą
zana z wzorcem
- niepewno
ść
standardowa zwi
ą
zana z ograniczon
ą
rozdzielczo
ś
ci
ą
przyrz
ą
du
- niepewno
ść
standardowa zwi
ą
zana z warunkami otoczenia
Tablica – współczynniki bezpiecze
ń
stwa dla odchylenia
standardowego s
x
z próbki (wg ENV ISO 14253-2:2001)
1
1,2
1,2
1,3
1,3
1,4
1,7
2,3
7,0
Współczynnik
Bezpiecze
ń
stwa,
h
10
9
8
7
6
5
4
3
2
Liczba pomiarów
w próbce,
n
Wyznaczanie niepewno
ś
ci standardowych składowych
Jak wyznaczy
ć
niepewno
ś
ci standardowe składowe (cz
ą
stkowe)?
?
)
(
=
W
u
- metoda typu A
1.
Niepewno
ść
standardowa dla małych próbek:
)
W
u(
h
)
W
s(
)
W
u(
⋅
=
Dla du
ż
ych próbek h =1, zatem
)
W
s(
)
W
u(
=
Metoda wyznaczania wariancji wspólnej:
)
1
(
)
2
−
−
=
∑∑
=
=
n
m
W
j
m
1
j
n
1
i
i
(W
s(W)
n
s(W)
)
W
u(
=
Przykład 8.1.a.doc
Przykład 8.2.a.doc
Niepewno
ść
zwi
ą
zana z rozrzutem wskaza
ń
Niepewno
ść
zwi
ą
zana z wzorcem
2.
?
)
(
=
N
u
Wzorce stosowane w procesach wzorcowania przyrz
ą
dów
pomiarowych musz
ą
mie
ć
aktualne
ś
wiadectwo wzorcowania.
W
ś
wiadectwach wzorcowania jest podana niepewno
ść
rozszerzona U(N) i współczynnik rozszerzenia k, odpowiadaj
ą
cy
poziomowi ufno
ś
ci około 95 %.
Zatem:
k
N
U
N
u
)
(
)
(
=
- metoda typu B
Je
ż
eli wzorcem jest stos płytek, niepewno
ść
standardow
ą
stosu nale
ż
y
policzy
ć
zgodnie z zasadami podanymi na poprzednim wykładzie.
Niepewno
ść
zwi
ą
zana z rozdzielczo
ś
ci
ą
przyrz
ą
du
3.
?
)
(
=
rw
P
u
Je
ż
eli rozdzielczo
ść
przyrz
ą
du wynosi d, to
3
2
)
(
d
P
u
rw
=
- metoda typu B
Dla przyrz
ą
dów analogicznych za rozdzielczo
ść
przyjmuje si
ę
najmniejsza warto
ść
odczytywan
ą
przy interpolacji działki elementarnej
Niepewno
ść
zwi
ą
zana z warunkami
ś
rodowiskowymi
4.
?
)
(
=
wo
P
u
W przypadku pomiarów wielko
ś
ci geometrycznych, je
ż
eli nie
wyst
ę
puj
ą
metody interferencyjne, spo
ś
ród wielko
ś
ci
wpływaj
ą
cych zwi
ą
zanych z warunkami otoczenia uwzgl
ę
dnia si
ę
temperatur
ę
.
Przy wzorcowaniu przyrz
ą
dów do bezpo
ś
rednich pomiarów
długo
ś
ci, korzysta si
ę
z uproszczonej formuły obliczania poprawki
temperaturowej.
Niepewno
ść
zwi
ą
zana z warunkami
ś
rodowiskowymi
t
L
P
P
t
wo
∆
∗
∗
=
=
α
gdzie:
L
α
t
∆
- długo
ść
wzorca
- u
ś
redniony współczynnik rozszerzalno
ś
ci cieplnej materiałów,
z których wykonane s
ą
wzorzec i przyrz
ą
d mierzony
- ró
ż
nica temperatur wzorcowanego przyrz
ą
du i zastosowanego wzorca
)
(
)
(
t
u
L
P
u
t
∆
∗
∗
=
α
5.
?
)
(
=
∆
t
u
C
t
t
°
±
=
∆
)
0
(
δ
3
)
(
t
t
u
δ
=
∆
- metoda typu B

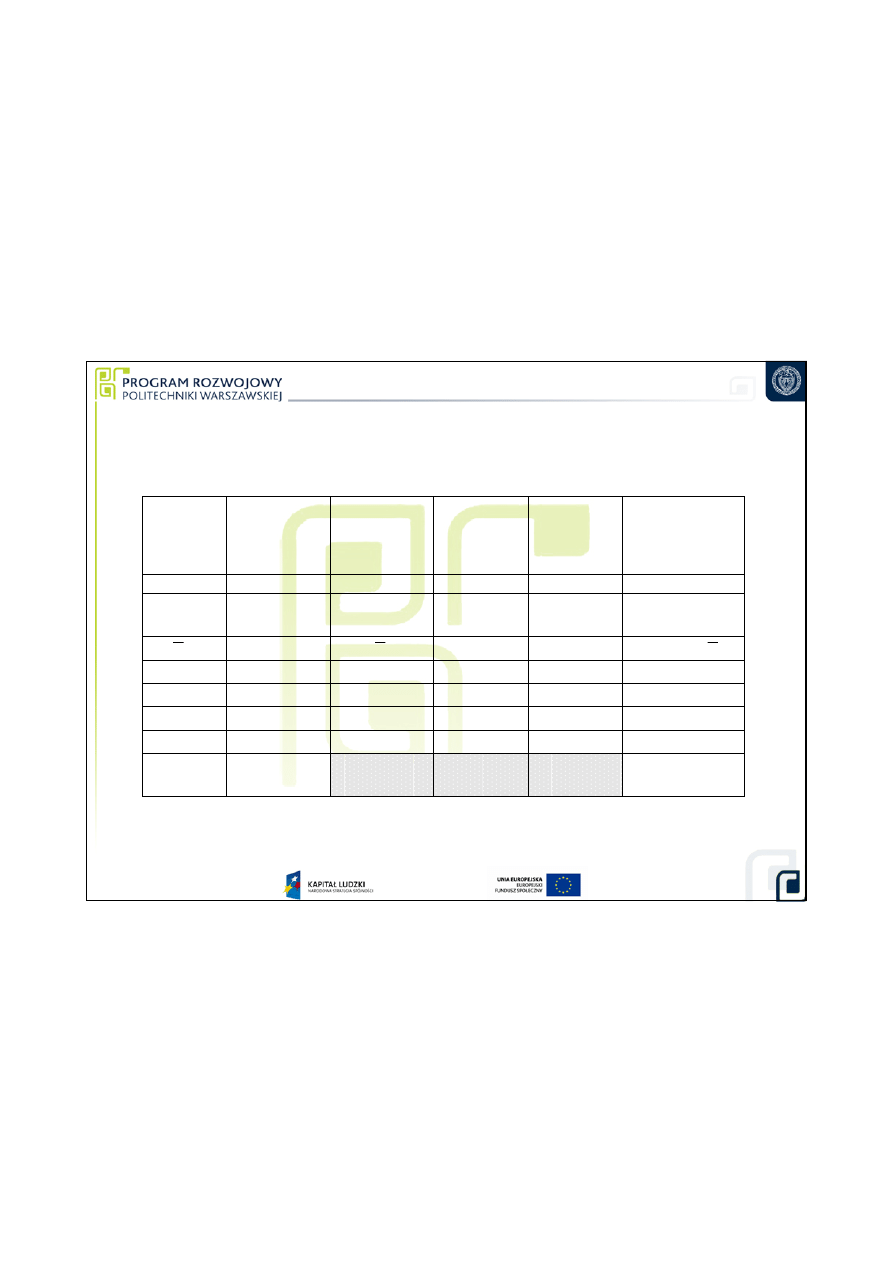
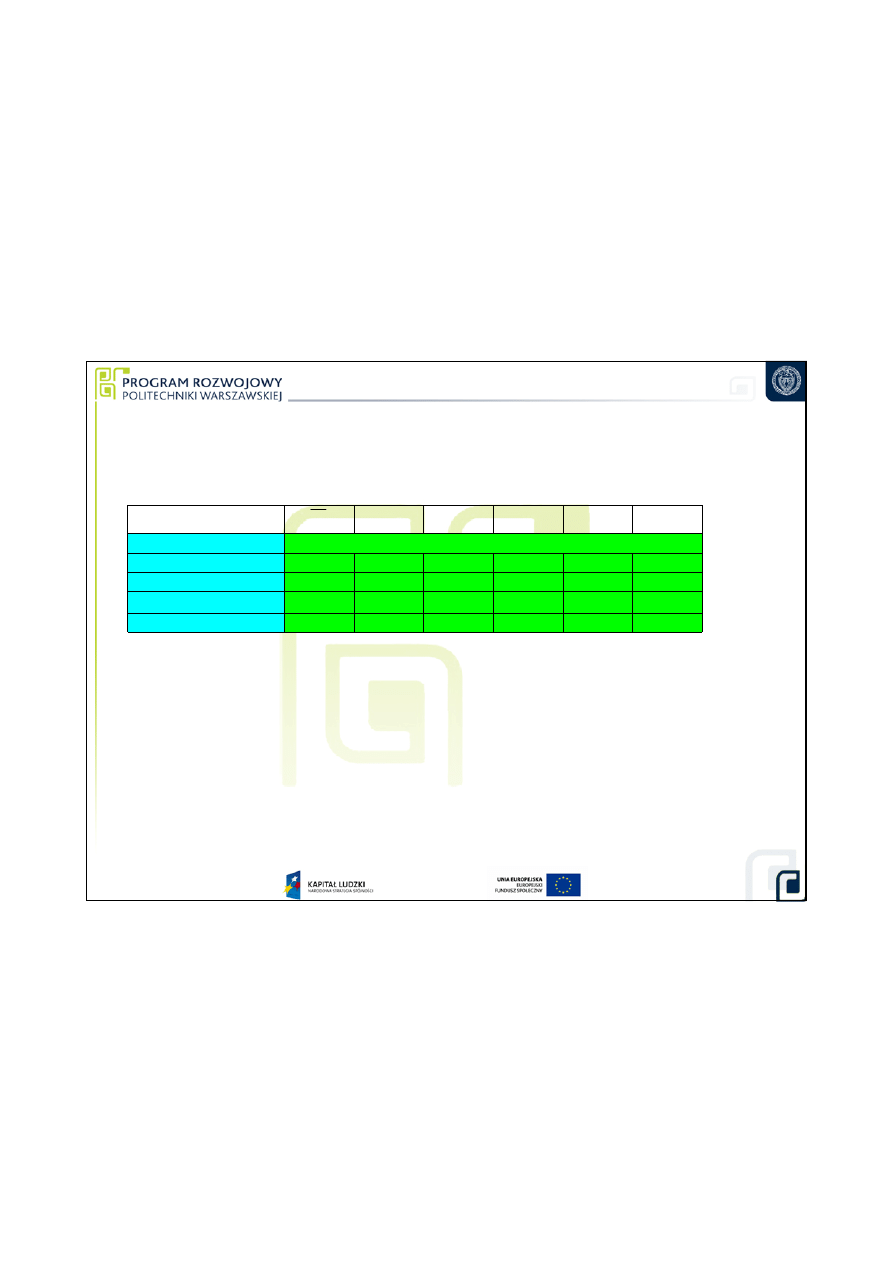
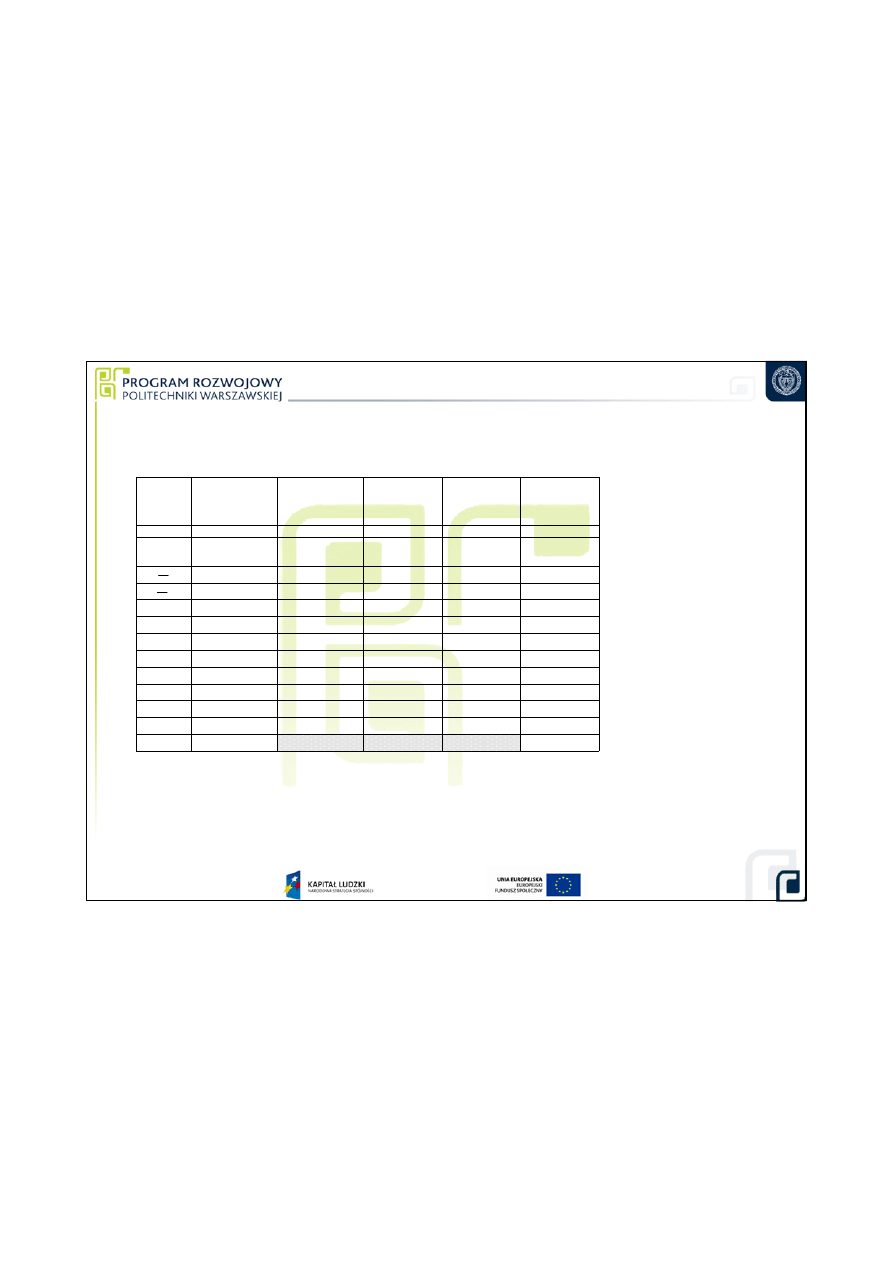
Stos 1
Stos 2
Stos 3
Stos 4
Wysoko
ść
stosu
21,05
71,15
126,25
150,00
Wskazanie
1
21,06
71,15
126,27
150,01
2
21,06
71,16
126,26
150,02
3
21,05
71,16
126,26
150,02
4
21,05
71,15
126,26
150,02
5
21,04
71,15
126,27
150,02
Ś
rednie wskazanie
21,052
71,154
126,264
150,018
Bł
ą
d wskazania
0,002
0,004
0,014
0,018
Wyniki wzorcowania suwmiarki w zakresie pomiaru wymiarów zewn
ę
trznych:
Przykłady szacowania niepewno
ś
ci pomiaru przy wzorcowaniu
przyrz
ą
dów do bezpo
ś
rednich pomiarów długo
ś
ci
Przykład 1:
Wzorcowanie
suwmiarki elektronicznej
o zakresie pomiarowym (0 – 150)mm
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
rw
n
wz
x
x
t
l
L
W
E
∆
+
∆
⋅
⋅
+
−
=
α
( )
( )
( )
( )
( )
( )
rw
wz
x
x
u
c
t
u
c
u
c
L
u
c
W
u
c
E
u
∆
+
∆
+
+
+
=
2
2
5
2
2
4
2
2
3
2
2
2
2
2
1
α
1. Równanie pomiaru
2. Równanie niepewno
ś
ci pomiaru
Symbol
wielkości
Estymata
wielkości
Niepewność
standardowa
Rozkład
prawdopodo-
bieństwa
Współczynnik
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
5
6
X
i
x
ipop
a
i
c
i
u
i
(Y)
150,018
normalny
c
1
c
1·
L
wz
150,000
u(L
wz
)
trapezowy
c
2
c
2
·u(L
wz
)
α
11,5·10
-6
·ºC
-1
u(
α
)
trójkątny
c
3
c
3
·u(α)
∆
t
0ºC
u(
∆
t)
prostokątny
c
4
c
4
·u(
∆
t)
∆
rw
0
u(∆
rw
)
prostokątny
c
5
c
5
·u(∆
rw
)
E
x
0,018
u(E
x
)
x
W
)
(
x
W
u
)
(
x
W
u
3. Projekt bud
ż
etu niepewno
ś
ci pomiaru (pkt. pomiarowy nr 4)
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
1
1
=
∂
∂
=
x
x
W
E
c
0
3
=
∆
∗
=
∂
∂
=
t
l
E
c
n
x
α
1
2
−
=
∂
∂
=
wz
x
L
E
c
1
4
001725
,
0
−
°
⋅
=
∗
=
∆
∂
∂
=
C
mm
l
t
E
c
n
x
α
1
5
=
∆
∂
∂
=
rw
x
E
c
3.1. Obliczenie wspó
ł
czynników wp
ł
ywu
3.2. Niepewno
ś
ci standardowe sk
ł
adowe
3.2.1 Niepewno
ść
standardowa zwi
ą
zana z rozrzutem wskaza
ń
wzorcowanej suwmiarki
( )
(
)
00613
,
0
=
−
=
∑∑
=
=
16
W
W
W
s
2
j
i
4
1
j
5
1
i
0,00274
5
≈
≈
)
(
)
(
W
s
W
u
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
C
155
,
C
2
)
(
°
≈
°
=
∆
1
3
t
u
0029
,
0
2
01
,
0
)
(
≈
=
∆
3
rw
u
3.2.3 Niepewno
ść
standardowa zwi
ą
zana z ró
ż
nic
ą
temperatur
Przyj
ę
to:
∆
t = (0
±
2)ºC
Zatem:
3.2.4 Niepewno
ść
standardowa zwi
ą
zana z rozdzielczo
ś
ci
ą
3.2.2 Niepewno
ść
standardowa zwi
ą
zana z wzorcem
Wykorzystano p
ł
ytki wzorcowe klasy 2 bez uwzgl
ę
dnienia poprawek
00083
,
0
3
8
,
0
2
,
1
)
(
2
2
2
50
2
100
=
+
=
+
=
3
3
e
e
wz
t
t
L
u
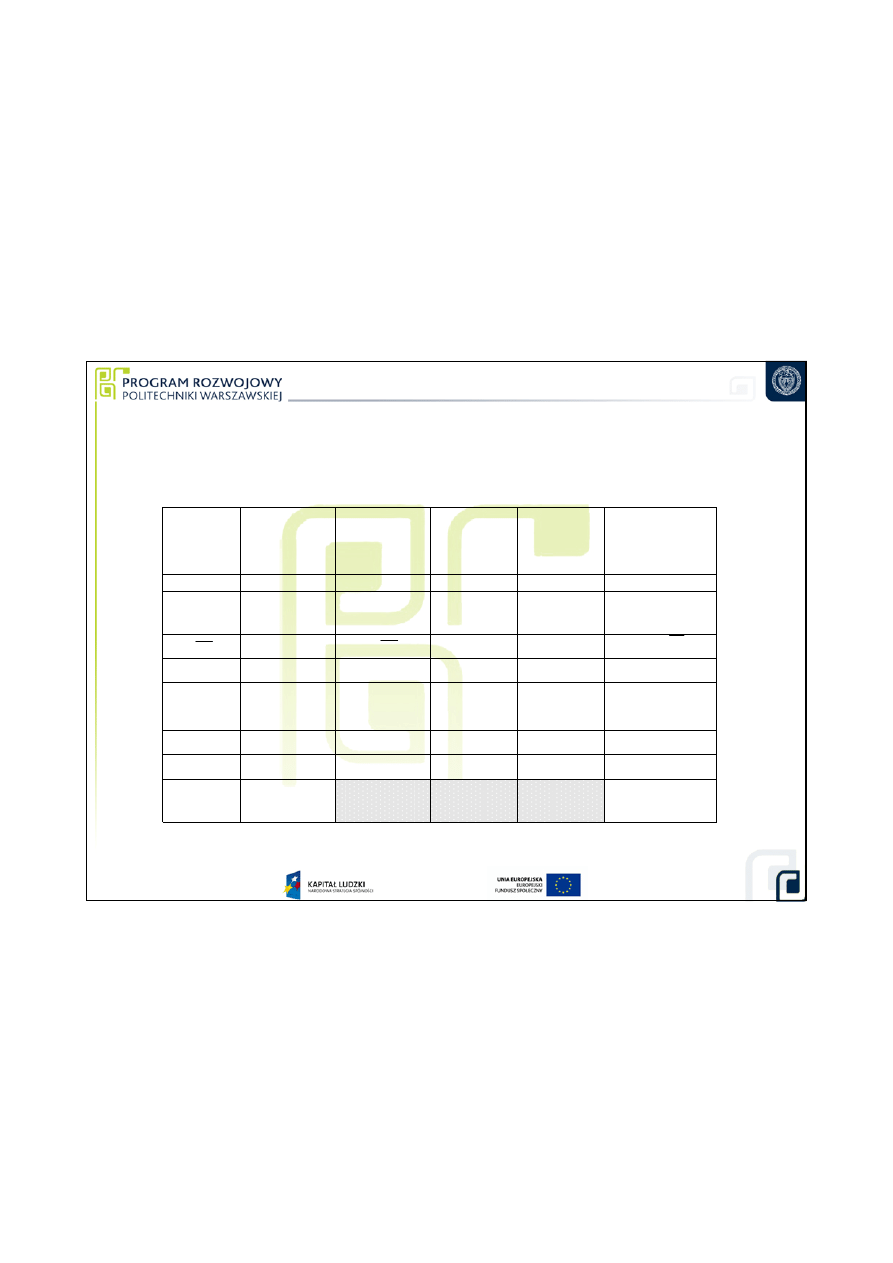
Symbol
wielkości
Estymata
wielkości
Niepewność
standardowa
Rozkład
prawdopodo-
bieństwa
Współczynnik
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
5
6
X
i
x
ipop
a
i
c
i
u
i
(Y)
150,018
0,00274
normalny
1
0,00274
L
wz
150,000
0,00083
trapezowy
-1
-0,00083
α
11,5·10
-6
·ºC
-1
-
trójkątny
0
0
∆
t
0ºC
1,155ºC
prostokątny
0,001725 []
0,00199
∆
rw
0
0,0029
prostokątny
1
0,0029
E
x
0,018
0,004535
4. Bud
ż
et niepewno
ś
ci pomiaru (pkt. pomiarowy nr 4)
x
W
5. Niepewno
ść
pomiaru przy wzorcowaniu suwmiarki
U(E
150
) = 2·0,004535 mm= 0,00907 mm = 0,009 mm
6. Wynik wzorcowania
E
150
= (0,018
±
0,009) mm
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
Punkt pomiarowy
u(L
wz
) u(
∆
t) u(∆
rw
) u(e
s
) U(e
s
)
µ
m
21,05
2,74
0,43
1,15
2,90
4,01
8,0
71,15
2,74
0,63
1,15
2,90
4,14
8,3
126,25
2,74
0,82
1,15
2,90
4,42
8,8
150,00
2,74
0,83
1,15
2,90
4,53
9,1
6. Syntetyczny bud
ż
et niepewno
ś
ci pomiaru przy wzorcowaniu suwmiarki
)
(
x
W
u
W
ś
wiadectwie wzorcowania mo
ż
e by
ć
podana jedna niepewno
ść
pomiaru dla
wszystkich punktów pomiarowych:
U(E
w
) = 0,009 mm
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki
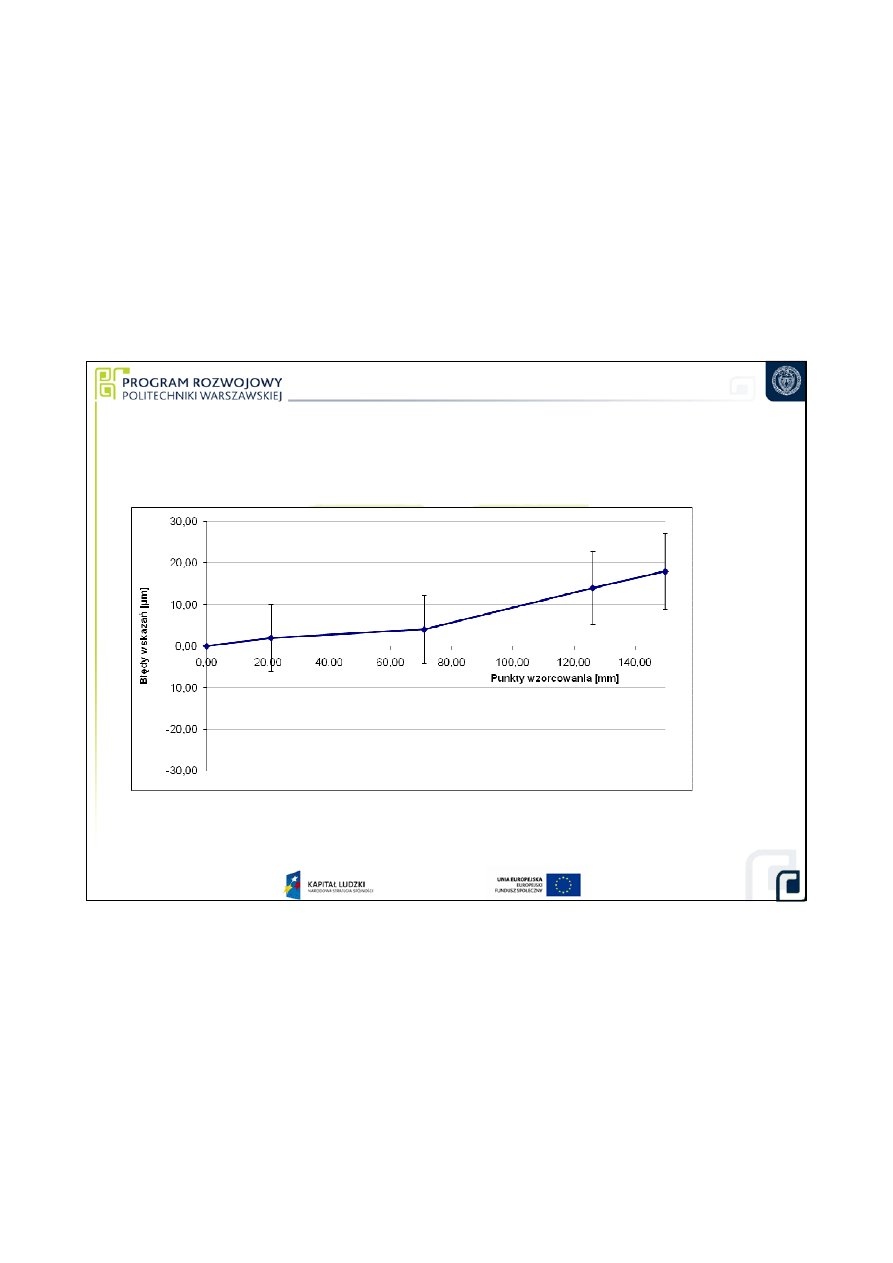
7. Graficzne przedstawienie wyników wzorcowania suwmiarki
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu suwmiarki

Przykłady szacowania niepewno
ś
ci pomiaru przy wzorcowaniu
przyrz
ą
dów do bezpo
ś
rednich pomiarów długo
ś
ci
Przykład 2:
Wzorcowanie
mikrometru elektronicznego
o zakresie pomiarowym (0 – 25)mm
i rozdzielczo
ś
ci d = 0,001 mm
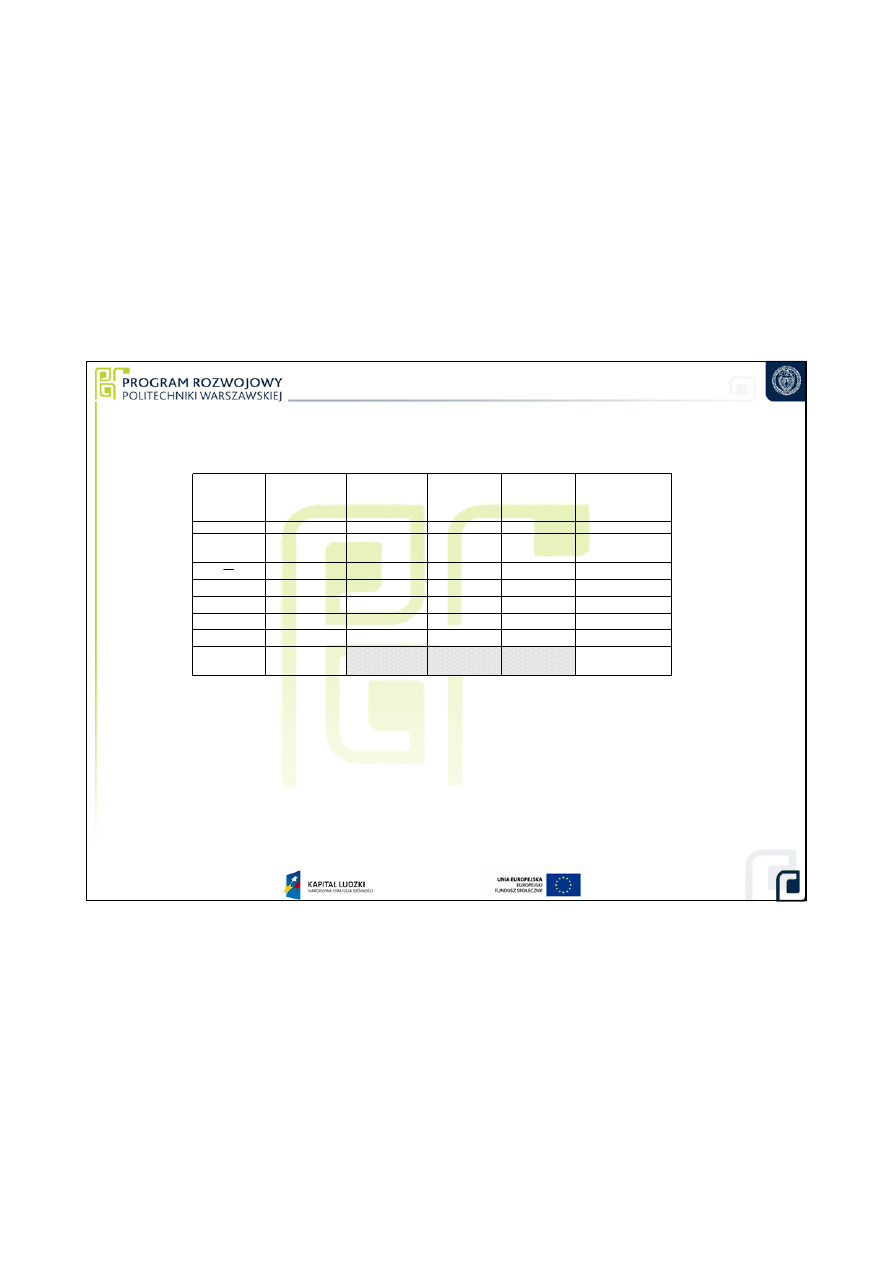
Punkt
pomiarowy
mm
Wyniki pomiarów
mm
B
łą
d
wskazania
µm
1
2
3
4
5
0
0
0,001
0
0
0
0,2
5,12
5,12
5,121
5,12
5,121
5,121
0,6
10,25
10,249
10,25
10,25
10,249
10,249
-0,6
15,37
15,368
15,368
15,369
15,368
15,368
-1,8
21,5
21,502
21,501
21,502
21,501
21,501
1,4
25
25,003
25,003
25,002
25,003
25,003
2,8
Wyniki wzorcowania mikrometru:
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
rw
n
wz
x
x
t
l
L
W
E
∆
+
∆
⋅
⋅
+
−
=
α
( )
( )
( )
( )
( )
( )
rw
wz
x
x
u
c
t
u
c
u
c
L
u
c
W
u
c
E
u
∆
+
∆
+
+
+
=
2
2
5
2
2
4
2
2
3
2
2
2
2
2
1
α
1. Równanie pomiaru
2. Równanie niepewno
ś
ci pomiaru
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
Symbol
wielkości
Estymata
wielkości
Niepewność
standardowa
Rozkład
prawdopodo
-bieństwa
Współczynni
k
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
5
6
X
i
x
ipop
a
i
c
i
u
i
(Y)
21,5014
normalny
c
1
L
wz
21,500
u(L
wz
)
trapezowy
c
2
c
2
·u(L
wz
)
α
11,5·10
-
6
·ºC
-1
u(
α
)
trójkątny
c
3
c
3
·u(α)
∆
t
0ºC
u(
∆
t)
prostokątny
c
4
c
4
·u(
∆
t)
∆
rw
0
u(∆
rw
)
prostokątny
c
5
c
5
·u(∆
rw
)
E
x
0,0014
u(E
x
)
x
W
)
(
1
x
W
u
c
∗
)
(
x
W
u
3. Projekt bud
ż
etu niepewno
ś
ci pomiaru (pkt. pomiarowy nr 5)
1
1
=
∂
∂
=
x
x
W
E
c
0
3
=
∆
∗
=
∂
∂
=
t
l
E
c
n
x
α
1
2
−
=
∂
∂
=
wz
x
L
E
c
1
4
000247
,
0
−
°
⋅
=
∗
=
∆
∂
∂
=
C
mm
l
t
E
c
n
x
α
1
5
=
∆
∂
∂
=
rw
x
E
c
( )
(
)
00051
,
0
=
−
=
∑∑
=
=
24
W
W
W
s
2
j
i
4
1
j
5
1
i
0,00023
5
≈
≈
)
(
)
(
W
s
W
u
3.1. Obliczenie wspó
ł
czynników wp
ł
ywu
3.2. Niepewno
ś
ci standardowe sk
ł
adowe
3.2.1 Niepewno
ść
standardowa zwi
ą
zana z rozrzutem wskaza
ń
wzorcowanego mikrometru
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
00021
,
0
3
2
,
0
3
,
0
)
(
2
2
2
5
,
1
2
20
=
+
=
+
=
3
3
e
e
wz
t
t
L
u
C
155
,
C
2
)
(
°
≈
°
=
∆
1
3
t
u
00029
,
0
2
001
,
0
)
(
≈
=
∆
3
rw
u
3.2.2 Niepewno
ść
standardowa zwi
ą
zana z wzorcem
Wykorzystano p
ł
ytki wzorcowe klasy 1, bez uwzgl
ę
dnienia poprawek
3.2.3 Niepewno
ść
standardowa zwi
ą
zana z ró
ż
nic
ą
temperatur
Przyj
ę
to:
∆
t = (0
±
2)ºc
Zatem:
3.2.4 Niepewno
ść
standardowa zwi
ą
zana z rozdzielczo
ś
ci
ą
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
Symbol
wielkości
Estymata wielkości
Niepewność
standardowa
Rozkład
prawdopodo-
bieństwa
Współczynnik
wpływu
Składowe niepewności
standardowej złożonej
1
2
3
4
5
6
X
i
x
ipop
a
i
c
i
u
i
(Y)
21,5014
0,00023
normalny
1
0,00023
L
wz
21,500
0,00021
trapezowy
-1
-0,00021
α
11,5·10
-6
·ºC
-1
-
trójkątny
0
0
∆
t
0ºC
1,155ºC
prostokątny
0,000247 []
0,00029
∆
rw
0
0,00029
prostokątny
1
0,00029
E
x
0,0014
0,0005149
4. Bud
ż
et niepewno
ś
ci pomiaru (pkt. pomiarowy nr 5)
x
W
5. Niepewno
ść
pomiaru przy wzorcowaniu mikrometru
U(E
21,5
) = 2·0,0005149 mm= 0,00103 mm = 0,0010 mm
6. Wynik wzorcowania
E
21,5
= (0,0014
±
0,0010) mm
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
Punkt pomiarowy
u(L
wz
) u(
∆
t) u(∆
rw
) u(e
s
) U(e
s
)
µ
m
5,12
0,23
0,2
1,15
0,29
0,405
0,81
10,25
0,23
0,2
1,15
0,29
0,43
0,86
15,37
0,23
0,24
1,15
0,29
0,47
0,94
21,5
0,23
0,21
1,15
0,29
0,515
1,03
25
0,23
0,17
1,15
0,29
0,53
1,06
6. Syntetyczny bud
ż
et niepewno
ś
ci pomiaru przy wzorcowaniu mikrometru
)
(
x
W
u
W
ś
wiadectwie wzorcowania mo
ż
e by
ć
podana jedna niepewno
ść
pomiaru
dla wszystkich punktów pomiarowych:
U(E
w
) = 0,0011 mm
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru
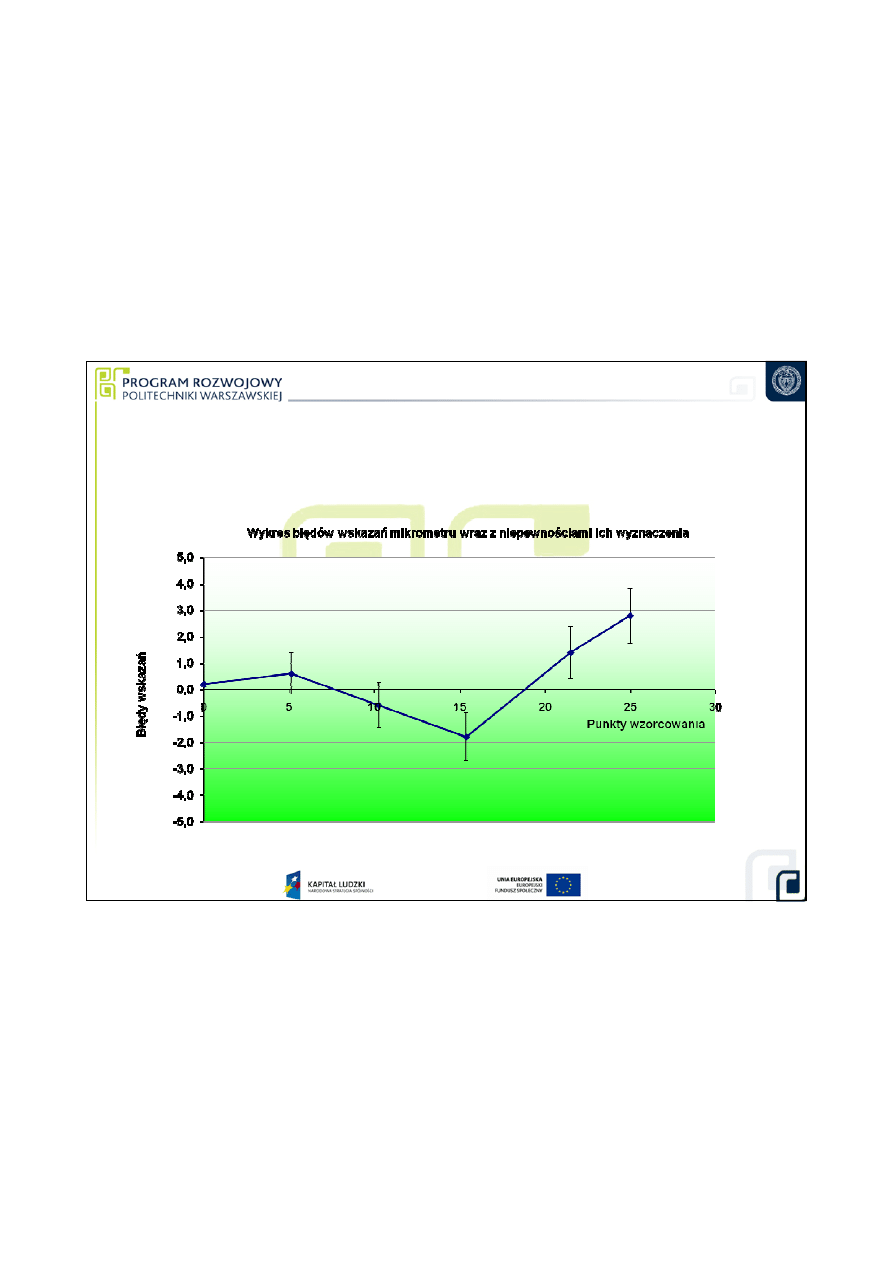
7. Graficzne przedstawienie wyników wzorcowania mikrometru
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu mikrometru

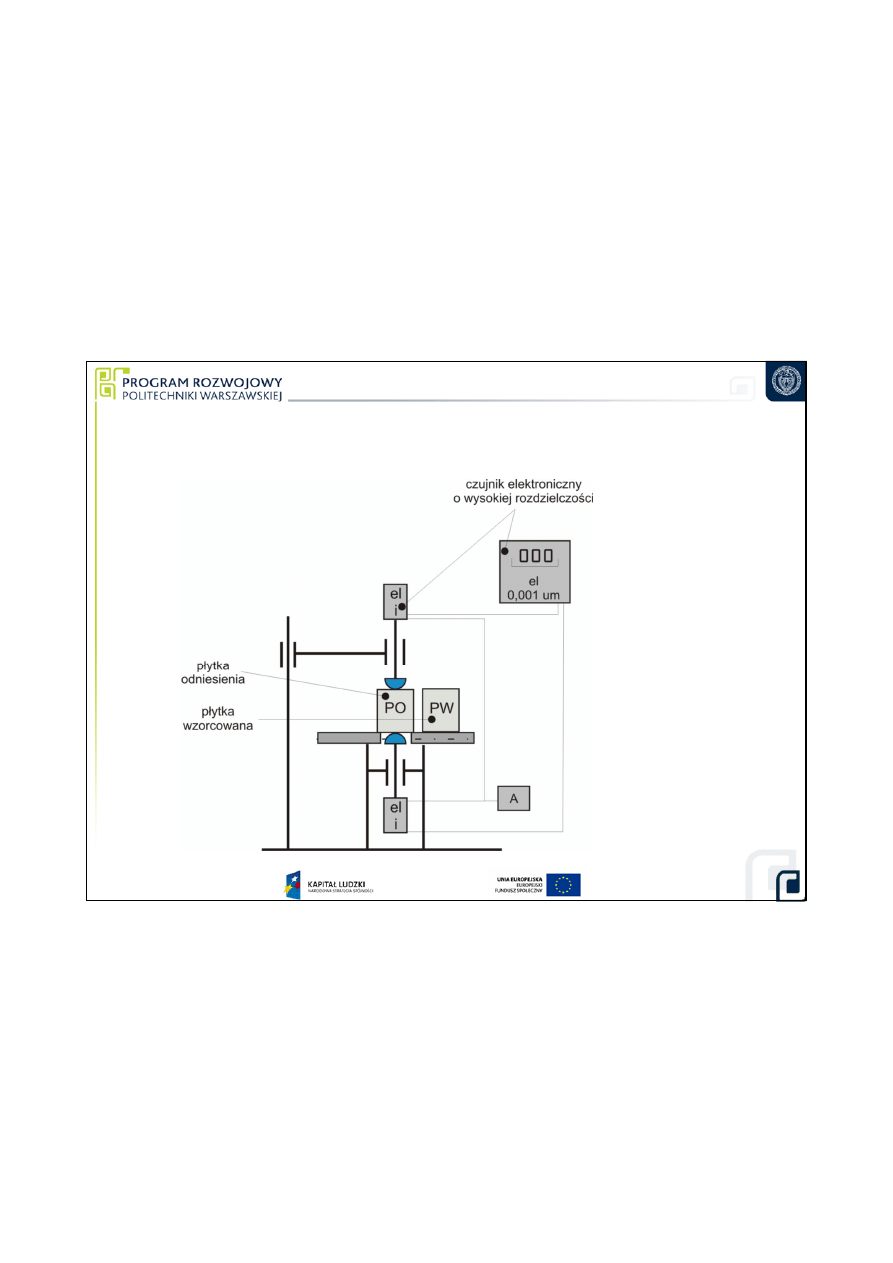
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
W
1
W
2
L
2
L
1
W
1
–W
2
L
2
L
1
Ex
(
)
1
1
2
2
1
2
1
2
1
2
1
2
t
l
t
l
L
L
W
W
E
n
n
rw
rw
x
∆
⋅
⋅
−
∆
⋅
⋅
+
−
+
−
+
−
=
α
α
δ
δ
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
1
1
2
2
1
2
1
2
1
2
1
2
)
(
t
l
t
l
L
L
W
W
E
n
n
rw
rw
wz
wz
x
∆
⋅
⋅
−
∆
⋅
⋅
+
∆
−
∆
+
−
+
−
=
α
α
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
1
2
2
10
1
2
2
9
2
2
2
8
2
2
2
7
2
2
6
2
2
5
1
2
2
4
2
2
2
3
1
2
2
2
2
2
2
1
1
2
t
u
c
u
c
t
u
c
u
c
u
c
u
c
L
u
c
L
u
c
W
u
c
W
u
c
E
u
rw
rw
wz
wz
x
∆
+
+
∆
+
+
∆
+
∆
+
+
+
+
=
α
α
2. Równanie niepewno
ś
ci pomiaru
1. Równanie pomiaru
Symbol
wielkości
Estymata wielkości
Niepewność
standardowa
Rozkład
prawdopodo-
bieństwa
Współczynnik
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
6
7
X
i
x
ipop
a
i
c
i
u
i
(Y)
normalny
c
1
normalny
c
2
L
wz2
l
wz2
u
(
l
wz2
)
normalny
c
3
c
3
⋅
u
(
l
wz2
)
L
wz1
l
wz1
u
(
l
wz1
)
normalny
c
4
c
4
⋅
u
(
l
wz1
)
∆
rw2
δ
rw2
u
(
δ
rw2
)
prostokątny
c
5
c
5
⋅
u(
δ
rw2
)
∆
rw1
δ
rw1
u
(
δ
rw1
)
prostokątny
c
6
c
6
⋅
u(
δ
rw1
)
α
2
11,5·10
-6
·ºC
-1
u
(
α
2
)
trójkątny
c
7
c
7
⋅
u
(
α
2
)
∆
t
2
0
u
(
δ
t
2
)
prostokątny
c
8
c
8
⋅
u
(
δ
t
2
)
α
1
11,5·10
-6
·ºC
-1
u
(
α
1
)
trójkątny
c
9
c
9
⋅
u
(
α
1
)
∆
t
1
0
u
(
δ
t
1
)
prostokątny
c
10
c
10
⋅
u
(
δ
t
2
)
Ex
ex
u(Ex)
2
W
2
w
)
(
2
w
u
)
(
2
w
u
c
1
⋅
1
W
1
w
)
(
1
w
u
)
(
1
w
u
c
2
⋅
3. Projekt bud
ż
etu niepewno
ś
ci pomiaru
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
1
1
2
2
1
2
1
2
1
2
1
2
)
(
t
l
t
l
L
L
W
W
E
n
n
rw
rw
wz
wz
x
∆
⋅
⋅
−
∆
⋅
⋅
+
∆
−
∆
+
−
+
−
=
α
α
1
2
1
=
∂
∂
=
W
E
c
x
1
1
2
−
=
∂
∂
=
W
E
c
x
1
2
3
=
∂
∂
=
wz
x
L
E
c
1
1
4
−
=
∂
∂
=
wz
x
L
E
c
1
2
5
=
∆
∂
∂
=
rw
x
E
c
1
1
6
−
=
∆
∂
∂
=
rw
x
E
c
0
2
2
7
2
=
∆
∗
=
∂
∂
=
t
l
E
c
n
x
α
1
2
2
8
C
mm
001725
,
0
2
−
°
⋅
=
∗
=
∆
∂
∂
=
α
n
x
l
t
E
c
0
1
1
9
1
=
∆
∗
−
=
∂
∂
=
t
l
E
c
n
x
α
1
1
1
10
C
mm
001751
,
0
1
−
°
⋅
−
=
∗
−
=
∆
∂
∂
=
α
n
x
l
t
E
c
3.1. Wspó
ł
czynniki wp
ł
ywu
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
( )
(
)
mm
0011
,
0
=
−
=
∑∑
=
=
27
W
W
W
s
2
j
i
3
1
j
10
1
i
0,00078mm
2
≈
≈
)
(
)
(
W
s
W
u
3.2. Niepewno
ś
ci standardowe sk
ł
adowe
3.2.1 Niepewno
ść
standardowa zwi
ą
zana z rozrzutem wskaza
ń
wzorcowanej
ś
rednicówki
Zakres rozrzutu wskaza
ń ś
rednicówki czujnikowej wyznacza si
ę
na podstawie trzech
dziesi
ę
cioelementowych serii pomiarów wykonanych w trzech odpowiednio dobranych punktach
zakresu pomiarowego. Dla trzech serii po n = 10 pomiarów, otrzymano:
3.2.2 Niepewno
ś
ci standardowe zwi
ą
zane z wzorcami
Do wzorcowania średnic
ó
wki zastosowano wzorce pierścieniowe. W świadectwie
wzorcowania kompletu pierścieni, dla wykorzystanych w przykładzie pierścieni podano:
U(L
wz1
) = U(L
wz2
) = 0,0011 mm
Zatem
u(Lwz1) = u(Lwz2) = 0,00055 mm
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
mm
mm
u
u
u
rw
rw
rw
00029
,
0
2
001
,
0
)
(
)
(
)
(
2
1
≈
=
∆
=
∆
=
∆
3
1
6
1
6
2
1
10
82
,
0
10
2
)
(
)
(
)
(
−
−
−
−
°
⋅
≈
°
⋅
=
=
=
C
C
u
u
u
6
α
α
α
3.2.3 Niepewno
ść
standardowa zwi
ą
zana z rozdzielczo
ś
ci
ą ś
rednicówki
Ś
rednicówka jest wyposa
ż
ona w czujnik elektroniczny o rozdzielczo
ś
ci 0,001 mm, wi
ę
c
3.2.4 Niepewno
ś
ci standardowe zwi
ą
zane ze wspó
ł
czynnikami rozszerzalno
ś
ci
cieplnej materia
ł
ów, z których wykonane s
ą
wzorce i
ś
rednicówka
Przyj
ę
to,
ż
e wspó
ł
czynniki rozszerzalno
ś
ci materia
ł
ów spe
ł
niaj
ą
wymaganie:
α
= (11,5
±
2,0)
⋅
10
-6
°
C
-1.
Zak
ł
adaj
ą
c rozk
ł
ad Simpsona, otrzymuje si
ę
:
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
C
C
t
u
t
u
t
u
°
≈
°
=
∆
=
∆
=
∆
577
,
0
1
)
(
)
(
)
(
2
1
3
3.2.5 Niepewno
ś
ci standardowe zwi
ą
zane z ró
ż
nicami temperatur
ś
rednicówki i wzorców
Na podstawie bada
ń
przyj
ę
to,
ż
e ró
ż
nica temperatur mi
ę
dzy przyrz
ą
dem
i wzorcem nie przekracza
∆
t = (0
±
1)
°
C
-1
Zatem:
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
Symbol
wielkości
Estymata
wielkości
Niepewność
standardowa
Rozkład
prawdopodo-
bieństwa
Współczynnik
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
6
7
X
i
x
ipop
a
i
c
i
u
i
(Y)
2,305
0,00078
normalny
1
0,00078
0,000
0,00078
normalny
-1
-0,00078
L
wz2
150
0,00055
normalny
1
0,00055
L
wz1
152,3
0,00055
normalny
-1
-0,00055
∆
rw2
0
0,00029
prostokątny
1
0,00029
∆
rw1
0
0,00029
prostokątny
-1
-0,00029
α
2
11,5·10
-6
·ºC
-1
0,82·10
-6
·ºC
-1
trójkątny
0
0
∆
t
2
0
0,577
°
C
prostokątny 0,001725 []
0,000995
α
1
11,5·10
-6
·ºC
-1
0,82·10
-6
·ºC
-1
trójkątny
0
0
∆
t
1
0
0,577
°
C
prostokątny -0,001751 []
0,00101
E
x
0,005
0,00200
2
W
1
W
4. Bud
ż
et niepewno
ś
ci pomiaru
(wzorcowanie
ś
rednicówki czujnikowej w wybranym punkcie pomiarowym)
U(E
x
) = 2·0,00200 mm = 0,004 mm
6. Wynik wzorcowania
E
x
= (0,005
±
0,004) mm
Niepewno
ść
pomiaru przy wzorcowaniu
ś
rednicówki czujnikowej
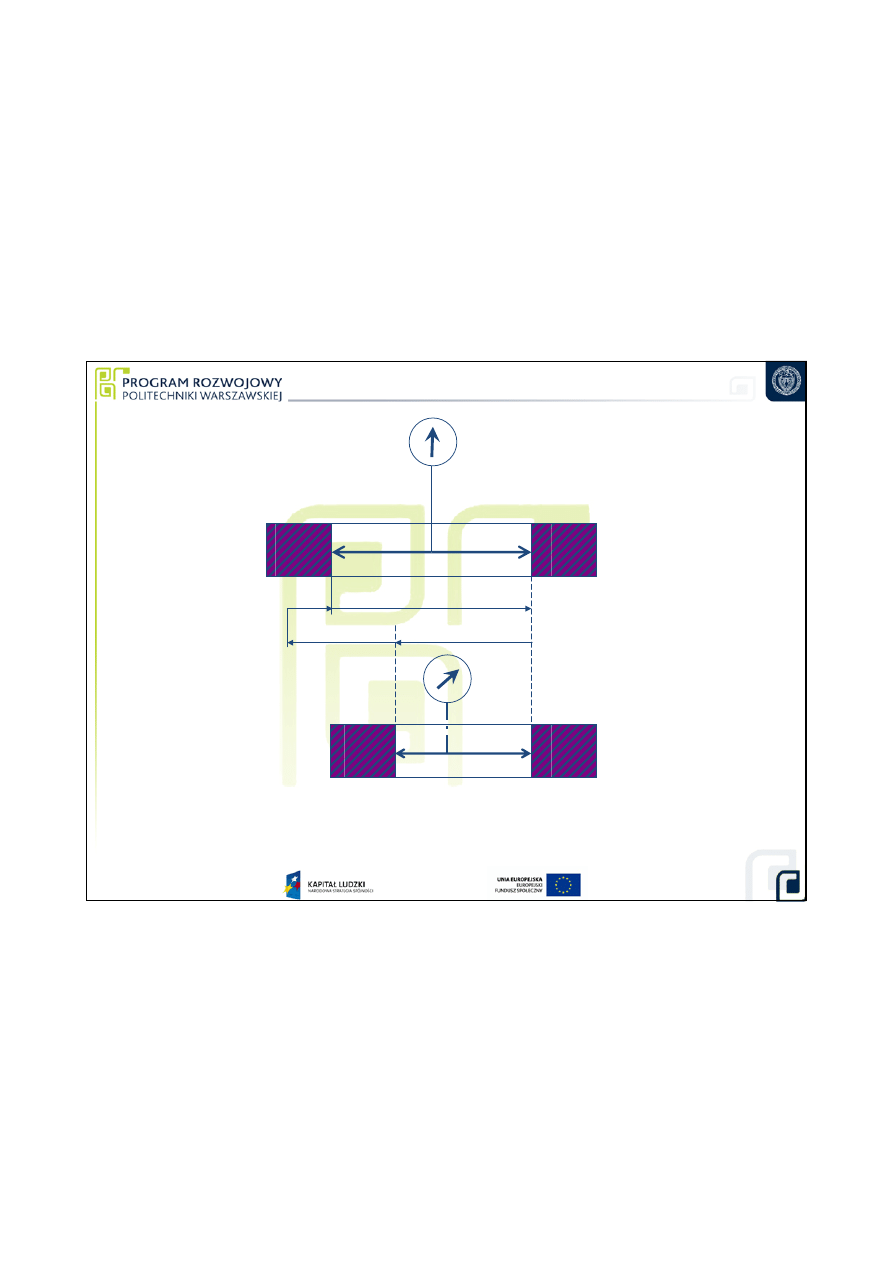
Schemat pomiaru d
ł
ugo
ś
ci p
ł
ytki metod
ą
porównawcz
ą
Wyznaczanie poprawek dla wzorców porównywanych
z wzorcami odniesienia za pomoc
ą
komparatorów
B
Σ
+
+
+
−
+
=
P
E
P
W
P
W
E
wzo
w
w
wz
)
(
)
(
1
1
2
2
2
W
2
w
P
1
W
2
w
P
wzo
E
Σ
P
Σ
+
+
−
+
=
P
E
W
P
W
E
wzo
w
wz
1
2
2
)
(
gdzie:
-
ś
rednie wskazanie komparatora na wzorcu mierzonym,
- poprawka wskazania komparatora na wzorcu mierzonym,
-
ś
rednie wskazanie komparatora na wzorcu odniesienia,
- poprawka wskazania komparatora na wzorcu odniesienia,
- b
łą
d wzorca odniesienia,
- suma poprawek (poprawki na warunki
ś
rodowiskowe, wpływ nacisku
pomiarowego i inne) – tu potraktowana jako wcze
ś
niej obliczona składowa
.
Je
ż
eli komparator jest zerowany na wzorcu odniesienia, to:
1. Równanie pomiaru
Wyznaczanie poprawek dla wzorców porównywanych
z wzorcami odniesienia za pomoc
ą
komparatorów
( )
( )
( )
( )
( )
( )
Σ
+
+
+
+
=
P
u
c
E
u
c
W
u
c
P
u
c
W
u
c
E
u
wzo
w
wz
2
2
5
2
2
4
1
2
2
3
2
2
2
2
2
2
2
1
2. Równanie niepewno
ś
ci pomiaru
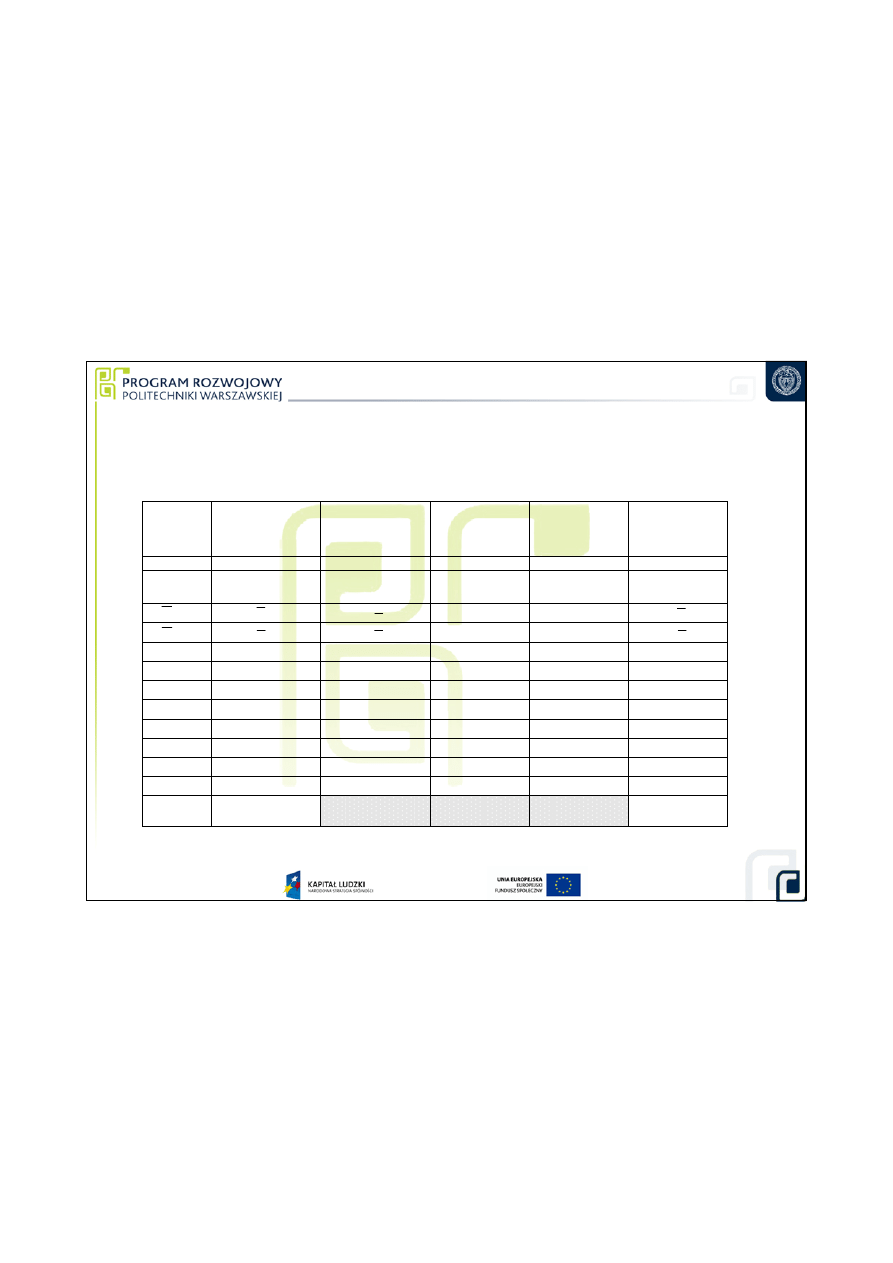
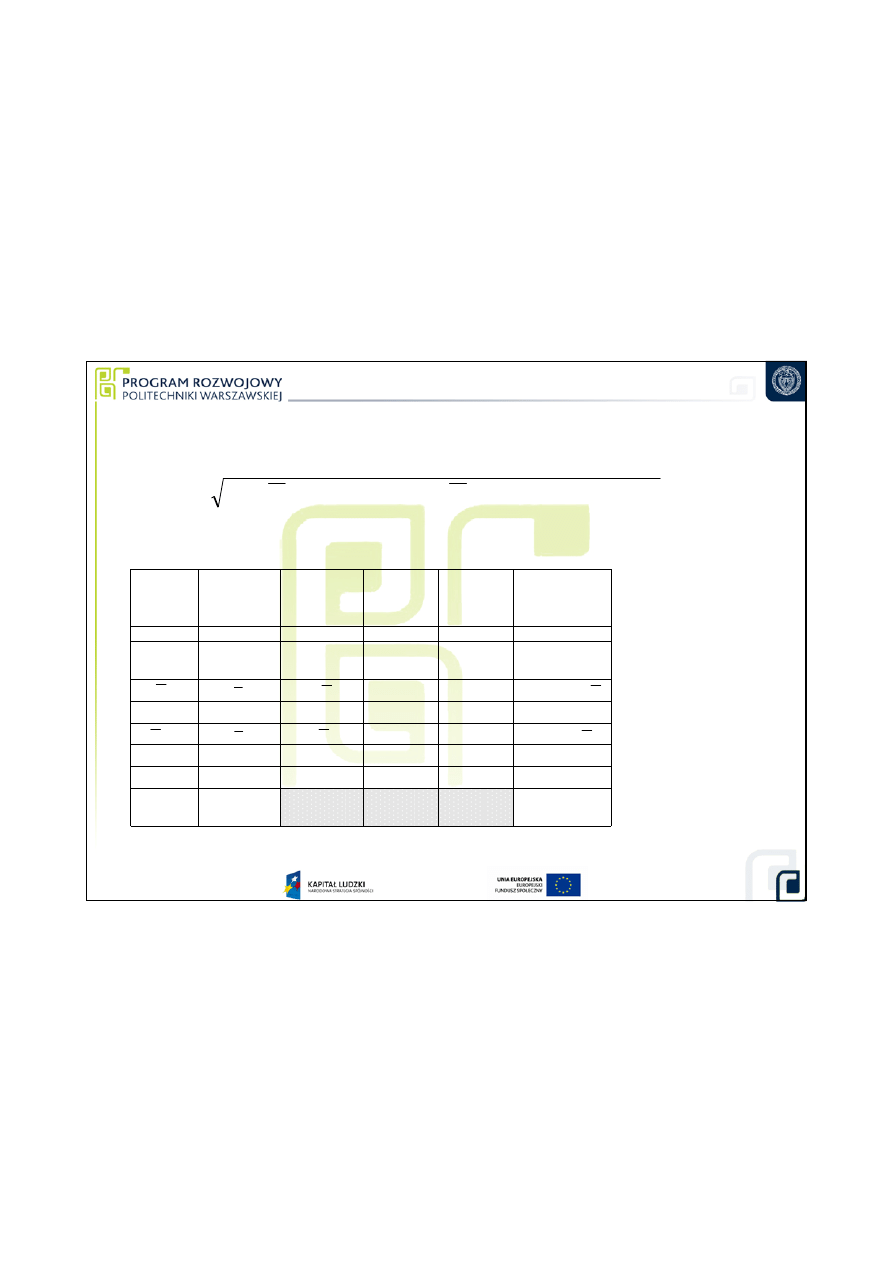
Symbol
wielkości
Estymata
wielkości
Niepewność
standardowa
Rozkład
prawdopodo
-bieństwa
Współczynni
k
wpływu
Składowe
niepewności
standardowej
złożonej
1
2
3
4
5
6
X
i
x
ipop
a
i
c
i
u
i
(Y)
normalny
c
1
c
1·
P
w2
p
w2
u(P
w2
)
prostokątny
c
2
c
2
·u(P
w2
)
normalny
c
3
c
3·
E
wzo
e
wzo
u(E
wzo
)
normalny
c
4
c
4
·u(E
wzo
)
P
Σ
p
Σ
u(P
Σ
)
normalny
c
5
c
5
·u(P
Σ
)
E
x
e
x
u(E
x
)
2
W
2
w
)
(
2
W
u
)
(
2
W
u
1
W
1
w
)
(
1
W
u
)
(
1
W
u
3. Projekt bud
ż
etu niepewno
ś
ci pomiaru
Wyznaczanie poprawek dla wzorców porównywanych
z wzorcami odniesienia za pomoc
ą
komparatorów
1
2
1
=
∂
∂
=
W
E
c
x
1
1
3
−
=
∂
∂
=
W
E
c
x
1
2
2
+
=
∂
∂
=
w
x
P
E
c
1
4
=
∂
∂
=
wzo
x
E
E
c
1
5
=
∂
∂
=
Σ
P
E
c
x
( )
(
)
1
-
n
W
W
(W)
u
W
s
2
i
n
1
i
p
−
=
=
∑
=
1
n
)
(
)
(
)
(
)
(
1
2
W
s
W
u
W
u
W
u
≈
=
=
3.1. Obliczenie wspó
ł
czynników wp
ł
ywu
3.2. Niepewno
ś
ci standardowe sk
ł
adowe
3.2.1 Niepewno
ść
standardowa zwi
ą
zana z rozrzutem wskaza
ń
komparatora
Laboratorium mo
ż
e okresowo wyznacza
ć
odchylenie standardowe eksperymentalne wskaza
ń
komparatora na podstawie d
ł
ugiej serii pomiarów:
a nast
ę
pnie, znaj
ą
c odchylenie standardowe rozrzutu wskaza
ń
, wyznacza
ć
:
Wyznaczanie poprawek dla wzorców porównywanych
z wzorcami odniesienia za pomoc
ą
komparatorów
4
3
2
2
2
)
(
wzk
k
w
U
E
P
u
+
=
3
2
2
)
(
)
(
wzk
k
w
U
E
P
u
+
=
2
)
(
)
(
wzo
wzo
E
U
E
u
=
2
)
(
)
(
Σ
Σ
=
P
U
P
u
3.2.2 Niepewno
ść
standardowa zwi
ą
zana z b
łę
dami wskaza
ń
komparatora
lub
3.2.3 Niepewno
ść
standardowa zwi
ą
zana z wzorcem odniesienia
3.2.4 Niepewno
ść
standardowa zwi
ą
zana z poprawk
ą
sumaryczn
ą
Przyk
ł
ady b
ę
d
ą
omówione w ramach przedmiotu
„Atestacja aparatury pomiarowej”
Wyznaczanie poprawek dla wzorców porównywanych
z wzorcami odniesienia za pomoc
ą
komparatorów

„Zaleca si
ę
, aby b
łą
d wynikaj
ą
cy z wzorcowania by
ł
mo
ż
liwie jak najmniejszy. W
wi
ę
kszo
ś
ci dziedzin
pomiarowych nie powinien on przekracza
ć
jednej
trzeciej,
a
najlepiej
jednej
dziesi
ą
tej
b
łę
du
dopuszczalnego
wyposa
ż
enia
potwierdzonego
podczas jego u
ż
ytkowania”
PN-ISO 10012 - 1
Dzi
ę
kuj
ę
za uwag
ę
i zapraszam na dalsz
ą
cz
ęść
wykładu
Szacowanie niepewno
ś
ci pomiaru przy
wzorcowaniu przyrz
ą
dów pomiarowych
Wyszukiwarka
Podobne podstrony:
AWP wyklad 3 id 74554 Nieznany
AWP wyklad 7 id 74558 Nieznany (2)
AWP wyklad 4 id 74555 Nieznany (2)
AWP wyklad 5 id 74556 Nieznany (2)
AWP wyklad 2 D id 74553 Nieznany
LOGIKA wyklad 5 id 272234 Nieznany
ciagi liczbowe, wyklad id 11661 Nieznany
AF wyklad1 id 52504 Nieznany (2)
Neurologia wyklady id 317505 Nieznany
ZP wyklad1 id 592604 Nieznany
CHEMIA SA,,DOWA WYKLAD 7 id 11 Nieznany
or wyklad 1 id 339025 Nieznany
II Wyklad id 210139 Nieznany
cwiczenia wyklad 1 id 124781 Nieznany
BP SSEP wyklad6 id 92513 Nieznany (2)
MiBM semestr 3 wyklad 2 id 2985 Nieznany
algebra 2006 wyklad id 57189 Nieznany (2)
olczyk wyklad 9 id 335029 Nieznany
więcej podobnych podstron