ANALIZA WYNIKÓW POMIARÓW
(AWP)
Jednostka prowadz
ą
ca:
Instytut Metrologii i In
ż
ynierii Biomedycznej
Autor programu:
dr in
ż
. Jerzy Arendarski

Procedura ogólna szacowania
niepewno
ś
ci pomiaru
2010-10-08
Obliczanie niepewno
ś
ci nie jest ani zadaniem rutynowym, ani zadaniem
czysto matematycznym; zale
ż
y ono od szczegółowej wiedzy o naturze
wielko
ś
ci mierzonej i pomiaru. Dlatego te
ż
jako
ść
i u
ż
yteczno
ść
niepewno
ś
ci podawanej z wynikiem pomiaru w zasadniczy sposób zale
ż
y
od zrozumienia, krytycznej analizy i rzetelno
ś
ci tych, którzy uczestnicz
ą
w
ocenie jej warto
ś
ci. (Przewodnik ISO pkt.3.4.8)
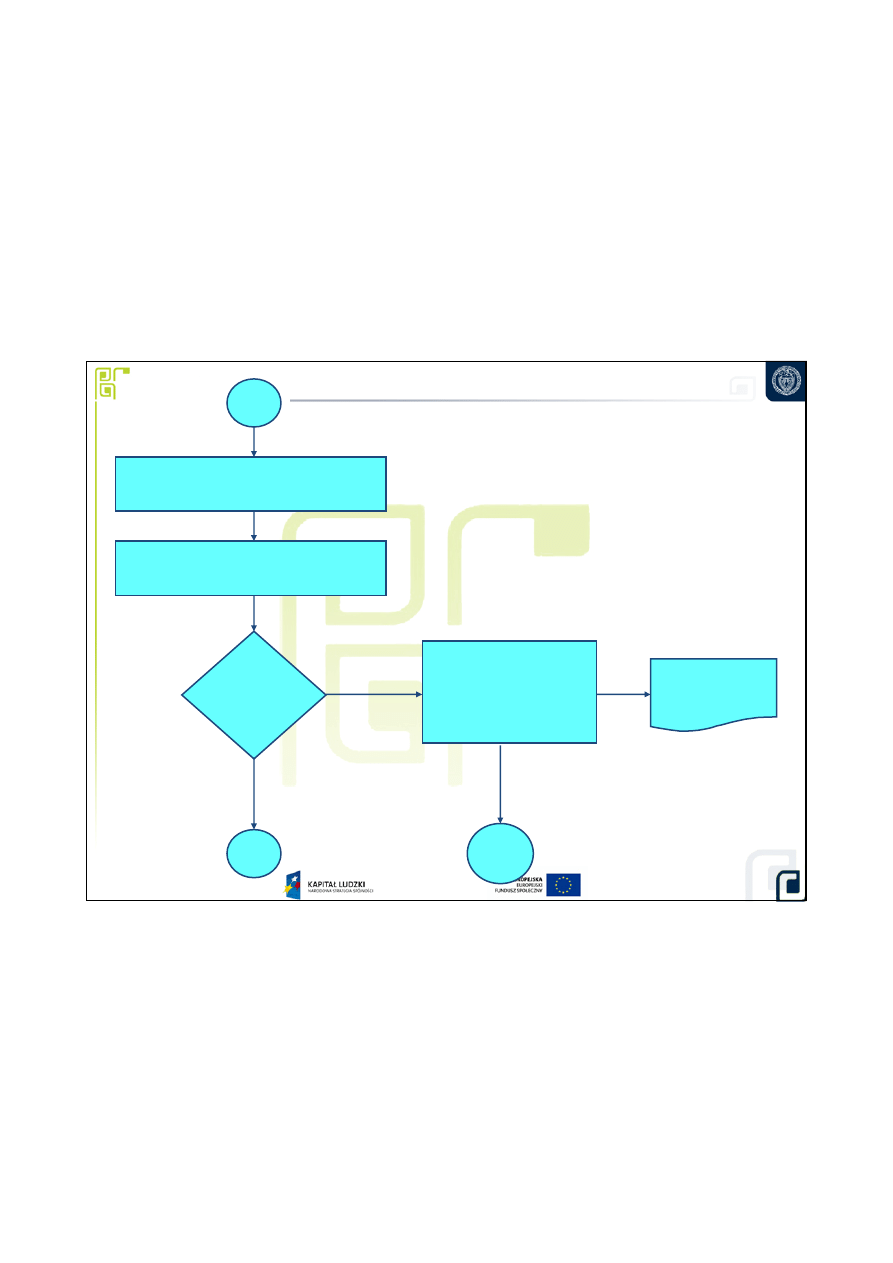
Procedura ogólna szacowania niepewno
ś
ci pomiaru
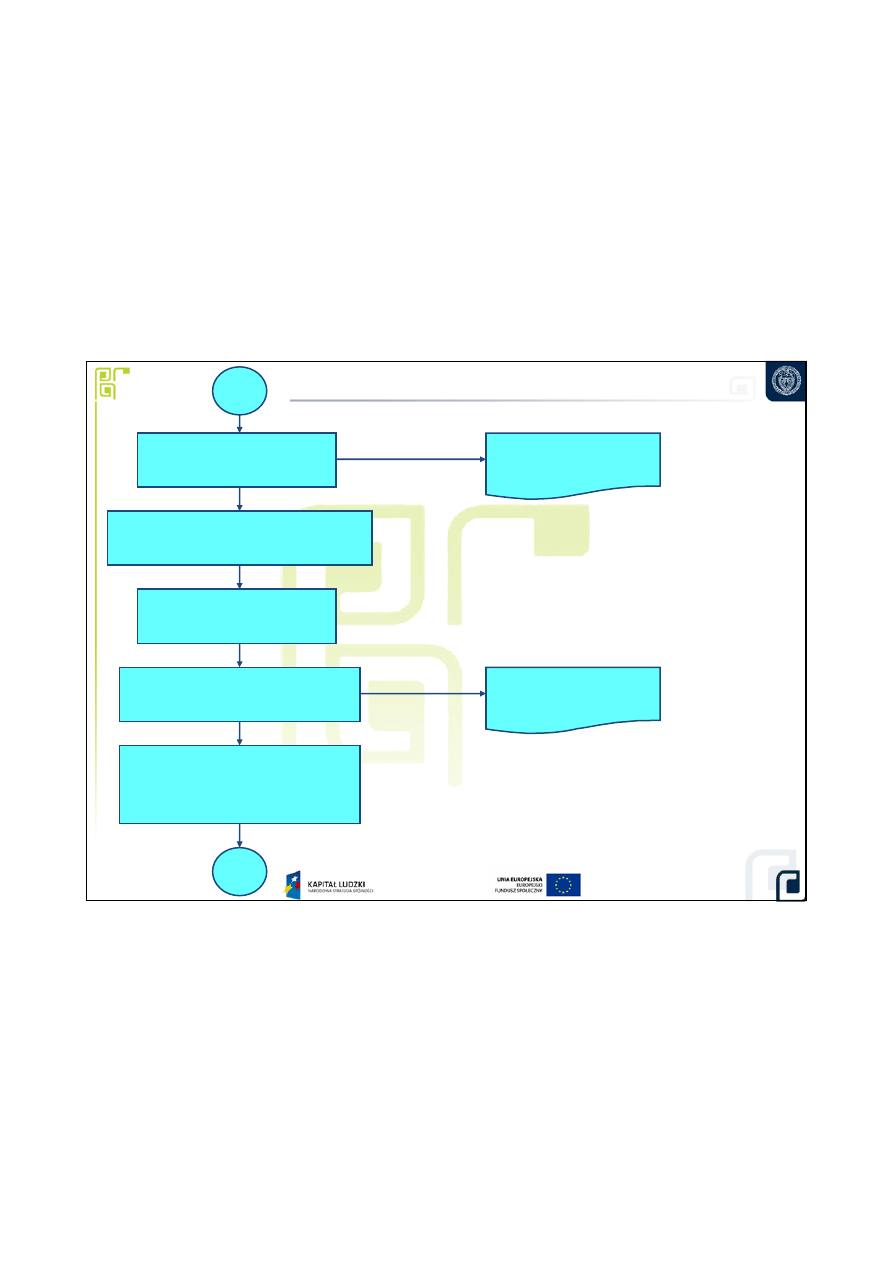
2. Okre
ś
lenie dopuszczalnej
niepewno
ś
ci pomiaru (Udop)
3. Analiza metod
pomiarowych
5. Sformułowanie
równania pomiaru
Y=f(X1, X2, ..., Xm-1, Xm)
6
1. Zdefiniowanie
wielko
ś
ci mierzonej
Raport z pomiarów
Start
4. Wybór metody pomiaru i
przyrz
ą
dów pomiarowych
Raport z pomiarów
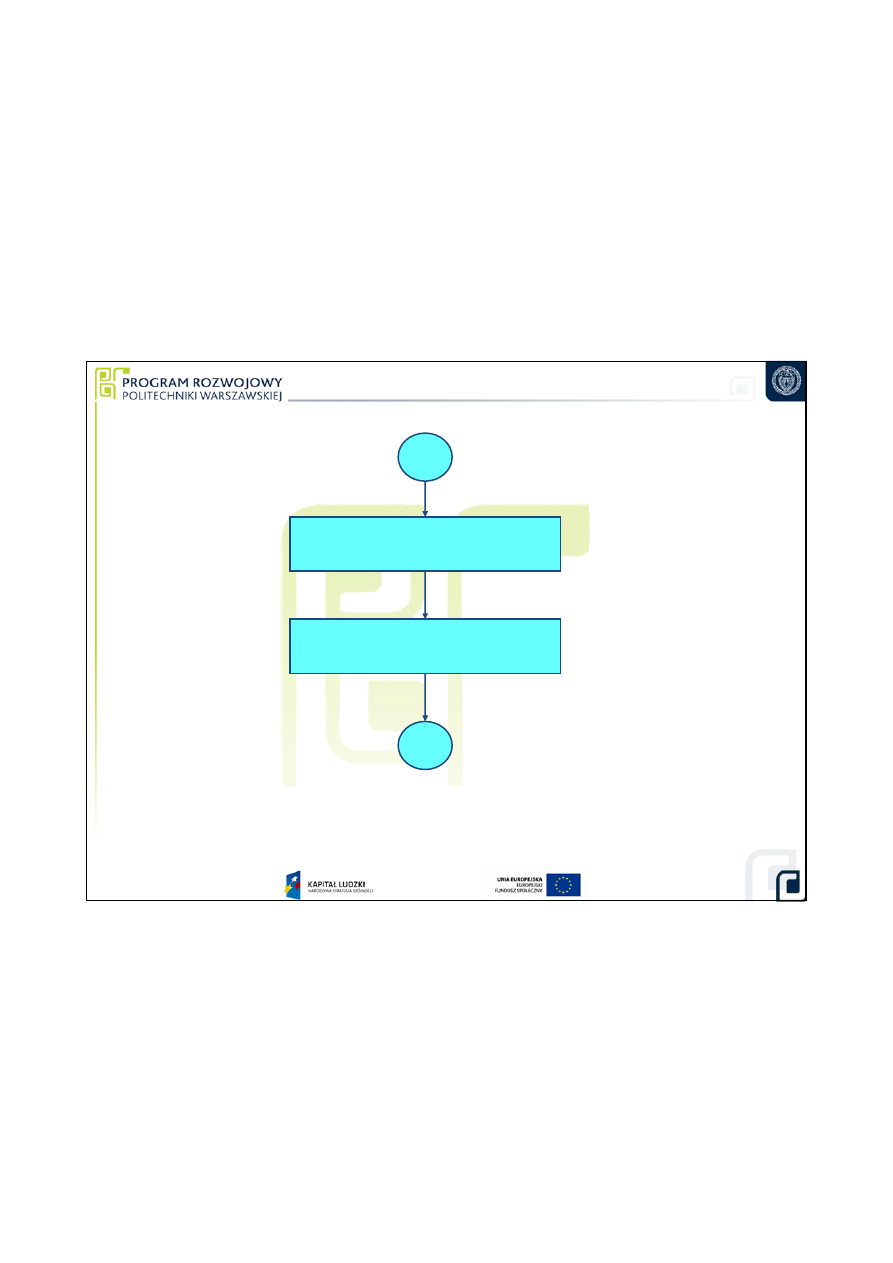
Procedura ogólna szacowania niepewno
ś
ci pomiaru
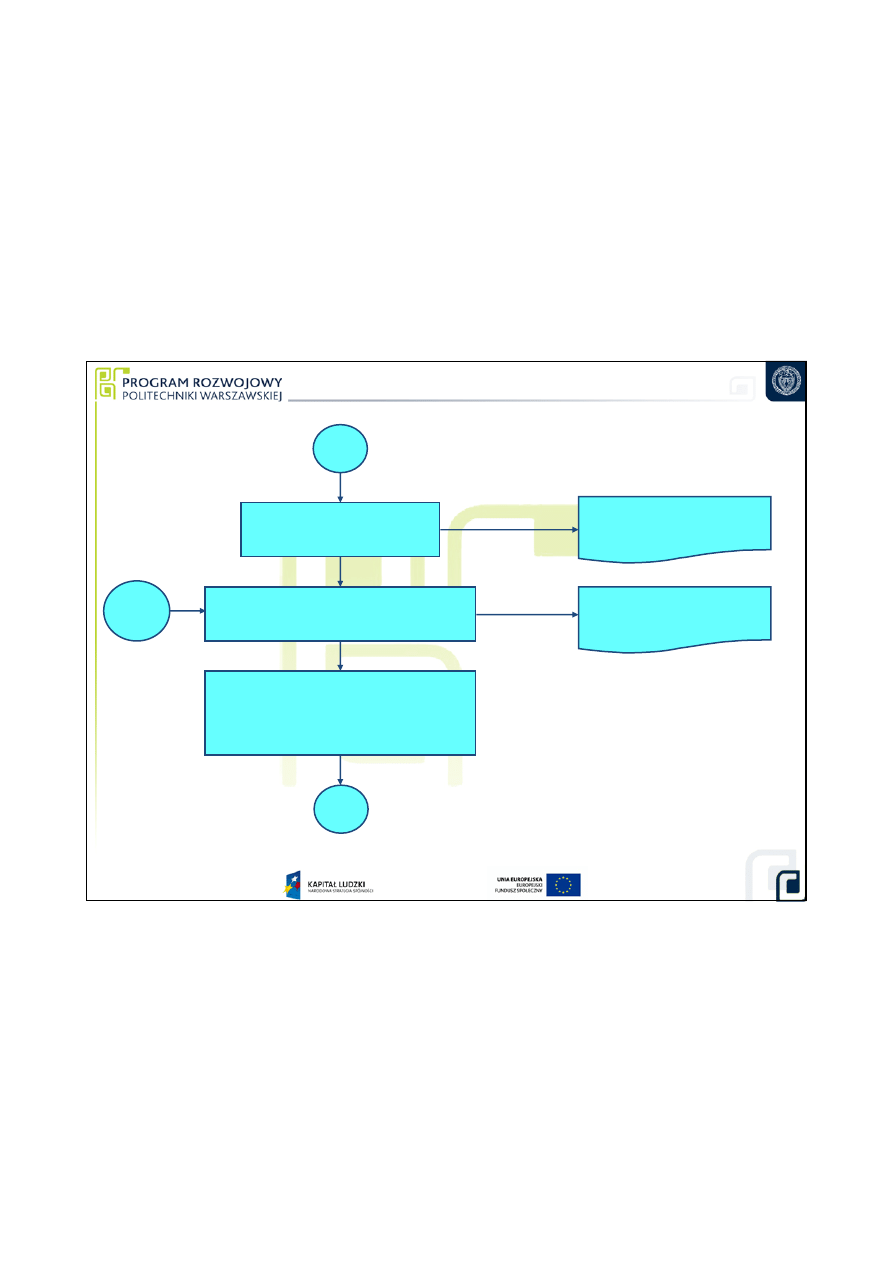
8. Oszacowanie niepewno
ś
ci
standardowych wielko
ś
ci
wej
ś
ciowych i wpływaj
ą
cych
9
6. Wykonanie
pomiaru (pomiarów)
Raport z pomiarów
(wyniki surowe)
5
7. Wyznaczenie poprawek
(obliczanie wyniku pomiaru)
Raport z pomiarów
(wyniki poprawione)
13
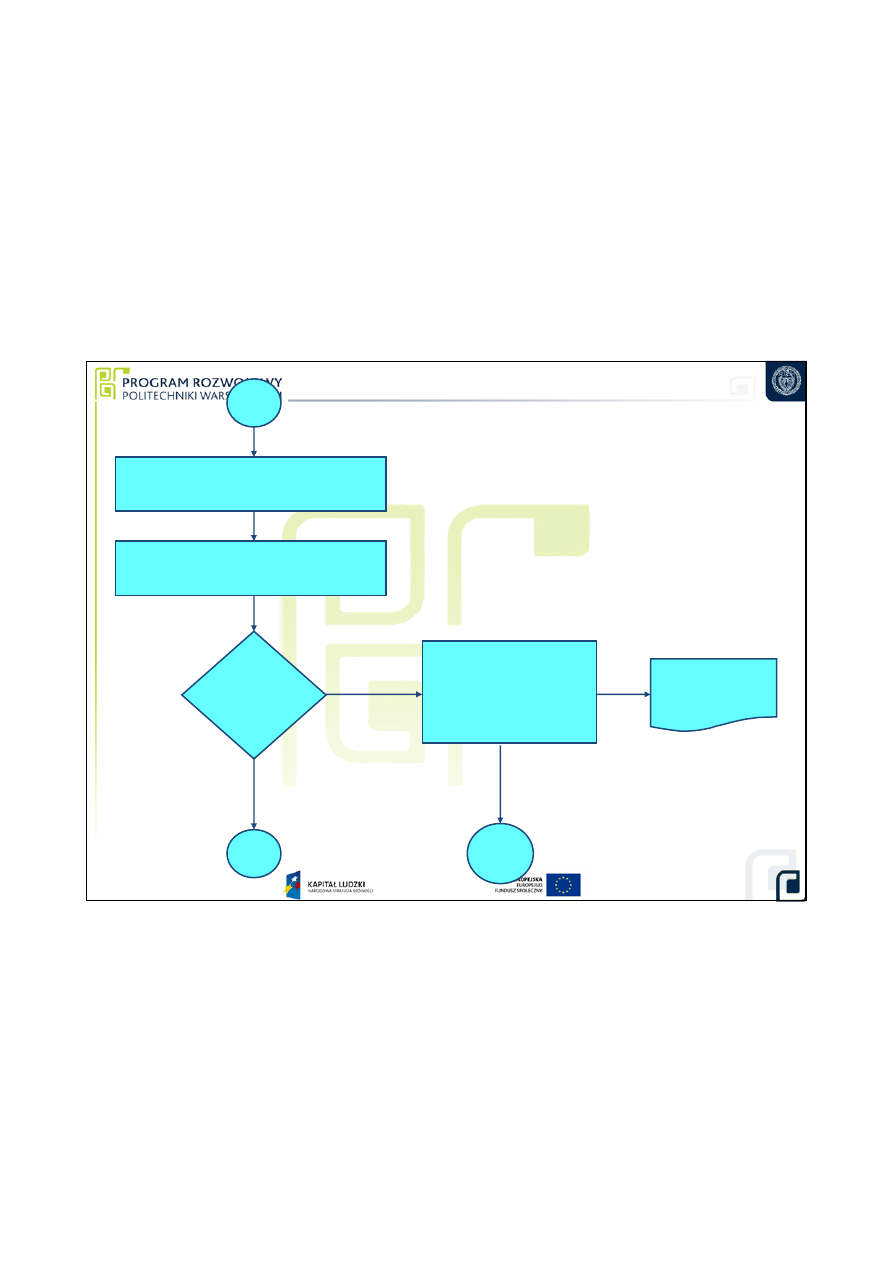
Procedura ogólna szacowania niepewno
ś
ci pomiaru
9. Wyznaczenie standardowej
niepewno
ś
ci zło
ż
onej
8
10. Wyznaczenie niepewno
ś
ci
rozszerzonej U(Y)
Czy
U(Y)
≤≤≤≤
Udop
11. Sformułowanie
ko
ń
cowej postaci
wyniku
Koniec
Raport z
pomiarów
TAK
12
NIE
Procedura ogólna szacowania niepewno
ś
ci pomiaru
12. Analiza wpływu
poszczególnych składowych
10
13. Wykonanie
dodatkowych pomiarów
7
Procedura ogólna szacowania niepewno
ś
ci pomiaru
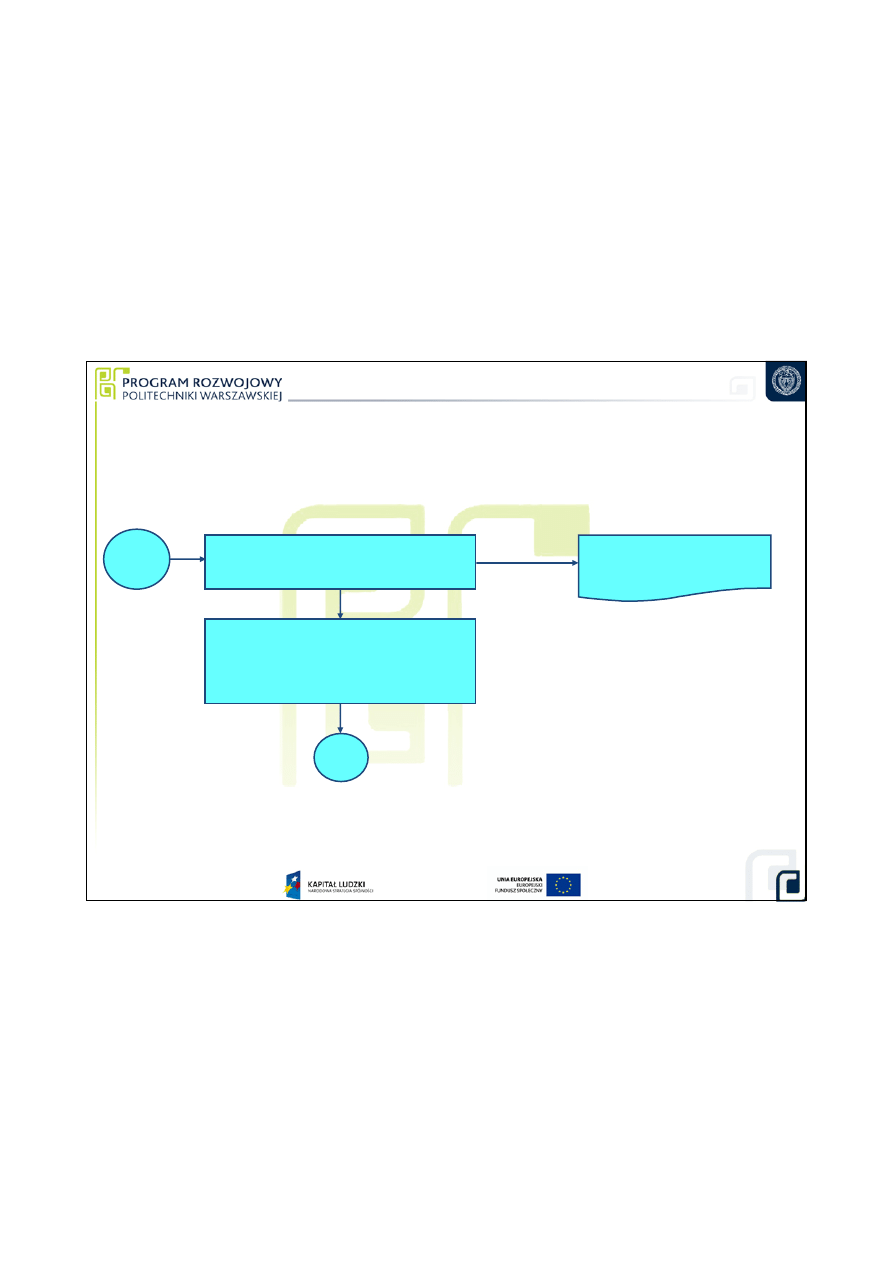
8. Oszacowanie niepewno
ś
ci
standardowych wielko
ś
ci
wej
ś
ciowych i wpływaj
ą
cych
9
7. Wyznaczenie poprawek
(obliczanie wyniku pomiaru)
Raport z pomiarów
(wyniki poprawione)
13
Procedura ogólna szacowania niepewno
ś
ci pomiaru
9. Wyznaczenie standardowej
niepewno
ś
ci zło
ż
onej
8
10. Wyznaczenie niepewno
ś
ci
rozszerzonej U(Y)
Czy
U(Y)
≤≤≤≤
Udop
11. Sformułowanie
ostatecznej postaci
wyniku
Koniec
Raport z
pomiarów
TAK
12
NIE
Procedura ogólna szacowania niepewno
ś
ci pomiaru

POMIAR SUWMIARKĄ
ELEKTRONICZNĄ
Przykłady realizacji procedury
szacowania niepewno
ś
ci pomiarów
Zadanie pomiarowe nr 1
Zmierzy
ć
wymiar zewn
ę
trzny oznaczony na rysunku symbolem 60h12 (T = 0,300 mm)
Dopuszczalna niepewno
ść
pomiaru, Udop= 0,030 mm.
Do pomiaru wybrano suwmiark
ę
elektroniczn
ą
o zakresie pomiarowym (0 – 150) mm
i rozdzielczo
ś
ci d = 0,01 mm;
ś
w. wzorcowania:
;
)
3
0
(
C
t
°
±
=
∆
mm
0,020
E
E
g
w
=
≤
mm;
0,0075
(W)
p
=
u
1
6
10
)
5
,
1
5
,
11
(
−
−
°
∗
∗
±
=
C
α
1. Równanie pomiaru
2. Równanie niepewno
ś
ci pomiaru
2.1. Współczynniki wpływu
2.2. Niepewno
ś
ci standardowe składowe
u(W) = u
p
(W) = 0,0075 mm
t
αδ
W
P
P
W
L
rw
w
+
+
+
=
( )
( )
( )
( )
( )
t
u
c
P
u
c
P
u
c
W
u
c
L
u
rw
w
δ
2
2
4
2
2
3
2
2
2
2
2
1
+
+
+
=
1
1
≈
∂
∂
=
W
L
c
1
3
=
∂
∂
=
rw
P
L
c
1
2
=
∂
∂
=
w
P
L
c
C
mm
°
=
∗
=
∂
∂
=
00069
,
0
4
α
δ
W
t
L
c
mm
mm
01155
,
0
3
020
,
0
3
)
(
=
=
=
Eg
P
u
w
mm
mm
0029
,
0
3
2
01
,
0
3
2
)
(
=
=
=
d
P
u
rw
C
C
°
=
°
=
73
,
1
3
3
)
( t
u
δ
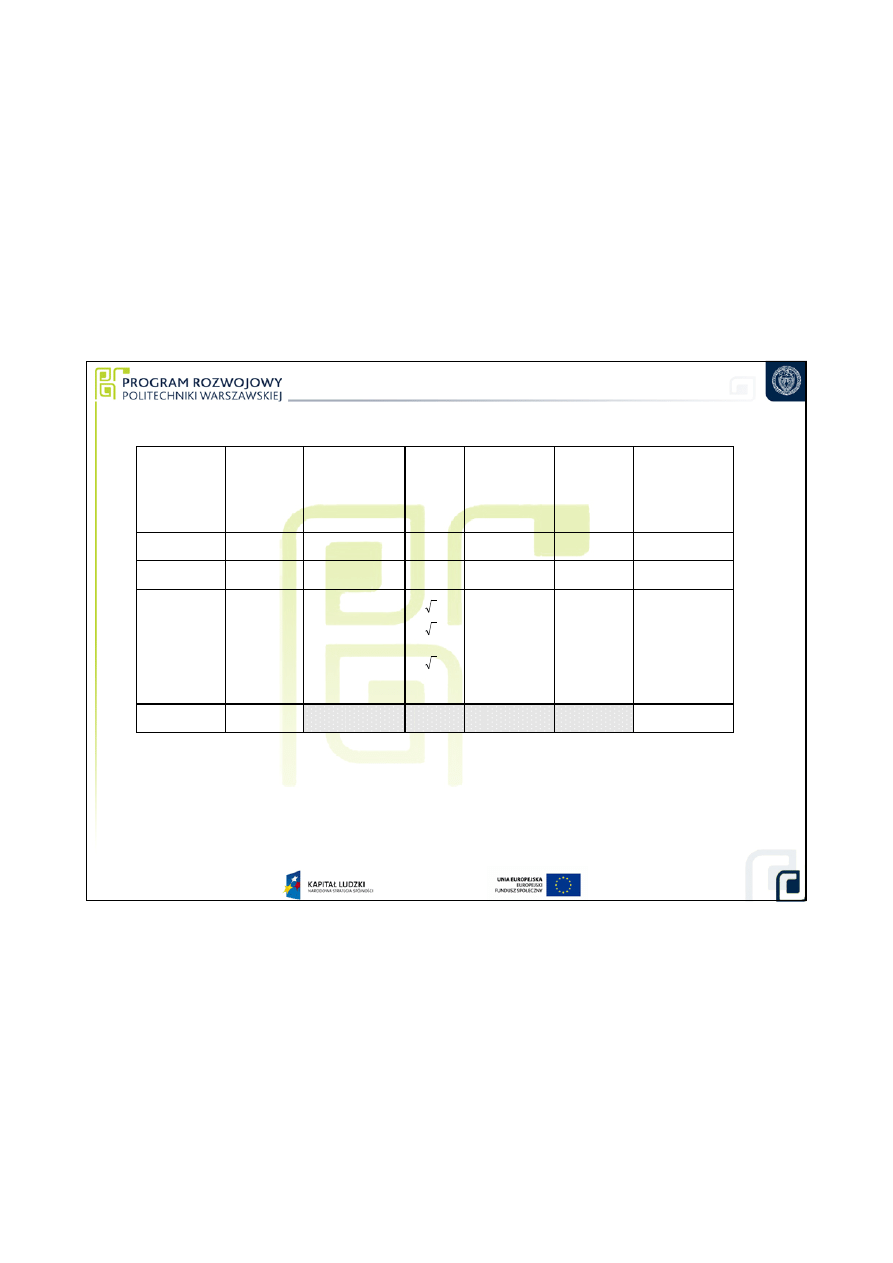
Pomiar suwmiark
ą
elektroniczn
ą
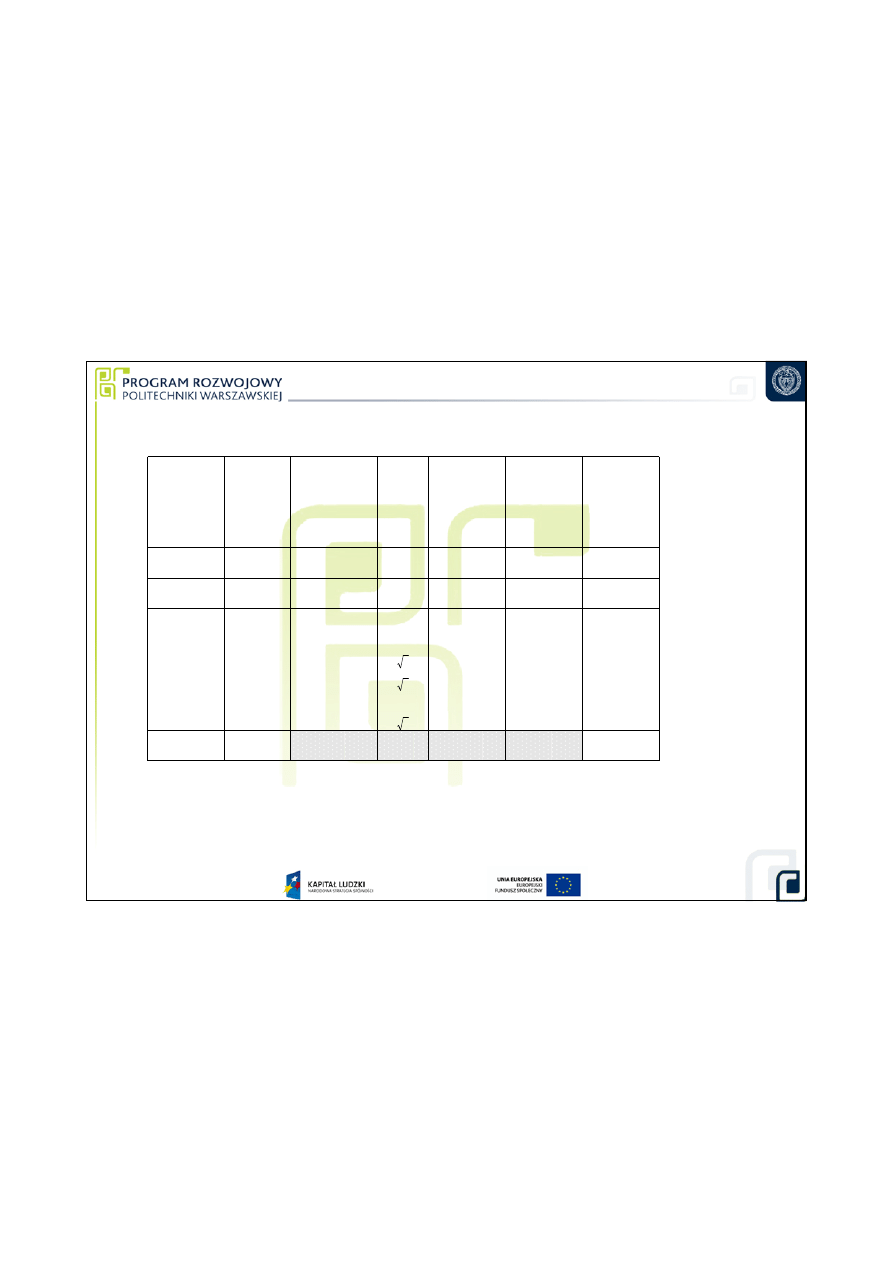
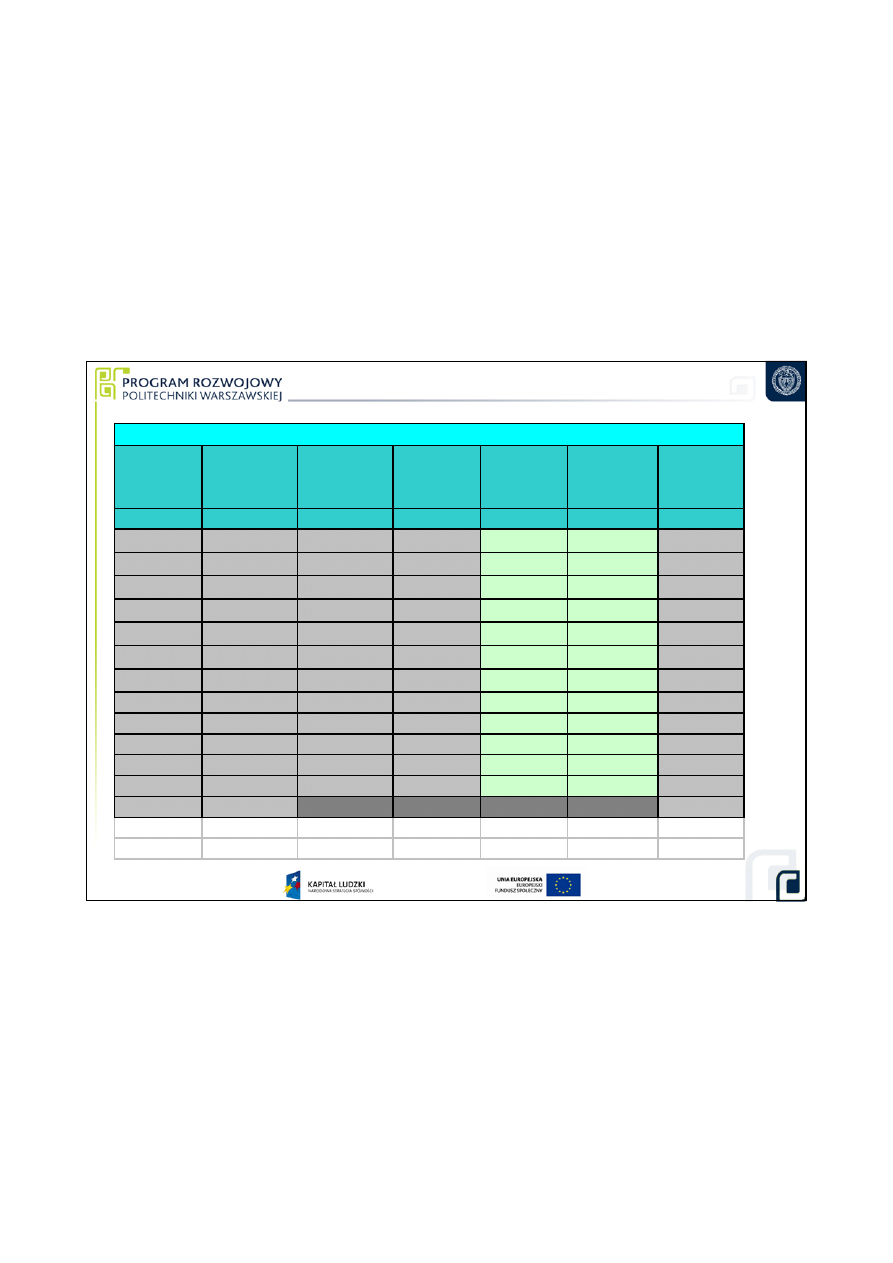
Bud
ż
et niepewno
ś
ci pomiaru
Wielko
ść
Oszaco-
wanie
Szeroko
ść
po
ł
ówkowa
Wsp.
rozrzut
u
Niepewn.
stand.
Wsp.
wp
ł
ywu
Sk
ł
adowe
niepewn.
z
ł
o
ż
onej
1
2
3
4
5
6
7
X
i
x
i
0,5R
i
k
*
u(X
i
)
c
i
u
i
(Y)
W
59,84
-
-
0,0075
1
0,0075
P
W
0
0,020
0,01155
1
0,01155
P
rw
0
0,005
0,0029
1
0,0029
δ
t
0
3
1,73
0,00069
0,00119
L
59,84
0,0141
3
3
3
Niepewno
ść
rozszerzona:
U(L) = 2 u(L) = 0,0282 mm
≈≈≈≈
0,028 mm < 0,030 mm
Pomiar suwmiark
ą
elektroniczn
ą
Pomijaj
ą
c w bud
ż
ecie trzeci
ą
składow
ą
(od rozdzielczo
ś
ci
przyrz
ą
du) otrzymamy:
U(L) = 2 u(L) = 0,02765 mm
≈≈≈≈
0,028 mm
Ko
ń
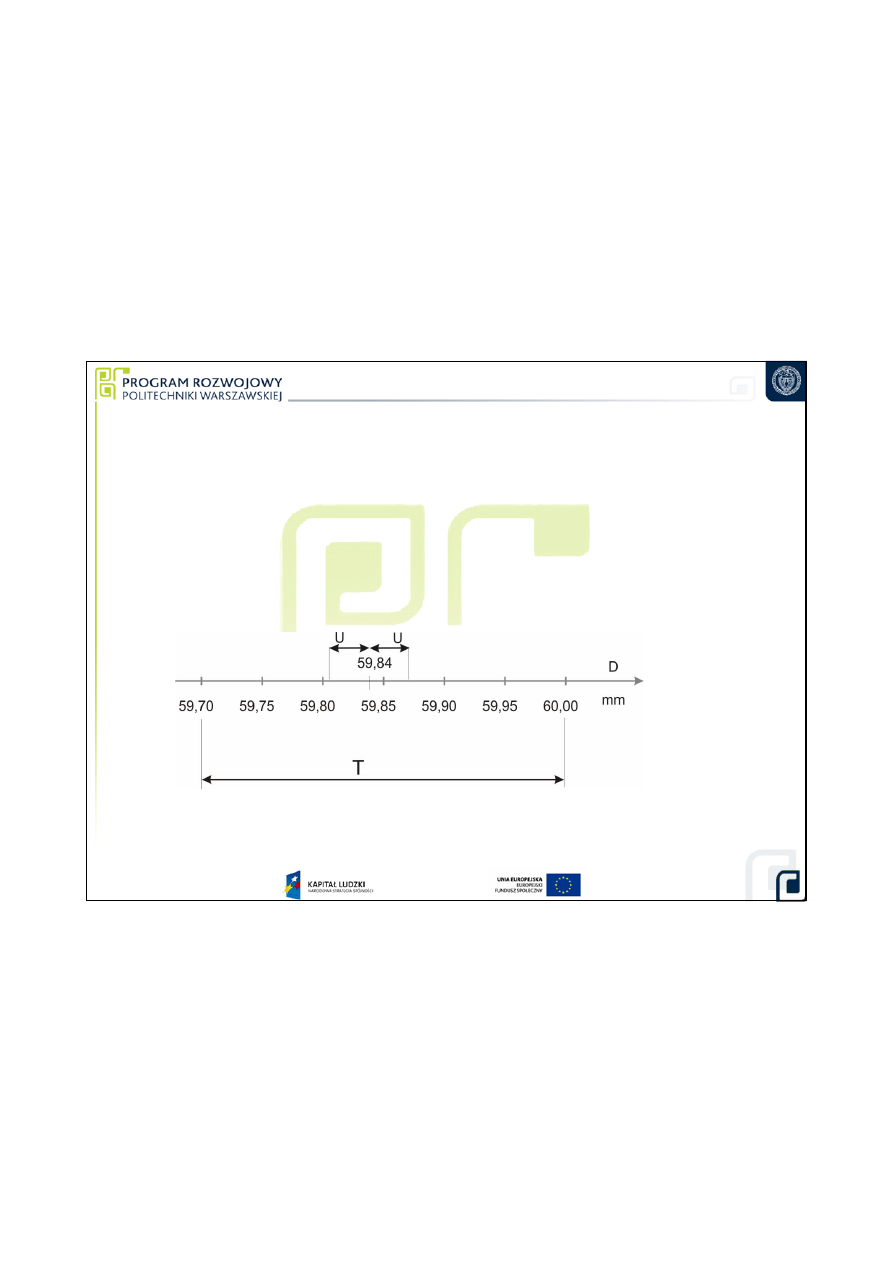
cowy wynik pomiaru:
L = (59,840 ± 0,028) mm
Pomiar suwmiark
ą
elektroniczn
ą
Długo
ść
mierzonego elementu zawiera si
ę
w dopuszczalnych
granicach (59,70 ÷ 60,00) mm

POMIAR MIKROMETREM
Zadanie pomiarowe nr 2
Zmierzy
ć
wymiar zewn
ę
trzny, oznaczony na rysunku symbolem 25h9 (T=0,052 mm);
dopuszczalna niepewno
ść
pomiaru: Udop= 0,005 mm.
Do pomiaru wybrano mikrometr analogowy o zakresie pomiarowym (0 – 25) mm
i warto
ś
ci działki elementarnej 0,01 mm;
ś
w. wzorcowania: Ek = 4,5 µm, U(E) = 1,5 µm
Przykłady szacowania
niepewno
ś
ci pomiarów
Obliczenia:
1
. Równanie pomiaru
2. Równanie niepewno
ś
ci pomiaru
2.1. Współczynniki wpływu
2.2. Niepewno
ś
ci standardowe składowe
u(W)=u
p
(W) = 0,0006 mm
t
αδ
W
P
P
W
D
rw
w
+
+
+
=
( )
( )
( )
( )
( )
t
u
c
P
u
c
P
u
c
W
u
c
D
u
rw
w
δ
2
2
4
2
2
3
2
2
2
2
2
1
+
+
+
=
1
1
=
∂
∂
=
W
D
c
x
1
3
=
∂
∂
=
rw
P
D
c
1
2
=
∂
∂
=
w
P
D
c
C
mm
°
=
∗
=
∂
∂
=
000288
,
0
4
α
δ
W
t
D
c
mm
mm
00346
,
0
3
006
,
0
3
)
(
)
(
=
=
+
=
w
k
w
E
U
E
P
u
mm
mm
00029
,
0
3
2
001
,
0
3
2
)
(
=
=
=
d
P
u
rw
C
C
°
=
°
=
73
,
1
3
3
)
( t
u
δ
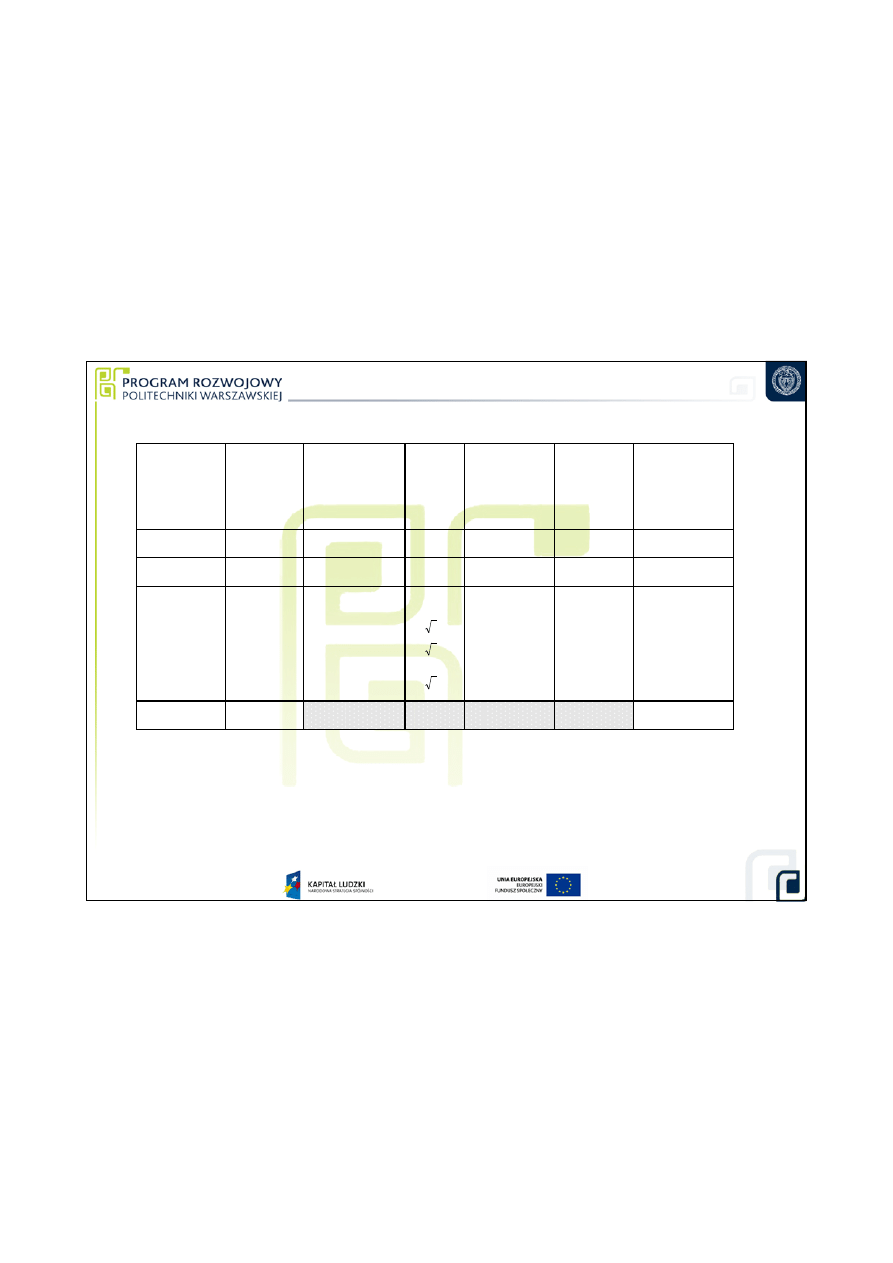
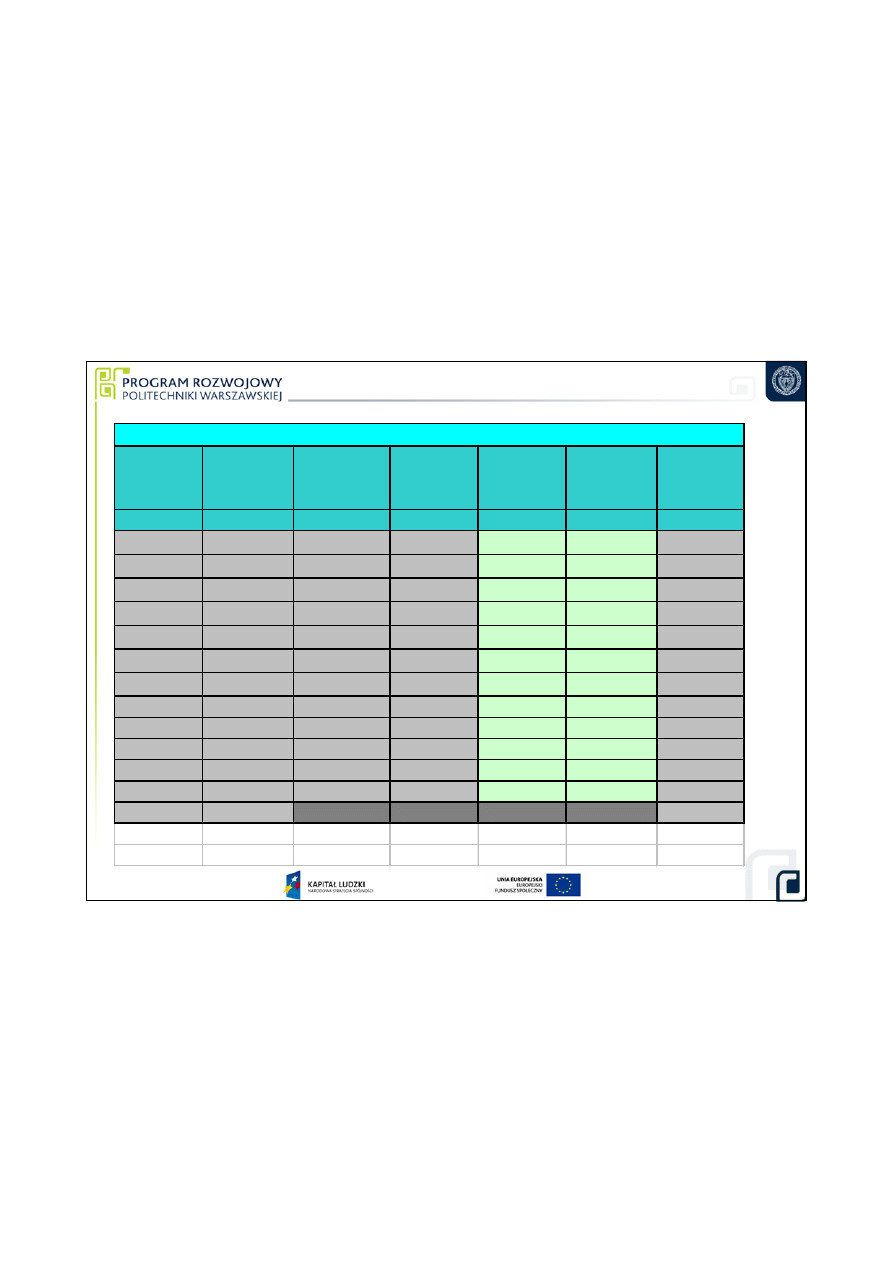
Pomiar mikrometrem
Bud
ż
et niepewno
ś
ci pomiaru:
Wielkość
Oszaco-
wanie
Szerokość
połówkowa
Wsp.
rozrzutu
Niepewn.
stand.
Wsp.
wpływu
Składowe
niepewn.
złożonej
1
2
3
4
5
6
7
X
i
x
i
0,5R
i
k
*
u(X
i
)
c
i
u
i
(Y)
W
24,975
-
-
0,0006
1
0,0006
P
W
0
0,006
0,00346
1
0,00346
P
rw
0
0,0005
0,0003
1
0,0003
δ
t
0
3
1,73
0,000288
0,0005
D
24,975
0,00356
3
3
3
U(D) = 2 u(D) = 0,00712 mm
≈≈≈≈
0,007 mm >
U
dop
= 0,005 mm
U(D) = 1,65 u(D) = 0,005874 mm
≈≈≈≈
0,006 mm > 0,005 mm
Rozkład wynikowy zbliżony do dominującego rozkładu prostokątnego
Pomiar mikrometrem
Pomijaj
ą
c w bud
ż
ecie trzeci
ą
składow
ą
(od rozdzielczo
ś
ci przyrz
ą
du)
otrzymamy:
U(D) = 1,65 u(D) = 1,65*0,00355 mm
≈≈≈≈
0,006 mm >
U
dop
Nie jest spełnione wymaganie dotycz
ą
ce niepewno
ś
ci
dopuszczalnej ze wzgl
ę
du na zbyt du
ż
e bł
ę
dy wskazania
zastosowanego mikrometru.
Zastosowano wi
ę
c do pomiaru mikrometr elektroniczny, który miał
w
ś
wiadectwie potwierdzenie zgodno
ś
ci z PN-82/M-53200
i otrzymano nowy bud
ż
et.
Pomiar mikrometrem
Bud
ż
et niepewno
ś
ci pomiaru:
Wielkość
Oszaco-
wanie
Szerokość
połówkowa
Wsp.
rozrzutu
Niepewn.
stand.
Wsp.
wpływu
Składowe
niepewn.
złożonej
1
2
3
4
5
6
7
X
i
x
i
0,5R
i
k
*
u(X
i
)
c
i
u
i
(Y)
W
24,975
-
-
0,0005
1
0,0005
P
W
0
0,004
0,00231
1
0,00231
P
rw
0
0,0005
0,0003
1
0,0003
δ
t
0
3
1,73
0,000288
0,0005
D
24,975
0,002434
3
3
3
U(D) = 2 u(D) = 0,00487 mm
≈≈≈≈
0,005 mm =
Udop
= 0,005 mm
U(D) = 1,65 u(D) = 0,00402 mm
≈≈≈≈
0,004 mm < 0,005 mm
Rozkład wynikowy zbliżony do dominującego rozkładu prostokątnego
Pomiar mikrometrem
Pomijaj
ą
c w bud
ż
ecie trzeci
ą
składow
ą
(od rozdzielczo
ś
ci przyrz
ą
du)
otrzymamy:
U(D) = 1,65 u(D) = 0,003986 mm
≈≈≈≈
0,004 mm
Ko
ń
cowy wynik pomiaru:
D = (24,975 ± 0,004) mm
Ś
rednica mierzonego elementu zawiera si
ę
w dopuszczalnych
granicach (24,948 ÷ 25,000) mm
Pomiar mikrometrem
Potrzebny jest wzorzec długo
ś
ci o wymiarze nominalnym
l
n
= 20,365 mm; U
dop
= 0,001 mm.
Zadanie pomiarowe nr 3
Do budowy stosu wykorzystano płytki wzorcowe z kompletu klasy 2.
W
ś
wiadectwie wzorcowania kompletu płytek było potwierdzenie
zgodno
ś
ci z wymaganiami normy PN-EN ISO 3650
Przy obliczaniu długo
ś
ci stosu wykorzystano graniczne bł
ę
dy
dopuszczalne długo
ś
ci poszczególnych płytek.
Szacowanie niepewno
ś
ci
wyznaczenia długo
ś
ci stosu płytek
Stos o długo
ś
ci nominalnej 20,365 mm
zło
ż
ono z płytek klasy 2 wymienionych w tablicy:
Lp.
D
ł
ugo
ść
nominalna
p
ł
ytki
l
ni
mm
Odchy
ł
ki graniczne
d
ł
ugo
ś
ci
±
t
e
µ
m
1
1,005
0,45
2
1,06
0,45
3
1,3
0,45
4
2
0,45
5
15
0,6
Obliczenie długo
ś
ci stosu na podstawie odchyłek
granicznych długo
ś
ci poszczególnych płytek
W tym przypadku zakresy zmienno
ś
ci zawieraj
ą
si
ę
w przedziałach odchyłek
granicznych, a poprawki długo
ś
ci nie przekraczaj
ą
granic tych przedziałów.
1. Wzór na długo
ść
stosu:
2. Niepewno
ść
standardowa zło
ż
ona:
gdzie:
(
) ( )
L
U
n
n
n
n
±
+
+
+
+
+
+
+
+
+
=
5
4
3
n3
2
1
P
l
P
l
P
l
P
l
P
l
L
5
4
2
1
( )
( )
( )
( )
( )
( )
5
2
4
2
3
2
2
2
2
1
2
P
u
P
u
P
u
P
u
P
u
L
u
+
+
+
+
=
3
ei
i
t
P
u
=
)
(
Obliczenie długo
ś
ci stosu na podstawie odchyłek
granicznych długo
ś
ci poszczególnych płytek
Bud
ż
et niepewno
ś
ci pomiaru
Wielkość
Oszaco-
wanie
Szerokość
połówkowa
Wsp.
rozrzutu
Niepewn.
stand.
Wsp.
wpływu
Składowe
niepewn.
złożonej
1
2
3
4
5
6
7
X
i
x
i
0,5R
i
k
*
u(X
i
)
c
i
u
i
(Y)
l
n1
1,005
-
-
-
-
-
P
1
0
0,00045
0,00026
1
0,00026
l
n2
1,06
-
-
-
-
-
P
2
0
0,00045
0,00026
1
0,00026
l
n3
1,3
-
-
-
-
-
P
3
0
0,00045
0,00026
1
0,00026
l
n4
2
-
-
-
-
-
P
4
0
0,00045
0,00026
1
0,00026
l
n5
15
-
-
-
-
-
P
5
0
0,0006
0,00035
1
0,00035
L
20,365
0,000627
3
3
3
3
3
U(L) = 2 u(L) = 0,001254 mm
≈
0,0013 mm
Długo
ść
stosu płytek wynosi
L = (20,3650 ± 0,0013) mm
Nie jest spe
ł
nione wymaganie
U(L) ≤ 0,001mm
Obliczenie długo
ś
ci stosu na podstawie odchyłek
granicznych długo
ś
ci poszczególnych płytek
Stos o długo
ś
ci nominalnej 20,365 mm zło
ż
ono z płytek wymienionych w tablicy:
Lp.
Długość nominalna
płytki
l
ni
mm
Poprawka długości
ś
rodkowej
P
ci
µ
m
Niepewność
pomiaru
U(P
ci
)
µ
m
1
1,005
+0,35
0,20
2
1,06
-0,22
0,20
3
1,3
-0,15
0,20
4
2
+0,25
0,20
5
15
-0,30
0,24
Tolerancja zmienno
ś
ci długo
ś
ci ww. płytek - t
ν
= 0,3
µ
m
W zwi
ą
zku z negatywnym wynikiem pierwszej analizy, zdecydowano wykorzysta
ć
przy obliczaniu długo
ś
ci stosu poprawki podane w
ś
wiadectwie wzorcowania.
Obliczenie długo
ś
ci stosu płytek z wykorzystaniem poprawek
1. Wzór na długo
ść
stosu:
gdzie:
P
ci
– poprawka długo
ś
ci
ś
rodkowej płytki,
P
ν
i
– poprawka zwi
ą
zana ze zmienno
ś
ci
ą
długo
ś
ci płytki.
2. Wzór na niepewno
ść
standardow
ą
:
3. Niepewno
ś
ci standardowe u(P
ci
) poprawek długo
ś
ci
ś
rodkowych:
4. Niepewno
ś
ci standardowe u(P
ν
i
) poprawek zwi
ą
zanych ze zmienno
ś
ci
ą
długo
ś
ci:
(
) ( )
L
U
P
P
P
P
P
n
n
n
n
±
+
+
+
+
+
+
+
+
+
+
+
+
+
+
=
5
5
4
4
3
2
2
1
1
ν
ν
ν
ν
ν
c5
c4
c3
n3
c2
c1
P
l
P
l
P
l
P
l
P
l
L
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
( )
5
2
5
c
2
4
2
4
c
2
3
2
3
c
2
2
2
2
c
2
1
2
1
c
2
P
u
P
u
P
u
P
u
P
u
P
u
P
u
P
u
P
u
P
u
L
u
ν
ν
ν
ν
ν
+
+
+
+
+
+
+
+
+
=
2
)
(
)
(
ci
ci
P
U
P
u
=
3
2
)
(
i
i
t
P
u
ν
ν
=
Obliczenie długo
ś
ci stosu płytek z wykorzystaniem poprawek
Wielkość
Oszaco-
wanie
Szerokość
połówkow
a
Wsp.
roz-rzu
tu
Niepewn.
stand.
Wsp.
wpływu
Składowe
niepewn.
złożonej
1
2
3
4
5
6
7
X
i
x
i
0,5R
i
k
*
u(X
i
)
c
i
u
i
(Y)
l
n1
1,005
-
-
-
-
-
P
c1
0,00035
0,0002
2
0,0001
1
0,0001
P
ν
1
0
0,00015
0,000087
1
0,000087
l
n2
1,06
-
-
-
-
-
P
c2
-0,00020
0,0002
2
0,0001
1
0,0001
P
ν
2
0
0,000015
0,000087
1
0,000087
l
n3
1,3
-
-
-
-
-
P
c3
-0,00015
0,0002
2
0,0001
1
0,0001
P
ν
3
0
0,00015
0,000087
1
0,000087
l
n4
2
-
-
-
-
-
P
c4
+0,00025
0,0002
2
0,0001
1
0,0001
P
ν
4
0
0,00015
0,000087
1
0,000087
l
n5
15
-
-
-
-
-
P
c5
-0,00030
0,00024
2
0,00012
1
0,00012
P
ν
5
0
0,00015
0,000087
1
0,000087
L
20,36495
0,000304
Bud
ż
et niepewno
ś
ci pomiaru
3
3
3
3
3
U(L) = 2 u(L)
= 0,000607 mm
≈
0,0006 mm < U
dop
= 0,001 mm
Długo
ść
stosu płytek wynosi
L= (20,3650 ± 0,0006) mm
Obliczenie długo
ś
ci stosu płytek z wykorzystaniem poprawek

POMIAR
Ś
REDNICY OTWORU Z NIEPEWNO
Ś
CI
Ą
U(D) <= 0,01 mm
D
W
Przykłady szacowania niepewno
ś
ci pomiarów
Równanie pomiaru:
((((
)))) ((((
))))
t
w
w
w
P
L
P
W
P
W
D
++++
++++
++++
−−−−
++++
====
1
1
2
2
gdzie:
W2 – wskazanie przyrz
ą
du na mierzonym otworze,
Pw2 – poprawka wskazania,
W1 - wskazanie przyrz
ą
du na wzorcu pier
ś
cieniowym,
Pw1 - poprawka wskazania,
Lw - wymiar wzorca,
Pt -
poprawka temperaturowa
Pt = L
n
αααα ∆∆∆∆
t
gdzie:
L
n
-
wymiar nominalny wzorca,
α
-
współczynnik rozszerzalno
ś
ci liniowej,
∆∆∆∆
t –
ró
ż
nica temperatur wzorca i elementu mierzonego.
Pomiar
ś
rednicy otworu
t
L
L
P
P
W
P
P
W
D
n
w
w
r
w
r
∆∆∆∆
⋅⋅⋅⋅
++++
++++
−−−−
−−−−
−−−−
++++
++++
====
αααα
1
1
1
2
2
2
gdzie:
P
r2
i P
r1
- poprawki zwi
ą
zane z rozdzielczo
ś
ci
ą
ROZBUDOWANE RÓWNANIE POMIARU:
RÓWNANIE NIEPEWNO
Ś
CI POMIARU:
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
)
(
2
2
2
1
2
1
2
1
2
2
2
2
2
2
2
t
u
L
L
u
P
u
P
u
W
u
P
u
P
u
W
u
D
u
n
w
w
r
w
r
∆∆∆∆
⋅⋅⋅⋅
++++
++++
++++
++++
++++
++++
++++
====
αααα
Przyjmuj
ą
c:
u(W
1
)= u(W
2
)= u(W)
u(P
r1
)= u(P
r2
)= u(P
r
)
u(P
w1
)= u(P
w2
)= u(P
w
)
Pomiar
ś
rednicy otworu
)
(
)
(
)
(
)
(
2
)
(
2
)
(
2
)
(
2
2
2
2
2
2
t
u
L
L
u
P
u
P
u
W
u
D
u
n
w
w
r
∆∆∆∆
⋅⋅⋅⋅
++++
++++
++++
++++
====
αααα
RÓWNANIE NIEPEWNO
Ś
CI POMIARU:
Dane do oblicze
ń
:
W
2
= 0,2235 mm
W
1
= 0,1235 mm
L
w
= (100,0008
±
0,0009) mm
L
n
= 100 mm
we = 0,001mm
E
g
=
±
0,003 mm
∆
t = (0 ± 2)
°
C
α
= (11,5
±
1,5)·10
-6
°
C
-1
u
p
(W) = 0,0006 mm
Pomiar
ś
rednicy otworu
wielko
ść
Oszacowa
nie
Szeroko
ść
połówkowa
Wsp.
Rozrzuty
Niepewn.s
tand.
Wsp.
wpływu
Składowe
niep.
zło
ż
.
1
2
3
4
5
6
7
W
2
0,2235
0,0006
1,00E+00
6,00E-04
P
r2
0
0,0005
1,732051 2,89E-04
1,00E+00
2,89E-04
P
w2
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
W
1
0,1235
0,0006
1,00E+00
6,00E-04
P
r1
0,00E+00
0,0005
1,732051 2,89E-04
1,00E+00
2,89E-04
P
w1
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
L
w
100,0008
0,0009
2 4,50E-04
1,00E+00
4,50E-04
α
α
α
α
0,0000115
1,50E-06
2
0,0000
0,00E+00 0,00E+00
∆
∆∆
∆
t
0
2
1,732051
1,1547
1,15E-03
1,33E-03
D
100,1008
0,002975
0,006
Bud
ż
et niepewno
ś
ci pomiaru
ś
rednicy otworu
Pomiar
ś
rednicy otworu
wielko
ść
Oszacowa
nie
Szeroko
ść
połówkowa
Wsp.
Rozrzuty
Niepewn.s
tand.
Wsp.
wpływu
Składowe
niep.
zło
ż
.
1
2
3
4
5
6
7
W
2
0,2235
0,0006
1,00E+00
6,00E-04
P
r2
0
0,0005
1,732051 2,89E-04
0,00E+00 0,00E+00
P
w2
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
W
1
0,1235
0,0006
1,00E+00
6,00E-04
P
r1
0,00E+00
0,0005
1,732051 2,89E-04
0,00E+00 0,00E+00
P
w1
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
L
w
100,0008
0,0009
2 4,50E-04
1,00E+00
4,50E-04
α
α
α
α
1,15E-05
1,50E-06
2
0,0000
0,00E+00 0,00E+00
∆
∆∆
∆
t
0
2
1,732051
1,1547
1,15E-03
1,33E-03
D
100,1008
0,002947
0,006
Bud
ż
et niepewno
ś
ci pomiaru
ś
rednicy otworu
Pomiar
ś
rednicy otworu
wielko
ść
Oszacowa
nie
Szeroko
ść
połówkowa
Wsp.
Rozrzuty
Niepewn.s
tand.
Wsp.
wpływu
Składowe
niep.
zło
ż
.
1
2
3
4
5
6
7
W
2
0,2235
0,0006
0,00E+00 0,00E+00
P
r2
0
0,0005
1,732051 2,89E-04
0,00E+00 0,00E+00
P
w2
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
W
1
0,1235
0,0006
0,00E+00 0,00E+00
P
r1
0,00E+00
0,0005
1,732051 2,89E-04
0,00E+00 0,00E+00
P
w1
0
3,00E-03
1,732051 1,73E-03
1,00E+00
1,73E-03
L
w
100,0008
0,0009
2 4,50E-04
1,00E+00
4,50E-04
α
α
α
α
1,15E-05
1,50E-06
2
0,0000
0,00E+00 0,00E+00
∆
∆∆
∆
t
0
2
1,732051
1,1547
1,15E-03
1,33E-03
D
100,1008
0,002822
0,006
Bud
ż
et niepewno
ś
ci pomiaru
ś
rednicy otworu
Pomiar
ś
rednicy otworu
Ko
ń
cowy wynik pomiaru:
D = (100,101
±
0,006) mm
U(D) = 0,006 mm < U
dop
= 0,01 mm
Pomiar
ś
rednicy otworu
POMIAR OBJ
Ę
TO
ŚĆ
I WODY W KOTLE ENERGETYCZNYM
D = (300,0
±
1,0) cm
H = (200,0
±
1,0) cm
∆∆∆∆
p = (977,0
±
9,8) Pa
ρρρρ
= (0,998
±
0,001) g/cm
3
g = (979
±
4) cm/s
2
Niepewno
ść
wzgl
ę
dna dopuszczalna: 1 %
∆∆∆∆
h
∆∆∆∆
p
H
D
h
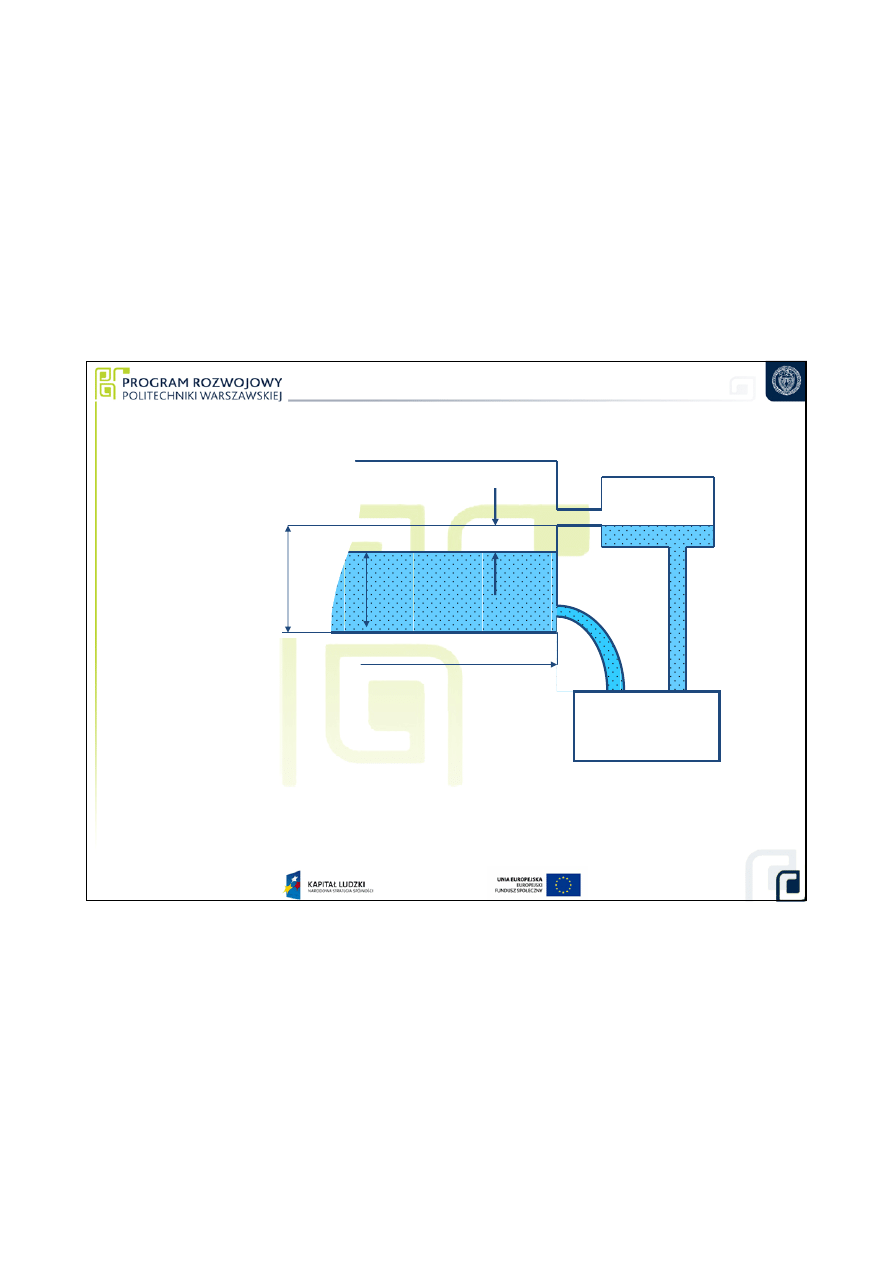
Przykłady szacowania niepewno
ś
ci pomiarów
4
2
H
D
V
ππππ
====
Pojemno
ść
zbiornika okre
ś
la wzór:
Poziom wody w zbiorniku:
h = H -
∆∆∆∆
h
Obni
ż
enie poziomu
∆∆∆∆
h wyznacza si
ę
z zale
ż
no
ś
ci:
g
p
h
⋅⋅⋅⋅
∆∆∆∆
====
∆∆∆∆
ρρρρ
Zatem obj
ę
to
ść
wody w zbiorniku okre
ś
la wzór:
((((
))))
h
H
D
V
w
∆∆∆∆
−−−−
====
4
2
ππππ
Pomiar obj
ę
to
ś
ci wody w kotle energetycznym
Obliczenie poziomu wody:
cm
s
cm
cm
g
s
cm
g
cm
g
p
H
h
00
,
190
979
998
,
0
9770
200
2
3
2
====
⋅⋅⋅⋅
⋅⋅⋅⋅
−−−−
====
⋅⋅⋅⋅
∆∆∆∆
−−−−
====
ρρρρ
∆∆∆∆
h = 10,00cm ±U(
∆
h); Vw= 13430308,6 cm
3
±U(V);
2
2
2
)
(
)
(
)
(
)
(
++++
++++
∆∆∆∆
====
∆∆∆∆
∆∆∆∆
g
g
u
u
p
p
u
h
h
u
ρρρρ
ρρρρ
(((( ))))
541
,
0
2
,
0
05
,
0
5
,
0
)
(
2
2
2
====
++++
++++
====
∆∆∆∆
∆∆∆∆
h
h
u
Pomiar obj
ę
to
ś
ci wody w kotle energetycznym
Niepewno
ść
standardowa u(
∆
h) wynosi:
u(
∆∆∆∆
h) = 10,00cm ·0,00541= 0,0541cm
h = H -
∆∆∆∆
h
2
2
2
2
054
,
0
5
,
0
)
(
)
(
)
(
+
=
∆
+
=
h
u
H
u
h
u
u(h) = 0,5 cm
4
2
h
D
V
w
ππππ
====
2
2
)
(
)
(
4
)
(
++++
====
h
h
u
D
D
u
V
V
u
w
w
Pomiar obj
ę
to
ś
ci wody w kotle energetycznym
16
,
0
300
5
,
0
)
(
====
====
D
D
u
%
26
,
0
190
5
,
0
)
(
====
====
h
h
u
%
4123
,
0
26
,
0
16
,
0
4
)
(
2
2
====
++++
⋅⋅⋅⋅
====
w
w
V
V
u
%
u(Vw) = 13430308,6 cm
3
· 0,004123 = 55373,16 cm
3
U(Vw) = 2· u(Vw) = 110000 cm
3
= 0,11 m
3
Pomiar obj
ę
to
ś
ci wody w kotle energetycznym
V
w
= (13,43 ± 0,11) m
3
U(V)/V = 0,11/13,43 = 0,82 % < U(V)/Vdop= 1 %
Studenci zechc
ą
opracowa
ć
bud
ż
et niepewno
ś
ci pomiaru dla tego przykładu.
Pomiar obj
ę
to
ś
ci wody w kotle energetycznym
Dzi
ę
kuj
ę
za uwag
ę
i zapraszam na dalsz
ą
cz
ęść
wykładu
Procedura ogólna szacowania
niepewno
ś
ci pomiaru
Wyszukiwarka
Podobne podstrony:
AWP wyklad 6 id 74557 Nieznany
AWP wyklad 3 id 74554 Nieznany
AWP wyklad 7 id 74558 Nieznany (2)
AWP wyklad 4 id 74555 Nieznany (2)
AWP wyklad 2 D id 74553 Nieznany
LOGIKA wyklad 5 id 272234 Nieznany
ciagi liczbowe, wyklad id 11661 Nieznany
AF wyklad1 id 52504 Nieznany (2)
Neurologia wyklady id 317505 Nieznany
ZP wyklad1 id 592604 Nieznany
CHEMIA SA,,DOWA WYKLAD 7 id 11 Nieznany
or wyklad 1 id 339025 Nieznany
II Wyklad id 210139 Nieznany
cwiczenia wyklad 1 id 124781 Nieznany
BP SSEP wyklad6 id 92513 Nieznany (2)
MiBM semestr 3 wyklad 2 id 2985 Nieznany
algebra 2006 wyklad id 57189 Nieznany (2)
olczyk wyklad 9 id 335029 Nieznany
więcej podobnych podstron