Temat : Cięcie termiczne
Wydział: Mechaniczny Technologiczny
Kierunek: MiBM
Grupa: 3
Semestr: V
Dawid Majcherek

CIĘCIE TERMICZNE
To rozdzielanie materiału za pomocą strumienia ciepła. W zależności od metody, proces
rozdzielenia jest albo skutkiem spalenia w tlenie metalu w szczelinie cięcia i wydmuchnięcia
tlenków, albo stopienia, ewentualnie odparowania metalu, a następnie usunięcia frakcji ciekłej
i gazowej przez strumień gazu.
Metody cięcia termicznego można podzielić na dwie grupy:
1. Cięcie przez spalanie, które wymaga zastosowania w procesie strumienia czystego
tlenu i jest ograniczone do metali, które spełniają określone warunki. Wyróżnić tu
można cięcie tlenem, tlenowo - proszkowe, lancą, łukowe, cięcie elementów
grubościennych cięcie o podwyższonej wydajności.
2. Cięcie przez topienie, stosowane w przypadku metali, które nie spełniają wymagań
umożliwiających cięcie tlenem. Wówczas zamiast spalania metalu w tlenie należy go
podgrzać do temperatury topnienia lub odparować i usunąć stopiony metal oraz jego
pary ze szczeliny cięcia. Konieczna jest do tego nadzwyczaj wysoka koncentracja
ciepła, niemożliwa do osiągnięcia przy zastosowaniu klasycznych palników,
spalających mieszanki gazowe. Do tej grupy zaliczyć można: cięcie plazmowe,
laserowe, drążenie wiązką elektronów.
CIĘCIE GAZOWE
Jest to dzielenie metalu przez jego miejscowe w strumieniu czystego tlenu, przy
współdziałaniu źródła ciepła, najczęściej płomienia gazowego. Miejsce rozpoczęcia cięcia
musi być podgrzane do temp. zapłonu, tj. do temperatury ok. 1300-1350°C dla stali
niskowęglowych niskowęglowych niskostopowych.
Warunki konieczne do wykonania cięcia:
1) Temperatura zapłonu metalu z tlenem powinna być niższa od temperatury topnienia
metalu (w przeciwnym razie występuje wytapianie, a nie spalanie),
2) Temperatura topnienia tlenków powinna być niższa od temperatury topnienia
przecinanego metalu,
3) Powstające tlenki powinny być ciekłe w temperaturze reakcji spalania,
4) Reakcja chemiczna łączenia metalu z tlenem musi być egzotermiczna, a
przewodnictwo cieplne metalu niezbyt duże, aby wytworzyć na wąskiej przestrzeni
wystarczającą ilość ciepła.

Materiałami, które mogą być cięte tlenem są : stale węglowej niskostopowe. Wzrost
zawartości węgla i składników stopowych, takich jak chrom i krzem utrudnia proces cięcia.
Nie jest możliwe, prócz metod specjalnych cięcie żeliwa, stali wysokostopowych i metali
nieżelaznych. Zawartość węgla w stali do 0,7% nie stwarza trudności podczas cięcia. Powyżej
0,7% cięcie jest trudniejsze, dlatego wymagane jest dodatkowo podgrzewanie do temp. ok.
200°C.
Do cięcia używa się zazwyczaj palników uniwersalnych, które również służą do spawania (po
nałożeniu nasadki do cięcia). Palniki te umożliwiają cięcie stali w zakresie grubości 3-
300mm. Oprócz cięcia ręcznego w zakładach pracy na dużą skalę stosowane jest cięcie
maszynowe (automaty przegubowe, wysięgnikowe lub portalowe).
CIĘCIE PLAZMĄ
Polega na wytapianiu szczeliny w przedmiotach metalowych strumieniem plazmy. Cięcie
plazmą polega na wykorzystaniu bardzo wysokiej temperatury plazmy oraz bardzo dużej
prędkości wylotowej gazów, wychodzących z dyszy palnika plazmowego do wytapiania i
wydmuchiwania metalu ze szczeliny cięcia.
Rodzaje palników plazmowych do cięcia:
1) Palnik z łukiem wewnętrznym (niezależnym) – są mniej wydajne ze względu na duże
odprowadzanie ciepła przez dyszę chłodzoną wodą. Palniki takie stosowane są do
cięcia materiałów nie przewodzących prądu elektrycznego i do cięcia cienkich blach
jak i również do metalizacji.
2) Palnik z łukiem zewnętrznym (zależnym) – powszechnie stosowane do cięcia.
Podobnie jak przy palnikach do spawania, w palnikach do cięcia łuk pomocniczy
umożliwia zajarzenie łuku głównego. Zajarzenie się łuku pomocniczego odbywa się w
osłonie gazu Ar (argon), ale proces cięcia realizowany jest najczęściej przy użyciu
gazów plazmowych. Materiały, które można ciąć plazmą: Al, Cu i stale
wysokostopowe do grubości 100mm.
Nowy rozwiązaniem cięcia plazmowego jest wykorzystanie powietrza jako gazu
plazmowego. Palnik w tym przypadku posiada inną katodę nie wolframową, tylko miedzianą
z wprasowaną wkładką cyrkonową. Trwałość takiej katody zależy przede wszystkim od
intensywności chłodzenia jej wodą. Powietrze do palnika dostarczane jest pod ciśnieniem 0,3
– 0,35MPa, a jego zużycie wynosi 50-80 l/min. W porównaniu z cięciem tlenowym prędkość
cięcia plazmowego powietrzem jest większa dla grubości poniżej 25mm.
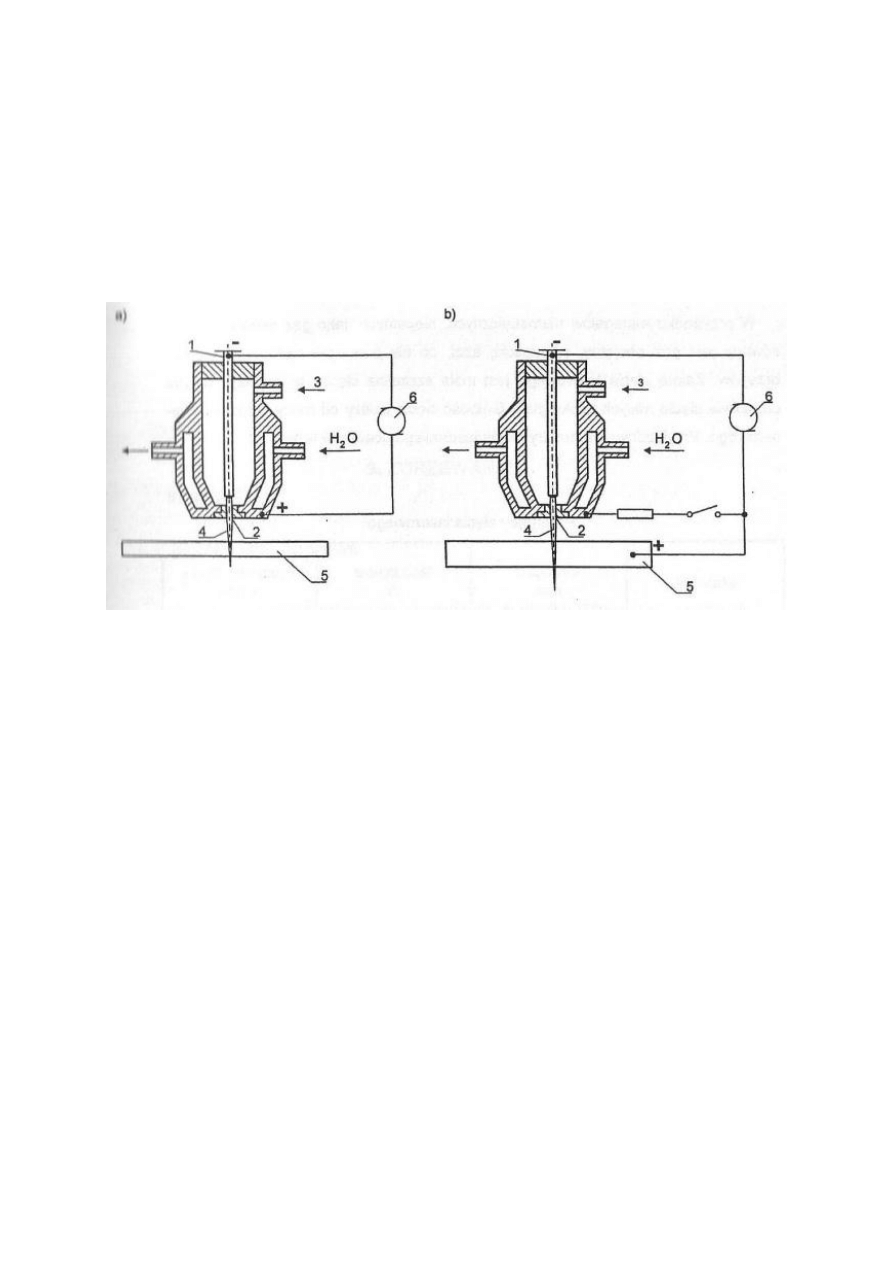
Rys.1 Schemat cięcia plazmowego łukiem: a- niezależnym, b- zależnym (1- elektroda, 2- dysza
plazmowa, 3- wlot gazu plazmowego, 4- plazma, 5- metal przecinany).
Krajowy palnik do cięcia powietrzem umożliwia cięcie blach o grubości do 50mm. Grubość
cięcia przedmiotów przy użyciu palników plazmowych zależy przede wszystkim od mocy
urządzenia, prędkość cięcia natomiast od rodzaju gazu plazmowego.
Wyszukiwarka
Podobne podstrony:
ciecie wyrzynarka id 116811 Nieznany
Analiza termiczna id 61671 Nieznany (2)
Charakterystyka termiczna id 11 Nieznany
51185702 Ciecie i wykrawanie id Nieznany (2)
Abolicja podatkowa id 50334 Nieznany (2)
4 LIDER MENEDZER id 37733 Nieznany (2)
katechezy MB id 233498 Nieznany
metro sciaga id 296943 Nieznany
perf id 354744 Nieznany
interbase id 92028 Nieznany
Mbaku id 289860 Nieznany
Probiotyki antybiotyki id 66316 Nieznany
miedziowanie cz 2 id 113259 Nieznany
LTC1729 id 273494 Nieznany
D11B7AOver0400 id 130434 Nieznany
analiza ryzyka bio id 61320 Nieznany
pedagogika ogolna id 353595 Nieznany
więcej podobnych podstron