Copyright by KJX
1
KONSTRUKCJE METALOWE
ZALETY KONSTRUKCJI METALOWYCH:
1)Wytwarzanie elementów i ca ych konstrukcji w wysoce wyspecjalizowanych zak adach
2)Obróbka elementów w specjalnie dostosowanych zak adach
3) atwo
mechanizowania prac monta owych i uniezale nienia si (cz ciowego)
4)du y
wspó czynnik
lekko ci
konstrukcji
stalowych
jako
stosunek
(ci ar/napr enia)(dla stali waha si
w granicach
2*10
-6
-5*10
-6,
dla
elbetu 2*10
-5,
dla
drewna 6*10
-5
).Stopy aluminium (aluminium jest 3 x razy l ejsze) spadki wytrzyma
ci 40-
70% to stosunkowo du e
jednak e w stopach aluminiowych wyst puj problemy z
czeniem (spawaniem).
Umo liwia to:
a)
uzyskiwanie wi kszych powierzchni u ytkowych w budynkach, wi kszych
kubatur
b)
ejsze
elementy
monta owe
zapewniaj
bezpieczniejszy
monta
,
mniej(minimalne) uszkodzenia podczas transportu.
c)
mniejsze ud wigi rodków transportu ,za i roz adunku i rodków transportu
d)
wysokie napr enia na rozci ganie równe napr eniom na
ciskanie i
bardzo wysokie napr enia na cinanie w granicach 0,6 (0,58 dla stali).
Beton jest doskona ym materia em ale tylko do konstrukcji odpowiednio obci onych.
Obecnie produkujemy oko o 11 mln ton stali.
Konstrukcje metalowe wykonuje si w trzech grupach:
a) pr towe 80%-kraty uk ady ramowe, szkielety, ruszty
b) blachy 15-20 % wykorzystuj ce wysok wytrzyma
na rozci ganie jednak e pojawia
si problem wyboczenia. np. zbiorniki , silosy
c) konstrukcje wisz ce –tylko rozci ganie przy du ej rozpi to ci bez s upowej (przekrycia
hal widowiskowych i przemys owych ),mosty wisz ce. Nie ma wyboczenia zwichrzenia czy
utraty stateczno ci lokalnej.
STAL STOP ELAZA Z
GLEM O ZAWARTO CI W GLA DO 2%
surówka-pó fabrykat do produkcji stali tzw. produkt wielkiego pieca
Morfologia stali-nauka o budowie wew. czyli strukturze metali stopów .Istnieje cis y zwi zek
mi dzy budow a w asno ciami metali ,wszystkie metale maj budow krystaliczn .
Atomy i cz steczki uk adaj si w sposób uporz dkowany tworz c
przestrzenne siatki krystalograficzne .Metale maj na ogó p asko lub centrycznie
one atomy w przestrzennej siatce .
(uk ad p asko centryczny)
(uk ad przestrzennie centryczny)

Copyright by KJX
2
W temperaturze 898-1401 powstaje elazo .
Metale zale nie od temperatury zmieniaj swoje uk ady-po
enia j der w siatce czemu
towarzyszy wydzielanie lub pobieranie ciep a. Metale jako cia a krystaliczne
cia ami
anizotropowymi tzn. ich
ciwo ci zale
od kierunku ich okre lania. W cia ach
bezpostaciowych jak np. szk o w
ciwo ci nie zale od kierunku-cia a izotropowe. Podczas
krzepni cia metale w metalu pojawiaj si o rodki krystalizacji i od nich w 3 przestrzennie
przeciwnych kierunkach narastaj z ró nymi pr dko ciami ga zie krystaliczne tworz c du e
kryszta y przypominaj ce drzewo , dendryty.
Liczba kryszta ów oraz ich wielko zale od szybko ci ch odzenia –im wi ksza tym wi cej
rodków krystalizacji wi cej ziaren i wi cej kryszta ów .
Kryszta y o regularnej budowie wew. i nieregularnych (z tytu u rozrostu kryszta ów bocznych)
kszta cie zew. nazywa si krystalitami lub ziarnami.
Im wi ksze!!!!!!!!!!! ziarna tym wi ksze
ró nice poszczególnych cech okre lane w
ró nych kierunkach .
Wielokryszta owe cia a
one
z dowolnych ziaren
o ró nej orientacji
nazywamy
kwazitropowymi.
PRZYPOMNIEC SOBIE WYKRES ELAZO W GIEL
Technologia stali:
a) surówka –produkt ko cowy wielkiego pieca ,na ogó zawiera oko o 93% Fe i 7%
innych pierwiastków stanowi cych zasadniczo 2 grupy :
•
domieszki ,na ogó po yteczne dla w
ciwo ci stali np.: C , Mn , Ni , Cu
•
zanieczyszczenia ,najgorsze to S i P
Surówka zale nie od postaci w jakiej wyst puje w niej w giel !!!!!!2,5-4,5 % rozró niamy
•
surówk szar –w giel w postaci grafitu grafitu –st d szary prze om
•
surówk bia –w giel w postaci w glika
elaza –cementytu Fe
3
F o
srebrzystym prze omie
•
surówk mieszan –pstra w giel jako grafit i cementyt
b)
om stalowy
c)
Ruda elaza –najlepiej bogata –magnetyt ,hemetyt
d)
elazo stopy –do regulacji utleniania (teraz si nie produkuje)
e)
Dodatki stopowe-maj uszlachetnia stal
f)
Paliwa-ropa naftowa paliwa p ynne np. koks gaz....,energia elektryczna
W z czu spawanym ró ne warunki stygni cia oraz skurcz wywo uj zró nicowane struktury
oraz napr enia spawalnicze. Zjawiska te okre laj ró
spawalno stali. Podstawowym dla
okre lenia spawalno ci parametrem jest tzw. równowa nik
gla Ce- jest to zapis
uwzgl dniaj cy wp ywy ró nych mikro sk adników stali na spawalno
zarówno liczniki jak i
mianowniki
ulega y
zmianom
zale nie
od
konfiguracji
(wzajemnego
sk adu
procentowego )ró nych sk adników
i wp ywu
tych zmian na procesy spawalnicze.
Równowa nik
gla okre la spawalno
,dobra-stale
atwo
spawalne
je li
C
E
0,38,spawalne z pewnymi ograniczeniami 0,38<C
E
0,42 i stale trudno spawalne C
E
>0,42.
Copyright by KJX
3
C
E
=C+( Ni + Cu )/15 + ( Cr + Mo )/12????+H/2 +inne
(im wi cej w gla tym stale trudniej spawalne)
Ni-sprzyja spawaniu
Cu- ró nie dzia a
Spawalno
stali zale y te
od grubo ci elementów która w zasadzie nie powinna
przekracza 40mm.
C
E
t
Stal z pewnymi ograniczeniami :
ograniczenie szybko ci spawania
ograniczenie mocy uku
wst pne podgrzewanie kraw dzi
W przypadku takiej stali wszystkie te parametry musz by okre lone
Odchy ka 3 do 5 stopni Celsjusza - nie mniej ni wi cej .
Jakim pr dem spawamy ?-sta ym czy zmiennym. Stosowane s agregaty gdy na budowie
jest tylko pr d zmienny.
Dla cz owieka napi ciem bezpieczny jest 24V
I
max
=I
zw
I
robocze
U=24V (mo emy do40)
I=0
U=0
bieg maszyny luzem
zwarcie
praca-spawanie
Nat enia zale od u ytych elektrod i s okre lone przez producenta .W przypadku braku
danych mo na stosowa robocze o warto ci I=(15+6*d),gdzie d to rednica drutu elektrody.
awienie pr du spawania powinno by takie by I
zw
/ I
robocze
=1,25÷2
Copyright by KJX
4
????
Proces przeróbki surówki w stal polega przede wszystkim na wypaleniu (utlenianiu) ró nych
ska i usuni ciu w ten sposób zanieczyszcze .
Rok 1850 – Bessemer – opatentowa
konwertor do wytapiania stali, zwany gruszk
Bessemera.
Zastosowa
kwa
–
krzemionkow
–
wyk adzin ,
która
umo liwia a
przerobienie surówek na stal tylko takich, które mia y nisk zawarto fosforu.
Rok 1878 – Sir Thomas – wymy li zamiast wk adki krzemionkowej wk adk dolomitow , czyli
zasadow . Umo liwia a ona przetwarzanie surówek w zasadzie bez ogranicze , co do
zawarto ci fosforu. Doprowadzi o to do 10-cio krotnego zwi kszenia produkcji stali.
Rok 1864 – Siemens i Martin opatentowali piec martenowski z regeneracj ciep a (wówczas
szczyt techniki), który umo liwia pe ne przetwarzanie z omu. Dzi ponad 95% produkcji to
s t a l m a r t e n o w s k a .
X
P r o c e s przeróbczy surówki w stal polega w zasadzie na wie eniu surówki w stal. Jest to
zmiana sk adu, przede wszystkim redukuj nadwy ki ró nych pierwiastków, g ównie w gla i
zanieczyszcze , tzn. siarki i fosforu. Proces wie enia odbywa si po ca kowitym roztopieniu
wsadu. Proces wie enia powinien by bardzo intensywny,
piel powinna si „gotowa ”, w
wyniku wydzielania si CO, lub innych gazów. Obni a si w ten sposób zawarto C, S i P,
oraz w miar potrzeb innych pierwiastków. Szybko
wie enia reguluje si dodatkami rudy,
powinno si stale, systematycznie podnosi temperatur . Po osi gni ciu w
ciwego sk adu
nast puje proces odtlenienia i wyko czenie wytopu (dok adno 0,01 do 0,001). Kiedy :
spr one powietrze; teraz : spr ony tlen.
Proces
odtleniania:
polega
zasadniczo
na
dodatku
elazomanganu
lub
surówki
zwierciadlistej. Chc c uzyska stal uspokojon jednorodn czyli woln od FeO – stosuje si
elazo-krzem. Ostatecznie odtleniene odbywa si
za pomoc
glinu (sproszkowanego),
(aluminium jest bardzo apczywe na tlen, jest to reakcja bardzo gwa towna i w sposób
zdecydowany obni a poziom FeO w stali). Dodatek Al Stosuje si nawet w ostatniej fazie,
dodaj c
nawet do wlewków, gdzie
dzie krzep a stal. Al
y nawet do regulacji
wielko ci ziarn stali (minimalne). Si oraz Al ze wzgl du na ogromne powinowactwo do tlenu,
reaguj
z rozpuszczonym w stali FeO. Powstaj ce nowe tlenki
prawie ca kowicie
nierozpuszczalne w stali ( ladowe ilo ci) i tworz w niej zawiesin . W zale no ci od stopnia
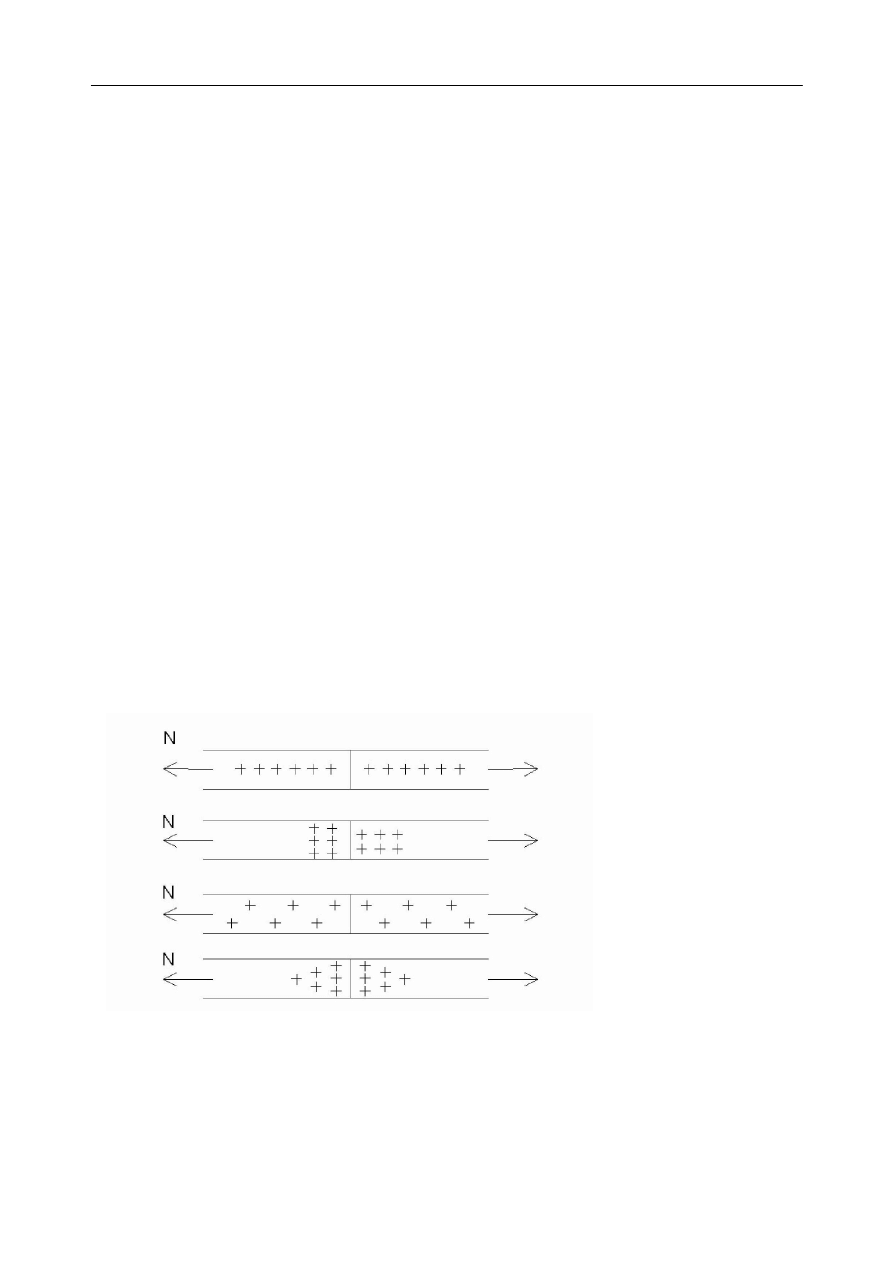
odtleniena rozró nia si stal: nieuspokojon , pó uspokojon , uspokojon ).
X
Stal nieuspokojona – odtlenia si zazwyczaj tylko manganem. Obni a to zawarto
FeO w stali, jednak nie na tyle aby zapobiec reakcji FeO + C
Fe + CO, która to
zapocz tkowuje spadek rozpuszczalno ci FeO w p ynnej stali w temperaturze krzepni cia.
Wydzielaj si wi c gazy, co powoduje „wrzenie” w wyniku wydzielania si CO. Wn trze
jego po zakrzepni ciu zawiera liczne p cherze oraz charakterystyczn stref segregacji w
górnej cz ci wlewka.
Mo e zaj
rozwarstwienie w wyniku s abszej wytrzyma
ci zgrzanych (sklejonych)
cherzyków.

Copyright by KJX
5
Wlewek z uwagi na si y rozpr ne gazu nie wykazuje
cz ciowego skurczu, wi c jego wymiar jest taki, jak
cian
wlewka
(jest
to
pó fabrykat
do
produkcji
walcowniczej).
Stal pó uspokojona – przez dodatkowe odtlenienie za pomoc dodatku krzemu w
ilo ci do 0,15%. Jest to silniejsze odtlenienie. Wlewek krzepnie spokojniej, jednak nie ma
ca kowitego zahamowania wy ej podanej reakcji. A zatem we wlewku b
uwi zione (ale w
znacznie mniejszej ilo ci) p cherzyki gazów, których rozpr alno b dzie równowa
a si y
skurczu.
Stal uspokojona – przez odtlenienie krzemem w ilo ci 0,15-0,35% oraz dodatkiem
glinu. Odtlenienie ca kowite powoduje brak
cherzyków gazów, a zatem nie ma
kompensacji si skurczu
?????????????
Do obróbki walcowniczej idzie stal z jam usadow .
Nast puje cz ciowa rekrystalizacja, czyli regeneracja siatki krystalograficznej zmienionej
przez zgniot. Zatem wyst pi równie zmniejszenie napr
cz ciowy nawrót do w asno ci
materia u przed zgniotem. Istotne zmiany strukturalne wyst puj dopiero w temperaturze
rekrystalizacji – w zgniecionym materiale zaczynaj si tworzy nowe o rodki krystalizacji i
wokó
nich kosztem zgniecionych narastaj
nowe kryszta y osi gaj ce nieraz wi ksze
rozmiary ni przed zgniotem.
Temperatura rekrystalizacji 0,4 temperatury topnienia.
Zjawiska zachodz ce poni ej temperatury rekrystalizacji nazywamy nawrotem a w
temperaturze rekrystalizacji (600÷700 °C) rekrystalizacj .
HARTOWANIE
Polega na nagrzaniu stali do temperatury powy ej A3 (–>na wykresie elazo-w giel
900°C) dla stali podeutektoidalnych lub powy ej A1 (723°C) dla stali nadeutektoidalnych i
wygrzaniu w niej dla otrzymania struktury austenitycznej w stalach podeutektoidalnych lub
austenityczno-cementytowej w stalach nadeutektoidalnych i nast pnie szybkim wystudzeniu
w oleju.
Celem hartowania jest otrzymanie struktury martenzytycznej (blaszkowej – bardzo
trwa ej), zapewniaj cej stali du
twardo
i odporno
na
cieranie
oraz
wy sz
wytrzyma
. (Nie jest to droga do podwy szania wytrzyma
ci stali – to zjawisko zachodzi
tu po prostu dodatkowo!).
Hartowaniu nale y poddawa jedynie stale o zawarto ci w gla powy ej 0,25%.
ODPUSZCZANIE
Jest to zabieg termiczny stosowany do elementów uprzednio zahartowanych. S
y on
polepszeniu w asno ci plastycznych (poprzez wycofanie si ze struktury martenzytycznej) i
usuni ciu
napr
pohartowniczych.
Temperatura
odpuszczania
150÷650°C
(zawsze
poni ej A1 = 723°C).
Zale nie od temperatury rozró niamy odpuszczanie niskie, rednie i wysokie.
Copyright by KJX
6
PRZESYCANIE
Polega na nagrzaniu stali do temperatury, w której jeden lub kilka sk adników
przechodzi do stanu sta ego bez przemiany alotropowej, wygrzaniu w tej temperaturze i
szybkim ostudzeniu.
W stalach mi kkich usuwa si w ten sposób cementyt trzeciorz dowy umieszczony na
granicach ziaren ferrytu. Stal nagrzewa si do temperatury 600÷680°C a nast pnie studzi w
oleju.
Dzi ki wygrzaniu cementyt rozpuszcza si w ferrycie i w wyniku nag ego ostudzenia nie
mo e si z niego wydzieli . Powstaje przesycony ferryt. Stal jest teraz bardziej mi kka i
plastyczna. Jednak struktura ta jest stosunkowo nietrwa a i
atwo daje si
wytr ci
z
równowagi.
X
Wydzielanie si
z roztworu przesyconego sk adników przesycaj cych (np. cynk), pod
postaci drobnej drugiej fazy nazywa si starzeniem.
Rozró nia si :
-
starzenie naturalne – przebiegaj ce wolno w temperaturze otoczenia, natomiast
podniesienie temp. O 200
o
C i wi cej powoduje znaczne przyspieszenie procesu
Przyczyna starzenia le y w zmiennej rozpuszczalno ci niektórych sk adników w ferycie – w
zale no ci od temperatury. Podwy szenie temp. Do 200 – 300
0
C powoduje gwa towne
przyspieszenie starzenie. Przez wy sze podniesienie
temperatury
uzyskujemy
tzw.
Wy arzanie starzej ce.
Ochrona przed starzeniem:
-
polega na zmniejszeniu ilo ci cia o zmiennej rozpuszczalno ci
-
polega te
na dodaniu pierwiastków , które
cz
si
chemicznie z tymi cia ami
tworz c nowe zwi zki bardziej rozpuszczalne, b
nierozpuszczalne w ferycie, np.
Mn, Si, Ti ( tytan), Al.
Charakterystyczne w asno ci mechaniczne
1.
Wytrzyma
- bardzo zró nicowana, okre lana za pomoc prób na rozci gania, dla
ka dej stali 5000 prób , na próbkach znormalizowanych. S dwa rodzaje próbek.
Próbka 5 – krotna lub 10 – krotna. Gdzie 5/10 to stosunek pomniejszonej bazy l do d.
W próbie tej okre lamy granic plastyczno ci oraz wyd
enie oraz odkszta cenie.
2. Udarno – odporno stali na uderzenia lub nag e zginanie
3. Spawalno
– ró na NIE MA STALI NIESPAWALNYCH,
TYLKO
RÓZNE EFEKTY
4. Twardo
- odporno
powierzchni na wgniatanie twardego przedmiotu – np.
ostros upa diamentowego lub kulki ze stali szybkotn cej.
ci le zwi zana z
wytrzyma
ci .
Dla stali zwyk ych, w glowych – wytrzyma
na rozci ganie R
m
= 0,34 twardo ci
wg. skali Brinella ( HB ). Dla stali wysokostopowych, chromoniklowych i
innych wytrzyma
ró ni si o 0,02 w stosunku do twardo ci.
Nale y zwróci uwag by bada twardo w strefach , w których nie wyst puje
adne
podkratowanie czy utwierdzenie powierzchniowe.
X

Copyright by KJX
7
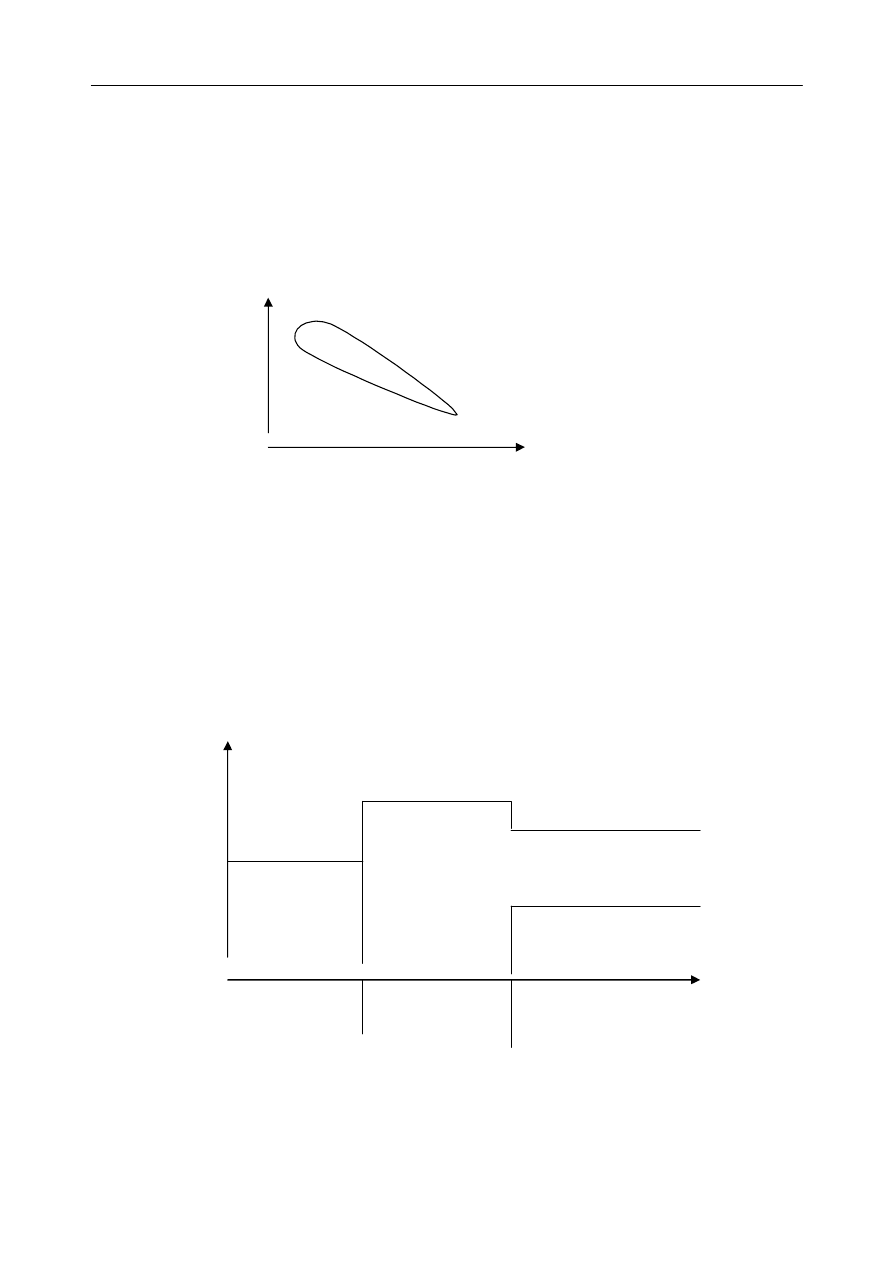
Wykres rozci gania stali w skali wysoce ska onej (dla stali mi kkich)
tg =E
kN
cm
2
R
H
1 – granica proporcjonalno ci Hooke`a – do tych napr
przyrost odkszta ce
jest
liniowy (proporcjonalny do przyrostu napr
)
1 – 2 – jednostkowemu przyrostowi napr
dzie towarzyszy
coraz to wi kszy
przyrost odkszta ce (nieliniowy)
R
S
2 – napr enia odpowiadaj odkszta ceniu próbki 0,01% (w niektórych krajach
0,005%) – granica spr ysto ci
Za granic
spr ysto ci wykres zakrzywia si , wzrasta przyrost odkszta ce
na
jednostkowy przyrost napr
a do osi gni cia napr
po osi gni ciu, których
próbka odkszta ca si bez wzrostu obci enia. Nast puje plastyczne p yni cie stali w
wyniku plastycznego wyd
ania.
Re – granica plastyczno ci, pocz tek plastycznego p yni cia
Okres plastycznego p yni cia ko czy si w 4, zatrzymuje si odkszta cenie i dalsze
odkszta cenie
zachodzi
przy
wzro cie
napr
–
pocz tek
wzmocnienia
(samo
wzmocnienia). Wzrost napr
b dzie powodowa wzrost odkszta ce o coraz wi kszej
intensywno ci – coraz bardziej krzywoliniowy.
Okres wzmocnienia ko czy si przew eniem próbki, co doprowadza do zerwania.
R
m
– najwi ksza wytrzyma
odniesiona do pocz tkowego przekroju próbki.
Granica plastyczno ci – wyra nie widoczne odkszta cenie (0,13-0,17%) Koniec
yni cia – odkszta cenia (1,5%)
X
Zerwanie dla stali mi kkich przy odkszta ceniu (2,5%)
Wykres w skali nieska onej
Copyright by KJX
8
Dla stali twardej okre lamy umown
granic
plastyczno ci
jako napr enie
odpowiadaj ce R
e
odpowiadaj ce odkszta ceniu 0,2%. Zerwanie 16 - 18% (???)
Stal twarda ni wykazuje pó ki plastycznej.
Granica plastyczno ci – napr enie, po osi gni ciu którego wyst puje plastyczne p yni cie –
odkszta cenie bez przyrostu napr
. Stanowi podstawy okre lenia wszelkich napr
obliczeniowych i dopuszczalnych
UDARNO
Udarno – odpowiada za nag e zginanie lub uderzenia. Bada si j na próbkach
10 x 10 m otkiem Sharpiego.
10
10
55
karb jest ustawiony po stronie przeciwnej do uderzenia m ota
Udarno stali zale y od jej sk adu chemicznego, obróbek, przede wszystkim od temperatury
(w temperaturach ujemnych obni a si ). Wg. ISO okre lono 5 odmian plastyczno ci dla stali
zwyk ych w glowych okre lonych jako:
-
A – nie podlega badaniom
-
B – temperatura badania +20
0
C
-
C - 0
0
C
-
D - -20
0
C
-
E- -50
0
C
okre laj cych udarno zale nie od zmiennych temperatur badania. Próbka musi wytrzyma
prac co najmniej 35J/cm
2

Copyright by KJX
9
Dla stali niskostopowych (18G2) okre la si udarno podwy szaj c próg wytrzyma
ci do
50 J/cm
2
– temperatury badania pozostaj takie same i okre lamy te odmiany jako AA,
BB,...,EE.
Dla stali do zastosowa w ni szych temperaturach ni 50
0
C, czyli tzw. Stali kriogenicznych
stosuje si dodatkowo odmiany plastyczne F(-80
0
C), G(-120
0
C),
H(-160
0
C)
Dla zastosowa poni ej -160
0
C stosuje si
stopy aluminium pracuj ce w temperaturach -
240
0
C - -250
0
C.
TWARDO
Twardo - odporno stali na wgniatanie twardego materia u (wgniatanie elementów
diamentowych, w glikowych). Istnieje
cis y zwi zek mi dzy twardo ci a wytrzyma
ci
przy okre laniu jej tzw. Metod Brinella H
B
, wytrzyma
stali wynosi 0,36H
B
. Dla stali
niskostopowych o wysokich wytrzyma
ciach R
m
=0,34H
B
.
KOROZJA I WYTRZYMA
NA TEMPERATURY
Odporno
stali na wysokie temperatury. Przy temperaturze 500
0
C stal traci sw
wytrzyma
do 50%. Pocz tkowo w ró nych stalach w temperaturach
200 - 300
0
C wytrzyma
stali wzrasta, by potem ulec nag emu za amaniu i w temp. 500
0
C
osi gn 50% wytrzyma
ci. Modu spr ysto ci zmniejsza si w sposób prawie liniowy,
za granica plastyczno ci ma bardzo podobny przebieg do wytrzyma
i. Wyd
alno
stali do 200
0
C maleje, pó niej ro nie i w temperaturze 700
0
C osi ga 70% (
l
l
= 70%
)
Zabezpieczenie polega na wykonaniu pow ok ochronnych typu malarskiego, które w
wy szych temperaturach ulegaj sp cznieniu (tworzy si izolator), co wystarcza na 0,5h do
40min.
Inne sposoby przy wy szej odporno ci ogniowej – stosuje si obmurowanie z ceg y zwyk ej,
klinkierowej, szamotowej albo obetonowanie. Warstwa 3cm betonu (na siatce) daje
odporno
1h, stosuje si te natryski z w óknem szklanym na bazie gipsu. Cz sto na
ówne elementy no ne stosuje si w
nie pow oki betonowe lub po prostu s upy elbetowe.
Korozja –proces niszczenia stali. Obecnie najpowszechniej stosowane w ocenie
korozji s 3 teorie:
1. Korozja w wyniku dzia ania kwasu w glowego
2. Korozja w wyniku zmian elektrochemicznych
3. Korozja w wyniku zmian czysto chemicznych
Najlepiej
opisuj
teori
zniszczenia
atmosferycznego
jest
teoria
zmian
elektrochemicznych. Wg. niej niechroniona powierzchnia metalu czy stali sk ada si
z
nieograniczonej liczby ogniw galwanicznych. Cz steczki Fe
anodami, a pozosta e jak
zgorzelina, zendra, rdza, wysady w glikowej inne tworz katody. Elektrolitem jest wilgo
atmosferyczna. Cz steczki Fe rozpadaj si w elektrolicie na kation Fe i 2 elektrony.
Kationy – przyci gane s przez stal i szybko utworzy yby warstw ochronn , gdyby nie
elektrony pochodz ce z katody. Na jej powierzchni nast puje rozpad drobin wody na 2(OH
-
) i
2H
+
. Kationy Fe
cz si z 2(OH
-
) i tworz Fe(OH)
2
w postaci jasnego nalotu na anodzie (1
posta rdzy). T chwilow równowag na anodzie niszcz atomy tlenu rozpuszczonego w
Copyright by KJX
10
elektrolicie powietrza.
cz si one z wodorem tworz c OH
-
, które po po czeniu z Fe(OH)
2
tworz Fe(OH)
3
ju ciemn rdz odstaj
od pod
a. I tak ko o si zamyka.......
Rdza – mieszanina tlenków i wodorotlenków
Korozji atmosferycznej podlega 90% konstrukcji. Ponadto wyró nia si korozje:
-
wodn – zw aszcza na styku woda – powietrze
-
ziemn
-
w wyniku dzia ania pr dów b dz cych
-
chemiczna
-
napr eniowa
-
mi dzykrystaliczna
Ostatnie dwie nie daj objawów zewn trznych
X
WALKA Z KOROZJ ATMOSFERYCZN :
MALOWANIE DWUPOW OKOWE
Pierwsza pow oka sk ada si z 2-3 warstw podk adowych stanowi cych w
ciwe
zabezpieczenie przed korozj .
to farby na bazie minii
owianej lub cynkorów i
cynianów. S to farby pasywuj ce pod
e, które musz si charakteryzowa bardzo
du przyczepno ci do pod
a.
Druga pow oka – farby nawierzchniowe(2-3 warstwy), najcz ciej chlorokauczukowe i
podobne; stanowi ochron farb podk adowych przed uszkodzeniem mechanicznym i
chemicznym.
Malowanie powinno odbywa si w hermetycznie zamkni tym pomieszczeniu. Ka da z
warstw powinna by mo liwie najcie sza (30÷45 mikrometrów). Ka da kolejna warstwa
powinna by nak adana po ca kowitym wyschni ciu poprzedniej (im grubsza warstwa tym
wi kszy skurcz – powstaj p kni cia).
Ka da z warstw powinna by w innym kolorze (podanym przez projektanta).
Przed na
eniem pow ok ochronnych elementy musz by dok adnie oczyszczone.
Rozró niamy trzy stopnie czysto ci:
•
Pierwszy (najwy szy st. czyst.) – uzyskiwany przez
rutowanie lub piaskowanie;
powierzchnia metaliczna, srebrzysta;
•
Drugi – uzyskiwany przez nie do ko ca doprowadzone rutowanie i piaskowanie w
po czeniu z czyszczeniem r cznym i opalaniem; powierzchnia mo e by matowa,
szara a nawet brunatno-szara jednak bez rdzy, zgorzeliny i innych zanieczyszcze .
Dopuszcza si miejscowe wyst powanie szarych tlenków silnie przylegaj cych do
pod
a (max 10%, powierzchnia pojedynczej plamki nie wi ksza ni
0,2 cm
2
);
powierzchnia poci gni ta suchym p dzlem nie mo e pyli ;
•
Trzeci – czyszczenie mechaniczno-r czne; powierzchnia niejednolita, brunatno-
szara, ale bez rdzy i zgorzeliny lu no przylegaj cej do pod
a. Dopuszczalne
miejscowe plamy zgorzeliny silnie przylegaj cej.
Konstrukcja po czyszczeniu powinna by natychmiast zagruntowana (nie pó niej ni po 4
godz.)

Copyright by KJX
11
METALIZACJA
ównie cynkiem i aluminium albo natrysk py em lub nak adanie pow ok galwaniczne
lub ogniowe. Metalizacja jest ta sza od malowania w d
szym okresie. Jednorazowo -
ta sze jest malowanie.
Powierzchnia ocynkowana nie mo e by spawana!
POW OKI
Z tworzyw sztucznych lub gum, nak adane termicznie lub chemicznie. Stosowane w
bardzo agresywnych rodowiskach.
Czasem lepiej zastosowa STAL ODPORN NA KOROZJ , jednak e s one du o
dro sze. Np.:
Stale nierdzewne (tzw. „kwasówki”; oko o 40 rodzajów).
Stale grupy COR-TEN (USA; u nas 10H) – te stale koroduj nieco inaczej: powstaje
bardzo szczelna warstwa tlenków silnie przylegaj ca do pod
a. Bardzo wa ne jest,
aby warstwa ta nie zosta a uszkodzona, bo wtedy korozja posuwa si super szybko.
RODZAJE STALI STOSOWANEJ W BUDOWNICTWIE:
•
Stale
glowe zwyk ej jako ci (St0) – na elementy niewymiarowane (drugo- i
trzeciorz dne) i w obiektach tymczasowych
•
Stale
glowe wy szej jako ci:
St3S – stal uspokojona,
St3SX – nieuspokojona,
St3SY – pó uspokojona,
Stale mi kkie budowlane: stale grupy St4 (St4W, St4V, St4VX, St4VY) –
wykazuj pó
plastyczn .
•
Stale niskostopowe o podwy szonych wytrzyma
ciach:
18G2, 18G2A, 18G2AV, 18G2VA,
tak e stale grupy 15G, 15GA, 15GAV, 15G2VA
- charakteryzuj si pewnymi ograniczeniami zwi zanymi z udarno ci
•
Stale wielosk adnikowe:
13 HNMBCU, 14 HNMBCU – stale wysokich wytrzyma
ci (powy ej 700 MPa;
2,5÷3,5 razy wytrzymalsze od zwyk ych)
•
Stale specjalne grupy COR-TEN: 10H, 10HAV
•
Stale aroodporne
•
Stale kwasoodporne
•
S. kriogeniczne wysokostopowe
Ponadto stosujemy stale:
St3M (o podwy szonej udarno ci – na mosty),
St34N, St3N, St34GS, 60GS,
Stal wysokow glowa D90 (wytrzyma
do 240 kN/cm
2
– 10 razy
wytrzymalsza od zwyk ej; na struny do spr ania),
Stal krzemowa 45S (stal wybitna!).
Copyright by KJX
12
PRZEKROJE PRODUKOWANE PRZEZ HUTY
•
Przekroje okr
e – przekroje walcowane o rednicach 5,5÷150 mm, w d ugo ciach
3÷15 m (dopuszczalne odchy ki s okre lone w normie; nie ma odchy ek na minus);
na sworznie, nity, ruby.
•
askowniki
–
walcowanie
jednokierunkowe
cianki
na
ko cach
lekko
zaokr glone), szeroko ci 20÷150 mm, grubo ci 6÷40 mm; walcowane w d ugo ciach
do 9 m.
Uniwersale (blachy uniwersalne) – przekroje o szeroko ciach 151÷700 mm.
Walcowane w obu kierunkach, poprawionej strukturze, uw óknionej budowie a zatem o
podwy szonej wytrzyma
ci. Produkowane w d ugo ciach do 14 m. Stosowane na
pasy ci kich kratownic.
•
towniki – równoramienne i nierównoramienne (produkowane w stosunkach
ugo ci boków 1:2 i 2:3). Szeroko ci pó ek od 15x15 do 200x200 mm. Ka dy numer
townika ma od 3 do 8 grubo ci.
•
Teowniki – wysokie (wysoko = szeroko ) i niskie (wysoko = ½ szeroko ci). S
one sk adowym elementem konstrukcji, nie wyst puj samodzielnie.
•
Dwuteowniki
– normalne
– pocienione (z cie szymi rodnikami)
– ekonomiczne (zmienione pochylenie stopek i
rodnik jeszcze bardziej
pocieniony)
– PE (o równoleg ych stopkach)
– HEB (szerokostopowe; wysoko
= szeroko
pasów; gdy wysoko
wi ksza ni 300mm wtedy szeroko pasów sta a i równa 300mm)
– HEA (pocienione, ze zmian geometrii)
•
Ceowniki – produkowane w wysoko ciach do 330 mm, tak e jako pocienione i
ekonomiczne
•
Zetowniki – dobrze przenosz zginanie uko ne; bardzo dobre na belki wczepowe
•
Profile noskowe – blachy uniwersalne z dodatkowymi nawalcowaniami; stosowane na
pasy blachownic
•
Blachy – cienkie (do 5 mm); walcowane na zimno lub na gor co
– grube (5÷100mm), walcowane jako g adkie lub eberkowe(s
wtedy jako
blachy pomostowe – nie ma po lizgu, bo nie s g adkie)
??????????????????
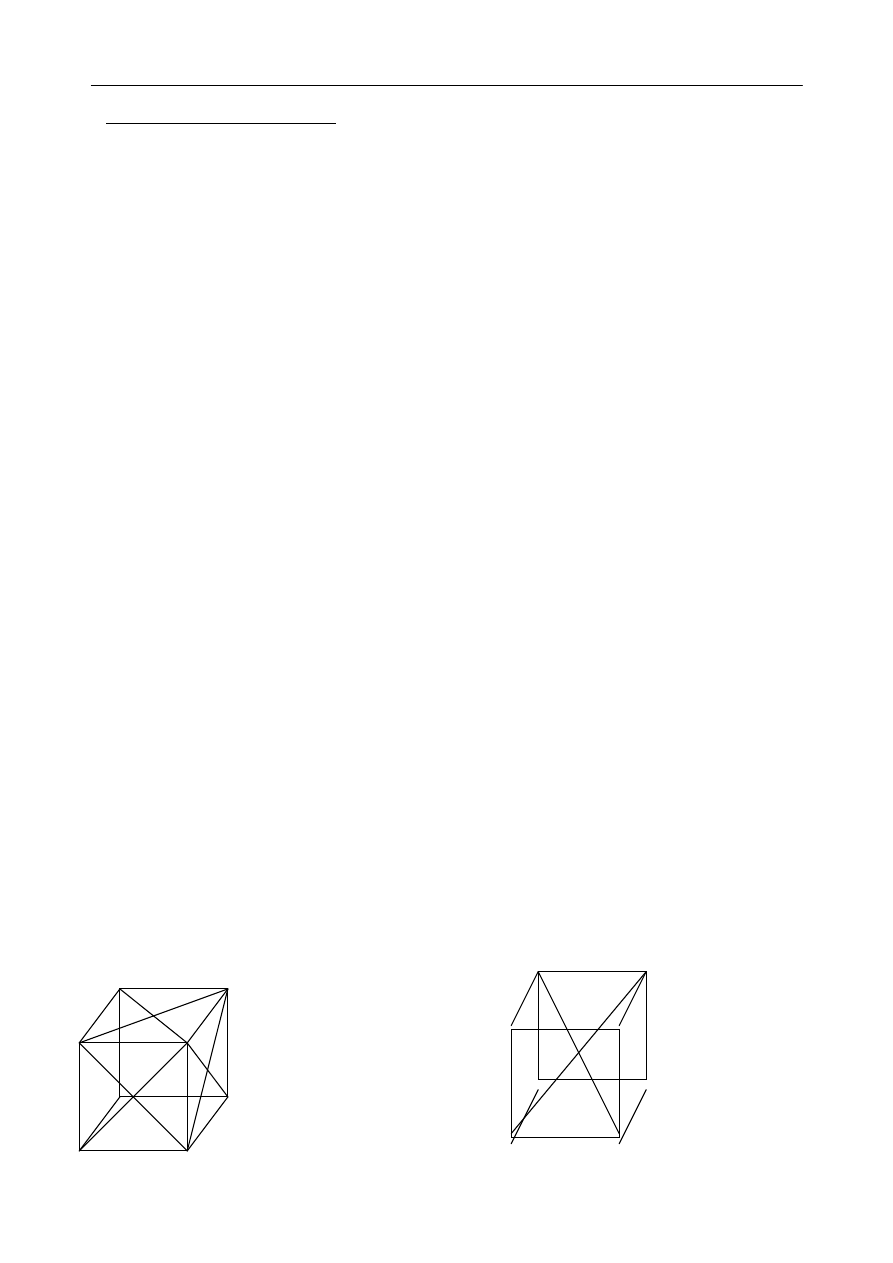
1
przekroje najlepiej wyznaczone pod wzgl dem no no ci. St d wida , e krata jest
bardzo dobrym ustrojem statycznym (du y zapas no no ci spr ysto – plastycznej) Chcemy by
by a mo liwie blisko 1 (**im wi cej zapasu przy osi oboj tnej – tym najrozs dniej
roz
ona masa – ale najrozs dniejszym u
eniem masy
2 skupiska masy oddalone od
siebie). Z uwagi na wyst puj ce zjawiska (np.
tla histerezy) przy kolejnych
cyklach
obci enia spr ysto – plastycznych nast puje pogorszenie si
stabilizacji odkszta ce
trwa ych oraz narastaj cy wzrost ugi . St d te zaleca si wymiarowa element na moment
odpowiadaj cy redniemu wska nikowi wytrzyma
ci:
w = (w
spr
+ w
pl
)/2
(dla dwuteownika w = 1,5 –1,7)

Copyright by KJX
13
Ugi cia –
wi ksze ( w granicach 0,15 –1,5) w miar
zwi kszania wymiarów
sztywno ci zginania EI- (wspó czynnik ten ingeruje w wymiary coraz bardziej, gdy moment
bezw adno ci podnoszony jest do pot gi 2-ej a sztywno
do 4 – tej) Oblicza si je w fazie
spr . – plast.
Przy ogólnym ugi ciu w elemencie: y =
l
M
1
d
0
gdzie: M
1
– moment jednostkowy od si y
zaczepionej w pkt. obliczanego ugi cia i
skierowany po kierunku ugi cia
d -elementarny k t obrotu = Mdx/EI
W fazie spr ysto – plastycznej ( uplastycznienie) EI zmienia si na (EI)’ zmiany te zale
od przebiegu momentów oraz od wysoko ci strefy uplastycznienia przekroju.
Wy czaj si skrajne w ókna , uk ad wiotczeje.
Obecna metoda stanów granicznych opiera si w konstrukcjach metalowych na spe nieniu
dwóch stanów granicznych :
1. S.G.No no ci obejmuj cy stan granicznie charakteryzuj ce si :
-
zerwaniem w najbardziej wyt onym przekroju
-
utrat stateczno ci cz ci lub ca
ci konstr.
-
Przekszta ceniem konstrukcji w uk ad geometrycznie zmienny
-
Zniszczeniem w skutek zm czenia ( cykliczne obci enie)
-
Nadmiernym odkszta ceniem spr zystym lub plastycznym
-
Przemieszczeniem lub
kni ciem(prowadzi to do zmiany kszta tu geom).
-
Utrat
równowagi , wywróceniem lub przesuni ciem ca osci lub cze ci
konstrukcji
2. S.G.
ytkowania:
-
Odkszta cenia niedopuszczalne
ze wzgl du na normalne
ytkowanie
konstrukcji
-
Nadmierne przemieszczenie bez utraty zmian kszta tu i geometrii
-
Nadmierne drgania
-
Nadmierne
uszkodzenie
w
skutek
nieodpowiedniego
zabezpieczenia od
korozji, ognia od wp ywów atmosferycznych lub chemicznychoraz w skutek
nieodpowiedniej konsekwencji
PO
CZENIA W KONSTRUKCJACH
STALOWYCH Dzielimy na dwa typy :
- rozbieralne – sworzniowe, rubowe (zwyk e spr one)
- sta e – nitowe, spawane, zgrzewane, mieszane
Sworzniowe – czyste przegubowe
- ju si nie stosuje
Copyright by KJX
14
Rozk ad napr
dociskowych z uwagi na luzy ( zginanie sworznia ). Stosuje si jedynie w
przegubowych po czeniach
w uk adach np. trójprzegubowych lub jako przeguby do
monta u ca ego elementu
rubowe – stosujemy gdy:
-
po czenie ma by wykonane na monta u
-
cznik ma pracowa na rozci ganie ( w po czeniach doczo owych)
-
gdy
czy si elementy wra liwe na uderzenia
-
gdy nitowanie jest utrudnione ( ze wzgl du na trudny dost p i zagro enie
ogniowe)
-
cz cy elementy ( metalizowane, cynkowane i aluminiowane)
Stosujemy ruby w metrycznej skali Sellersa 6 lub 4 – kr tne
Surowa ruba sk ada si z :
-
sworznia z gwintem ( d . 0,5;2/3;1/3 lub 1)
-
ba
-
nakr tki
-
podk adki ( gwint powinien znajdowa si w obr bie podk adki)
W po czeniach zak adkowych ruby nie mog by nagwintowane na d ugo ci po czenia (
dopuszcza si wej cie gwintu na g boko nie wi ksz ni 1,5 zwoju gwintu dla elementów
czonych).
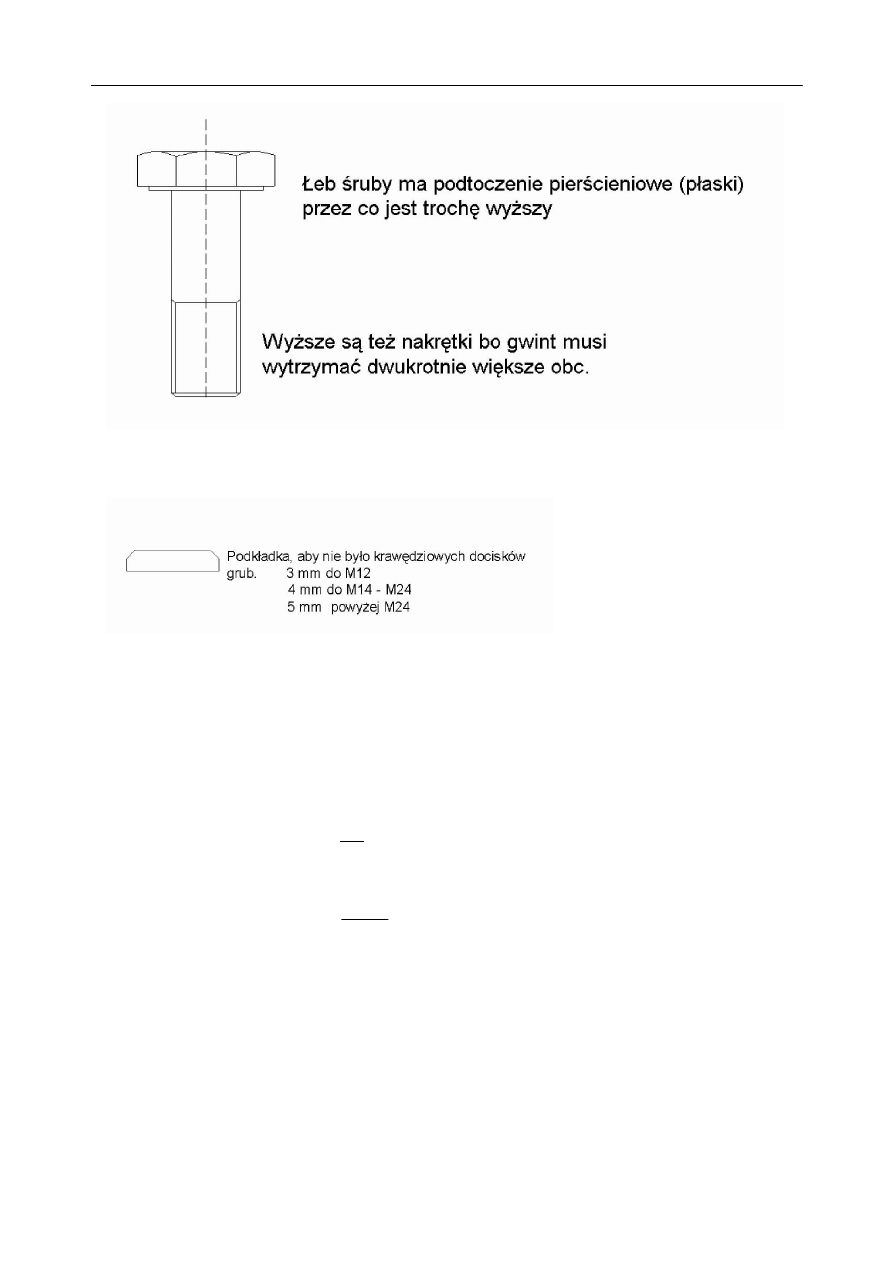
Podk adka – by wyprowadzi a gwint poza obr b elementów
czonych ale te , zapewnia
docisk, wysoko nakr tki wi ksza ni
ba.
W konstrukcjach stosuje si :
M – ruba metryczna
M 10 – 30 ; powszechnie stosowana
M > 30 ; sytuacje konieczne , lepiej stosowa wielokrotno ci
M10
M12
M16
M20
M24
M27
M30
(opisuje si )
(opisuje si )
W rubach okre la si
rednic (M10) dalej klas
ruby ( 5.8), d ugo
ruby,
d .
zakleszczenia
Klasy rub:
3.6
4.6
4.8
5.6
5.8
6.6
6.8
8.8
10.9
12.9
Pierwsza cyfra - 1/10 wytrzyma
ci ruby w kN/cm
2
Druga cyfra - 1/10 % udzia u granicy plastyczno ci do granicy wytrzyma
ci
Iloczyn dwóch cyfr – granica plastyczno ci stali ruby
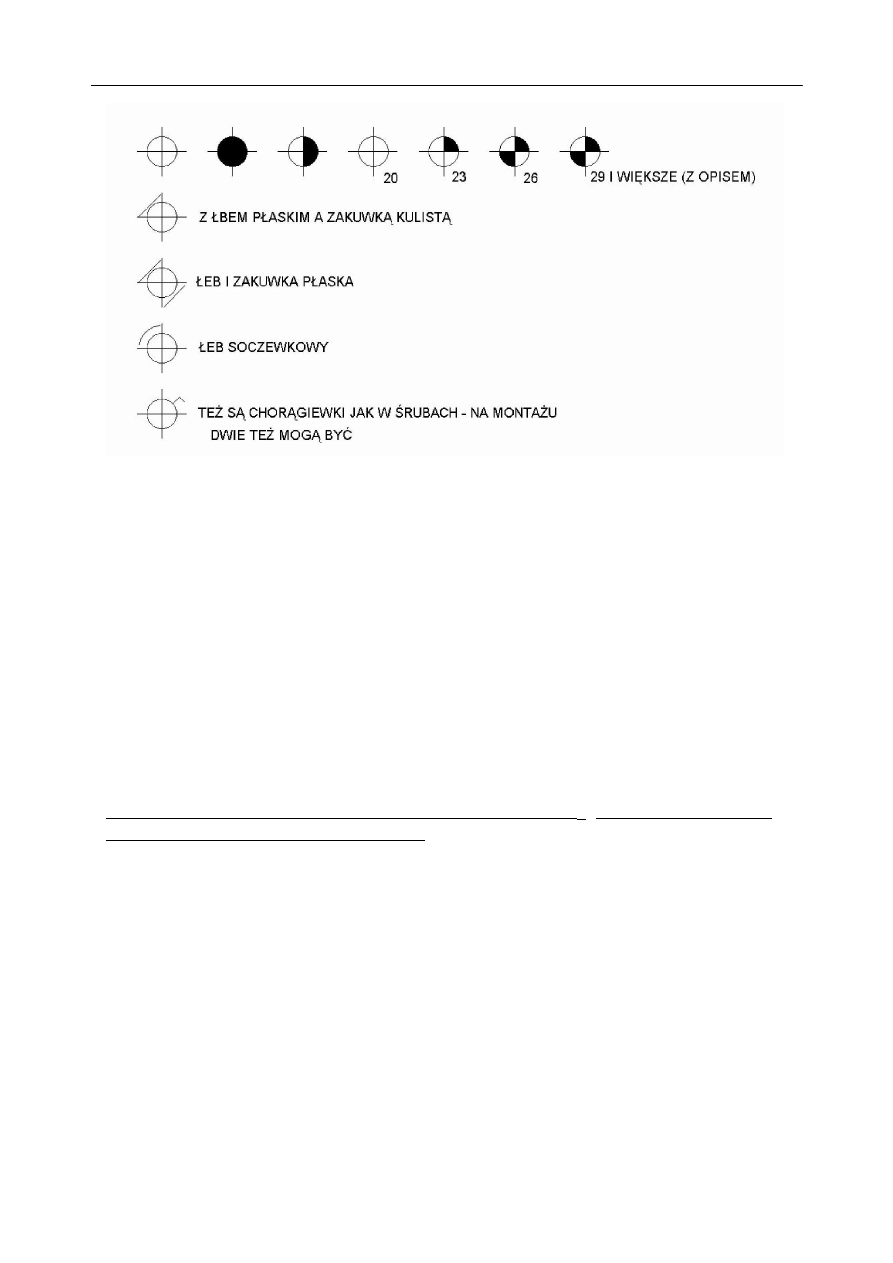
ruba zak adana na monta u
ruba zak adana na monta u i otwór wiercony na monta u
X
ruba z bem sze ciok tnym + nakr tka (nakr tka od strony widza, a z
drugiej strony eb)
eb z przodu, a z ty u nakr tka
ruba ciasno pasowana
ruba czworok tna
ruba czworok tna- eb z przodu

Copyright by KJX
15
ruby wykonuje si jako:
1.
ruby zgrubne - na ogó wyt aczane. Z uwagi na pewne tolerancje w owalno ci
trzpienia
ruby te wymagaj
wi kszych luzów, st d ich stosowanie jedynie w
po czeniach tymczasowych i po czeniach nie podlegaj cych obliczeniom. Z uwagi
na wi ksze luzy wyst puje w nich wi ksze zró nicowanie obci
, wi ksze
zginanie, znaczne zmniejszenie no no ci zm czeniowej (nawet do 2 i wi cej raza).
ruby te produkuje si w rednicach od 8-52 mm.
2.
ruby rednio dok adne - ruby z tolerancj wymiarow 1/10, a zatem stosowane do
cznia elementów konstrukcyjnych obci onych statycznie i dynamicznie
3.
ruby pasowane
-
obrabiane przez obróbk
wiórow , prze wytaczenie;
stosowane w po czeniach o du ym obci eniu dynamicznym, przy odpowiednio
ma ych luzach, najcz ciej s to ruby ciasno pasowane.
4.
ruby zbie ne – rzadziej stosowane
dla wielu pakietów blach:
5.
ruby hakowe
otwór rozwierca si rozwiertakiem sto kowym,
do uzyskania odpowiedniego pochylenia
i
rednicy;
wk adamy
rub
i
dokr camy,
poklepuj c rub np. m otkiem gumowym
wk adamy
rub ,
zak adamy
nakr tki,
ale
wi kszej nie dokr camy – dobijamy m otkiem i
dokr camy, doci gaj c
6.
ruby kotwowe zakotwienie przez si y przyczepno ci ruby
zakotwienia p ytkowe
zakotwienia specjalne typu
otkowego
7. wkr ty do stali
8.
ruby rzymskie (nakr tki rzymskie) – sk adaj si z dwóch nakr tek, na jednej gwint
lewy, na drugiej prawy; przy kr ceniu w jedna stron pr t si wyd
a, w drug
skraca; s
do wst pnego naci gu, do podwiesze , do regulacji d ugo ci
Po czenia rubowe dziel si na dwie grupy:
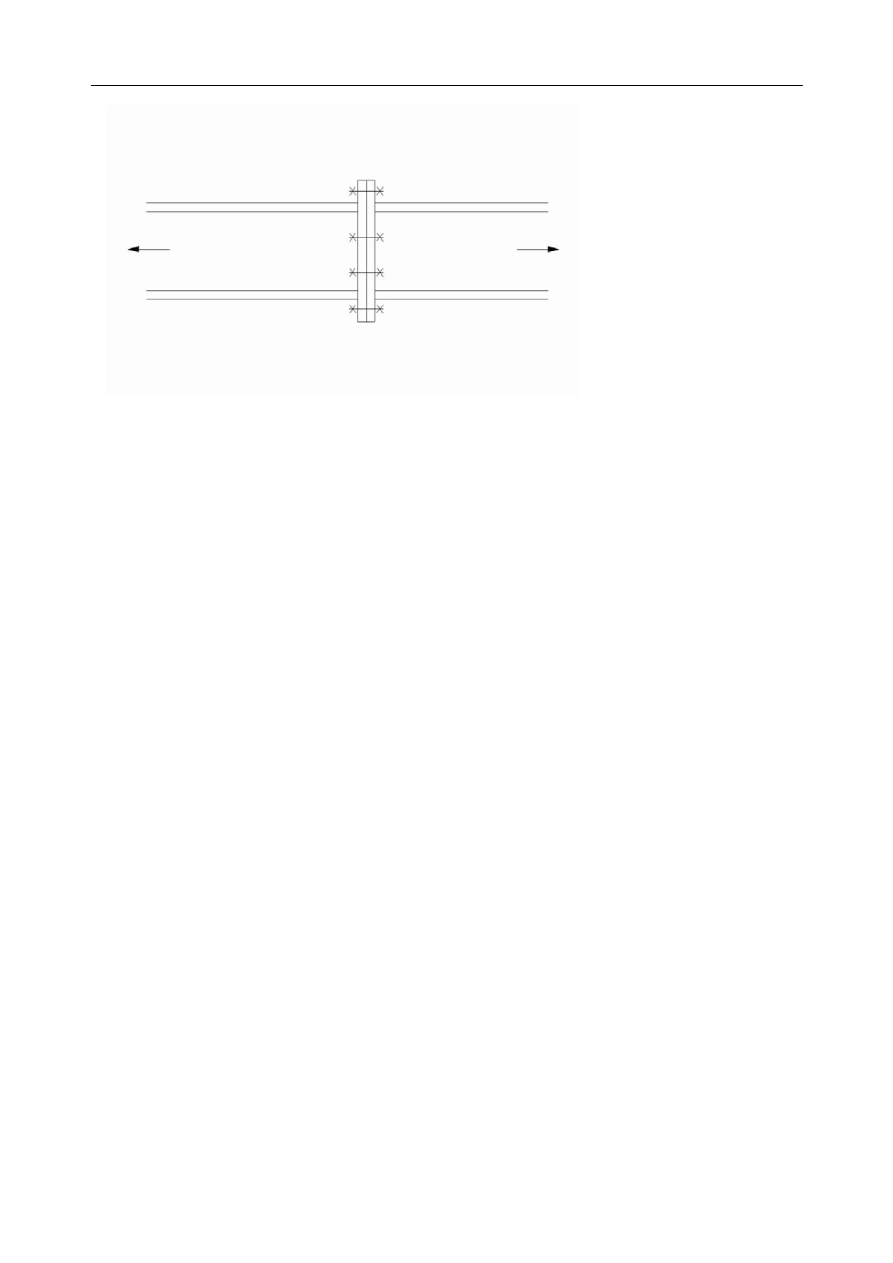
1. po czenia zak adkowe
•
tendencje do zginania, dla blach o ma ej grubo ci
•
obci enie symetryczne, nie ma zginania
•
cznik pracuje na docisk i cinanie
•
docisk do elementów – przyjmujemy, ze na ca ej powierzchni docisku
obci enie jest liniowe, nieliniowo ci malej im mniejsze luzy ( najmniejsze
przy ciasno pasowanych

Copyright by KJX
16
2. po czenia doczo owe
•
czniki pracuj
przede
wszystkim na rozci ganie, nie powinno si
dopuszcza
cinania i docisku
•
kategorie A i D w po czeniach na ruby zwyk e
•
kategorie B, C, E, F – styki na ruby spr
aj ce (styki spr one), ruby
wysokich wytrzyma
ci
•
W przypadku obci
dynamicznych i zmiennych wielokrotnie stosuje si
po czenia spr one (na
ruby spr one), na
ruby
pasowane
lub
ewentualnie po czenia nitowe.
•
ugo trzpienia
cznika w cz ci zakleszczenia (czyli w obr bie
czonych
elementów) musi by mniejsza ni 5d dla po cze
rubowych nitowanych
oraz 8d dla po cze spr onych.
•
W wyj tkowych przypadkach mo na dopu ci zwi kszenie d ugo ci odcinka
docisku cz ci zakleszczonej nita do 8t, a nawet 10t pod warunkiem
zastosowania specjalnych technologii zaklepywania
rednice otworów:
1. dla rub rednio dok adnych, przy rednicach
8 < d < 14
= 1 mm
16 < d < 24
= 2 mm
27 < d < 45
= 3 mm
??????????????? X
S
k
-ew. si a rozci gaj ca
cznik
µ-wsp.tarcia (0,1-0,6)
s
-wsp. zmniejszaj cy, uwzgl dniaj cy rodzaj otworów w po czeniach
=1 dla otworów pasowanych i rednio dok adnych
=0,85 dla otworów okr
ych powi kszonych, owalnych krótkich
=0,7 otwory owalne d ugie
cznik powinien pracowa
1-osiowo,w przypadku wyst powania
cze
2-osiowych
no no
cznika trzeba sprawdzi na si S
Rt
i S
Rv
(S
t
/S
Rt
)
2
+(S
v
/S
Rv
)
2
1
No no nitów na cinanie i docisk jak dla rub albo do wiadczalnie przyjmuj c do oblicze
80% no no ci charakterystycznej. Dopuszczalna no no
nita na rozci ganie S
Rt
=0.3 R
m
*A
przy czym nit nie powinien pracowa wy cznie na rozci ganie (stosowa wówczas ruby).
W przypadku wyst powania obci enia
onego nale y bezwzgl dnie sprawdza
jego
no no jak wy ej dla rub.
Po czenia nitowane
najlepiej pod wzgl dem in . pracuj cymi po czeniami(na rozci ganie)
Przy du ych obci eniach dynamicznych pracuj
lepiej ni
zwyk e po czenia
rubowe,
jednak wykazuj równie , cho w mniejszym zakresie sk onno do wyrobienia
czników i
opalizacji otworów. Technologia : nit surowy sk ada si z ba i trzpienia zako czonego na
ugo ci 1,5d, sto kowo dla wygodniejszego i lepszego u
enia go w
czonym elemencie.
Rozró nia si
by: kuliste, sto kowe p askie, sto kowe wypuk e. Nity specjalne o kulistych

Copyright by KJX
17
bach powi kszonych, tzw. szczelnomocne –dla
czenia elem. przy zachowaniu najw.
szczelno ci po czenia.
Nit musi mie
odpowiedni
ugo
trzpienia, aby
ciwie wykona
po czenie i
uformowa odpowiedni zakuwk . Dla zakuwki kulistej zwyk ej d . Trzpienia nita wynosi
l=1,12 t+1,5d
Nity zaklepywanie na gor co-otwory wiercone dla blach o grubo ci do 8 mm mo na najpierw
przebi
rednic
mniejsz
i rozwiera
do
rednicy wymaganej. Nit rozgrzewa si
do
temperatury
950-1050
o
C
(jasnoczerwony
stan),
wk ada
do
otworów
i
zaklepuje
pneumatycznie lub hydraulicznie( rzadko
cznie), stosuje si
niciarki( z nasadkami do
zaklepywania ba i zakuwki) Nit wykazuje na pocz tku zaklepywania sp cznienie w obr bie
czonych elem. a pó niej nast puje dalsze zaklepywanie .
Sp cznienie nita celem dok adnego wype nienia otworów ma podstawowe znaczenie dla
jako ci i wytrzyma
ci po czenia. Dopiero po zako czeniu sp czania powinno nast pi
formowanie zakuwki. Ca
zako czona powy ej 500
o
C, zatem w temp. wy szej od tej, w
której stal traci swoje w
ciwo ci kujne na gor co(dow. formowania plastyczne na gor co,
co powoduje zmiany strukturalne).
Nit stygnie kurcz c si i wywo uje si y docisku w
czonych elementach. W nicie wyst puj
znaczne napr
enia rozci gaj ce(0,5-0,9)R
e
, a nawet do granicy plastycznej R
e
. X
Ze wzgl du na skurcz i mo liwo dok adnego uzupe nienia
czonych otworów, d ugo
trzpienia nita w obr bie tworzonych elementów nie powinna by d
sza ni 5d:
l < 5d
W sytuacjach wyj tkowych mo na zak ada nity o d ugo ci zakleszczenia wi kszej ni 5 d,
stosuj c jednak specjalne technologie zaklepywania.:
a) stosuj c dwuetapowe nagrzewanie trzpienia nita (nit podgrzany do temperatury ~ 1000
o
C,
sch adza si
w cz ci przeznaczonej na zakuwk
od 100 d0 150
o
C i zaklepuje. Przy
zaklepywaniu cz
wystaj ca sch odzona ma mniejsz podatno plastyczn , co powoduje, e
swobodniej deformuje si (odkszta ca si ) cz
przeznaczona do zakleszczenia nita
(przeznaczona do sp cznienia). Po zako czeniu sp cznienia nast puje formowanie zakuwki b)
stosuj c dwustopniowe nasadki na zakuwce. W I fazie zaklepywania (sp cznienia) stosuje si
nasadk tulejow nie pozwalaj
na formowanie zakuwki. Po zako czeniu sp cznienia zmienia
si nasadk na dostosowan do kszta tu ba (zmienia si nasadk i zaklepuje si zakuwk )
c) za pomoc specjalnych tulejowych okr gów. Mo na w ten sposób zaklepywa nity o
ugo ci zakleszczenia do 8 mm a nawet do 10 d
rednica nita surowego o 1 mm mniejsza od rednicy obliczeniowej ( rednicy otworów –
czyli o 1 mm otwory wi ksze)
rednice obliczeniowe nitów: 11, 14, 17, 20, 23, 26, 29
Copyright by KJX
18
1 Niedopuszczalne wady – 4 z kilkunastu:
. nit lu ny (sprawdzane przez opukiwanie m otkiem)
2. cz ciowe przyleganie ba nita ( musi ca kowicie przylega )
3. p kni cie ba nita (promieniowe)
4. nieca kowite wype nienie otworów (z e sp cznienie) – zakuwka jest wi ksza, gdy ca y
materia nie wszed tam gdzie powinien
Trzeba wówczas wyci nit i wykona na nowo!
Nit powinien pracowa wy cznie w po czeniach zak adkowych.
Praca dwuetapowa:
1 etap – praca elementów dociskanych (przez tarcie praca), brak przemieszcze . Dopiero
pó niej – deformacje w wyniku docisku.
Nie powinno si stosowa nitów, w których napr enia b
tylko rozci gaj ce.
Dopuszcza si
dodatkowe rozci ganie nitów o warto ci 0,3 R
m
A, przy czym nit nie
powinien pracowa wy cznie na rozci ganie !!!
No no na docisk i cinanie – jak dla rub. Ustala do wiadczalnie, przyjmuj c do oblicze
0,8 no no ci charakterystycznej.
to
po czenia
bardzo in ynierskie,
bardzo
dobrze pracuj ce,
wad
jest ich
nierozbieralno i to e, trzeba je bardzo dok adnie wykona (k opotliwe po czenie)
PO
CZENIA NA RUBY SPR
ONE
Kategoria D, E, F - doczo owe
D – zwyk e lub spr one
E, F – spr one
Copyright by KJX
19
Stosowane spr enie
Si a w sumie b dzie sta a do momentu, gdy odpór = obci eniu zewn trznemu
Po czenie doczo owe spr one nie ma wi c wi kszej no no ci ni
no no
ruby.
Zastosowanie
rub wy szej no no ci – powoduje zwi kszenie no no ci. Stosowanie
po cze spr onych zapobiega zm czeniu materia u.
Po czenie spr one stosujemy w przypadku (do)czo owego po czenia.
Doczo owe
spr one
tylko
w
elementach
obci onych
dynamicznie,
w
zwyk ych
obci eniach – zwyk e ruby.
Zak adkowe – dla statycznych i dynamicznych
1. Z cza pracuj na docisk du ych powierzchni, a zatem si y przenoszone s przez tarcie, co
eliminuje wyst powanie zniszczenia
czników i owalizacji otworów (przy po czeniach
obci onych dynamicznie
2. Z uwagi jw. na docisk du ych powierzchni (tarcie), wyst puje znaczne
agodzenie
koncentracji napr
.
3. W wielu przypadkach mo na nie uwzgl dnia os abienia, gdy jest ono tutaj znacznie
mniejsze
4. Nie ma potrzeby kontroli i ewentualnej wymiany
rub lub nitów z biegiem czasu
eksploatacji
5. Rozbieralno konstrukcji
ruby spr aj ce w zasadzie nie ró ni si wygl dem od rub zwyk ych
Copyright by KJX
20
Podk adki – zawsze 2 – pod
eb i pod nakr tk
– roz
enie docisku na wi ksz
powierzchni
Nale y pami ta od odpowiednim dokr ceniu.
Si spr aj
w rubie okre la si na 0,7R
m
A
s
(A
s
– przekrój obliczeniowy). Aby powsta a
taka si a w rubie (S
0
– si a spr aj ca), to dla rub z gwintem ostrok tnym, metrycznym,
nale y rub spr
- dokr ci momentem spr aj cym o warto ci 0,18 S
0
d (d – rednica
ruby)
W rubie powstaje z
ony stan napr enia, gdy poza rozci ganiem wyst puje skr canie, a
wi c i cinanie od skr cania
=
m
sk
,
W
k
dm
3
m
sk
= moment skr caj cy, W
k
=
= wsk.wytrz. na skr canie
16
Celem zwi kszenia no no ci po cze
zak adkowych na
ruby spr aj ce stosuje si
specjalnie przygotowane powierzchnie, tak aby zwi kszy wspó czynnik tarcia, np.:
- przez
rutowanie i piaskowanie powierzchni – zwi kszamy wspó czynnik tarcia z
normalnego 0,2 na 0,4 a nawet 0,45 (z mo liwo ci zwi kszenia o 0,05 przy kontroli jako ci
powierzchni przed monta em)
- pow oki z ró nych farb - 0,4 - 0,5 nawet
pow oki cynkowe
0,3 - 0,5 (w zale no ci od sposobu na
enia, 0,3 – ogniowe
na
enie)
opalanie p omieniem acetylenowym - 0,35 – 0,4
Copyright by KJX
21
Za gruba pow oka galwaniczna np.: cynkowa to spadek wsp. tarcia nawet o 0,1
W zwyk ych po czeniach rubowych zak adkowych te mo na zwi kszy no no !
- stosowanie lepszych rub
- zastosowane po czenie mieszane np.: klejowe – na ciskanie
G ównie kleje
ywicowe, chemoutwardzalne, wymagaj ce odpowiedniej temperatury i si
docisku.
te
kleje najlepiej pracuj ce w temperaturze otoczenia, które
bardzo
dobrze pracowa y ze wzgl du na du y docisk.
Po czenia spr one wymagaj
odpowiedniej wiedzy technicznej i kultury technicznej.
Po czenie rub musi by precyzyjne, prowadzone stopniowo.
W po czeniach doczo owych wymagana jest szczególnie dok . (p asko ) dociskanych
elementów. Nie mo e wyst powa szczelina w
czonych elementach)szczelinomierz o gr.
0,2 mm nie mo e wej g biej ni 10 mm). Co oznacza,
e w znakomitej wi kszo ci
przypadków blachy czo owe styków doczo owych
wymaga y obróbki wiórowej dla
zlikwidowania deformacji kszta tu, w tym równie wygi pospawalniczych.
X
Po czenia doczo owe-spr one: wykorzystywane wy cznie dla obci
dynamicznych z
uwagi na sta e wyt enie rub i brak zm czenia
czników , wymagaj znacznie wi kszej
dok adno ci wykonania ; powierzchnie
askie-niejednokrotnie frezowane (wada: cena i
przed
enie czasu wykonania ).
Do rub spr onych stosujemy ruby klasy –min : 8.8 (preferowane 10.9 , 12.9)
W styku doczo owym p asko powierzchni musi zapewnia to , e szczelinomierz o gr. 0.2
mm nie mo e wej g biej ni 10 mm.
Copyright by KJX
22
Po czenie spr one obliczamy wed ug PN jedynie dla: M20; M24.
Po czenie doczo owe nie mo e by po czeniem, w którym element jest wygi ty (wówczas
element jest doci gni ty rub spr aj
). RUBY NALE Y DOKR CA STOPNIOWO
Po czenia spr one-zak adkowe:
szczególnie w po czeniach mieszanych, mo na
bowiem zwi kszy
no no
takiego po czenia nawet dwukrotnie (i wi cej): wyj tkowo
korzystne w
po czeniach mieszanych
po czenia klejowo- rubowe, w przypadku
stosowalno ci
rub zwyk ych – maj
one za zadanie przenie
wszystkie obci enia
prostopad e do
aszczyzny klejenia .
Po czenia te projektujemy tak, aby KLEJ przenosi wy cznie napr enia
cinaj ce =du a
no no na
CINANIE oraz ma a na rozci ganie ( ró nica ponad 10-krotna), a RUBA –
jedynie napr enia rozci gaj ce.
Wi kszo
klejów wymaga dla efektywnej pracy (odpowiedniego zwi zania i oczekiwanej
wytrzyma
ci ) : pewnej si y docisku (co zapewniaj
ruby ) oraz okre lonej temperatury
polimeryzacji.
W przypadku stosowania rub spr aj cych - dodajemy do kleju opi ki korundowe (du e si y
docisku
powoduj
wgniatanie cz stek twardych w elementy, tym samym podniesienie
no no ci na ci cie p aszczyzn
czonych) .
Projektowanie: przeciwwskazania dla kombinacji po cze
sztywnych (m.in. nitowane
spr one-zak adkowe, klejowe, spawane, na
ruby pasowane ) z podatnymi (na
ruby
zwyk e) .
Z po cze
wykonywanych w miejscu eksploatacji wybieramy
RUBOWE, poniewa
na
monta u spoiny obni amy jej no no o 10%.
Po czenie rubowe stosujemy wówczas, gdy elementy s cynkowane (metalizowane).
W praktyce
ymy aby po czenie posiada o najwi ksz no no i nie stanowi o s abego
punktu konstrukcji.
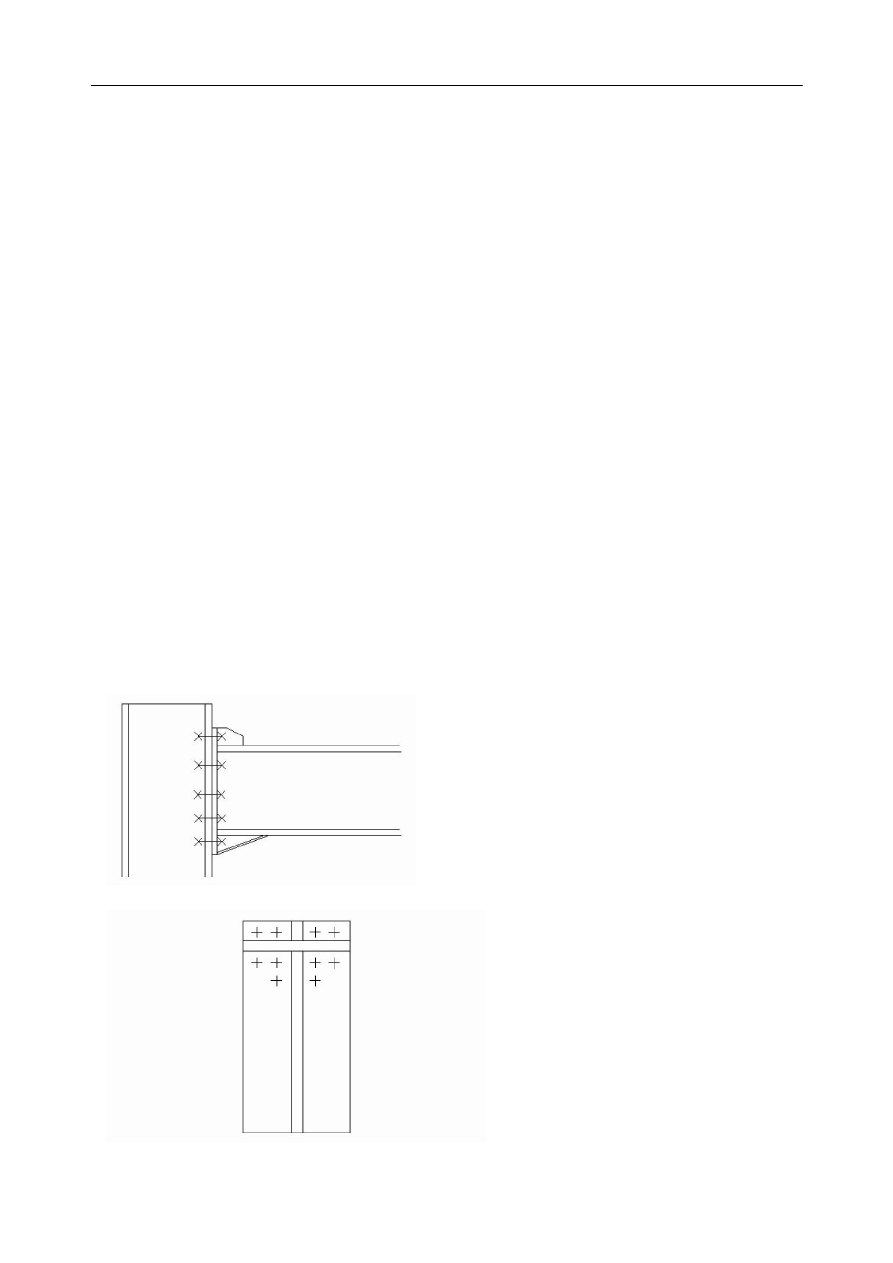
Sposoby rozmieszczenia rub dla n=6
(najlepiej)
WYMIAROWANIE, OBLICZANIE PO
CZE
RUBOWYCH:
(1) wszystkie
czniki bior jednakowy udzia w przenoszeniu obci enia,
(2) centryczne rozmieszczenie wzgl dem osi pr ta,
(3) pomijamy szczyty napr
w s siedztwie przekroju Q otworów
Copyright by KJX
23
(4) przekroje rozci gane : jako przekroje netto ( redni, bez szczytów napr
).
Z uwagi na niespe nienie (1) warunku: ogranicza si ilo
czników po kierunku dzia ania
obci enia do 6-u ; rozstaw skrajnych
czników < 15d ( w przeciwnym razie musimy
zapewni redukcj no no ci po czenia za pomoc wspó czynnika zmniejszaj cego
=1-[(l-15d)/200d] gdy l-odleg
mi dzy skrajnymi
cznikami
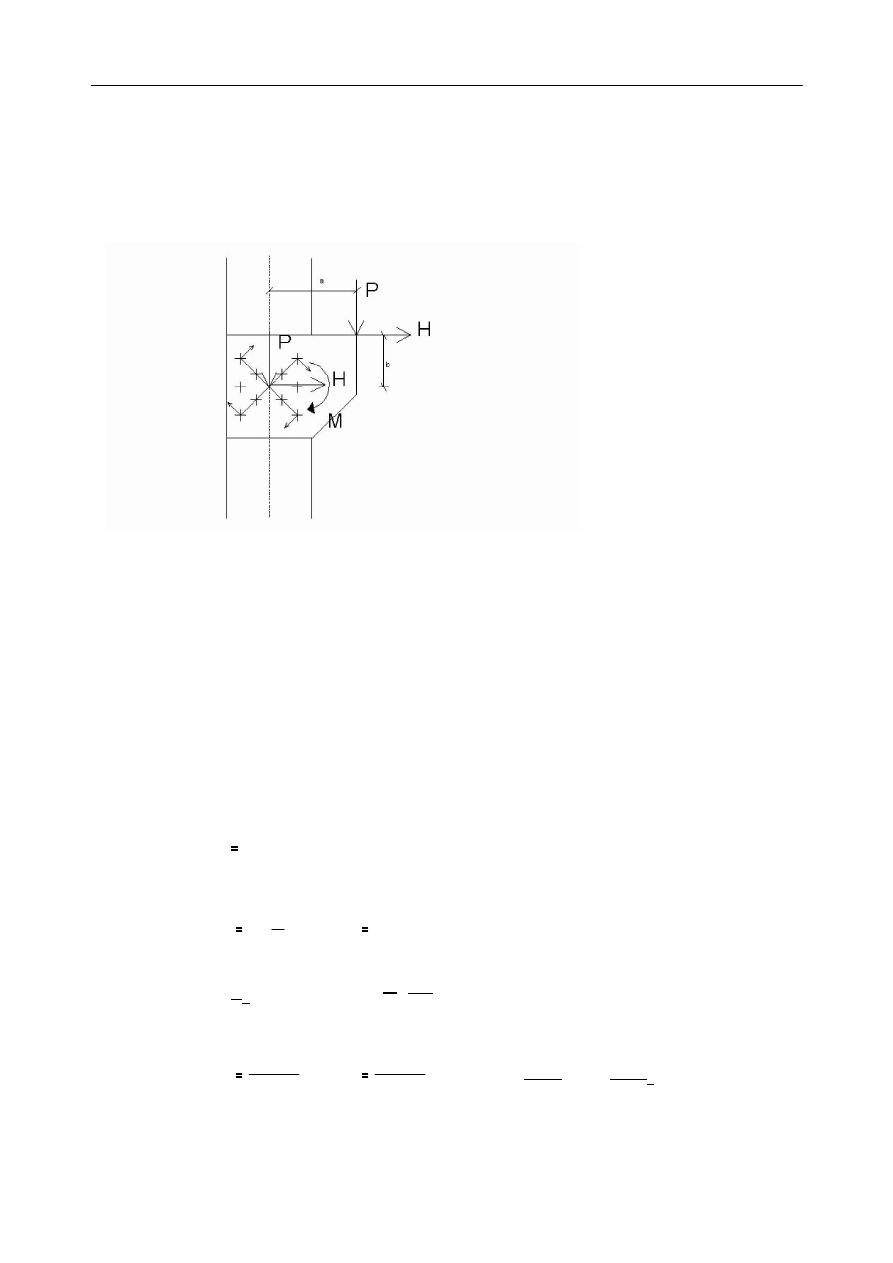
M
0
= P*a+H*b
# dzia anie P: obci enie dla ka dej ze rub P’=P/n
# H’=H/n
# dzia anie M: w przypadku niespe nienia warunku (1) równowa ymy moment M
0
dla
zablokowania obrotu
# najbardziej obci ony
cznik- najwi ksza wypadkowa od poszczególnych obci
(P,H,M)
CEL: OBCI
ENIE PRZENOSIMY DO
RODKA CI
KO CI UK ADU
ELEMENTÓW
CZONYCH
Zatem :
M
M1 r1 + M2 r2 + M3 r3 + .... + Mn rn
N
1
: N
2
: N
3
: N
n
= r
1
: r
2
: r
3
: r
n
r2
N2 N1
r1
r3
N3 N1
r1
N1
M
2
r
1
2
+ r
2
2
+ r
3
N1
r
2
1
r
r1
i
( )
i
M r 1
1
N
r
2
M r 2
2
N
2
M r 3
3
N
i
( )
r
2
i
( )
i
i
i

Copyright by KJX
24
Zatem :
M
M1 r1 + M2 r2 + M3 r3 + .... + Mn rn
N
1
: N
2
: N
3
: N
n
= r
1
: r
2
: r
3
: r
n
r2
N2 N1
r1
r3
N3 N1
r1
N1
M
2
r
1
2
+ r
2
2
+ r
3
N1
r
2
1
r
r1
i
( )
i
M r 1
1
N
r
2
M r 2
2
N
2
M r 3
3
N
i
( )
r
2
i
( )
i
i
i
PO
CZENIA SPAWANE
Spawanie jest to proces sta ego
czenia metalu za pomoc
uku. Wi e si to z
wyst powaniem wysokich temperatur. Wyst puje w zwi zku z tym szereg zmian w materiale
oraz promieniowanie szkodliwe dla spawacza: twarde i mi kkie . W zwi zku z tym ci le
okre lone s rygory BHP.
Promieniowanie – bardzo szkodliwie dzia aj ce na ca skór
nawet nowotwory.
Najlepsz ochron s r kawice i fartuch ze skóry.
Spawanie jest to proces trwa ego
czenia metali. Zasadniczo wykonujemy spawanie
jako spawanie
ukowe lub gazowe. Pewnymi procesami pokrewnymi jest zgrzewanie i
lutowanie. Spawanie
ukowe wykorzystuje wysok
temperatur
uku elektrycznego, a
spawanie gazowe – najcz ciej za pomoc
acetylenu. Do wykonawstwa konstrukcji
stalowych stosuje si wy cznie spawanie ukowe. Spawanie to dzieli si na 2 podgrupy:
1) spawanie elektroda topliw ; rozró nia si tu:
a) spawanie elektrod otulon
b) spawanie ukiem krytym
c) spawanie w os onie gazów ochronnych
2) spawanie elektrod nietopliw
a) spawanie elektrod w glow lub wolframow
b) spawanie atomowe
c) spawanie w os onie gazów ochronnych
Spoina –
cz
cza sk adaj ca si
z metalu stopionego podczas procesu
spawania. Mo e by
wynikiem stopienia wy cznie materia u elementów
czonych lub (w
znakomitej wi kszo ci) z materia u elementów
czonych jak i z materia u dodatkowego
zwanego stopiwem. Mo e to by materia doprowadzony w postaci topliwej elektrody (drutu)
lub przy spawaniu elektrod
nietopliw
doprowadzony z zewn trz w postaci drutu
spawalniczego (ró nych rodzajów).
Copyright by KJX
25
Podczas spawania metal w mniejszym lub wi kszym zakresie przechodzi przez faz
ciek . Wykazuje on w niej wi ksze powinowactwo z gazami powietrza, które mog z nim
reagowa
lub rozpuszcza
si
w nim. Oba te zjawiska w znaczny sposób pogarszaj
ciwo ci
po cze .
Zaradzamy
temu
przez
stosowanie
odpowiedniej
technologii
spawania.
NIE MA STALI NIESPAWALNEJ! S STALE TRUDNOSPAWALNE
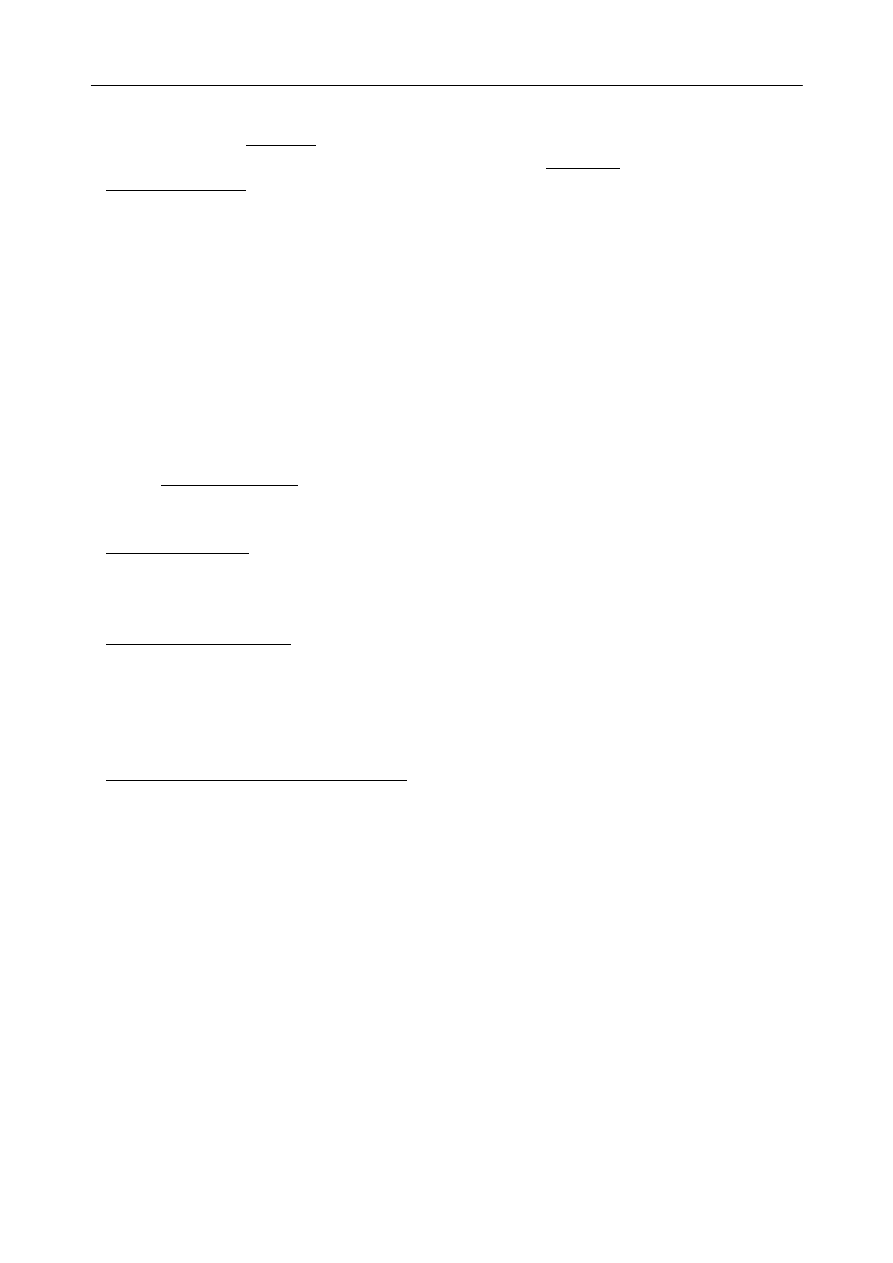
Krzepni cie spoiny z uwagi na ma obj to jeziorka roztopionego metalu przebiega
bardzo szybko. Wp ywa to w sposób istotny na struktur tej cz ci materia u rodzimego
(poza spoin ), w której pod wp ywem ciep a spawania
zachodzi y ró ne zmiany
strukturalne.
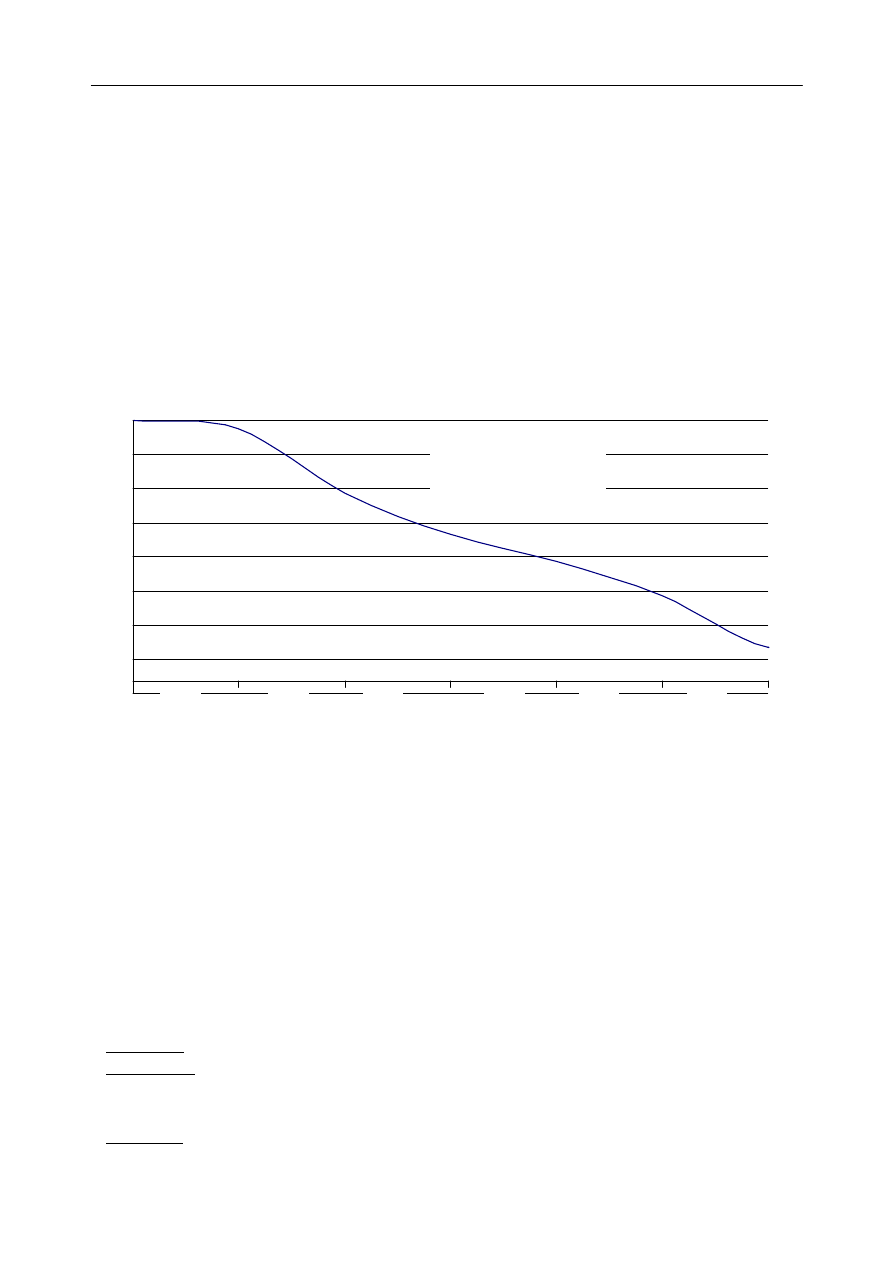
1529 1480
1100
Przebieg na
pewno jest
nieliniowy
860
700
500
200
1
2
3
5
4
6
6
Temperatura uku: na biegunach 6000°C; w rodku 3000°C
ugo
uku: 3-5mm
Czyste elazo topi si w temperaturze 1529°C
1480 – 1100 strefa przegrzania = 2
1100 – 860 strefa normalizacji zupe nej = 3
860 – 700 strefa normalizacji cz ciowej lub niezupe nej = 4
500 – 700 strefa rekrystalizacji = 5
200 – 500 strefa krucho ci na niebiesko = 6
W strefie 1 wyst puje cz ciowo roztopiony metal pomieszany ze stopiwem
W strefie 2 przegrzanie – struktura gruboziarnista o ziarnach wielokrotnie wi kszych od
wielko ci pierwotnej, przechodz ca w stan Widmanstättena. Charakteryzuje si znacznym
spadkiem udarno ci.
Strefa 3÷4 – struktura drobnoziarnista. W asno ci mechaniczne na ogó lepsze ni przed
procesem spawania.
Copyright by KJX
26
Strefa 5 – Korzystna. Ziarna zniekszta cone podczas obróbki plastycznej ulegaj odbudowie i
odwracaj efekt zgniotu.
Strefa 6 – obszar ten nie wykazuje powa niejszych zmian struktury. Wyst puje nawet wzrost
wytrzyma
ci, ale spadek wyd
alno ci i udarno ci.
W stalach nieuspokojonych jest to strefa intensywnego starzenia si materia u, co
pogarsza zdecydowanie udarno i wywo uje kruche p kni cia. Dlatego te w przypadku
stosowania po cze spawanych w elementach silnie obci onych, g ównie dynamicznie, a
nawet quasi-dynamicznie nie nale y stosowa stali nieuspokojonych, a stale pó uspokojone
tylko w pewnym zakresie.
Przy du ym dynamizmie tylko stale uspokojone!!!
Zasi g poszczególnych stref jest zmienny w znacznych granicach i zale y
ównie od
metody i parametrów spawania. Najmniejsz stref wp ywu wykazuj z cza wykonywane
automatycznie ukiem krytym, natomiast najszersze strefy wp ywu wyst puj przy spawaniu
gazowym – st d wykluczenie tego spawania dla
czenia konstrukcji stalowych!
BUDOWA SPOINY jest zwykle dendrytowa (ziarna
one kierunkowo, a w osi
symetrii spoiny wyst puje strefa koncentracji zanieczyszcze , co wi e si z obni eniem
wytrzyma
ci spoin). Ma to szczególne znacznie w spoinach wysokich (grubych). Uk adanie
tych spoin powinno by
wielowarstwowe, bowiem uk adanie ka dej kolejnej warstwy
powoduje
ca kowite
lub
przynajmniej
cz ciowe
normalizowanie
warstw
uprzednio
na
onych. Spawanie to zw a równie strefy wp ywu ciep a i wp ywa dodatnio na odcinek
przegrzania. W wyniku tego uzyskujemy z cze i wi kszej udarno ci i wyd
alno ci – ze
znaczn popraw cech plastycznych.
W czasie spawania na p ynny metal dzia aj :
-
otaczaj ca atmosfera
-
gazy z otulin elektrod
-
sk adniki materia u rodzimego
-
sk adniki
lotwórcze
Zasadniczo zachodzi utlenianie metali i redukcja tlenków. Ró ne sk adniki otulin elektrod
maj
m.in. za zadanie wytworzenie atmosfery ochronnej odcinaj cej dost p gazów
atmosferycznych. niektóre z nich, silniej powinowate do tlenu tworz
z nim tlenki i
przechodz do
la, s to tzw. odtleniacze np.
giel (C), tytan (Ti), Mangan (Mn), Krzem
(Si).
Wolny tlen powoduje wydzielaj c si
na granicach ziarn i
cz c w O
2
zmniejszenie
wytrzyma
ci spoiny. Wolny wodór (H)
cz c si
w drobiny H
2
powoduje krucho
wodorow , czyli mikrop kni cia. Jego ilo w stopiwie ogranicza si przez suszenie elektrod i
czyszczenie kraw dzi
czonych elementów z wszelkich zanieczyszcze organicznych.
Siarka tworzy w spoinie siarczek
elaza, który ma kilkukrotnie wi ksz
obj to
od
materia ów wyj ciowych i wydzielaj c si na granicach ziarn powoduje podobnie jak H
2
mikrop kni cia. St d ograniczenie do technicznego minimum zawarto ci siarki w drucie
elektrodowym lub drucie spawalniczym.
Wyszukiwarka
Podobne podstrony:
metale ściąga 3, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, Egzamin, ści
Lekkie Konstrukcje Metalowe wykłady 1,2,3,4
metale ściąga 2, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, Egzamin, ści
metale ściąga, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, Egzamin, ściąg
Ściąga - stale, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, Egzamin, ścią
konstrukcje--stalowe-same-----wzory, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe w
Konstrukcje metalowe 1 Przykl slup id 246326
Konstrukcje metalowe wykłady
metale 2, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, sciągi + rysunki na
metale ściąga 3, Budownictwo ogólne, KONSTRUKCJE STALOWE, Konstrukcje metalowe wykłady, Egzamin, ści
7 wyklad konstrukcji metalowych
Konstrukcje metalowe 2 id 24632 Nieznany
Sciaga ze stali-semV-wyklad4, BUDOWNICTWO, KONSTRUKCJE METALOWE 2
Konstrukcje stalowe - Wyklady, Studia, Przyszle lata, III rok pg, Konstrukcje metalowe
Konstrukcje metalowe Sem VI Wyklad 02
Konstrukcje metalowe 1 Przykl Polaczenia spawane id 246324
Konstrukcje metalowe 1 Przyklad 4 id 246322
Konstrukcje metalowe 1 Przykl Styk montazowy pasa gornego id
więcej podobnych podstron