1
Harmonogramowanie
Wprowadzenie.
Harmonogramowanie to zaplanowanie produkcji w czasie. Odbywa się to
poprzez ustalenie kolejności zleceń produkcyjnych i operacji wytwarzania,
z uwzględnieniem czasu ich wykonania i mocy przerobowych stanowisk pracy.
Harmonogram wyznacza czas rozpoczęcia i zakończenia każdej operacji oraz ustala
w oparciu o zasobu taką kolejność operacji, która wyklucza konflikty zasobów.
Najczęściej harmonogramowanie jest kojarzone z planowaniem operatywnym.
W procesie produkcyjnym mogą występować częste zmiany w przedzielaniu zasobów lub
zadań ze względu na awarie, zlecenia ekspresowe, zmiany ze stron klienta, itp. Program
harmonogramujący stanowi dla kierownika produkcji nieocenione narzędzie
wspomagające kontrolę procesu dzięki uwidocznionemu obciążaniu zasobów, wczesnym
ostrzeganiu o przewidywanym opóźnieniu w realizacji zlecenia. Program
harmonogramujący generuje listy zadań dla każdego z zasobów zawierające przydzielone
do wykonania operacje oraz zaplanowaną kolejność i czas ich realizacji. Podsumowując,
program harmonogramujący przydziela zadania wybranym zasobom zamiast pokazywać
związki zachodzące pomiędzy zadaniami
1
.
Często
funkcje
harmonogramowania
realizowane
są
w
systemach
informatycznych automatycznie. Harmonogramowanie automatyczne jest metodą
tworzenia harmonogramu zleceń produkcyjnych w oparciu o dostępne moce produkcyjne
stanowisk pracy. Zadanie planisty ogranicza się do wprowadzenia planowanych dat
rozpoczęcia i zakończenia zleceń produkcyjnych. W oparciu o datę zapotrzebowania na
produkt ( czas zakończenia procesu technologicznego) oraz istniejące zasoby produkcyjne
i ich obciążenie (ilość stanowisk roboczych, rzeczywisty czas pracy stanowiska
roboczego, czas trwania operacji, czas oczekiwania na wykonanie usługi obcej, dni wolne
wykazane w kalendarzu produkcyjnym), program ustala kolejność realizacji zleceń
produkcyjnych oraz daty startu i daty zakończenia kolejnych operacji. W procesie
harmonogramowania automatycznego stosowana jest przede wszystkim w firmach
charakteryzujących się produkcją złożoną, gdzie wymagana jest realna data zakończenia
zleceń produkcyjnych.
1
Praca pod red: Józefa Matuszka: Poradnik kierownika produkcji, Jak skutecznie planować i zarządzać
produkcja. Wydawnictwo FORUM, Poznań 2006

2
Harmonogramowanie półautomatyczne jest metodą tworzenia harmonogramu
zleceń produkcyjnych, korzystającą z nieograniczonych zdolności produkcyjnych
stanowisk pracy. Polega ona na tym, że planista wprowadza planowaną datę rozpoczęcia
i planowaną datę zakończenia zlecenia produkcyjnego. Program oblicza procentowy
udział poszczególnych operacji w całym cyklu procesu technologicznego zlecenia,
przypisuje daty rozpoczęcia i zakończenia kolejnych operacji technologicznych
w założonym czasie trwania cyklu produkcyjnego, bez uwzględnienia mocy
przerobowych stanowisk pracy. Metoda ta nie zmienia daty zakończenia zlecenia
produkcyjnego, dlatego należy podawać realne daty rozpoczęcia i zakończenia zleceń
produkcyjnych. Harmonogramowanie półautomatyczne stosowane jest tam, gdzie daty
dostępności produktów są ściśle określone, a zdolność produkcyjną stanowisk pracy
można zwiększać na przykład, poprzez dzierżawienie stanowisk lub wprowadzenie
nadgodzin,
tak
aby
dotrzymać
terminów
zobowiązań
wobec
klientów.
W harmonogramowaniu półautomatycznym nie są stosowane stanowiska złożone.
Harmonogramowanie ręczne jest metodą polegającą na przypisaniu przez planistę
zarówno daty rozpoczęcia i zakończenia zlecenia produkcyjnego jak i dat startu
i zakończenia operacji technologicznych na poszczególnych stanowiskach pracy.
W metodzie tej mamy możliwość budowania harmonogramu dla zleceń produkcyjnych,
stanowisk pracy i maszyn.
Metoda ta może być stosowana tam, gdzie występuje niewielka ilość zleceń
produkcyjnych, a procesy technologiczne wytwarzania produktów nie są zbyt złożone.
W
przypadku
stosowania
funkcji
harmonogramowania
automatycznego
lub
harmonogramowania półautomatycznego nie można zmieniać planowanych terminów
realizacji poszczególnych operacji technologicznych ponieważ ustawiane są
automatycznie przez program harmonogramowania.
Scenariusze harmonogramowania produkcji w ujęciu klasycznym.
Problem harmonogramowania produkcji od lat jest przedmiotem intensywnym
prac badawczych. Od tego czasu wykształciły się już pewne typowe podziały problemów
harmonogramowania. Sterowanie produkcją (Shop Floor Control - SFC) - umożliwia
przekazywanie informacji o priorytetach między osobą planującą produkcję,
a stanowiskami roboczymi.

3
Z punktu widzenia rodzaju rozpatrywanego problemu można rozróżnić
harmonogramowanie w systemach typu
2
:
job –shop - wszystkie zlecenia mają tę samą marszrutę technologiczną
(te same maszyny)
flow –shop – różne zlecenia mają różną marszrutę technologiczną
open – shop.
Istniejące systemy można podzielić na dwie kolejne kategorie;
systemy SFC pracujące w elastycznym systemie wytwórczym zawierające
obszerny zakres funkcji sterujących, ale w małym stopniu wspomagające
działania planistyczne związane z ustalaniem terminów prac,
systemy SFC pracujące na wydziale produkcyjnym z przeważającymi
właściwościami planującymi, które z reguły zawierają algorytmy
harmonogramowania, a w mniejszym stopniu wspomagają ona procesy
sterowania produkcją.
Algorytm działania systemów klasy SFC
Podczas harmonogramowania pracuje się na bardzo szczegółowym poziomie,
dlatego też należy spodziewać się, że oprogramowanie pomoże w wybraniu najlepszych
zasobów do wykonania każdego zadania. Może też wystąpić potrzeba wzięcia pod uwagę
drugorzędowych zasobów potrzebnych do wykonania zadania. W procesie produkcyjnym
często występować mogą zmiany w przydzielaniu zasobów lub zadań ze względu na
awarie, zlecenia ekspresowe, zmiany ze strony klienta, itp.
Opracowywana
w
projekcie
koncepcja
komputerowego
wspomagania
w tworzeniu szczegółowego harmonogramu ma stanowić dla kierownika produkcji
narzędzie wspomagające kontrolę procesu, generować listy zadań dla każdego z zasobów
zawierające przydzielone do wykonania operacje oraz zaplanowaną kolejność i czas ich
realizacji dzięki uwidocznieniu obciążenia zasobów, wczesnym ostrzeganiu
o przewidywanych opóźnieniach w realizacji zleceń, itp..
2
Pawlak M., Algorytmy Ewolucyjne jako narzędzie harmonogramowania produkcji, Wydawnictwo
Naukowe PWN, Warszawa, 1999.,
4
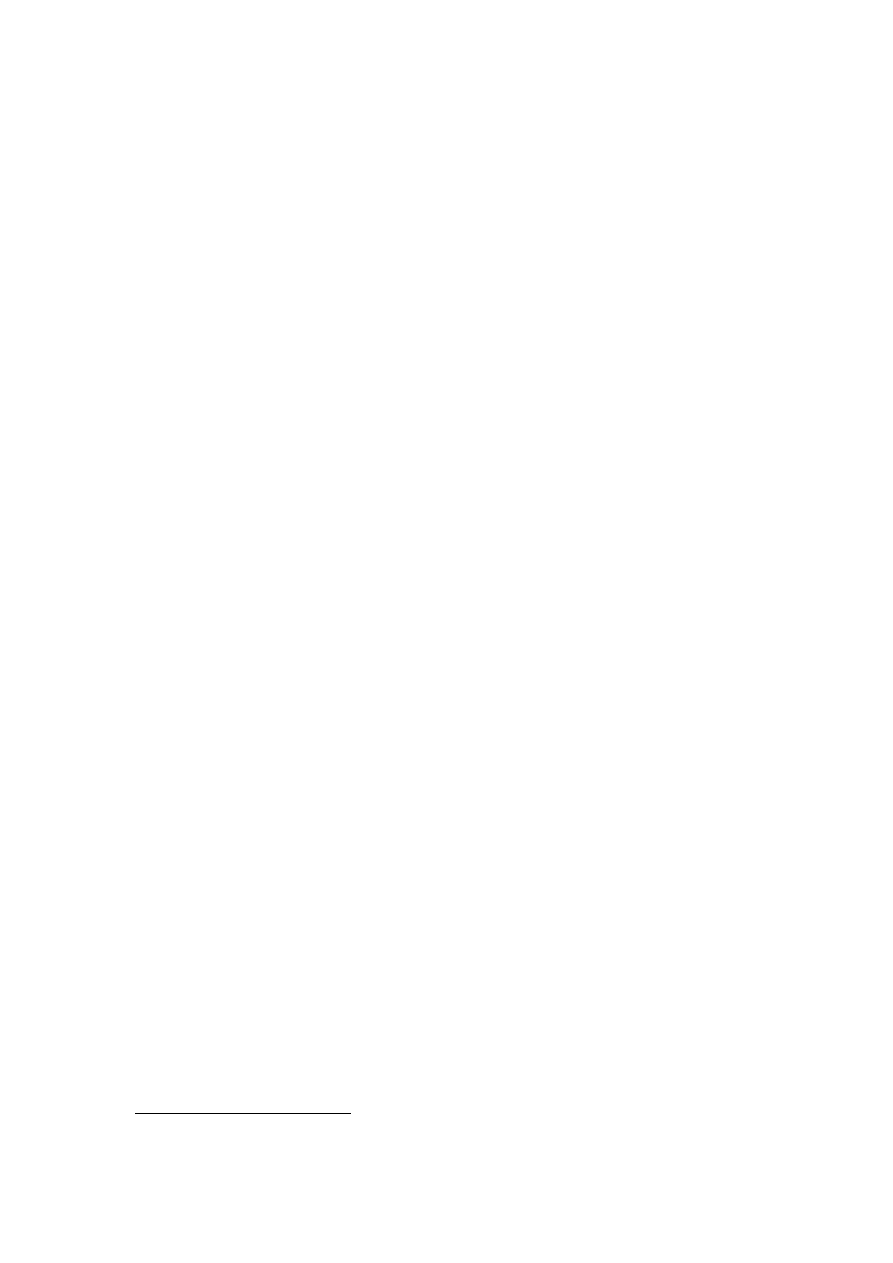
Harmonogramowanie można przeprowadzić za pomocą ręcznej deski
planistycznej nazywanej również wykresem Gantt’a, na której dostępne zasoby są
wpisywane po lewej stronie, a operacje są przydzielone dla rzędów zasobów i rozłożone
w układnie poziomym w każdym rzędzie ukazującym położenie czasowe. Poziome słupki
symbolizują operacje, a ich długość czas trwania operacji. Dane wejściowe, niezbędne do
prawidłowego zdefiniowania harmonogramu zostały podane w poniższej tabeli
3
.
Zada
nie
Nr operacji
Zasób
Czas realizacji [h]
A
10
1
3
A
20
2
4
B
10
2
5
B
20
1
2
C
10
1
3
C
20
2
4
Tabela 3.1. Dane niezbędne do zdefiniowania harmonogramu
W tym prostym przykładzie Zadanie A składa się z dwóch opcji zdefiniowanych
numerami kolejnymi 10 oraz 20, które muszą być wykonane w kolejności wzrastającego
numeru. Operacja 20 nie może się rozpocząć przed zakończeniem Operacji 10.
Rys. 3.1 Przykładowy harmonogram zleceń produkcyjnych
W praktyce zagadnienia obejmują wiele różnych zasobów i wiele różnych zadań,
co daje niezliczoną liczbę możliwych harmonogramów. Z pewnością konieczna jest
efektywna metoda na generowanie dobrego harmonogramu odpowiadającego określonym
celom produkcyjnym.
W przypadku pojedynczego szeregowania zadania produkcyjnego wybór
kolejności ładowania zadań do harmonogramu ma wpływ na całkowity jego wygląd, gdyż
po wybraniu zadania do ładowania wszystkie operacje zdefiniowane na wyrobie
ładowane są bezpośrednio, w niezmienny sposób. Dlatego też kluczem uzyskania dobrej
3
Pawlak M., Algorytmy Ewolucyjne jako narzędzie harmonogramowania produkcji, Wydawnictwo
Naukowe PWN, Warszawa, 1999.
2
1
A-10
C-10
B-20
B-10
C-20
A-20
czas

5
jakości harmonogramu jest użyty algorytm lub też reguła do zdefiniowania kolejności
ładownia zadań.
W praktyce, do ładowania zadań do deski planistycznej stosowanych jest wiele
metod, jedną z nich jest sortowanie zadań według stopnia priorytetu przypisanego
zadaniom. Kolejnym kryterium wyboru może być najwcześniejszy termin wykonania,
najwcześniejsza data zakończenia zlecania, najmniejsza ilość pozostałego wolnego czasu.
Jednakże żadna w wyżej wymienionych reguł nie jest optymalna w matematycznym
sensie. Każda z nich reprezentuje inną strategię i wskazuje na inny element
w szeregowaniu zadań. Przykładowo reguła oparta na priorytecie dąży do jak
najwcześniejszego zakończenia najważniejszych zadań lub reguły związane z terminem
wykonania koncentrują się na redukowaniu ilości spóźnionych zadań.
W informatycznych systemach zarządzania dokonywana jest symulacja obciążeń
stanowisk dwiema metodami – harmonogramowania „wstecz” oraz „ w przód”
4
.
W zależności od celu- odpowiedzi, jaką chce się uzyskać stosuje się odpowiednią metodę:
Harmonogramowanie „ w przód” odpowiada na pytanie:, Kiedy skończy się
wykonanie wyrobu, jeżeli rozpocznie się je w danym przyjętym terminie?
Harmonogramowanie „do przodu” polega na realizacji następujących założeń: zostaje
przyjęta data rozpoczęcia wykonywania zadań produkcyjnych. Dla każdego z produktów
planowanych do wytworzenia w przewidywanym horyzoncie planistycznym nalicza się
terminy – od daty, kiedy rozpoczyna się realizację, wyliczając czasy rozpoczęcia zadań
oraz związane z nimi zapotrzebowanie na zasoby. Przy strukturze wielopoziomowej
wyrobów procedur jest powtarzana, aż do momentu wyrobów gotowych i określenia
terminu wykonania zlecenia.
W ten sposób zostaje wyliczona najwcześniejsza data dostępności wyrobów.
Korzystając z danych operacji procesu wytwarzania, czasu przebywania zadania na
zasobie produkcyjnym, nalicza się dla każdej operacji na konkretnej maszynie lub linii
niezbędny czas do wykonania partii produkcyjnej wyrobów, części lub podzespołów.
Zapotrzebowanie na czas zajętości maszyny (ewentualnie pracowników, np. dla
stanowisk typu montażowego) naliczone indywidualnie dla każdego wyrobu jest
sumowane dla wszystkich wyrobów przewidzianych do produkcji w rozważanym
horyzoncie planistycznym.
4
Praca pod red: Józefa Matuszka: Poradnik kierownika produkcji, Jak skutecznie planować i zarządzać
produkcja. Wydawnictwo FORUM, Poznań 2006

6
Wyrównanie obciążeń centrów roboczych to technika stosowana do planowania
krótkookresowego. Jej celem jest możliwe duże i równomierne wykorzystanie zdolności
produkcyjnych poprzez właściwe rozłożenie w czasie terminów realizacji zleceń
produkcyjnych, respektując jednak określone czasy realizowania zleceń. Zwykle jednak
następuje pewne wydłużenie wydłużenie cyklu wytwarzania. Naliczenie równoległe
z MRP planowanego obciążenia stanowisk pozwala na oszacowanie, czy realna jest
realizacja założonego planu przy uwzględnieniu dostępnych zdolności produkcyjnych
wszystkich gniazd roboczych potrzebnych do wykonania tego planu oraz kalendarzy
dostępności maszyn i urządzeń. Zwykle dla planisty jest to naliczane równoległe,
w praktyce jednak na ogół sprawdza się realizowanie planów po ich wstępnym ustaleniu.
Harmonogramowanie „wstecz” odpowiada na pytanie:, Kiedy najpóźniej należy
rozpocząć wykonywanie operacji wytwarzania, aby zdążyć z wykonaniem na czas?
Znając termin dostawy sensowne jest rozpoczynanie sporządzania harmonogramu od
terminu zakończenia prac wstecz do terminu ich rozpoczęcia. W praktyce dodawany jest
zazwyczaj bufor bezpieczeństwa czasowego. Metoda powyższa służy do wychwycenia
tzw. „wąskich gardeł” w produkcji, będących podstawą zarządzania stosowaną w TOC
(Teorii Ograniczeń).
W rzeczywistości ułożenie w harmonogramie wszystkich zleceń przed terminem
ich zakończenie bywa nawet niemożliwe. Dlatego też pierwszy harmonogram sporządza
się przy uwzględnieniu „nieograniczonych zdolności produkcyjnych”- ignorując
wszystkie ograniczenia – po to, aby wykryć miejsca i momenty, w których
prawdopodobnie może dojść do sytuacji konfliktowych. Dzięki temu można zawczasu
podjąć środki zapobiegawcze. W celu zaprojektowania sekwencyjnego charakteru
marszruty produkcyjnej harmonogram ten sporządza się przy założeniu wykonania jednej
operacji tygodniowo.
Wytwarzanie powinno się zacząć nie później niż najpóźniejsza możliwa data
rozpoczęcia produkcji jednego z elementów wyrobu. Korzystając z danych operacji
procesu wytwarzania- czasu przebywania zadania na zasobie produkcyjnym- nalicza się
dla każdej operacji do konkretnego stanowiska pracy lub linii niezbędny czas do
wykonania partii produkcyjnej wyrobów, części lub podzespołów w danej jednostce czasu
planowania.
Proces szeregowania wstecz zaczyna od załadowania ostatniej operacji dla
zadania, które ma zostać ukończone w wyznaczonym terminie. Następnie ładowana jest
7
poprzedzająca operacja, która kończy się w czasie rozpoczęcia ostatniej operacji. Proces
ten jest kontynuowany wstecz w czasie aż do załadowania pierwszej operacji zadania.
Wówczas generator harmonogramów wybiera następne zadanie do załadowania
i powtarza cały proces, znów zaczynając od ostatniej operacji i cofając się w czasie.
Powyższa procedura jest powtarzana, aż do załadowania wszystkich zadań.
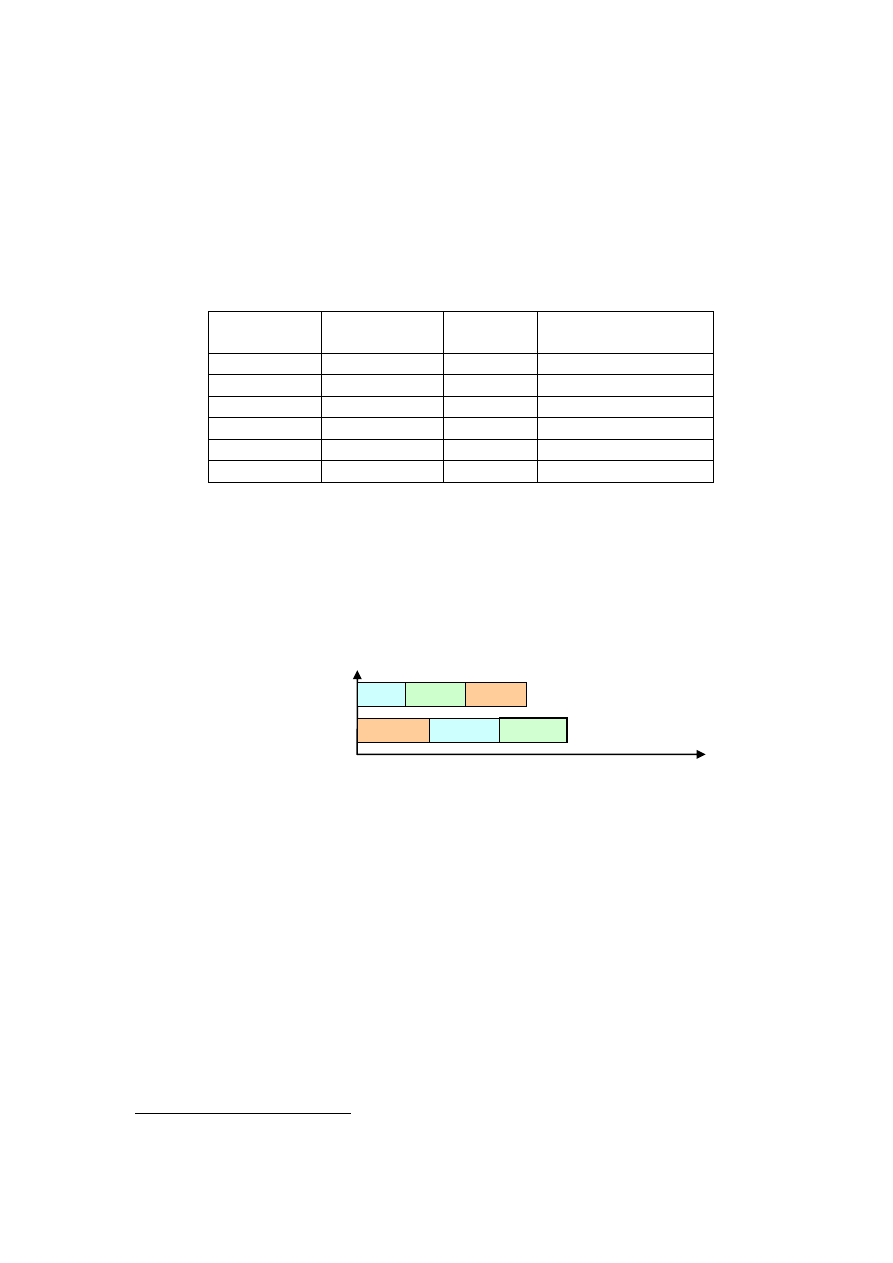
Poniższe rysunki przedstawia harmonogram wygenerowany za pomocą
szeregowania wstecz Zadań A, B i C.
Rys. 3.5 Harmonogram szeregowany wstecz dla Zadań A, B i C
Podstawową zaletą szeregowania algorytmicznego wstecz jest definiowanie
harmonogramów, które nigdy nie zawierają spóźnionych zadań, jednakże zdefiniowany
harmonogram może jednak wyznaczać niewykonalne terminy rozpoczęcia, tzn. takie,
w których czas rozpoczęcia zadań już upłynął. Istnieje możliwość wygenerowania
harmonogramu pozbawionego spóźnionych zadań. Cecha ta ma wiele zalet, ale też
szeregowanie wstecz posiada pewne ograniczenia praktyczne nawet w przypadku
wygenerowania wykonalnego planu. A mianowicie, w szeregowaniu wstecz wszystkie
zadania są przesunięte w prawą stronę deski planistycznej tak, że ich czas rozpoczęcia jest
możliwie najpóźniejszy, zgodny, a termin wykonania wciąż pozostaje nie przekroczony,
zgodny w terminem określonym przez klienta. Sytuacja ta łączy się to z brakiem bufora
czasowego w systemie, a wystąpienie jakichkolwiek zakłóceń tj. awarie maszyn,
spóźnione dostawy materiału, itp. spowoduje opóźnienie w realizacji zadania. Dodatkowo
odkładanie użycia dostępnych zasobów na później i oczekiwanie na rozpoczęciem
wykonania zadania na ostatnią chwile, ma swe konsekwencje w niemożliwości
rozważenia dodatkowych zadań, których dodanie do harmonogramu może się okazać
niezbędne w późniejszym terminie.
Podsumują, szeregowanie algorytmiczne może odbywać się na dwa sposoby,
których każdy posiada właściwe sobie ograniczenia;
2
1
A-10
C-10
B-20
B-10
C-20
A-20
czas
8
I. sposób - w szeregowaniu zadań wprzód daty rozpoczęcia pozostają
niezmienne, a daty zakończenia podlegają ustaleniu (przez co terminy
realizacji mogą być przekroczone), natomiast,
II. sposób - przy szeregowaniu zadań wstecz niezmienne są daty zakończenia,
podczas gdy określa się daty rozpoczęcia,
Piorąc pod uwagę harmonogram na rysunku 3.5 można zaobserwować przerwę
pomiędzy operacjami A-10 i B-20 wykonywanymi przez Zasób 1. Wykorzystania tej luki
przez inny zasób w kolejnych fazach ładowaniach jest mało prawdopodobna, gdyż jest
ona zbyt mała, wynikiem czego jest niewielkie wykorzystanie zasobu. W szeregowaniu
wprzód, luka ta dostępna jest do wykorzystania do operacji o dowolnym czasie trwania
zadań.
Rozwiązaniem problemu szeregowania wprzód i wstecz jest szeregowanie
algorytmiczne w trybie dwukierunkowym. Polega ono na wybraniu operacji znajdującej
się w środku szeregowania wybranego zadania, a następnie harmonogramuje się
następujące po niej operacje za pomocą szeregowania wprzód, a operacje poprzedzające
ją - za pomocą szeregowania wstecz.
Ta metoda jest użyteczna pod warunkiem, że użytkownik dysponuje wolnym
czasem dla kluczowego, intensywnie wykorzystywanego zasobu oraz planowane jest
przydzielenie operacji temu zasobowi, a następnie załadowanie operacji poprzedzających
oraz następujących po wybranej czynności, zgodnie z algorytmem szeregowania
dwukierunkowego. Niezbędne do takiego rodzaju szeregowa jest brak oczekiwania przez
zasób kluczowy na materiał.
Podsumowując, szeregowanie algorytmiczne jest stosunkowo prostą i szybką
metodą generowania harmonogramu wykonania zadań do deski planistycznej.
Harmonogram jest w pełni ustalany przez określenie kolejności zadań oraz reguły wyboru
pomiędzy dostępnymi zasobami.
Szeregowanie symulacyjne
Kolejny sposobem generowania harmonogramu zadań produkcyjnych jest
szeregowanie symulacyjne, stanowiące alternatywę dla szeregowania algorytmicznego.
Jest to również prosta, a także bardzo elastyczna metoda definiowania harmonogramów.
Zasadniczo za pomocą szeregowania symulacyjnego można tworzyć jednakowe
9
harmonogramy, jak w metodzie szeregowania algorytmicznego. Szeregowanie
symulacyjne może rozpatrzyć wiele harmonogramów, których szeregowanie
algorytmiczne nie jest w stanie przeanalizować. Dlatego też metoda szeregowania
symulacyjnego, nazywana również metodą opartą na zasobach
lub ładowaniem
równoległym
5
.
W metodzie symulacyjnej wybrana i ładowana jest pojedyncza operacja.
Zapewnia to lepszą kontrolę nad sposobem ładowania oraz elastyczność generowania
harmonogramów, a niżeli miało to miejsce w przypadku szeregowania sekwencyjnego.
Kolejną podstawową różnicą pomiędzy metodą algorytmiczną, a symulacyjną jest
to, że w szeregowaniu symulacyjnym harmonogram jest tworzony kolejno
w pojedynczych przedziałach czasowych od jednego czasu zdarzenia do następnego.
W metodzie symulacyjnej tworzenie harmonogramu rozpoczyna się w czasu bieżącego od
momentu załadowania wszystkich operacji, których wykonanie może się rozpocząć dla
danej chwili. Po załadowaniu wszystkich operacji, których wykonywanie może się
rozpocząć w danym czasie, rozpoczyna się kolejna szeregowanie dla kolejnego przedziału
czasu, tzn. pierwszego terminu zakończenia jednej z operacji na harmonogramie.
Szeregowanie symulacyjne odbywa się na zasadzie przesuwania się w czasie do przodu
i ładowania kolejnych operacji w kolejnych operacjach, gdy zasoby stają się bezczynne,
aż do momentu załadowania wszystkich operacji.
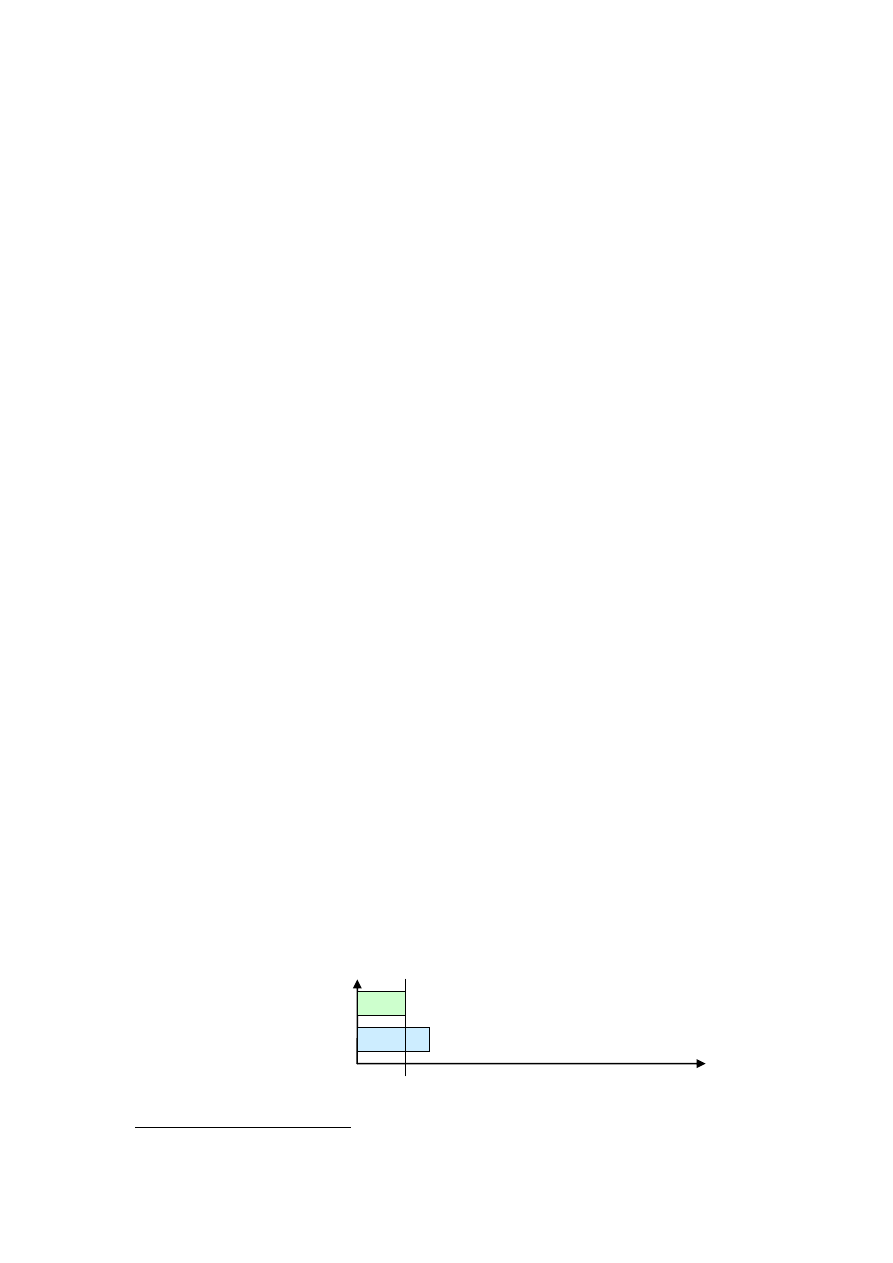
Pierwszym krokiem szeregowania symulacyjnego jest załadowanie wszystkich
opcji, których wykonanie może się rozpocząć w danej chwili. Poniższe rysunki
przedstawiają kolejne fazy szeregowania w następujących krokach;
Krok 1: Pierwsze operacje zgodnie z planem obórki mogą być
załadowane dla odpowiednich zasobów, Operacja 10 dla Zadania A (A-10) może
być załadowana dla Zasobu 1 i Operacja 10 dla Zadania B (B-10) może być
załadowana dla Zasobu 2.
5
Preactor – Podręcznik użytkownika, Wersja 9.1/9.2, Copyright 1993-2004 Prętczyński sp. z o.o.
2
1
A-10
B-10
czas
10
Rys. 3.6 Krok I - Ładowanie Zadnia A-10 i B-10
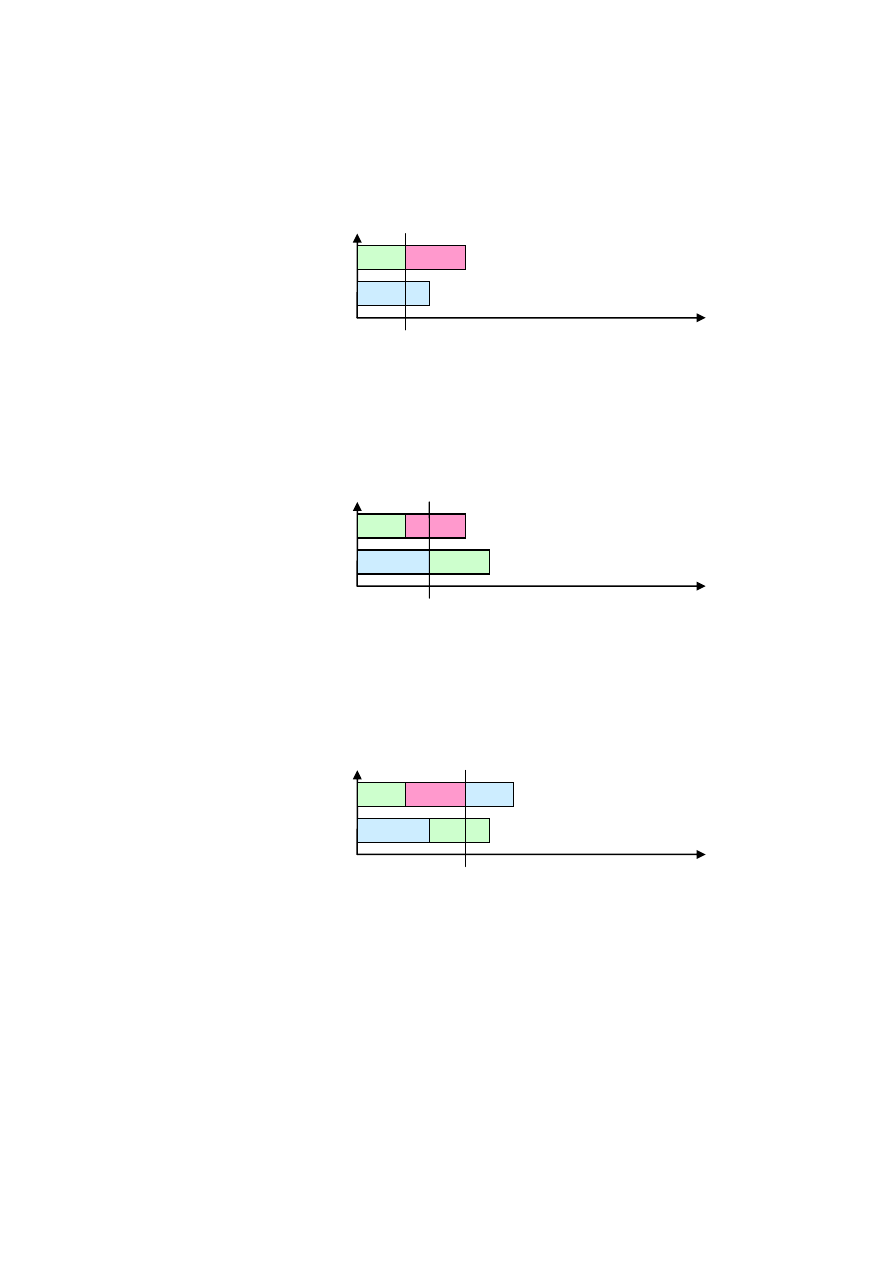
Krok 2: Symulowany czas jest przesunięty na koniec Operacji A-
10, w konsekwencji czego załadowana zostaje Operacja C-10 dla Zasobu 1.
Rys. 3.7 Krok II - Ładowanie Zadnia C-10
Krok 3: Symulowany czas jest przesunięty na koniec Operacji B-
10, w konsekwencji czego załadowana zostaje Operacja A-20 dla Zasobu 2.
Rys. 3.8 Krok III - Ładowanie Zadnia A-20
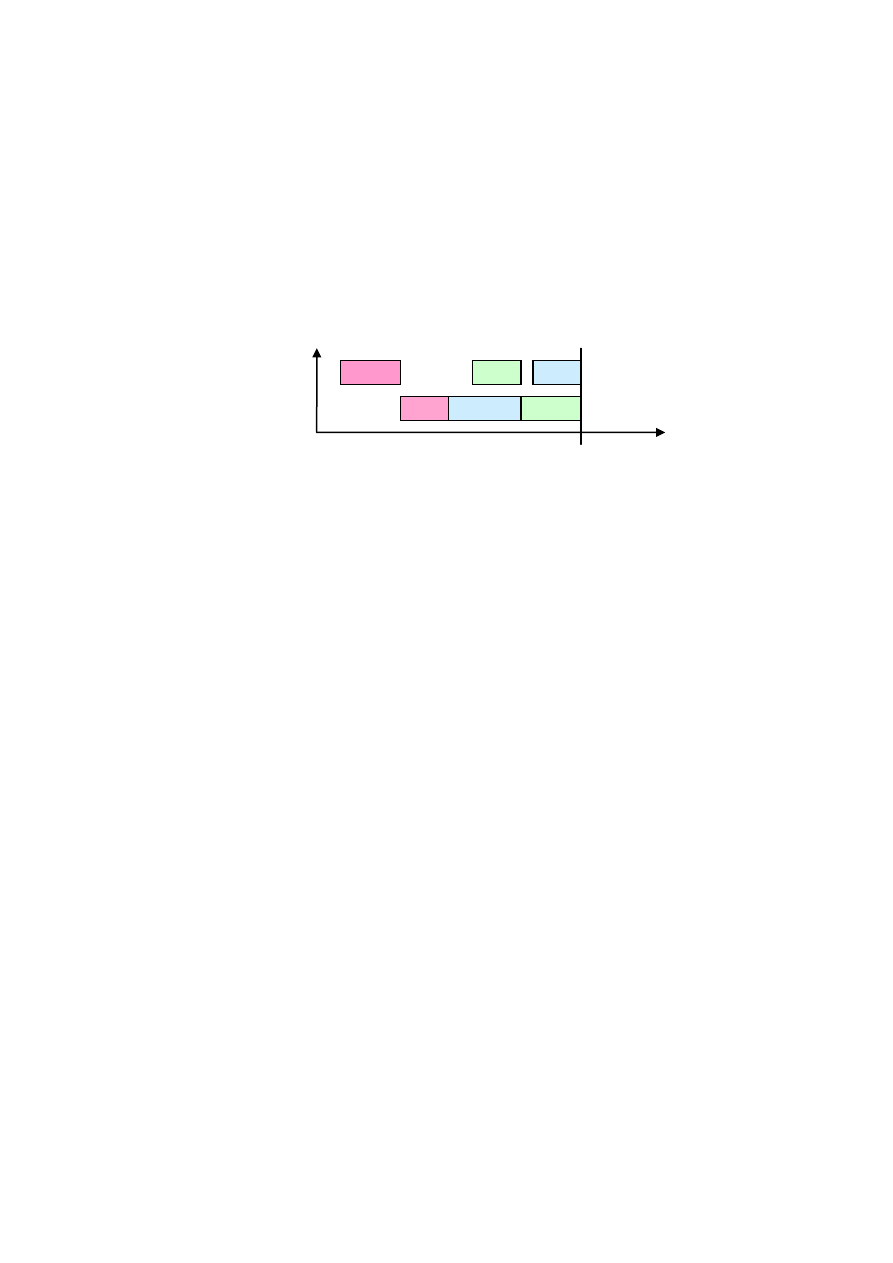
Krok 4: Symulowany czas jest przesunięty na koniec Operacji C-10
w konsekwencji czego załadowana zostaje Operacja B-20 dla Zasobu 1.
Rys. 9 Krok IV - Ładowanie Zadnia B-20
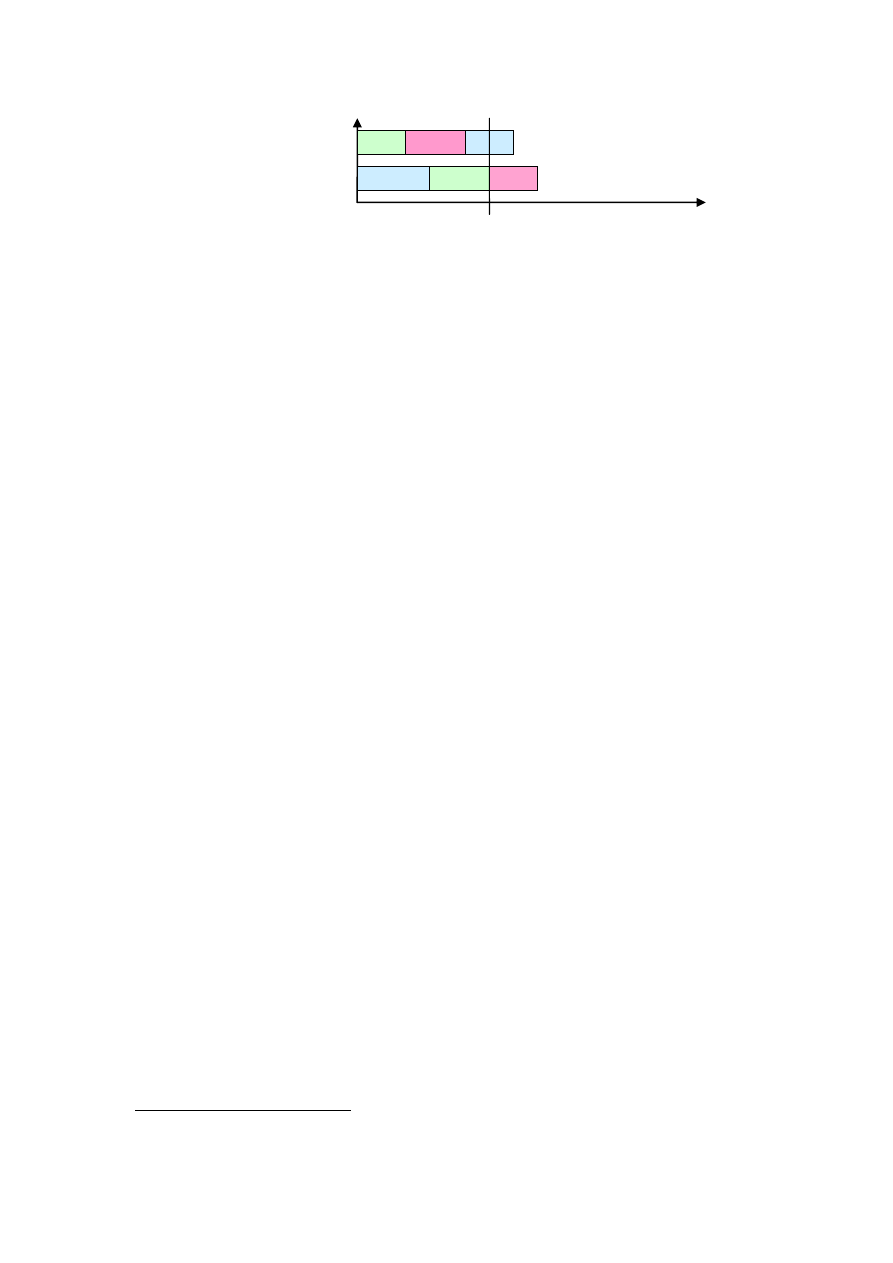
Krok 5: Symulowany czas jest przesunięty na koniec Operacji B-
10. Ponieważ dla Zasobu 1 załadowano już wszystkie operacje, symulowany czas
jest przesunięty na koniec Operacji A-20, gdzie załadowana zostaje ostatnia
operacja, C-20 dla Zasobu 2.
2
1
A-10
C-10
B-20
B-10
A-20
czas
2
1
A-10
C-10
B-10
A-20
czas
2
1
A-10
C-10
B-10
czas
11
Rys. 10 Krok V - Ładowanie Zadnia C-20
Metody algorytmiczna w przeciwieństwie do szeregowania symulacyjnego
postępuje jedynie do przodu w czasie. Przejście do następnego przedziału czasowego
następuje dopiero po załadowaniu wszystkich operacji przypadających na aktualny czas.
To też symulator harmonogramów zatrzymując się w czasie oraz bada całościowy zestaw
pozostały możliwych rozwiązań, przechodząc do następnego przedziału dopiero po
załadowaniu wszystkich operacji. Generator algorytmiczny harmonogramów stałe
przemieszcza się w czasie do przodu bądź do tyłu, jednocześnie ładując operacje dla
każdego z zadań. Rozpoczyna on działanie w czasie bieżącym i przechodzi kolejno do
następnych przedziałów czasowych, ładując wszystkie zebrane operacje wchodzące
w skład pierwszego zadania. Kolejnym krokiem jest powrót do czasu bieżącego
i rozpoczęcie do nowa ładowanie wszystkich operacji wchodzących w skład kolejnego
wytypowanego zlecenia. Powyższa procedura powtarza się, aż do momentu załadowania
wszystkich dostępnych zadań na desce planistycznej. Tak więc algorytmiczny generator
harmonogramów wybiera zadanie zgodnie a następnie rozkłada je w czasie, ładuje je, po
czym przechodzi do następnego zadania. Kontrola pracy algorytmicznego generatora
harmonogramów odbywa się za pomocą reguł przydzielania ważności (reguł
priorytetów), służących do wyboru kolejnej ładowanej operacji. Podejście to wymaga
określenia priorytetu dla każdej operacji, który wynika zarówno z priorytetów ustalanych
w przedsiębiorstwie niezależnie dla każdego zlecenia, jak i z wykorzystania różnych reguł
priorytetów. Zlecenia z późniejszym terminem zakończenia przesuwane są i jedną
zmianę. Ma to na celu realizację planu bez większych kolizji i opóźnień realizacji zleceń.
Do reguł priorytetów stosowanych w operacyjnym sterowaniu wytwarzaniem
należą m.in.
6
:
FIFO (First In First Out)- jest reguła przypadkowa, która daje
pierwszeństwo temu zleceniu, które ma wcześniejszy termin rozpoczęcia.
6
K.J. Wróblewski i in.: Reguły priorytetu w sterowaniu przepływem produkcji; Wydawnictwa Naukowo-
Techniczne, Warszawa, 1984
2
1
A-10
C-10
B-20
B-10
C-20
A-20
czas

12
STO (Shortest Time Operation) - reguła ustawia tą operację jako pierwszą,
która ma najkrótszy czas trwania. Stosowanie tej reguły powoduje zmniejszenie
średniego czasu oczekiwania operacji i to co z tym związane również średniego
czasu realizacji zleceń, przy wysokim wykorzystaniu maszyn. Wadą jest natomiast,
że terminy zleceń zawierających operacje z długimi czasami realizacji mogą nie być
dotrzymywane.
LTO (Longest Time Operation) - reguła jest odwrotnością poprzedniej
i ustawia tą operację jako pierwszą, która ma najdłuższy czas wykonania.
Reguła wg najkrótszego czasu przezbrojenia - reguła daje pierwszeństwo
tej operacji, która w danym momencie wymaga najkrótszego czasu przezbrojenia
maszyny. Celem jest maksymalne wykorzystanie stanowiska.
Reguła wg najkrótszego czasu realizacji zlecenia - reguła sprawia, że
operacje, które należą do zleceń o najkrótszym czasie wytwarzania, mają najwyższy
priorytet. Stosowanie jej prowadzi do krótkich czasów realizacji zleceń, dobrego
wykorzystania maszyn, lecz powoduje jednocześnie gorsze dotrzymywanie terminów dla
zleceń z długimi czasami realizacji.
Istota ładowania, w której korzysta metoda szeregowania symulacyjnego
gwarantuje duża elastyczność podczas generowania harmonogramów, to jednak na
efektywne wykorzystanie tej metody wpływa przede wszystkim reguły rozdzielania
służące do wyboru kolejne operacji dla danego zasobu z dostępnego wachlarza zadań do
wykonania. Szeregowanie symulacyjne ma też swoje wady. Przykładem może być użycie
reguły rozdzielania minimalizującego opóźnienie – współczynnik krytyczny. Wybór
operacji na podstawie tejże reguły jest oparty na porównaniu pozostałego terminu
dostawy gotowego wyrobu z czasem potrzebnym do zakończenia operacji. W takim
przypadku, jeżeli zdolności produkcyjne stanowią problem metoda symulacyjna dążyłaby
do zminimalizowania opóźnienia wszystkich zadań produkcyjnych, i jednocześnie
generuje poprzez swoje wybory duża ilość nieznacznie spóźnionych zadań. Natomiast
metoda algorytmiczna używając stopnia priorytetu terminu wykonania dałaby rezultat w
postaci mniejszej liczby spóźnionych zadań, mino iż o większym stopniu spóźnienia.
W takiej sytuacji użytkownik systemu może łatwiej skupić uwagę na zadaniach, które
mają przewidziane opóźnienia. Dlatego też szeregowanie algorytmiczne zapewnia
użytkownikowi systemu większą kontrolę parametrów procesu niż szeregowanie
symulacyjne.

13
Podsumowując:
symulacyjny generator harmonogramów używający jako reguły
rozdzielania zasady FIFO wygeneruje harmonogram cechujący się większym
wykorzystaniem zasobów oraz krótszą rozpiętością czasową harmonogramu od
algorytmicznego generatora harmonogramów, lecz kosztem większej produkcji
w toku,
planowanie w przód powoduję tendencje wzrostu zapasów produkcji
w toku jak również wzrost czasów realizacji zleceń,
planowanie w tył wiąże się z brakiem możliwości manewru czasowego dla
poszczególnych operacji (można jedynie przesuwać operacje jedynie w lewym
kierunku na desce planistycznej, czyli w kierunku ich wcześniejszego rozpoczęcia
i wykonania, ale jeśli zlecenie już się rozpoczęło to jest to niemożliwe,
metoda algorytmiczna ładuje na raz całą sekwencję faz procesu, dzięki
czemu w łatwy sposób można skontrolować poprawność przerw pomiędzy
operacjami i w miarę potrzeby ją skontrolować,
symulacyjny generator harmonogramów cechuje się mniejszą możliwością
kontroli, gdyż przy ładowaniu pierwszej operacji urządzenie nie rozpoznaje, kiedy
zostanie załadowana kolejna operacja,
planowanie symulacyjne rozpatruje procentowe zapotrzebowanie na moc
produkcyjną każdej z dostępnych operacji z osobna, co pozwala zaplanować wiele
operacji równolegle, niezależnie na wielu stanowiskach.
Planowanie produkcji przysparza prawdziwych problemów w momencie
planowania zlecenia montażowego. W większości przypadków wykonanie takiego
zlecenia jest uzależnione od realizacji innego zlecenia. To też, w przypadku zleceń
montażowych konieczne jest uzależnienie od siebie zleceń mających swój finał procesu
wytwarzania w hali montażowej. Powiązanie tych zleceń następuje poprzez wspólny
numer zlecenia nadrzędnego lub przez wspólne ID pozycji w systemie komputerowym.
Rozpoczęcie zlecenia nadrzędnego wyznacza najpóźniejszy termin zakończenia
poszczególnych powiązanych z nim zleceń produkcji poszczególnej części.
Jeśli czas realizacji jednego zlecenia powiązany jest z czasem realizacji innego
zlecenia lub grupy zleceń, to w konsekwencji zlecenia te mogą mieć wspólnie

14
realizowaną jedną z operacji, niekoniecznie ostatnią, czy pierwszą. Wtedy należy
powiązać czas realizacji tej operacji z terminem zakończenia operacji skojarzonego
zlecenia. Jedną z metod jest określenie, które z tych zleceń jest zleceniem nadrzędnym.
Planowanie tego zlecenia odbywa się za pomocą dowolnej metody. Zlecenia podrzędne są
natomiast planowane przy zastosowaniu planowania środkowego, przy czym wspólna
operacja musi mieć ten sam termin realizacji co odpowiadająca jej operacja zlecenia
nadrzędnego
7
.
W niektórych przypadkach system nadrzędny (PPC lub koordynujący) może
dostarczać najwcześniejszych i najpóźniejszych terminów realizacji poszczególnych
operacji zlecenia (tzw. 'pole manewru'). Wówczas planowanie w tył lub wprzód odbywa
się zgodnie z rysunkiem 3.11.
St
an
ow
isk
a
ob
ró
bk
ow
e
t
Zlecenie planowane wprzód
Zlecenie planowane w tył
Czas międzyoperacyjny
(transport)
Operacja 1
Operacja 2
Operacja 3
Op. 4
Operacja 1
Operacja 2
Operacja 3
Op. 4
Czasowe 'pole manewru' operacji
Najwcześniejszy
możliwy termin
rozpoczęcia
operacji
Najpóźniejszy
możliwy termin
zakończenia
operacji
Rys.3.11 Planowanie zlecenia wprzód lub w tył w przypadku, gdy podane są terminy rozpoczęcia i
zakończenia operacji
8
7
Praca doktorska Chrobot J., System operacyjnego sterowania wytwarzaniem, ITMiA, Politechnika
Wrocławska, Wrocław, 1998.;
8
Rysunek 11Planowanie zlecenia wprzód lub w tył w przypadku, gdy podane są terminy rozpoczęcia i
zakończenia operacji, Na podstawie; Praca doktorska; System operacyjnego sterowania wytwarzaniem,
Jarosław Chrobot, Jarosław Rakowski, Instytut Technologii Maszyn i Automatyzacji Politechniki
Wrocławskiej, Wrocław 1998;

15
Po zaplanowaniu terminów operacji ma miejsce przyporządkowanie operacji do
stanowisk roboczych, w wyniku, czego uzyskuje się plan obłożenia maszyn. Dla każdego
stanowiska obliczane jest zapotrzebowanie na moc produkcyjną przez sumowanie
zapotrzebowań wszystkich operacji. W wyniku porównania zdolności produkcyjnej
z zapotrzebowaniem można podjąć decyzję, czy konieczne jest wyrównanie obciążeń
stanowisk roboczych.
Do mechanizmów, które umożliwiają wyrównanie obciążeń roboczych. zaliczają
się:
Przesunięcie operacji w czasie;
Dzielenie operacji, które można rozróżnić na:
o Dzielenie wg liczby sztuk;
o Dzielenie technologiczne.
Wyrównanie obciążeń stanowisk powoduje zmianę w planie obłożenia stanowisk.
O ile jest to możliwe mogą także wystąpić kolizje miedzy operacjami. Z taka sytuacją
mamy do czynienia, gdy poszczególne operacje kolidują ze sobą czasowo, albo ich
kolizja wynika z ograniczonych możliwości personalnych. Przykład stanowi sytuacja,
w której liczba pracowników, którzy mogą obsługiwać dany typ maszyn jest mniejsza od
liczby maszyn należących do tego typu.
By określić czy w danym planie produkcyjnym występują kolizje operacji,
wyszukuje się w planie obłożenia stanowisk wszystkich kolidujących ze sobą czasowo
operacje, a następnie, wykorzystując dane personalne, a także informacje o ich obecności
na poszczególnych zmianach, odszukuje się wszelkie te miejsca w planie obłożenia
stanowisk, które wskazują na możliwość pojawienia się konflikt ze względu na brak
wymaganej liczby pracowników w danym czasie.
Poprzez ograniczenie ram czasowych zdefiniowanego okresu czasu można
zawęzić obszar poszukiwania kolizji i jednocześnie przyspieszyć cały proces.
Problemu planowania oraz harmonogramowania produkcji kładą mocny nacisk na
fakt osobowy w zarządzaniu realizacją zlecenia. Reasumując nie jest możliwe efektywne
zarządzać produkcja z pozycji Działu Planowania Produkcji bez ścisłej współpracy tego
działu z Działem Personalnym (Kierownictwem Produkcji). Jednak należy zwrócić
uwagę, iż często jest bardzo trudno zaplanować, nawet te ograniczone wąskimi ramami
czasowymi, gdyż nie sposób jest przewidzieć sytuację o jak będzie wyglądał stan

16
osobowy załogi pracowniczej w zdefiniowanym przez zlecenie czasie. Poprzez
współprace tych dwóch działów można jedynie oszacować lub założyć pewien stan
osobowy.
Celem zarządzania realizacji zleceniami jest wytworzenie czasowego planu
obłożenia stanowisk roboczych i przekazywanie zleceń do realizacji jednostkom
podrzędnym zgodnie z planem. W przypadku wytwarzania tzw. 'warsztatowego' opartego
na seriach, zlecenia wykonywane są w sposób sekwencyjny na poszczególnych
maszynach. W elastycznych systemach wytwórczych zlecenia realizowane są równolegle.
Istnieje różnica pomiędzy planowaniem obłożenia stanowisk w warunkach
warsztatowych oraz warunkach elastycznego systemu produkcyjnego.
Za pomocą priorytetów operacji ustala się jest kolejność i zmieniany jest plan
obłożenia maszyn. Liczba wyżej wymienionych działań jest uzależniona od trafności
doboru metody planowania. Jeśli można zaakceptować zlecenie, które poddawane było
planowaniu oraz harmonogramowaniu to wysyła się je do realizacji. Jeśli nie to powtarza
się cala operację przy jednoczesnej zmianie metody harmonogramowania.
W sytuacji gdy zlecenie trafia do realizacji, kolejnym wymogiem jest sprawdzenie
dostępności wymaganych zasobów produkcyjnych. Jeśli brakuje któregoś z zasobów,
wówczas można przeprowadzić ponowne planowanie zlecenia przy uwzględnieniu
aktualnych warunków. Po zakończeniu aktualizacji planu produkcji z uwzględnieniem
aktualnych zasobów produkcyjnych, przyporządkowuje się operacje do pracowników
oraz drukuję się niezbędna dokumentacje. Jednocześnie uruchomione zostają zlecenia
transportowe.
Przy planowaniu sekwencyjnym poszczególne operacje zlecenia wymagają pełnej
zdolności produkcyjnej w danym punkcie czasowym. Zdefiniowane są terminy
rozpoczęcia i startu, które są obliczane na podstawie czasu trwania operacji opisanego
następującym wzorem:
PZ
j
T
t
uk
liczba_szt
t
t
gdzie:
T
t
= czas trwania operacji,
j
t
= czas obróbki jednego detalu, liczba_sztuk = liczba
sztuk wytwarzanych detali w zleceniu,
PZ
t
= czas przygotowawczo-zakończeniowy.
Jeśli w przedziale czasowym
T
t znajdą się inne operacje, konkurujące do tego
samego stanowiska produkcyjnego, należy przeprowadzić najpierw wyrównanie obciążeń
17
i, jeśli to nie przyniesie oczekiwanych rezultatów, konieczne jest usunięcie kolizji za
pomocą metod harmonogramowania
9
.
Przy planowaniu równoległym rozpatrywane jest procentowe zapotrzebowanie na
moc produkcyjną każdej operacji z osobna. Przez co planowanie równoległe jest bardziej
złożone od planowania sekwencyjnego, można jednak dzięki niemu zaplanować
równolegle wiele operacji na jednym stanowisku obróbkowym. Zapotrzebowanie to
oblicza się zgodnie ze wzorem:
100
t
t
t
uk
liczba_szt
t
ZMP
pmin
kmax
PZ
J
gdzie ZMP = procentowe zapotrzebowanie na moc produkcyjną jednej operacji,
max
k
t
= najpóźniejszy możliwy termin zakończenia operacji,
min
k
t
= najwcześniejszy możliwy termin
rozpoczęcia operacji.
W wyniku zaplanowania wielu operacji na jednym stanowisku obróbkowym
powstaje sytuacja, gdzie może dojść do skumulowania zapotrzebowania na moc
produkcyjną. W takiej sytuacji powinno ono być wyrównane.
W trakcie realizacji zlecenia produkcyjnego kierownictwo wydziału
produkcyjnego kontroluje przebieg realizacji zlecenia i wysyła meldunki o przebiegu
zlecenia do działu Planowania Produkcji. Powyższe meldunki mogą zawierać następujące
informacje:
potwierdzenie rozpoczęcia zlecenia, operacji,
zakończenie zlecenia, operacji,
zakłócenia i awarie (np. maszyn),
wszelkie opóźnienia wywołane ograniczoną wydajnością maszyny
potwierdzenia dostarczenia materiałów, narzędzi,
remonty stanowisk.
Powyższe informacje zostają zapisane w bazie danych, a następnie mogą być one
ewentualnie przekazane do systemów nadrzędnych, dla ewentualnej korekty na
przyszłość. Użytkownik systemu kontrolując przebieg procesu ma możliwość edycji
danych jak również reagowania na nie, jeśli zajdzie taka konieczność. W ten sposób może
9
H.P. Wiendahl: Belastungsorientierte Fertigungssteuerung, Hanser-Verlag, Monachium, Wiedeń, 1987

18
po ocenie sytuacji podejmować decyzje, czy dany meldunek powinien zostać przekazany
do jednostek nadrzędnych.
Charakterystyka harmonogramu
Opracowanie harmonogramu produkcji, ustalającego jego przebieg w czasie,
to kolejny etap w procesie projektowania struktury produkcyjnej.
Projektowanie przebiegu produkcji w czasie i wyrażanie go za pomocą
harmonogramów jest zagadnieniem bardzo złożone. Wyrób składa się zazwyczaj z wielu
detali i zespołów. Każdy detal wykonywany jest z reguły w wielu operacjach
produkcyjnych. Mnogość działań musi być wzajemnie powiązana i zsynchronizowany
z uwzględnieniem odpowiedniego wykorzystania czasu pracy ludzi, maszyn i urządzeń,
właściwym gospodarowaniem środkami obrotowymi, rytmicznym spływaniem wyrobów,
właściwej obsługi narzędziowej, remontowej.
Decyzje, które bezpośrednio wpływają na harmonogramy produkcji dotyczą
między innymi:
okresu powtarzalności pracy jednostki produkcyjnej (rytmu),
funduszu czasu pracy stanowisk roboczych (w tym zmianowości pracy),
wielkości partii produkcyjnych (organizacyjnych i transportowych
poszczególnych detali),
Podczas projektowania harmonogramu należy zająć się z kolei następującymi
zagadnieniami
10
:
ustaleniem odpowiedniej kolejności detalooperacji w harmonogramie, tak
aby łączny czas przezbrojeń stanowisk roboczych oraz cykl produkcyjny
osiągnęły optymalną wartość,
usytuowaniem operacji dotyczących elementów względem siebie
i względem innych detalooperacji, tak aby cykle wykonania poszczególnych
detali były uzasadnione i wystarczająco korzystne.
W przypadku wykonania po sobie różnych operacji na danym stanowisku
roboczym zakres przezbrojeń i związany z tym koszt wzrasta. Jeżeli następujące kolejno
po sobie operacje są podobne(ten sam gabaryt, grubość blachy), to zmniejsza się zakres
10
Mazurczak J., Projektowanie struktur systemów produkcyjnych, Wydawnictwo Politechniki Poznańskiej,
Poznań 2002.

19
przezbrojeń. Od kolejności wykonywania operacji zależy również znacznie długość cyklu
detali i związane z tym koszty zamrożenia produkcji w toku.
Wynika z tego, że na etapie projektowania harmonogramu decydujemy o dwóch
bardzo istotnych elementach:
wielkości robót w toku,
stopniu wykorzystania czasu pracy robotnika.
Skrócenie cyklu produkcyjnego i zmniejszenie zapasu robót w toku można więc
osiągnąć przez uwzględnienie w harmonogramie odpowiedniej kolejności obróbki detali
(grupowaniu podobnych detali na jednym stanowisku roboczym) oraz przez wybór
odpowiedniego rodzaju cyklu (przebiegu detali przez stanowiska). Jak wiadomo,
najdłuższy cykl produkcyjny występuje w przebiegu szeregowym (kolejnym). Pozostałe
przebiegi: szeregowo-równoległy i równoległy powodują skrócenie cyklu.
Harmonogram produkcyjny zawiera normatywne rozłożenie w czasie wszystkich
operacji wykonywanych na asortymencie przedmiotów związanych z jednostką
produkcyjną. Obejmuje on okres powtarzalności pracy każdego stanowiska w gnieździe
lub linii. Sprowadzenie harmonogramu do okresu powtarzalności jest dużym ułatwieniem.
Harmonogram staje się wówczas normatywem produkcji. Harmonogram normatywny w
porównaniu z tradycyjnymi (np. typowymi Gantta) ma następujące zalety
11
:
daje dogodną podstawę do rozwiązań optymalizacyjnych, szczególnie
w powiązaniu z harmonogramem pracy robotników,
upraszcza graficzne przedstawienie przebiegu produkcji, sprowadza się do
rozrysowania go dla stosunkowego niewielkiego przedziału czasu,
wyraźnie uwidacznia czas pracy stanowisk i czas przerw w większym
przedziale czasu będącym wielokrotnością rytmu.
Podsumowując, można stwierdzić, że projektowanie harmonogramów produkcji,
jest jednym z najbardziej złożonych problemów organizacyjnych. Każdy przebieg cyklu
produkcyjnego w czasie prowadzi do innych konsekwencji. Można tu wymienić kilka
istotnych wniosków dotyczących usytuowania detalu w harmonogramie:
11
Mazurczak J., Projektowanie struktur systemów produkcyjnych, Wydawnictwo Politechniki Poznańskiej,
Poznań 2002.

20
Kolejność układania detali ma zasadniczy wpływ na wydłużenie cyklu
poszczególnych detali i jego łączną długość.
Im dalsze miejsce zajmuje detal w harmonogramie, tym większy jest jego
wskaźnik wydłużenia cyklu. Detal umieszczony jako pierwszy w kolejności
ma najmniejszy wskaźnik wydłużenia cyklu produkcyjnego
W pierwszej kolejności powinny być układane detale, które nie są
poddawane operacją na pierwszych stanowiskach, lub też detale, których
czasy operacji tworzą szereg rosnący. Ten warunek daje korzyści
w przypadku stosowania równoległego przebiegu obróbki detali w ramach
partii. Jeżeli do wyboru mielibyśmy wiele detali, których czasy operacji
tworzą szereg rosnący, to w pierwszej kolejności należałoby wybrać te, który
przyrosty czasów kolejnych operacji są najmniejsze.
Jako ostatnie powinny być układane detale spełniające warunek odwrotny do
powyższego, tzn. te, których cykl produkcyjny nie zawiera żadnych operacji
wykonywanych na ostatnich stanowiskach, oraz detale, których czasy
operacji tworzą szereg malejący.
Przy układaniu harmonogramu często występuje problem, czy lepiej
podzielić partię produkcyjną (a więc zwielokrotnić czas przygotowawczo-
zakończeniowy), czy wydłużyć cykl produkcyjny. Decyzję należy podjąć po
dokładnej analizie kosztów produkcji.
Optymalny wariant harmonogramu można oczywiście przez rozpatrzenie i ocenę
wszystkich możliwych wariantów (metodą prób i błędów), ale przeważnie nie jest to
możliwe nawet z zastosowaniem komputerowego wspomagania projektowania. Dlatego
prowadzi się intensywne próby uzyskiwania rozwiązań projektowych metodami
uproszczonymi oraz z zastosowaniem różnych systemów, w tym również zasad
programowania linowego i metod sieciowych.
Wyszukiwarka
Podobne podstrony:
chrobot,operacyjne sterowanie w Nieznany
chrobot,operacyjne sterowanie wytwarzaniem, opis przedsiębiorstwa
chrobot,operacyjne sterowanie wytwarzaniem, pytania i odpowiedzi
chrobot,operacyjne sterowanie wytwarzaniem, przebieg zlecenia produkcyjnego w stanowisku dyspozytors
chrobot,operacyjne sterowanie wytwarzaniem, łączenie zaawansowanego harmonogramowania z symulacją
1 Identyfikacja obiektow sterow Nieznany (2)
4 WZMACNIACZE OPERACYJNE UKLAD Nieznany
KOMPUTEROWE SYSTEMY STEROWANIA Nieznany
CW 8 Wzmacniacz operacyjny id 1 Nieznany
dobrucki,systemy operacyjne, op Nieznany
,systemy operacyjne,koordynacja Nieznany (2)
Badania operacyjne w logistyce Nieznany
Instrukcja obslugi sterownikow Nieznany
PAMIECI OPERACYJNE QULCAZM6ZU7S Nieznany
Frezer obrabiarek sterowanych n Nieznany
więcej podobnych podstron