Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Tubular Hydroforming of
Advanced Steel and
Aluminum Alloys
An Economic Evaluation using Technical
Cost Modeling
Bruce Constantine
Materials Systems Laboratory
April 20, 2001
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
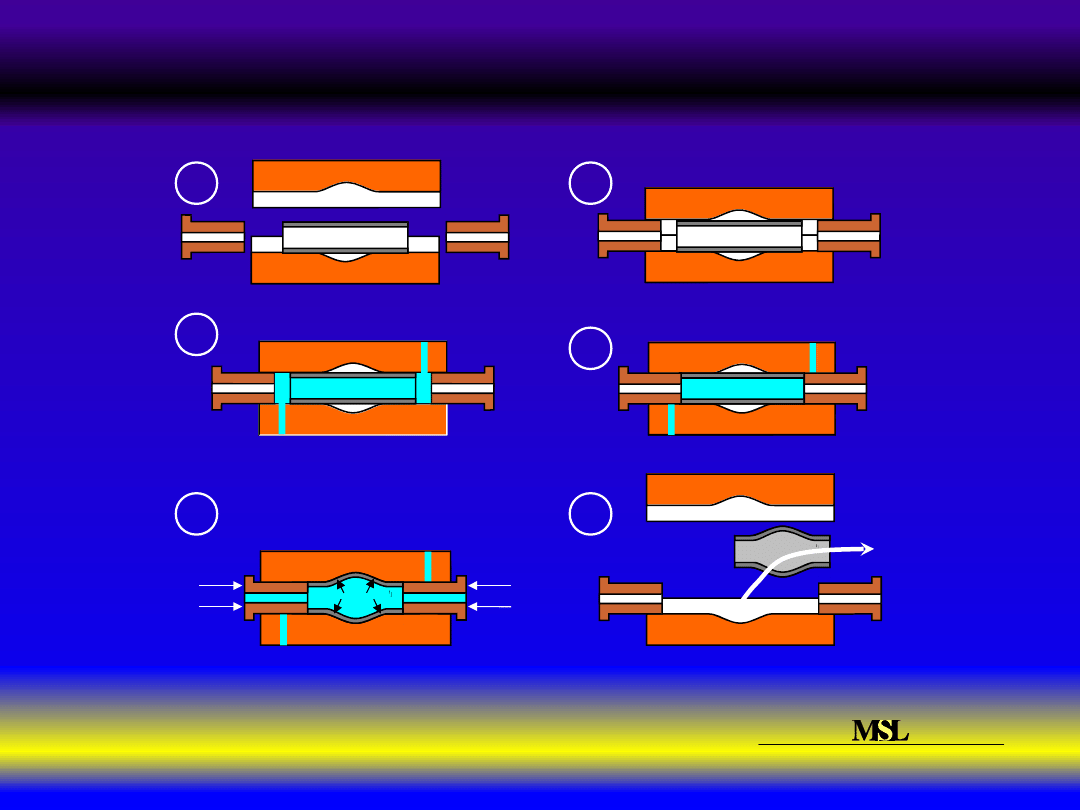
Primer: Tube Hydroforming
a
b
c
d
F
axial
F
axial
P
e
Derived from: Siempelkamp Pressen Systeme GmbH & Co.
f
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Goal: Demonstrate Materials Effects
•
Demonstrate how manufacturing with varying
steel and aluminum alloys affects the economics of
tube hydroforming
•
Presentation in two parts:
1. Survey of significant materials affects on
hydroforming process steps
-Fixed geometry: L=1m, d=65mm, t=1.7mm, 6 bends
-Fixed operating conditions: 200,000ppy
2. Review of design considerations to determine
functionally equivalent geometries; examination of
affect of geometry change on hydroforming
economics.
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Material Properties Impact Processing
Parameters
Process
Type
Relevant
Processes
Process Parameter
Material
Properties
Mechanica
l
Slitting,
Roll-Forming,
Bending,
Pre-Forming,
Hydroformin
g
Force & Pressure
σ
y
, n, k
f
, UTS
Tool Wear
μ
Processing Rate
m
Max. Strain to Failure
UTS, ε
max
, k
f
, ε
Forming
Thermal
Annealing,
Welding
Temperature
Phase diagram
binary transition
temperature
Processing Rate, bulk
processes
ρ, C
p
, T
Processing Rate, point
processes
ρ, C
p
, T, k
c
Electrical
Welding
Power
ρ, C
p
, K
Processing Rate
σ, ε
Frequency
σ, ε, μ
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
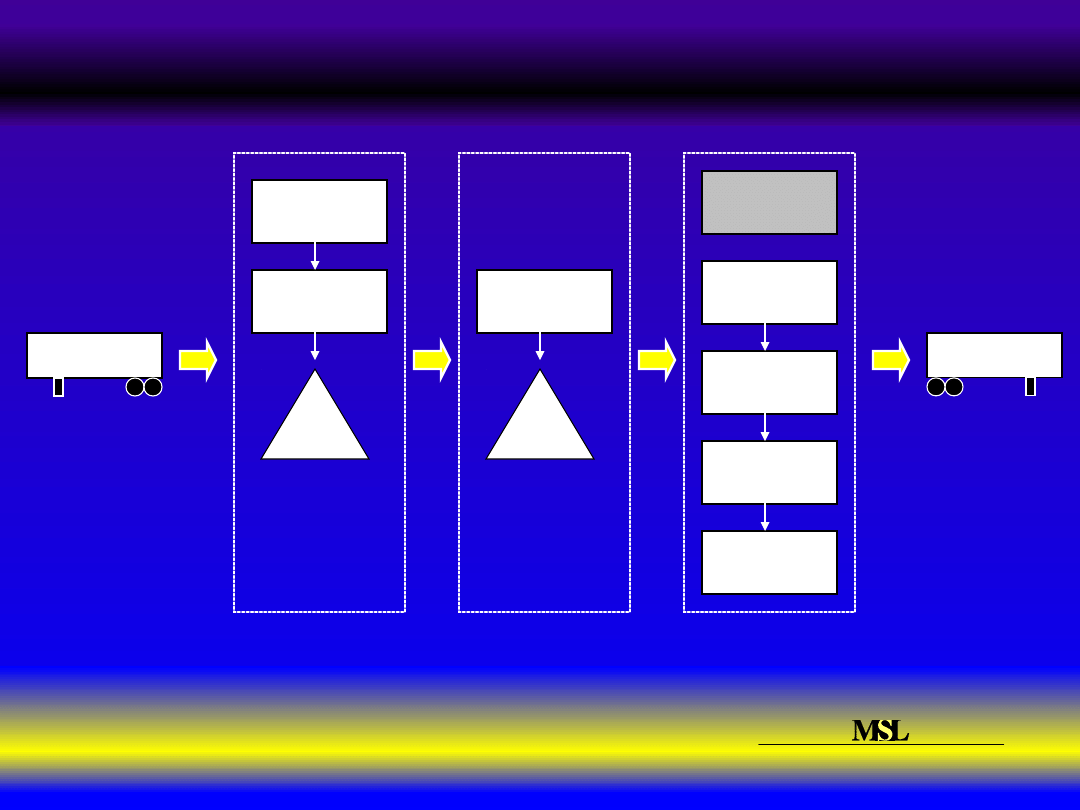
Processes Occur in Three Cells
Decoil/Slit
Roll-Form
Metal Sheet
Bend
Anneal
Lubricate
Pre-Form
Hydroform
Trim
Tubes
Bent
Tubes
Components
u
1
u
2
u
3
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
$0
$2
$4
$6
$8
$10
$12
Trim
Hydroform
Preform
Lubricate
Bend
Roll Form
Decoil/Slit
Metal
Cost per Part
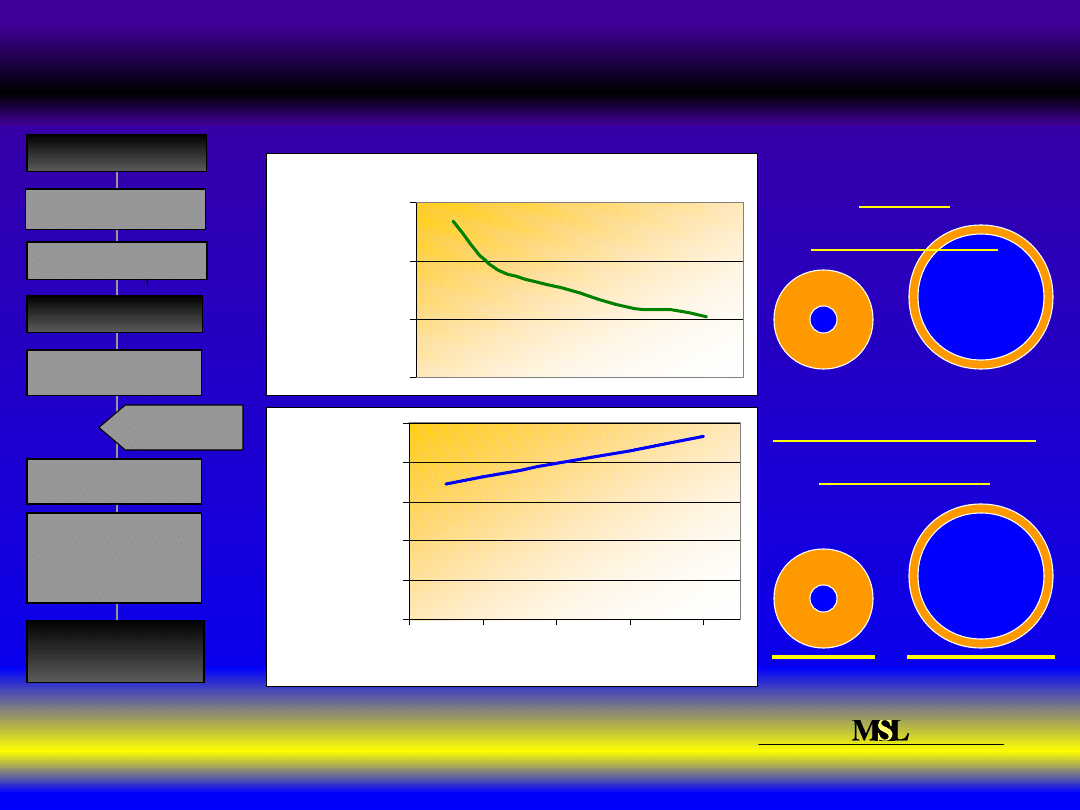
Subset of Costs are Significantly Material
Dependent
Hydroformed
Component
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Roll-Form
Metal Sheet
Metal Sheet
Decoil/Slit
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
CNC Bending of Thin-Walled Metal Tubes
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
•
Tube is pushed into tool, bent to desired
angle
Mandrel
Wiper Die
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
CNC Bending Machinery Costs
•
Investment = F(σ
yield,
d, t, # of radii)
=
•
Cycle time = F(formability, # of radii)
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
0.0295 M
xx
+ 214900
Single R
4E-09 M
xx
2
– 0.0148 M
xx
+197700
Multiple R
Steel
Aluminum
Bend Rate
0.58
rad/sec
0.37
rad/sec
Return
Rate
0.94
rad/sec
0.94
rad/sec
Traverse
1.25 m/sec
1.25 m/sec
Stack
Change
1.25 sec
1.25 sec
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
CNC Bending Tooling Costs
•
Investment = F(d, t, R, surface hardness)
•
Lifetime = F(surface hardness)
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Mild
Steel
DP Steel
Aluminu
m
Mandrel
Chrome
AMPCO
Bronze
Chrome
Mandrel
Lifetime
25,000
bends
20,000
bends
10,000
bends
Wiper Die
Chrome
AMPCO
Bronze
Chrome
Wiper Die
Lifetime
10,000
bends
8,000 bends
4,000
bends
Cost of Chrome
Tool
Cost of AMPCO
Bronze Tool
Wiper Die
8.66d-185
9.05d - 165
Plug Mandrel
52.1exp(0.024d)
44.7exp(0.028d)
One-ball
Mandrel
85.8exp(0.024d)
78.8exp(0.027d)
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
CNC Bending of Thin-Walled Metal Tubes
6 bends, L=1m, d=50mm, t=2mm,
200000ppy
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
$0.00
$0.50
$1.00
$1.50
$2.00
$2.50
Mild Steel
(ASTM-A36)
Dual Phase 600 5754 Aluminum
B
en
d
in
g
C
o
st
p
er
T
u
b
e
Tooling
Main Machine
Labor
Other
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
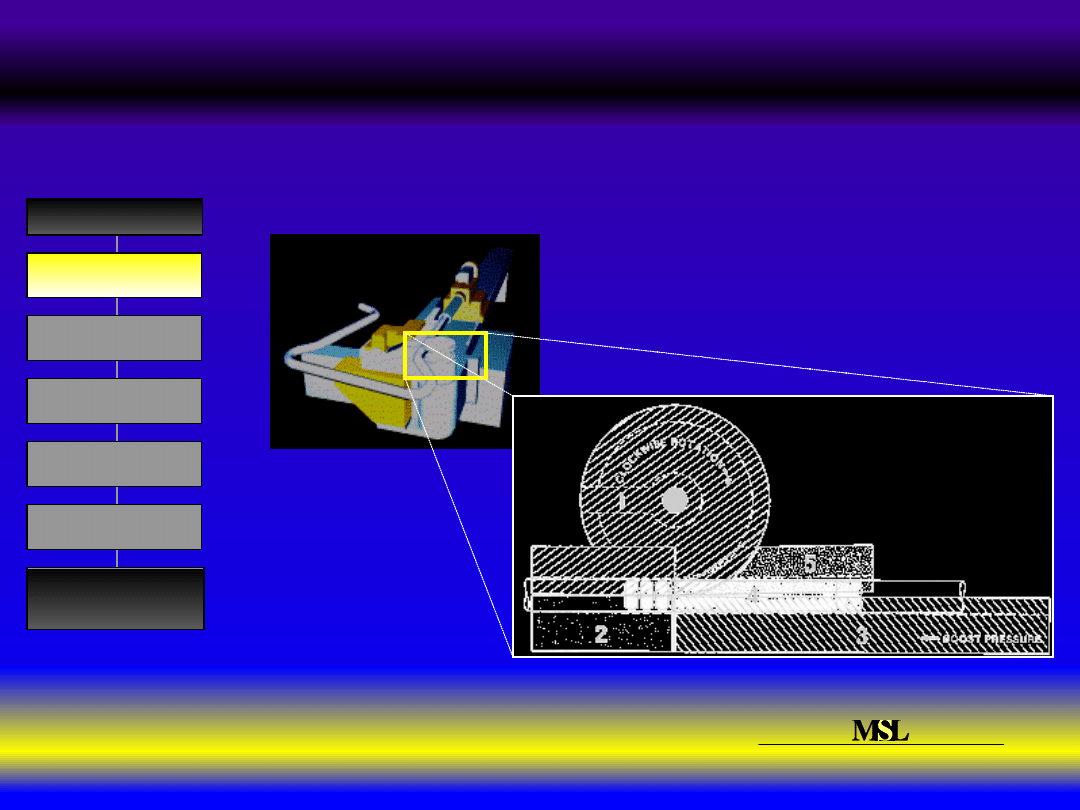
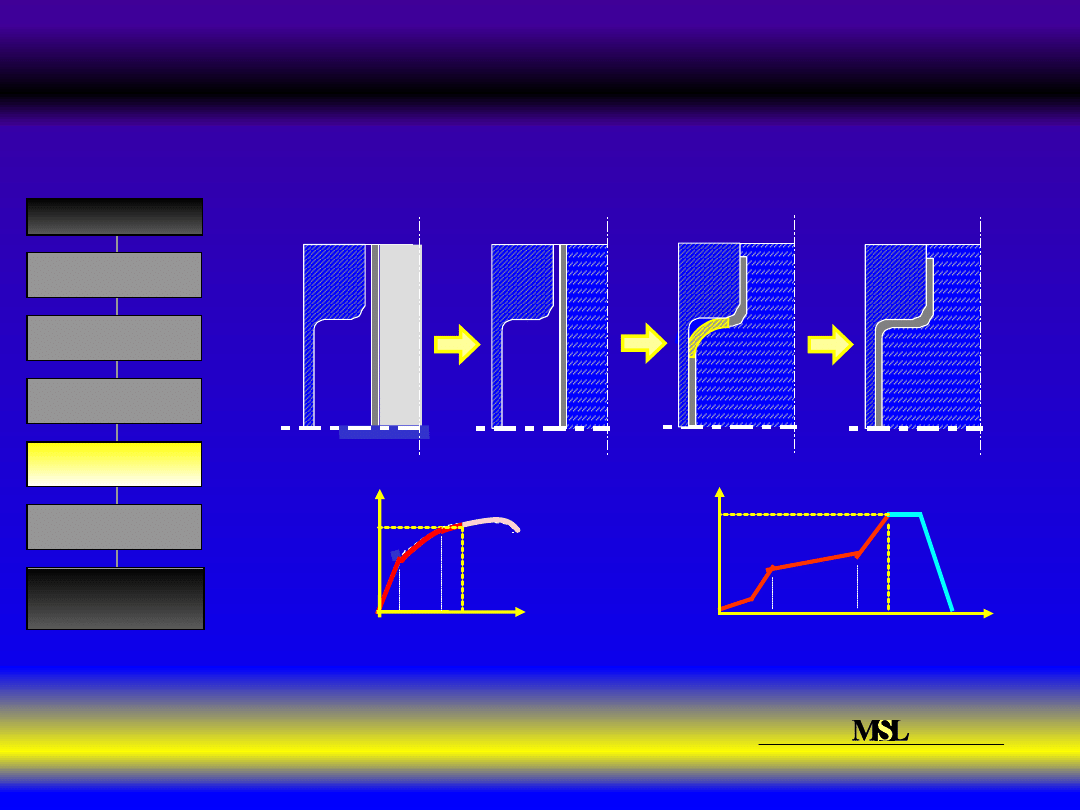
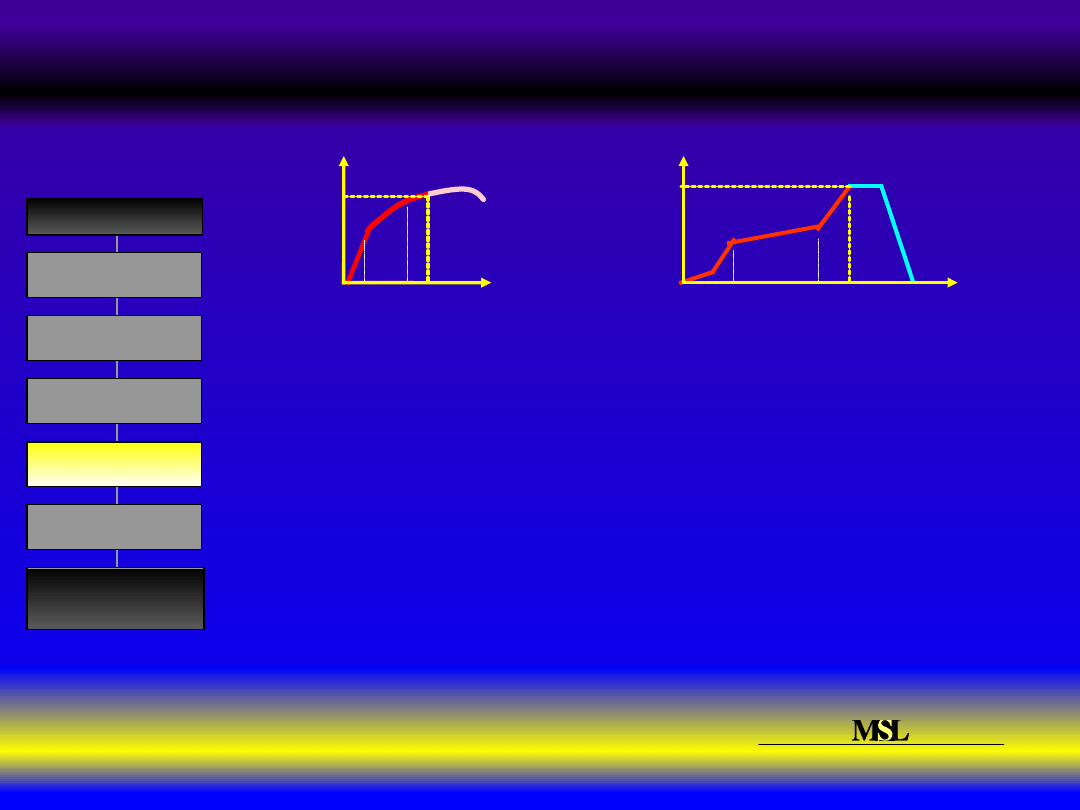
Hydroforming Pressure Cycle
•
Application of internal fluid pressure, applied
in stages, leads to fully formed component
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
k
f
σ
y
σ
ε
P
t
Tube
Tool
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Hydroforming Equipment, Cycle Time and
Tooling
•
Press Investment = 32278*(Press Closing
Force)
0.41
(Press Closing Force) = F(k
f
, r, s’)
= k
f
*(0.57(r/s’))
-1.90
•
Cycle Time = F(σ
yield
, k
f
, pressurization rates)
•
Tooling Investment = F(L, surface finish, HB)
•
Tooling Life = F (surface finish)
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
k
f
σ
y
σ
ε
P
t
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
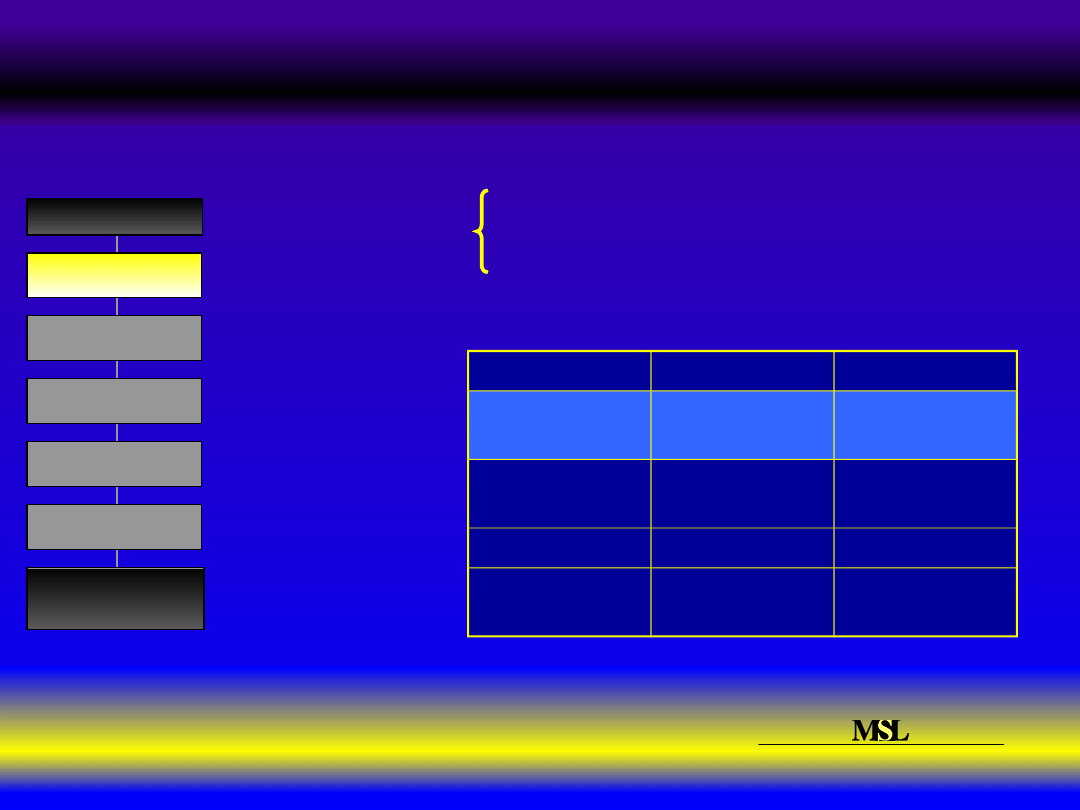
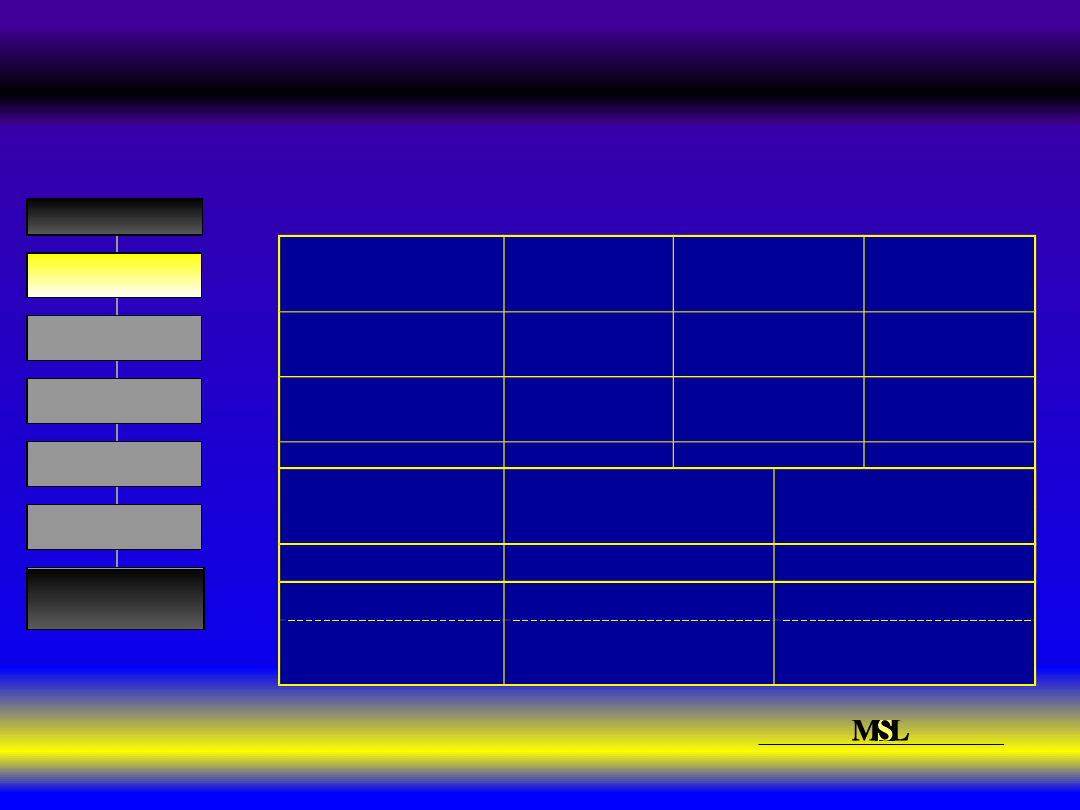
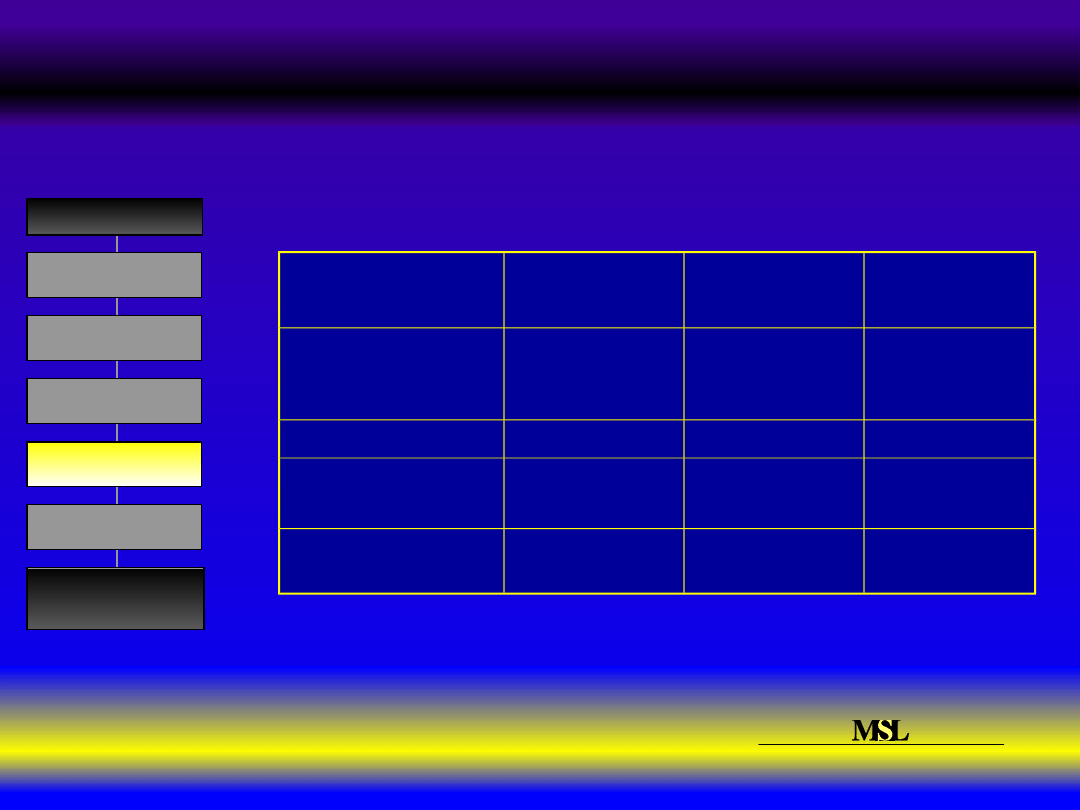
Examples of Equipment, Cycle Time and
Tooling
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Mild Steel
DP Steel
600
Aluminu
m 5754
Press
Investment and
Size
$2,320,000
24,000kN
$2,570,000
31,000kN
$1,940,000
15,000kN
Cycle Time
25.4 sec
28.0 sec
21.1 sec
Tooling
Investment
$491,400
$614,200
$550,350
Tooling Life
3,000,000
parts
3,000,000
parts
3,000,000
parts
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
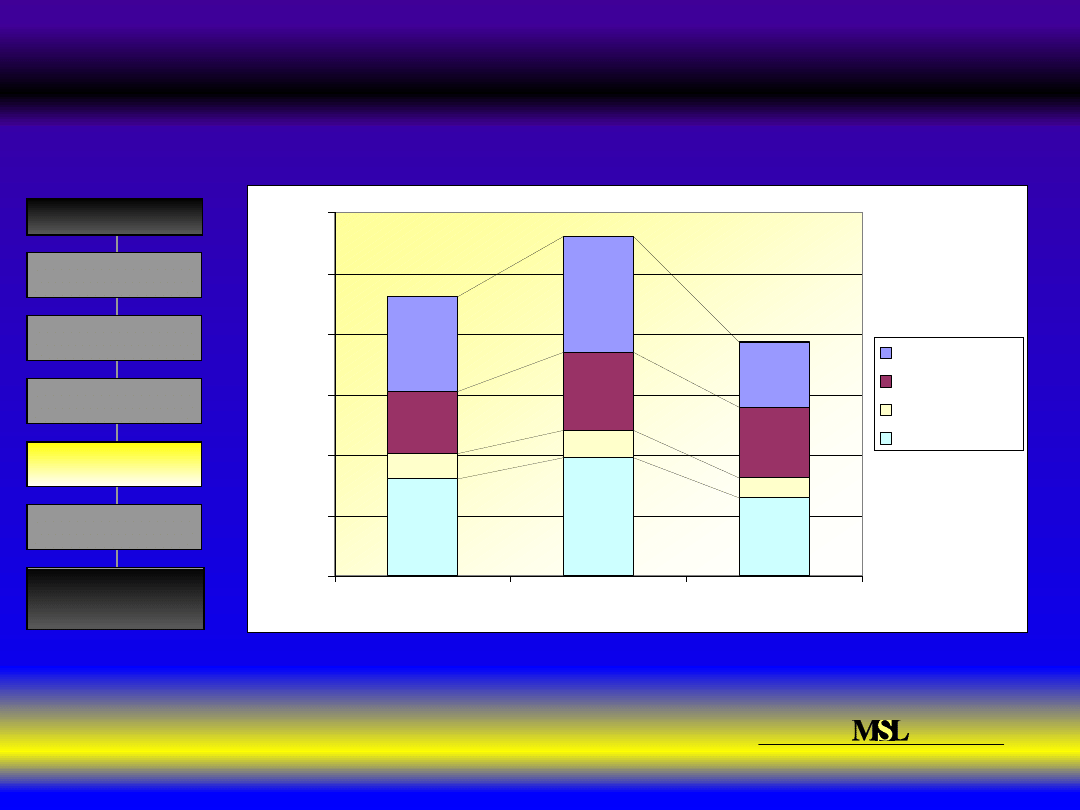
Hydroforming Cost Factors by Material
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
$0
$1
$2
$3
$4
$5
$6
Mild Steel
Dual Phase 600 5754 Aluminum
H
y
d
ro
fo
rm
in
g
C
o
s
t p
e
r
T
u
b
e
Main Machine
Tooling
Labor
Other
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
What if Annealing is Required?
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Annealing
•
Requirement = F(formability)
•
Can result in dimensional changes,
increasing reject rate
•
Assumptions
– Furnace designed to feed single
hydroforming press
– Either in-line or batch annealing possible
– Investment = F(Hydroforming Cycle Time)
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
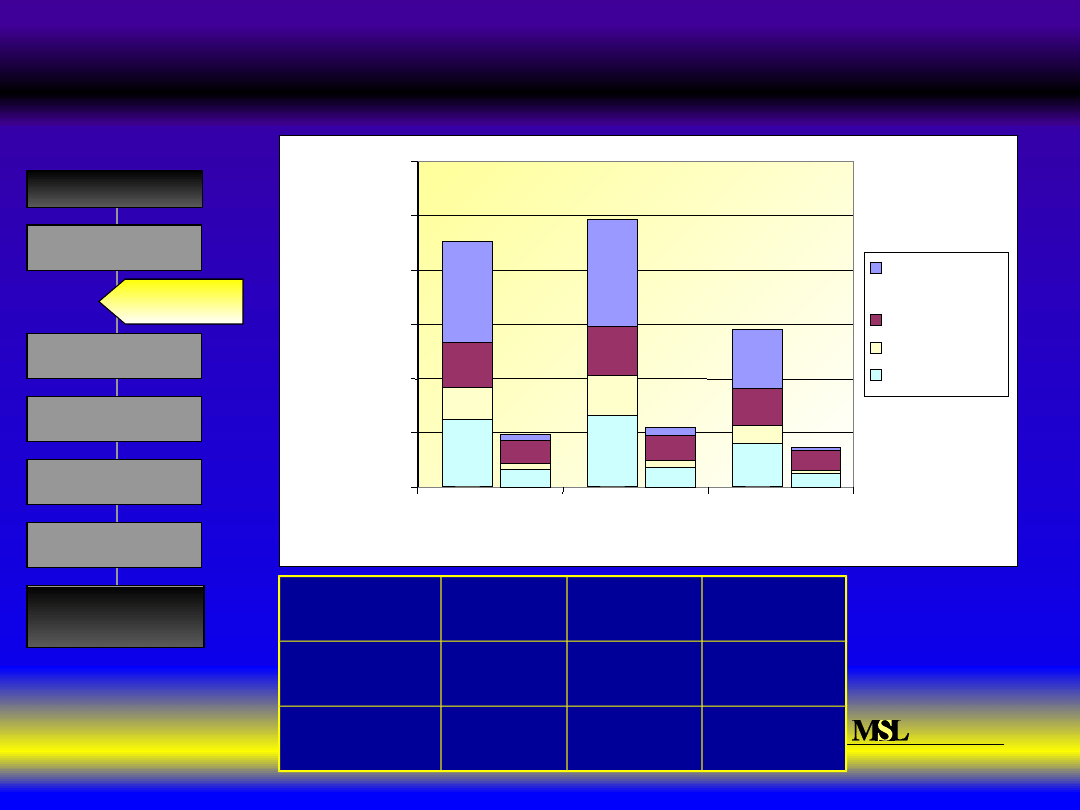
Additional Cost of Annealing
Cycle Time
29.0
sec
32.0 sec
24.1 sec
Cont.
Invest.
$466,20
0
$444,60
0
$323,500
Batch
Invest.
$85,100
$77,100
$102,400
$0.00
$0.20
$0.40
$0.60
$0.80
$1.00
$1.20
Mild Steel
Dual Phase
600
5754
Aluminum
A
n
n
e
a
li
n
g
C
o
s
t
p
e
r
Tu
b
e
Main Machine
Cost
Labor
Energy
Other
C
C
C
B
B
B
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Annealing
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends, 200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Sensitivity of Annealing Cost to Scrap Rate
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
Annealing
$0.00
$0.50
$1.00
$1.50
$2.00
5754 Aluminum
[0.1% - 10%]
Dual Phase 600
[0.1% - 10%]
Mild Steel
[0.1% - 10%]
Annealing Cost per Tube
C
B
C
B
C
B
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
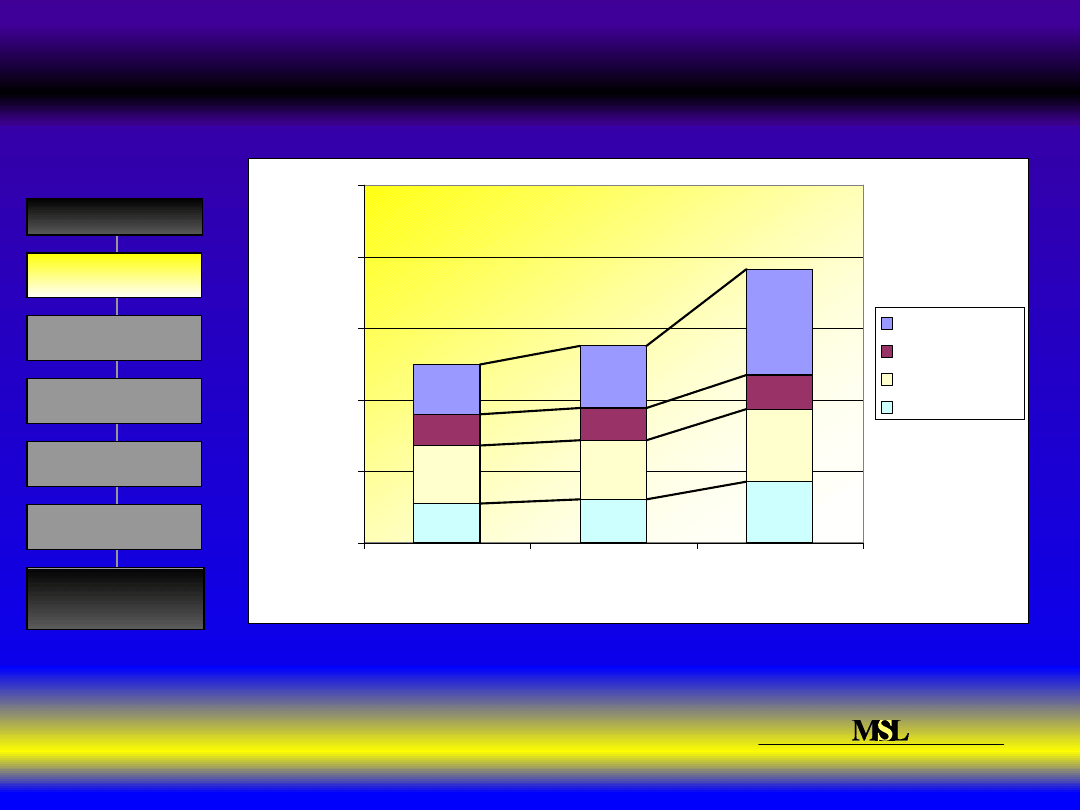
Total Cost of Hydroforming Different
Materials
Hydroformed
Part
Bend
Lubricate
Pre-Form
Metal Tube
Hydroform
Trim
$0
$2
$4
$6
$8
$10
$12
$14
$16
$18
M
ild
S
te
el
D
ua
l P
ha
se
6
00
TR
IP
S
te
el
57
54
A
lu
m
in
um
51
82
A
lu
m
in
um
60
16
A
lu
m
in
um
C
o
s
t
p
e
r
Tu
b
e
Annealing
Continuous Annealing
Batch Annealing
Trim
Hydroform
Pre-Form
Lubricate
Bend
Roll Form
Decoil/Slit
Metal
Case Assumptions: L=1m, d=65mm, t=1.7mm, 6 bends,
200,000 ppy
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
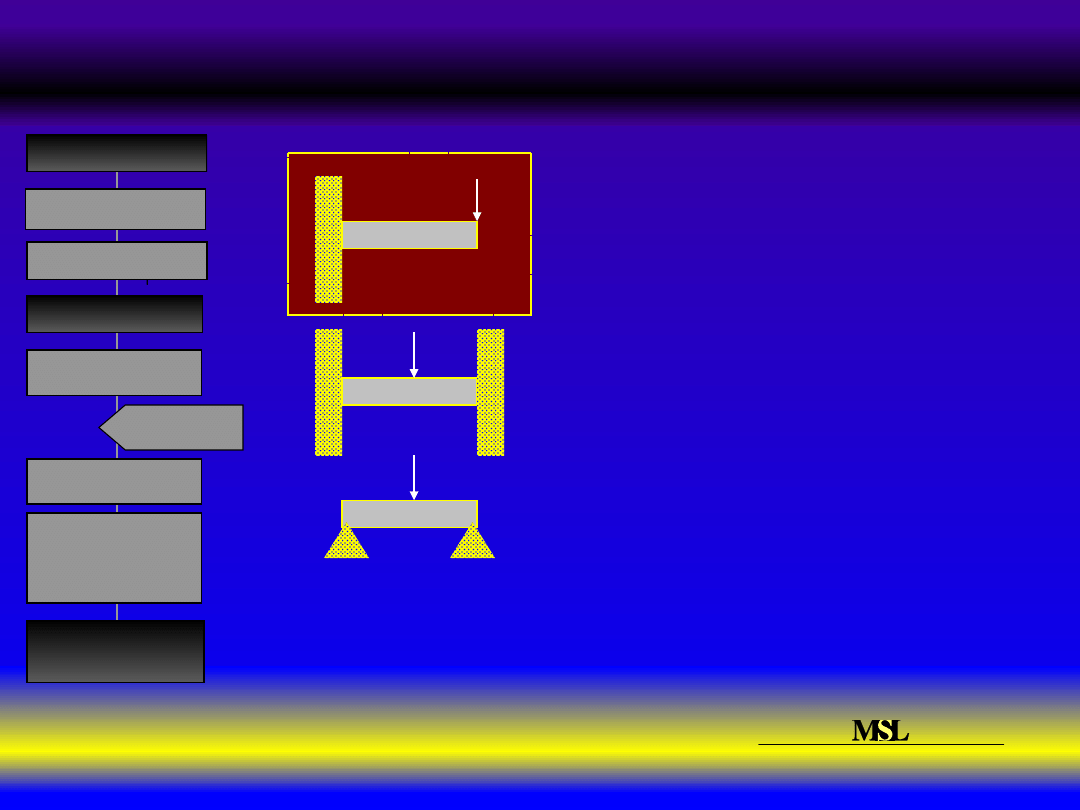
Conditions of Functional Equivalence
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
•
One point fixed
•
Two points fixed
•
Two points pinned
•
Strategy: Use design conditions to calculate
tube dimensions of cost minimizing
functionally equivalent section under
different materials
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
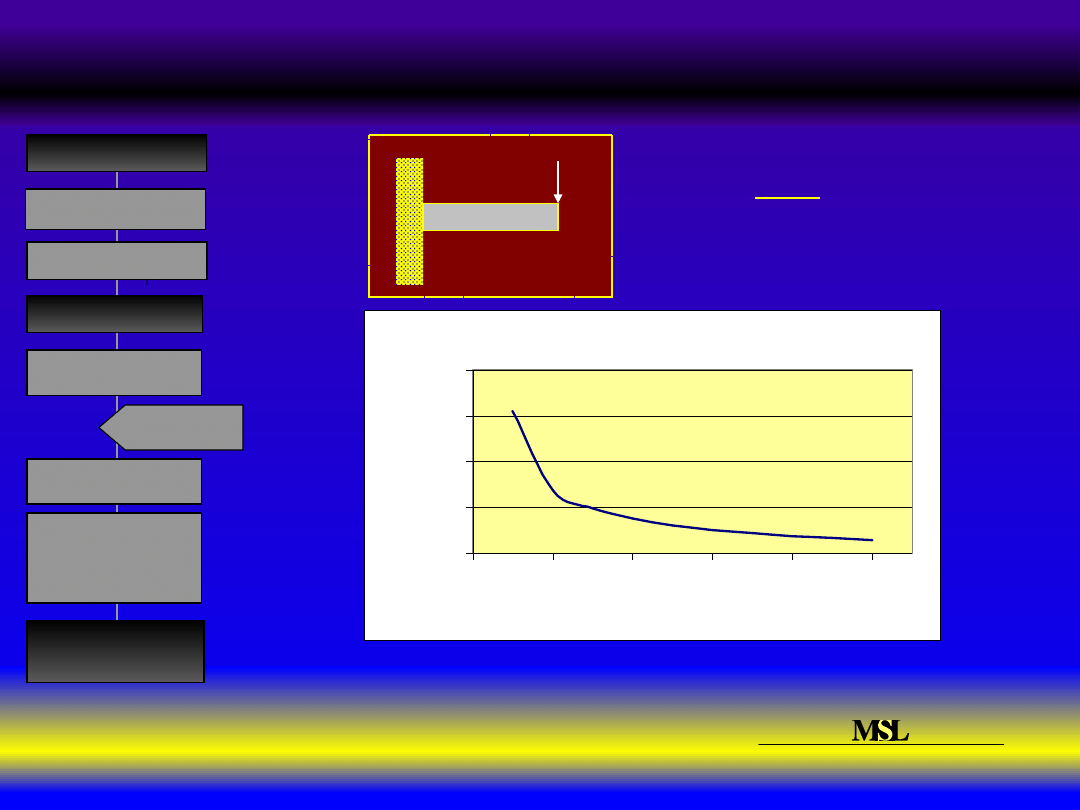
Many Geometries Yield Functional
Equivalence
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
F
max
= σ
y
I
L r
o
I = ¼ π (r
o
4
- r
i
4
)
Aluminum 5754
0
5
10
15
20
40
50
60
70
80
90
Diameter (mm)
W
al
l T
h
ic
kn
es
s
(m
m
)
•
Functionally equivalent to mild steel d=65mm,
t=1.7mm
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Competing Factors Set Up Optimization
Problem
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
Mass
Decreases
Projected Area
Increases
$0.00
$1.00
$2.00
$3.00
$4.00
$5.00
50
60
70
80
90
Diameter (mm)
H
y
d
ro
fo
rm
in
g
C
o
st
p
e
r
T
u
b
e
(
m
m
)
Aluminum 5754
$0.00
$5.00
$10.00
$15.00
M
at
er
ia
l
C
o
st
p
er
T
u
b
e
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
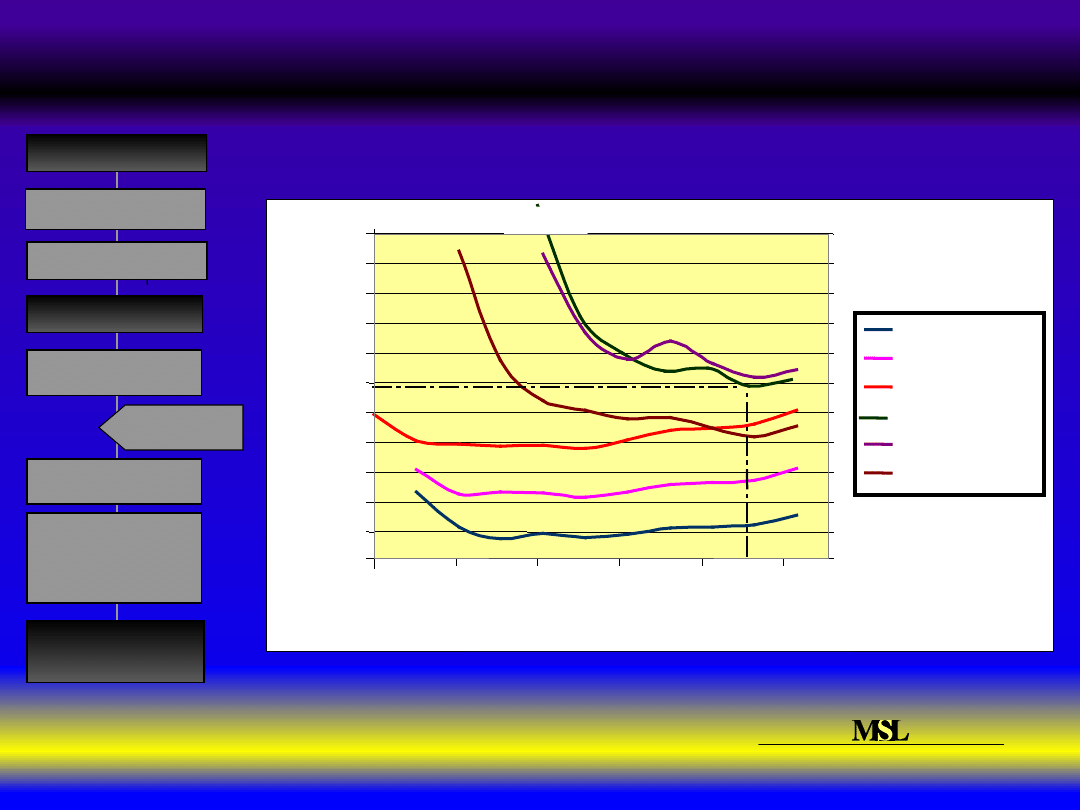
Choice of Functionally Equivalent
Dimensions
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
$9
$10
$11
$12
$13
$14
$15
$16
$17
$18
$19
$20
35
45
55
65
75
85
Diameter (mm)
C
o
s
t
p
e
r
Tu
b
e
5754 Aluminum
Mild Steel
Dual Phase 600
TRIP Steel
5182 Aluminum
6016 Aluminum
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
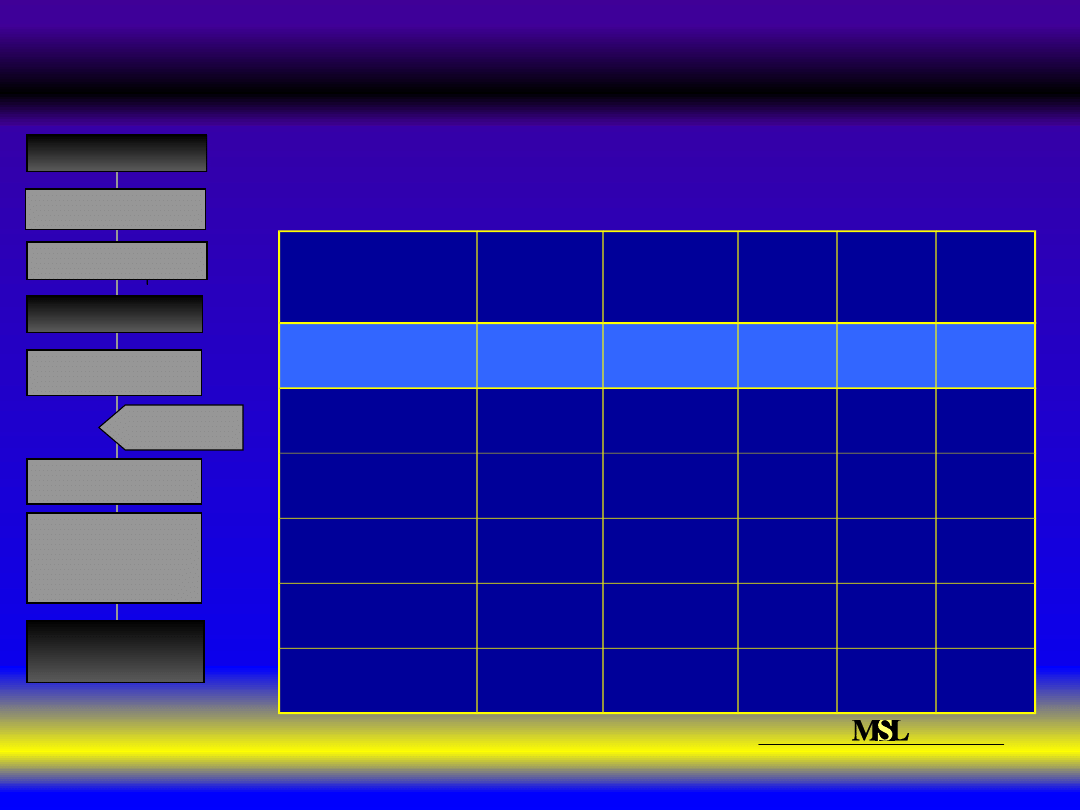
Cost of Functionally Equivalent
Hydroformed Parts
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
Material
Diamet
er
Thicknes
s
Cost*
Mass
Cost
of kg
saved
Mild Steel
65 mm
1.67 mm
$10.0
7
2.81
kg
Dual Phase
600
60 mm
1.66 mm
$11.3
0
2.55
kg
$4.73
TRIP Steel
60 mm
1.16 mm
$12.9
0
1.78
kg
$2.74
Aluminum
5754
80 mm
2.89 mm
$15.0
0
2.01
kg
$6.16
Aluminum
5182
80 mm
2.48 mm
$15.2
0
1.61
kg
$4.27
Aluminum
6016
80 mm
1.62 mm
$13.2
9
1.07
kg
$1.85
* L=1m, 6 bends, 200,000 ppy, does not include annealing
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Conclusions
•
Material dependence
•
Bending cost tooling surface
properties
•
Hydroforming cost machinery
flow stress
•
Annealing the wild card
•
Formability, design necessity
•
Cost related more strongly to scrap
rate and cycle time of hydroforming
than material properties (T, etc)
•
Must include geometry change to have
meaningful comparisons between functionally
equivalent parts
•
Geometry dictated by design condition
Cost minimizing geometry
Cost of each kg of mass saved
Hydroformed
Part
Bend
Lubricate
Pre-form,
Hydroform,
Trim
Metal Tube
Roll-Form
Metal Sheet
Decoil/Slit
Annealing
Massachusetts Institute of Technology
Cambridge, Massachusetts
Materials Systems Laboratory
Questions
Document Outline
- Tubular Hydroforming of Advanced Steel and Aluminum Alloys An Economic Evaluation using Technical Cost Modeling
- Primer: Tube Hydroforming
- Goal: Demonstrate Materials Effects
- Material Properties Impact Processing Parameters
- Processes Occur in Three Cells
- Subset of Costs are Significantly Material Dependent
- CNC Bending of Thin-Walled Metal Tubes
- CNC Bending Machinery Costs
- CNC Bending Tooling Costs
- Slide 10
- Hydroforming Pressure Cycle
- Hydroforming Equipment, Cycle Time and Tooling
- Examples of Equipment, Cycle Time and Tooling
- Hydroforming Cost Factors by Material
- What if Annealing is Required?
- Additional Cost of Annealing
- Sensitivity of Annealing Cost to Scrap Rate
- Total Cost of Hydroforming Different Materials
- Conditions of Functional Equivalence
- Many Geometries Yield Functional Equivalence
- Competing Factors Set Up Optimization Problem
- Choice of Functionally Equivalent Dimensions
- Cost of Functionally Equivalent Hydroformed Parts
- Conclusions
- Questions
Wyszukiwarka
Podobne podstrony:
Induction Generator Based System Providing Regulated Voltage With Constant Frequency
Constant current driving of the RGB LED
Constant darkness is a circadian metabolic signal
Byzantine Constantinople
constans Plamka and exit work of elektro?d novou
OMNEM ARTEM NATURAE IMITATIONEM FUISSE ET ESSE CONSTAT
Millennium's End Terror on the Constantinople
FX 7600UCI Constant DCW do FX
[Mises org]Raico,Ralph The Place of Religion In The Liberal Philosophy of Constant, Toqueville,
open inflation, the four form and the cosmological constant
Constantijn Huygens
Modified PWM Control for the DC AC Inverter With a Non Constant Voltage Source
[2003] Constant Voltage Permanent Magnet Wind Generator
Constant B O wolności starożytnych
Constant ?olphe
PBO TD03 F02 Report of constant?lculation when docking
Constant current driving of the LEDs group
Constant katalog czesci [DE]
więcej podobnych podstron