
Wdrożenie nowego produktu
z wykorzystaniem metody szacowania czasów według jednostki
umownej
1.
Opracowanie wykazu zespołów i części
1.
Wykonanie wykazu części i zespołów z podziałem na oryginalne,
z zakupu i normalne
2.
Określenie liczby jednostek umownych
2.
Określenie czasów dla prac konstrukcyjnego przygotowania
produkcji
1.
Prac konstrukcyjnych (na wszystkich etapach)
2.
Wykonania modeli, Wykonania prototypu, Badania prototypu
3.
Określenie czasów dla prac technologicznych
(na podstawie
założeń procesu produkcyjnego i wg grup utrudnienia
technologicznego)
1.
Technologii marszrutowej, Technologii montażu
2.
Opracowanie pracochłonności prac technologicznych według
rodzaju obróbki i przyrządów specjalnych
3.
Opracowanie wykazów materiałowych i zestawień norm
czasowych
4.
Opracowanie wykazu części według rodzaj obróbki i przyrządów
specjalnych
4.
Opracowanie czasów wykonania przyrządów specjalnych
1.
Pracochłonność wykonania w metali
2.
Pracochłonność opracowania technologii i materiałów
5.
Utworzenie sieci czynności
Informacje o postępie prac mają być publikowane na stronie internetowej
Opracowanie wykazu zespołów i
części
Dzielimy wyrób na jednostki montażowe według układu montażu.
Zaczynamy
od wyrobu (jest to zespół najwyższego rzędu). Następnie
wypisujemy zespoły
W każdym zespole wyszczególniamy podzespoły i części proste.
Jednocześnie określamy grupę trudności. Dla całego wyrobu
określamy
Grupę nowości i grupę złożoności.
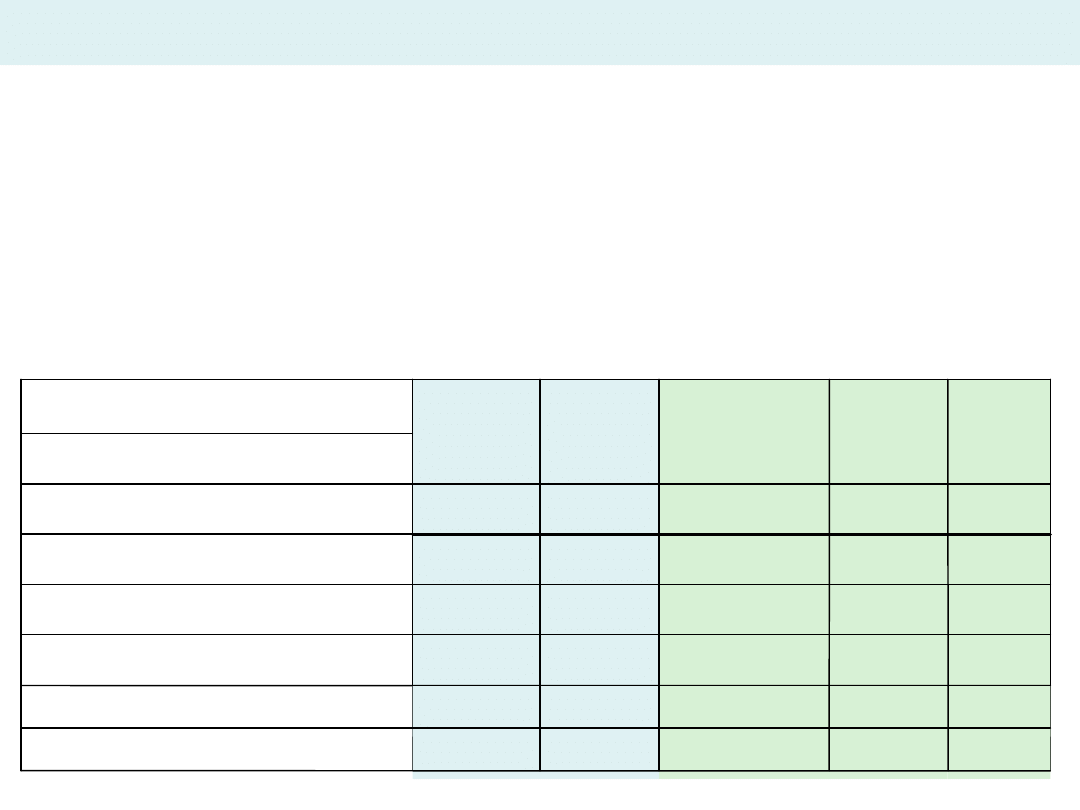
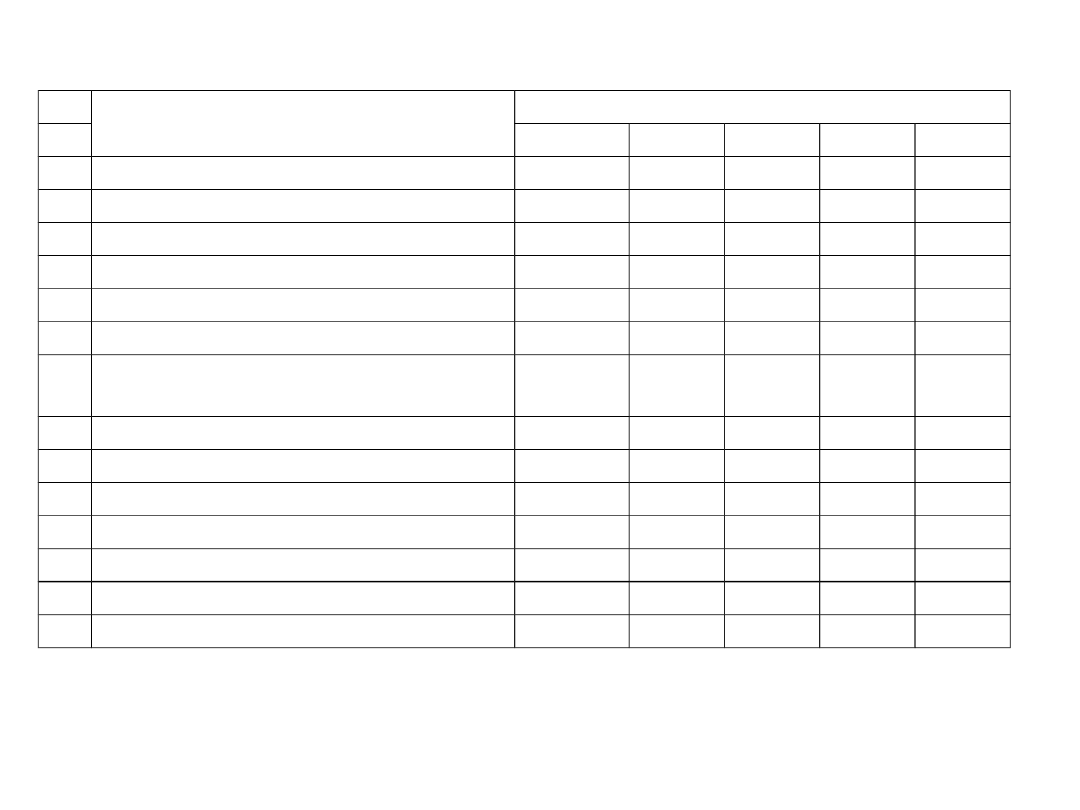
Przykład (fragment wykazu):
Suma Lm=
102,6
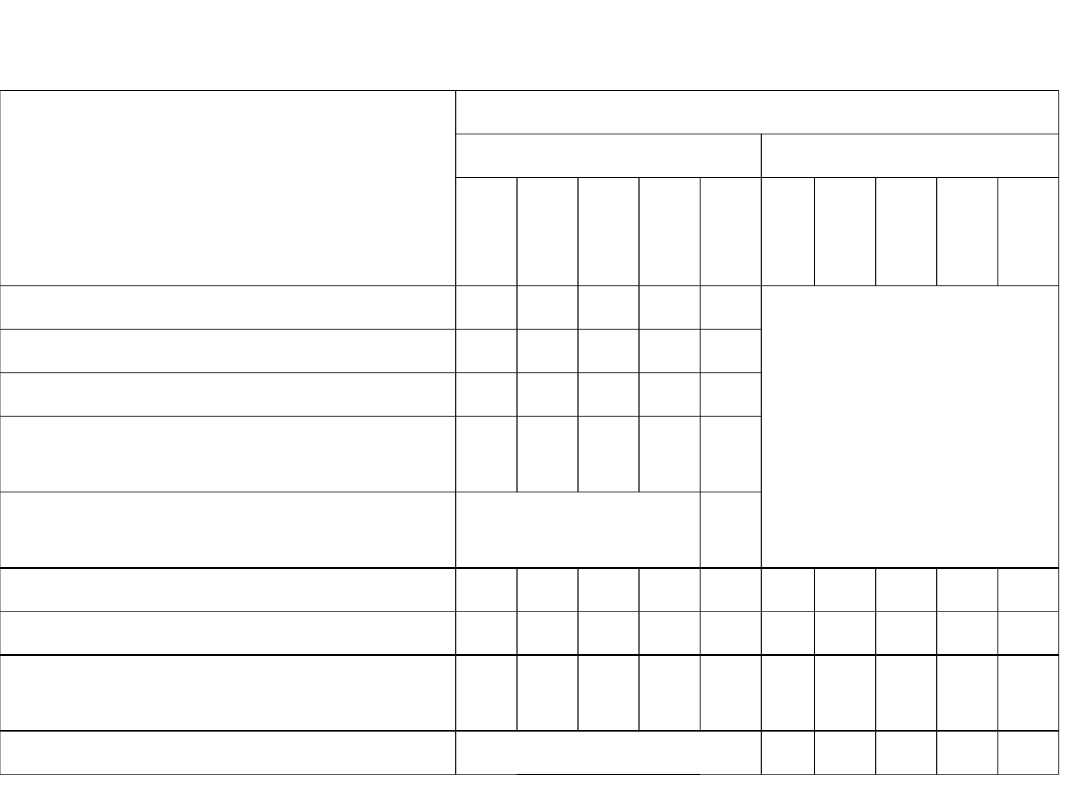
Podział wyrobu na jednostki montażowe. Liczba jednostek
umownych
Grupa nowości:. k
u
.= .2 . . . . Grupa
złożoności. . . K
z
.= .A . .
12,0
4,0
III
3
O
Końcówki specjalizowane
0,6
0,2
I
3
N
Wkręt M3x20
10,0
10,0
III
1
O
Suszarka do włosów
6
5
4
3
2
1
-zespoły, części składowe
Suma
ju
Liczba
ju/szt
Grupa
trudności
Liczba
szt
Rodz
aj
Nazwa wyrobu, zespołu
5,0
5,0
III
1
O
Zespół nagrzewnicy
4,0
4,0
II
1
O
Grzałka
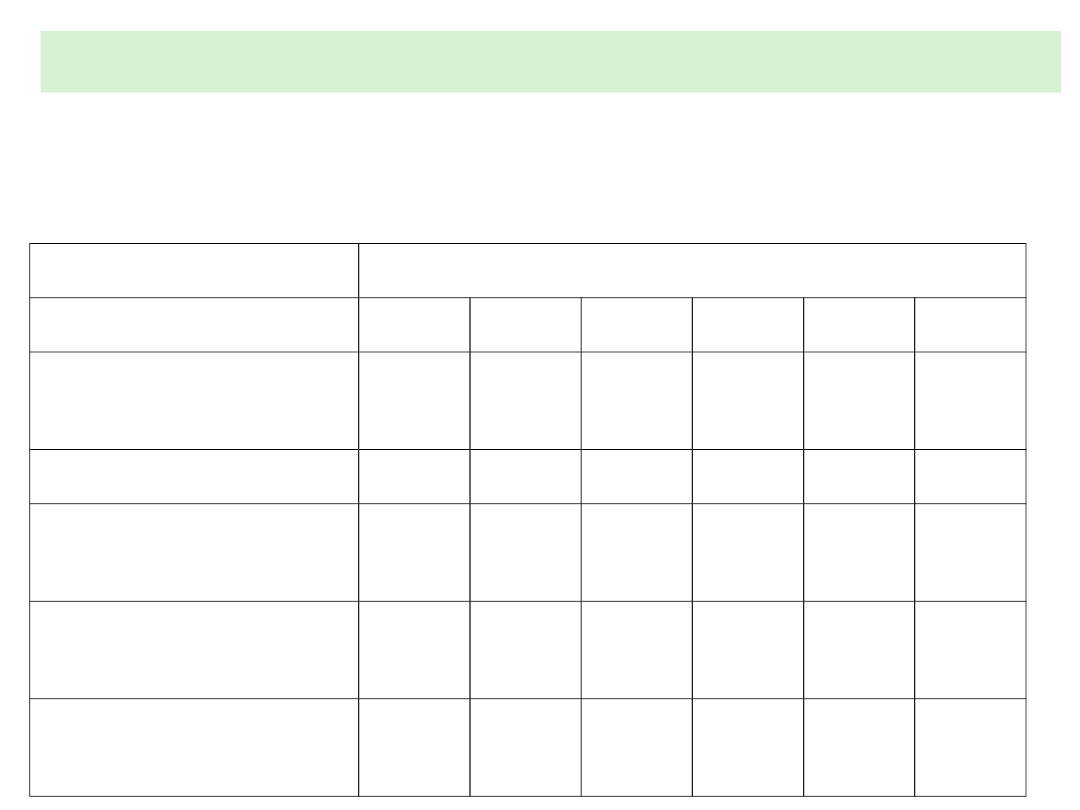
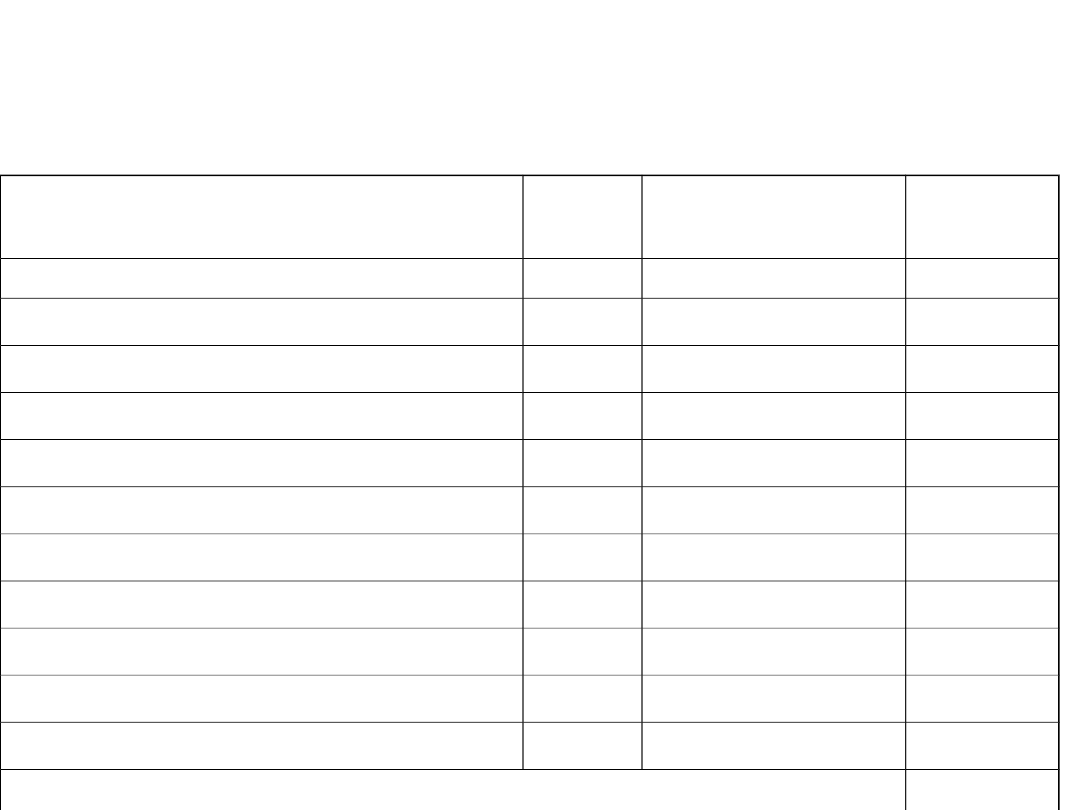
Liczba jednostek umownych zależnie od grupy
trudności
Grupa trudności
Rodzaj części
I
II
III IV
V
VI
Oryginalne
1,0 2,0 4,0 8,0
12,0
20,0
Z zakupu 0,5 0,5 0,5 1,0 1,0 1,0
Zunifikowane
0,25
0,25
0,25
0,4 0,4 0,4
Znormalizowa
ne
0,2 0,2 0,2 0,3 0,3 0,3
Zespoły-w tym
wyrób
1 -
5
1 -
8
1 -
10
3 -
15
3 -
15
5 -
20
Określenie liczby jednostek umownych
Dla wykazu części (zespołów i podzespołów) jak na poprzednim
slajdzie określić jednostki umowne
Pracochłonność
projektowania konstrukcji
P
L t
k
m
m
j n
u
,
gdzie: Lm- suma jednostek umownych
tj,n – czas jednostki umownej dla danej grupy "j"
złożoności
konstrukcyjnej i etapu projektowania "n"
ku – współczynnik utrudnienia zależny od grupy
nowości
Współczynniki utrudnienia zależny od grupy nowości
Grupa nowości
1
2
3
4
5
Współczynnik
ku
1
1,2 1,3 1,5
1,7
W przykładzie: L
m
=102,6; k
u
=1,2; K
z
=A=1,4godz./ju (PROJEKT
WSTĘPNY);
Dla
zadania
PROJEKT WSTĘPNY:
pracochłonność wynosi
102,6x1,4
godz/ju
x1,2=172,37 po zaokrągleniu (w górę) 180 rg.
Obliczenie wykonujemy dla wszystkich prac w których biorą udział
konstruktorzy. Wynik w zestawieniu.
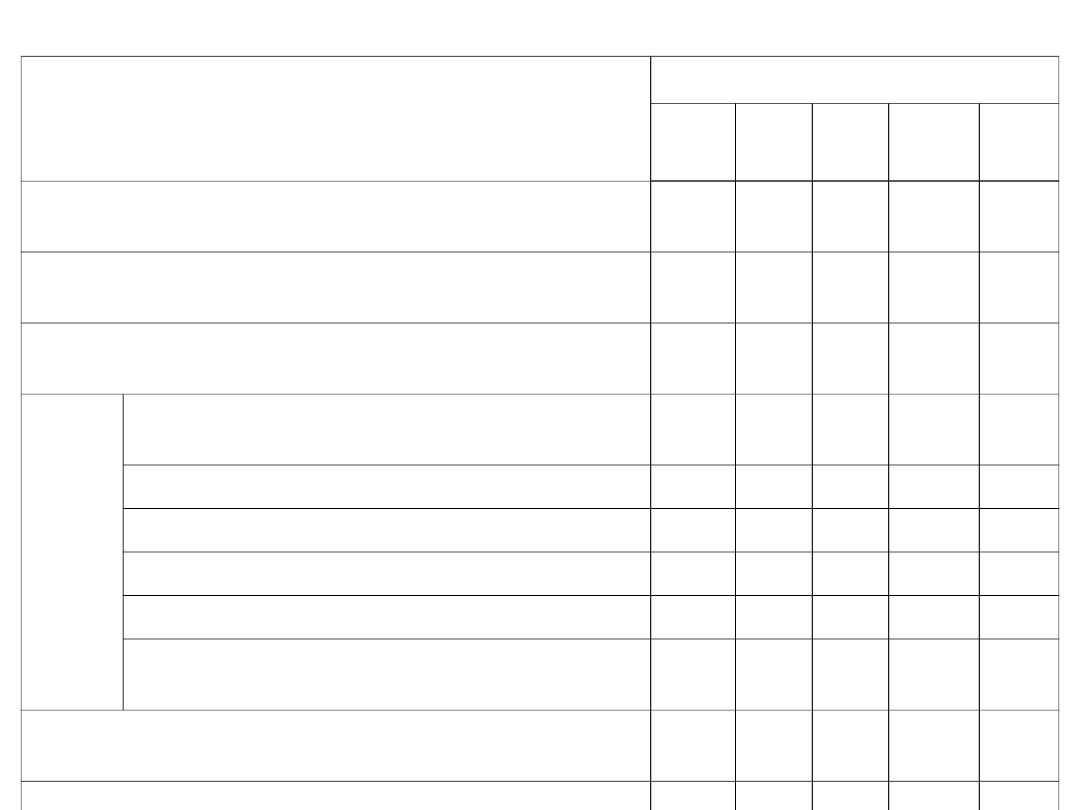
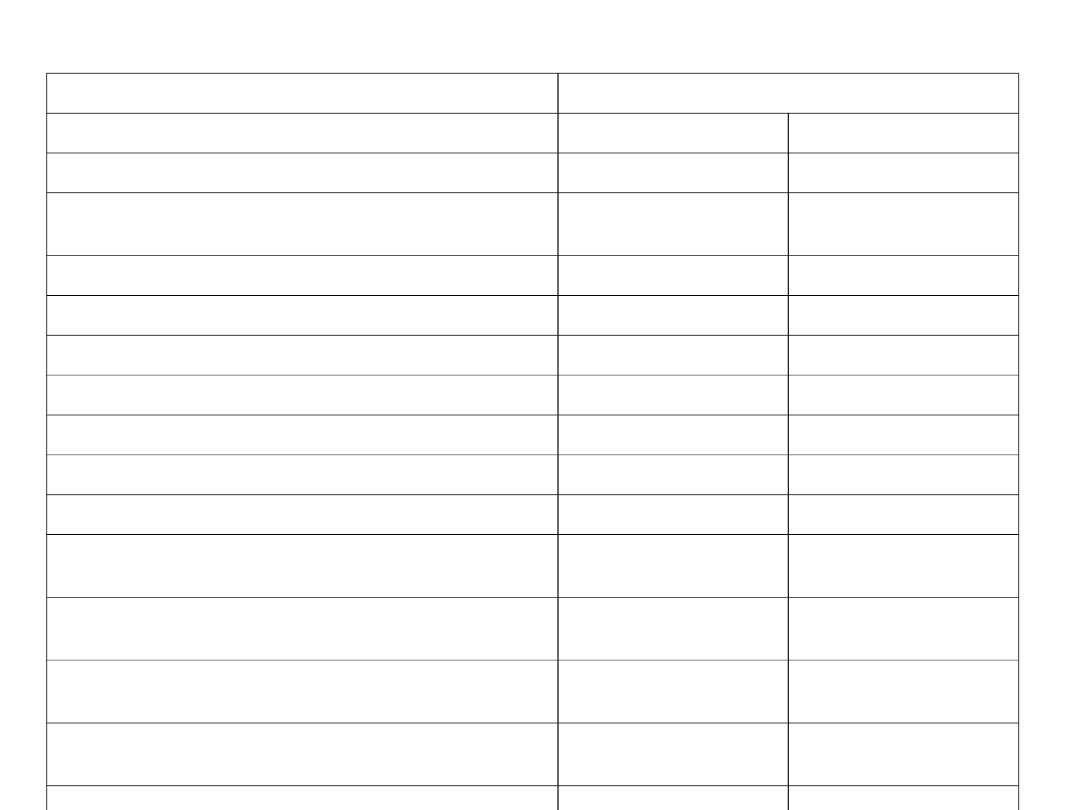
Pracochłonność projektowania jednej jednostki
umownej
Etapy/Czynności
Grupa złożoności
A
B C D
E
Projekt wstępny (wstępne
konstruowanie wyrobu)
1,4 2,1 3,1 4,2
5,4
Badanie modelu 10% czasu
konstruowania)
0,1
4
0,2
1
0,3
1
0,42 0,5
4
Badania patentowe 5% czasu projektu
wstępnego
PROJ
-
EKT
TEC
H-
NICZ
-
NY
Ostateczne rozwiązanie
projektowe
7,3 9,1 12,
4
16,7 20,
9
Kreślenie rysunków części
1
1,2 1,8 2,4
2,8
Kreślenie rysunków zespołów
1,2
1,4 1,8 2,6
3,0
Sprawdzanie rysunków
0,5 1
2
3
4
Zatwierdzanie rysunków
0,5 0,8 1,2 1,6
1,8
Za opracowanie każdej
pozycji:WT, Ins. Instalacji
4
4,3 4,8 5
6
Konsultacje z technologiem w każdym
etapie
0,1
0,2 0,3 0,4
0,5
Korekta po PROTOTYPIE lub SERII
PRÓBNEJ
0,5 1
1,3 1,7
2
Dokumentacja konstr. do SERII
PRÓBNEJ i PRODUKCJI
1
1,2 1,6 2,0
2,4
NADZÓR NAD PROTOTYPEM lub SERIĄ
PRÓBNĄ
2
3
5
6
8
Prace uzupełniające w dziale
konstrukcji
2,5 3
4
5,5
7
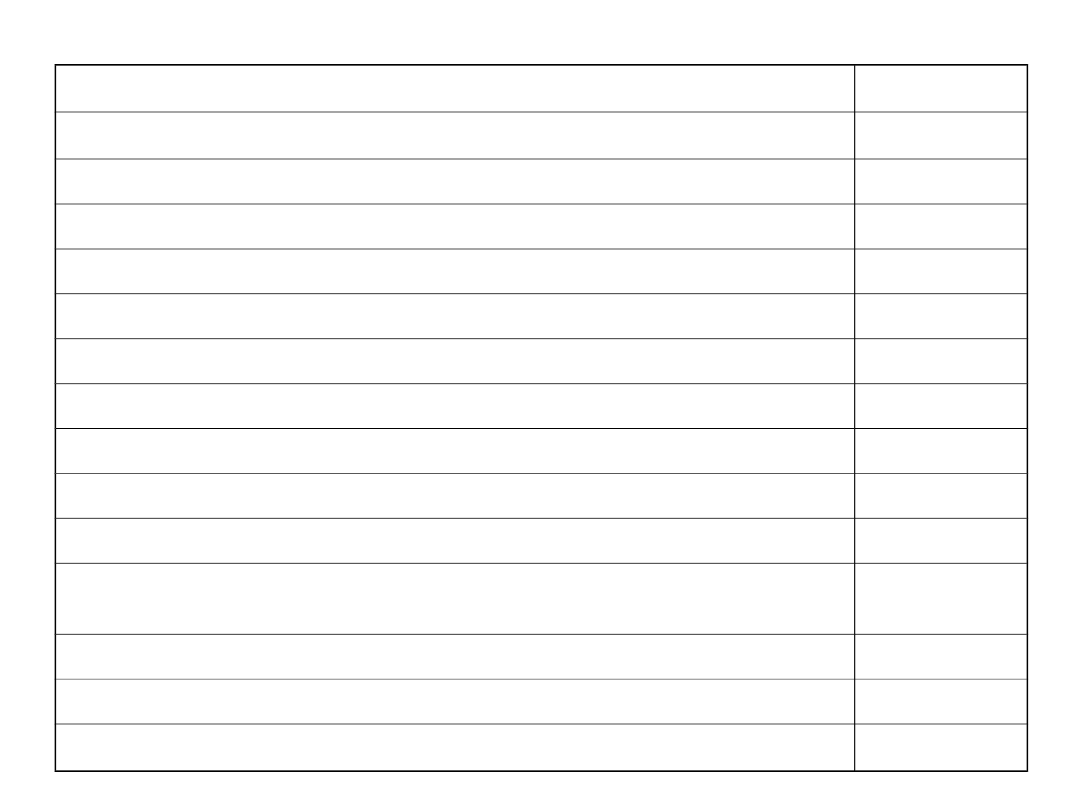
Zestawienie prac
konstrukcyjnych
Zadanie – czynność
Godz.
Projekt wstępny (wstępne konstruowanie wyrobu)
(Przykad)
180
Badanie modelu 10% czasu konstruowania)
Badania patentowe 5% czasu projektu wstępnego
Ostateczne rozwiązanie projektowe
Kreślenie rysunków zespołów
Sprawdzanie rysunków
Zatwierdzanie rysunków
Za opracowanie każdej pozycji:WT, Ins. Instalacji
Konsultacje z technologiem w każdym etapie
Korekta po PROTOTYPIE lub SERII PRÓBNEJ
Dokumentacja konstrukcyjna do SERII PRÓBNEJ i
PRODUKCJI
NADZÓR NAD PROTOTYPEM lub SERIĄ PRÓBNĄ
Prace uzupełniające w dziale konstrukcji

Prace konstrukcyjne cd
• Oszacowanie pracochłonności
wykonania modelu według wzoru
u
i
m
m
k
t
L
P
*
*
Lm- liczba jednostek umownych dla części i
zespołów tylko oryginalnych w wyrobie
Ku- jak w poprzednim wzorze

Prace konstrukcyjne cd
• Określenia czasu na wykonania prototypu można
dokonać w dwojaki sposób:
(1)Przez porównanie z produkowanym wyrobem
podobnym stosując zwielokratniający współczynnik
czasu jednostkowego:
6x - dla produkcji małoseryjnej
10x - dla produkcji średnioseryjnej,
20x - dla produkcji wielkoseryjnej.
(2)Określmy czas wykonania na podstawie rysunków
części i metod ich wykonania. Dla celów ćwiczenia
przyjmiemy 8godz. na każdą (oryginalną) część, zespół
i podzespół oraz dodatkowo 20% tak wyliczonego czasu
na montaż (wyrób jest prosty do zmontowania). Tak
duży czas wynika z konieczności modelowania obudowy
z tworzywa ponieważ brak jest form wtryskowych na
tym etapie.

Prace konstrukcyjne cd
• Określenie czasu na badanie prototypu
Koszty badań prototypu obejmują:
przeprowadzenie prób wstępnych,
koszty eksploatacji próbnej
i badań prototypu.
Wysokość tych kosztów ustala się najczęściej na
podstawie czasu trwania prób i kosztów robocizny
osób biorących udział w badaniach, kosztu
materiałów koniecznych do przeprowadzenia prób.
Dla celów niniejszego ćwiczenia przyjmiemy czas
badań równy czasowi wykonania prototypu

Razem pozostała pracochłonność
konstrukcyjnego przygotowania
produkcji
• Pracochłonność wykonania modelu =
• Pracochłonność wykonania prototypu=
• Pracochłonność badania prototypu =

Prace technologiczne
• Obliczenia pracochłonności prac
technologicznego przygotowania produkcji
T-OPP przeprowadzamy z uwzględnieniem:
grupy utrudnienia technologicznego, fazy
technologicznej i wielkość produkcji
.
• Niezbędny zakres przygotowania
technologicznego wymaga opracowania:
– technologii marszrutowej zawierającej podział na
operacje technologiczne wraz z podaniem czasów ich
wykonania. Dla niektórych części, a w przypadku
produkcji wielkoseryjnej dla wszystkich, opracowuje się
technologie szczegółowe na poszczególne operacje.
– technologii montażu, zależnie od przyjętych założeń i
skali produkcji. Mogą wystąpić: technologia montażu
finalnego oraz technologie montażu cząstkowego (np.
dla taśmy).

Pracochłonność opracowania
technologii dla serii próbnej
gdzie:
Pi,j - pracochłonność jednostkowa dla "i_ej" grupy i "j_ej" fazy
technologicznej,
i - liczba grup,
j - liczba faz w danej grupie technologicznej
kw - współczynnik opracowania technologii zależny od
wielkości produkcji. Dla ćwiczeń przyjmujemy = 1.
n
i
w
m
j
j
i
tech
opr
k
P
P
1
1
,
.
*
W projektowaniu technologicznym występuje także konieczność
opracowania norm materiałowych i czasowych. Czas opracowania
norm materiałowych P
m
obliczamy jako 25%, a czas opracowania
norm czasowych P
c
jako 50% czasu opracowania technologii. Plus
Inne (pozostałe prace).
Razem czas opracowania technologicznego jest sumą.
Inne
P
P
P
P
c
m
tech
opr
cakowity
.

Założenia procesu
produkcyjnego
• Wielkość produkcji 50.000szt rocznie
• Montaż na wydzielonych
stanowiskach
(całościowy bez montażu wstępnego)
• Liczba stanowisk : 3
• Przewiduje się specjalne pomoce
warsztatowe dla ułatwienia montażu,
• Formy na tworzywa jednogniazdowe,
części z tworzyw nie malowane.
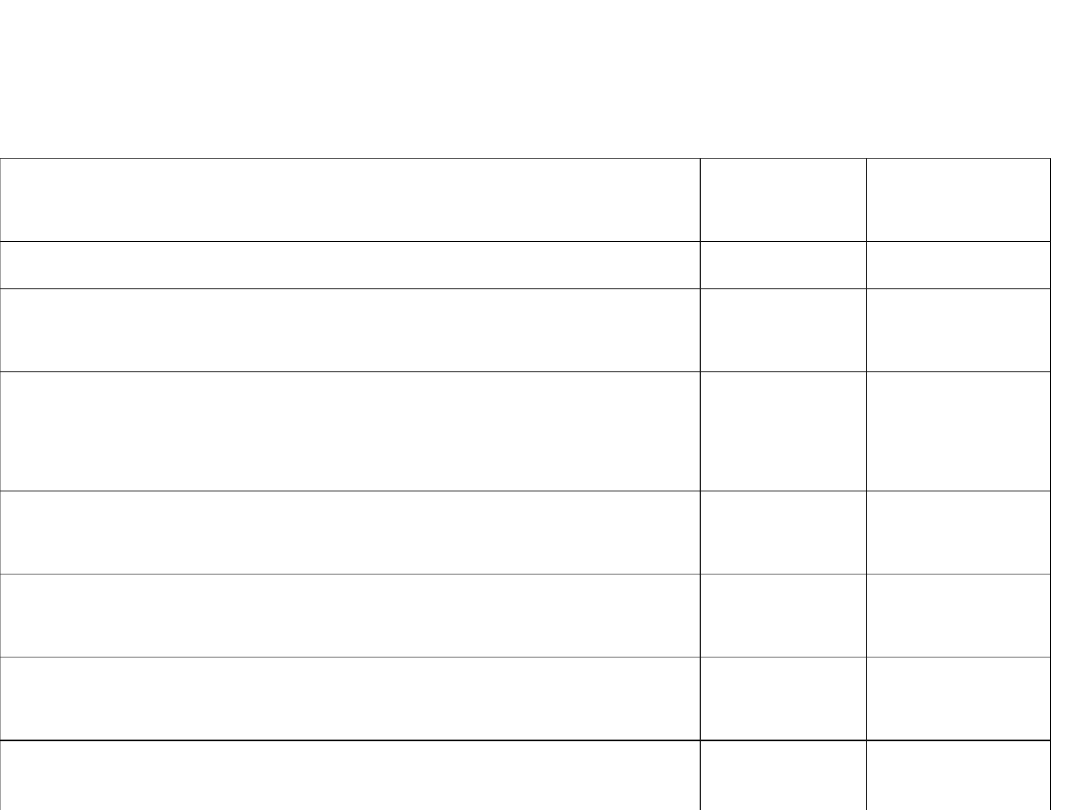
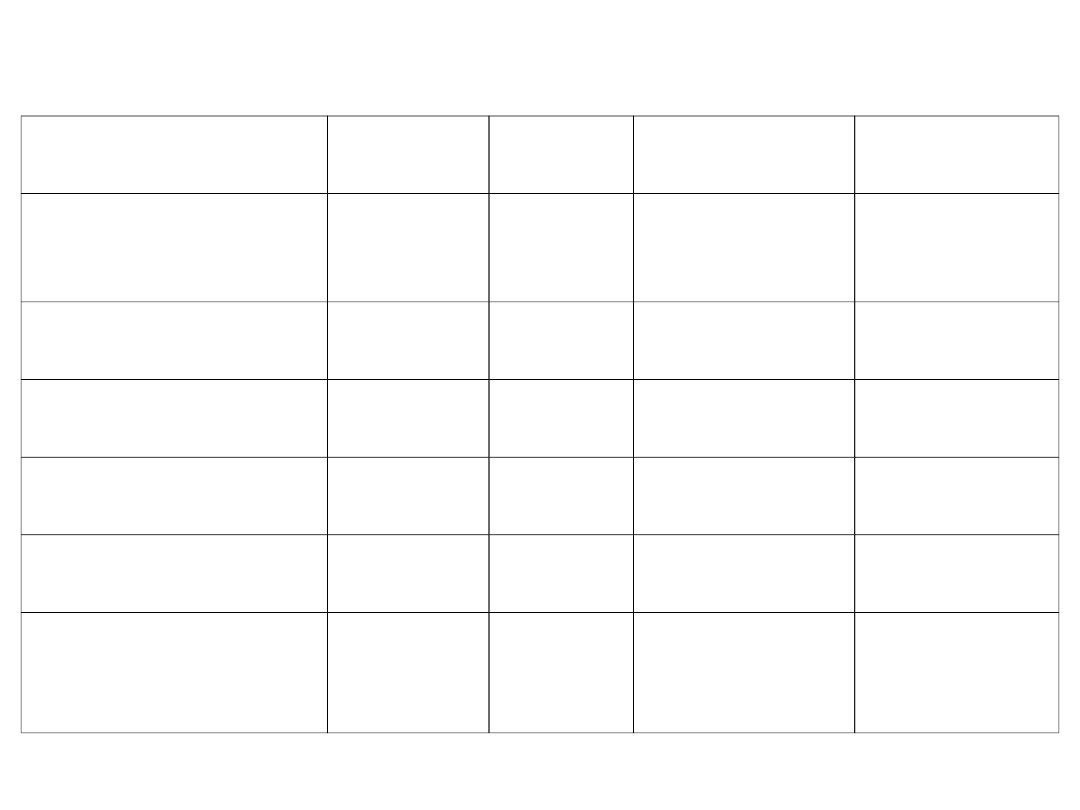
Pracochłonność prac T-OPP liczona na każdą
część oryginalną, zespół, podzespół
(np. razem N= 21)
Czynności
Normaty
w [h]
Pracochło
nność
Założenia technologiczne
100h
Konsultacje opracowań konstrukcyjnych (na
każdym etapie PW i PT)
1,2
N*1,2
Wstępna analiza technologii wytwarzania
(wstępne opracowanie procesu
produkcyjnego)
2,0
Wstępna specyfikacja materiałowa ZZZM
0,8
Opracowanie wstępnej pracochłonności
wyrobu ZZPW
0,5
Opracowanie technologii dla prototypu (gdy
robiona)
2,0
Nie
robimy
Nadzór nad wykonaniem serii próbnej
4 - 12
Weryfikacja dokumentacji technologicznej
po serii próbnej
2,0
Opracowanie technologii szczegółowych
W następnym kroku
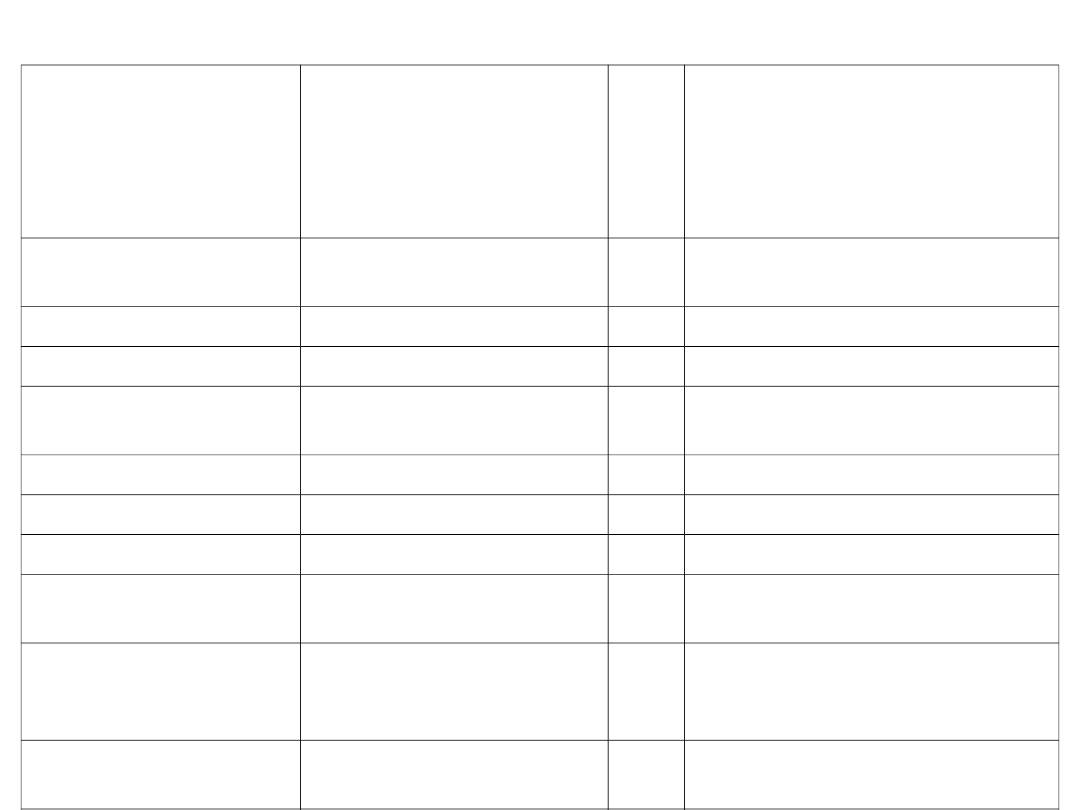
Rodzaj obróbki i przyrządów specjalnych
Część / podzespó
ł
Rodzaj obróbki
s
z
t
.
Rodzaj przyrządów
spec.
Końcówki
specjalizowane
Tworzywa
3
Formy 3 szt. na każdą
końcówkę
Pokrywa lewa
Tworzywa
1
Forma 1 szt.
Pokrywa prawa
Tworzywa
1
Forma 1 szt.
Uchwyt kabla
Wykrawanie, gięcie
1
Wykrojnik zblokowany z
giętakiem
Sito wylotowe
Tworzywa
1
Forma 1 szt.
Prowadnica lewa
Wykrawanie, gięcie
1
Wykrojnik 1szt, giętak 1szt
Prowadnica prawa
Wykrawanie, gięcie
1
Wykrojnik 1 szt., giętak 1szt
Grzejnik
Krępowanie (jak
toczenie)
1
Trzpień (pomoc
warsztatowa)
Kable
doprowadzeniow
e
Cięcie
3
Przymiary po 2 szt.
Przewody
połączeniowe
Cięcie
3
Przymiary po 3 szt.
Zespół grzałki
Montaż zespołu
1
Pomoc warsztatowa
Zespół grzewczy
Montaż zespołu
1
Pomoc warsztatowa
Zespół obudowy
Montaż zespołu
1
-
Suszarka do włosów
Montaż finalny w 3
gniazdach
1
Stojak 3 szt.
Normatywy pracochłonności opracowania
technologii wg grup utrudnienia
technologicznego
Rodzaj technologii
obróbki
Grupa utrudnienia
Części
Podzespoły
I
II
III IV
V
VI VII VIII IX
X
Odlewanie
4
8 16 32 64
Kucie
3 7,5 12 22 38
Tłoczenie, wykrawanie, gięcie
2,5 5
10 20 32
Obróbka mechaniczna: toczenie,
frezowanie, itp
5
12 25 65 115
Przetwórstwo tworzyw
sztucznych
110
Obróbka cieplna, galwaniczna
0,8 1,6 3,2 7
12
2
4
8
Spawanie, lutowanie
1,2 2,3 5
10 20
4
7
10
Prace ślusarskie, cięcie (prace
ręczne)
1,0 2,2 3,8 6,0 9,0 5
12 15 20 35
Montaż finalny, zespołów
3,5 6,5 19 40 135
Przewidywana liczba części wg faz technologicznych
obróbki
Liczba części wg faz utrudnienia
Lp.
Rodzaj obróbki
I
II
III
IV
V
1
2
3
4
5
6
7
1
Części odlewane
2
Części tłoczone
3
Części wykrawane
3
4
Części gięte
5
Części kute
6
Części wykonane obróbką
skrawaniem
7
Części spawane
8
Części z tworzyw sztucznych
5
9
Części pokryte galwanicznie
10 Części lakierowane
11 Części obrabiane cieplnie
12 Montaż części w zespoły
3
13 Montaż finalny
3
Obliczenie czasów opracowania technologicznego na
etapie serii próbnej
Rodzaj technologii (obróbki)
Liczba
Czas
jednostkowy
Razem
1
2
3
4
Razem xxxxxx
Na podstawie zestawienia „Rodzaj obróbki” z poprzedniego ćwiczenia
określić nakład pracy na opracowanie technologii do serii próbnej.

Razem opracowanie
technologii
• Opracowanie technologii szczegółowych (według
tabeli powyżej) : P
opr.tech
= xxxxxx
• Opracowanie norm materiałowych: 25% P
opr.tech
=
Opracowanie norm czasowych: 50% P
opr.tech
=

Określenie pracochłonności wykonania
oprzyrządowania
w
o
Licza przyrządów
Liczba części oryginalnych
Obliczamy liczbę przyrządów specjalnych na podstawie
wskaźnika oprzyrządowania. Dla przyjętej skali produkcji 50.000,
wyrób lekki wskaźnik ten zawiera się w granicach 06-1,3
W naszym przypadku znamy dokładnie liczbę przyrządów.
Należy jedynie oszacować czas ich wykonania.
Na podstawie zestawienia „Rodzaj obróbki i przyrządów
specjalnych„ oraz wykazu pracochłonności jednostkowej
(tabela niżej) obliczyć pracochłonność wykonania w
metalu, konstrukcji i technologii przyrządów
specjalnych.
pracochłonność wykonania przyrządów specjalnych w
metalu
Pracochłonność [h]
Nazwa przyrządu
Zakres
Przeciętna
Wykrojniki swobodne
30-50
40
Wykrojniki blokowe prowadzone na
słupach
100-200
120
Wykrojniki wielotaktowe
400-700
550
Tłoczniki
100-200
150
Krępowniki, giętaki
40-100
70
Formy wtryskowe do aluminium
600-1500
1000
Formy wtryskowe do tworzyw
500-1200
800
Formy do gumy
100-200
150
Formy kokilowe do metali
80-150
100
Narzędzia do obróbki skrawaniem
tokarskie
4-60
25
Narzędzia do obróbki skrawaniem
frezarskie
50-100
60
Narzędzia do obróbki skrawaniem
wiertarskie
20-60
30
Krzywki do automatów
ok.40/1szt
zwykle 5szt
200
Proste montażowe
10-30
20
Skomplikowane montażowe
60-100
80
Sprawdziany
10-20
15
Szablony
10-20
15
Płyty do szycia krosów
50-150
80
Różne drobne przyrządy (pomoce
warsztatowe)
20-40
30
Pracochłonność wykonania oprzyrządowania
(przykład)
Rodzaj
przyrządu
Oblicze
nia
Razem
[h]
Konstrukcj
a
Technolog
ia
Formy do
tworzyw
6sztx80
0
4800
Wykrojniki na
słupach
3sztx12
0
360
Giętaki
2sztx70
140
Tokarskie
1sztx25
25
Montażowe
6sztx20
120
Razem
5445
wykonan
ie
1360
(25%
wykonania)
550
(10%
wykonania
)
Obliczenie czasu wykonania serii
próbnej
• Części z tworzyw sztucznych
0,05godz/1 wtrysk
• Części metalowe toczone na automatach tokarskich 0,007godz/1szt
• Części toczone na tokarce
0,05godz/1szt.
• Części wykonywane z blach na prasach uniwersalnych
•
wykrawanie
0,002godz/1 takt prasy
•
zaginanie
0,0025godz/1 tak prasy
• Części poddawane dalszej obróbce na ślusarni (praca ręczna)
• 0,045godz/szt.
• Części wykonywane metodą odlewania 0,015godz/szt.
• Montaż bloku (płytka drukowana + ok.100 elementów)
•
lutowanie ręczne
1godz/blok
•
lutowanie maszynowe
0,5godz/blok
• Montaż podzespołów (zespół zawiera ok. 40 elementów) 1,0
godz/blok
• Montaż finalny (ok 20-30 podzespołów) 8,0godz/wyrób (w tym 60%na
uruchomienie)
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
Wyszukiwarka
Podobne podstrony:
PROJEKT PRODUKCJI NOWEGO PRODUKTU gotowy
Strategie marketingowe, alianse , Strategia nowego produktu
Strategie marketingowe, alianse , Strategia nowego produktu
wprowadzanie na rynek nowego produktu (8 stron) IID5ZNGC6JA5HZKV7QVK4UFS6MPPHUMO23CIEXY
projekt nowego produktu
T6 WPROWADZENIE NA RYNEK NOWEGO PRODUKTU pok
Strategia wprowadzania nowego produktu na rynek na przyk-adzie opocz, prace doktorskie, magisterskie
Strategia wprowadzania nowego produktu na rynek na przykładzie opocz, Logistyka w strategiach firm
Implementacja nowego produktu, Podstawy przedsiębiorczości technologicznej
Karta nowego produktu, nowy produkt ogór
T6 WPROWADZENIE NA RYNEK NOWEGO PRODUKTU pok[1]
idea nowego produktu (7 str)
Wprowadzanie nowego produktu na rynek
Projekt rozwoju nowego produktu
Wprowadzenie nowego produktu na rynek
praca licencjacka - Strategia wprowadzania nowego produktu na rynek, Prace
Strategia marketingowa nowego produktu (6 stron) PUNNQE4VBRN62H3GC66ATPBIRJHQQ5NB7MRWOIY
więcej podobnych podstron