1
Rysunek surowego odlewu
Dokumentację
technologiczną
odlewu
można podzielić na:
1) uproszczoną, wykonywaną dla produkcji
jednostkowej i małoseryjnej z modeli drewnianych i
zawierającą tylko niezbędne instrukcje rysunkowe
podane najczęściej na kopii rysunku konstrukcyjnego
odlewu przez naniesienie danych w kolorach
czerwonym, niebieskim i zielonym umożliwiające
prawidłowe
wykonanie
oprzyrządowania
odlewniczego,
2) pełną, wykonywaną dla produkcji seryjnej i
masowej
przy
zastosowaniu
pełnego
oprzyrządowania metalowego.
2
Dane do rysunku
surowego odlewu
Rysunek surowego odlewu powinien zawierać następujące oznaczenia:
·
dane rozpoznawcze, umieszczane w tabliczce rysunkowej, zawierające
obok normalnych informacji (nazwę części odlewanej, numer rysunku
części odlewanej, numer rysunku surowego odlewu, datę itp.) oraz inne
informacje odlewnicze dotyczące dokładnego określenia tworzywa odlewu,
skurczu odlewniczego i klasę dokładności odlewu, masę surowego odlewu
z układem wlewowym, nadlewami i przelewem;
· dane podstawowe:
- powierzchnię podziału formy, wyznaczającą jednocześnie powierzchnię
podziału modelu, a zarazem określającą prawidłowy sposób wykonania
odlewu,
- bazy obróbkowe do początkowych operacji obróbki skrawaniem,
- naddatki na obróbkę skrawaniem,
- naddatki technologiczne,
- pochylenia i zbieżności ścian odlewu zgodnie z płaszczyzną podziału
formy,
- dane dotyczące specjalnych wymagań stawianych odlewom, np.
obróbka cieplna, wymagania co do twardości itp.
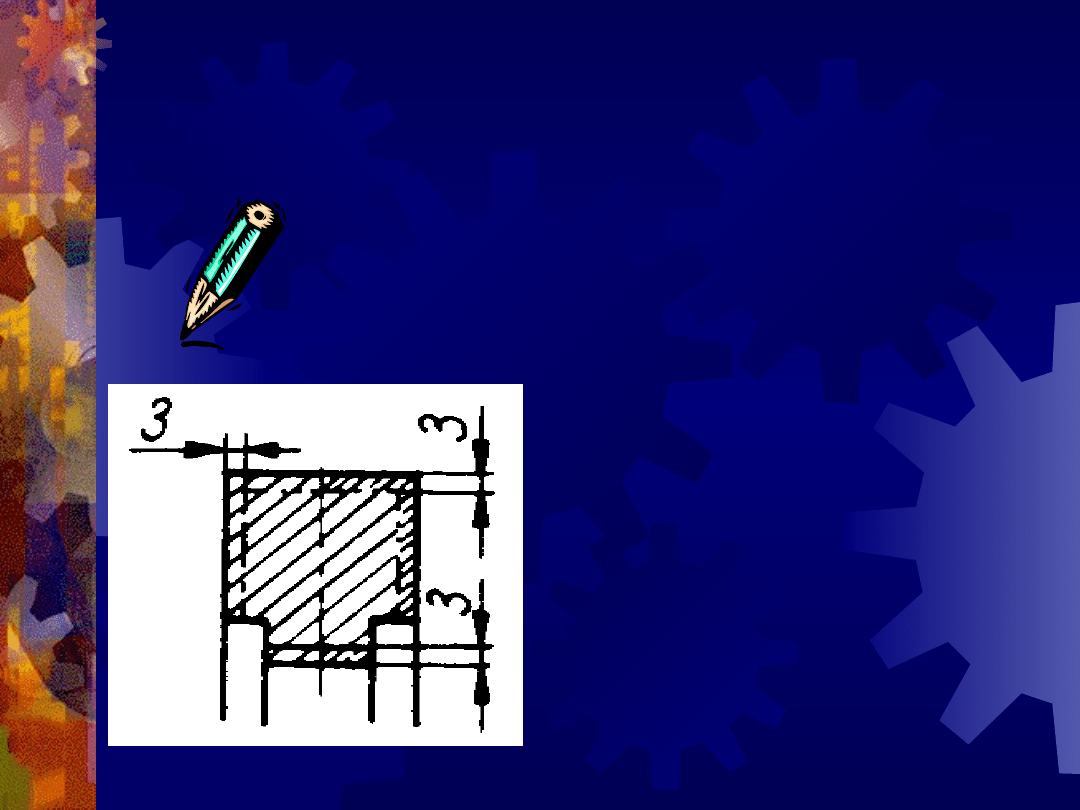
3
Powierzchnia podziału
formy
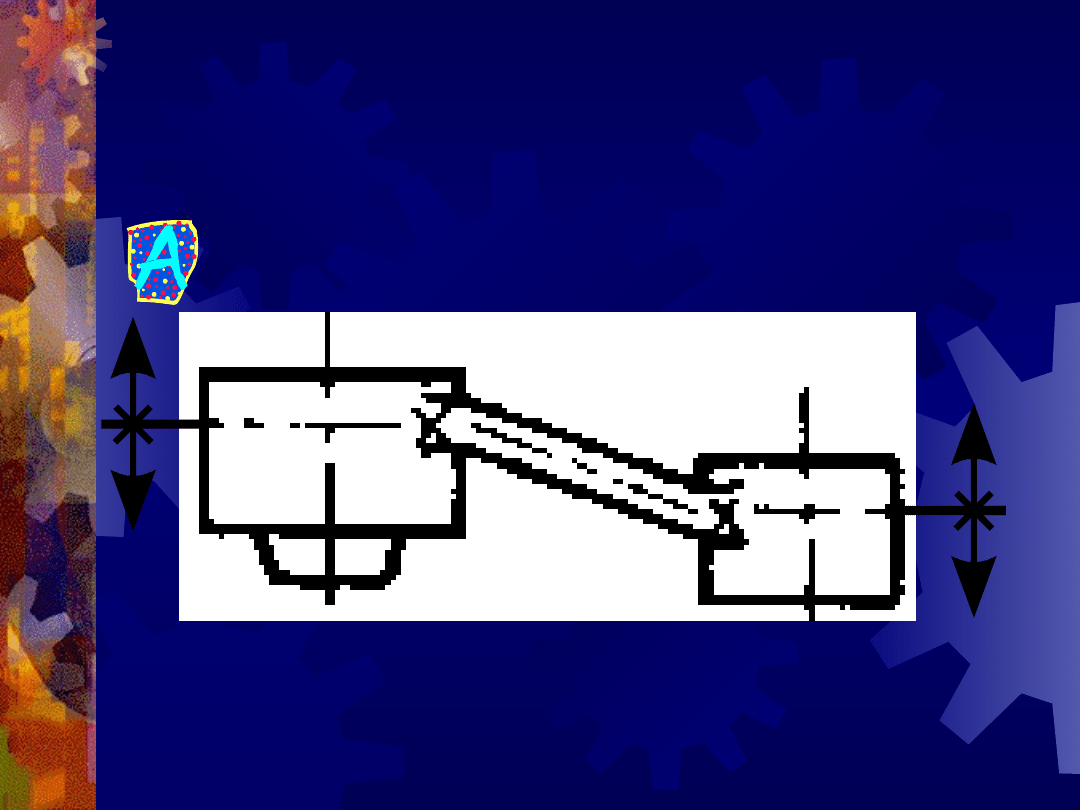
4
Łącznik
łącznik zabezpieczający odlew przed odkształceniem jako
naddatek technologiczny
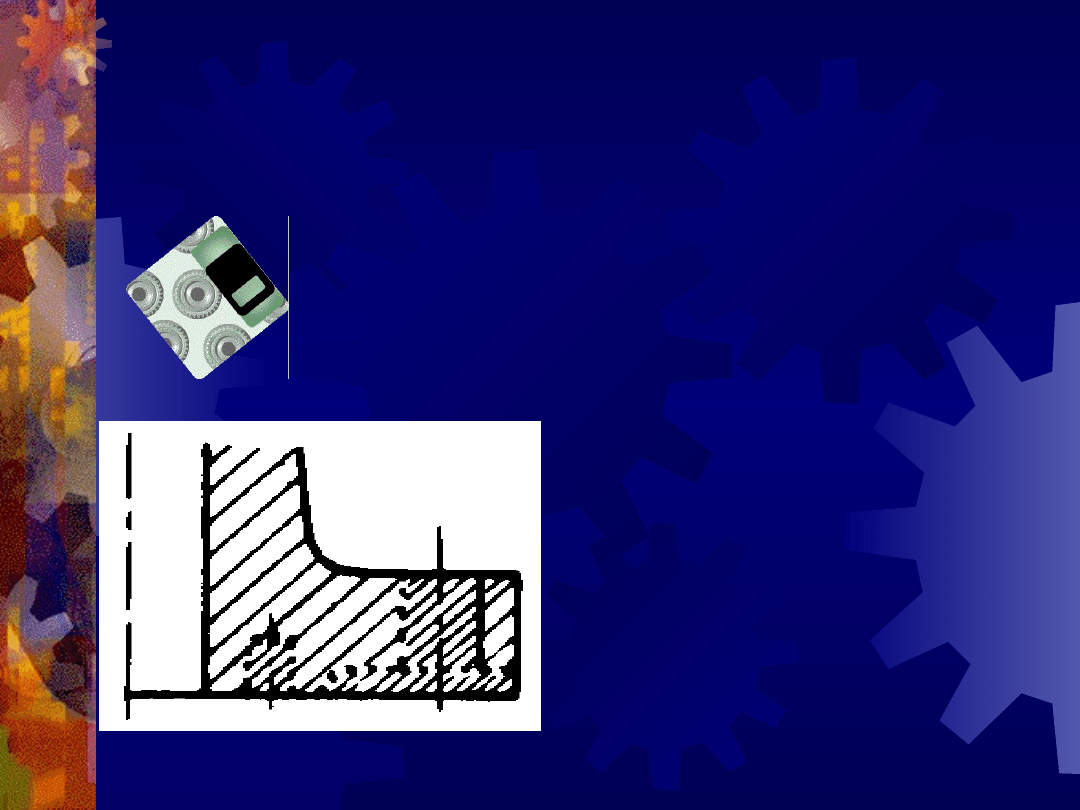
5
Naddatki na obróbkę
skrawaniem
Naddatki nanosi się na tych
powierzchniach , które są na
rysunku konstrukcyjnym
zaznaczone oznaczeniami
powierzchni obrabianych .
Wielkość tych naddatków zależy
od:
rodzaju stopu odlewniczego,
gabarytów odlewu,
wymiaru nominalnego ,
klasy odlewu,
położenia powierzchni której
dotyczą w formie.
6
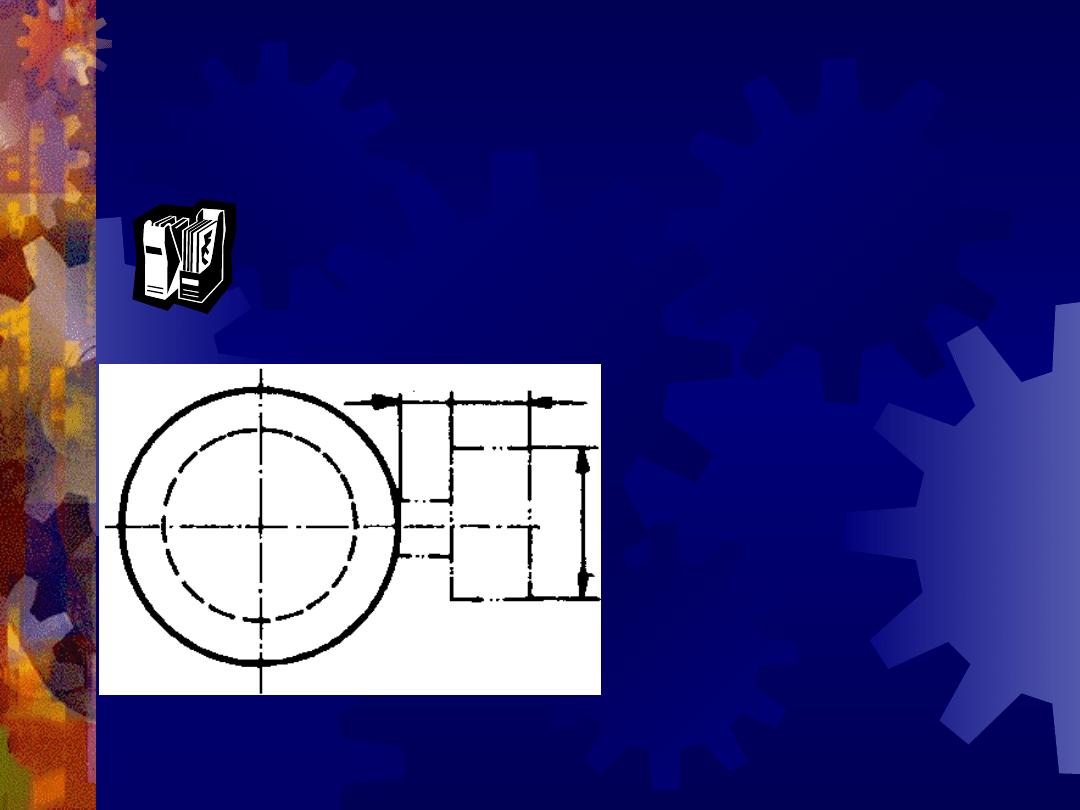
Zaślepienia otworów lub
wnęk
naddatki
technologiczne
jako wypełnienia
otworów i wnęk
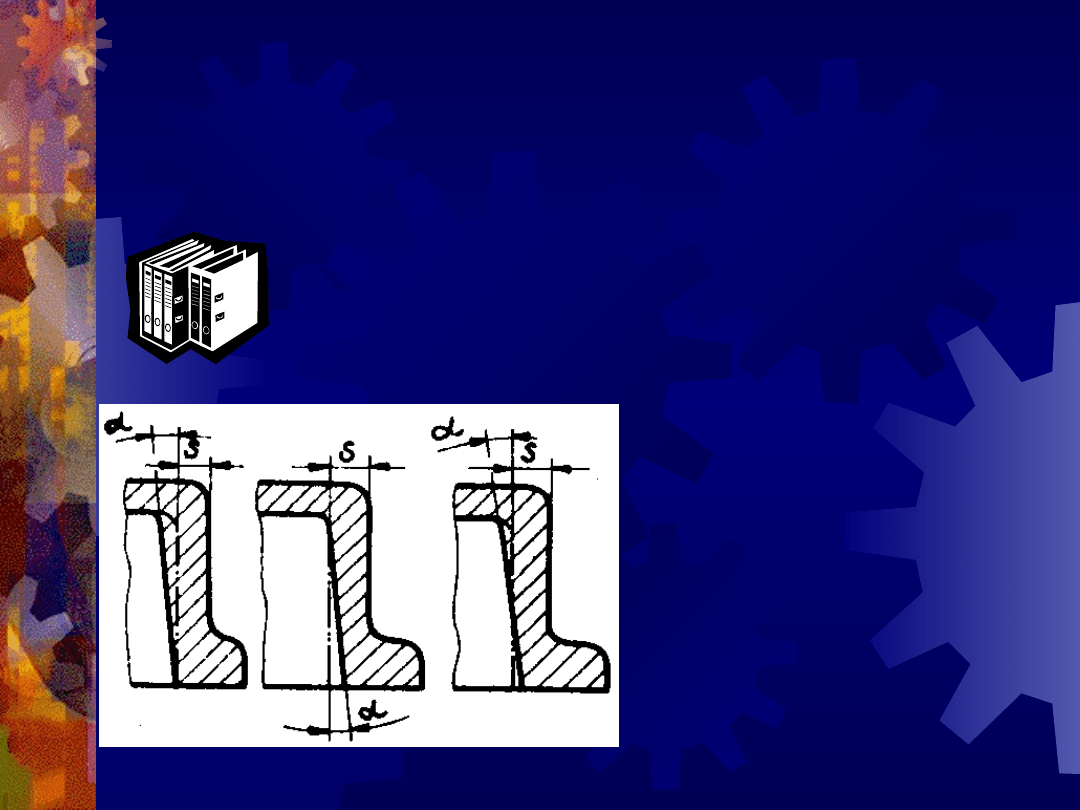
7
Pochylenia odlewnicze
Naddatki technologiczne
wynikające z pochylenia
ścian (pochylenia
formierskie) .Dotyczą
powierzchni ,które w
rysunku konstrukcyjnym
są prostopadłe do
przyjętej powierzchni
podziału
Pochylenia odlewnicze
zmieniają konstrukcję
wyrobu i mogą być:
1.
na +
2.
na –
3.
na +/-
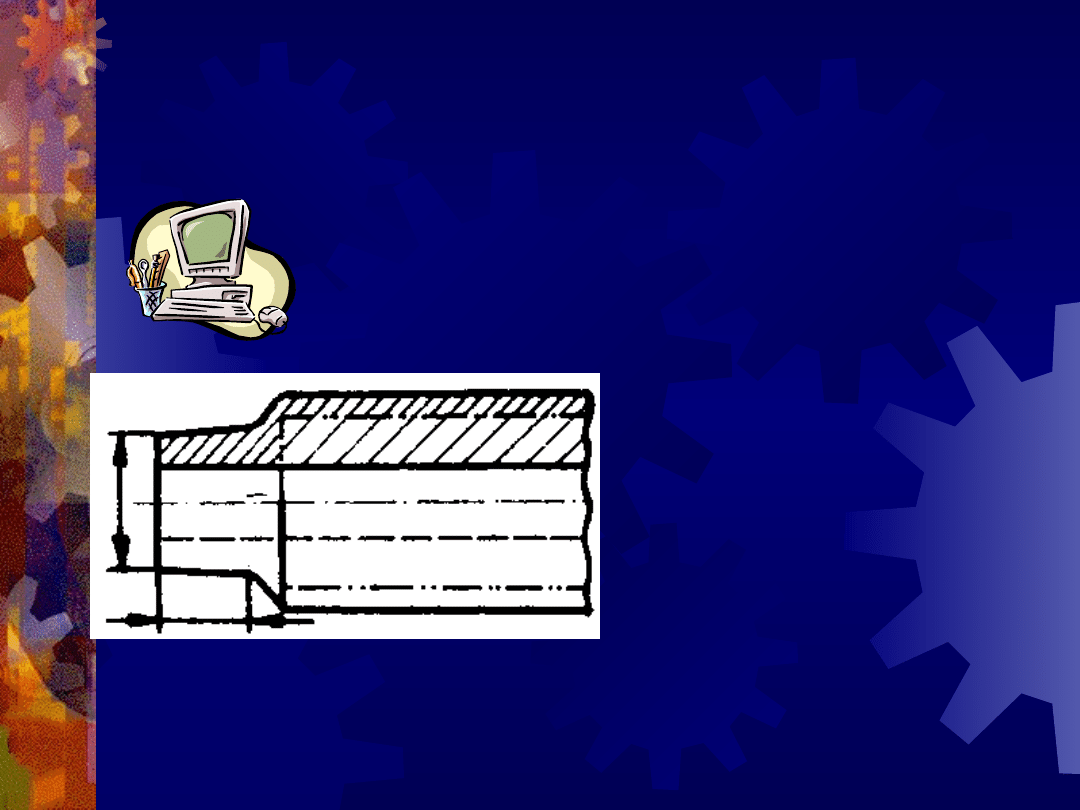
8
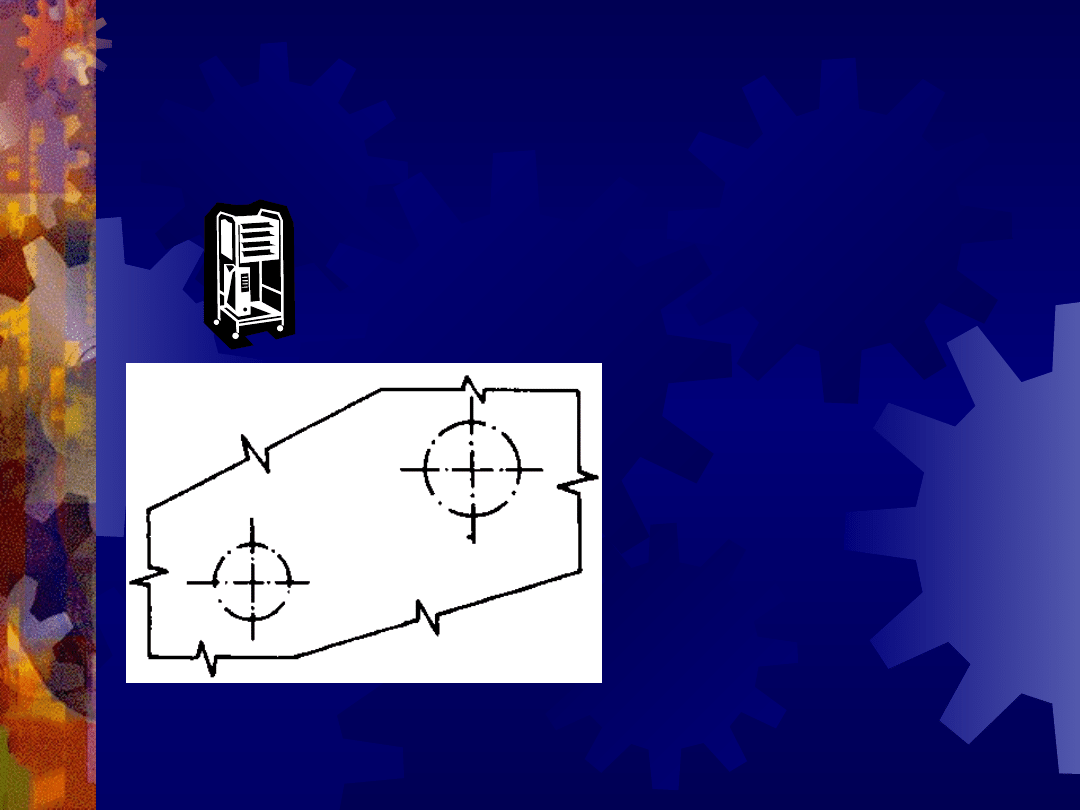
Nadlewki do mocowania
naddatki
technologiczne -
nadlewki służące
do uchwycenia
przedmiotu przy
obróbce
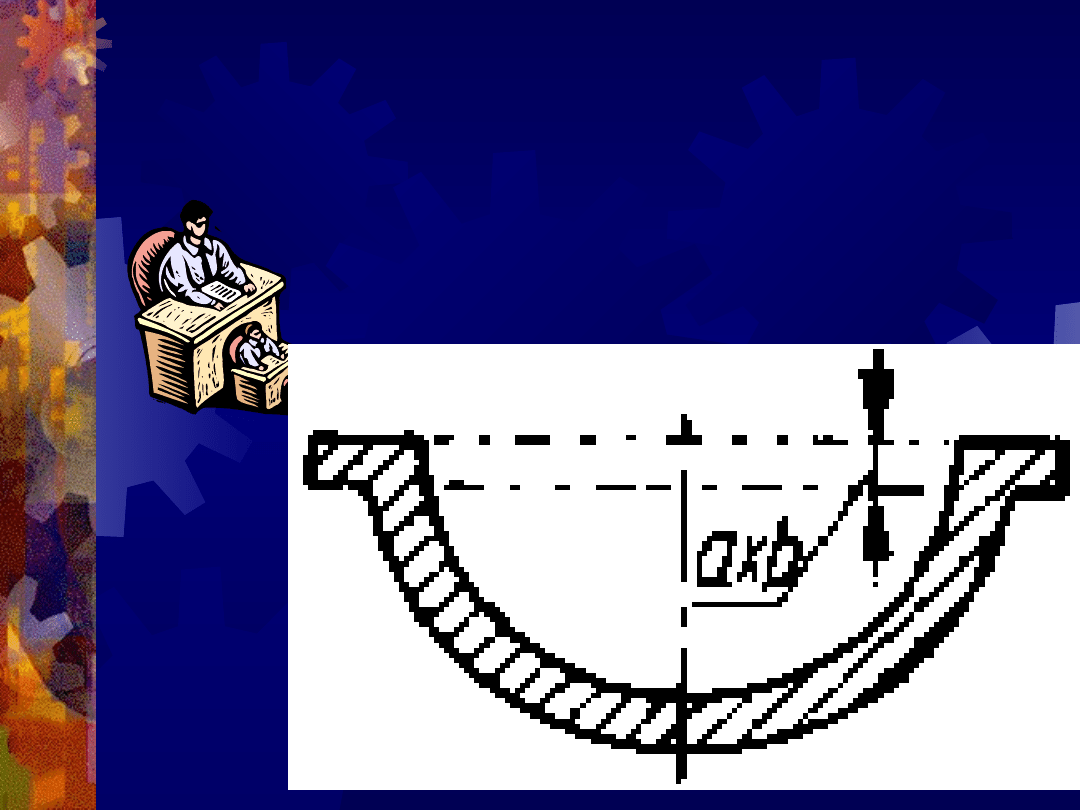
9
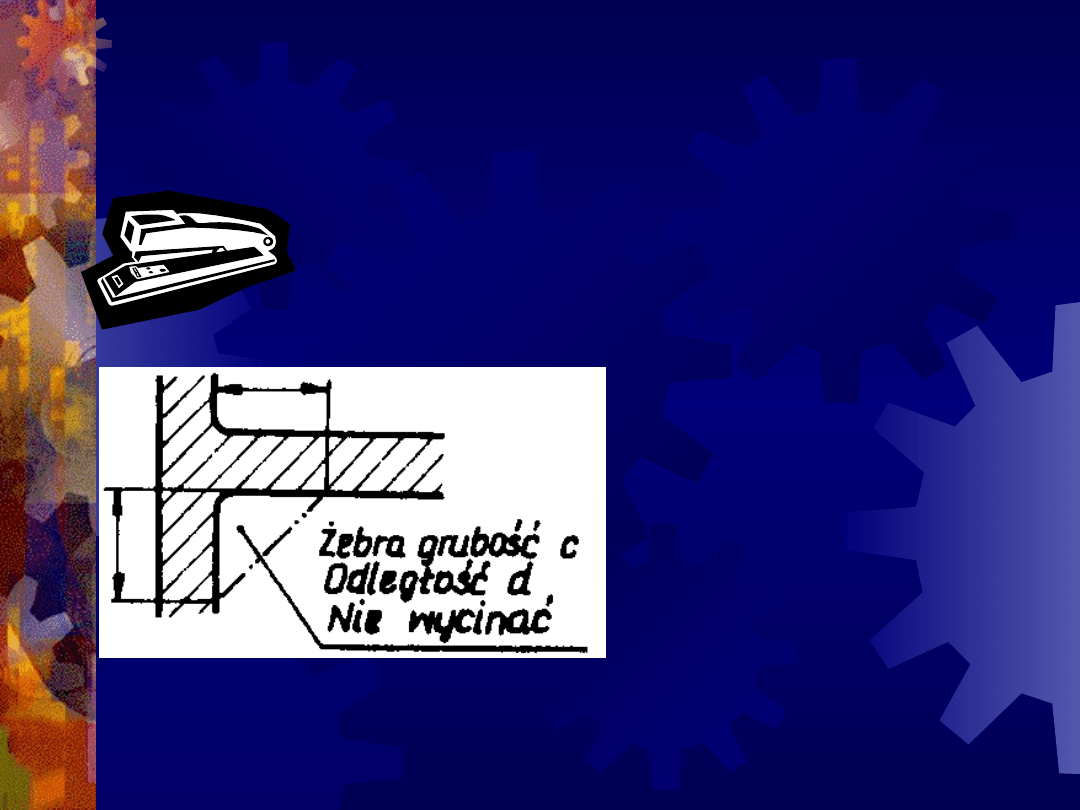
Żebra skurczowe lub
usztywniające
żebra
usztywniające
jako naddatki
technologiczne
10
Próbki przylane do badań
Próbki do badań:
składu
chemicznego
stopu
odlewniczego,
mikrostruktury
twardości itp
11
Ślady po wypychaczach
Wrysowuje się na
rysunkach
surowego odlewu
kokilowego lub
ciśnieniowego
12
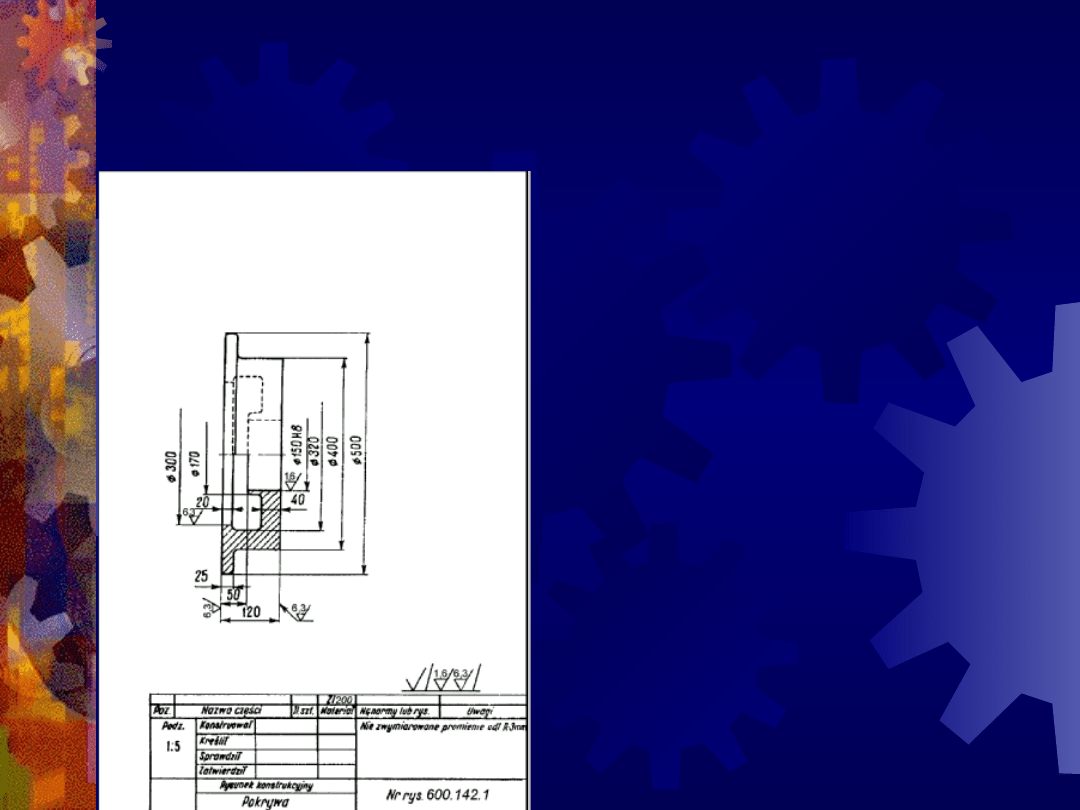
Przykład rysunku
konstrukcyjnego wyrobu
Półfabrykatem do
wykonania
wyrobu jak na
rysunku był
odlew surowy
przedstawiony na
kolejnym slajdzie
13
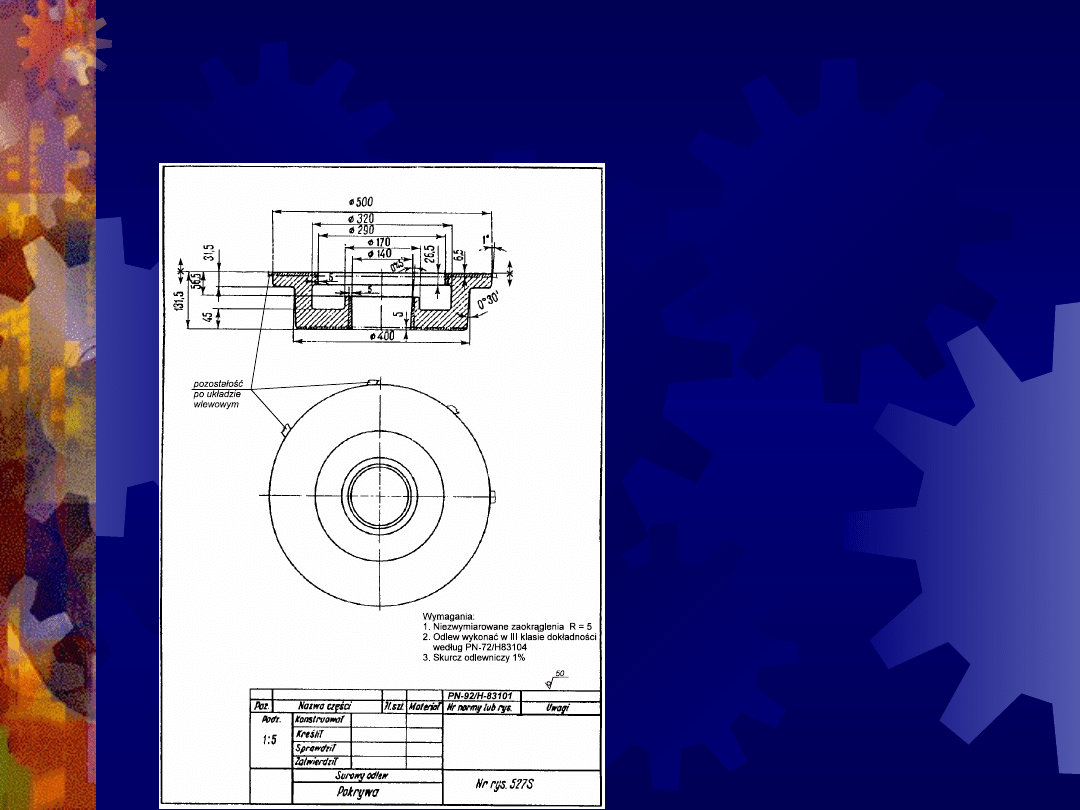
Rysunek surowego odlewu
Rysunek
surowego
odlewu
jest
podstawą do przeprowadzenia analizy
konstrukcji
odlewu
pod
względem
technologii jego wytwarzania, czyli
analizy technologiczności konstrukcji. W
wyniku tej analizy zazwyczaj okazuje
się,
że
wprowadzenie
pewnych
poprawek
lub
większych
zmian
konstrukcyjnych
znacznie
ułatwia
wykonanie i obniża koszty wykonania
odlewu, często poprawiając jego jakość.
Analizę technologiczności konstrukcji
odlewu powinni przeprowadzać wspólnie
konstruktor odlewu i technolog odlewnik
projektujący
proces
wytwarzania
odlewu.
Rysunek surowego odlewu służy poza
tym do opracowania procesu obróbki
skrawaniem
odlewu
w
biurze
technologicznym
wydziału
mechanicznego oraz do prowadzenia
kontroli międzyoperacyjnej i ostatecznej
w odlewni.
14
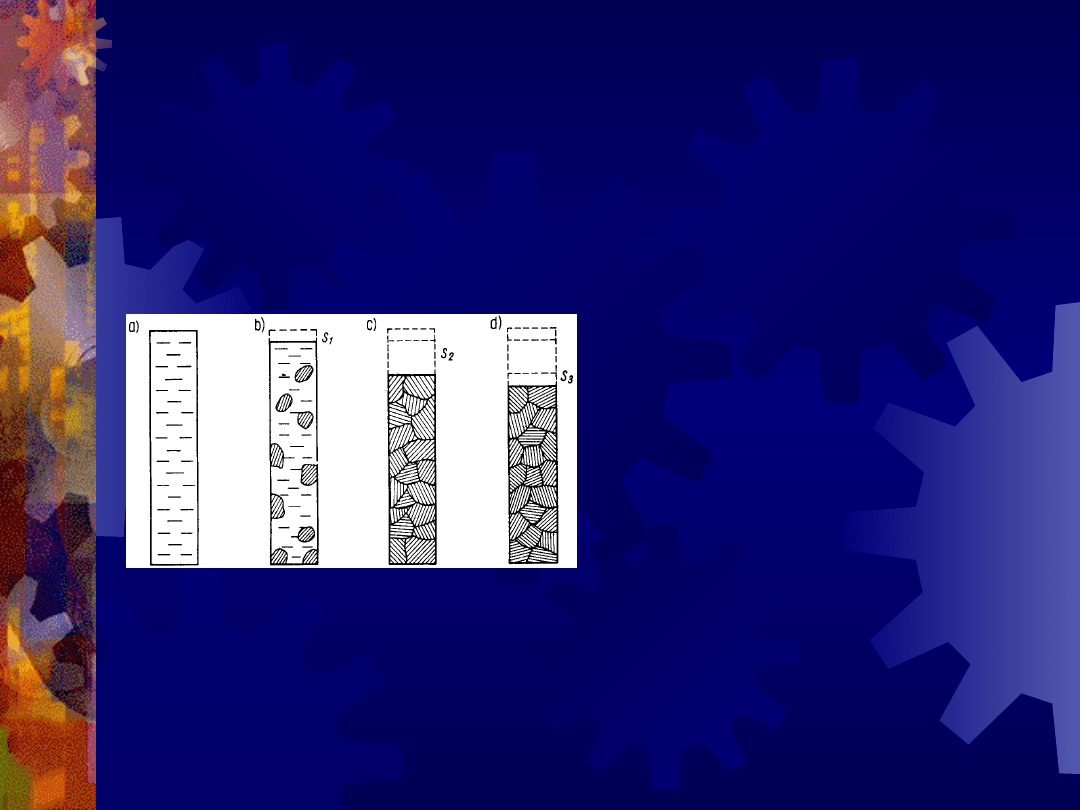
Skurcz odlewniczy
.
Schematyczne przedstawienie
tworzenia
się
skurczu
odlewniczego w odlewie pręta :
a) pręt w stanie ciekłym w
formie odlewniczej w chwili
wypełnienia jej metalem;
b) skurcz
pręta
w stanie
ciekłym wskutek obniżania się
temperatury
do
chwili
pojawienia
się
pierwszych
kryształów,
c) skurcz w okresie krzepnięcia,
d) skurcz w stanie stałym
15
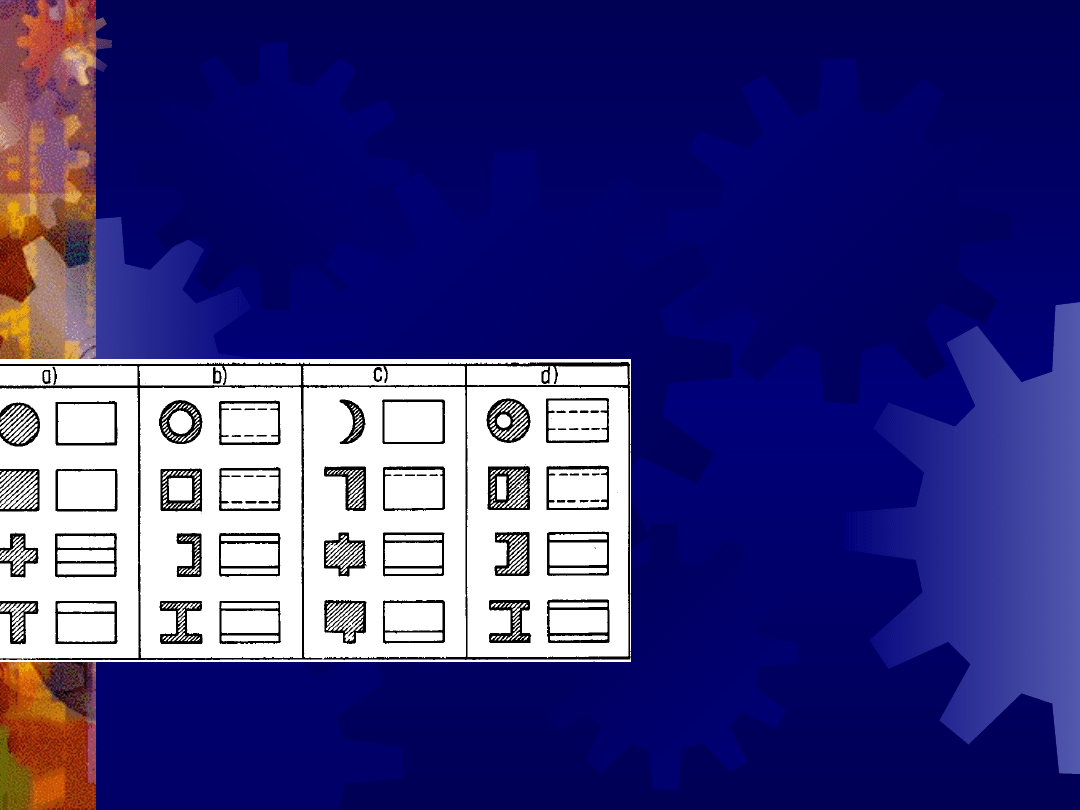
Konstrukcja odlewów o
różnym skurczu
odlewniczym
. Konstrukcje
odlewów:
a) o skurczu
swobodnym;
b) o skurczu hamowanym
mechanicznie;
c) o skurczu hamowanym
cieplnie;
d) o skurczu hamowanym
mechanicznie i cieplnie
16
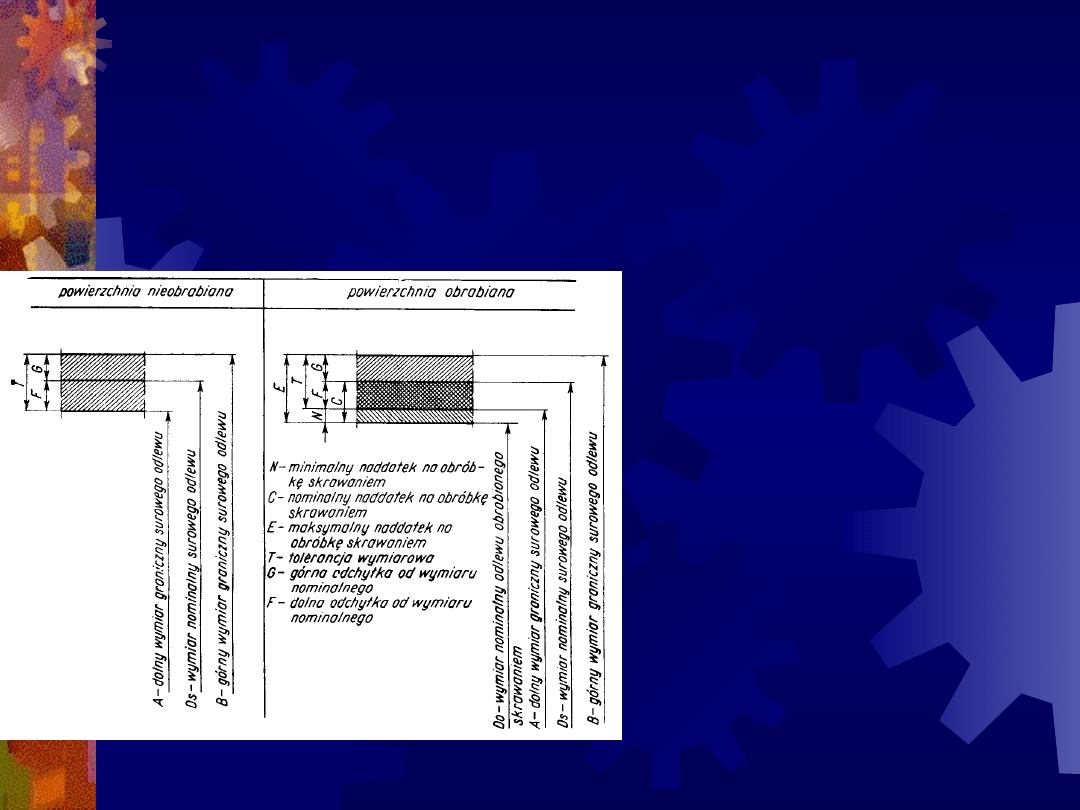
Ustalanie wymiarów
surowego odlewu i wyrobu
Wymiary
nominalne,
tolerancje
wymiarowe i
naddatki na
obróbkę
skrawaniem
wyjaśnia rysunek
obok
17
Bazy
Bazy wymiarowe konstrukcyjne są to powierzchnie, linie lub punkty
ustalające położenie pozostałych powierzchni, linii lub punktów odlewu
na rysunku konstrukcyjnym. Bazy wymiarowe, względem których
dokonuje się pomiarów odlewu, zależą od baz konstrukcyjnych, sposobu
pomiaru oraz narzędzi pomiarowych.
Bazy obróbkowe są to powierzchnie, linie lub punkty, które w procesie
obróbki skrawaniem ustalają położenie odlewu w stosunku do narzędzia
skrawającego, w pierwszych operacjach obróbczych.
Bazy montażowe są to powierzchnie ustalające rzeczywiste położenie
odlewu w stosunku do innych części w zespole.
Dokładność obróbki zwiększa się, gdy bazy obróbkowe pokrywają się
z bazami konstrukcyjnymi.
Obecnie coraz częściej wprowadza się pojęcie dokładności ekonomicznej
odlewu; przez określenie to rozumie się taki dobór tolerancji
wymiarowych, który jednocześnie zapewnia warunki najbardziej
ekonomicznego wytwarzania odlewów i ich obróbki mechanicznej.
Oznacza to, że wtedy łączny koszt wykonania odlewu i jego obróbki jest
najniższy.
18
Chropowatość powierzchni
Chropowatość powierzchni
odlewu jest to zbiór
nierówności powierzchni o
stosunkowo małych
odstępach wierzchołków.
Nierówności te mierzy się
w granicach odcinka
elementarnego l
e
= 50 mm,
jako odchyłkę
zaobserwowanego profilu
od linii odniesienia. Nie
uwzględnia się przy tym
odchyłek falistości
Wartości nominalne parametru chropowatości R
a
surowych powierzchni odlewów
oraz długości elementarnych odcinków pomiarowych l
e
(według normy PN‑84/H‑83140)
Wartości
nominalne
parametru
chropowatości R
a
surowych
powierzchni
odlewu
Długość odcinka
elementarnego
l
e
, mm
0,8; 1,6
0,8
3,2; 6,3; 12,5; 25
2,5
50; 100
8
200
25
19
Ustalenie położenia
odlewu w formie
Przystępując do opracowania rysunku surowego odlewu należy przede
wszystkim ustalić metodę i sposób formowania i odlewania, od których
zależy również rodzaj i sposób wykonania modelu.
Powierzchnia podziału formy odlewniczej dzieli fikcyjnie odlew na dwie
części: górną G, znajdującą się w czasie zalewania w górnej części formy
(górnej skrzynce) i dolną D, położoną w dolnej części formy.
Położenie odlewu w formie wpływa w pewnym stopniu na jego właściwości
(właściwości tworzywa, naddatki na obróbkę), dlatego na rysunku surowego
odlewu należy zaznaczyć, która część odlewu będzie znajdowała się w
górnej części formy, a która w dolnej. Przy formowaniu w trzech skrzynkach
istnieją dwie linie podziału formy dzielące odlew na trzy części, które
oznacza się odpowiednio strzałkami:
Ustalenie właściwego sposobu formowania i odlewania, czyli wybór
płaszczyzny podziału formy, ma decydujący wpływ na jakość i
ekonomiczność odlewu i z tego względu jest najważniejszą czynnością przy
projektowaniu procesów technologicznych odlewni. Płaszczyzna podziału
formy ustalająca położenie odlewu w formie odlewniczej wyznacza więc
sposób wykonania formy i jednocześnie rodzaj modelu.
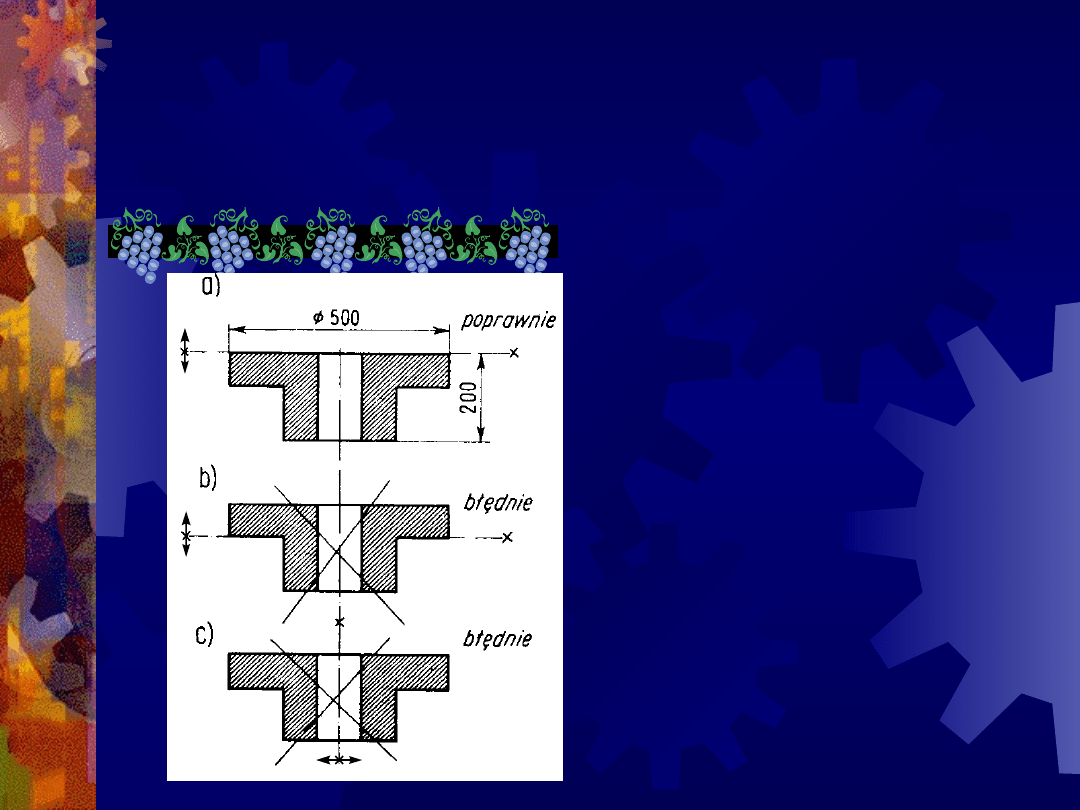
20
Przykłady położenia
odlewu
Przykład wyboru
prawidłowego
położenia
odlewu w formie
odlewniczej
a.
poprawnie
b.
błędnie
c.
błędnie
21
Wytyczne wyboru płaszczyzny podziału
formy
Przy wyborze powierzchni podziału formy należy wziąć pod uwagę
niżej omówione wskazówki
:
1. Podstawowym warunkiem wyboru płaszczyzny
podziału formy jest umożliwienie łatwego wyjęcia modelu z formy.
Dlatego powierzchnia ta powinna być identyczna z powierzchnią
podziału modelu lub równoległa do niej i powinna przechodzić przez
największy przekrój odlewu.
2. Jeżeli wyjmowanie modelu jest dla dwóch lub więcej płaszczyzn
podziału jednakowo łatwe, należy wybrać tę powierzchnię podziału
formy, przy której model będzie niedzielony. Jednak płaszczyzna
podziału powinna przechodzić przez największą płaszczyznę odlewu.
W odlewie przedstawionym na rysunku jw. powierzchnię podziału
formy wybiera się według rysunku a, choć z punktu widzenia
wyjmowania modelu możliwe są również inne powierzchnie podziału
(rys. b, c). Przy wyborze powierzchni jak na rysunku a model będzie
niedzielony, czyli odlew będzie znajdował się w jednej, dolnej
skrzynce formierskiej. W ten sposób zwiększa się dokładność
wymiarową odlewów i zapobiega się wadom odlewniczym
spowodowanym przestawieniem górnej części formy w stosunku do
dolnej.
22
d.c.
3. Spośród kilku sposobów formowania należy na ogół
wybrać ten sposób, przy którym będzie potrzebna
najmniejsza liczba rdzeni, gdyż wpływa to na obniżenie
kosztów i przyspieszenie produkcji, a także wpływa
korzystnie na dokładność wymiarową odlewów. Przesadne
unikanie rdzeni nie zawsze jednak daje oszczędności,
zwłaszcza w produkcji seryjnej.
4. Odpowiedzialne powierzchnie odlewu, np. powierzchnie
obrabiane, podlegające kontroli szczelności, powinny być
w miarę możliwości usytuowane w dolnej części formy, a
gdy to jest niemożliwe, usytuowane pionowo lub pochyło.
Powierzchnie poziome, położone w górnej części formy, są
najczęściej zanieczyszczone żużlem i masą formierską.
Jeżeli jednak usytuowanie odpowiedzialnej części odlewu
w dolnej formie wyraźnie utrudnia formowanie, to na ogół
lepiej jest zabezpieczyć jakość tej powierzchni przez
zwiększenie naddatku na obróbkę skrawaniem.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
Wyszukiwarka
Podobne podstrony:
Rysunek surowego odlewu i obliczanie surowego odlewu
3 wyklad Rysunek geodezyjny
Wyklad 5[1] RYSUNEK RODZINY wy Nieznany
Rysunek w poznaniu dziecka mat dodatkowe do wykładu
rysunek techniczny wykłady1
Rysunek1, IŚ Tokarzewski 27.06.2016, VI semestr COWiG, Źródła ciepła, Wykłady, zródła wykłady
Rysunek2, IŚ Tokarzewski 27.06.2016, VI semestr COWiG, Źródła ciepła, Wykłady, zródła wykłady
Rys tech - Wykład 1 (stale), WTŻ, Rysunek Techniczny
rysunek techniczny wykłady5
Rysunek w poznaniu dziecka mat dodatkowe do wykładu
rysunek techniczny wykłady1
Napęd Elektryczny wykład
wykład5
Psychologia wykład 1 Stres i radzenie sobie z nim zjazd B
więcej podobnych podstron