
Organizacja produkcji
zagadnienia bhp
w zakładach odlewniczych
zestawił :
w.szurkowski

Literatura
1.
Chudzikiewicz Ryszard: Mechanizacja i
automatyzacja odlewni, WNT Warszawa
1980
2.
Perzyk Marcin. i inni: Odlewnictwo, WNT
Warszawa 2000
3.
Samsonowicz Zbigniew: Automatyzacja
procesów odlewniczych, WNT Warszawa
1985
Katalogi firm
1.
www. technical.com.pl (Technical - Nowa
Sól)
2.
www.zam.com.pl (Zakłady Urządzeń
Przemysłowych ZAM Kęty)
System produkcyjny
SYSTEM PRODUKCYJ NY
Konstrukcyjne
przygotowanie produkcji
Technolgiczne
przygotowanie produkcji
Organizacyjne
przygotowanie produkcji
Realizacja
procesu
technologicznego
WYŚCIE:
wyroby
usługi
odpady
informacje
WEŚCIE:
materiały
wyposażenie
personel
informacje
energia
kapitał
System produkcyjny jest układem zasobów
transformujących elementy wektora wejścia
(czynników produkcji) w wyjścia (wyniki
przetwarzania).

Formy organizacji produkcji
Kryterium
techniczno-ekonomiczne
wyróżnia
formę organizacji procesu produkcji:
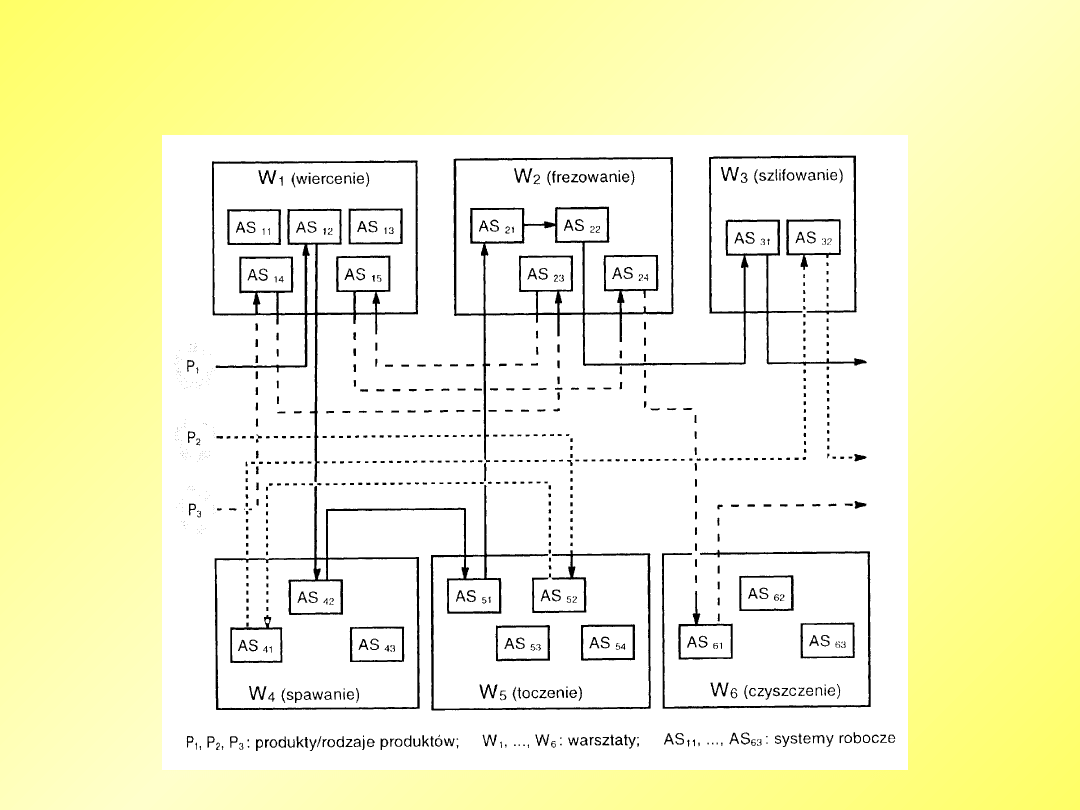
• niepotokową (gniazdową)
Forma
niepotokowa
organizacji
produkcji
charakteryzuje się:
• brakiem ścisłego powiązania stanowisk pracy z
procesem produkcyjnym
• brakiem regularności powtarzalności produkcji
g n ia z d o te c h n o lo g ic z n e
g n ia z d o p r z e d m io to w e
P r o d u k c ja g n ia z d o w a
o t w a r te
z a m k n ię te
g n ia z d a

Formy organizacji produkcji
Kryterium
techniczno-ekonomiczne
wyróżnia
formę organizacji procesu produkcji:
2. potokową
Forma
potokowa
organizacji
produkcji
charakteryzuje się:
• stanowiska pracy ustawione są w kolejności
procesu technologicznego
• nie są możliwe nawroty w przebiegu obrabianych
lub montowanych elementów
• w liniach potokowych ma miejsce stały przydział
robotników do określonych stanowisk pracy
Takt (rytm) produkcyjny - czas między wejściem
lub zejściem ze stanowisk pracy dwóch kolejnych
obrabianych lub montowanych elementów

Formy organizacji produkcji –
produkcja gniazdowa
Gniazdo technologiczne – cechą charakterystyczną
takiego typu produkcji jest zgrupowanie stanowisk
wg wykonywanych operacji
Uwagi
• Powoduje dużą liczbę operacji transportowych.
• Przepływ towarów odbywa się w sposób
przerywany.
Formy organizacji produkcji –
produkcja gniazdowa

Formy organizacji produkcji –
produkcja gniazdowa
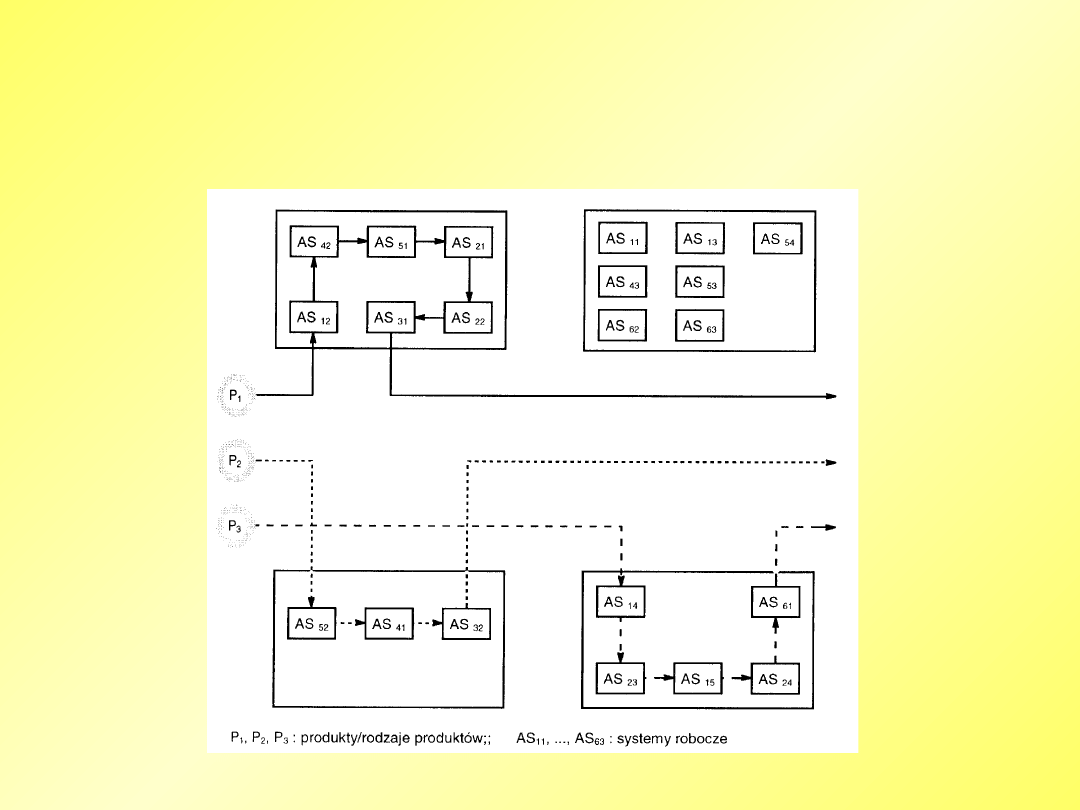
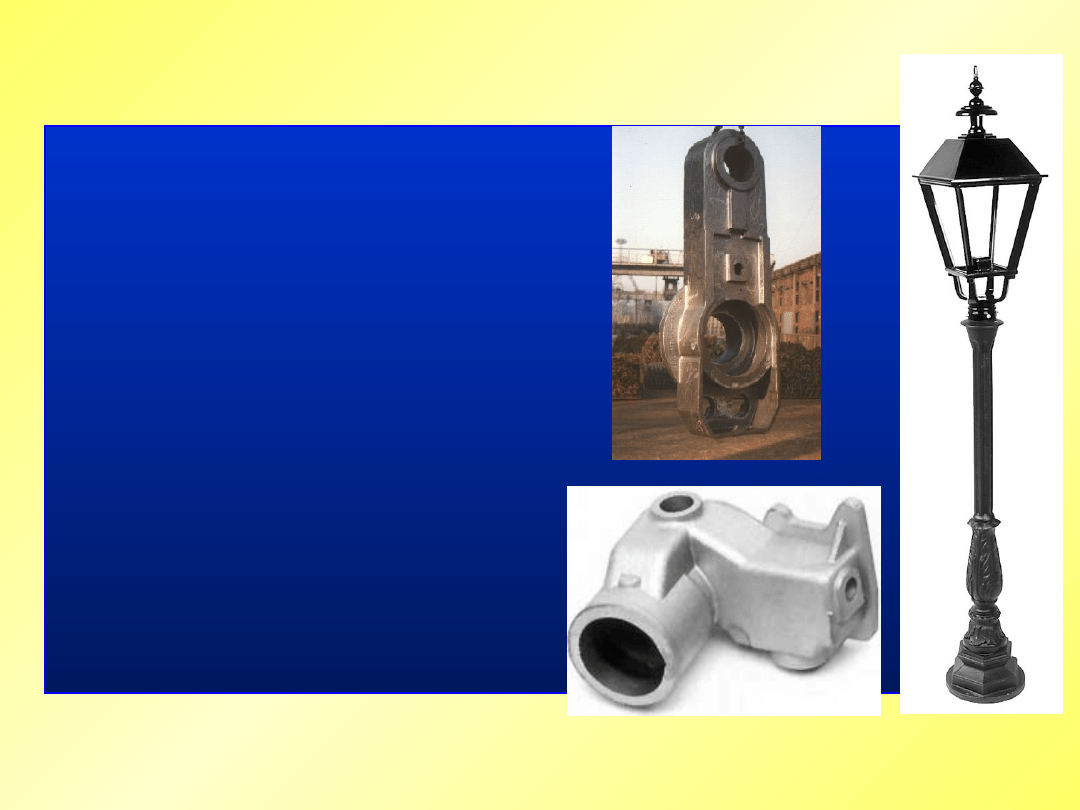
Gniazdo przedmiotowe - charakteryzuje się:
• możliwością kompletnej obróbki określonej grupy
(typów
części)
podobnych
do
siebie
lub
technologicznie ze sobą spokrewnionych np.
gniazdo produkcji kół zębatych, odlewów
• przestrzennym
grupowaniem
jednostek
produkcyjnych o różnych funkcjach

Formy organizacji produkcji –
produkcja gniazdowa
Gniazdo przedmiotowe
Możemy wyróżnić następujące rodzaje produkcji
gniazdowej:
• produkcja
w
elastycznych
systemach
produkcyjnych – charakteryzuje się zastosowanie
obrabiarek
sterowanych
numerycznie
oraz
zautomatyzowanego
systemu
przepływu
materiałów
• produkcja
w
wyodrębnionych
obszarach
produkcyjnych – charakteryzuje się mniejszym
poziomem automatyzacji

Formy organizacji produkcji –
produkcja gniazdowa
Gniazdo przedmiotowe
Zalety produkcji gniazdowej to:
• znaczne skrócenie dróg transportu
• możliwość
redukcji
wydajności
transportu
wewnętrznego
• duża przejrzystość przebiegu produkcji upraszcza
proces planowania i sterowania produkcji
• zredukowanie czasów oczekiwania zamówień na
realizację i związana z tym zmniejszenie zapasów
w magazynach pośrednich.
Formy organizacji produkcji –
produkcja gniazdowa

Formy organizacji produkcji –
produkcja potokowa
Produkcja potokowa – cechą charakterystyczną
jest rozmieszczenie stanowisk roboczych zgodnie z
przebiegiem procesu technologicznego.
Produkcja potokowa stosowana jest najczęściej do
produkcji jednego typu wyrobów.

Formy organizacji produkcji –
produkcja potokowa
W produkcji potokowej można wyróżnić:
• produkcję bez bezpośredniego powiązania
czasowego operacji
• produkcję
z
bezpośrednim
powiązaniem
czasowym (wymuszony rytm)
• przy połączeniu jednostek produkcyjnych
przez
samodzielne
urządzenia
transportowe
• automatycznej
linii
obróbkowej
z
przymusowym rytmem produkcyjnym
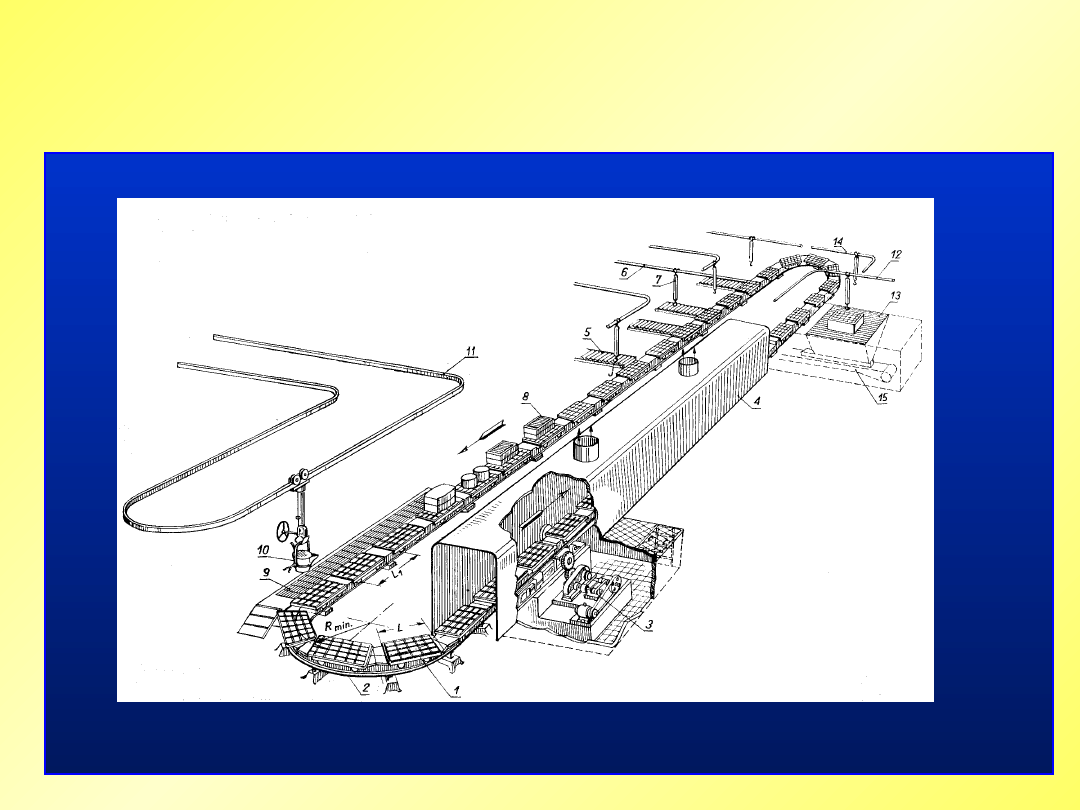
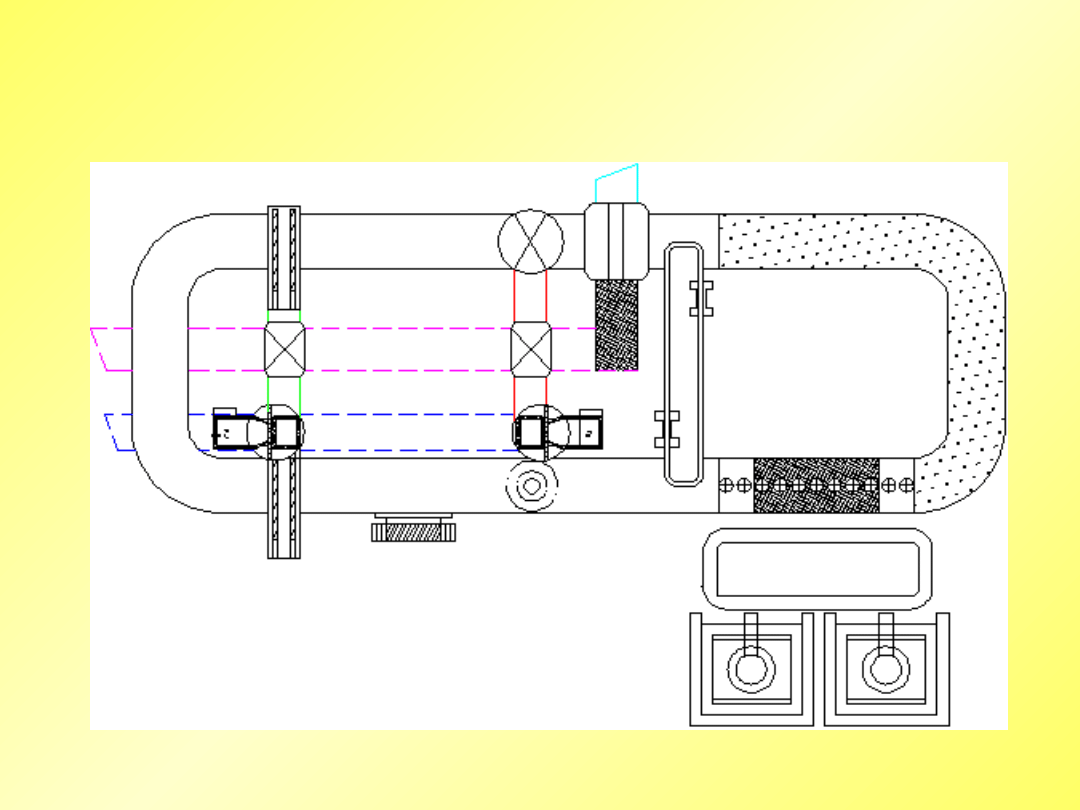
Formy organizacji produkcji –
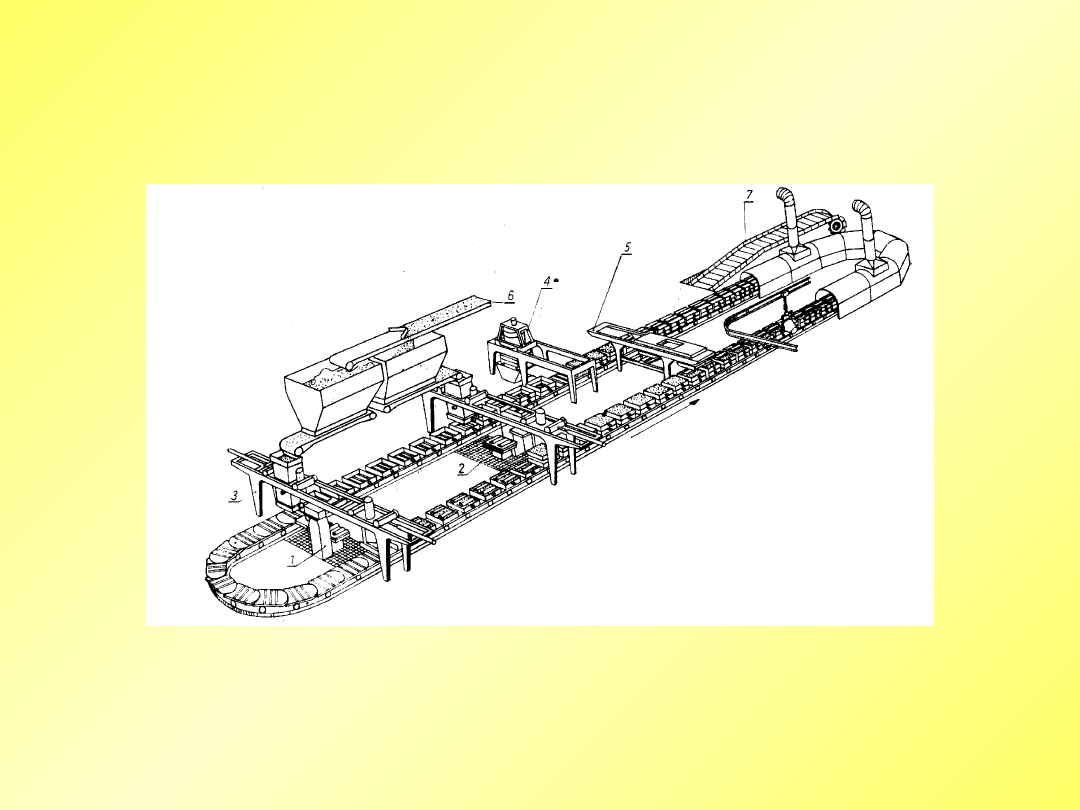
produkcja potokowa
Przepływ materiałów przy produkcji potokowej; 1- formierka dolnych
półform, 2- formierka górnych półform, 4- stanowisko wybijania, 5-
stanowisko obciążania i odciążania form,
6- przenośnik masy formierskiej, 7- przenośnik członowy wybitych odlewów

Formy organizacji produkcji –
produkcja potokowa
Uwagi
• Transport materiałów odbywa się w sposób ciągły.
• Brak materiałów na pewnym etapie procesu
doprowadza do niedoboru w całym procesie
produkcyjnym ze względu na połączenie jednostek
produkcyjnych ze sobą.
• Krótsze drogi transportu międzystanowiskowego
• Niższa wartość robót w toku
• Mniejsza powierzchnia produkcyjna

Logistyka produkcji – wielkość
produkcji
Produkcję możemy podzielić ze względu na jej
wielkość na:
1. jednostkową – produkcja, przy której liczba
wykonywanych
jednorazowo
wyrobów
nie
przekracza kilku sztuk (charakteryzuje się
niepowtarzalnością
wyrobów
i
robót
wykonywanych na poszczególnych stanowiskach –
indywidualne zamówienia klienta)

Logistyka produkcji – wielkość
produkcji
Produkcję możemy podzielić ze względu na jej
wielkość na:
2. seryjną – wytwarzanie określonej liczby wyrobów
wg takiej samej technologii
• małoseryjną
• średnioseryjną
• wielkoseryjną
Przy produkcji seryjnej podczas zmiany rodzaju
produkowanego wyrobu należy przerwać proces
produkcyjny i przestawić urządzenia produkcyjne
co podnosi koszty produkcji.

Logistyka produkcji – wielkość
produkcji
Produkcję możemy podzielić ze względu na jej
wielkość na:
3. masową – w ciągu dłuższego czasu wytwarzane są
duże ilości wyrobów w jednym lub kilku zbliżonych
do siebie wariantach konstrukcyjnych
Logistyka produkcji – wielkość
produkcji
Lp.
Wielkość
charakteryzowana
Typy produkcji
Jednostkowa
seryjna
masowa
1
Wielkość produkcji
[wyrobów/rok]
mała ilość
wykonywanych
wyrobów.
Ciężkie: do 5
Średnie: do 10
Lekkie: do 50
Brak z góry
ustalonej
powtarzalności
serii
średnia ilość
wykonywania
wyrobów.
Ciężkie: 5÷1000
Średnie: 10÷5000
Lekkie: 100÷50000
Okresowe
uruchomienie serii
duża ilość
wykonywanych
wyrobów.
Ciężkie: > 1000
Średnie: > 5000
Lekkie: > 50000
Ciągła produkcja
przez znaczny
okres czasu
2
Obciążenie
stanowisk
roboczych
obciążenie
stanowisk
różnymi
przedmiotami bez
jakiejkolwiek
prawidłowości ich
zmiany
okresowa zmiana
przedmiotów na
stanowiskach
ciągłe obciążenie
stanowisk tymi
samymi
przedmiotami
Logistyka produkcji – wielkość
produkcji
Lp.
Wielkość
charakteryzowana
Typy produkcji
Jednostkowa
seryjna
masowa
3
Rodzaje stanowisk
roboczych
stanowiska
uniwersalne
(ogólnego
przeznaczenia)
stanowiska
uniwersalne i
specjalizowane
stanowiska
specjalizowane i
specjalne
4
Zastosowanie
pomocy
specjalnych
(uchwytów,
przyrządów,
narzędzi i
sprawdzianów
specjalnych)
tylko w bardzo
wyjątkowych
przypadkach, gdy
nie ma innej
możliwości
wykonania
przedmiotu
szerokie
zastosowanie
przyrządów,
uchwytów narzędzi
i sprawdzianów
specjalnych
przyrządy, uchwyty
i narzędzia bardzo
złożone
przystosowane do
pracy w cyklu
automatycznym i
półautomatycznym.
5
Opracowanie
procesów
technologicznych
technologia
bardzo
uproszczona
(sprowadza się z
reguły do
opracowania
karty
technologicznej)
dokumentacja
procesu
technologicznego
składa się z karty
technologicznej i
instrukcji prac dla
poszczególnych
operacji
szczegółowe
opracowanie
procesów
technologicznych i
systematyczne ich
badanie w toku
produkcji
Formowanie maszynowe
• wstrząsanie
• prasowanie
• wstrząsanie z
doprasowaniem
• narzucanie
• nadmuchiwanie
• strzelanie
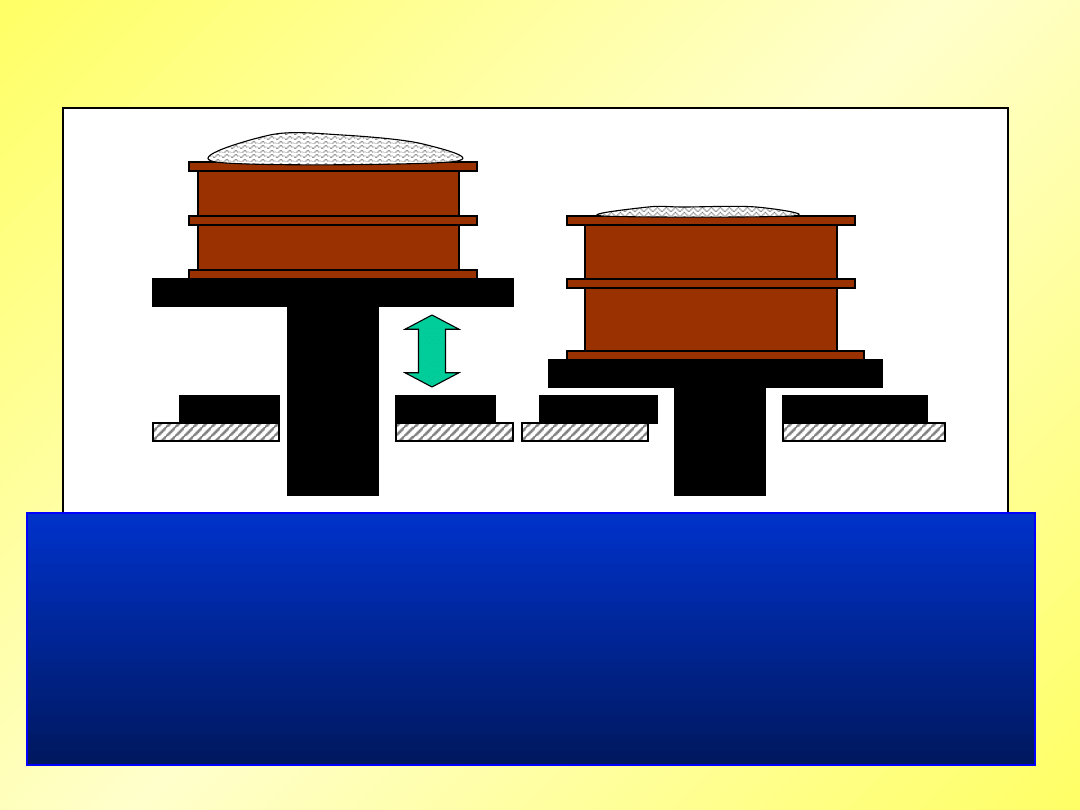
Wstrząsanie
Forma jest podnoszona do góry i
energicznie opuszczana – uderza o
obudowę maszyny
Najwyższy stopień zagęszczenia masy
występuje przy płycie modelowej
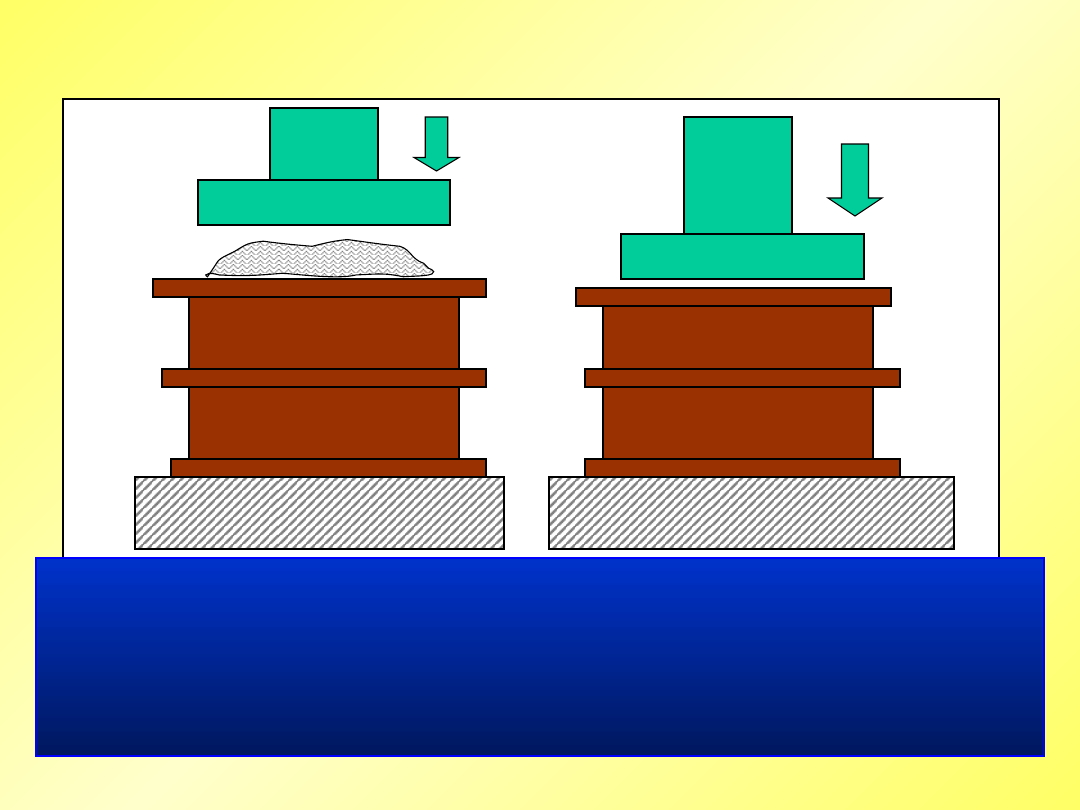
Prasowanie (z góry)
Małe zużycie energii; Najlepsze dla
płytkich form;
Najwyższy stopień zagęszczenia masy
od strony wywieranego nacisku
Formierki wstrząsowo-
prasujące
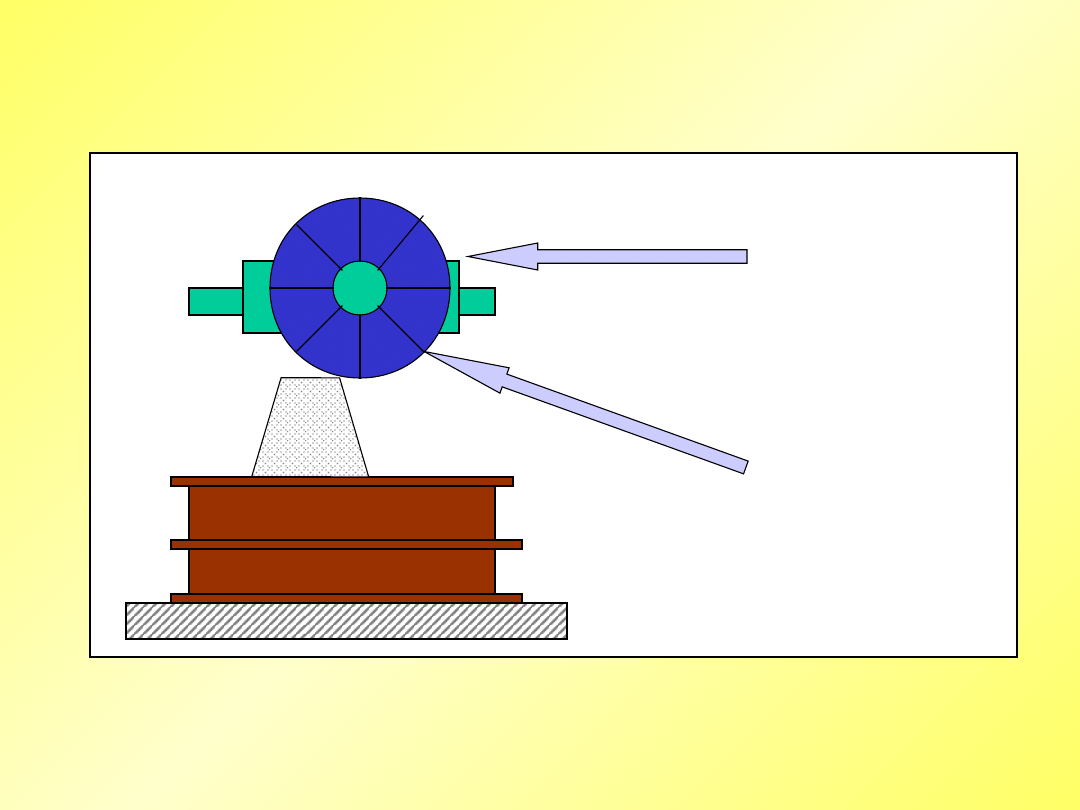
Narzucarka
Przenośnik
taśmowy
masy
Głowica
rzutowa

Narzucarka
• duża wydajność
• wysokie koszty inwestycyjne
• równomierny stopień zagęszczenia
masy wzdłuż wysokości skrzynki
formierskiej, zależny od głębokości
skrzynki i odległości głowicy
narzucarki od skrzynki formierskiej
• stopień zagęszczenia formy jest
regulowany prędkością łopatki
rzutowej (od 1200 do 1800 obrotów
na minutę)

Formowanie maszynowe -
zastosowanie
1. stosowana do produkcji seryjnej i
masowej
2. metoda stosowana do wytwarzania
odlewów ze wszystkich stopów
technicznych
3. osiągana chropowatość wynosi Ra 20
do Ra 100
4. minimalna grubość ścianki 4 mm
5. najczęściej wykonywane są odlewy o
masie do ok. 100 kg
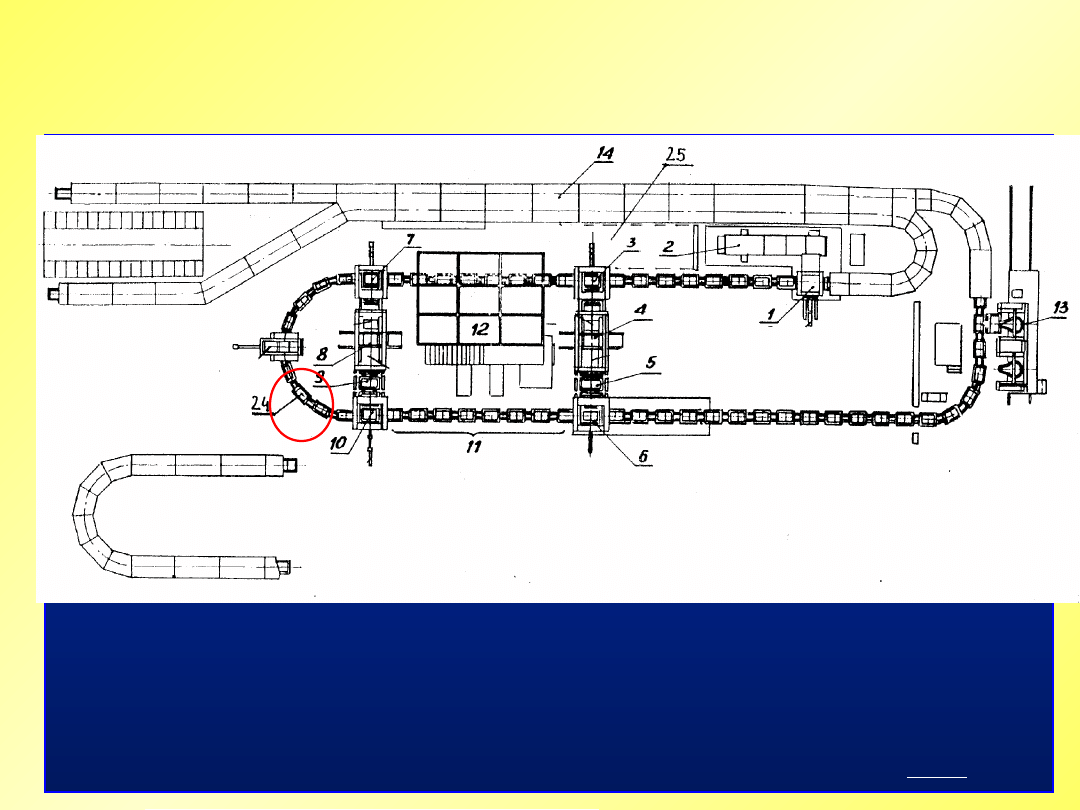
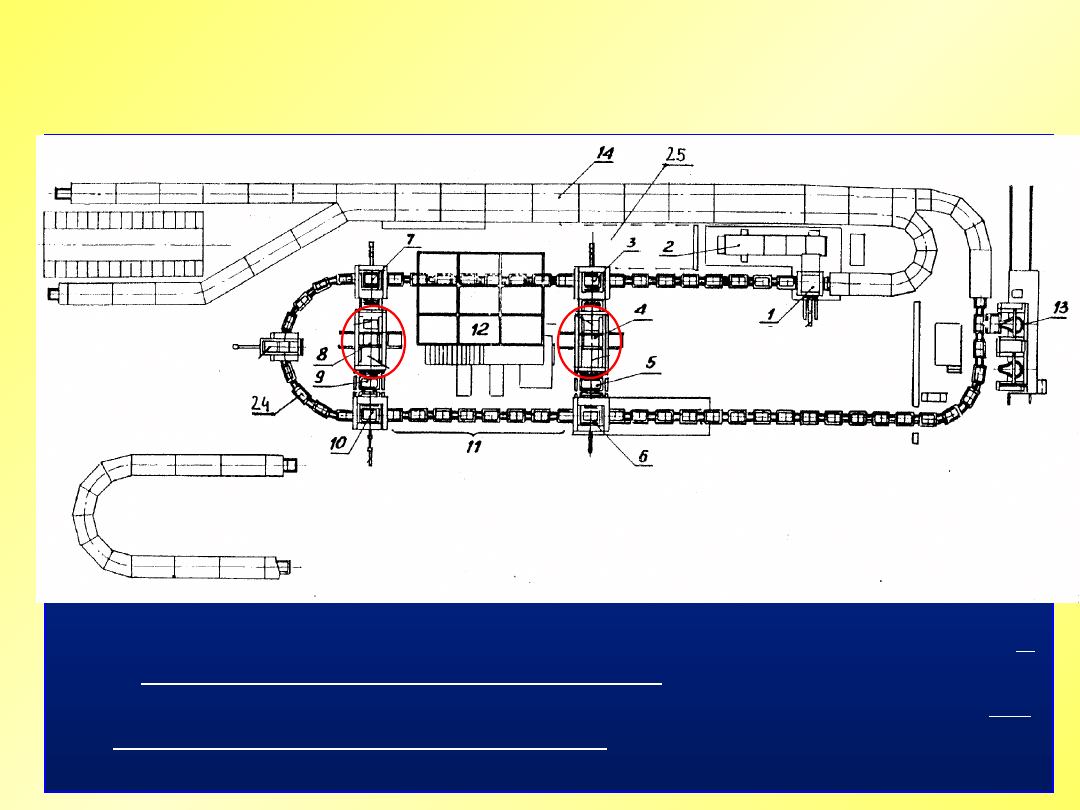
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek, 4 –
formierka górnych połówek form, 5 – obracarka górnych połówek skrzynek (kontrola),
6 – składarka form, 7 – przekładarka dolnych połówek form, 8 – formierka dolnych
połówek form, 9- obracarka dolnych połówek form, 10 – przekładarka dolnych połówek
form, 11 – odcinek kontroli i rdzeniowania dolnych połówek form, 12 – kabina
sterownicza, 13 – stanowisko zalewania form, 14 – tunel chłodzący,
24 –
przenośnik członowy wózkowy
, 25 – przenośnik taśmowy (metalowy)
Transport wewnętrzny –
przenośnik członowy
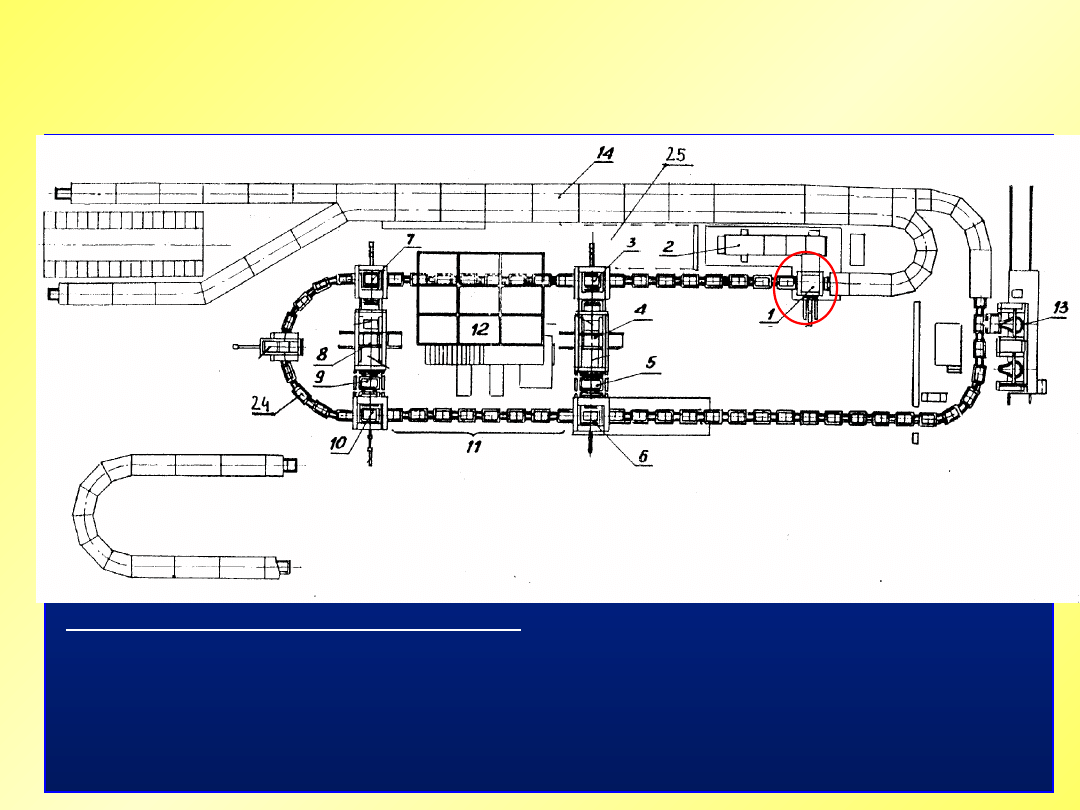
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek,
4
– formierka górnych połówek form
, 5 – obracarka górnych połówek
skrzynek (kontrola), 6 – składarka form, 7 – przekładarka dolnych połówek form,
8 –
formierka dolnych połówek form
, 9- obracarka dolnych połówek form, 10
– przekładarka dolnych połówek form, 11 – odcinek kontroli i rdzeniowania dolnych
połówek form, 12 – kabina sterownicza, 13 – stanowisko zalewania form, 14 – tunel
chłodzący, 24 – przenośnik członowy wózkowy, 25 – przenośnik taśmowy (metalowy)
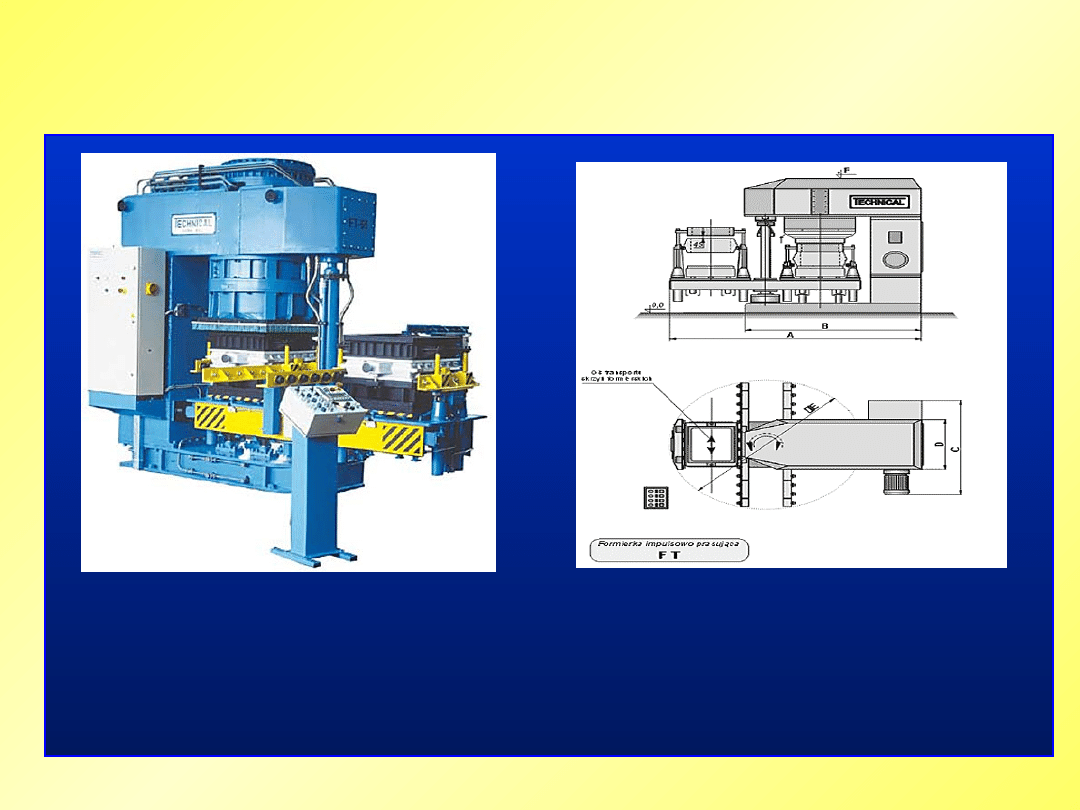
Formierka
Formierka impulsowo prasująca FT – 108
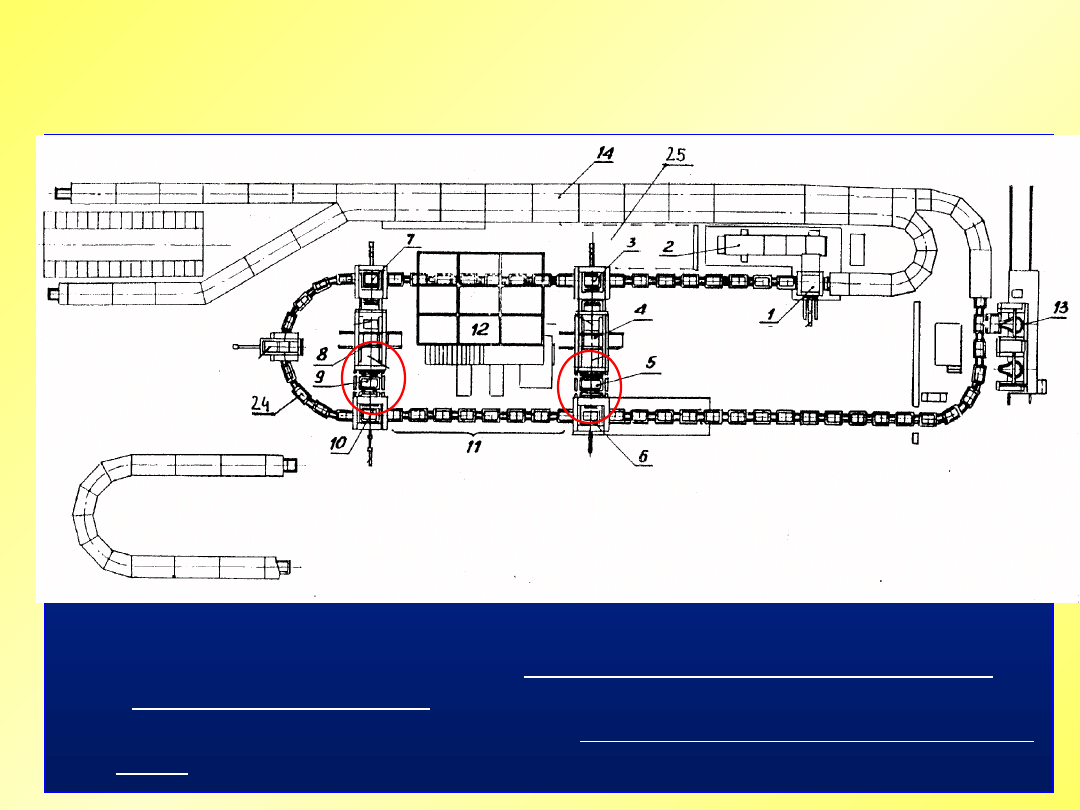
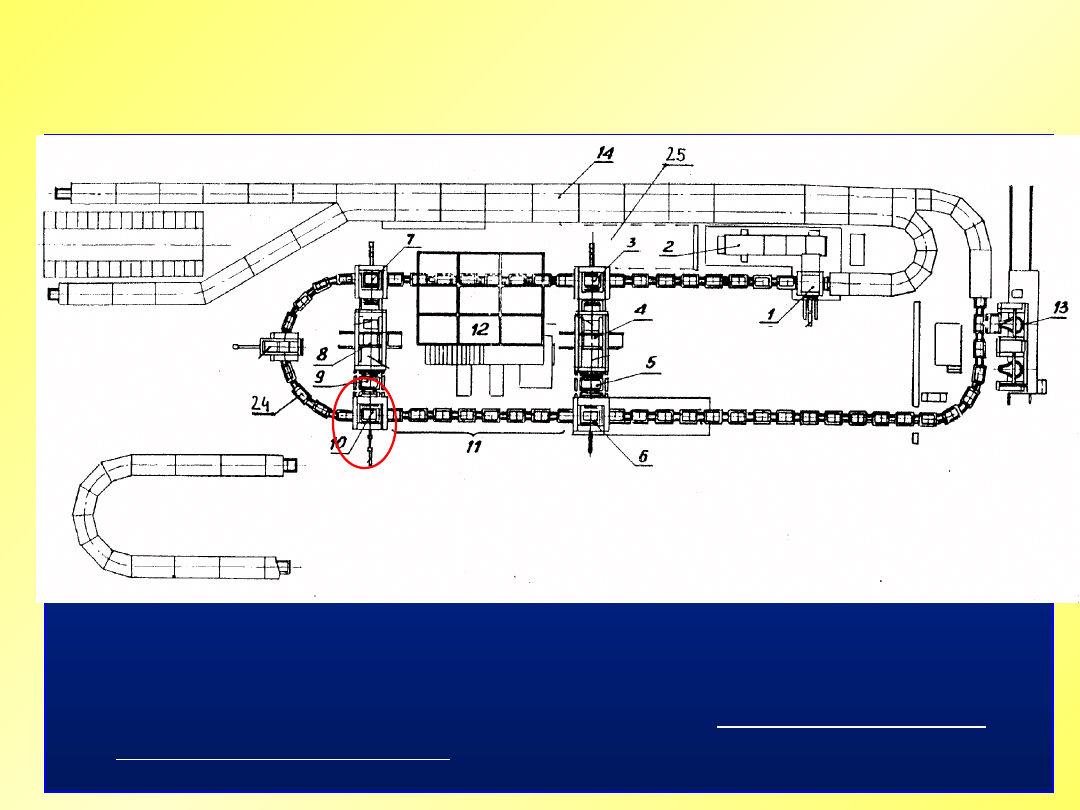
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek, 4 –
formierka górnych połówek form,
5 – obracarka górnych połówek
skrzynek (kontrola)
, 6 – składarka form, 7 – przekładarka dolnych połówek
form, 8 – formierka dolnych połówek form,
9- obracarka dolnych połówek
form
, 10 – przekładarka dolnych połówek form, 11 – odcinek kontroli i rdzeniowania
dolnych połówek form, 12 – kabina sterownicza, 13 – stanowisko zalewania form, 14 –
tunel chłodzący, 24 – przenośnik członowy wózkowy, 25 – przenośnik taśmowy
(metalowy)
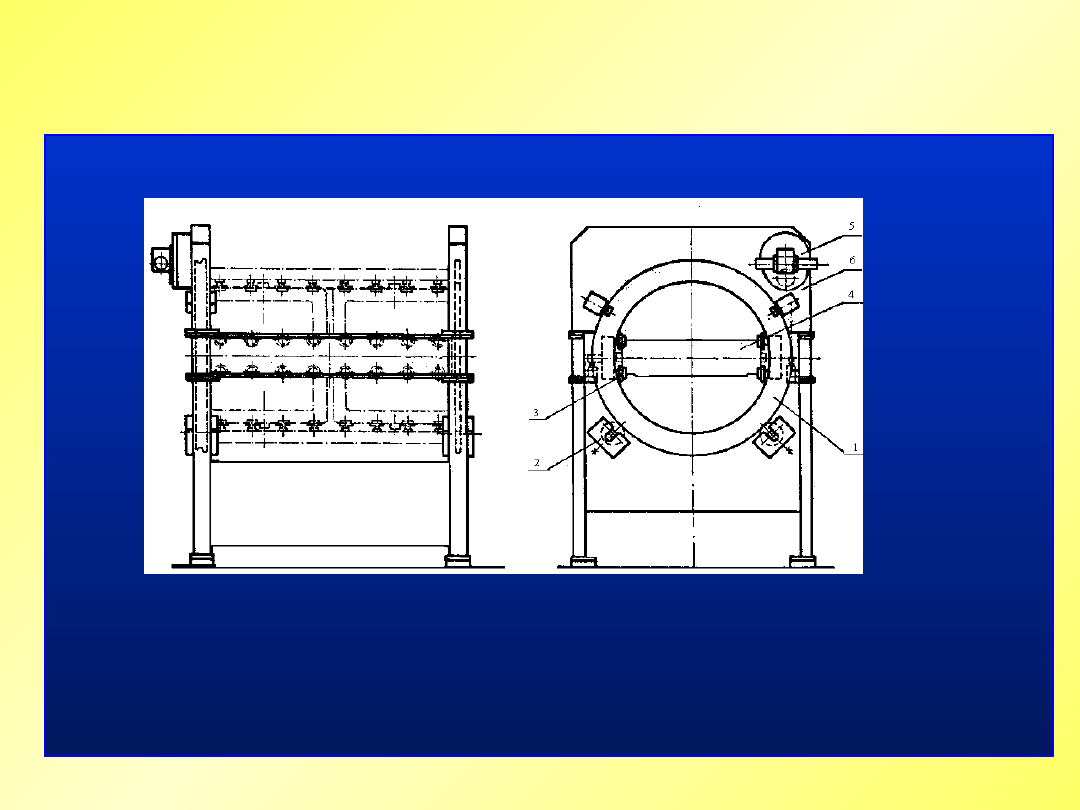
Bębnowa obracarka form
1 – dwa pierścienie,2 – rolki, 3 – dwa tory podwójnych listew rolkowych,
4 – półforma, 5 – silnik hydrauliczny, 6 - łańcuch
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek, 4 –
formierka górnych połówek form, 5 – obracarka górnych połówek skrzynek (kontrola),
6 – składarka form, 7 – przekładarka dolnych połówek form, 8 – formierka dolnych
połówek form, 9- obracarka dolnych połówek form,
10 – przekładarka
dolnych połówek form
, 11 – odcinek kontroli i rdzeniowania dolnych połówek
form, 12 – kabina sterownicza, 13 – stanowisko zalewania form, 14 – tunel chłodzący,
24 – przenośnik członowy wózkowy, 25 – przenośnik taśmowy (metalowy)
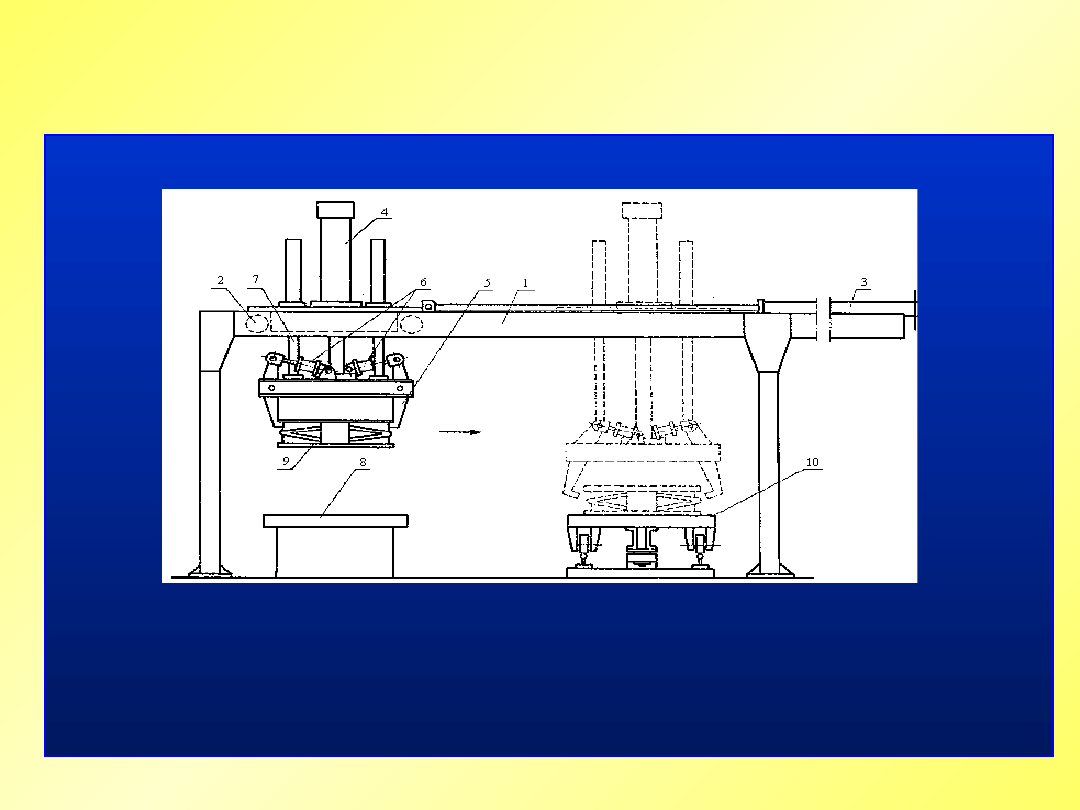
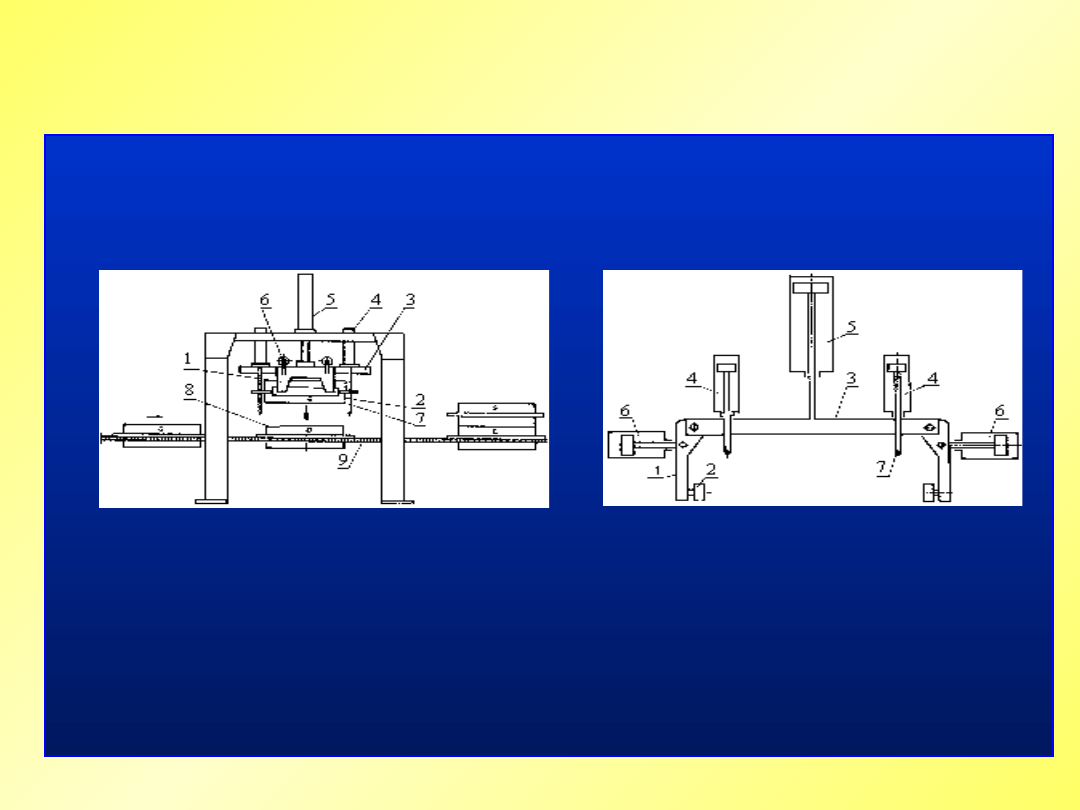
Przestawiarka form
1 – tor, 2 – wózek, 3 – siłownik, 4 – siłownik pneumatyczny, 5 – łapy hakowe,
6 – siłowniki, 7 – prowadnice, 8 – miejsce,
9 – półforma, 10 – przenośnik odlewniczy
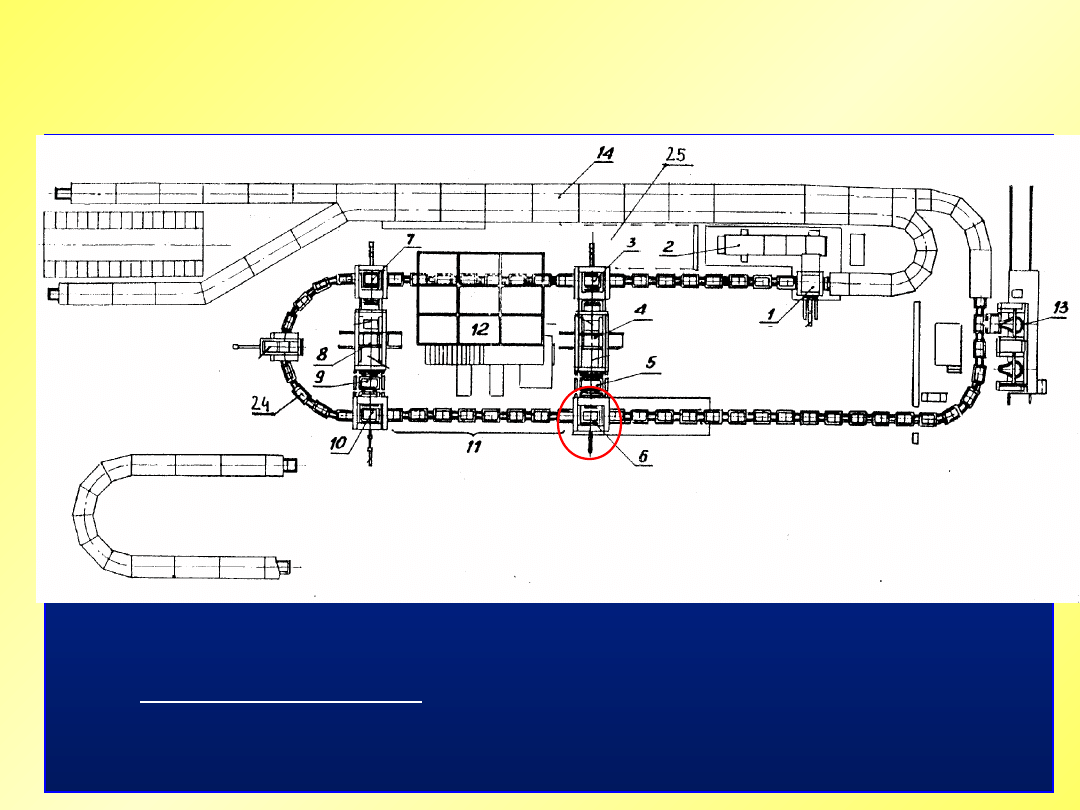
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek, 4 –
formierka górnych połówek form, 5 – obracarka górnych połówek skrzynek (kontrola),
6 – składarka form
, 7 – przekładarka dolnych połówek form, 8 – formierka
dolnych połówek form, 9- obracarka dolnych połówek form, 10 – przekładarka dolnych
połówek form, 11 – odcinek kontroli i rdzeniowania dolnych połówek form, 12 – kabina
sterownicza, 13 – stanowisko zalewania form, 14 – tunel chłodzący, 24 – przenośnik
członowy wózkowy, 25 – przenośnik taśmowy (metalowy)
Składarka form
1 – ramiona, 2 – półforma górna, 3 – rama, 4, 5, 6 – siłowniki pneumatyczne,
7 – trzpienie centrujące, 8 – półforma dolna, 9 – tor rolkowy
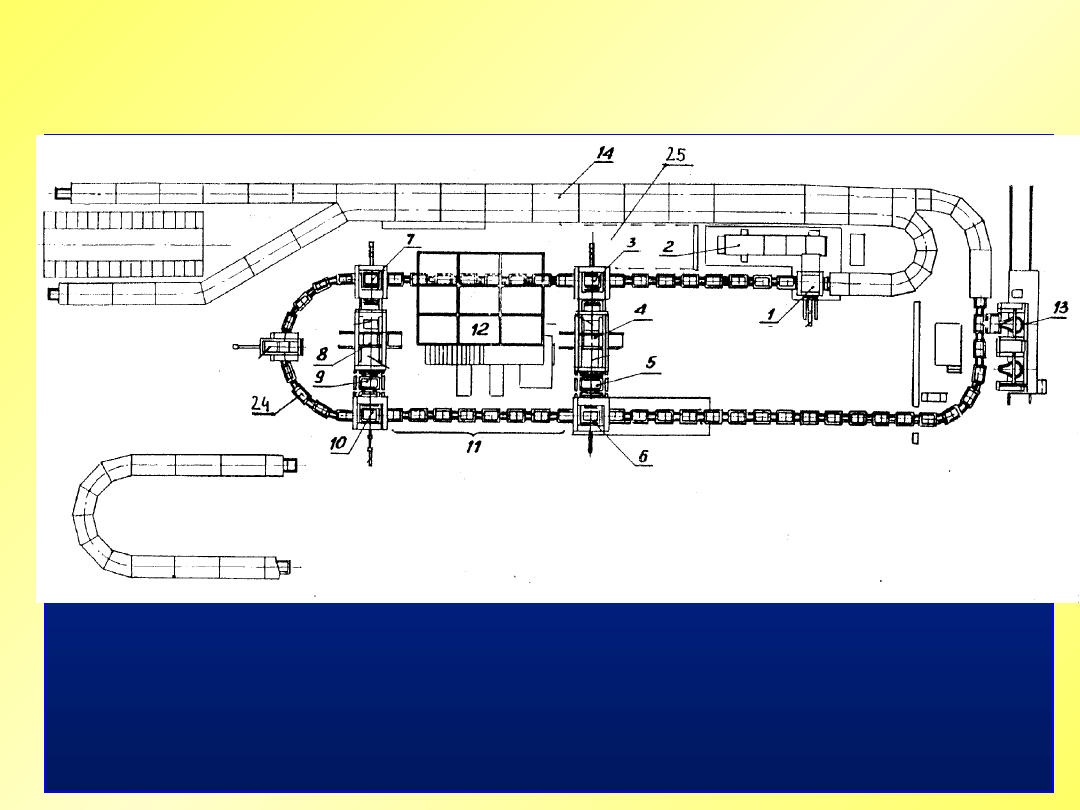
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form
, 2 – krata wstrząsowa, 3 – rozkładarka górnych
skrzynek, 4 – formierka górnych połówek form, 5 – obracarka górnych połówek
skrzynek (kontrola), 6 – składarka form, 7 – przekładarka dolnych połówek form, 8 –
formierka dolnych połówek form, 9- obracarka dolnych połówek form, 10 –
przekładarka dolnych połówek form, 11 – odcinek kontroli i rdzeniowania dolnych
połówek form, 12 – kabina sterownicza, 13 – stanowisko zalewania form, 14 – tunel
chłodzący, 24 – przenośnik członowy wózkowy, 25 – przenośnik taśmowy (metalowy)
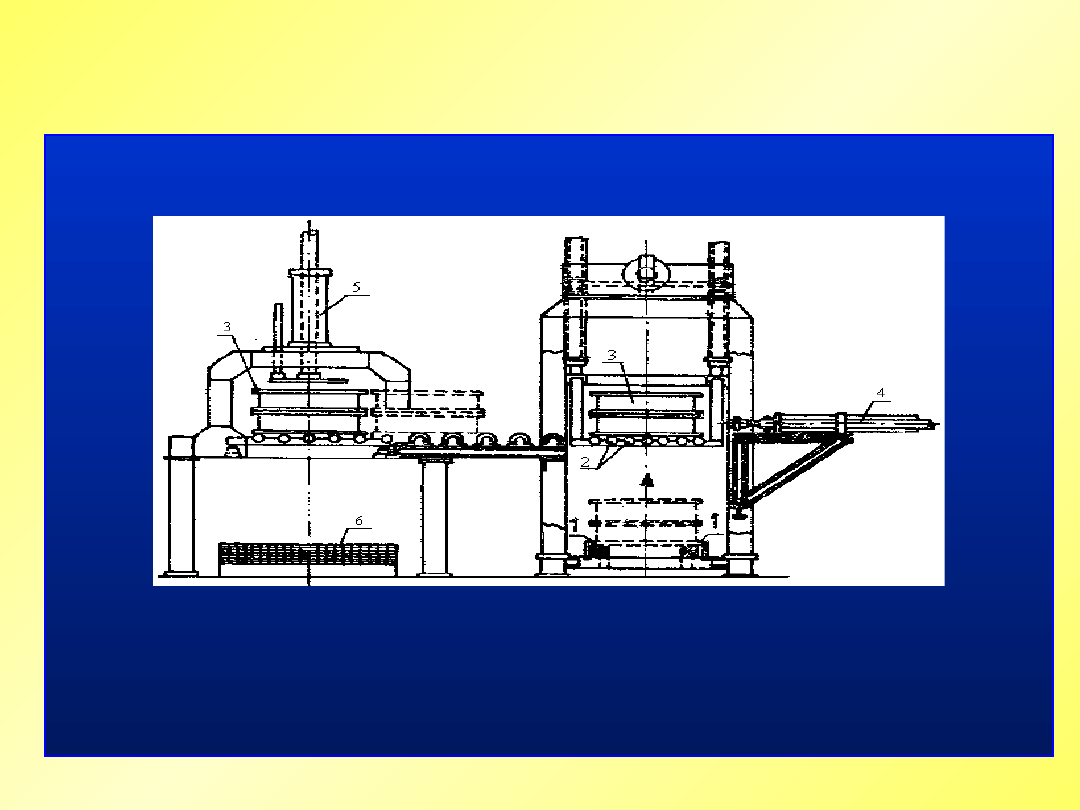
Wypycharka pakietów zalanych
form
1,3 – formy, 2 – tor rolkowy, 4 - spychacz,
5 – siłownik wypychający, 6 – krata wstrząsowa,
Zmechanizowana linia
technologiczna do wytwarzania
odlewów żeliwnych
1 – wypycharka pakietów form, 2 – krata wstrząsowa, 3 – rozkładarka górnych skrzynek, 4 –
formierka górnych połówek form, 5 – obracarka górnych połówek skrzynek (kontrola),
6 – składarka form, 7 – przekładarka dolnych połówek form, 8 – formierka dolnych
połówek form, 9- obracarka dolnych połówek form, 10 – przekładarka dolnych połówek
form, 11 – odcinek kontroli i rdzeniowania dolnych połówek form, 12 – kabina
sterownicza, 13 – stanowisko zalewania form, 14 – tunel chłodzący, 24 – przenośnik
członowy wózkowy, 25 – przenośnik taśmowy (metalowy)

Projekt systemu produkcyjnego
odlewów
Projekt linii technologicznej wytwarzającej
odlewy z żeliwa szarego na podstawie
wielkości zamówienia wyrobów.
W celu zrealizowania powyższego projektu
należy:
• Określić przebieg produkcji
• Dokonać doboru maszyn i urządzeń do
realizacji procesu produkcyjnego
• Opracować koncepcję organizacji
i rozplanowania odlewni.

Dane do projektu
• Rodzaj asortymentu produkcji (rodzaj
produkowanych odlewów)
• Wielkość produkcji
• Rodzaju stopu odlewniczego
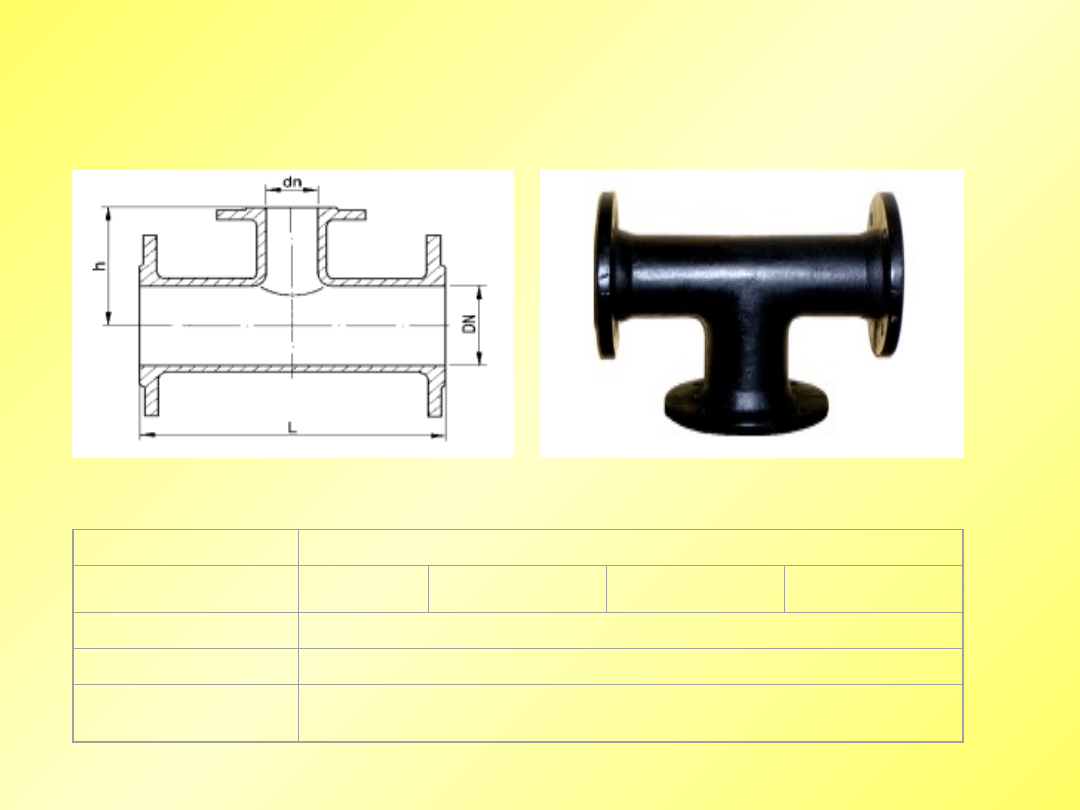
Dane do projektu - Detal A
Odlew
A
Wymiary
DN
[mm]
Dn
[mm]
H
[mm]
L
[mm]
Waga [kg]
19
Materiał
Żeliwo szare EN-GJL-200
Wielkość
zamówienia [szt/rok]
95 000
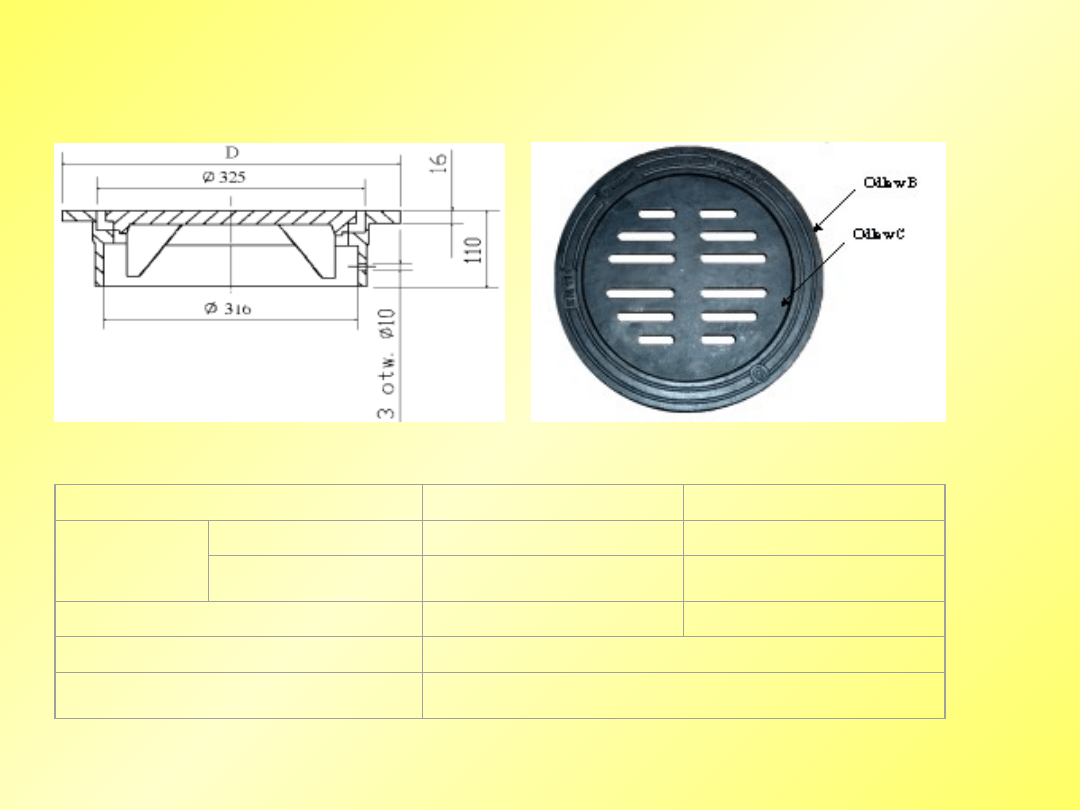
Dane do projektu - Detal B i C
Odlew
B
C
Wymiary
Średnica [mm]
420
325
Wysokość [mm]
110
100
Waga [kg]
10
17
Materiał
Żeliwo szare EN-GJL-200
Wielkość
zamówienia [szt/rok]
54 500
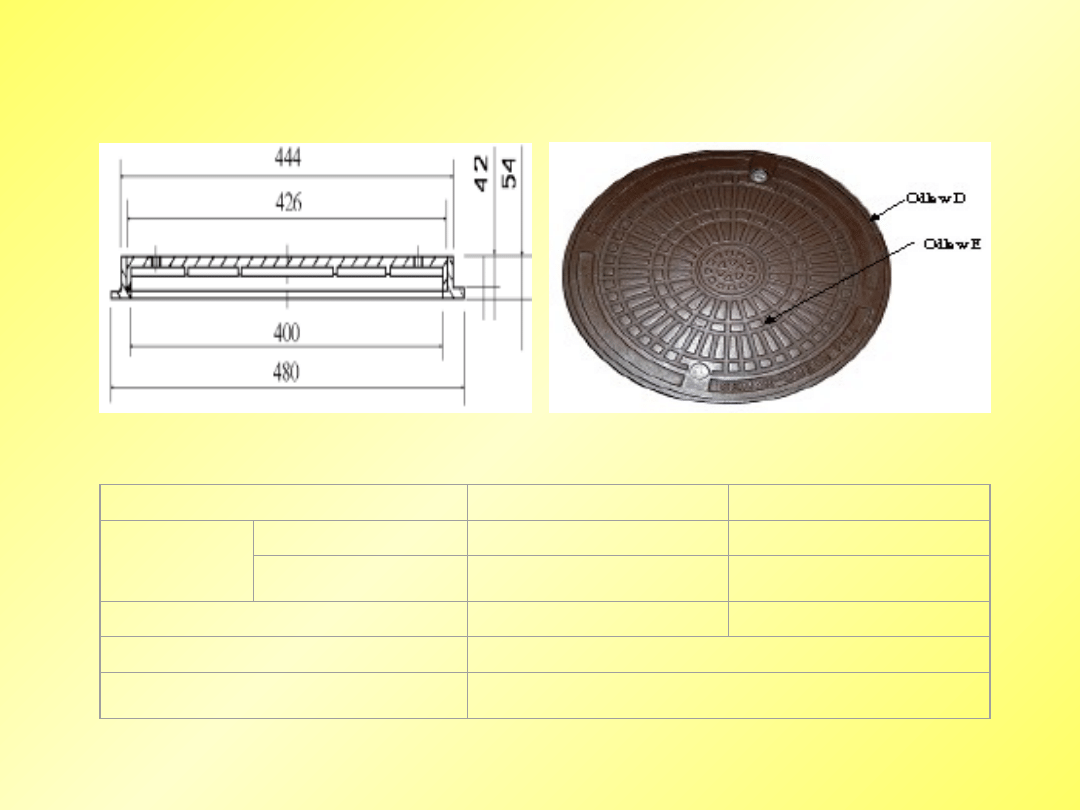
Dane do projektu - Detal D i E
Odlew
D
E
Wymiary
Średnica [mm]
480
426
Wysokość [mm]
54
42
Waga [kg]
7,2
10
Materiał
Żeliwo szare EN-GJL-200
Wielkość
zamówienia [szt/rok]
310 000

Dane do projektu - Założenia
niezbędne do wykonania projektu
odlewni
• Liczba dni roboczych:
Na etapie projektowania przyjęto 300 dni
roboczych
• Ilość zmian:
Przyjęto, że linia produkcyjna i oddział
topienia metalu pracują w systemie trzy-
zmianowym
Dane do projektu - Założenia
niezbędne do wykonania projektu
odlewni
• Program produkcji z uwzględnieniem
współczynnika braków na poziomie 5%
P
cz
= P
zam
* (1+b) [szt/rok]
P
cz
– roczny program produkcji
P
zam
– wielkość zamówienia
b – współczynnik braków (przyjęto na poziomie 0,05)
Zamówienie
Program produkcji
Detal A
95 000
99 750
Detal B + C
54 500
57 225
Detal D + E
310 000
325 500
Dobór jakościowy formierek
Formierka impulsowo prasująca FT
– 108
Formierki impulsowe
z doprasowaniem typu FT
są przeznaczone do
wykonywania półform
piaskowych dolnych i
górnych. Zagęszczanie form
na formierce oparte jest na
niskociśnieniowej
technologii formowania
impulsowego i
doprasowaniu górnych
powierzchni półformy.
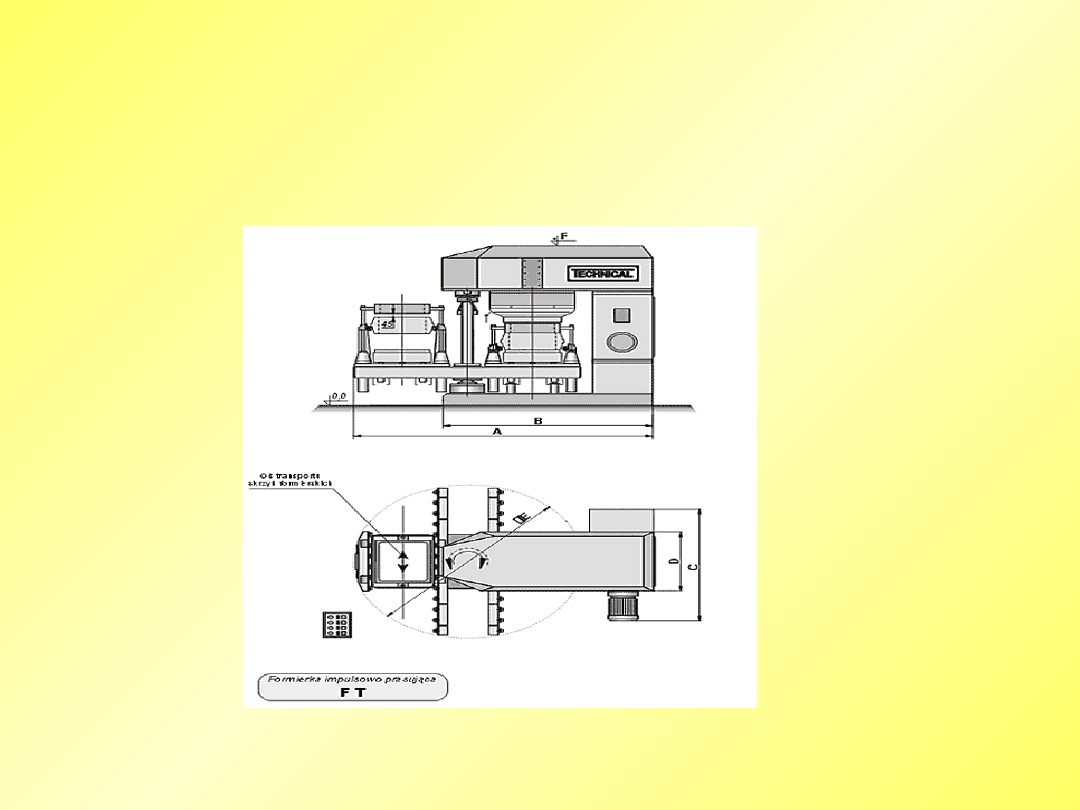
Dobór jakościowy formierek
Formierka impulsowo prasująca FT
– 108
Dobór jakościowy formierek
Charakterystyka techniczna FT
TYP
FT-65
FT-86
FT-108 FT-1210 FT-1412
Wymiary skrzynki formierskiej w świetle (nominalne)
Długość
mm
600
800
1000
1200
1400
Szerokość
mm
500
600
800
1000
1200
Wysokość skrzyni formierskiej
min.
mm
150
200
200
200
200
max.
mm
250
300
350
350
350
Wysokość ramki
nadmiarowej dla
skrzyni formierskiej
mm
80%
wys.
skrzyni
80%
wys.
skrzyni
80%
wys.
skrzyni
80%
wys.
skrzyni
80%
wys.
skrzyni
Wydajność maszynowa
(max.)
form/h
50
50
40
40
30
Naciski powierzchniowe
prasy na platformę -
płynna regulacja
MPa
0,1÷0,7
0,1÷0,7
0,1÷0,7
0,1÷0,6
0,1÷0,6
Minimalna temperatura
pracy maszyny
°C
+5
+5
+5
+5
+5
Wymiary gabarytowe
A
mm
2970
3100
3200
3600
3900
B
mm
2060
2150
2300
2500
2650
C
mm
1695
1750
1800
1900
1950
D
mm
900
1000
1000
1200
1200
E
mm
2300
2500
2500
2750
2850
F
mm
2750
3100
3150
3200
3250
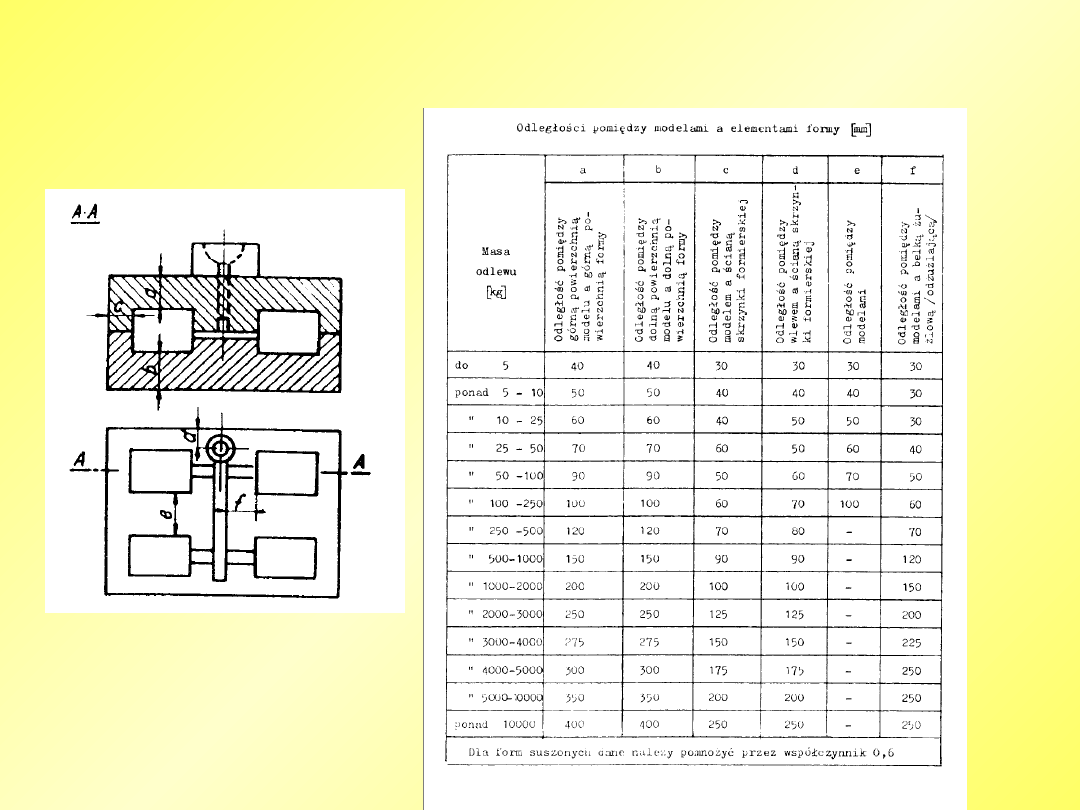
Dobór jakościowy skrzynek
formierskich
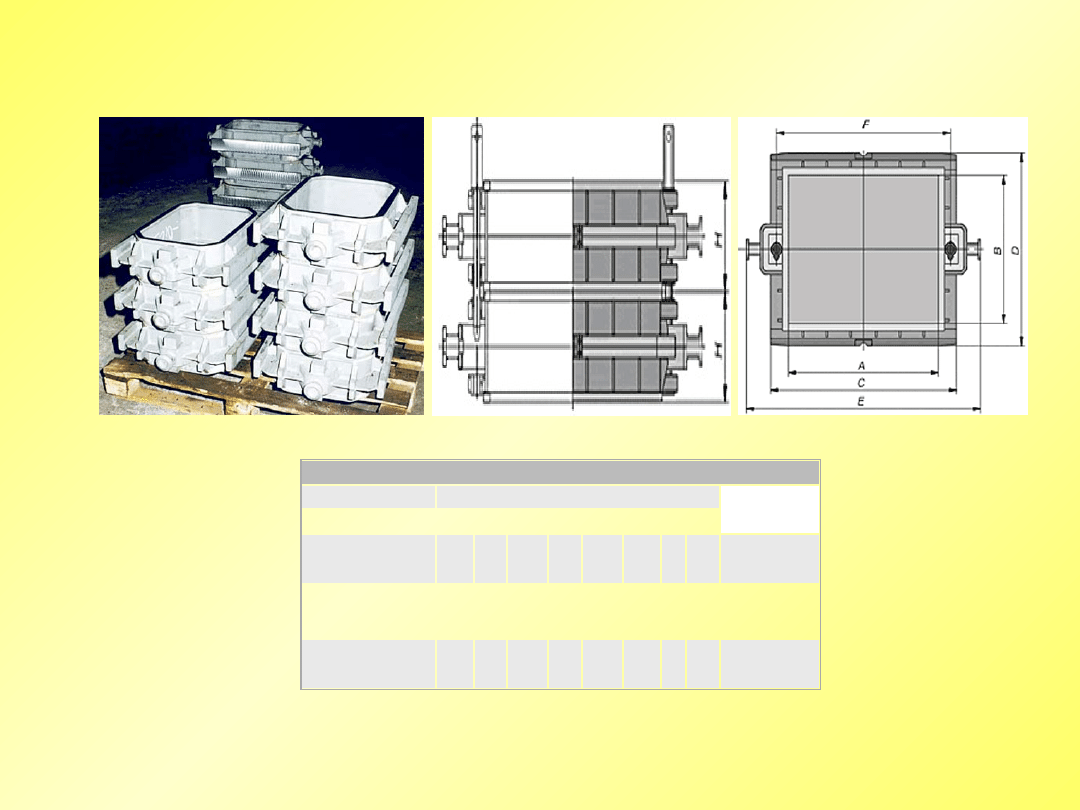
Dobór jakościowy skrzynek
formierskich
Charakterystyka techniczna ZSF
Symbol
Wymiary podstawowe
A
B
C
D
E
F
G H
Typ maszyny
formierskiej
ZSF-60,50xH
600 500 780 650 984
730 25
150
200
250
FT-65
ZSF-80,60xH
800 600 1000 720 1180 920 32
200
250
300
FT-86
ZSF-100,80xH
1000 800 1200 950 1380 1120 32
250
300
250
FT-108
Dobór ilościowy formierek
Program produkcji
Wielkość produkcji na zmianę
Detal A
= 111 szt./zmianę
Detal B
= 64 szt./zmianę
Detal C
= 64 szt./zmianę
Detal D
= 362 szt./zmianę
Detal E
= 362 szt./zmianę
Zamówienie
Program produkcji
Detal A
95 000
99 750
Detal B + C
54 500
57 225
Detal D + E
310 000
325 500
rok
zmian
rok
szt
/
900
/
750
.
99
rok
zmian
rok
szt
/
900
/
225
.
57
rok
zmian
rok
szt
/
900
/
225
.
57
rok
zmian
rok
szt
/
900
/
500
.
325
rok
zmian
rok
szt
/
900
/
500
.
325
Dobór ilościowy formierek
Program produkcji
Liczba zalań na zmianę
Liczba wnęk we
formie
Liczba zalań na
zmianę
Detal A
2
56
Detal B
2
32
Detal C
2
32
Detal D
2
181
Detal E
2
181
Zamówienie
Program produkcji
Detal A
95 000
99 750
Detal B + C
54 500
57 225
Detal D + E
310 000
325 500

Dobór ilościowy formierek
Przyjęto do produkcji formierkę FT - 108
•Formierka impulsowo prasująca o wydajności 40
form/godz.
•Fundusz nominalny czasu pracy:
8 godz. · 60 min. = 480 min.
•Fundusz dysponowany:
8 godz. - x = 8 godz. – 1 godz. =
= 7 godz. · 60 min. = 420 min.
Wydajność formierek na zmianę będzie
wynosiła:
F = 40 form/godz. · 7 godz. · 2 formierki = 560
form/zmianę
Dobór ilościowy formierek
Przyjęto do produkcji formierkę FT - 108
Wielkość
produkcji
na
zmianę(for
m)
Wydajność
formierek na
zmianę [sztuk]
Współczynnik obciążenia
formierek
Przyj
.
liczb
a
masz
.
Współcz.w
ykwykorzy
st.
stanowisk
formierski
ch
I
II
III
IV
V
Detal
A
56
40 form/godz.
·
7
godz.
= 280 form
0,2
2
0,1
Detal
B
32
0,12
0,06
0,06
Detal
C
32
0,12
Detal
D
181
0,64
0,32
0,32
Detal
E
181
0,64
1,72
2
0,86

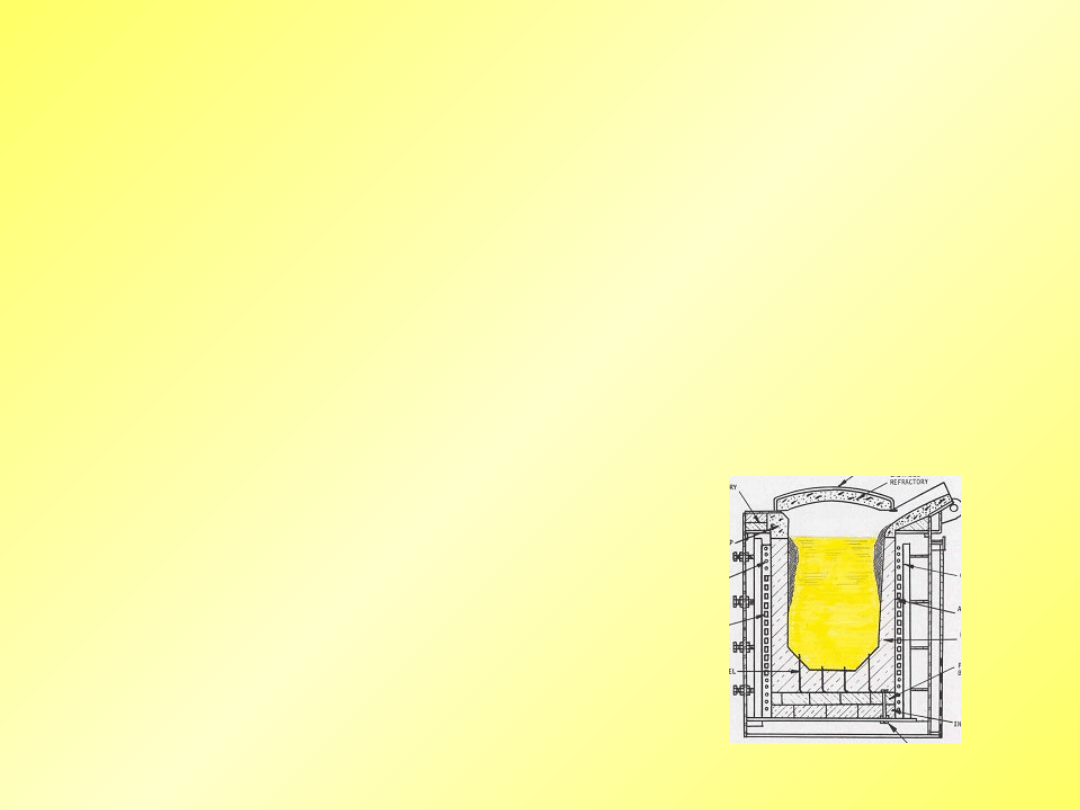
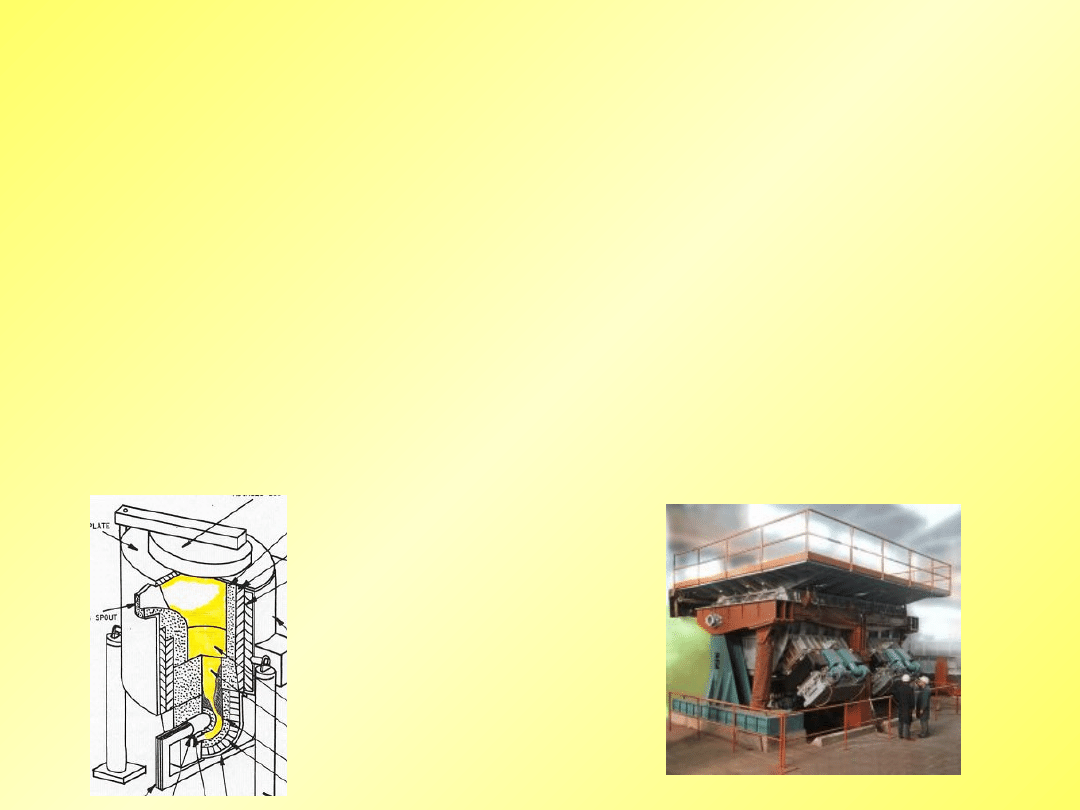
Dobór jakościowy pieców
Piece indukcyjne tyglowe
Podczas procesu topienia i przegrzewania występuje
intensywne mieszanie metalu, tak więc w krótkim czasie
następuje ujednorodnienie stopionego wsadu pod względem
temperatury i składu chemicznego.
Dobór jakościowy pieców
Indukcyjny piec tyglowy sieciowej
częstotliwości typu PIT
Zastosowanie
• do topienia, przegrzewania i przetrzymywania metali w
stanie
nagrzanym,
• wytwarzania stopów metali i zapraw,
• przetrzymywania metali stopionych w innym piecu
(praca
buforowa lub w systemie "duplex").

Dobór jakościowy pieców
Indukcyjny piec tyglowy sieciowej
częstotliwości typu PIT
Wady
• piec uzyskuje pełną moc, gdy ciekły metal w tyglu
osiągnie poziom górnej krawędzi cewki wzbudnika
• przy ciągłej pracy pieca najlepsze wskaźniki
eksploatacyjne uzyskuje się pozostawiając po każdym
wytopie ok. 1/3 ciekłego metalu w tyglu

Dobór jakościowy pieców
Indukcyjny piec tyglowy średniej
częstotliwości typu PITs
Zastosowanie
• do topienia, przegrzewania i przetrzymywania metali w
stanie
nagrzanym,
• wytwarzania stopów metali i zapraw,
Zalety
• piec może być kompletnie opróżniony po każdym
wytopie,
- właściwy dobór częstotliwości i mocy pozwala na
uzyskanie wysokiej efektywności topienia (moc
regulowana w sposób
ciągły od 10 do 100% mocy
znamionowej) ,
- istnieje możliwość topienia już pierwszej porcji
wsadu w postaci drobnych kawałków,
- dla porównywalnej pojemności z piecami sieciowej
częstotliwości można stosować wyższą moc.

Dobór jakościowy pieców
Indukcyjny piec tyglowy średniej
częstotliwości typu PITs
Parametry techniczne
Typ
Pojemność
[kg]
Moc
[kW]
Szybkość topienia [kg/h]
Zużycie energii
[kWh/t]
Żeliwo
1450
o
C
PIT - 25s/Żl
25
50
80
620
PIT - 50s/Żl
50
100
165
610
PIT - 100s/Żl
100
150
250
600
PIT - 200s/Żl
200
300
520
580
PIT - 300s/Żl
300
400
700
570
PIT - 600s/Żl
600
500
890
560
PIT - 1000s/Żl
1000
800
1450
550
PIT - 1000s/Żl
1000
1000
1850
540
PIT - 2000s/Żl
2000
1000
1850
540
PIT - 2000s/Żl
2000
1500
2800
520
PIT - 3000s/Żl
3000
1500
2800
520
PIT - 3000s/Żl
3000
2000
3900
510
PIT - 4000s/Żl
4000
2000
3900
510
Dobór jakościowy pieców
Indukcyjny piec kanałowy typu PIK
Zastosowanie
• topienia , przegrzewania i przetrzymywania metali w
stanie
nagrzanym,
• wytwarzania stopów metali,
• przetrzymywania metali stopionych w innym piecu
(praca
buforowa lub w systemie "duplex").

Dobór jakościowy pieców
Indukcyjny piec kanałowy typu PIK
Proces topienia i przegrzewania w piecach kanałowych
przebiega przy minimalnym ruchu metalu na powierzchni
stopionego wsadu co zapobiega jego zagazowaniu.
Piece kanałowe mają większą sprawność od pieców
tyglowych.
Wady
• Moc pieca reguluje się skokowo przez zmianę zaczepu
transformatora lub autotransformatora.
• Brak możliwości topienia metalu ze wsadu stałego

Dobór jakościowy pieców
Indukcyjny piec tyglowy średniej
częstotliwości typu PITs
Zalety
- piec może być kompletnie
opróżniony po każdym wytopie,
- właściwy dobór częstotliwości i
mocy pozwala na uzyskanie wysokiej
efektywności topienia,
- istnieje możliwość topienia już
pierwszej porcji wsadu w postaci
drobnych kawałków,
Typ
Moc
[kW]
Szybkość topienia
[kg/h]
Zużycie energii
[kWh/t]
Pojemność
[kg]
1 500
2 800
520
3000

Dobór ilościowy pieców
Roczne zapotrzebowanie odlewni na
metal
Q
c
- masa surowego odlewu wraz z układem
wlewowym
i zasilającym
Q
odl
- masa surowego odlewu
k
- współczynnik charakteryzujący uzysk
k = 1,2-1,3 - żeliwo szare
k = 1,3-1,5 - żeliwo ciągliwe i
sferoidalne
k = 1,6-1,8 - staliwo
k = 1,3-1,6 - mosiądze i brązy
k
O
Q
odl
c
Dobór ilościowy pieców
Roczne zapotrzebowanie odlewni na
metal
Zakładamy, że uzysk metalu jest na poziomie 70% wielkości
produkcji
Program produkcji
[szt.]
Masa detalu
[kg]
Roczne zapotrzebowanie na metal
(z uwzględnieniem uzysku) [kg]
I
II
III
Detal A
99 750
19
2 707 500
Detal B + C
57 225
27
2 207 250
Detal D + E
325 500
17,2
7 998 000
12 912 750
%
100
%
70
.
.
III
II
Kol
I
Kol
Kol
Roczne zapotrzebowanie odlewni żeliwa na
metal wynosi:
Q
r
= 12 912 750 kg = 12.913 ton

Dobór ilościowy pieców
Roczne zapotrzebowanie formierni
na metal
Roczne zapotrzebowanie odlewni żeliwa na
metal wynosi:
Q
r
= 12 912 750 kg = 12.913 ton
Średnie zapotrzebowanie formierni na metal, na
zmianę:
= 14 348 kg ≈15 ton
Średnie zapotrzebowanie formierni na metal, na
godzinę:
zmiany
dni 3
300
750
.
912
.
12
h
t
y
x
/
14
,
2
7
15
x – średnie zapotrzebowanie metalu na zmianę,
y – fundusz dysponowany czasu pracy na zmianę
Dobór ilościowy pieców
Wydajność pieców odlewniczych na
zmianę
•Szybkość topienia wsadu wynosi 2800kg/h, to czas
przygotowania
1 wytopu łącznie z załadunkiem pieca (11min) wynosi:
•Produkcja ciekłego metalu na godzinę wynosi:
•Zapotrzebowanie formierek na metal wynosi 2,14t/h,
więc
wytapialnia spełnia wymagania
min
75
min
11
2800
min
60
3000
kg
kg
h
kg
2400
25
,
1
3000
h
kg

Dobór ilościowy pieców
Wydajność pieców odlewniczych na
zmianę
•Zakładając, że liczba wytopów będzie wynosiła 6 to
wówczas ilość ciekłego metalu będzie wynosiła:
•Maksymalna roczna produkcja metalu w odlewni
wynosi:
•Roczne zapotrzebowanie odlewni na ciekły metal
wynosi
12 912 ton, więc współczynnik obciążenia wytapialni
wynosi:
Q
z
= 6 · 3 000 kg = 18 000 kg/zmianę = 18
t/zmianę
Qr
max
= Q
z
· 3 zmiany · 300 dni =
18 t/zmianę · 3 zmiany · 300 dni = 16 200
ton/rok
%
80
%
100
000
.
200
.
16
750
.
912
.
12
%
100
max
kg
kg
Qr
Qr
Schemat linii technologicznej do
wytwarzania odlewów
Zadanie
• Zaprojektuj linię technologiczną
do wytwarzania odlewów z żeliwa
szarego zakładając, że
Grupa
1
Grupa
2
Grupa
3
Grupa
4
Wymiary odlewu
700x4
00
500x4
00
320x3
20
150x
30
Masa odlewu [kg]
70
50
30
10
Wielkość zamówienia
[szt./rok]
80 000
100
000
120
000
400
000
Współczynnik braków
[%]
8
7
5
4
Zadanie
• Zaprojektuj linię technologiczną
do wytwarzania odlewów z żeliwa
szarego zakładając, że
Grupa
1
Grupa
2
Grupa
3
Grupa
4
Liczba dni roboczych
250
250
250
250
Liczba zmian
dowoln
a
dowoln
a
dowoln
a
dowol
na
Uzysk metalu [%]
70
75
75
80
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
Wyszukiwarka
Podobne podstrony:
Rodzaje marynat i sposób ich produkcji, Studia - materiały, semestr 6, Technologia rybna
Fluidyzacja, Technologia Żywności i Żywienie Człowieka, IV semestr, Obróbka cieplna produktów spożyw
Suszarka rozpyłowa, Technologia Żywności i Żywienie Człowieka, IV semestr, Obróbka cieplna produktów
Technologia produkcji A, Studia - materiały, semestr 7, Projektowanie
20031116180539, System produkcyjny stanowi celowo zaprojektowany i zorganizowany układ materialny, e
Rodzaje marynat i sposób ich produkcji, Studia - materiały, semestr 6, Technologia rybna
IMW W01 Wstepny System produkc Nieznany
1 System produkcjiid 9890
model systemu produkcyjnego na przykladzie konkretnej firmy
LOGISTYKA ZAOPATRZENIA - System planowania potrzeb materiałowych ( MRP )
zboża 5, ! UR Towaroznawstwo, II ROK, Technologia materiałowa
białucki,technologia materialów inżynierskich,OBRÓBKA WYKAŃCZAJĄCA I SPECJALNA SPIEKÓW
białucki,technologia materialów inżynierskich,WYTWARZANIE STALI
Badania makro i mikrostruktury metali i stopów, WIP zarządzanie i inżynieria produkcji, sesja 1, Mat
mame, WIP zarządzanie i inżynieria produkcji, sesja 1, Materiały Metalowe, 1111
system planowania potrzeb materiałowych-ściąga (6 str), Ekonomia, ekonomia
białucki,technologia materialów inżynierskich,MEATALURGIA PROSZKÓW
białucki,technologia materialów inżynierskich,Metalurgia Aluminium
więcej podobnych podstron