Mgr Inż.. Dariusz
Duda
TEMAT PRACY: SPAWANIE POD
WODĄ
PSZCZOŁA
(Kasia
Danielczyk)
KINIA
(Kinga
Erdanowska)
AUTOR
KI

WSTĘP
Burzliwy rozwój spawalniczych technik podwodnych, związany
jest głównie z poszukiwaniem i eksploatacją podwodnych bogactw
naturalnych, w tym przede wszystkim produktów ropy naftowej i gazu
ziemnego. Szczególne osiągnięcia w tej dziedzinie mają: Stany
Zjednoczone, Japonia, Wielka Brytania i były Związek Radziecki.
Stosowane do poszukiwań oraz eksploatacji ruchome i stacjonarne wieże
wiertnicze o zanurzeniu nierzadko
przekraczającym 50 m , jak również rurociągi podwodne układane na dnie
morskim na głębokościach przekraczających 300 m , wymagają w czasie
eksploatacji kontroli stanu i napraw z użyciem technik spawalniczych.
Na głębokościach do 50 m kontrolę stanu technicznego
obiektów podwodnych wykonują wyspecjalizowane w tym zakresie ekipy
płetwonurków, natomiast do kontroli na dużych głębokościach
wykorzystuje się specjalnie zaprojektowane do tego celu , zdalnie
sterowane obiekty podwodne.
Najważniejszym elementem kontroli jest wykrywanie pęknięć
oraz innych wad powstających w procesie eksploatacji konstrukcji w
wodzie morskiej , szczególnie o dużym zasoleniu lub o dużej zawartości
rozpuszczonego tlenu. W czasie eksploatacji najbardziej zagrożone są
elementy konstrukcji znajdujące się w tak zwanej strefie omywania , tzn.
na styku powietrze – woda , narażone na uszkodzenia mechaniczne i
nierzadko na duże naprężenia , wywołane zmiennymi warunkami
środowiskowymi ( temperatura, falowanie morza, wiatry ). Wykryte wady
zagrażające bezpiecznej eksploatacji konstrukcji oraz skutki wszelkiego
rodzaju awarii usuwa się przy zastosowaniu technik spawalniczych.

HISTORIA
Spawanie podwodne zastosowano po raz pierwszy podczas remontu
krążownika w Wielkiej Brytanii w 1917 r. Prace nad tą
technologią prowadzono w admiralicji brytyjskiej od 1900 r. [12].
W latach trzydziestych XX wieku prowadzono w ZSRR i
Niemczech badania dotyczące metod obróbki stali pod wodą. Dały
one wiele praktycznych wyników. W latach 1939-45 kadłuby statków
uszkodzonych i zatopionych do głębokości 30 metrów naprawiano za
pomocą łukowego cięcia i spawania. W wyniku ciągłego rozwoju
techniki rozpoczęto w latach sześćdziesiątych prace nad cięciem i
spawaniem pod wodą palnikami plazmowymi [19].
METODY SPAWANIA POD WODĄ
W technice spawania podwodnego istnieją dwie podstawowe metody
spawania:
1. Spawanie mokre,
2. Spawanie suche,
3. Spawanie lokalną komorą suchą.
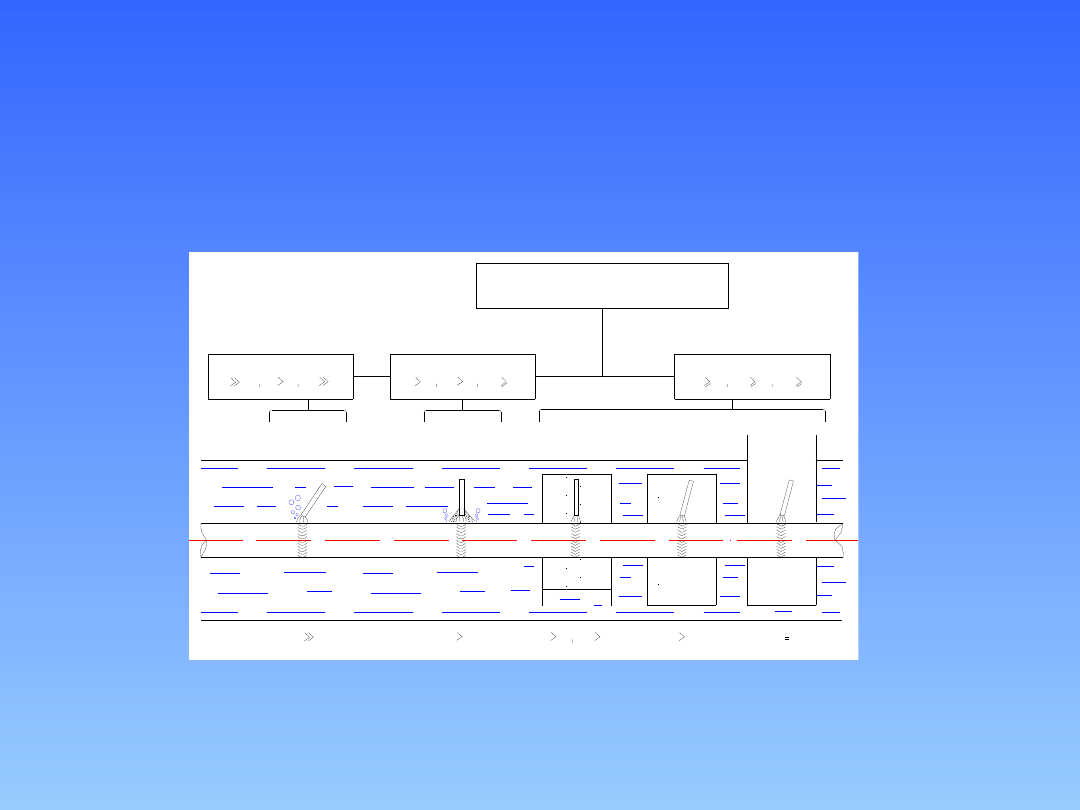
Rys.1 Ogólny podział metod spawania pod wodą ze względu na parametry charakteryzujące
warunki w jakich odbywa się proces spawania
( h
w
– wilgotność w wodzie, h
p
– wilgotność
na powietrzu; p
w
– ciśnienie w wodzie, p
a
- ciśnienie atmosferyczne; w
w
– szybkość
stygnięcia w wodzie, w
p
– szybkość stygnięcia na powietrzu)
Charakterystyka warunków
procesów spawania pod wpdą
MOKRE
SUCHE
h
w
h
p
p
a
p
w
w
w
w
p
h
w
p
w
h
p
p
a
w
w
w
p
h
w
h
p
h
p
h
w
p
w
p
a
h
p
h
w
p
a
p
w
p
a
p
w
w
w
LOKALNA KOMORA
h
w
p
w
h
p
p
a
w
p

SPAWANIE MOKRE
W czasie spawania mokrego, elektroda i
materiał rodzimy mają bezpośredni kontakt z wodą bez żadnej
osłony, co w istotny sposób wpływa na spawalność. Do głównych
czynników wpływających na spawalność pod wodą zalicza się:
- duże prędkości stygnięcia złączy,
- wysoki poziom wodoru w
stopiwie,
- głębokość spawania (ciśnienie
hydrostatyczne ).
1. Spawanie elektrodami otulonymi (111),
2. Spawanie łukiem krytym (121),
3. Spawanie
drutami samo osłonowymi (136/137),
4. Spawanie w osłonach gazowych MIG / MAG
(131/135)
Metody spawania mokrego, które należy wymienić z uwagi na
wykorzystywanie ich w praktyce lub ze względu na perspektywiczną
możliwość wykorzystania to :

SPAWANIE MOKRE ELEKTRODAMI
OTULONYMI
Od lat trzydziestych począwszy, przez z górą 40 lat ,spawanie pod
wodą elektrodą otuloną było w zasadzie jedyną metodą stosowana w
praktyce. Metoda ta w świetle wymogów instytucji klasyfikacyjnych w
praktycznym stosowaniu ma szereg ograniczeń. Głównym problemem
jest duża prędkość stygnięcia wynikająca z szybkiego odprowadzenia
ciepła ze strefy spawania i z zewnętrznej części słupa łuku oraz duża
zawartość wodoru w pęcherzu parowo – gazowym, co uwarunkowane
jest istotą procesu (rys. 1 ).Wpływa to na powstawanie w spoinie i w
SWC struktur martenzytycznych o dużej twardości ( mała plastyczność,
mała udarność) oraz powoduje niestabilność jarzenia się łuku ,
powstawanie nierównych ściegów, pęcherzy i żużli nasilających się ze
wzrostem głębokości spawania. W efekcie pękanie na zimno złączy
spawanych oraz mała wydajność spawania zdecydowały , że spawania
mokrego elektrodą otuloną nie stosuje się w zasadzie pracach, gdzie
wymagana jest wysoka jakość złączy. Niemniej poprzez optymalizację
składu chemicznego otuliny i rdzenia elektrody (elektrody z proszku
żelaza, otuliny z tlenkiem żelaza, otuliny wytwarzające pęcherzyki gazu
osłonowego) oraz przy zastosowaniu określonych zabiegów
technologicznych można uzyskać poprawnie uformowane spoiny bez
wad na głębokościach do ok. 100 m [6]. Niestety o niskich i o dużym
rozrzucie wartościach energii łamania próbek Charpy V. Stosowane do
spawania czasami elektrody austenityczne zapewniają co prawda
większą plastyczność stopiwa, ale spoina w procesie krystalizacji jest
mniej odporna na pęknięcia na gorąco, a złącze podatniejsze na korozję
elektrochemiczną. Nie znalazło, również, szerszego zastosowania, poza
Związkiem Radzieckim, spawanie drutem samoosłonowym [6].
Elektroda jest osłonięta otuliną zawierającą węgliki , tlenki metali ,
fluorki oraz składniki stopowe. Podczas spawania stapiają się i parują w
łuku tworząc osłonę gazową i żużel, który zabezpiecza łuk i jeziorko
płynnego metalu przed środowiskiem wodnym. Składniki te stabilizują
łuk oraz modyfikują skład spoiny. O wielkości spoiny i głębokości
wtopienia decydują takie parametry jak : średnica elektrody, typ złącza i
pozycja spawania, prąd i napięcie łuku, dobór źródła zasilania [55].
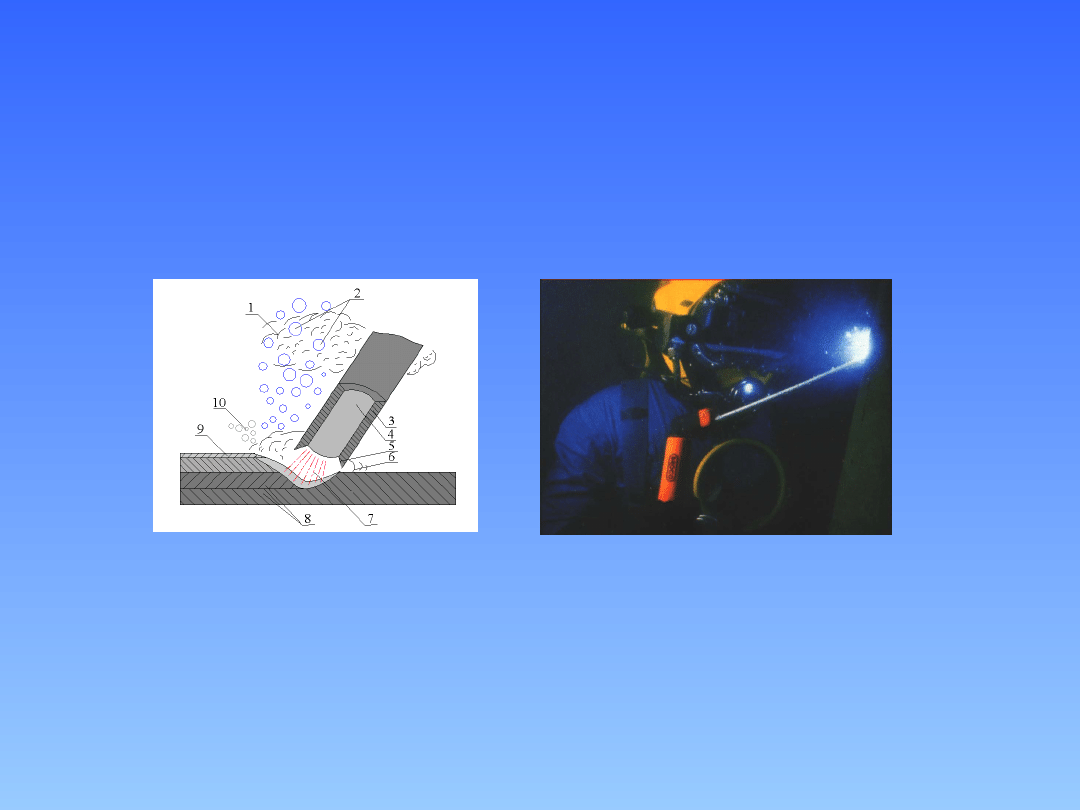
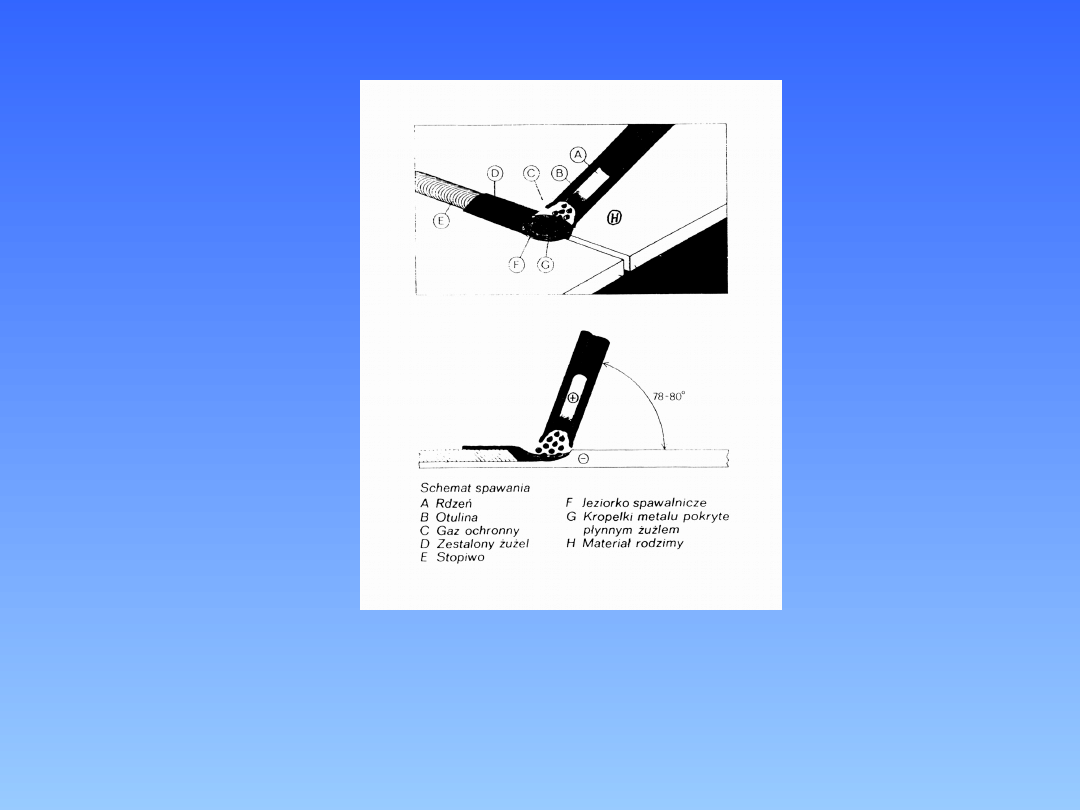
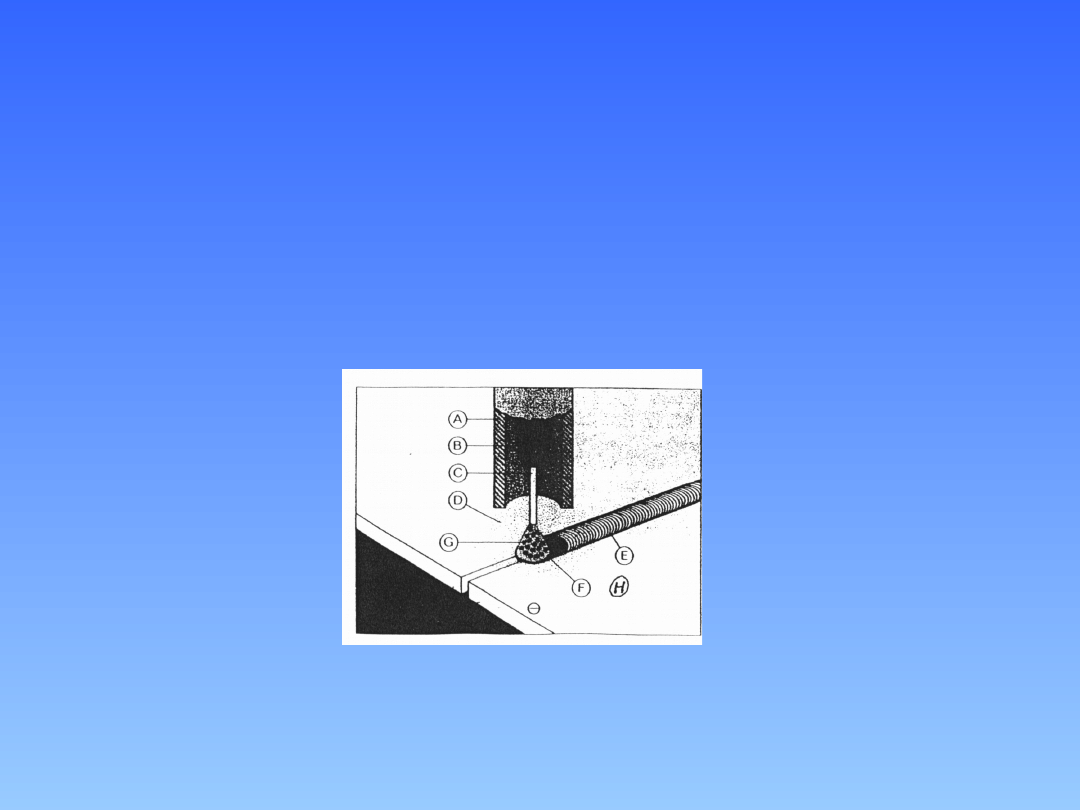
Rys.2 Schemat spawania mokrego elektrodą
otuloną, gdzie:
1. Para wodna
6. Jeziorko
spawalnicze
2. Pęcherze
gazowe 7. Łuk
3. Otulina 8. Materiał
rodzimy
4. Rdzeń
9. Żużel
5.
Stapiana otulina 10. Gazowe produkty
z otulin
Spawanie mokre łukiem krytym pod
topnikiem
Strefa spawania przy spawaniu podwodnym łukiem krytym w
trakcie procesu zostaje przykryta w miejscu spawania topnikiem i
żużlem co powoduje obniżenie szybkości stygnięcia nie dopuszczając
do utwardzenia spoiny i powstawania pęknięć. Poza tym metoda ta jest
dogodna ze względu na możliwość stosunkowo łatwego operowania
sprzętem przez pracującego nurka – spawacza. W celu dokładniejszego
zapoznania się z wpływem warunków spawania na zjawiska zachodzące
podczas procesu i własnościami połączeń spawanych przeprowadzono
wiele doświadczeń w różnych warunkach. Na korzyść spawania łukiem
krytym przemawia fakt, że może być on łatwo zautomatyzowany i
zmechanizowany [52,64].
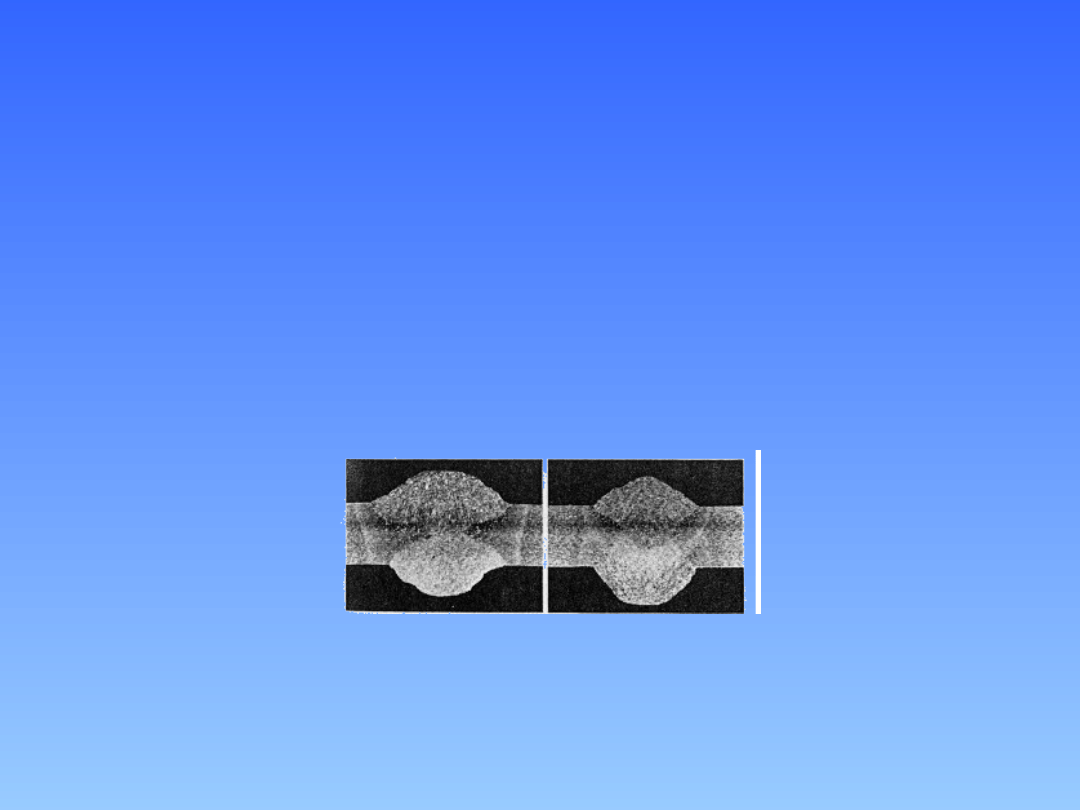
Rys.3 Złącza doczołowe wykonane metodą spawania łukiem krytym pod topnikiem [64]

SPAWANIE MOKRE SAMOOSŁONOWYMI
DRUTAMI
PROSZKOWYMI
Metoda spawania na mokro drutem samoosłonowym znajduje
zastosowanie w byłym Związku Radzieckim w spawaniu metalowych
konstrukcji pod wodą [61, 41]. Zaletą tej metody w porównaniu z
ręcznym spawaniem jest to, że obejmuje ona manewrowanie i
wszechstronność spawania elektrodą prętową jak również wysoką
wydajność, wygodę operacji , bezpieczeństwo nurka przy spawaniu
półautomatycznym, maleje liczba wad w stopiwie w skutek
zmniejszenia w nim zawartości wtrąceń i rozpuszczonego wodoru,
wzrasta wydajność [14]. Zmechanizowane spawanie przy pomocy drutu
samoosłonowego zapewnia odpowiednią wytrzymałość złącza.
Zastosowano tę metodę przy remoncie gazowych i olejowych rurociągów
przez Wołgę, Dniepr i inne rzeki. Naprawa rurociągów w
warunkach morskich nie była wykonywana ze względu na zmniejszenie
wytrzymałości i ciągliwości połączeń, wykonywanych w wodzie
morskiej [61,14].

SPAWANIE MOKRE METODĄ MIG /
MAG
Podczas spawanie metodą MIG lub MAG łuk jarzy się pomiędzy,
metalem rodzimym, a końcem elektrody (w linii złącza ), która
przesuwana jest ze stałą prędkością za pomocą silnika o nastawnej
prędkości obrotowej. Długość łuku jest utrzymywana przez źródło
prądu, a prąd zależy od prędkości podawania elektrody. Przestrzeń
łukowa i spawany metal są osłonięte gazem dobranym odpowiednio do
rodzaju spawanego metalu.
Spawanie metodą MIG jest wydajne ( duża szybkość spawania ), ale
złącza wykonuje się w warunkach złej widoczności. Używany drut do
spawania powinien posiadać dużą ilość pierwiastków odtleniających.
Warunki wykonywania spoin metodą MIG można polepszyć przez
zastosowanie krzemowo – manganowego drutu proszkowego. Pozwala
to
uzyskać stabilny łuk i umożliwia spawanie we wszystkich pozycjach ,
zmniejsz również ilość wodoru w spoinie i skłonność do hartowania się
złącza [54].
Podczas spawania nie można zagwarantować, że nie wystąpi
pękanie wodorowe szczególnie wtedy, gdy następuje przerwanie osłony
gazowej i wtargnięcie wody (w obszar spawania) [19].

SPAWANIE SUCHE
Poprawę własności wytrzymałościowych spoin można uzyskać
poprzez zabieg usunięcia wody z obszaru spawania, a tym samym
eliminuje się bezpośredni kontakt spawanego materiału z wodą, co
stanowi istotę spawania suchego . Głównymi czynnikami wpływającymi
na spawalność w spawaniu hiperbarycznym są:
- ciśnienie atmosfery suchej komory związane z głębokością
spawania,
- rodzaj atmosfery suchej komory.
Wpływają one na reakcje metalurgiczne w spoinie i na szybkość
stygnięcia. Jeśli ciśnienie wewnątrz komory utrzymane jest na poziomie
ciśnienia atmosferycznego bez względu na głębokość zanurzenia,
wówczas spawanie pod wodą nie różni się w zasadzie od spawania na
powietrzu i uzyskuję się najlepsze własności złączy. Jest to możliwe w
stosunkowo płytkiej wodzie lub za pomocą specjalnie skonstruowanej
komory roboczej odpornej na ciśnienie. Metody te opracowano
specjalnie do prac przy montażu, naprawie rurociągów i platform
wydobywczych. Natomiast gdy ciśnienie w komorze jest nieco większe
od ciśnienia panującego na danej głębokości – mamy do czynienia ze
spawaniem hiperbarycznym. Spawanie prowadzone jest więc w suchym
środowisku o wysokim ciśnieniu. Proces spawania jest wrażliwy na
zmianę ciśnienia, które wpływa na stabilność jarzenia się łuku oraz
strukturę spoiny i SWC. Dlatego też technologie spawania muszą być
dobierane do określonych zakresów głębokości [12].. Komory
ochraniające miejsce spawania mogą być stałe lub przesuwne.

Odrębną metodą spawania suchego, jest spawanie z zastosowaniem
lokalnej komory suchej zamocowanej bezpośrednio na głowicy uchwytu
spawalniczego. Złącza wykonane tymi metodami przewyższają znacznie
pod względem jakości i własności mechanicznych, złącza wykonywane
metodami mokrymi, a koszt ich wykonania kształtuje się na podobnym
poziomie.[40]
Spawanie hiperbaryczne
Spawanie hiperbaryczne zostało po raz pierwszy zastosowane przez
firmę Taylor Diving w Zatoce Meksykańskiej w 1968 r. [4] Do spawania
stosowane są specjalne komory z otwartym dnem, o różnych kształtach i
pojemnościach, a ich konstrukcja uzależniona jest od głębokości
zanurzenia i ukształtowania spawanych elementów ( rys. 21a i b ). Po
hermetycznym przymocowaniu komór do konstrukcji spawanej usuwa
się z nich wodę przez wtłoczenie do wnętrza powietrza lub gazu pod
ciśnieniem zależnym od głębokości zanurzenia. W ten sposób węzeł
spawany zostaje odseparowany od środowiska wodnego, co w
konsekwencji znacznie poprawia warunki wykonania złącz spawanych.
Do spawania hiperbarycznego w zależności od potrzeb stosuje się duże
lub małe komory. W dużych komorach spawacz nie musi posiadać
wyposażenia nurkowego, a w przypadku komór małych nurek – spawacz
może znajdować się poza nią , wkładając jedynie rękę z uchwytem do
wnętrza komory tak, aby łuk spawalniczy znajdował się powyżej lustra
wody.

Jak wykazała praktyka spawania hiperbarycznego, preferuje
się metody:
- MIG / MAG ( zarówno z użyciem drutu litego, jak i proszkowego)
- TIG
- Spawanie ręczne elektrodą otuloną [12].
W ostatnich latach obserwuje się duże zainteresowanie rozwojem
automatycznego spawania rur metodą TIG. W ramach programów :
brytyjskiego OTTO, francuskiego THOR, niemieckiego MOSS i
norweskiego opracowano technologie i urządzenia do
zmechanizowanego spawania obwodowego z przeznaczeniem do
spawania rurociągów [12].
Spawanie hiperbaryczne jest znacznie tańsze od spawania
izobarycznego w całkowicie hermetycznych komorach, a w porównaniu z
techniką spawania mokrego zapewnia dużo lepsze warunki jarzenia luku
i formowania spoiny oraz jej obserwację przez spawacza. Umożliwia też
dokładne przygotowanie łączonych części, wykonanie obróbki cieplnej
przed i po spawaniu, a także przeprowadzenie badań nieniszczących.
Dzięki temu spoiny wykonywane tą metodą mają stosunkowo dobrą
jakość, a zwłaszcza dobrą plastyczność i odporność na obciążenia
dynamiczne[ 7 ].
Podstawową wadą tej techniki jest wysoki koszt wykonania,
rosnący z głębokością spawania, trudności a uszczelnieniem komór [41,
12].
Główne zalety tej metody są następujące:
- przygotowanie połączeń,
- podgrzewanie i obróbka cieplna,
- ocena jakości przy pomocy badań nieniszczących,
- kontrola pracy nurka,
- bezpieczeństwo nurka.
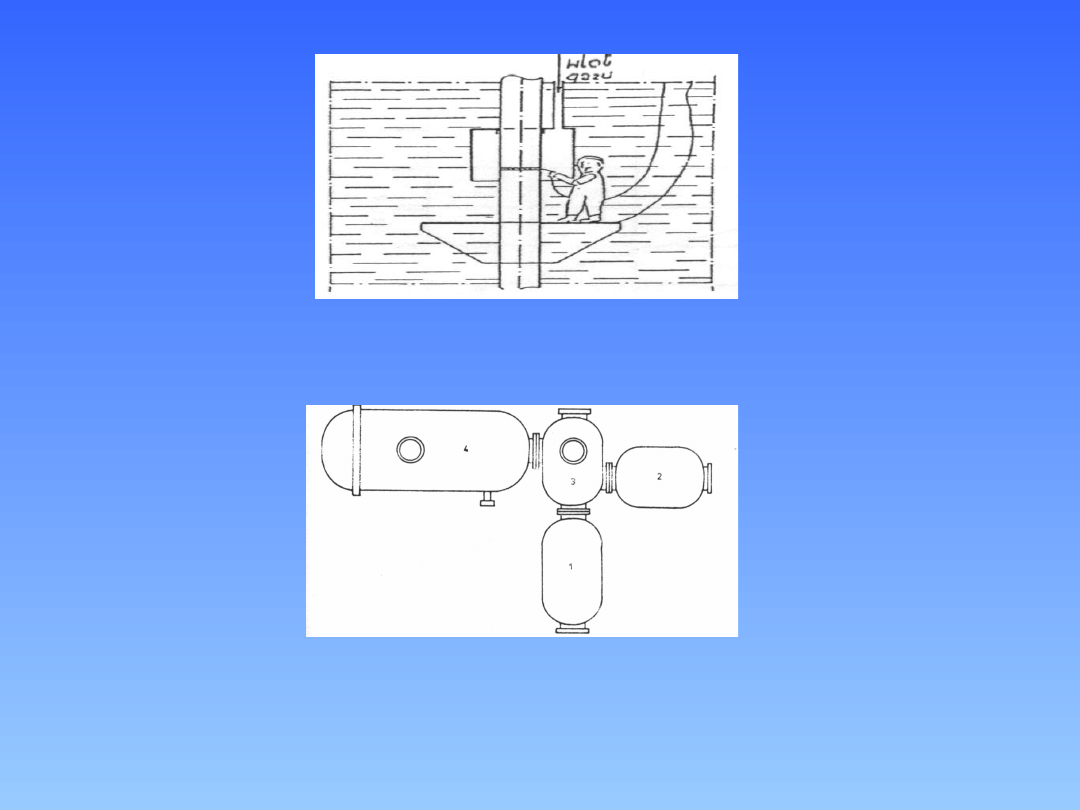
Rys. 4a. Przykład spawania hiperbarycznego [7]
Rys. 4b. Zespół komór hiperbarycznych. (1,2 –
komory mieszkalne 3 – komora pośrednia, 4 –
komora pracy)

PAWANIE SUCHE ELEKTRODĄ
OTULONĄ
Spawanie łukowe ręczne (MMA) jest najprostszym i najczęściej
stosowanym procesem spawania stali. Drut elektrody jest osłonięty
otuliną składającą się z mieszaniny minerałów zawierających: węgliki,
tlenki metali i fluorki oraz dodatków stopowych. Stapiają się w łuku
tworząc osłonę gazową i żużel, który zabezpiecza łuk i płynny metal
przed atmosferą komory ( rys. 26 ). Składniki te stabilizują łuk oraz
wpływają na skład spoiny. Szczegóły składu elektrod różnią się znacznie
w zależności od wymagań odnośnie pozycji spawania, przetopienia i
własności spoin. Parametry łuku dobiera się według średnicy elektrody,
typu złącza i pozycji, prądu łuku, doboru źródła zasilania, które decyduje
o ilości stopiwa i głębokości wtopienia. Stosuje się źródło
prądu stałego lub przemiennego lecz dla bezpieczeństwa, co ma
szczególne znaczenie przy spawaniu podwodnym, stosowane są źródła
prądu stałego. Możliwość manewrowania i jakość spoin zależą od
umiejętności spawacza, oraz wymagają użycia bardzo prostego sprzętu.
[41]
Głównym problemem ręcznego spawania elektrodami otulonymi jest
wysoka zawartość wodoru w spoinie, spowodowana dużą wilgotnością
atmosfery komory roboczej, przekraczającą 90%. Stąd konieczność
suszenia elektrod, a następnie przechowywania w podwyższonej
temperaturze, często w atmosferze helu. W komorze hiperbarycznej
elektrody wyjęte z pojemników nie powinny leżeć dłużej niż 10 minut, ze
względu na możliwość nawilgocenia otuliny. Zawartość wodoru w
spoinie rośnie ze wzrostem ciśnienia w komorze. Badania symulacyjne
wykazały możliwość hiperbarycznego spawania elektrodą otuloną do
głębokości 300 m, w praktyce zanotowano zastosowanie elektrod
otulonych i uzyskanie spoin bez porowatości na głębokości
150 m [6].
Rys. 5. Przykład spawania elektrodą otuloną w
suchej komorze [55]

SPAWANIE SUCHE METODAMI
MIG/MAG
Spawanie MIG jest procesem łuk i jeziorko są osłonięte przez
przepływający gaz, elektrodą jest końcówka drutu podawanego do łuku
ze zwoju w miarę stapiania się drutu
( rys. 27 ). Gaz osłonowy nie jest całkowicie szlachetny, miesza się go w
zależności od spawanego materiału. Najczęściej używa się dla stali CO
2
,
Ar/CO
2
lub mieszaniny tych gazów. Drut zawiera dodatki stopowe i
odtleniające: krzem mangan i nikiel dla otrzymania spoiny o dobrej
jakości i wytrzymałości. Używa się prądu stałego z biegunem dodatnim
na elektrodzie aby otrzymać stabilny łuk i odpowiednią ilość ciepła dla
uzyskania równowagi w dostarczaniu stopiwa. Napięcie i prąd są
kontrolowane przez ustawienie źródła prądu. Głównym zadaniem
spawacza jest manipulowanie uchwytem spawalniczym[55].
Wyposażenie jest bardziej skomplikowane od wyposażenia
stosowanego przy spawaniu elektroda otuloną, z częściami ruchomymi
które się używa. Spawanie drutem rdzeniowym jest wariantem spawania
MIG, w którym drut dodatkowy jest rurką wypełnioną topnikiem.
Wyposażenie jest podobne do tego w spawaniu MIG, ale wytwarzający
się żużel dodatkowo zabezpiecza jeziorko. Stabilizatory dodaje się w celu
ułatwienia posługiwania się lukiem przy spawaniu źródłem prądu stałego
o polaryzacji dodatniej i ujemnej. Dzięki tym stabilizatorom łatwo
regulować skład chemiczny spoiny. Niektóre druty zawierają dodatki
generujące gazy osłaniające łuk bez dodatkowych gazów osłonowych; są
to druty „samoosłonowe”[55].
Rozróżnia się tu spawanie łukiem wydłużonym i spawanie łukiem
krótkim. Ta druga
metoda nadaje się do spawania blach cienkich ( o grubości od 0.8
mm ), oraz do spawania w pozycjach wymuszonych. Proces ten odbywa
się przy napięciu i prądzie niższym niż w przypadku spawania łukiem
wydłużonym. Używa się tu cienkiego drutu ( 0.8 mm ), a łuk jest krótki –
stąd nazwa procesu. Przenoszenie metalu następuje w postaci dużych
kropel powodujących zwarcia obwodu spawania. Przy spawaniu łukiem
wydłużonym przenoszenie metalu następuje w postaci drobnej mgły,
która nie powoduje zwarcia obwodu spawania. Proces ten pozwala
spawać szybciej niż spawanie lukiem krótkim. Nadaje się do materiałów
o grubości powyżej 3 mm [55].
Rys. 6. Przykład spawania metodą MIG w suchej
komorze [55]

Proces spawania MIG drutem pełnym stosowany jest do łączenia
elementów konstrukcyjnych na mniejszych głębokościach. Powyżej 100
m. głębokości użycie drutu samoosłonowego zwiększa stabilność łuku i
sprawność procesu. Do innych zalet spawania metodą MIG drutem
samoosłonowym należy zaliczyć możliwość stosowania większych
energii liniowych zmniejszających twardość w SWC i zmniejszających
prędkość stygnięcia spawania. . Jednakże spawanie przy wyższych
ciśnieniach tą metodą charakteryzuje się niekorzystnymi cechami,
które ograniczają jak dotąd jej szersze stosowanie:
- trudno odbijalny żużel , szczególnie warstwy licowej przez co
zwiększa się cza szlifowania spoin
- nieregularne ściegi i możliwość obecności mikrożużli wewnątrz spoiny
- utrudnione wykonanie warstwy graniowej szczególnie przy małym
odstępie międzystykowym, spowodowane grubokropelkowym przejściem
materiału elektrody do jeziorka,
- duże ilości dymu, zanieczyszczających komorę hiperbaryczną [41].
SPAWANIE METODĄ LOKALNEJ KOMORY
SUCHEJ
Obecnie istnieją dwie metody spawania podwodnego: „na mokro” i
„na sucho”.
Metoda mokra , z powodu trudności w osiągnięciu właściwej jakości
spoin i wydajności pracy, jest stosowana niechętnie. Z kolei druga
metoda wymaga aby komora miała rozmiary i kształty obiektu
spawanego ( co stwarza problemy ekonomiczne ).
Dlatego też rozwinięto całkowicie nową metodę – lokalnej komory suchej
, w której nurek spawacz znajduje się w wodzie, a proces przebiega w
atmosferze gazu w stałych lub przesuwnych komorach ochraniających
miejsce spawania (rys. 28 ).Koszt tych metod jest nieporównywalnie
niższy od kosztu spawania w dużych komorach hiperbarycznych.
Najprostszą i najtańszą z tych metod jest zastosowanie do klasycznego
spawania mokrego lokalnej komory suchej zamontowanej bezpośrednio
do głowicy spawalniczej [6].
Rys. 7. Przykład spawania suchego z zastosowaniem
małych komór [6]

Spawanie z lokalną komorą suchą w atmosferze gazów ochronnych
niczym nie różni się od spawania z taką osłoną na powietrzu, jednak
rola gazu ochronnego przy spawaniu pod wodą jest znacznie większa.
Poza klasyczną funkcją gazu – ochrony jeziorka spawalniczego i obszaru
łuku spełnia on jeszcze dodatkowa rolę, usuwa wodę i parę wodna z
lokalnej komory. Z badań przeprowadzonych w Massachussets Institute
of Technology nad spawaniem metodą MAG w lokalnej osłonie gazowej
wynika, iż główne straty ciepła podczas spawania podwodnego
wywołane są konwekcją wody oraz unoszeniem pęcherzy gazowych w
strefie łuku. Konwekcja ciepła spowodowana ruchem wody jest znacznie
większa niż przy naturalnym wrzeniu. O dominującym znaczeniu
konwekcji świadczyły najwyższe prędkości chłodzenia na powierzchni
blachy. Wymiana ciepła wywołana przewodnością cieplną metalu była
bez porównania mniejsza
Ograniczenie prędkości stygnięcia spoiny może być osiągnięte przez
regulację energii liniowej spawania, izolowanie termiczne powierzchni
blachy lub miejscowe usuwanie wody nad materiałem spawanym. Ten
ostatni sposób jest godny polecenia, ze względu na dodatkowe
ograniczenie ilości wodoru w strefie oddziaływania łuku, a co za tym
idzie również w materiale spoiny. W wyniku analizy doświadczeń
wykonanych drogą symulacji komputerowej określony został krytyczny
promień suchego, wypełnionego gazem ochronnym łuku, przy którym
występowało zwiększenie czasu chłodzenia w zakresie temperatury
od 800
o
C do 500
o
C. Krytyczna wartość tego promienia wynosiła 2 cm.
Przy promieniu wynoszącym 4 cm. czas chłodzenia, w tym samym
zakresie temperatur, zwiększył się o ponad 4 s [3].
Na podstawie tych informacji powstało wiele konstrukcji głowic
spawalniczych do spawania podwodnego, których wspólną cechą było
usuwanie wody z bezpośredniego otoczenia jeziorka spawalniczego i
wytworzenie nad powstającą spoiną lokalnej osłony gazowej.
Skuteczność pozytywnego oddziaływania tej osłony zależy zarówno od
sposobu jej wytwarzania, jak również od jej wymiarów.
woda
woda
gaz
osłanijący
gaz
gaz
MATERIAŁ RODZIMY
łuk
strumień wody
pęcherzyki
Rys.8 Schemat spawania metodą MIG lokalną komorą suchą z
płaszczem wodnym [2]

Spawanie półautomatyczne pod wodą w osłonie
CO
2
złączy ze
spoinami pachwinowymi [46]
W konstrukcjach spawanych udział złączy ze spoinami pachwinowymi
jest znacznie większy niż złączy doczołowych. Dotyczy to również
konstrukcji spawanych pod wodą.
W zakładzie Spawalnictwa Politechniki Gdańskiej prowadzono badania
nad opracowaniem technologii półautomatycznego spawania w osłonie
gazów ochronnych pod wodą, różnych rodzajów złączy ze spoinami
pachwinowymi, zmierzającymi do praktycznego jej zastosowania.
Dotychczas opracowano, w warunkach laboratoryjnych technologię
spawania złączy krzyżowych, nakładkowych i kątowych. Do badań
wykorzystano urządzenie zbudowane na bazie półautomatu
spawalniczego MAGPOL – 630.
Istotnym elementem urządzenia, wymagającym szerszego omówienia
jest głowica do wykonywania spoin pachwinowych. Na rys. 49
przedstawiono konstrukcję głowicy przeznaczonej do wykonywania spoin
pachwinowych.
Podstawowym zadaniem głowicy jest stworzenie w obszarze jarzenia
się łuku przestrzeni pozbawionej wody. Zadanie to jest utrudnione przez
niekorzystny, przestrzenny układ powierzchni jaki tworzą spawane
elementy złącza kątowego lub nakładkowego. Skuteczne usunięcie wody
wymaga precyzyjnego dopasowania kształtu głowicy do kształtu
wykonywanego złącza.
1. korpus
2. króciec
gazowy
3. przesłona
gazową
4. dysza
gazowa
5. dysza
zewnętrzna
6. osłona
elastyczna
7. opaska
zaciskowa
8. Zawleczka
9. pierścień
osadczy.
Rys. 9. Konstrukcja głowicy do półautomatycznego spawania pod wodą w osłonie CO
2
spoin
pachwinowych [46]
Procedurę horyzontalnego kołowego spawania pokazuje rys. 59.
Podwieszone sanie są umieszczone na szynach na stalowej rurze. Palnik
jest zainstalowany na saniach. Na podwodnym rusztowaniu w sąsiedztwie
miejsca operacji zainstalowano wodoszczelny posuw drutu i pompę
strumienia wody. Nurek tylko instaluje wyposażenie i reguluje jego
pozycję. Po włączeniu palnika, całe spawanie będzie wykonywane
automatycznie. Warunki spawania są zdalnie sterowane ze statku i
obserwowane za pomocą kamery TV.
Zastosowanie lokalnej komory suchej do
spawania rur.
Głowica ze szczotką drucianą do spawania pod wodą
metodą TIG [62]

WYMAGANIA JAKOŚCIOWE ZŁĄCZY
SPAWANYCH
POD WODĄ
Najbardziej wnikliwie wymagania jakościowe zostały opracowane
przez American Welding Society w dokumencie ANSI/AWS D3.6 – 83,
który uznany został jako Amerykańska Norma Narodowa [20]. Dokument
ten został opracowany pod nazwą „ Opis spawania podwodnego” i
zatwierdzono go przez Amerykański Narodowy Instytut Normalizacyjny
w czerwcu 1982r.
W dokumencie tym wytypowano cztery typy złącza: A, B, C, O –
obejmujące zakres jakości oraz właściwości spawania, które muszą być
ustalone w czasie kwalifikowania, a zespół wymagań
dotyczących ultraakustyki może być weryfikowany w czasie realizacji.
Każdy z wyżej wymienionych typów musi spełniać wszystkie kryteria
wyspecyfikowane dla każdego typu lub klasy. Opis ten nie określa
wyboru typu lub klasy, które muszą odpowiadać wymaganiom pracy przy
ich indywidualnych zastosowaniach. Wybór typu spawania pozostaje w
decyzji klienta.

Typ „O” spawania podwodnego spełnia wymagania zaprojektowanego
innego kodu w
opisie, a także dodatkowe wymagania określone w
dokumencie w celu spełnienia
wymagań wynikających z otoczenia wykonywanego procesu
oraz wymagań
dotyczących warunków pracy.
Typ „A” spawania podwodnego jest przewidziany aby odpowiadał
zastosowaniu oraz
wytrzymałości konstrukcji
porównywalną z konstrukcją nad wodą przez
porównywalne właściwości oraz wymagania prób.
Typ „B” spawania podwodnego jest przewidziany dla mniej
krytycznych zastosowań,
gdzie mogą być tolerowane – niska
plastyczność ( ciągliwość ), większa
porowatość oraz większa
nieciągliwość.
Typ „C” spawania podwodnego wymaga tylko zgodności z
mniejszymi
wymaganiami aniżeli typu A, B i O i jest
przewidziany do zastosowania tam, gdzie funkcja obciążenia nie
stoi na pierwszym miejscu.

Literatura
[1] Goldberg F.: Survey of Underwater Cutting of Metals. Welding in
the World. Vol.16,
No 9/10, 1970.
[2] Lesiński K.J.: Stan i perspektywy rozwoju technik spawania i cięcia
pod wodą.
Materiały
konferencji naukowo-technicznej nt. „Problemy cięcia i spawania
pod wodą”.,Gdańsk
1985.
[3] Lesiński K.J., Piątkowski T., Kiełczyński W., Piwiński W.,
Hauderowicz D.: Praca
badawcza nt. „ Opracowanie technologii cięcia łukowo-tlenowego
pod wodą na
głębokości do 60m wraz z systemem sterowania głowicą”. Gdańsk
1987
[3] Mair M.: Rozgraniczenie metod cięcia termicznego - cięcia
laserowego, plazmowego i
tlenowego, z punktu widzenia technicznego i ekonomicznego.
Biuletyn Instytutu
Spawalnictwa 1995.
[5] Rogalski G .:Instrukcja do ćwiczeń laboratoryjnych z technik
spawania i cięcia pod
wodą. Gdańsk 2001.
[6] Zdun M.:
Analiza stanu współczesnych spawalniczych technik
cięcia pod wodą. Praca
dyplomowa inżynierska. Gdańsk1998
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
Wyszukiwarka
Podobne podstrony:
Most Północny – nad i pod wodą
Komunikacja pod woda
Światło Pod Wodą[Z]
BHP, BHP podczas prowadzenia działań na akwenach wodnych i pod wodą, XII Plan zajęć:
Życie pod wodą
Światło pod wodą Rozdział czwarty
Światło pod wodą Rodział 1
Niektóre osmologiczne aspekty pracy psa przeszkolonego do poszukiwania zwłok pod wodą
restauracja pod woda
Światło pod wodą Rozdział drugi
Światło pod wodą Rozdział trzeci
więcej podobnych podstron