Tektura do
opraw
twardych.
Wymagania
i właściwości.
2005
Materiał szkoleniowy – dr inż. Stefan Jakucewicz
PODZIAŁ TEKTUR W POLIGRAFII
Tektury stosowane w przemyśle poligraficznym
dzielimy na dwie grupy, różniące się
właściwościami:
• tektury introligatorskie,
• tektury pudełkowe (opakowaniowe).
Tektury są produkowane na dwa sposoby:
• przez łączenie w maszynie papierniczej
(zwanej najczęściej tekturnicą lub
kartonówką)
warstw włóknistych w stanie mokrym,
• przez sklejanie przy zastosowaniu kleju, czyli
laminowanie gotowych papierów lub tektur
po ich wysuszeniu.
TEKTURY INTROLIGATORSKIE
Tektury introligatorskie to rodzaj tektur
makulaturowych (rzadziej z udziałem
ścieru białego lub z samego ścieru),
przeznaczonych do prac
introligatorskich.
Dzielone są na:
•tektury okładkowe zwykłe (szara),
•tektury skoroszytowe,
•tektury segregatorowe,
•preszpan introligatorski,
•nowe odmiany tektur introligatorskich
- tektury do produkcji puzzli i tektury do
produkcji displejów.
TEKTURA OKŁADKOWA ZWYKŁA
(szara, makulaturowa)
To tektura wytwarzana w maszynie
papierniczej z tanich mieszanych
półproduktów włóknistych, głównie z
makulatury oraz także z makulatury
z dodatkiem ścieru, tzn. w odmianie
mieszanej.
•
obecnie często barwiona,
•
o matowej lub jednostronnie gładkiej
powierzchni.
•
stosowana najczęściej w introligatorstwie
do wykonywania okładek oklejanych, teczek,
futerałów itp.
•
produkowana w gramaturach od kilkuset do
kilku tysięcy g/m
2
,
•
najczęściej stosowane są tektury o grubościach
od 1,0 do 3,5 mm, co odpowiada w przybliżeniu
gramaturom od 500 do 2035 g/m
2
.
TEKTURA OKŁADKOWA -
WŁAŚCIWOŚCI
Tolerancja grubości:
• dla grubości: 1,00 – 1,40 mm ± 0,05mm
• dla grubości 1,50 – 4,00 mm ± 3%,
Gramatura 585 – 645 g/m
2
na 1mm grubości
Wilgotność bezwzględna 8% ± 1,0%
Szorstkość wg Bendtsena
• dla grubości 1,00 – 1,40 mm < 2000 ml/min.,
• dla grubości 1,50 – 4,00 mm < 1600 ml/min.
Tolerancja cięcia na arkusze ± 1mm
Sztywność wg Kodak Pathe:
• dla grubości (1,00 – 4,00mm) dla kierunku wytwarzania:
170 – 9525 mNm,
• dla grubości (1,00 – 4,00mm) dla kierunku
poprzecznego:
95 – 5093 mNm.
Odczyn pH - wyciąg
wodny na zimno 7,0 – 7,3.
PRODUKCJA TEKTURY
OKŁADKOWEJ
Produkcja tektur okładkowych poza
najniższymi grubościami jest
dwuetapowa:
• wytwarzanie tektury na tekturnicy,
• laminowanie (sklejanie klejem)
poszczególnych tektur
O jakości decyduje głównie proces
formowania tektury do dalszego sklejania.
Sam proces laminowania ma mniejszy
wpływ na końcową jakość tektury.
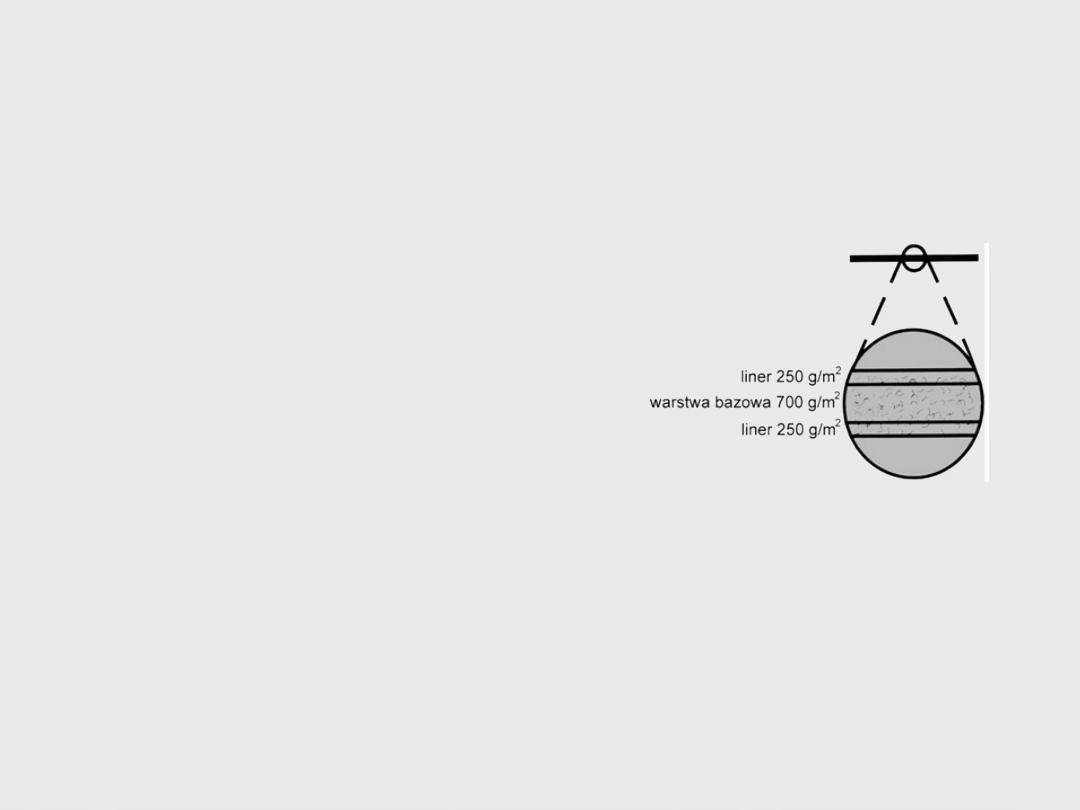
Najlepszą jakością charakteryzują się
tektury produkowane na maszynie płaskiej
z formerem, która jest zintegrowana z
laminówką. W tym ostatnim przypadku
produkujemy tekturę symetryczną
trzywarstwową: warstwa bazowa
stanowiąca środek tektury laminowana
jest z dwóch stron tzw. linerem, czyli
warstwą pokryciową z tektury o niższej
gramaturze.
Rozkład włókien w tekturze o grubości
2 mm wykonanej na maszynie zintegrowanej
JAKOŚĆ I CECHY TEKTURY
OKŁADKOWEJ
Jakość tektury zależy od:
• stosowanych do jej produkcji surowców
(mix holenderski),
• sposób produkcji, który narzucony jest przez
stosowane maszyny.
Cechy tektury okładkowej wysokiej jakości:
• odporność na wypaczanie,
• gładkie powierzchnie,
• średnia gęstość,
• odpowiednia sztywność,
• optymalna zawartość w swoim składzie
wilgoci, której wartość powinna
wynosić 8 ± 1% wilgotności bezwzględnej.
PROBLEMY Z OPRAWĄ TWARDĄ
KSIĄŻEK
Najczęściej spotykane problemy w
oprawach twardych tekturowych to:
- zwichrowanie okładek,
- powyginanie okładek,
- źle przyklejona oklejka lub wyklejka,
- oprawy szczekające (rozwarcie
okładki ponad blok książki).
Główne przyczyny problemów z
oprawą twardą to:
• nieodpowiednia jakość tektury
(wszystkie tektury szare to tektury
introligatorskie),
• nieprzestrzeganie reżimów
technologicznych podczas
produkcji
okładek
• złe warunki klimatyczne
przechowywania tektur lub/i
gotowych książek.
PROBLEMY Z OPRAWĄ TWARDĄ
KSIĄŻEK
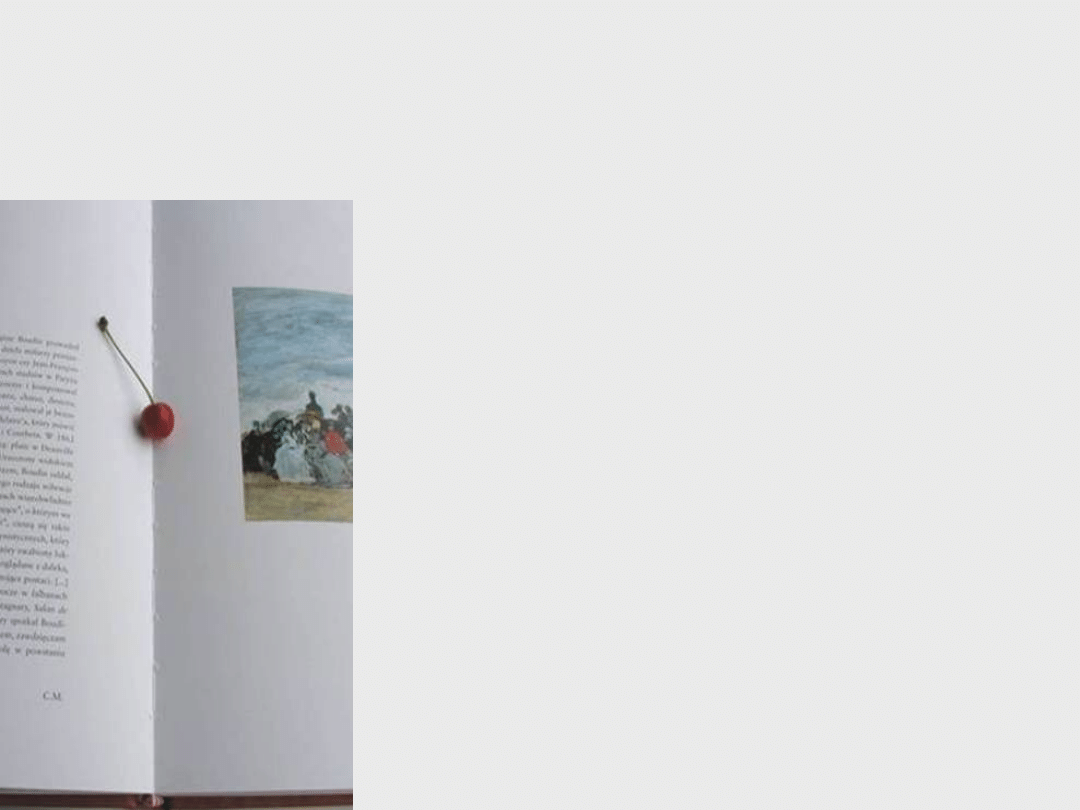
WYPACZANIE
Wypaczanie - odkształcenie gotowej okładki od
płaskiego leżenia, następuje w wyniku pęcznienia
(rozszerzania się pod wpływem wilgoci) i/lub
kurczenia włókien (po wpływem wysychania).
Włókna makulaturowe pod wpływem wilgoci
rozszerzają się, a podczas wysychania kurczą się:
• proces nieodwracalny,
• wartość bezwzględna skurczu jest zawsze nieco
większa od wartości rozszerzenia,
• zauważalne zmiany obserwuje się tylko dla
poprzecznego kierunku wytwarzania tektury (CD).
KLIMAT I PAPIER
Warunki obróbki tektury
introligatorskiej
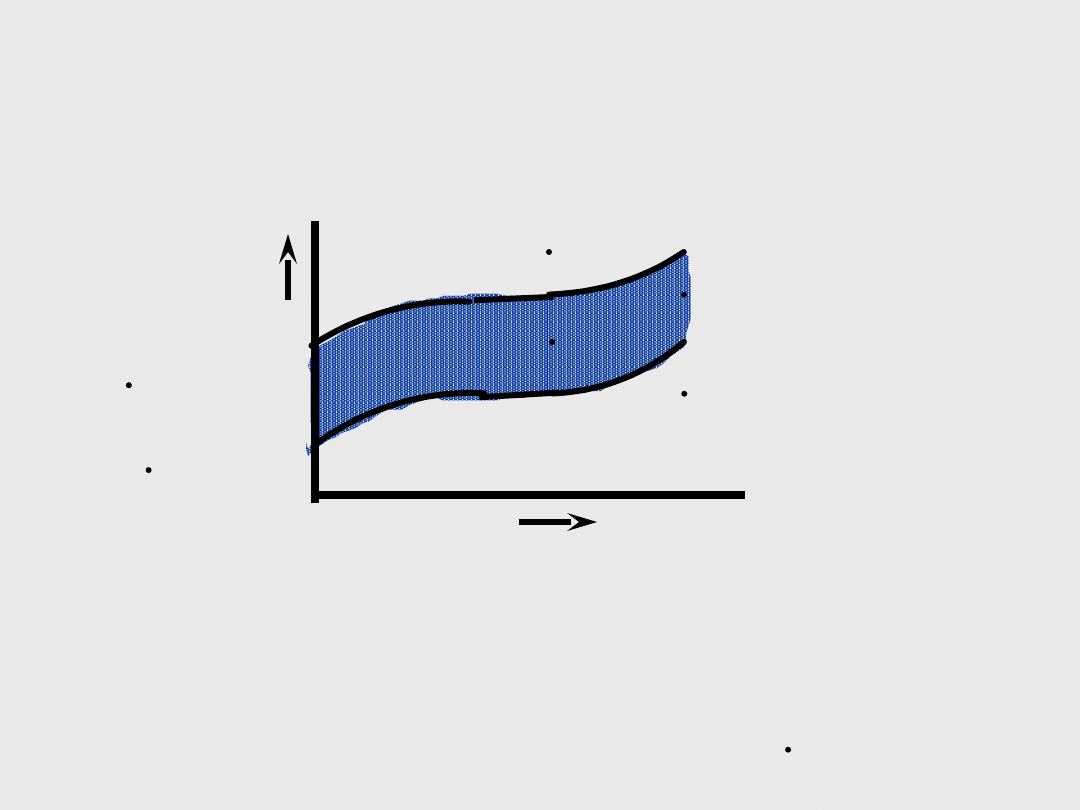
KLIMAT I PAPIER
40
80
W
il
g
o
tn
o
ść
b
e
zw
zg
lę
d
n
a
Wilgotność względna
7 %
Strefa największej stabilności tektury
introligatorskiej
7 ± 1%
w.w. 50 –
65%
WYPACZANIE
Pęcznienie spowodowane jest przez:
• wodę zawartą w kleju zwierzęcym,
stosowanym tak do maszynowego,
jak i ręcznego oklejania tekturowych
okładzin (kleju zwierzęcego należy
stosować tak mało, jak to tylko
możliwe).
• nieodpowiednią wilgotność
względną hali maszyn, w której
wykonywane i przechowywane są
okładki przed zawieszaniem w nich
bloków książkowych.
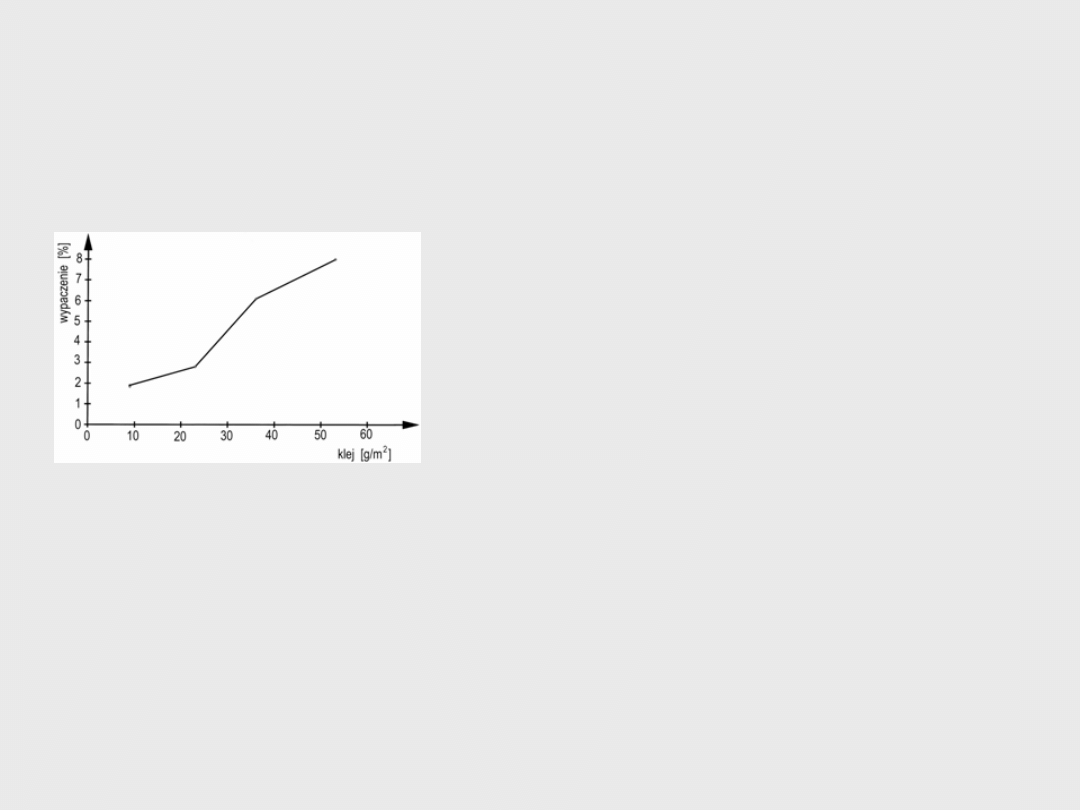
Wypaczanie spowodowane klejem
pochodzenia zwierzęcego
WYPACZANIE
Im wyższa wilgotność względna powietrza w hali maszyn, tym
mniejsze wypaczanie okładek - optimum to wilgotność względna
około 50% przy ilości nakładanego kleju zwierzęcego wynoszącej
około 20 g/m
2
.
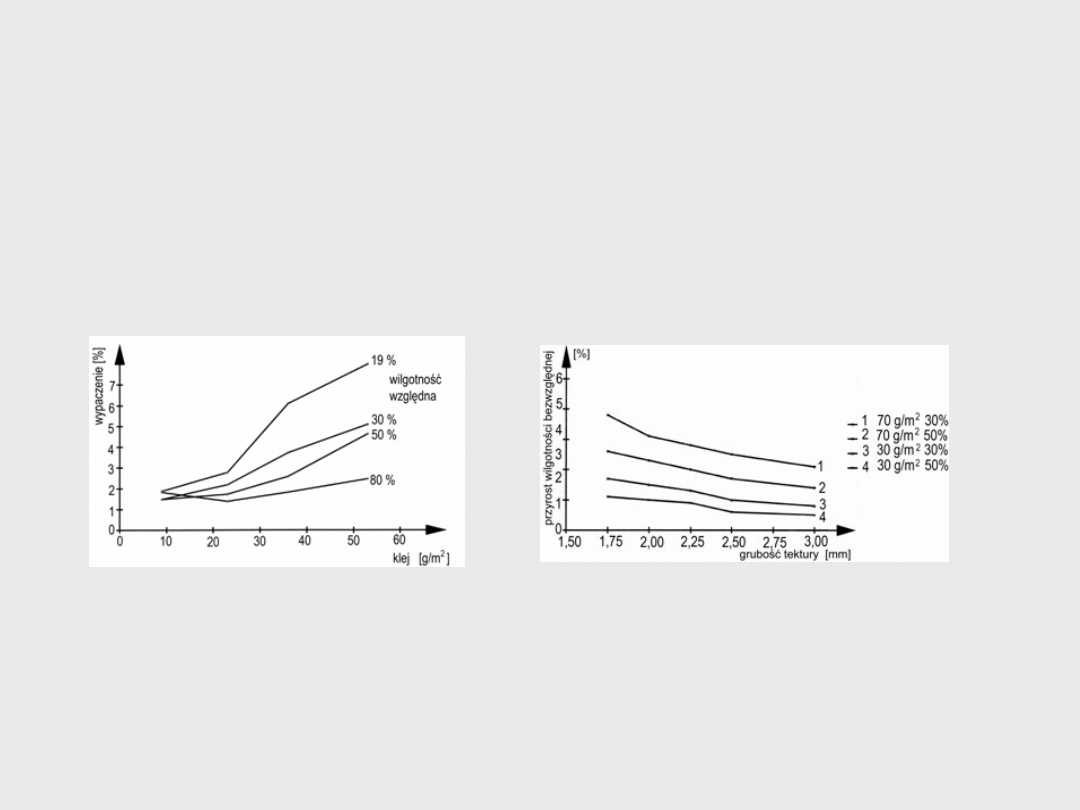
Wypaczanie spowodowane klejem
zwierzęcym w zależności od
wilgotności względnej hali maszyn
Wzrost wilgotności bezwzględnej
tektur, o różnej grubości w
zależności od ilości nakładanego
kleju zwierzęcego o różnej
suchej masie
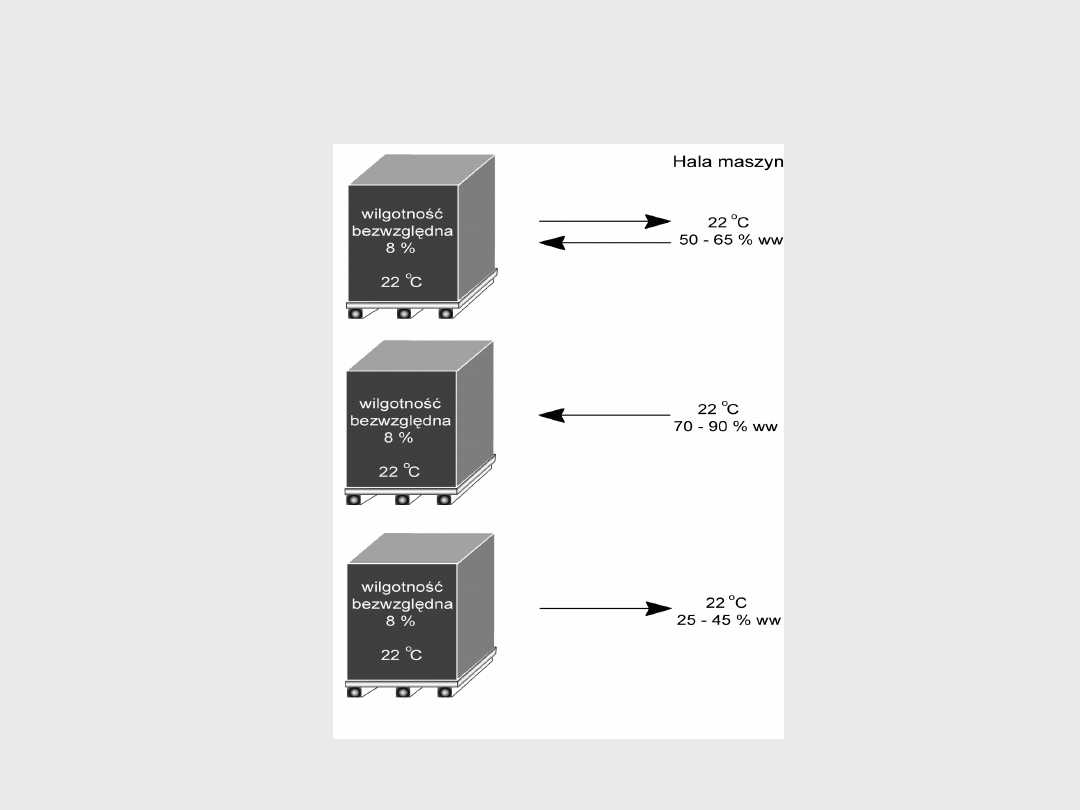
INNE PROBLEMY
Różna wilgotność i temperatura
wilgocioszczelnie zapakowanej tektury i
hali produkcyjnej
• Stos tektury po osiągnięciu temperatury pokojowej
20-22
0
C i rozpakowaniu z folii termokurczliwej jest w
równowadze dynamicznej z wilgotnością względną
wynoszącą 50-65% (tyle samo pochłania wilgoci z
powietrza, co oddaje) - w tym przypadku nie spada
wilgotność bezwzględna tektury – tektura płasko
leży”.
• W przypadku, gdy w pomieszczeniu przy
temperaturze 22
0
C wilgotność względna wynosi 20-
45%, mimo zrównania temperatur tektura zaczyna
wysychać
i deformuje się w wyniku skurczu, przestaje płasko
leżeć.
• Gdy przy takiej samej temperaturze wilgotność
względna pomieszczenia wynosi 70-90%, to tektura
zaczyna pochłaniać wilgoć z powietrza i zwiększa
swe wymiary liniowe, co także powoduje jej
deformację objawiającą się m.in. brakiem płaskiego
leżenia.

JAK UNIKAĆ PROBLEMÓW
ROZPAKOWYWANIE TEKTURY
W temperaturze pokojowej tektura jest
najbardziej stabilna w zakresie 50- 65%
wilgotności względnej powietrza.
Gdy wprowadzany na halę maszyn stos jest
zimniejszy niż temperatura w hali, to po
rozpakowaniu zaczyna on chłonąć wodę
zwiększając swe wymiary i następuje
deformacja tektury spowodowana brakiem
zrównania temperatur.
Należy pamiętać o tym szczególnie w zimie,
gdyż przemrożony stos potrzebuje
stosunkowo długiego czasu na zrównanie
swej temperatury z otoczeniem, a
rozpakować bezpiecznie tekturę możemy
dopiero po wyrównaniu temperatur.
PAMIĘTAJ
Pamiętaj:
• kierunek wytwarzania tektury MD (ułożenia
włókien) musi być zawsze równoległy do
grzbietu oprawy, gdy jej wysokość jest
większa od szerokości.
• jakość opraw poprawi jeszcze jeden proces
technologiczny tj. przed wykonywaniem
okładki poddanie okładzinówki (formatki
tektury) rozprężeniu poprzez przegięcie
formatki na specjalnej maszynie w kierunku
jej strony spodniej. Zabieg taki pozbawia
tekturę naprężeń wewnętrznych, które
bardzo
łato mogą dawać o sobie znać po nałożeniu
kleju, powodując zwichrowanie okładzinówki.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
Tektura do opraw twardych, własciwości i wymagania
08 Data exodusu w ujęciu Świadków Jehowy, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zes
28 Wielka kwestia sporna a Biblia, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o Ś
14 Cechy gnostyckie w nauczaniu Świadków Jehowy, Drogi prowadzace do Boga, Zestaw o SJ (www dodane p
24 Ja jestem czy Ja już byłem, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o ŚJ, 0
06 Chrystusowe nastawienie umysłu Świadków Jehowy, Drogi prowadzace do Boga, Zestaw o SJ (www dodane
16 Zbawienna Organizacja Jehowy, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o ŚJ,
31 Co powinni wyjaśnić pisarze Nowego Testamentu, Drogi prowadzace do Boga, Zestaw o SJ (www dodane
20 Chwalebny awans, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o ŚJ, 0B, 01 ZAGAD
15 Niewinne święto 'piňata', Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o ŚJ, 0B,
07 Czy Świadkowie Jehowy byli neutralni w XX wieku, Drogi prowadzace do Boga, Zestaw o SJ (www dodan
15 Wielkie odstępstwo w nauczaniu Świadków Jehowy, Drogi prowadzace do Boga, Zestaw o SJ (www dodane
26 Biblijne słowa widma, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw o ŚJ, 0B, 01
01 Służba wojskowa we wczesnym chrześcijaństwie, Drogi prowadzace do Boga, Zestaw o SJ (www dodane p
02 CZY NAUKOWE AUTORYTETY RACJONALISTÓW MOGĄ SIĘ MYLIĆ, Drogi prowadzace do Boga, Zestaw o SJ (www d
32 Prowadzenie rozmów i... 1 Tes 4-16, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Zestaw
05 Jak Świadkowie Jehowy bronią swej Biblii, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl),
22 Jak Świadkowie Jehowy fałszują historię, Drogi prowadzace do Boga, Zestaw o SJ (www dodane pl), Z
09 Stosunek Świadków Jehowy do Świąt Wielkanocnych, Drogi prowadzace do Boga, Zestaw o SJ (www dodan
więcej podobnych podstron