TECHNOLOGIA MASZYN
Wykład
dr inż. A. Kampa
Technologia
- nauka o procesach
wytwarzania lub
przetwarzania, półwyrobów i
wyrobów.
- technologia maszyn, obejmuje
metody kształtowania
materiałów, połączone ze
zmianą niektórych własności
fizyko-chemicznych, oraz
metody łączenia części w
zespoły i gotowe wyroby -
stosowane w przemyśle
maszynowym.
Literatura
1.
Feld M.: Technologia budowy maszyn. PWN,
Warszawa 2000.
2.
Feld M.: Podstawy projektowania procesów
technologicznych typowych części maszyn.
WNT, Warszawa, 2000.
3.
Choroszy B. Technologia maszyn. OWPW,
Wrocław 2000
4.
Błaszczak M.: Ćwiczenia z projektowania
procesów technologicznych części maszyn.
Politechnika Śląska, Skrypt Nr 2188, Gliwice
1999.
5.
Poradnik inżyniera. Obróbka skrawaniem. T. I-
III, WNT, Warszawa 1993.
Proces technologiczny
Proces technologiczny – stanowi
główną część procesu
produkcyjnego – związaną
bezpośrednio ze zmianą kształtu,
wymiarów, jakości powierzchni i
własności fizykochemicznych
przedmiotu obrabianego.
Jest to proces dyskretny, stan
wytwarzanego elementu zmienia się
stopniowo i na ogół nieodwracalnie.
Wyróżniamy:
-proces technologiczny obróbki
-proces technologiczny montażu
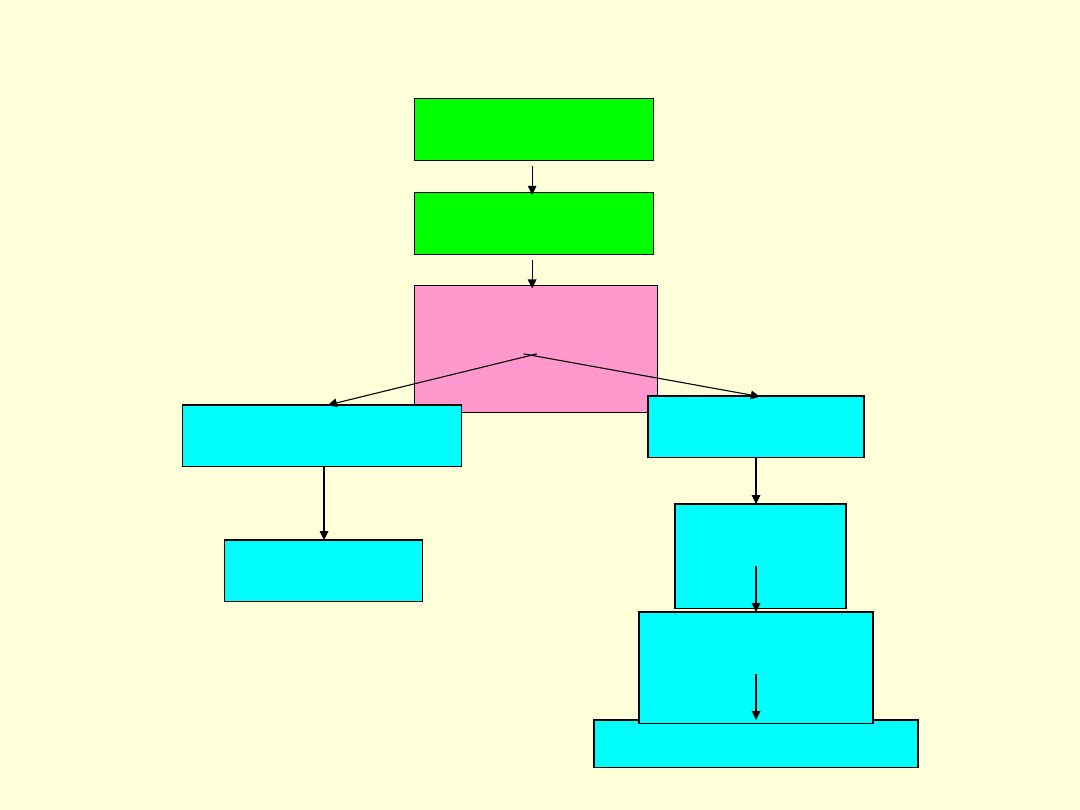
Struktura procesu
technologicznego
Faza
Operacj
a
Zabiegi
Przejści
a
Ruchy elementarne
Ustawienia
Pozycje
Czynnośc
i
Etap
Etapy procesu
technologicznego
• Wykonanie półfabrykatu
• Obróbka wstępna
• Obróbka zgrubna
• Obróbka kształtująca
• Obróbka cieplno-chemiczna
• Obróbka wykańczająca
• Obróbka bardzo-dokładna
• Operacje uzupełniające- kontrola, mycie,
konserwacja
Operacja
Operacja jest to część procesu
technologicznego wykonywana na
jednym stanowisku roboczym
przez jednego pracownika (lub
grupę pracowników) na jednym
przedmiocie (lub grupie
przedmiotów) bez przerw na inną
pracę.
Ustawienie
Ustawienie – część operacji
wykonywana w jednym zamocowaniu
Zamocowanie – przyłożenie sił i
momentów sił do przedmiotu w celu
zapewnienia niezmienności jego
położenia podczas
obróbki
.
Pozycja – określone położenie
przedmiotu obrabianego,
ustalonego i zamocowanego w
uchwycie podziałowym względem
narzędzia (przy jednym
zamocowaniu)
Zabieg
Zabieg technologiczny – jest to
część operacji wykonywana za
pomocą tych samych narzędzi i
przy stałych parametrach
obróbki, zamocowaniu i pozycji
.
Przejście – zdjęcie kolejnej
warstwy materiału przy tych
samych parametrach obróbki
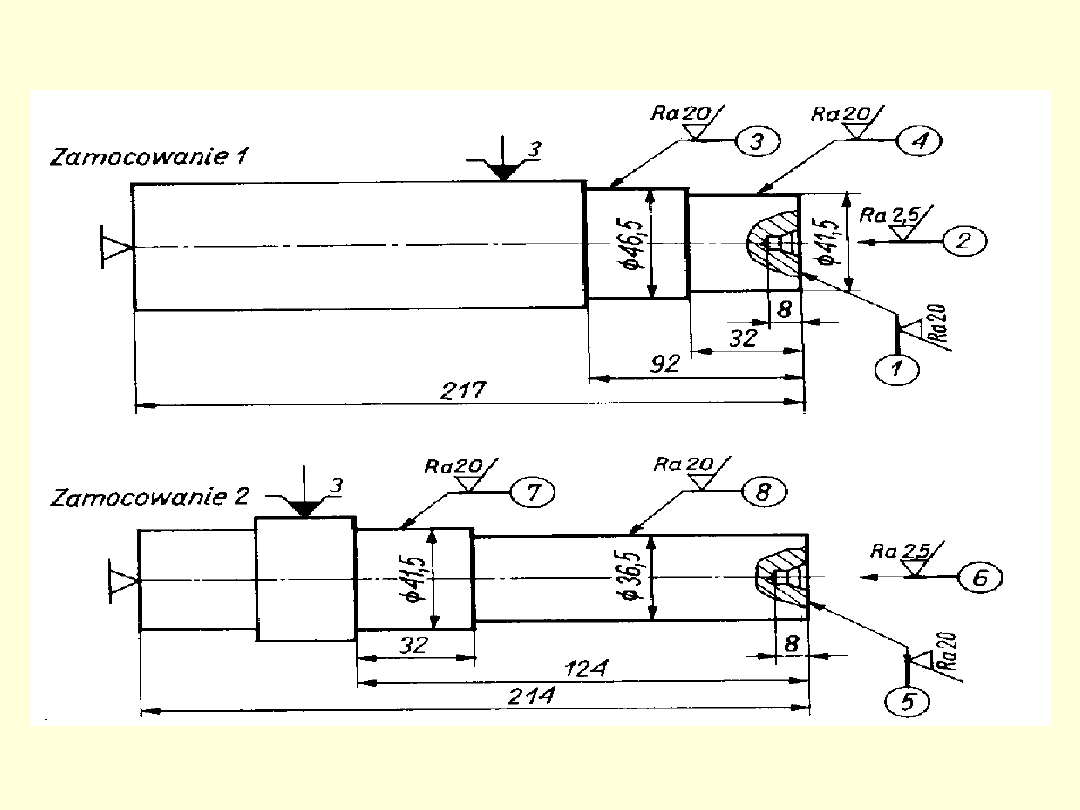
Przykład operacji
Obróbka zgrubna wału w dwóch zamocowaniach (w uchwycie
samocentrującym trójszczękowym) na tokarce uniwersalnej w produkcji
jednostkowej
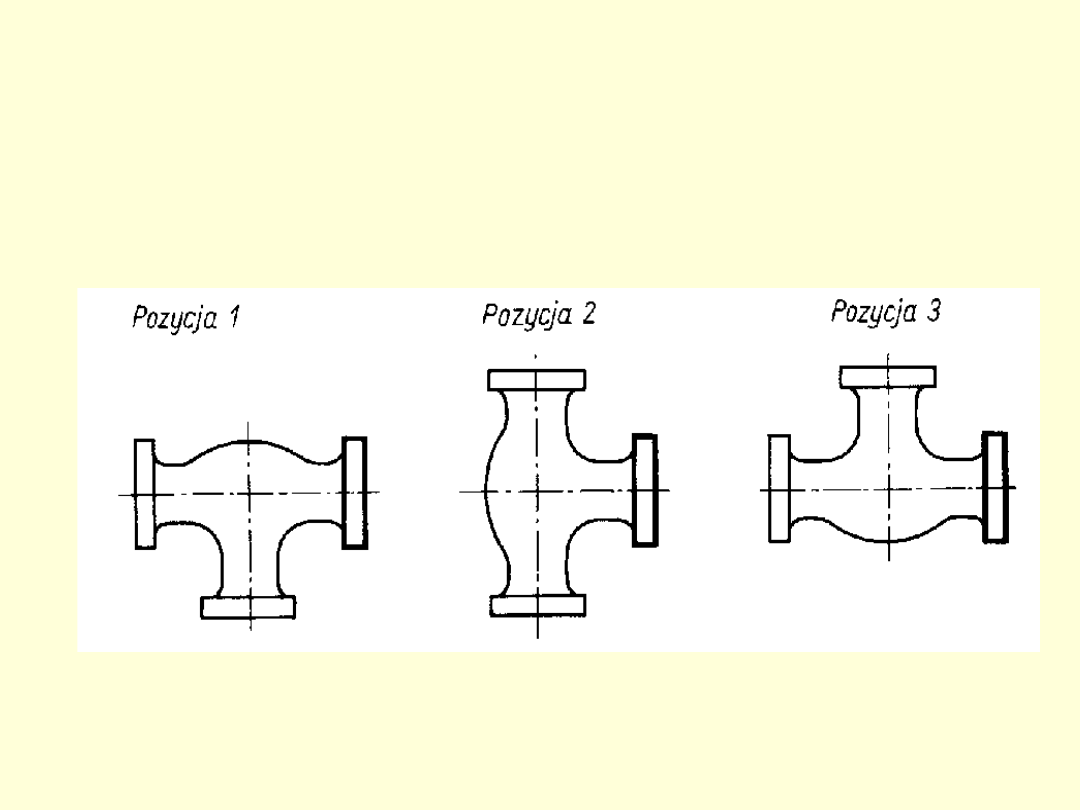
Operacja obróbki korpusu w
trzech pozycjach
Korpus zaworu obrabiany w jednym zamocowaniu i
w trzech pozycjach na automacie tokarskim
Dokumentacja
technologiczna
- jest to zbiór dokumentów
(tekstowych lub graficznych)
określających przebieg procesu
technologicznego przedmiotu
pracy i potrzebne do tego środki
technologiczne
Czynniki wpływające na postać
dokumentacji :
- wielkość produkcji
- rodzaj wyrobu
- kwalifikacje pracowników
•Karta technologiczna
•Karty instrukcyjne operacji
•Karty uzbrojenia obrabiarki
•Karta kontroli technicznej
•Karta normowania czasu
•Zestawienie pomocy
warsztatowych
Skład dokumentacji
technologicznej
Przebieg projektowania
procesu technologicznego
1. Analiza danych wejściowych
2. Dobór metod i sposobów obróbki
3. Ustalenie postaci i wymiarów
półfabrykatów
4. Ustalenie rodzajów i kolejności operacji
5. Dobór obrabiarek
6. Przyjęcie baz obróbkowych i sposobu
mocowania
Przebieg projektowania
procesu technologicznego
7. Dobór pomocy warsztatowych:
uchwytów i przyrządów
8. Dobór narzędzi i ustalenie
parametrów obróbki
9. Obliczenie czasów operacji
10.Obliczenie kosztów produkcji
11.Opracowanie dokumentacji
technologicznej
Dane wejściowe do
projektowania
Dokumentacja konstrukcyjna:
– Rysunek złożeniowy wyrobu
– Rysunki wykonawcze części
– Schemat kinematyczny
– Warunki techniczne
• Program produkcji:
– Produkcja jednostkowa, seryjna, masowa
• Środki produkcji:
– Obrabiarki, narzędzia, pomoce
warsztatowe (normalne lub specjalne)
Wielkość produkcji
(szt./rok)
Wyroby
Rodzaj
produkcji
ciężkie
średnie
lekkie
Jednostkowa
do 5
do 10
do 100
Małoseryjna
5–100
10-200
100-500
Seryjna
100-300
200-500
500-5000
Wielkoseryjna
300-1000 500-5000 5000-50000
Masowa
>1000
>5000
>50000
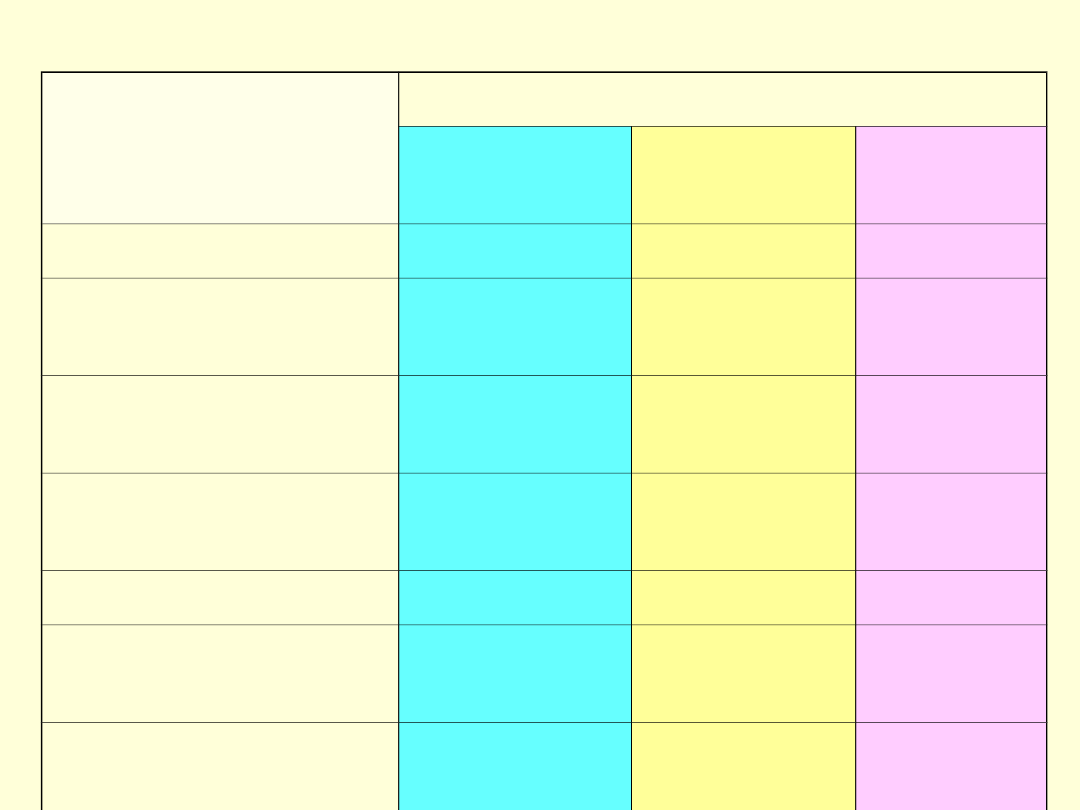
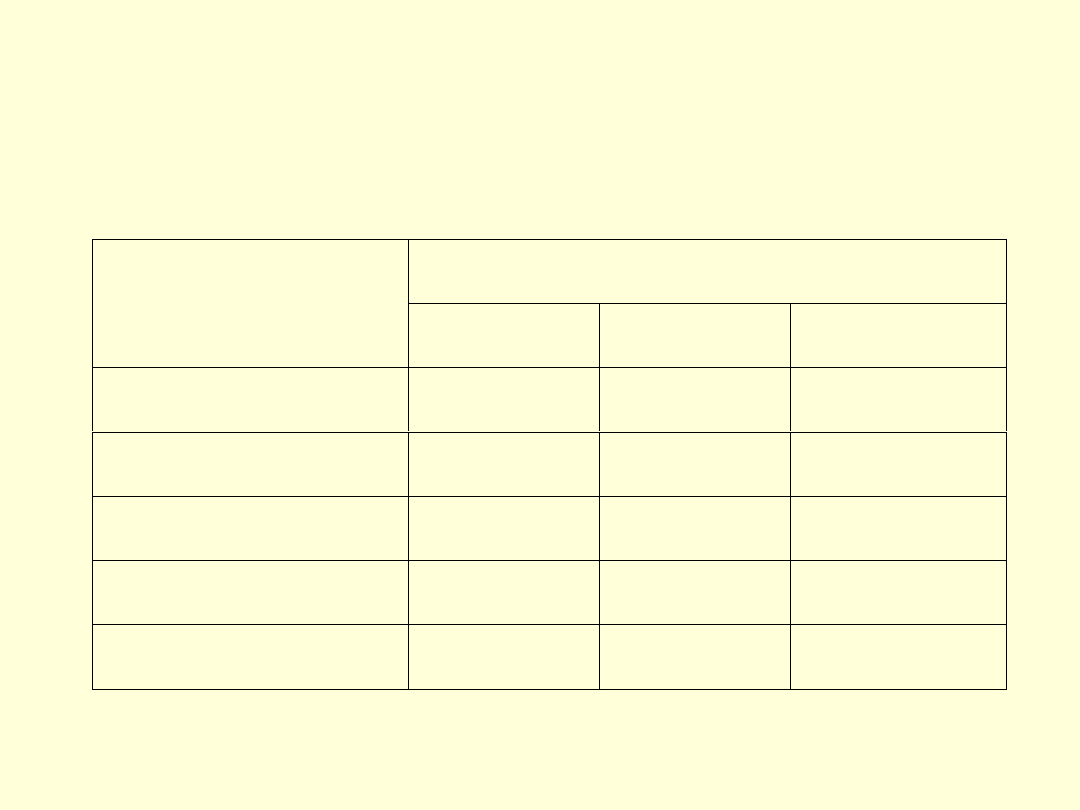
Cechy
charakterystyczne
Typ produkcji
Jednostkow
a
Seryjna
Masowa
Program produkcji
Mały
Średni
Wielki
Obciążenie
stanowisk
Zmienne
Powtarzaln
e
Stałe
Środki produkcji
Uniwersaln
e
Specjalizo
wane
Specjaln
e
Rozmieszczenie
środków produkcji
Funkcjonalne
Gniazdowe Liniowe
Zakres operacji
Obszerny
Średni
Mały
Kwalifikacje
pracow.
Wysokie
Średnie
Niskie
Zamienność
części
Dopasowanie
Niepełna
Pełna
Rodzaje obróbki
•Obróbka wstępna
•Obróbka zgrubna
•Obróbka kształtująca
•Obróbka
wykańczająca
•Obróbka bardzo
dokładna

Naddatek na obróbkę
Naddatek - jest to warstwa materiału
usuwana w czasie obróbki z
przedmiotu obrabianego
(półfabrykatu), w celu osiągnięcia
żądanych kształtów, wymiarów lub
właściwości.
Wielkość naddatku kompensuje błędy
wymiarowo-kształtowe i wady
powierzchniowe występujące na
poszczególnych etapach wytwarzania.
Rodzaje naddatków:
•całkowite
•operacyjne
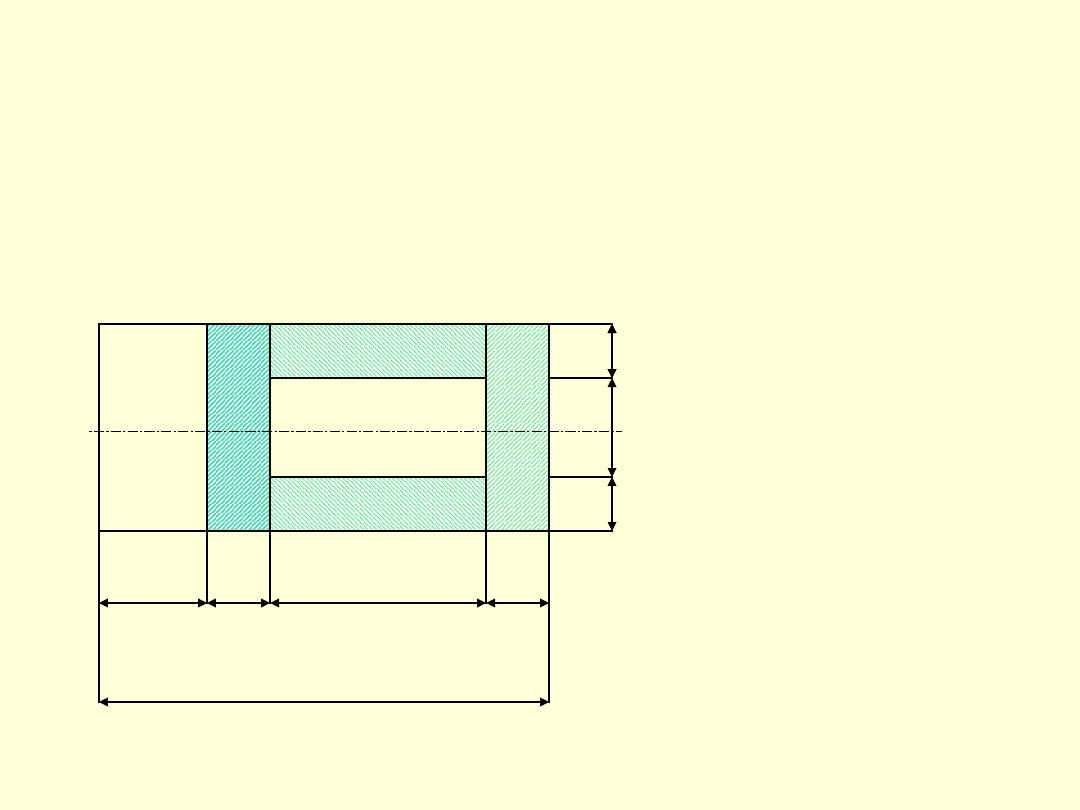
Struktura naddatku
operacyjnego
A
Lc
c
4
c
3
c
2
B
c
1
c
1
A - długość
przedmiotu
B - średnica
przedmiotu
c
1
- nad. na
średnicy
c
2
- nad. na obr.
czoła
c
3
- nad. na
obcięcie
c
4
- nad. na
uchwycenie
Lc - długość
półfabrykatu
Naddatek całkowity
C = q
1
+ q
2
+ q
3
+.....
+ q
n
C
D
q
3
q
2
q
1
C - nad. całkowity
q
n
- naddatki
operacyjne
q
1
- nad. na obr.
zgrubną
q
2
- nad na obr.
kształtującą
q
3
- nad. na obr.
wykańczającą
D - średnica
półfabrykatu
D ≥ d +2C
d
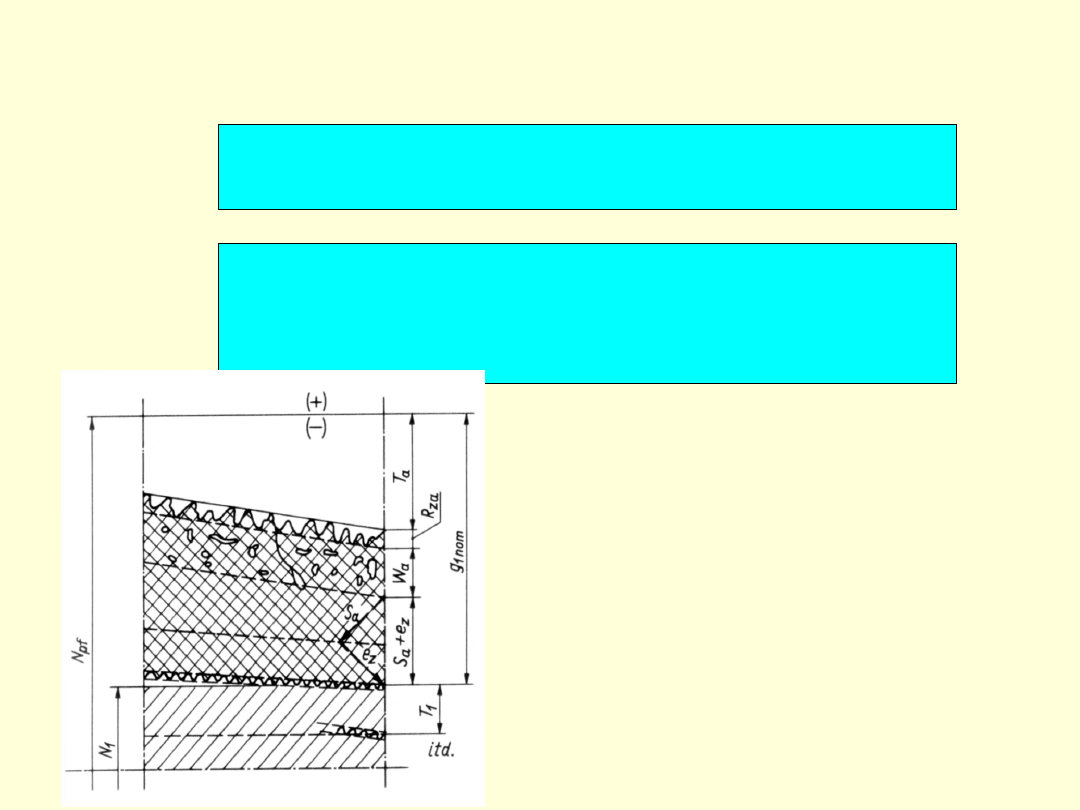
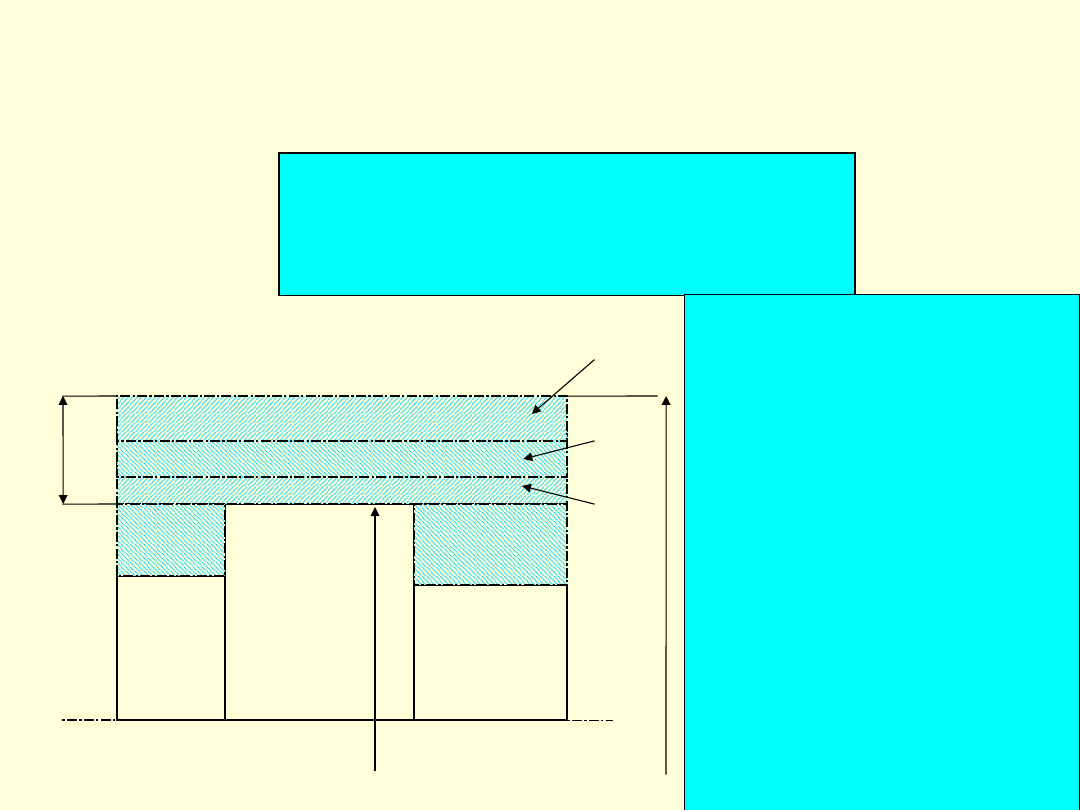
Naddatek operacyjny
q
n
= T
a
+ R
za
+ W
a
+ S
a
+ e
z
T
a
– wartość tolerancji wymiaru
dla poprzedniej operacji
R
za
– średnia wysokość
chropowatości dla poprzedniej
operacji
W
a
– głębokość warstwy
wadliwej dla poprzedniej
operacji
S
a
– błędy kształtu i położenia
będące wynikiem poprzedniej
operacji
e
z
– błędy zamocowania w
bieżącej operacji
2q
n
= T
a
+ 2(R
za
+ W
a
) +
2( S
a
± e
z
)
Na 1
stronę
Na 2
strony
lub
Liczba niezbędnych
operacji
Wskaźnik wymaganego wzrostu dokładności
powierzchni w wyniku obróbki K
Tp – wartość tolerancji półfabrykatu
T - wartość tolerancji gotowego
przedmiotu
Liczba operacji wymaganych do
osiągnięcia żądanej dokładności:
K ≤ 10 można stosować 1 operację
10 < K ≤ 50 powinny być 2 operacje
K > 50 powinny być 3 operacje
K = Tp/T
Dobór półfabrykatów
Rodzaje półfabrykatów:
• Półfabrykaty z materiałów
hutniczych
• Półfabrykaty spawane
• Odkuwki
• Odlewy
• Wykroje
• Inne – tworzywa sztuczne, szybkie
prototypowanie
Czynniki wpływające na dobór
półfabrykatów
• Tworzywo przedmiotu
• Kształt przedmiotu
• Wielkość produkcji
• Specjalne zalecenia dotyczące
warunków technicznych
Ustalenie rodzajów i
kolejności operacji
• Rodzaje i sposoby obróbki
• Dostępne środki produkcji
• Produkcja nowa, powtarzalna, typowa
• Koncentracja operacji (mała liczba
operacji wielozabiegowych)
• Różnicowanie operacji (duża liczba
operacji jedno- kilkuzabiegowych)
• Ekonomiczna dokładność obróbki
Ramowe procesy
technologiczne
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
Wyszukiwarka
Podobne podstrony:
6 TM w1
TM w1 2013
Farmakologia pokazy, Podstawy Farmakologii Ogólnej (W1)
W1 wprow
Przygotowanie PRODUKCJI 2009 w1
TM WykIV czII
w1 czym jest psychologia
Wyklad 2 TM 07 03 09
PD W1 Wprowadzenie do PD(2010 10 02) 1 1
wde w1
TM w4
więcej podobnych podstron