Kucie
Kucie
Kucie
Kucie
swobodne
swobodne

Kucie
Kucie
swobodne
swobodne
Kuciem nazywamy taki sposób
Kuciem nazywamy taki sposób
przeróbki plastycznej, w którym
przeróbki plastycznej, w którym
kształt przerabianego materiału
kształt przerabianego materiału
ulega zmianie pod wpływem
ulega zmianie pod wpływem
uderzeń lub nacisku narzędzi,
uderzeń lub nacisku narzędzi,
przy czym jedno, zwykle górne –
przy czym jedno, zwykle górne –
jest na ogół ruchome, drugie –
jest na ogół ruchome, drugie –
zwykle dolne – na ogół stałe
zwykle dolne – na ogół stałe
.
.
Kucie
Kucie
swobodne
swobodne
Kucie to proces polegający na
Kucie to proces polegający na
odkształcaniu metalu za pomocą
odkształcaniu metalu za pomocą
nacisku lub energii uderzenia. Jeżeli
nacisku lub energii uderzenia. Jeżeli
urządzenie wywiera nacisk tylko na
urządzenie wywiera nacisk tylko na
część powierzchni metalu a pozostała
część powierzchni metalu a pozostała
część powierzchni nie są ograniczone
część powierzchni nie są ograniczone
kształtem narzędzia i odkształcany
kształtem narzędzia i odkształcany
metal może płynąć w różnych
metal może płynąć w różnych
kierunkach to mamy do czynienia z
kierunkach to mamy do czynienia z
kuciem
kuciem
swobodnym
swobodnym
.
.
Kucie
Kucie
swobodne
swobodne
Wadami kucia swobodnego jest:
Wadami kucia swobodnego jest:
zbyt niska wydajność i jakość
zbyt niska wydajność i jakość
odkuwek
odkuwek
bardzo duże odpady.
bardzo duże odpady.
Dlatego kucie swobodne stosuje się
Dlatego kucie swobodne stosuje się
przy małych seriach lub przy bardzo
przy małych seriach lub przy bardzo
dużych i ciężkich odkuwkach. Przy
dużych i ciężkich odkuwkach. Przy
pomocy tej metody kucia możemy
pomocy tej metody kucia możemy
otrzymywać odkuwki o dowolnej masie
otrzymywać odkuwki o dowolnej masie
- do 200 t i większe.
- do 200 t i większe.
Sposób kucia a kształt
Sposób kucia a kształt
odkuwki, jej masa i wielkość
odkuwki, jej masa i wielkość
produkcji
produkcji
Sposób
Sposób
kucia
kucia
Produkcja
Produkcja
Kształt
Kształt
narzędzia
narzędzia
Masa
Masa
odkuwki w
odkuwki w
kg
kg
Kształt odkuwki
Kształt odkuwki
w porównaniu
w porównaniu
do wyrobu
do wyrobu
gotowego
gotowego
Swobodne
Swobodne
jednostkowa
jednostkowa
uniwersalny
uniwersalny
do kilkuset
do kilkuset
tysięcy
tysięcy
zbliżony
zbliżony
Półswobodn
Półswobodn
e
e
małoseryjna
małoseryjna
półuniwersaln
półuniwersaln
y
y
do kilkuset
do kilkuset
bliski
bliski
Matrycowe
Matrycowe
wielkoseryjn
wielkoseryjn
a,
a,
średnioseryj
średnioseryj
na
na
specjalistyczn
specjalistyczn
y
y
do
do
kilkudziesięci
kilkudziesięci
u
u
bardzo bliski
bardzo bliski
lub wyrób
lub wyrób
gotowy
gotowy
Kucie
Kucie
swobodne
swobodne
Jest jedynym znanym dotychczas sposobem
Jest jedynym znanym dotychczas sposobem
wykonywania dużych odkuwek. Wykonuje się
wykonywania dużych odkuwek. Wykonuje się
je z wlewków kuźniczych. Proste, tanie
je z wlewków kuźniczych. Proste, tanie
narzędzia
i
oprzyrządowanie
oraz
narzędzia
i
oprzyrządowanie
oraz
uniwersalność to zalety kucia swobodnego.
uniwersalność to zalety kucia swobodnego.
Otrzymane odkuwki charakteryzują się jednak
Otrzymane odkuwki charakteryzują się jednak
małą
dokładnością,
dużymi
odpadami
małą
dokładnością,
dużymi
odpadami
kuźniczymi,
dużymi
naddatkami
kuźniczymi,
dużymi
naddatkami
technologicznymi i na skrawanie oraz dużą
technologicznymi i na skrawanie oraz dużą
pracochłonnością. Wykonują je kowale o
pracochłonnością. Wykonują je kowale o
wysokich kwalifikacjach.
wysokich kwalifikacjach.
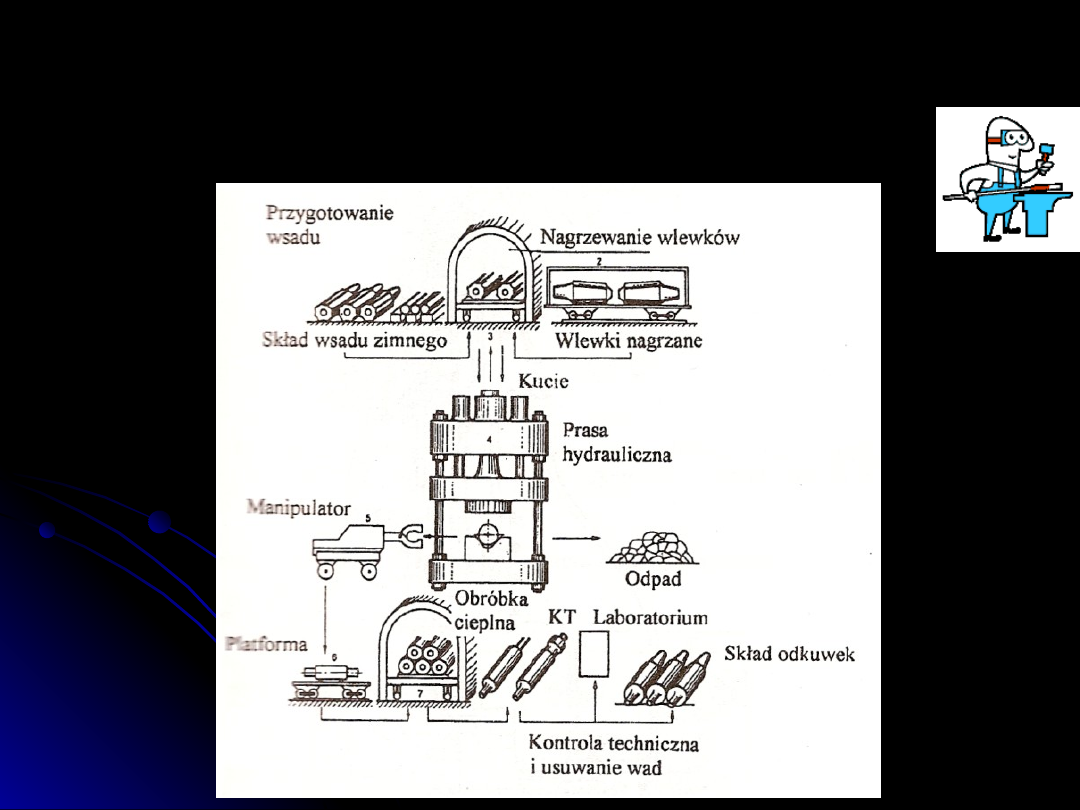
Przykładowy cykl produkcyjny
Przykładowy cykl produkcyjny
odkuwek swobodnie kutych
odkuwek swobodnie kutych
Kucie swobodne w
kowadłach płaskich
Charakteryzuje się odkształceniem metalu przez
zgniatanie go między powierzchniami kowadeł
dolnego i górnego. W procesie tym płynięcie
metalu na boki jest nieograniczone, przez co
powstają
nierównomierne
pola
odkształceń
powodujące
w
pewnych
częściach
odkształcanego
przedmiotu
naprężenia
rozciągające. Taki stan naprężeń może w
pewnych przypadkach spowodować przejście z
trójosiowego ściskania w różnoimienny stan
naprężenia, co znacznie pogarsza plastyczność
metalu, co z kolei przy większych odkształceniach
może doprowadzić do rozerwania spójności
cząstek i pojawienia się pęknięć.
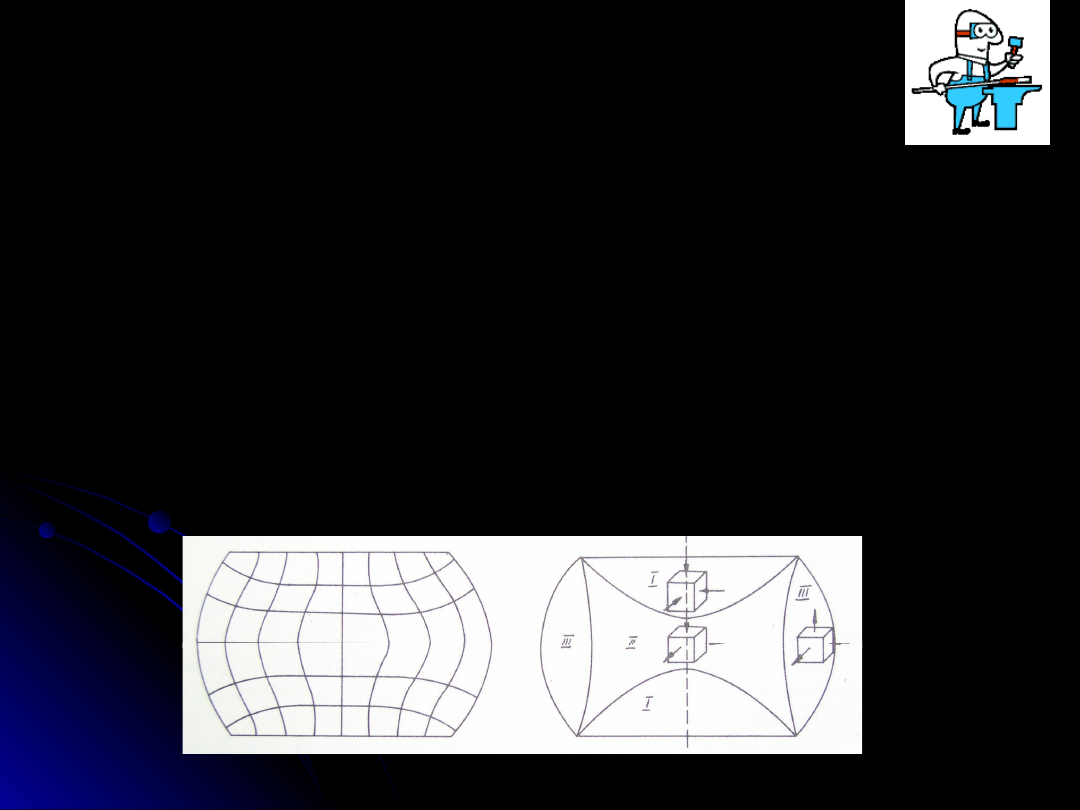
Nierównomierność płynięcia materiału przy
kuciu
swobodnym:
a) widoczna zniekształcona wskutek kucia
siatka
prostokątna
b) obszary odkształceń i stan naprężeń w
poszczególnych strefach; I obszar małych
odkształceń II i III obszary dużych
odkształceń

Kucie swobodne w
kowadłach kształtowych
Charakteryzuje
się
swobodnym
wydłużeniem metalu , natomiast jego
rozszerzanie jest częściowo ograniczone
bocznym naciskiem ścianek narzędzia.
W
tym
przypadku
powstające
naprężenia rozciągające są mniejsze, a
plastyczność materiału większa niż w
przypadku kucia w kowadłach płaskich
.
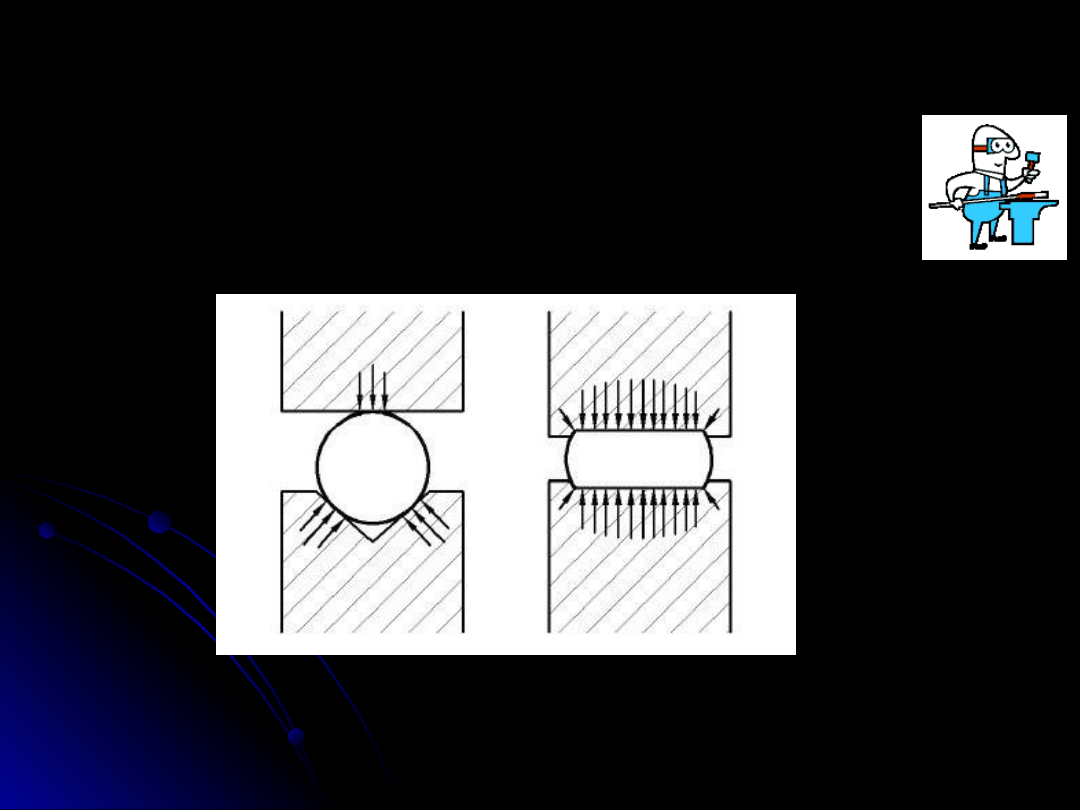
Kucie swobodne w
kowadłach kształtowych
KUCIE SWOBODNE
Kucie swobodne może być
realizowane ręcznie lub maszynowo.
Do najczęściej stosowanych operacji
kucia swobodnego należą: spęczanie,
wydłużanie, przebijanie, poszerzanie,
wgłębianie, przebijanie, rozkuwanie,
odsadzanie,
przesadzanie, gięcie,
przecinanie, skręcanie, zgrzewanie.
KUCIE SWOBODNE
Spęczanie jest operacją mającą na celu
zwiększenie
przekroju
poprzecznego
materiału kosztem zmniejszenia jego
wysokości lub długości. Operacja ta może
być wykonywana na całej wysokości
(długości) przedmiotu lub jedynie w
określonych jego miejscach (spęczanie
miejscowe). Spęczanie materiału powoduje
zgrzanie pęcherzy, rzadzizn i nieciągłości
znajdujących się we wlewkach.
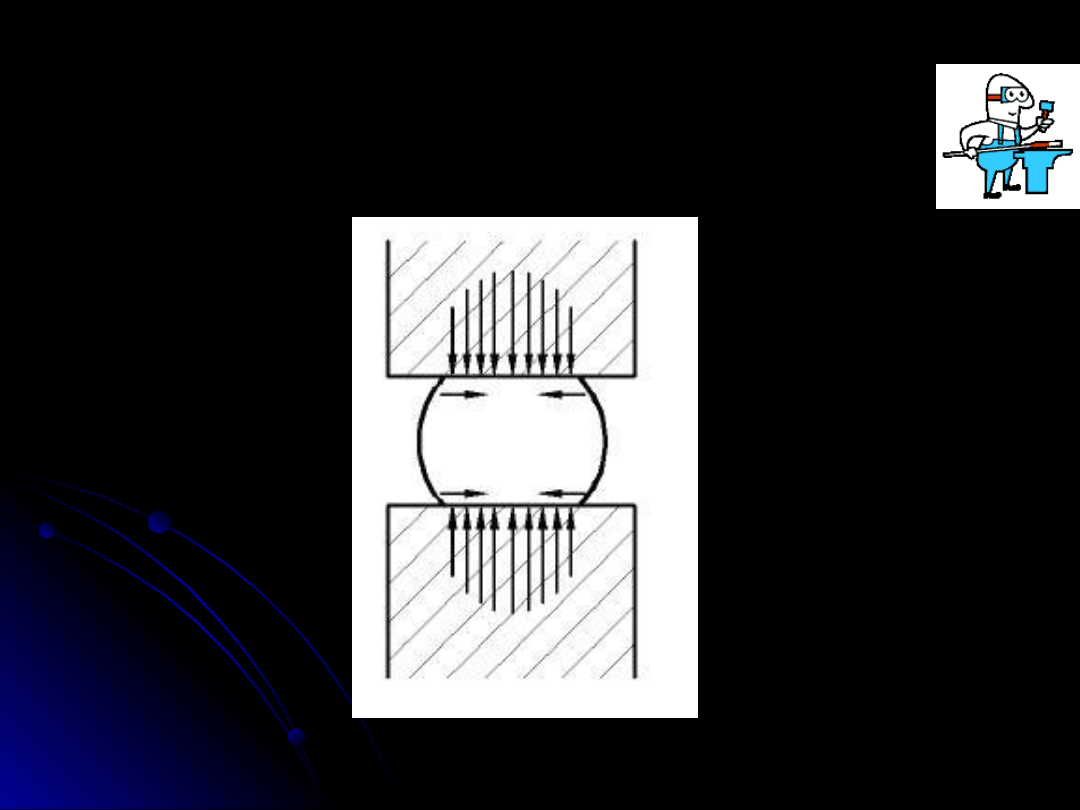
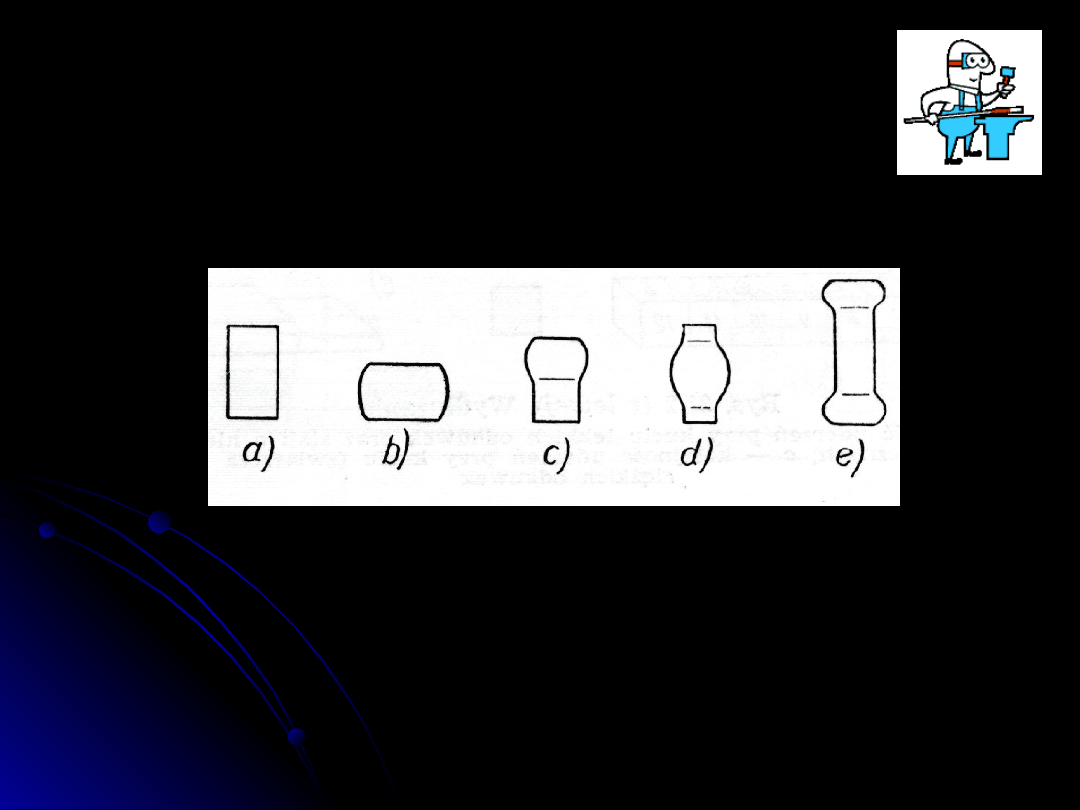
Materiał o kształcie walcowym, w wyniku spęczania
swobodnego przyjmuje kształt baryłkowaty, który jest
zależny w znacznej mierze od tarcia występującego
między narzędziem a metalem. Ze wzrostem
współczynnika tarcia baryłkowatość zwiększa się.
Czynnikami wpływającym na baryłkowatość są
również: ochłodzenie spęczanego materiału w
otoczeniu stykających się z nim chłodniejszych
kowadeł, rodzaj materiału, temperatura kucia,
szybkość odkształcania, rodzaj uderzenia (pojedyncze
czy seryjne), smukłość wsadu (określana stosunkiem
h/d ) oraz stopień gniotu.
Smukłość wsadu nie powinna przekroczyć 2,5, przy
spęczaniu prostopadłościanu stosunek wysokości do
mniejszego boku podstawy nie powinien przekraczać
3,5. Przy większych wartościach łatwo może nastąpić
wyboczenie, którego usunięcie wymaga dodatkowych
operacji.
KUCIE SWOBODNE
Wydłużanie - jest operacją kucia swobodnego w
wyniku której zmniejsza się przekrój poprzeczny
materiału, a zwiększa się jego długość. W tym
celu materiał podczas kucia obraca się o 90°
(kantuje) po każdym uderzeniu oraz przesuwa.
Jeżeli odkuwka ma otwór, wydłużenie materiału
wykonuje się na trzpieniu.
Wydłużenie materiału jest operacją składającą
się z kolejnych gniotów spęczających. Przy
wydłużaniu
występuje
jednocześnie
niezamierzone poszerzanie materiału w kierunku
poprzecznym.
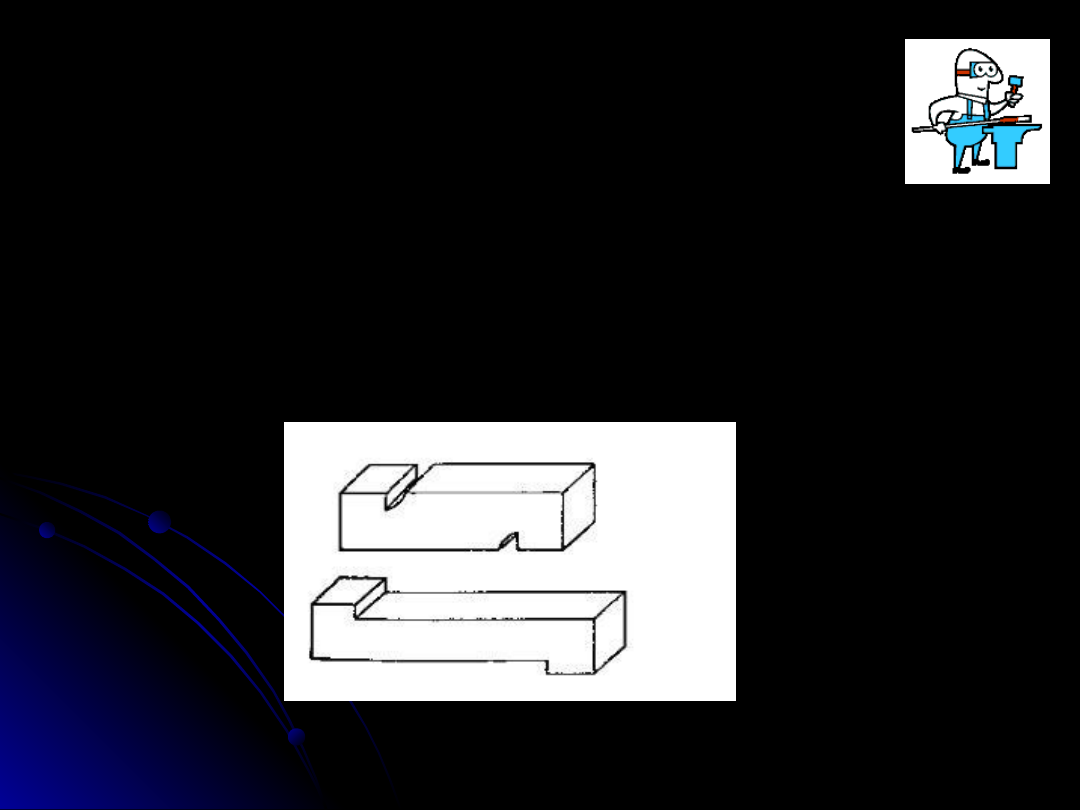
KUCIE SWOBODNE
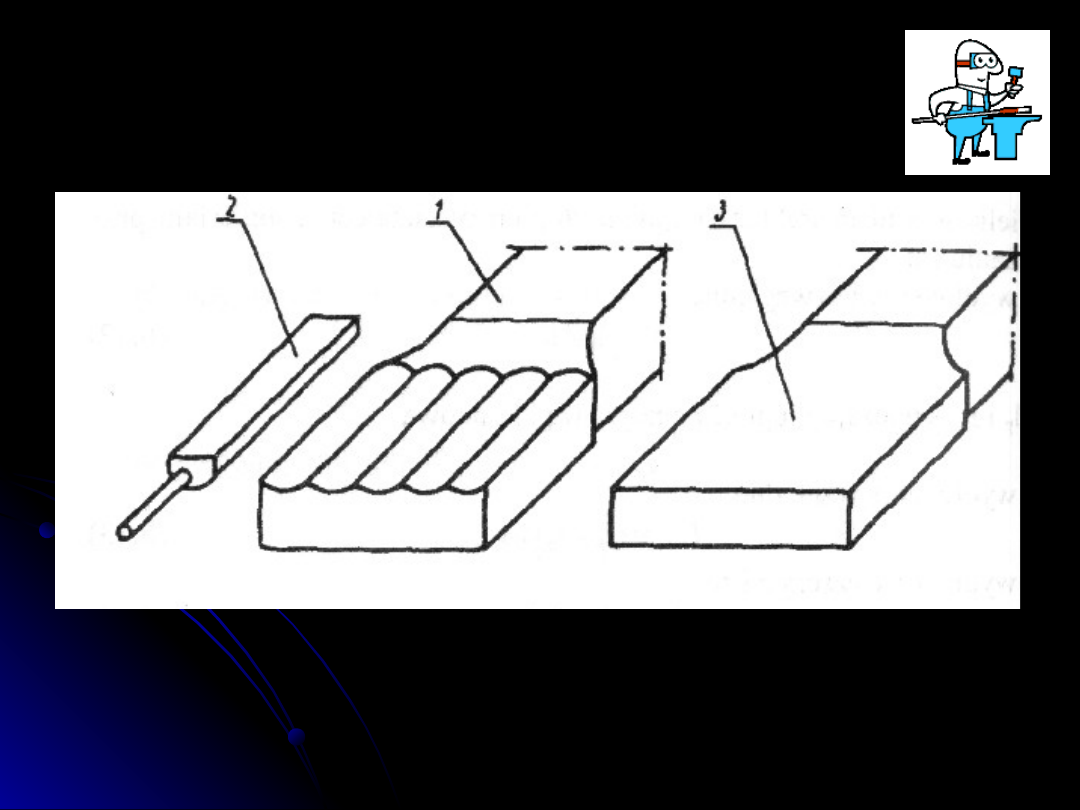
Poszerzanie - jest to odkształcanie
w kierunku poprzecznym do osi
materiału,
prowadzące
do
zwiększenia szerokości przedmiotu
kosztem jego grubości.
1- materiał po żłobkowaniu, 2-żłobek,
3-materiał poszerzony
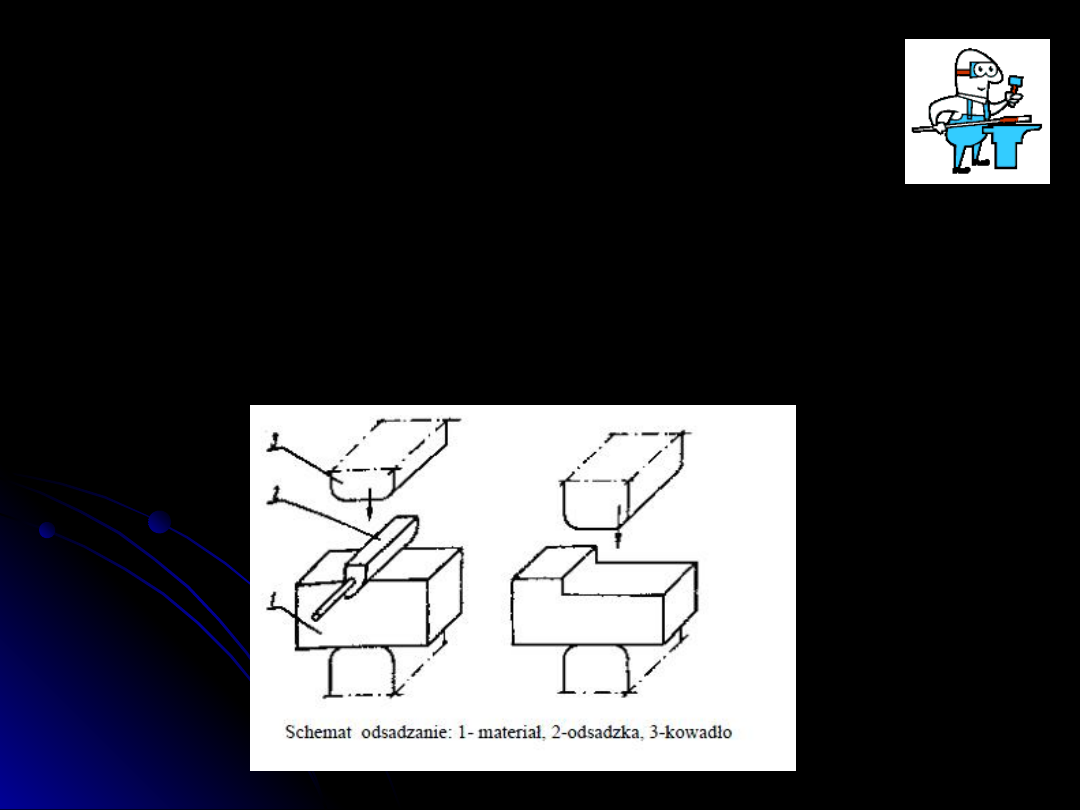
KUCIE SWOBODNE
Odsadzanie - jest to zmniejszenie przekroju
poprzecznego pręta od określonego miejsca,
przez wydłużenie odsadzonej części.
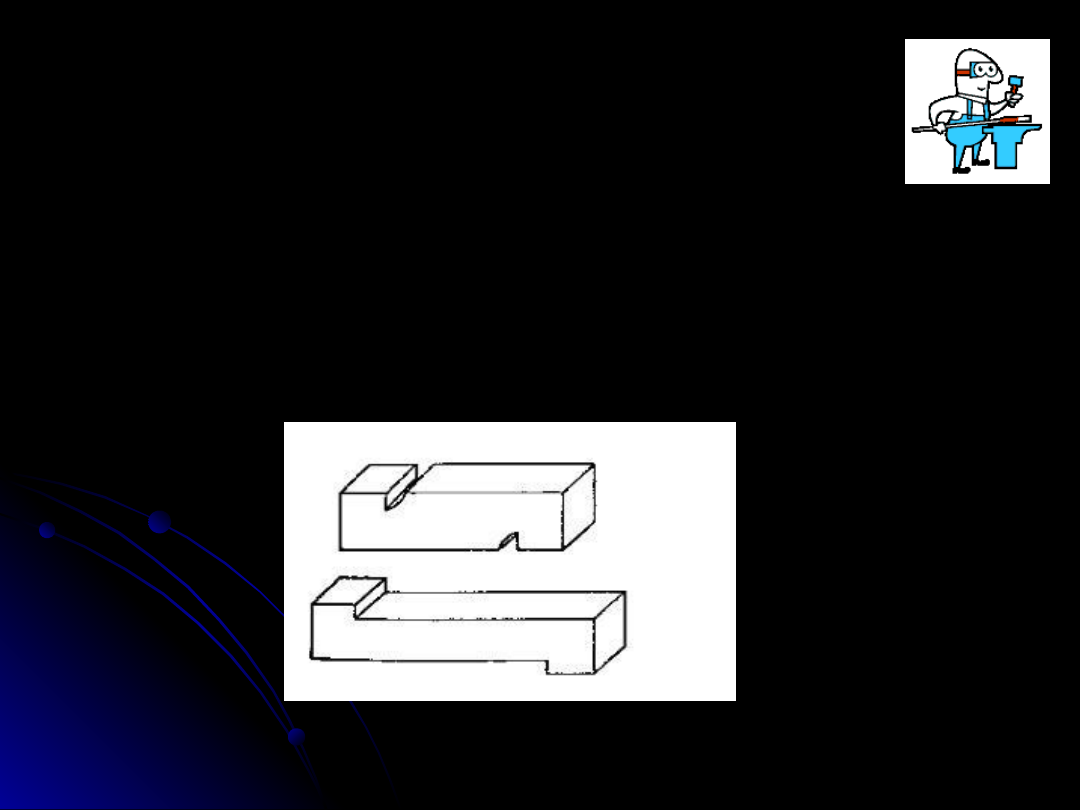
KUCIE SWOBODNE
Przesadzanie - jest to równomierne
przesunięcie jednej części materiału
względem drugiej.
KUCIE SWOBODNE
Przesadzanie - jest to równomierne
przesunięcie jednej części materiału
względem drugiej.
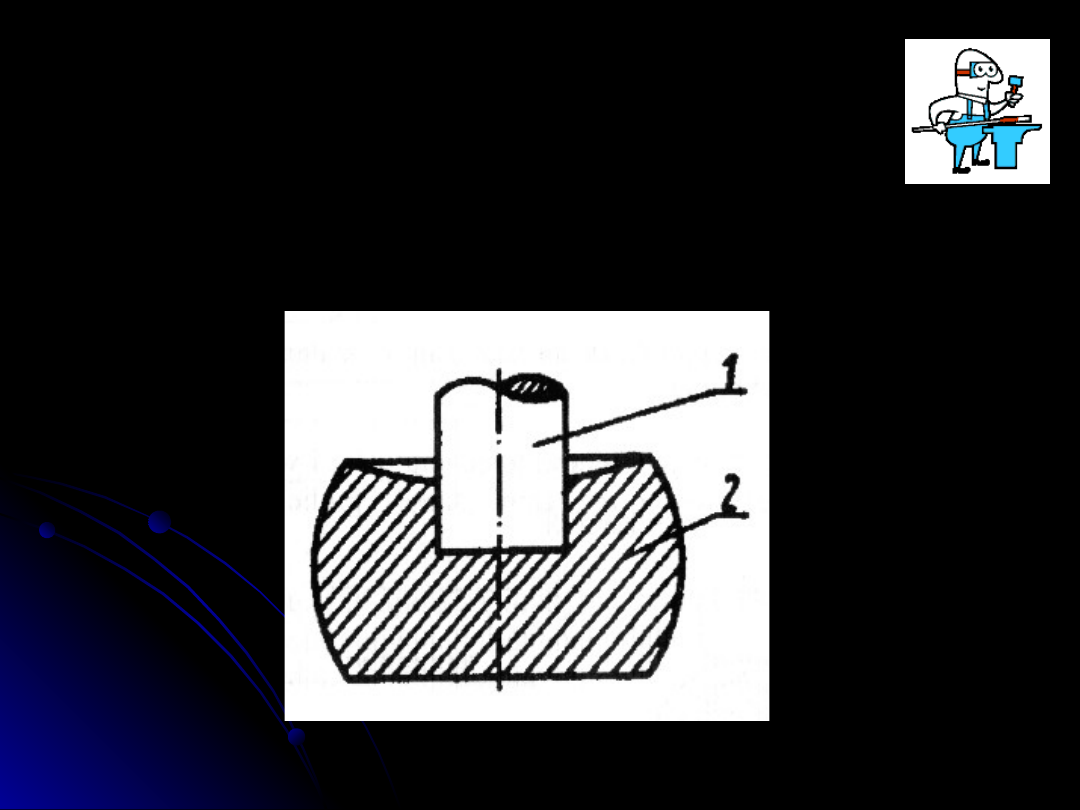
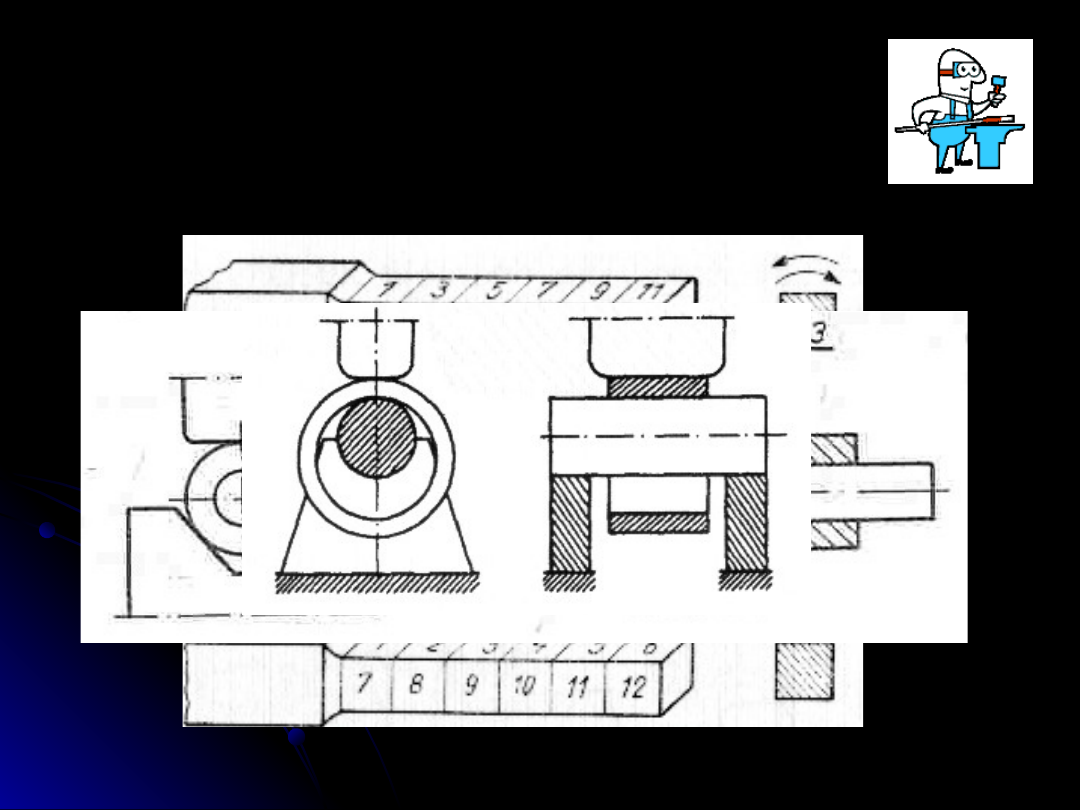
KUCIE SWOBODNE
Wgłębianie - jest operacją
wykonywania otworów nieprzelotowych
1-stempel, 2-materiał
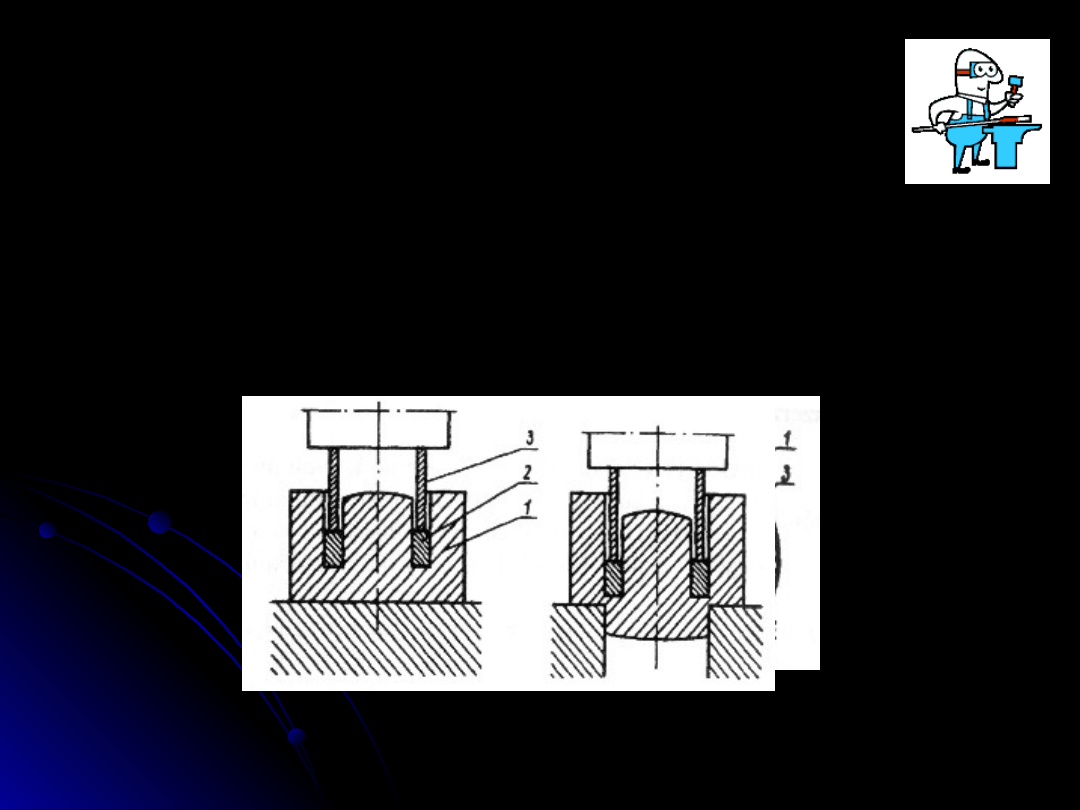
KUCIE SWOBODNE
Przebijanie - (dziurowanie) jest operacją
w której wykonuje się otwory przelotowe
przy pomocy bijaka pełnego lub drążonego.
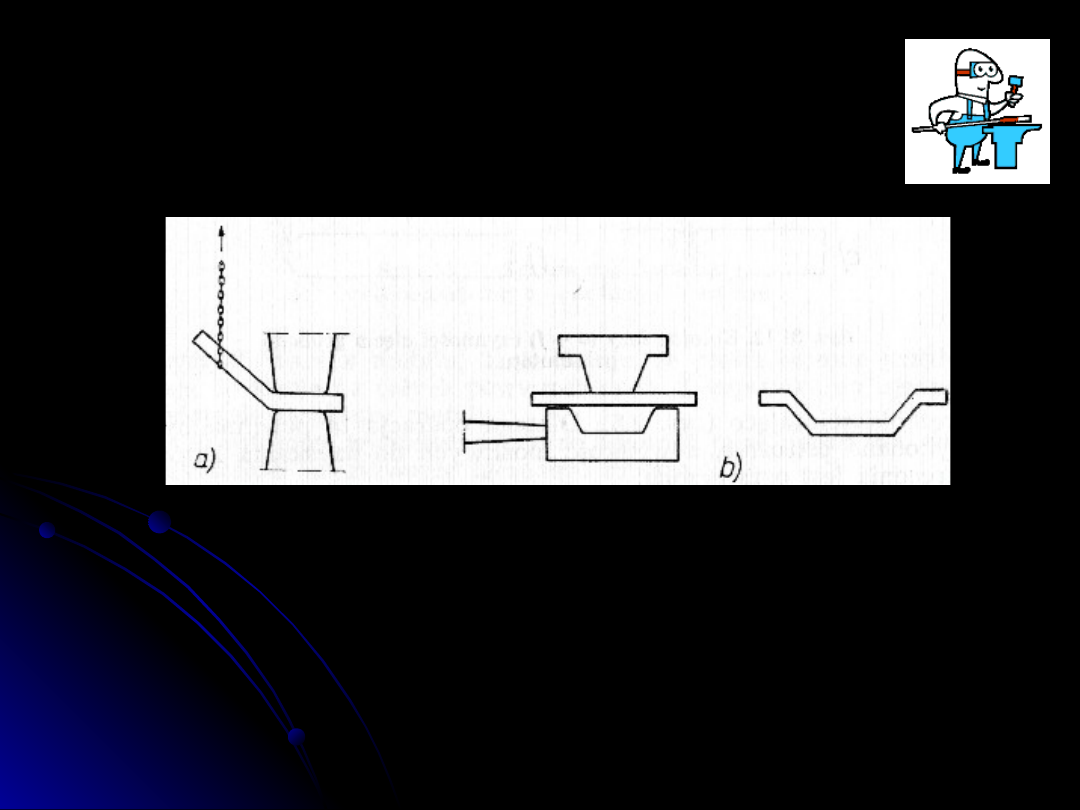
KUCIE SWOBODNE
Gięcie - jest operacją w której nadaje
się odpowiedni kształt bez zmiany
zasadniczych przekrojów. Operację tą
stosuje się przy wykonywaniu haków,
kątowników,
wszelkiego
rodzaju
dźwigni, wałów wykorbionych itd.
KUCIE SWOBODNE
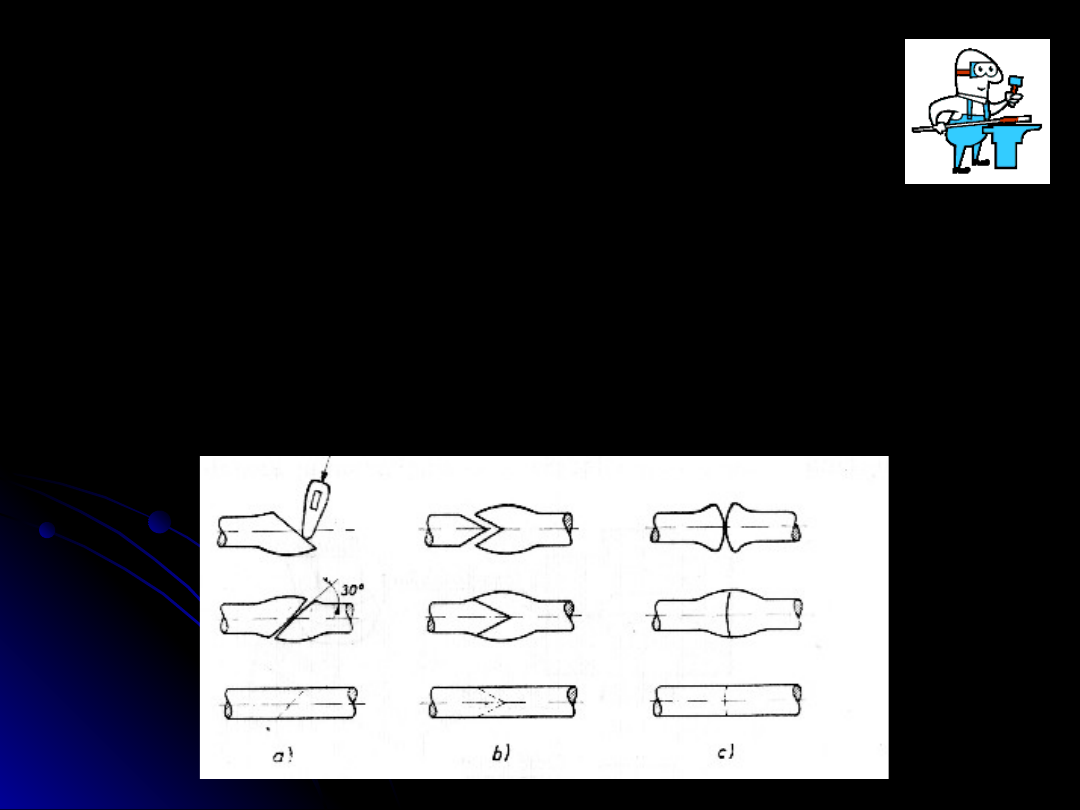
Zgrzewanie - jest operacją polegającą
na połączeniu przez dociśnięcie dwóch
kawałków metalu, nagrzanych do
odpowiednio wysokiej temperatury.
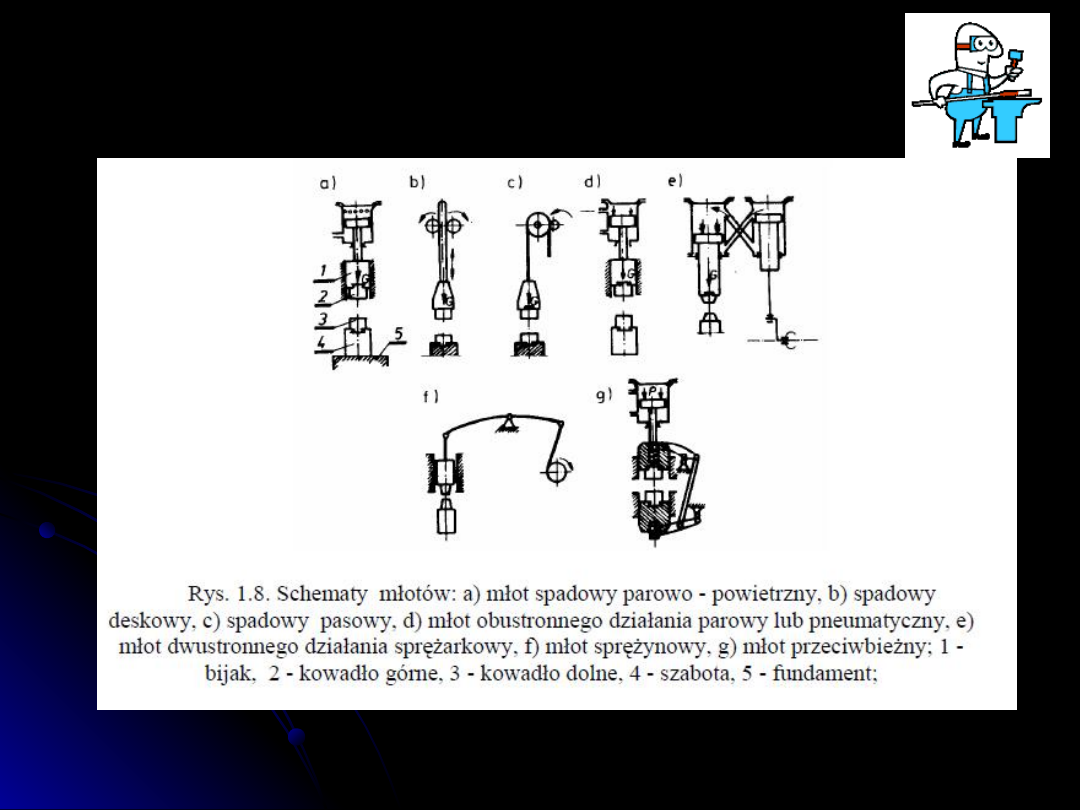
Młoty mechaniczne
Młoty są to maszyny służące do kucia
materiału na gorąco i pracujące
udarowo.
Dzielą
się
one
pod
względem energetycznym na młoty
pojedynczego i podwójnego działania.
KUCIE SWOBODNE
n
p
C
Naprężenie uplastyczniające
gdzie:
C i n – wartości parametrów równań krzywych
umocnienia dla materiałów

KUCIE SWOBODNE
Praca odkształcenia
Praca odkształcenia
Praca odkształcenia w ostatnim uderzeniu może być
wyrażona wzorem:
gdzie: w – współczynnik uwzględniający wpływ prędkości
odkształcenia
k – współczynnik uwzględniający wpływ tarcia metalu
o
powierzchnię narzędzia
ε –wielkość odkształcenia w ostatnim uderzeniu
R
m
– wytrzymałość materiału na rozciąganie
V – objętość materiału, m
3
V
R
k
w
A
m

KUCIE SWOBODNE
Energię uderzenia młota wyznaczyć
możemy wyznaczyć korzystając z
zależności:
H
g
m
A
d
gdzie:
m – masa części spadających, kg
g – przyspieszenie ziemskie, g = 9,81 m/s
2
H – wysokość spadania masy spadającej, m
KUCIE SWOBODNE
Sprawność uderzenia można wyznaczyć
ze wzoru:
2
2
1
2
1 k
m
m
m
gdzie:
m
1
– masa części spadających młota
m
2
– masa szaboty
k – współczynnik odbicia określający
własności
sprężyste materiału (dla materiałów
idealnie
sprężystych k = 1, a dla
idealnie
plastycznych k = 0)
KUCIE SWOBODNE
Celem ćwiczenia jest wyznaczenie
odkształceń
odkuwki
walcowej
w
operacji spęczania oraz wykonanie
badań odkuwki osiowosymetrycznej.
Ocenić stopień odwzorowania kształtu
wykroju w odkuwce na tle przebiegu siły
kucia.
KUCIE SWOBODNE
Praktyczna część ćwiczenia obejmuje:
1. Zapoznanie się z budową i zasadą działania
młota spadowego.
2. Przeprowadzenie prób ściskania próbek z
różnych materiałów.
3. Wyznaczenie pracy odkształcenia plastycznego
i energii jednego uderzenia młota.
4. Analiza wpływu geometrii próbki na wynik
badania.
6. Porównanie własności mechanicznych
badanych materiałów.
KUCIE SWOBODNE
Wyniki doświadczalne i obliczeniowe
Materia
ł
d
0
[mm]
h
0
[mm]
Smukłoś
ć
m
[kg]
H
[m]
h
1
mm
d
1
[mm]
ε
ε
s-
1
A
d
kJ
A
k
kJ
η
p
KUCIE SWOBODNE
Uwaga:
Sprawozdanie
oprócz
uzyskanych
wyników
(doświadczalnych
i
obliczeniowych) dla poszczególnych
próbek winno zawierać indywidualne
wnioski
studenta,
dotyczące
przeprowadzanych prób ściskania oraz
badanych materiałów.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
Wyszukiwarka
Podobne podstrony:
kucie walow, Obróbka plastyczna(3)
Kucie i wyciskanie zakres teoretyczny
Kucie swobodne
Kucie
KUCIE
Sobociński gotowy kucie korbowodu 3 gotowy
2 Kucie
Sobociński gotowy - kucie korbowodu, 1 - tytułowa, PROJEKT PRZEJŚCIOWY
Kucie, Politechnika
KUCIE SPRAWOZDANIE, materiały
Moje KUCIE SPRAWOZDANIE, materiały
KUCIE4, ZiIP, sem 1, Obróbka plastyczna, Kucie
KUCIE MATRYCOWE, Technologie wytwarzania
Sobociński gotowy - kucie korbowodu, korbowód1, 1
kucie, Politechnika Poznańska (PP), Obróbka Plastyczna, Labolatoria, Plastyczna
KUCIE5, ZiIP, sem 1, Obróbka plastyczna, Kucie
Kopia Kucie, Obróbka plastyczna
KUCIE1, ZiIP, sem 1, Obróbka plastyczna, Kucie
więcej podobnych podstron