
Andrzej Matuszak
1
Bulk Deformation
Bulk Deformation
Forming
Forming
Część 2
Forging
Forging
Stanisław Erbel, Kazimierz Kuczyński, Zdzisław Marciniak
Obróbka Plastyczna
seria: Techniki Wytwarzania.
PWN Warszawa 1981
Andrzej Matuszak
2
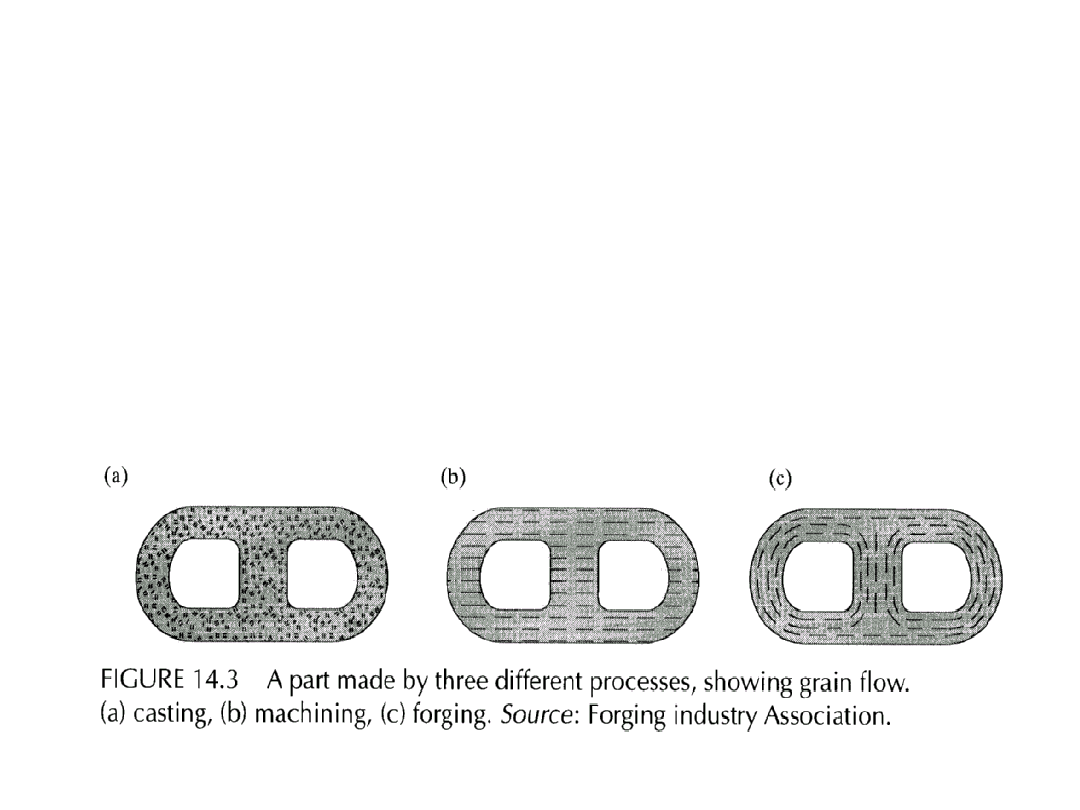
Characteristics of Products Formed
Characteristics of Products Formed
by Forging
by Forging
• Forging
– Produces discrete parts with a variety of
unlimited shapes; Typical properties better
than extrusions;
– Surface finish fair to good; High die and
equipment costs; Moderate to high labor
costs; Moderate to high operator skill
Andrzej Matuszak
3
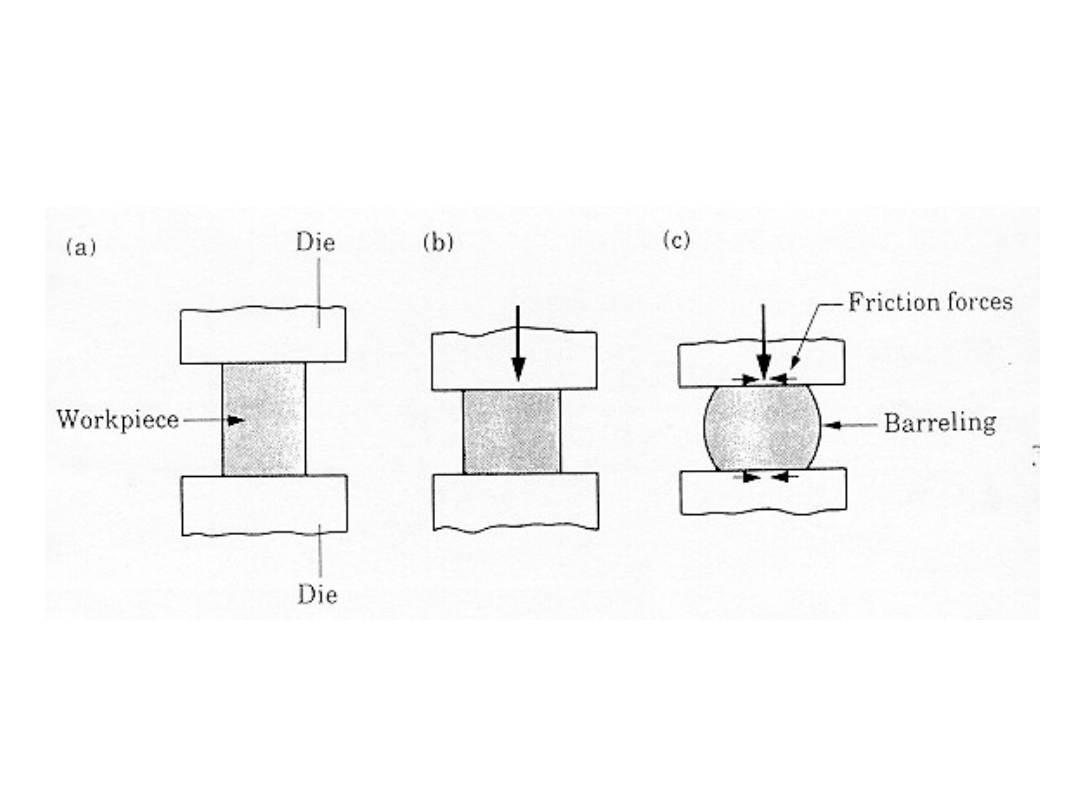
Open Die Forging and Cogging
Open Die Forging and Cogging
(kucie swobodne, spęczanie wstępne)
(kucie swobodne, spęczanie wstępne)
• Simplest and cheapest
• Also called upsetting or flat-die forging
• Advantages
– Cheap
– Can form a wide variety of simple shapes with
the same dies
• Squares, cylindrical
– Useful for preparing material for other forms
of forging or machining
– Can handle large items (35 tons)
• Disadvantages
– Barreling of shape due to high friction
Andrzej Matuszak
4
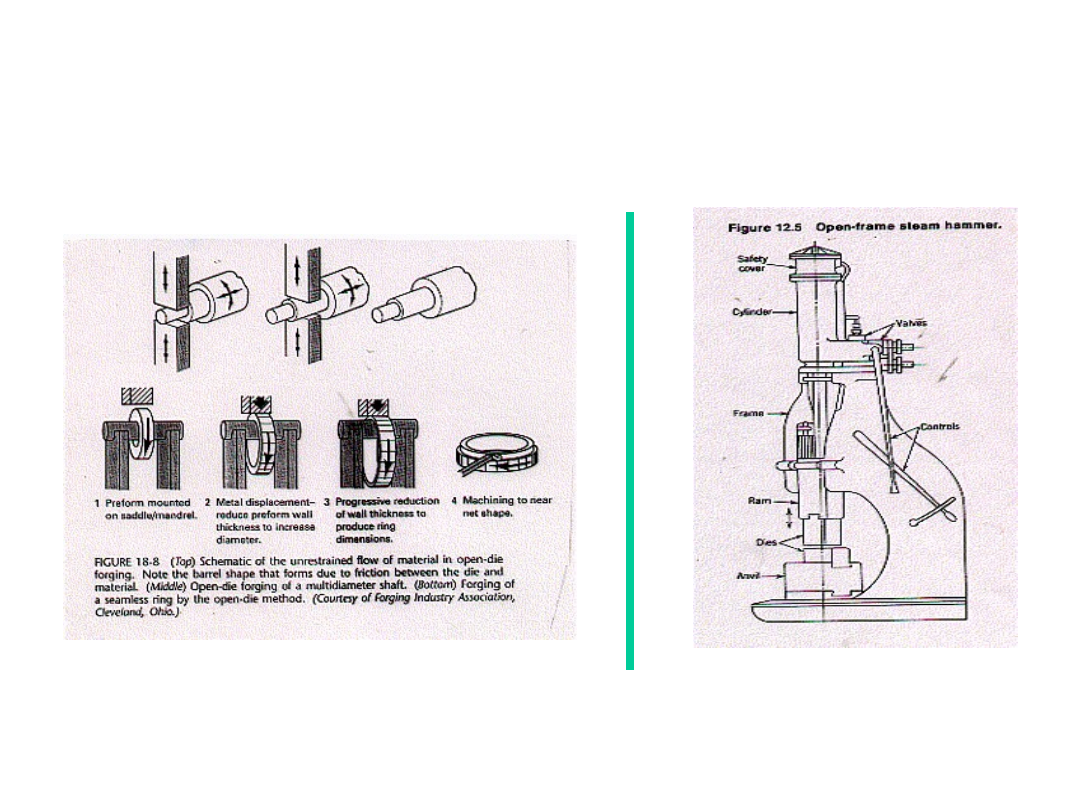
Open Die
Forging
Forging and Cogging

Andrzej Matuszak
5
Open Die
Forging
Force
F = Y
f
r
2
(1 + 2r/3h)
where Y
f
- For
= 0,5; Y
f
= 590 Mpa
is the flow stress of the material
is the coefficient of friction
r
is the radius
h
is the height of the workpiece
Examples
–
Stainless steel workpiece, 150 mm diameter, 100 mm
high reduced with flat dies to 50% of original height.
Coefficient of friction is 0.2
–
Force is 50 MN
Andrzej Matuszak
6
Forging Methods
Forging Methods
*Open Die *Closed Die
*Other
Open-Die Drop Hammer - Steam Hammer
Andrzej Matuszak
7
Forging Methods
Forging Methods
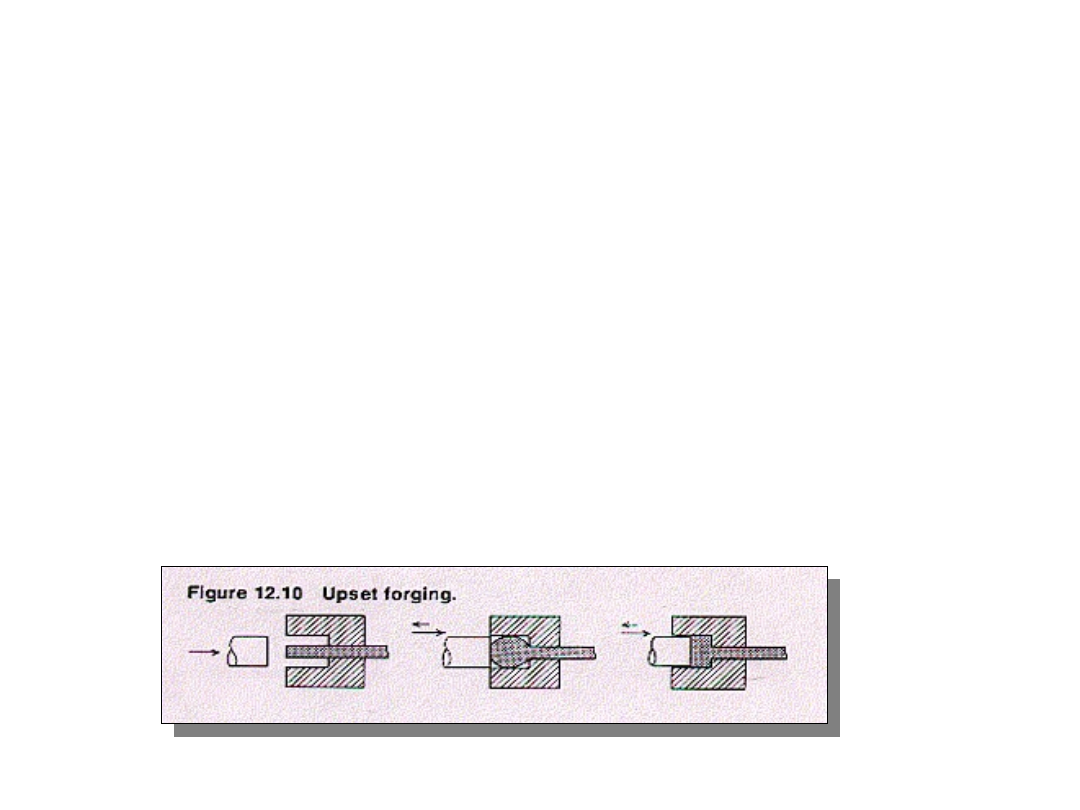
• Upset forging (heading)
– Grip a bar—heat the end—forge into
desired shape
• Product examples
– Bolts
– Engine valves
Andrzej Matuszak
8
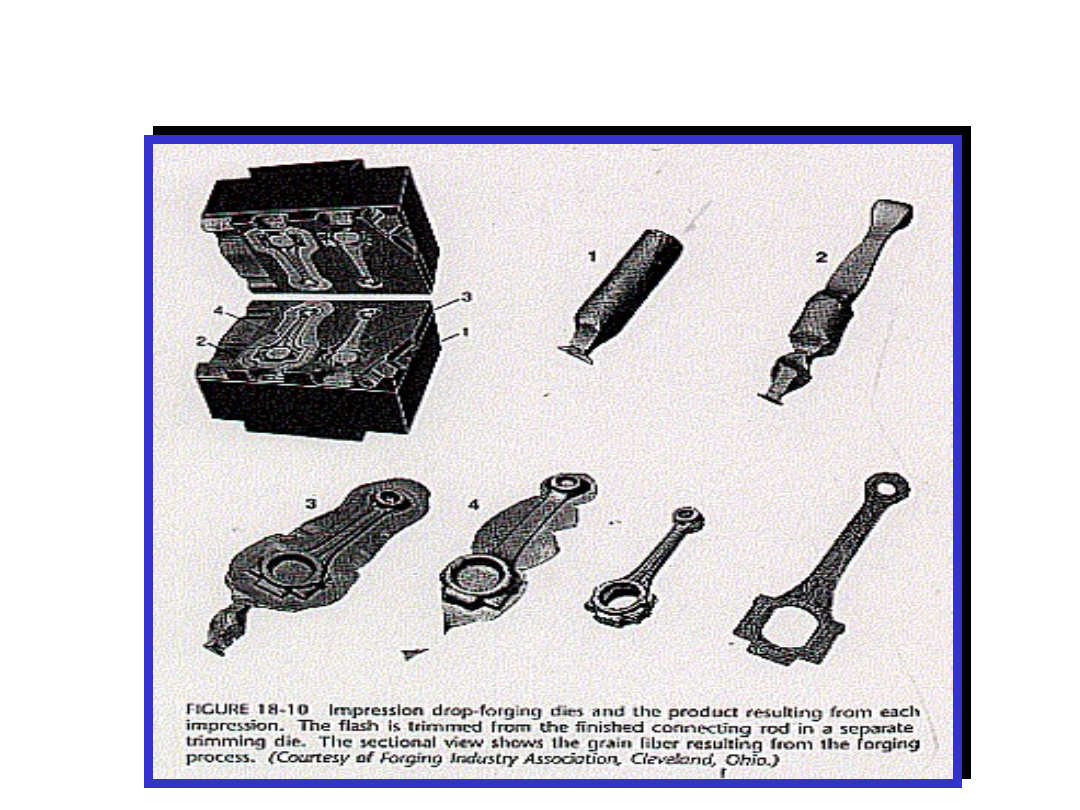
Forging Methods
Forging Methods
Impression Die Drop Hammer Forging
Andrzej Matuszak
9
Forging Methods
Forging Methods
Andrzej Matuszak
10
Forging Methods
Forging Methods
• Press Forging
Andrzej Matuszak
11
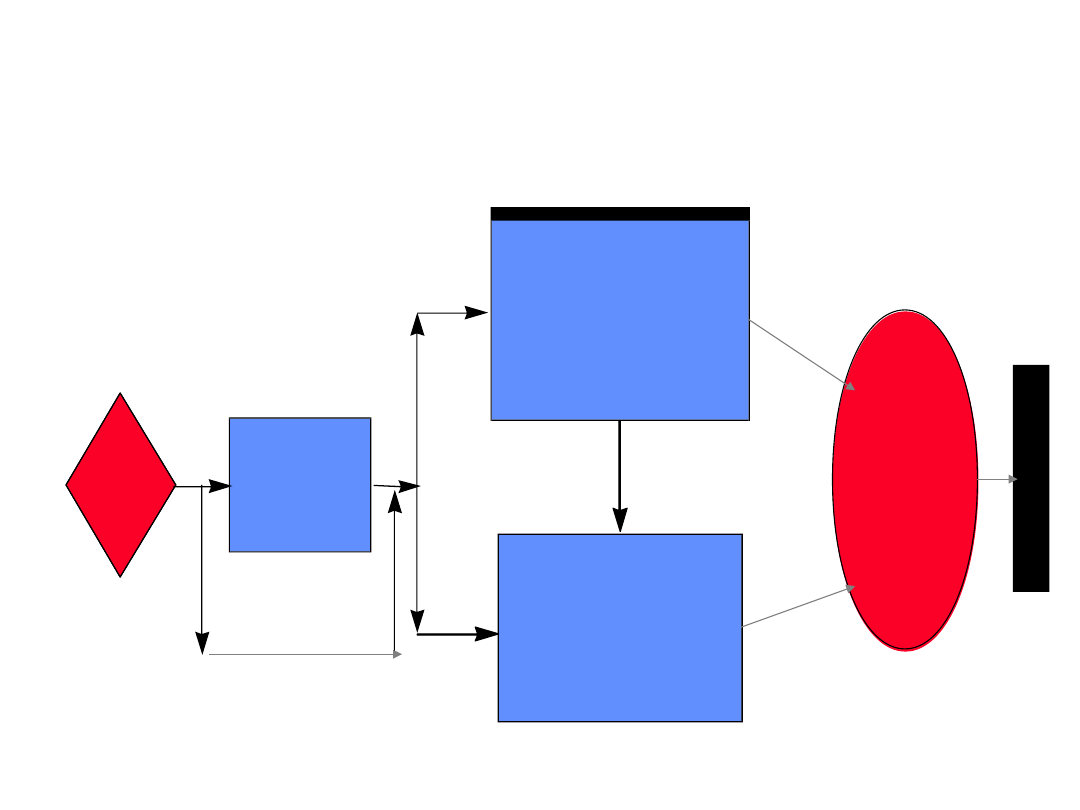
Forging Process Categories
Forging Process Categories
Hot
Warm
Isothermal
Slug
Preform
Billet
Heading, Coining,
Cogging, Fullering,
Gathering, Hubbing,
Piercing, Roll Forging,
Skew Rolling
(
skośne walcowanie)
Open die,
Impression Die,
Closed Die,
Precision,
Orbital, Swaging
Trimming,
Machining,
Cleaning
Heat
Treating
Preparation
Forging
Subsequent
Operations
In
sp
e
ct
io
n
Cogging – kucie wstępne, Coining –
prasowanie Heading- zakuwanie,
Hubbing - odciskanie Fullering-
wydłużanie,
Andrzej Matuszak
12
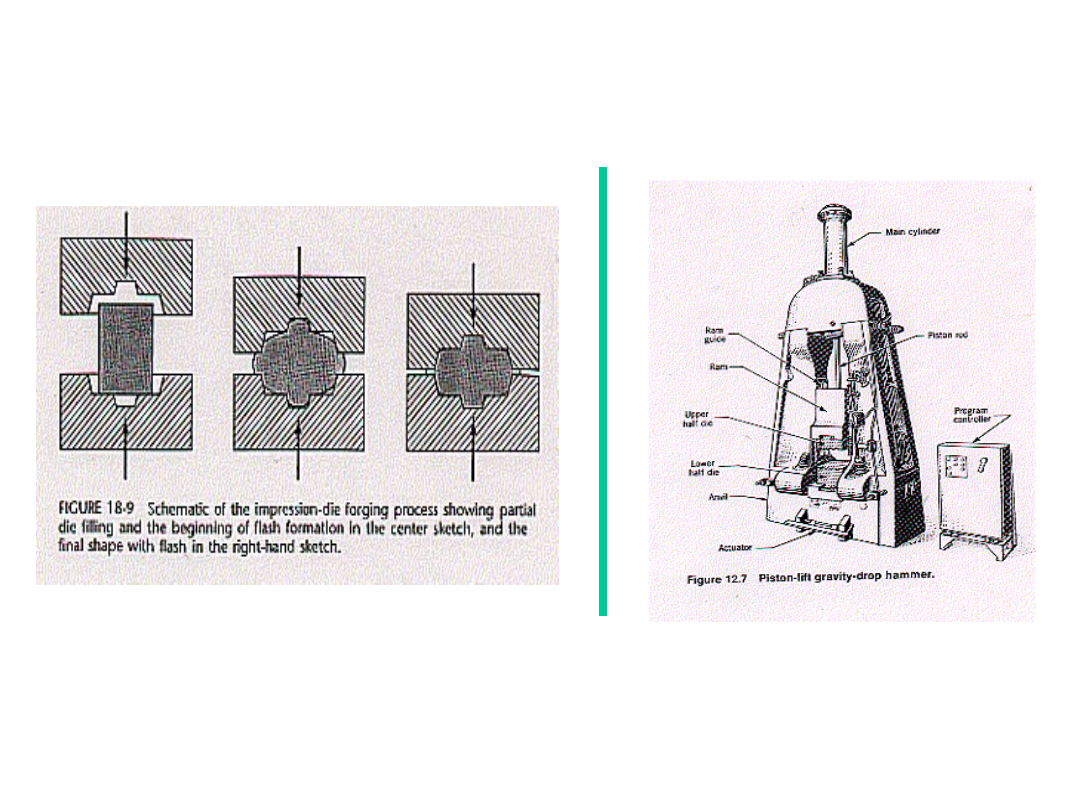
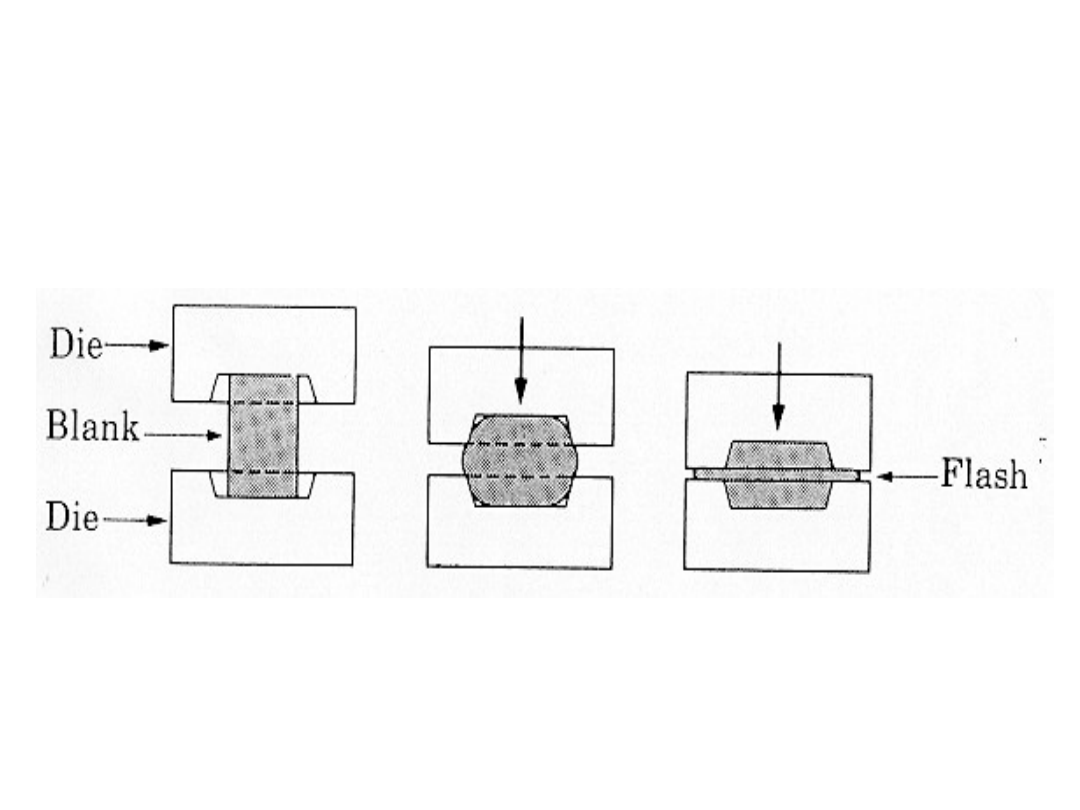
Stages in Impression
Stages in Impression
Die Forging
Die Forging
Andrzej Matuszak
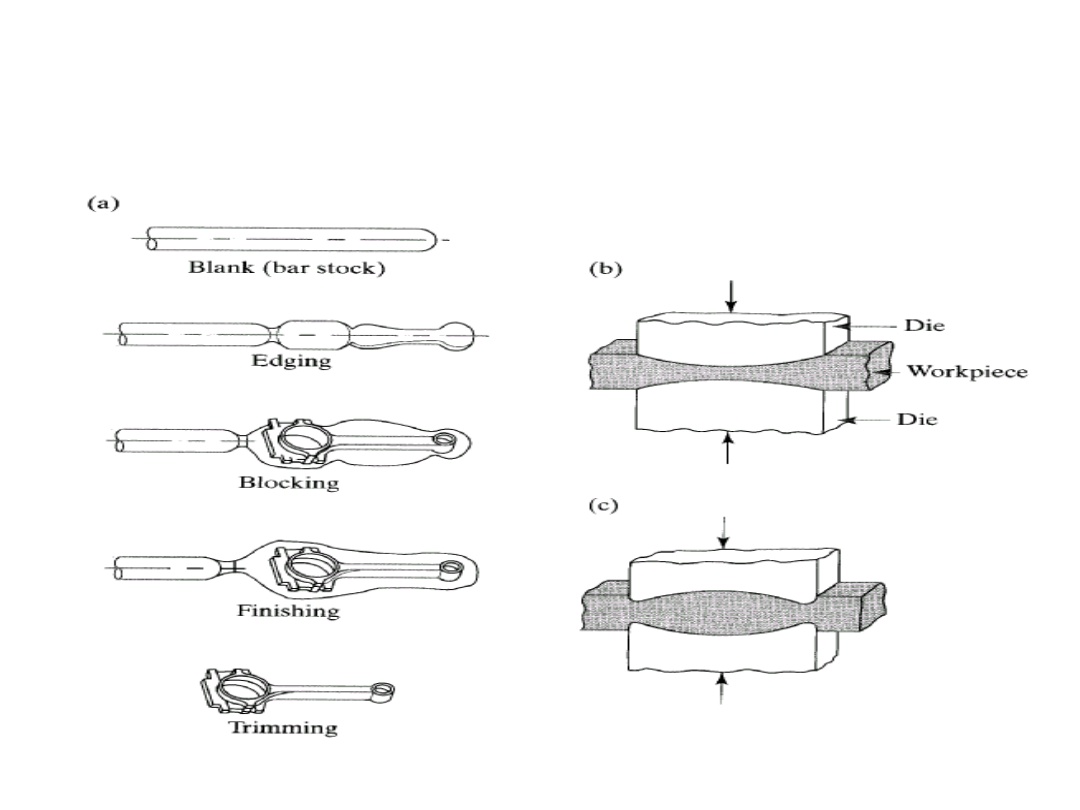
13
Stages in the forging of a
Stages in the forging of a
crank shaft
crank shaft
Kucie matrycowe wstępne
Kucie w wykrojach pomocniczych
Kucie matrcowe
końcowe
Okrawanie
Andrzej Matuszak
14
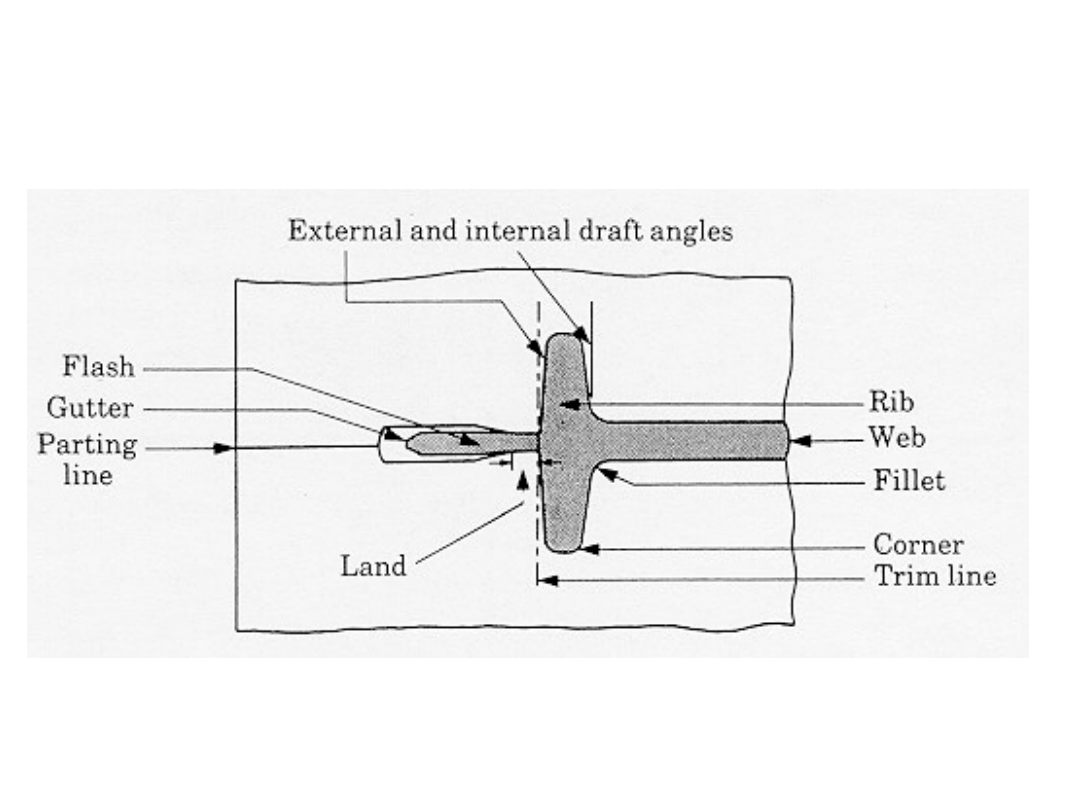
Terminology of Impression
Terminology of Impression
Forging
Forging
Web- środnik, półka środkowa
Flasz– wypływka
Land – pow. styku
Gutter- pojemnik na
wypływkę

Andrzej Matuszak
15
Closed Die Forging Force
Closed Die Forging Force
F = k Y
f
A
where
Y
f
is the flow stress
A
is the area and
k
is a factor given below
Shapes
k
Simple, no flashing
3-5
simple, with flashing
5-8
Complex, with flashing
8-12
Andrzej Matuszak
16
Hot forging Temperatures
Hot forging Temperatures
Material
Temperature
Range (
o
C)
Aluminum alloys
400-550
Magnesium alloys
250-35-
Copper alloys
600-900
Carbon and low alloy steels
850-1150
Stainless steels
1100-1250
Titanium alloys
700-950
Iron based superalloys
1050-1180
Tungsten alloys
1200-1300
Andrzej Matuszak
17
Forging Machines
Forging Machines
-H
-H
ydraulic
ydraulic
Presses
Presses
Andrzej Matuszak
18
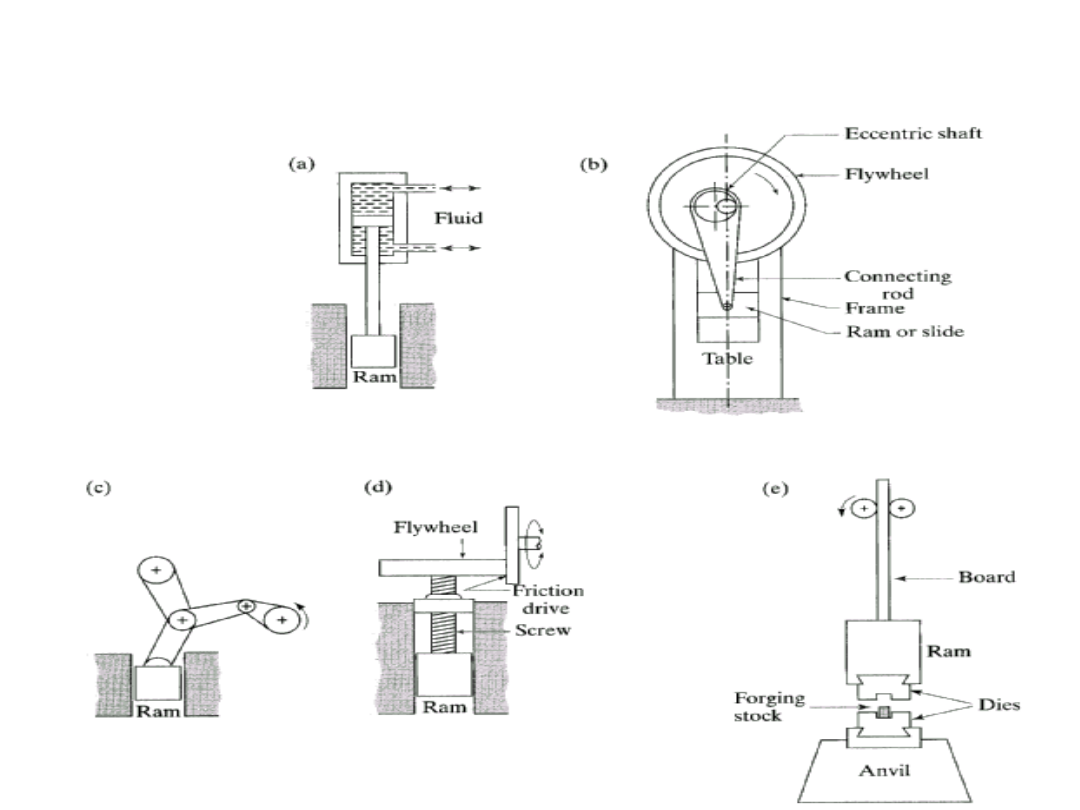
Comparison of Forging
Comparison of Forging
Presses
Presses
Andrzej Matuszak
19
Characteristics of Forging
Characteristics of Forging
Processes
Processes
Process
Advantages
Limitations
Open die
Cheap dies
limited to simple shapes
Small quantities
Poor tolerances
Wide range of sizes
Low production rates
Good strengths
high skill required
Closed Die
Good utilization of material
High die costs
Better properties
Machining necessary
Good tolerances and accuracy
High rates
Good reproducibility
Precision
Close tolerances
Machining necessary
Machining unnecessary
High forces
Excellent material utilization
Intricate dies
Thin webs and flanges
Need way of removing part
(złożone
matryce)
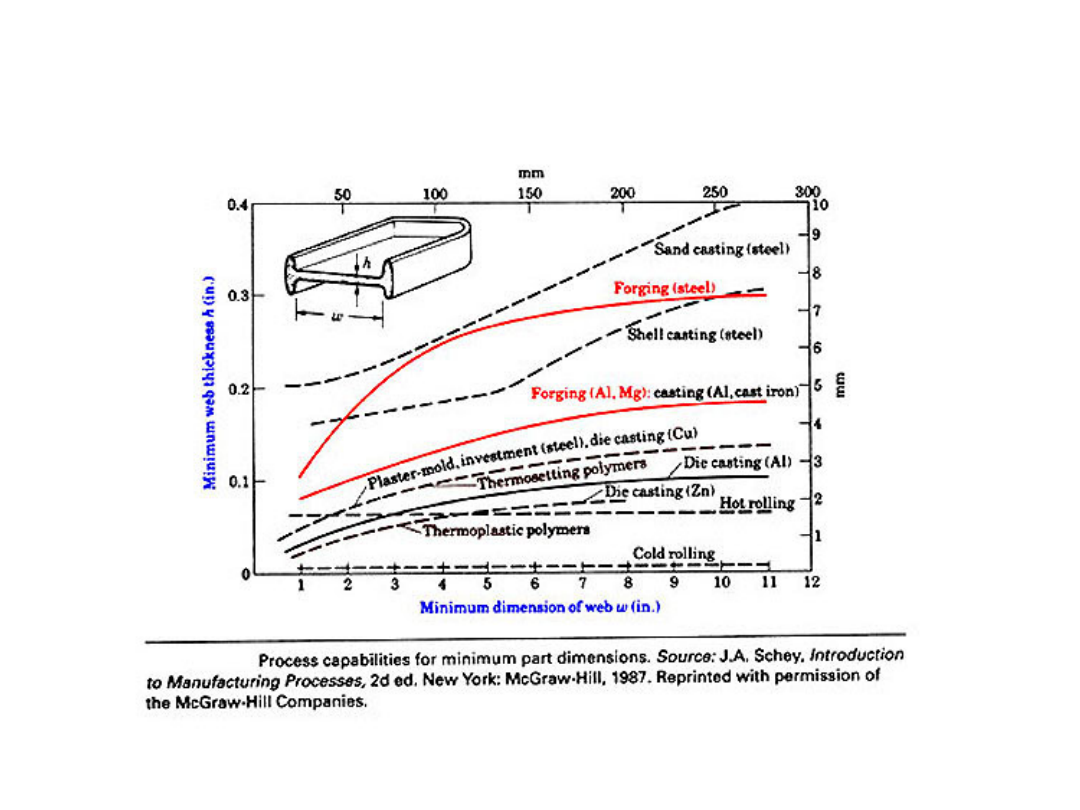
Andrzej Matuszak
20
Characteristics of Forging
Processes
Andrzej Matuszak
21
Characteristics of Forging
Processes
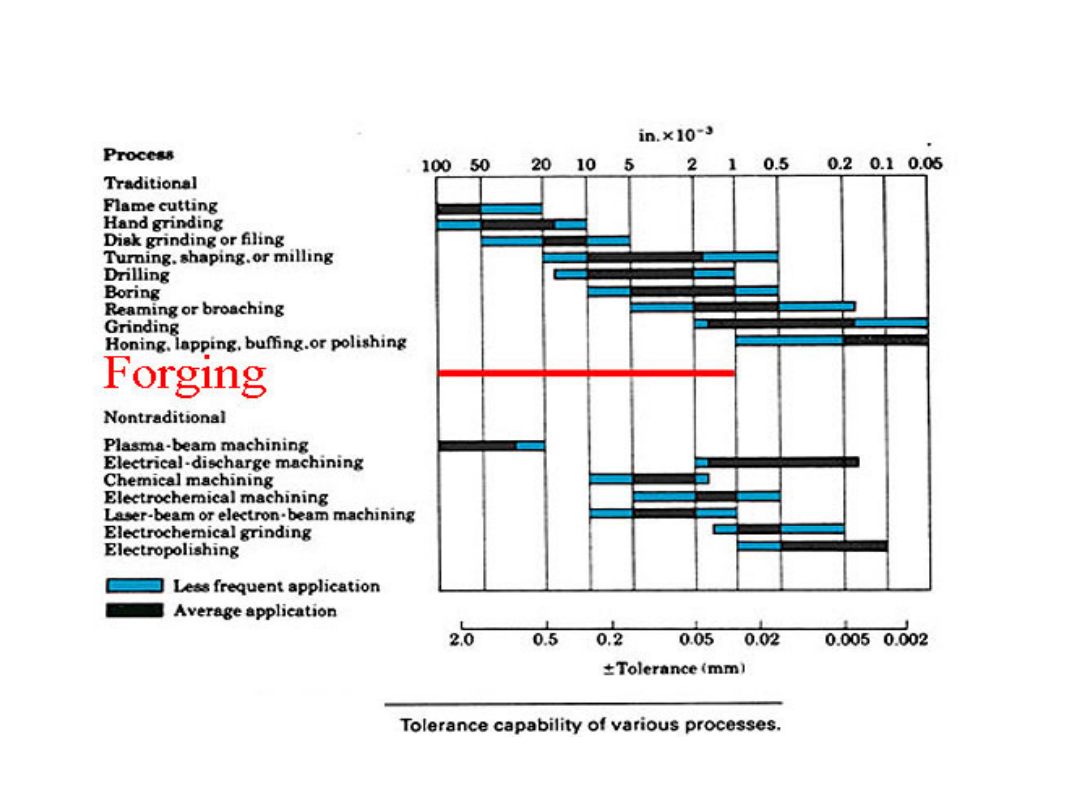
Andrzej Matuszak
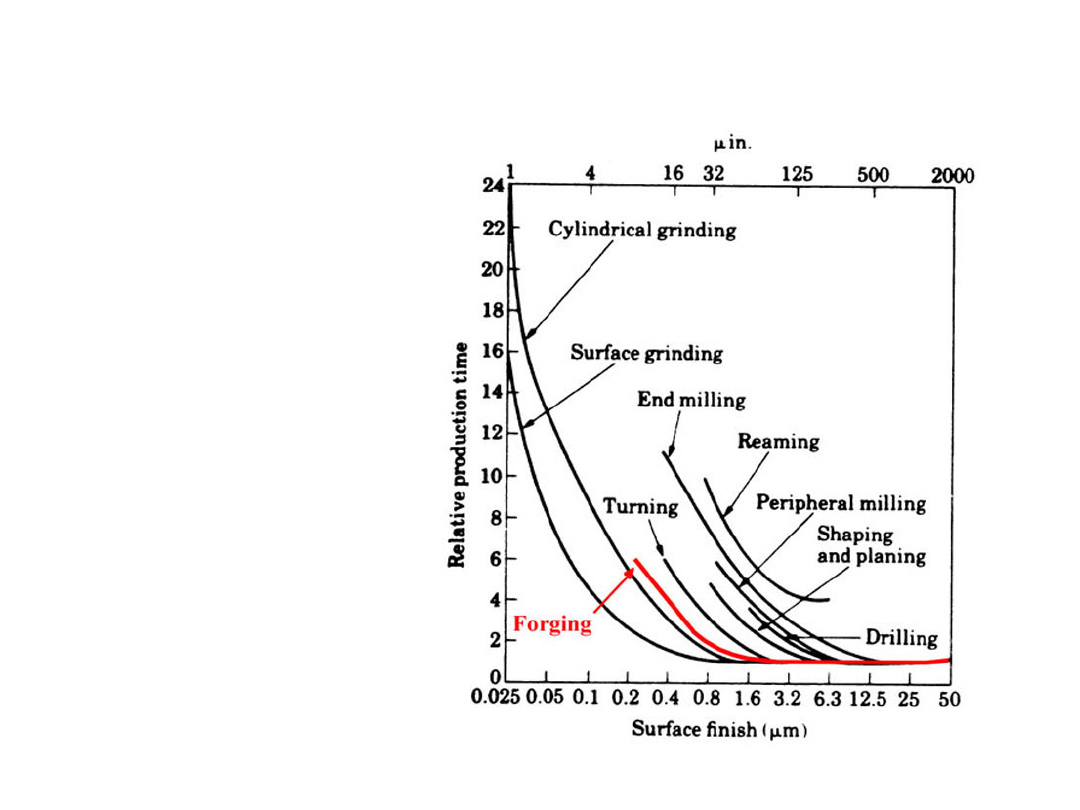
22
Characteristics of Forging
Processes
Relative production
time as a function of
surface finish
produced by various
manufacturing
methods.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
Wyszukiwarka
Podobne podstrony:
kucie walow, Obróbka plastyczna(3)
Kucie i wyciskanie zakres teoretyczny
Kucie swobodne
Kucie
KUCIE
Sobociński gotowy kucie korbowodu 3 gotowy
Kucie
Sobociński gotowy - kucie korbowodu, 1 - tytułowa, PROJEKT PRZEJŚCIOWY
Kucie, Politechnika
KUCIE SPRAWOZDANIE, materiały
Moje KUCIE SPRAWOZDANIE, materiały
KUCIE4, ZiIP, sem 1, Obróbka plastyczna, Kucie
KUCIE MATRYCOWE, Technologie wytwarzania
Sobociński gotowy - kucie korbowodu, korbowód1, 1
kucie, Politechnika Poznańska (PP), Obróbka Plastyczna, Labolatoria, Plastyczna
KUCIE5, ZiIP, sem 1, Obróbka plastyczna, Kucie
Kopia Kucie, Obróbka plastyczna
KUCIE1, ZiIP, sem 1, Obróbka plastyczna, Kucie
więcej podobnych podstron