OBRÓBKA PLASTYCZNA |
||||||
Nazwisko i imię: Tomasz Machowiak |
Semestr: IV |
Wydział: BMiZ |
Kierunek: MiBM |
Grupa: M4 |
||
Temat ćwiczenia: Kucie.
|
||||||
Data wykonania ćwiczenia: 03.04.2003. |
Nazwisko prowadzącego: dr inż. A. Bączkowski |
Ocena:
|
||||
Teoria.
Kuciem nazywamy proces technologiczny obróbki plastycznej na gorąco lub na zimno w którym z materiałów w postaci wlewka, kęsika, kęsa lub pręta wyrób kształtuje się przez wywarcie uderzenia lub nacisku. Kucie ma na celu nie tylko nadanie materiałowi odpowiedniego kształtu, lecz ponadto poprawę własności mechanicznych. Kucie, w którym nacisk na materiał ma charakter statyczny i wywierany jest przez prasę lub kuźniarkę nazywamy prasowaniem.
Kucie dzielimy na:
Ze względu na temp. kucia:
na gorąco (materiał nagrzany powyżej temp. rekrystalizacji),
na zimno (temp. poniżej temp. rekrystalizacji).
Ze względu na sposób kucia:
swobodne:
ręczne,
maszynowe.
matrycowe:
otwarte,
zamknięte jednoczęściowe,
zamknięte dwuczęściowe.
Kucie swobodne obejmuje swym zakresem wszystkie czynności kowalski, które przeprowadza się bez użycia specjalnych narzędzi kształtowych. W procesie kucia swobodnego używa się wyłącznie narzędzi uniwersalnych (kleszczy, młotków, płyt kowalskich przecinaków itp.). kucie swobodne można podzielić na kucie ręczne i maszynowe. Procesy kucia swobodnego przebiegają w obydwu przypadkach w zasadzie jednakowo. Istotną różnicą jest zastosowanie w tym procesie albo młota ręcznego, albo młota mechanicznego, albo prasy.
Kuciem matrycowym nazywa się kucie przez uderzenie młotem w metal, ułożony w wykroju matrycy.
Kucie matrycowe ma szereg zalet w stosunku do kucia swobodnego. Jego główne zalety to:
Krótki czas wykonywania odkuwki,
Możność wykonywania odkuwek o skomplikowanych kształtach,
Możność uzyskiwania dokładnych wymiarów produktu,
Oszczędność materiału wskutek małych naddatków na obróbkę.
Wady kucia matrycowego - wadliwa konstrukcja foremnika lub złe jego ustawienie na młocie czy pasie mogą być przyczyną powstawania wadliwych odkuwek. Mogą wówczas powstać odkuwki niepełne lub przesunięte. Dalszą przyczyną powstawania wadliwych produktów jest nieodpowiedni pod względem wymiarowym dobór materiału. Trzecią grupę przyczyn powstających wad stanowią złe warunki pracy (np. zbyt niska temp. kucia może spowodować pęknięcia w odkuwce, a zbyt mała siła uderzenia może spowodować niedostateczne wypełnienie matrycy).
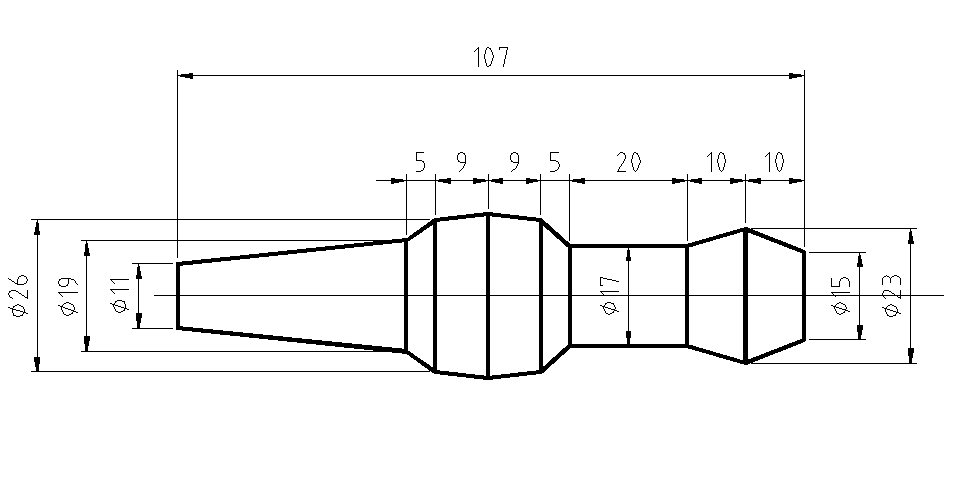
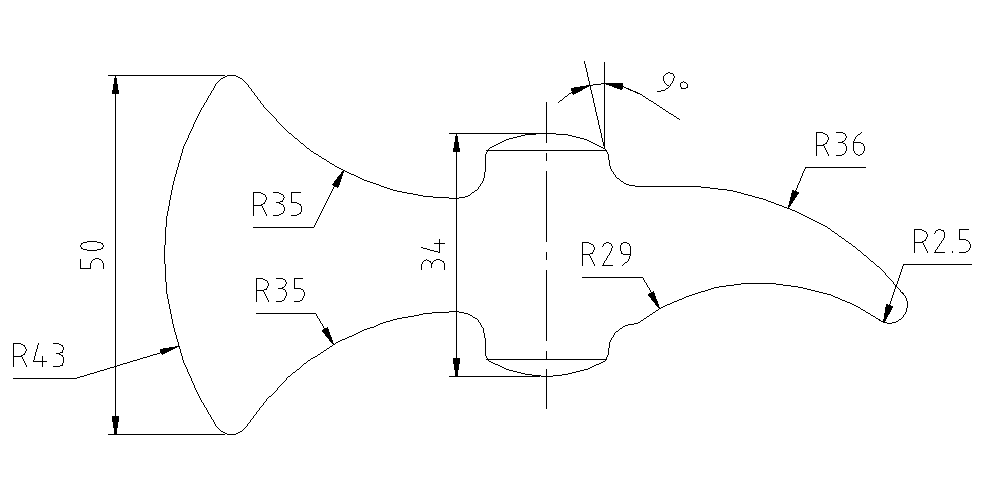
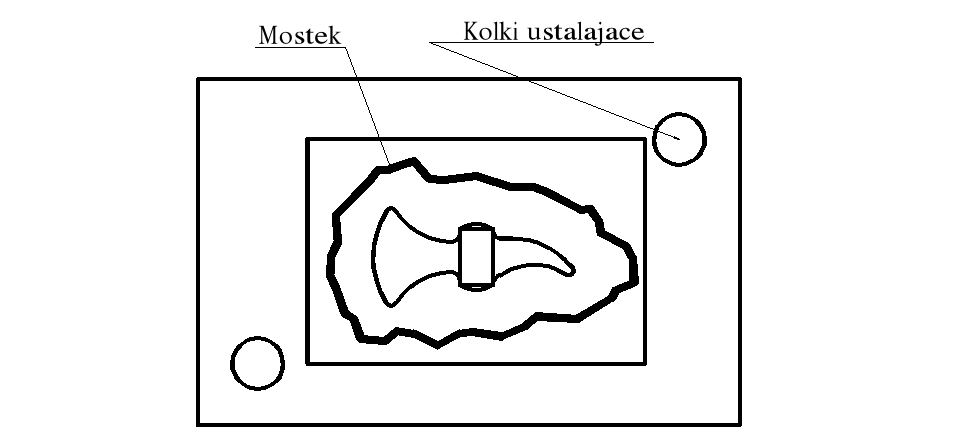
Szkic odkuwki i matrycy.
2
Wyszukiwarka
Podobne podstrony:
Kopia Walcowanie, Obróbka plastyczna
Kopia Kucie mietas new, Obróbka plastyczna
kucie walow, Obróbka plastyczna(3)
KUCIE4, ZiIP, sem 1, Obróbka plastyczna, Kucie
kucie, Politechnika Poznańska (PP), Obróbka Plastyczna, Labolatoria, Plastyczna
KUCIE5, ZiIP, sem 1, Obróbka plastyczna, Kucie
KUCIE1, ZiIP, sem 1, Obróbka plastyczna, Kucie
Obrobka plastyczna kucie swobodne
KUCIE2, ZiIP, sem 1, Obróbka plastyczna, Kucie
KUCIE3, ZiIP, sem 1, Obróbka plastyczna, Kucie
Kopia Walcowanie mietas new, Obróbka plastyczna
Kucie w matrycy otwartej, obróbka plastyczna
Kopia wytłacznie jarka, Obróbka plastyczna
kucie walow, Obróbka plastyczna(3)
Obróbka plastyczna metali obejmuje
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Sprawozdanie z laboratorium obróbki plastycznej, ZiIP, sem 1
SPRAWOZDANIE Z LABOATORIUM OBRÓBKI PLASTYCZNEJ4
więcej podobnych podstron