Politechnika Śląska w Gliwicach 20-03-2002
Wydział Mechaniczny -Technologiczny
Kierunek: MiBM-5
Semestr 4, rok 2
LABOLATORIUM OBRÓBKI PLASTYCZNEJ
Temat: Kucie w matrycy otwartej.
Sekcja 1:
Gorzeń Krzysztof
Lipka Piotr
Damian Kopiec
Szymiczek Krzysztof
Skuza Mateusz
Sowa Łukasz
Skorupa Aneta
Sternal Łukasz
Śliwiak Paweł
Skrzypczak Michał
Szymocha Mariusz
Ziętek Ryszard
Uliszak Szymon
1.Kucie matrycowe
Kucie matrycowe jest procesem, w którym materiał odkształcany jest w matrycy, przy czym swobodne przemieszczanie się materiału ograniczone jest ściankami wykroju. Kuty materiał wypełnia wykrój i przyjmuje jego kształt i wymiary.
Mamy następujące odmiany procesu kucia matrycowego:
kucie matrycowe na młotach,
kucie matrycowe na prasach,
kucie matrycowe na kuźniarkach,
kucie matrycowe na specjalnych przyrządach lub maszynach.
Główne zalety kucia matrycowego to:
dobre własności użytkowe wyrobów, zwłaszcza wytrzymałościowe,
duża dokładność wymiarowa i ograniczenie naddatków na obróbkę skrawaniem,
krótki cykl produkcyjny, duża wydajność i niskie koszty robocizny.
2.Opis ćwiczenia
Próbę kucia przeprowadzono w matrycy jednowykrojowej zamocowanej na laboratoryjnej prasie hydraulicznej o nacisku 60t, czyli 600kN. Celem badania w naszym przypadku była próbka wykonana z ołowiu. Próbkę tę zmierzono (średnica i wysokość) a następnie podano ją spęczaniu pod naciskiem 100kN i dokonano kolejnego pomiaru (średnica). Kolejnym etapem było nasmarowanie wykrojów matrycy i próbki w celu zmniejszenia sił tarcia, jakie występują podczas kucia matrycowego. Po tych zabiegach próbkę umieszczono w matrycy dolnej i przystąpiono do jej kucia. Otrzymano w ten sposób odkuwkę o żądanym kształcie, którą poddano jeszcze obcięciu z naddatków materiału i wycięto denko na specjalnej prasie balansowej.
3.Rysunek odkuwki.
4.Obliczenia.

Obliczamy średnicę górną odkuwki:
dpd = 64,8mm
![]()
Zatem objętość odkuwki wyliczona ze wzoru stożka ściętego wynosi:
(pod uwagę nie brano wykrojów wewnętrznych)
![]()
![]()
dla połowy odkuwki (pełnej)
![]()
dla całej odkuwki (pełnej)
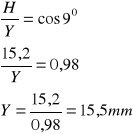
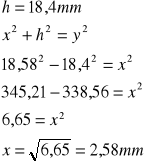
Obliczamy podstawę stożka, która stanowi średnicę okręgu dużego:

Obliczmy objętość stożka z poniższego wzoru:
![]()
![]()
Ze względu na występowanie tego elementu po obu stronach odkuwki suma objętości stożków wynosi:
![]()
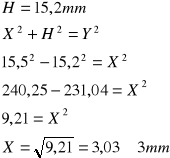
Obliczamy objętość walca:
Ze względu na występowanie tego elementu po obu stronach odkuwki suma objętości walców wynosi:
![]()
Obliczamy objętość odkuwki z danych:
![]()
![]()
![]()
![]()
Objętość odkuwki wynosi Vod = 82,9cm3
5.Określamy wysokość mostka ze wzoru:
![]()
d - średnica odkuwki w płaszczyźnie podziałowej.
![]()
Wysokość mostka wynosi h = 0,86mm.
Na podstawie obliczonej wysokości h z tablicy dobrano wymiary rowka 1 z pozycji 3.
Lp. |
h [mm] |
b[mm] |
R[mm] |
Rowek 1 |
||||||
|
|
|
|
l1 [mm] |
l2 [mm] |
Sr [cm2] |
||||
1. |
0,6 |
3 |
1 |
6 |
18 |
0,52 |
||||
2. |
0,8 |
3 |
1 |
6 |
20 |
0,69 |
||||
3. |
1,0 |
3 |
1 |
7 |
22 |
0,80 |
||||
4. |
1,6 |
3,5 |
1,5 |
8 |
22 |
1,02 |
||||
6.Obliczamy objętość wypływki ze wzoru:
![]()
k = 0,5
![]()
![]()
![]()
Objętość wypływki wynosi Vr = 12,77cm3
7.Objętość wsadu.
![]()
![]()
Objętość wsadu wynosi Vw = 95,67cm3
8.Procentowy odpad.
Procentowy odpad wynosi 13,3%
9.Wnioski.
Kucie w matrycy otwartej jest procesem technologicznym łatwym do wykonania, materiał trwale odkształca się w matrycy i przyjmuje jej kształty, dzięki czemu możemy wykonać bardzo wiele odkuwek elementów w dosyć krótkim czasie. Siła jaką należy działać na kształtowany w matrycy materiał, musi być odpowiednio dobrana do rodzaju materiału jaki i wielkości elementu. Wadą kucia matrycowego jest naddatek materiału jaki zostaje po ukształtowanym i gotowym elemencie odkuwki.
Wyszukiwarka
Podobne podstrony:
Kopia Kucie mietas new, Obróbka plastyczna
kucie walow, Obróbka plastyczna(3)
KUCIE4, ZiIP, sem 1, Obróbka plastyczna, Kucie
kucie, Politechnika Poznańska (PP), Obróbka Plastyczna, Labolatoria, Plastyczna
KUCIE5, ZiIP, sem 1, Obróbka plastyczna, Kucie
Kopia Kucie, Obróbka plastyczna
KUCIE1, ZiIP, sem 1, Obróbka plastyczna, Kucie
Obrobka plastyczna kucie swobodne
KUCIE2, ZiIP, sem 1, Obróbka plastyczna, Kucie
KUCIE3, ZiIP, sem 1, Obróbka plastyczna, Kucie
kucie walow, Obróbka plastyczna(3)
Obróbka plastyczna metali obejmuje
operator maszyn i urzadzen do obrobki plastycznej 812[01] o1 04 u
Sprawozdanie z laboratorium obróbki plastycznej, ZiIP, sem 1
SPRAWOZDANIE Z LABOATORIUM OBRÓBKI PLASTYCZNEJ4
Ci±gnienie, Politechnika Poznańska (PP), Obróbka Plastyczna, Labolatoria, Plastyczna
Sprawko spawalnictwo 1, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
więcej podobnych podstron